
排気管の製造方法
【課題】 放熱性に優れた排気管を提供すること。
【解決手段】 金属基材と、金属基材の表面上に形成された表面被覆層とを備えた排気管の製造方法であって、無機ガラス粒子と電着樹脂とを含む塗料を用いて電着塗装を行うことにより、金属基材の表面に塗膜を形成する塗膜形成工程と、塗膜形成工程の後、電着樹脂の焼失温度以上の温度に塗膜を加熱し、さらに、無機ガラス粒子の軟化点以上の温度に塗膜を加熱する加熱工程とを含む。
【解決手段】 金属基材と、金属基材の表面上に形成された表面被覆層とを備えた排気管の製造方法であって、無機ガラス粒子と電着樹脂とを含む塗料を用いて電着塗装を行うことにより、金属基材の表面に塗膜を形成する塗膜形成工程と、塗膜形成工程の後、電着樹脂の焼失温度以上の温度に塗膜を加熱し、さらに、無機ガラス粒子の軟化点以上の温度に塗膜を加熱する加熱工程とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、排気管の製造方法に関する。
【背景技術】
【0002】
エンジンから排出された排ガス中に含まれる有害ガス等の有害物質を処理するため、排気管を含む排ガス経路には、触媒コンバータが設けられる。
触媒コンバータによる有害物質の浄化効率を高めるためには、排ガス、及び、排ガスが流通する排気管等の温度を触媒活性化に適した温度(以下、触媒活性化温度ともいう)に維持する必要がある。
しかしながら、エンジンの高速運転時には、一時的に排ガスの温度が1000℃を超えるような高温となる。従って、排ガスの温度が触媒活性化温度の上限値を逸脱することがある。その結果、排ガスを効率的に浄化することが困難になったり、触媒が劣化したりするという問題がある。
【0003】
そのため、自動車エンジンに接続される排気管は、自動車エンジンの高速運転時において、排気管内を通る排ガスの熱を外部に放熱することができることが要求されている。
【0004】
特許文献1及び特許文献2には、金属からなる筒状の基材の表面に結晶性無機材と非晶質無機材とからなる層を形成してなる排気管が開示されている。
特許文献1には、結晶性無機材と非晶質無機材とからなる層の赤外線放射率が基材の赤外線放射率よりも高い、放熱性に優れる排気管が開示されている。
また、特許文献2には、結晶性無機材よりも外周面側に位置する非晶質無機材の平均厚さが20μm以下である、放熱性に優れる排気管が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−133213号公報
【特許文献2】特開2009−133214号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1及び特許文献2に記載の発明により、放熱性に優れた排気管を提供することが可能となった。しかしながら、更なる放熱性に優れた排気管、特には、一層放熱性に優れた排気管の登場が待ち望まれているという状況にある。
【課題を解決するための手段】
【0007】
本発明者らは、更なる放熱性の向上を目指して、鋭意検討を重ねた。その結果、所定の製造方法により、従来技術(例えば、特許文献1及び特許文献2に記載の技術)よりも放熱性に優れた排気管を得ることができることを見出し、本発明に想到した。
【0008】
すなわち、請求項1に記載の排気管の製造方法は、
金属基材と、上記金属基材の表面上に形成された表面被覆層とを備えた排気管の製造方法であって、
無機ガラス粒子と電着樹脂とを含む塗料を用いて電着塗装を行うことにより、上記金属基材の表面に塗膜を形成する塗膜形成工程と、
上記塗膜形成工程の後、上記電着樹脂の焼失温度以上の温度に塗膜を加熱し、さらに、上記無機ガラス粒子の軟化点以上の温度に塗膜を加熱する加熱工程とを含むことを特徴とする。
【0009】
請求項1に記載の排気管の製造方法では、塗膜形成工程において、電着樹脂を含む塗料を用いて電着塗装を行うことにより、金属基材の表面に塗膜が形成される。その後、加熱工程において、電着樹脂の焼失温度以上の温度に塗膜が加熱され、さらに、無機ガラス粒子の軟化点以上の温度に塗膜が加熱される。その結果、表面に凹部を有する表面被覆層が形成される。
【0010】
図1(a)及び図1(b)、並びに、図2(a)〜図2(e)を用いて説明する。
図1(a)は、本発明におけるアニオン型電着塗装の様子を模式的に示す説明図である。
図1(b)は、本発明におけるカチオン型電着塗装の様子を模式的に示す説明図である。
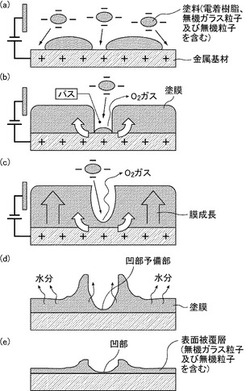
図2(a)〜図2(c)は、本発明における塗膜形成工程の際に生じる現象の一例を模式的に示す説明図である。図2(d)及び図2(e)は、本発明における加熱工程の際に生じる現象の一例を模式的に示す説明図である。
図1(a)及び図1(b)に示すように、本発明における電着塗装としては、アニオン型電着塗装とカチオン型電着塗装とがある。
なお、図2(a)〜図2(e)に示す例では、電着樹脂としてアニオン型電着樹脂を使用することとしているが、電着樹脂としては、カチオン型電着樹脂を使用することもできる。また、塗料及び表面被覆層に無機粒子が含まれることとしているが、無機粒子は含まれていなくてもよい。
【0011】
アニオン型電着塗装においては、電着樹脂として、アニオン型電着樹脂が使用される。
アニオン型電着樹脂は、塩基と反応して塩を形成する官能基(例えば、カルボキシル基)を有しており、塩基(例えば、有機アミン)により中和されることにより、マイナスに帯電する(下記式(1)参照)。
R−COOH + NR3 → R−COO− + NR3H+・・・(1)
金属基材と電極板を電着槽内に配置し、通電することにより、マイナスに帯電した電着樹脂が陽極に引き寄せられ(図1(a)参照)、塗料に含まれる無機ガラス粒子等が電着樹脂とともに、金属基材(被着体)の表面に運ばれる。そして、電着樹脂が金属基材の表面に触れた際に、下記(2)及び(3)の反応が進む。
(2)2H2O → 4H+ + 4e− + O2 ↑
(3)R−COO− + H+ → R−COOH
これにより、電着樹脂が不溶性に変わることで、無機ガラス粒子等が金属基材(陽極)の表面に析出される。
【0012】
これに対し、カチオン型電着塗装においては、電着樹脂として、カチオン型電着樹脂が使用される。
カチオン型電着樹脂は、プラスに帯電するため、陰極に引き寄せられ(図1(b)参照)、無機ガラス粒子等が金属基材(陰極)の表面に析出される。
【0013】
以上で説明したように、本発明における電着塗装においては、電着樹脂が無機ガラス粒子等を金属基材の表面まで運ぶ(図2(a)参照)。そして、電着樹脂は、金属基材の表面に触れることで、金属基材の表面に析出される(図2(b)及び図2(c)参照)。その際、塗膜には可溶性の電着樹脂が通過するためのパスが形成されている(図2(b)及び図2(c)参照)。上記(2)の反応式に示したように、電着樹脂が金属基材の表面に触れた際に、酸素ガスが発生する。パスは、当該酸素ガスが、既に形成された塗膜を押しのけて塗液中に抜ける際に形成される。電着塗装終了後、電着樹脂がパスに残存している場合は、当該電着樹脂が金属基材の表面に析出しておらず可溶性であるため、水洗により流れ落ちる。
その後、塗膜を加熱すると、電着樹脂が焼失して、塗膜の体積が収縮する。その過程で、上記パスに基づいて凹部が形成されると考えられる(図2(d)及び図2(e)参照)。
また、上記加熱工程では、無機ガラス粒子の軟化点以上の温度に塗膜を加熱するため、無機ガラス粒子が融解する。従って、塗膜の膜厚の低減率が大きくなり、凹部を有する表面被覆層がより形成されやすくなると考えられる。
このように、上記工程を経て製造された排気管は、表面被覆層の表面に凹部が形成されているため、排気管の表面積が大きく、排気管の見かけ上の放射率が高くなる。そのため、当該排気管は、放射伝熱が促進されることにより、放熱性に優れた排気管となる。
また、表面被覆層の表面に形成された凹部により、熱応力を分散させるための非固定端を多く設定することができる。また、表面被覆層の表面に形成された凹部により、表面被覆層のなかに膜厚の薄い部分ができ、その部分では厚み方向における温度差が小さくなるため、表面被覆層の内部において熱応力が生じ難い。そのため、熱衝撃による熱応力を緩和することが可能となり、表面被覆層の剥れを防止することができる。その結果、本発明により得られた排気管は、高い放熱性を維持することができると考えられる。
このように、請求項1に記載の排気管の製造方法によれば、表面被覆層の表面に凹部を効率的に形成することが可能であり、放熱性に優れた排気管を得ることができる。
さらに、加熱工程において、無機ガラス粒子を融解させ焼結させるため、表面被覆層と金属基材との密着性を向上させることができる。その結果、排気管の耐熱衝撃性を高めることができる。
なお、本明細書において、表面被覆層は、金属基材の表面に形成された層であり、塗膜に対して焼成処理(後述)を施すことによって得られる層である。金属基材の表面に形成された層のうち、焼成処理を施す前のものを、塗膜と呼び、焼成処理を施した後のものを、表面被覆層と呼ぶ。排気管は、金属基材と表面被覆層とによって構成される。
【0014】
請求項2に記載の排気管の製造方法において、上記加熱工程は、上記塗膜形成工程の後、上記電着樹脂の焼失温度以上の温度で、塗膜の温度を所定時間保持し、上記電着樹脂を焼失させる脱脂工程と、上記脱脂工程の後、上記無機ガラス粒子の軟化点以上の温度に塗膜を加熱する焼成工程とを含む。
このように、塗膜形成工程と焼成工程との間に脱脂工程を経ることによって、急速加熱による突沸に起因して巨大な凹部が表面被覆層に発生することが抑制され、適度な大きさの凹部を形成することができる。その結果、表面積の大きな排気管を得ることができる。
【0015】
請求項3に記載の排気管の製造方法において、上記無機ガラス粒子の軟化点以上の温度は、500〜1000℃である。
請求項4に記載の排気管の製造方法において、上記電着樹脂の焼失温度以上の温度は、300〜600℃である。
【0016】
請求項5に記載の排気管の製造方法において、上記電着樹脂は、互いにTgの異なる複数種類の電着樹脂からなる。
請求項5に記載の排気管の製造方法により、塗料の塗装時に温度の影響を受けにくくなり、比較的広い温度範囲で、安定した塗膜形成を行うことが可能になり、塗料の塗装時の温度依存性を緩和することができると考えられる。
その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0017】
請求項6に記載の排気管の製造方法において、上記電着樹脂は、Tgが5〜50℃である。
電着樹脂のTgが5℃未満である場合、塗膜としても粘性が低く、流動しやすいものとなる。従って、電着塗装中、一旦塗膜にパスが形成されても、周囲の電着樹脂が軟化し流動することにより、当該パスを塗膜が埋めてしまいやすくなる。また、電着樹脂のTgが50℃を超えると、逆に、室温において電着樹脂が硬すぎて流動しにくくなる。その結果、所望のパスが塗膜に形成されにくくなる。
これに対し、請求項6に記載の排気管の製造方法によれば、電着樹脂のTgが上記範囲にあるため、電着樹脂の流動性を適度なものとすることができる。これにより、電着塗装中、好適にパスを形成することができ、その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0018】
請求項7に記載の排気管の製造方法において、上記電着樹脂は、アニオン型電着樹脂である。
排気管の表面に所望の凹部を形成するためには、塗料の安定性を高め、粒子の沈降を抑制する必要がある。塗料の安定性が悪く、粒子の沈降が著しい場合には、金属基材の水平面部分に多量の粒子が降り注ぐため、固形分の比率が高くなり、塗膜の流動性が阻害されるので、凹部を好適に形成することができない。
請求項7に記載の排気管の製造方法によれば、電着樹脂として、アニオン型電着樹脂が使用されるため、無機粒子の表面電荷及び無機ガラス粒子の表面電荷の相性がよくなり、アニオン型電着樹脂が無機粒子及び無機ガラス粒子の沈降を抑制する働きをするため、塗料の安定性を高めることが可能になり、塗膜の形成を好適に行うことができる。
その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0019】
請求項8に記載の排気管の製造方法において、上記塗料は、さらに無機粒子を含む。
無機粒子は、材料物性として放射率が高いために、加熱された際に赤外線が強く放射される。これは、次式(4)で表されるステファン・ボルツマンの定義による。
q = εσ(T14−T24)・・・(4)
(σ:ステファン・ボルツマン定数・・・5.67×10−8[W/m2・K4]、q:熱流束[W/m2]、ε:放射率、T1:加熱体温度[K]、T2:受熱体温度[K])
従って、無機粒子を含む塗料を塗装して得られる排気管は、表面被覆層中の無機粒子からの赤外線の放射が生じるため、表面被覆層の放射率が高くなり、高温での放熱性に優れた排気管となると考えられる。
また、焼成の際に軟化した無機ガラス粒子の流動性が低くなり、凹部周辺部での塗膜の流動が抑制されるため、表面被覆層の表面に凹部が形成されやすくなると考えられる。
以上により、放熱性に一層優れた排気管を得ることができると考えられる。
【0020】
請求項9に記載の排気管の製造方法においては、上記無機ガラス粒子の平均粒子径が3μm以下である。
また、請求項10に記載の排気管の製造方法においては、上記無機粒子の平均粒子径が3μm以下であり、上記無機ガラス粒子の平均粒子径が3μm以下である。
無機ガラス粒子及び無機粒子の平均粒子径が大きい場合(例えば、平均粒子径が10μm程度の場合)、大きな粒子が含まれることにより、粒子の大きさが不均一になりやすくなる。この場合、電着塗装中、局所的に塗膜の流動が妨げられるため、パスが形成されにくく、その結果、排気管の表面に凹部が形成されにくくなる。
これに対し、請求項9又は10に記載の排気管の製造方法によれば、無機ガラス粒子及び無機粒子が小さいため、無機ガラス粒子及び無機粒子の分布を均一にすることができる。その結果、排気管の表面に凹部が形成されやすくなると考えられる。
また、無機ガラス粒子が大きい場合(例えば、平均粒子径が10μm程度の場合)、焼成の際に、軟化した無機ガラス粒子が排気管の表面の凹部を埋めてしまい、排気管の表面に凹部を良好に形成することができなくなると考えられる。
一方、無機粒子が大きい場合(例えば、平均粒子径が10μm程度の場合)にも、焼成の際に、軟化して液状となっている無機ガラス粒子の中に、固体の無機粒子が分散した状態となる。この際、無機粒子が大きい場合には、無機粒子が小さい場合と比較して、軟化した無機ガラス粒子と無機粒子との複合体の粘性が低く流動性がよいため、該複合体が排気管の表面の凹部を埋めてしまうと考えられる。
さらに、無機ガラス粒子及び無機粒子の平均粒子径が小さいため、電着塗装の際、無機ガラス粒子及び無機粒子を塗料の溶液中で安定化させることができると考えられる。
塗液中の粒子は、粒子径が小さい方が安定的に存在することができる。これは、次式(5)のストークスの式で示される。
Vs=Dp2(ρp−ρf)g/18η・・・(5)
(Vs:粒子の終端速度[m/s]、Dp:粒子径[m]、ρp:粒子の密度[kg/m3]、ρf:流体の密度[kg/m3]、g:重力加速度[m/s2]、η:流体の粘度[Pa・s])
従って、無機ガラス粒子及び無機粒子として、粒径が小さな粒子を用いると、電着塗装の際、塗液中での沈降速度を小さくすることができ、無機ガラス粒子及び無機粒子を塗液中において安定させることができる。
以上の理由から、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0021】
請求項11に記載の排気管の製造方法において、塗料には、無機ガラス粒子と電着樹脂とが含まれ、上記無機ガラス粒子の重量に対する上記電着樹脂の重量比が、1.0〜3.5である。
また、請求項12に記載の排気管の製造方法において、塗料には、無機粒子と無機ガラス粒子と電着樹脂とが含まれ、上記無機粒子と上記無機ガラス粒子との合計重量に対する上記電着樹脂の重量比が、1.0〜3.5である。
塗料に含まれる電着樹脂の量が多すぎると、無機粒子及び無機ガラス粒子の体積率が低くなり、塗膜内において無機粒子及び無機ガラス粒子が各々離れた状態になる。従って、無機粒子及び無機ガラス粒子が連結されていないため、電着樹脂の脱脂の際に、加熱されて電着樹脂が焼失すると、無機粒子及び無機ガラス粒子は、崩れて脱落を生じやすくなる。
なお、脱脂とは、電着樹脂を加熱により焼失させることである。
逆に、塗料に含まれる電着樹脂の量が少なすぎると、塗料に含まれる無機粒子及び無機ガラス粒子の密度が高く、電着塗装により析出した塗膜内の固形分(粒子)の割合も高くなる。従って、電着通電中の塗膜の流動性が悪いために、パス形成及びパス周辺部での塗膜形成が進みにくい。その結果として、排気管の表面に所望の凹部も形成されにくくなる。また、塗料に含まれる無機粒子及び無機ガラス粒子が多すぎると、無機粒子及び無機ガラス粒子の沈降も生じやすくなり、塗液中の粒子濃度が変化しやすくなるため、塗装条件が変動してしまう。その結果、安定した膜形成をしにくくなる。また、電着槽底面への粒子の堆積も問題となる。
請求項11又は12に記載の排気管の製造方法によれば、無機ガラス粒子の重量に対する電着樹脂の重量比、又は、無機粒子と無機ガラス粒子との合計重量に対する電着樹脂の重量比が所定範囲にあるため、このような問題を生じさせることなく、排気管の表面に所望の表面被覆層を形成することができる。
【0022】
請求項13に記載の排気管の製造方法において、上記表面被覆層中の無機粒子の粒子間距離の平均は、3μm以下である。
【0023】
請求項14に記載の排気管の製造方法において、上記無機粒子は、遷移金属の酸化物である。
また、請求項15に記載の排気管の製造方法において、上記無機ガラス粒子は、軟化点が300〜1000℃である。
【図面の簡単な説明】
【0024】
【図1】図1(a)は、本発明におけるアニオン型電着塗装の様子を模式的に示す説明図である。図1(b)は、本発明におけるカチオン型電着塗装の様子を模式的に示す説明図である。
【図2】図2(a)〜図2(c)は、本発明における塗膜形成工程の際に生じる現象の一例を模式的に示す説明図である。図2(d)及び図2(e)は、本発明における加熱工程の際に生じる現象の一例を模式的に示す説明図である。
【図3】図3は、本実施形態に係る無機ガラス粒子及び無機粒子について、pHの値と電荷との対応関係を模式的に示す説明図である。
【図4】図4は、本実施形態に係る排気管を模式的に示す斜視図である。
【図5】図5は、図4に示す排気管をその長手方向に沿って切断した断面を模式的に示す一部拡大断面図である。
【図6】図6(a)は、図4に示す排気管をその長手方向に沿って切断した断面を示す一部拡大断面図である。図6(b)は、図4に示す排気管をその長手方向に沿って切断した断面を示す一部拡大断面図である。
【図7】図7(a)は、本実施形態に係る凹部を模式的に示す説明図である。図7(b)は、本実施形態に係る周縁部を模式的に示す説明図である。図7(c)は、本実施形態に係る凹部を模式的に示す説明図である。
【図8】図8は、図4に示す排気管を金属基材の表面に対し垂直方向から撮影した写真である。
【発明を実施するための形態】
【0025】
以下、本発明の一実施形態について説明する。
本実施形態に係る排気管の製造方法においては、所定の塗料が使用される。
まず、本実施形態に係る塗料について説明する。
本実施形態に係る塗料には、無機ガラス粒子と電着樹脂とが含まれている。
【0026】
上記無機ガラス粒子は、軟化点が300〜1000℃の低融点ガラスであることが望ましい。上記低融点ガラスの種類は、特に限定されないが、ソーダ石灰ガラス、無アルカリガラス、硼珪酸ガラス、カリガラス、クリスタルガラス、チタンクリスタルガラス、バリウムガラス、ボロンガラス、ストロンチウムガラス、アルミナ珪酸ガラス、ソーダ亜鉛ガラス、ソーダバリウムガラス等が挙げられる。これらのガラスは、単独で用いてもよいし、2種類以上が混合されていてもよい。
【0027】
上記のような低融点ガラスは、軟化点が300〜1000℃の範囲にあると、低融点ガラスを融解させて基材(金属基材)の外周面に塗布(コート)した後、加熱焼成処理を施すことにより、基材の外周面に表面被覆層を容易にしかも強固に形成することができる。
上記低融点ガラスの軟化点が300℃未満では、排気管としての使用時に熱が負荷された際に、低融点ガラスが容易に軟化してしまうため、外部から石や砂などの異物が飛来し接触した際に、軟化した低融点ガラスに付着しやすくなる。表面に異物が付着すると、高い放射率を有する表面被覆層が異物で覆われてしまい、高温時に高い放熱性を有する排気管とならなくなる可能性がある。
一方、上記低融点ガラスの軟化点が1000℃を超えると、熱処理に1000℃以上の加熱が必要になるため、排気管の表面被覆層を形成する際の熱処理において、高温暴露により基材が劣化する。
なお、低融点ガラスの軟化点は、JIS R 3103−1:2001に規定される方法に基づいて、例えば、有限会社オプト企業製の硝子自動軟化点・歪点測定装置(SSPM−31)を用いて測定することができる。
【0028】
上記硼珪酸ガラスの種類は、特に限定されないが、SiO2−B2O3−ZnO系ガラス、SiO2−B2O3−Bi2O3系ガラス等が挙げられる。上記クリスタルガラスは、PbOを含むガラスであり、その種類は特に限定されないが、SiO2−PbO系ガラス、SiO2−PbO−B2O3系ガラス、SiO2−B2O3−PbO系ガラス等が挙げられる。上記ボロンガラスの種類は、特に限定されないが、B2O3−ZnO−PbO系ガラス、B2O3−ZnO−Bi2O3系ガラス、B2O3−Bi2O3系ガラス、B2O3−ZnO系ガラス等が挙げられる。上記バリウムガラスの種類は、特に限定されないが、BaO−SiO2系ガラス等が挙げられる。
【0029】
上記無機ガラス粒子の平均粒子径は、特に限定されないが、3μm以下であることが望ましい。
無機ガラス粒子の平均粒子径が3μmを超えると、粒子の大きさが不均一になりやすくなる。この場合、電着塗装中、局所的に塗膜の流動が妨げられるため、パスが形成されにくく、その結果、排気管の表面に凹部が形成されにくくなる。
また、無機ガラス粒子の平均粒子径が3μmを超えると、焼成の際に、軟化した無機ガラス粒子が排気管の表面の凹部を埋めてしまい、排気管の表面に凹部を良好に形成することができなくなる。
さらに、無機ガラス粒子の平均粒子径が3μmを超えると、電着塗装の際、無機ガラス粒子を塗料の溶液中で安定化させることができない。
また、上記無機ガラス粒子の平均粒子径は、0.1μm以上であることが望ましい。無機ガラス粒子の平均粒子径が0.1μm未満であると、ガラスの成分が塗料中に溶出してしまい、塗料の安定性を妨げてしまう。
【0030】
上記塗料には、無機粒子が含まれることが望ましい。
上記無機粒子としては、遷移金属の酸化物を用いることが望ましく、マンガン、鉄、銅、コバルト、クロム、ニッケルのうちの少なくとも一種の酸化物であることがより望ましい。
これらの無機粒子は、単独で用いてもよいし、2種類以上が混合されていてもよい。
これらの遷移金属の酸化物は、材料物性として放射率が高いために、加熱された際に赤外線が強く放射され、放射伝熱による排気管の放熱性の向上に寄与する。
【0031】
上記無機粒子の平均粒子径及び上記無機ガラス粒子の平均粒子径は、特に限定されず、上記無機粒子の平均粒子径及び上記無機ガラス粒子の平均粒子径の一方又は双方が3μmより大きくてもよいが、上記無機粒子の平均粒子径は3μm以下であり、かつ、上記無機ガラス粒子の平均粒子径は3μm以下であることが望ましい。
また、上記無機粒子の平均粒子径は1μm以下であり、かつ、上記無機ガラス粒子の平均粒子径は1μm以下であることがより望ましい。また、上記無機粒子の平均粒子径は0.9μm以下であり、かつ、上記無機ガラス粒子の平均粒子径は0.8μm以下であることがさらに望ましい。
無機粒子の平均粒子径及び無機ガラス粒子の平均粒子径の一方又は双方が3μmを超えると、粒子の大きさが不均一になりやすくなる。この場合、電着塗装中、局所的に塗膜の流動が妨げられるため、パスが形成されにくく、その結果、排気管の表面に凹部が形成されにくくなる。
また、無機ガラス粒子の平均粒子径が3μmを超えると、焼成の際に、軟化した無機ガラス粒子が排気管の表面の凹部を埋めてしまい、排気管の表面に凹部を良好に形成することができなくなる。
また、無機粒子の平均粒子径が3μmを超えると、焼成の際に、軟化して液状となっている無機ガラス粒子の中に、固体の無機粒子が分散した状態となる。この際、無機粒子が大きい場合には、無機粒子が小さい場合と比較して、軟化した無機ガラス粒子と無機粒子との複合体の粘性が低く流動性がよいため、該複合体が排気管の表面の凹部を埋めてしまう。凹部が埋められてしまうと、表面被覆層の表面積が小さくなり、放射率が低くなる。
また、無機粒子の平均粒子径は、0.1μm以上であることが望ましい。無機ガラス粒子の平均粒子径は、0.1μm以上であることが望ましい。
無機粒子の平均粒子径及び無機ガラス粒子の平均粒子径は、例えば、株式会社島津製作所製の島津ナノ粒子径分布測定装置(SALD−7100)を用いて測定することができる。
【0032】
上記無機ガラス粒子の配合量は、無機ガラス粒子の粉末と無機粒子の粉末の合計重量に対して、望ましい下限が40重量%、望ましい上限が99.5重量%である。
無機ガラス粒子は、焼成工程において軟化してマトリックスを形成する材料である。
無機ガラス粒子の配合量が40重量%未満では、無機粒子の量に対する無機ガラス粒子の量が少なすぎるので、充分にマトリックスを形成することができないために、無機粒子の間を無機ガラス粒子が埋めることができず、空隙が多い表面被覆層となる。空隙が多い表面被覆層となると、表面被覆層の強度が低くなり、密着性を得ることができない。
また、無機ガラス粒子の配合量が40重量%未満では、金属基材に接する無機ガラス粒子が少なくなり、焼成時に軟化した無機ガラス粒子と金属基材との接触面積が小さくなり、金属基材上に表面被覆層が充分に接着されなくなる。従って、焼成時又は熱衝撃が負荷された時に表面被覆層の脱落(剥離)を生じやすくなる。
一方、無機ガラス粒子の配合量が99.5重量%を超えると、無機粒子の量が少なくなり、作製された排気管の放熱性が低下しやすくなる。
無機ガラス粒子の配合量は、より望ましい下限が60重量%であり、より望ましい上限が80重量%である。
【0033】
上記塗料には、無機粒子が含まれていなくてもよい。この場合であっても、図2(a)〜図2(e)を用いて説明したように、塗料に電着樹脂が含まれることに起因して、一定程度放熱性に優れた排気管を得ることができる。
塗料に無機粒子が含まれる場合、上記無機粒子の配合量は、無機ガラス粒子の粉末と無機粒子の粉末の合計重量に対して、望ましい下限が0.5重量%、望ましい上限が60重量%である。
無機粒子の配合量が0.5重量%未満では、無機ガラス粒子に対する無機粒子の量が少なすぎるので、排気管の放熱性が低下しやすくなる。一方、無機粒子の配合量が60重量%を超えると、表面被覆層と金属基材の接着に寄与する無機ガラス粒子の量が少なくなり、作製された排気管において表面被覆層が脱落しやすくなる。
無機粒子の配合量は、より望ましい下限が20重量%であり、より望ましい上限が40重量%である。
【0034】
上記電着樹脂は、アニオン型電着樹脂であることが望ましい。
上記アニオン型電着樹脂は、アニオン性基を有している。アニオン性基は、塩基と反応して塩を形成する官能基である。アニオン性基としては、特に限定されないが、カルボキシル基、スルホン酸基、リン酸基等が挙げられる。
また、上記アニオン型電着樹脂としては、特に限定されないが、アクリル樹脂、エポキシ樹脂、ポリウレタン樹脂、マレイン化油、ポリエステル樹脂、ポリブタジエン樹脂等が挙げられる。
上記アクリル樹脂としては、特に限定されないが、例えば、カルボキシル基含有エチレン重合性単量体及びその他のエチレン重合性単量体からなる単量体組成物を重合して得られる共重合アクリル樹脂が挙げられる。
上記カルボキシル基含有エチレン重合性単量体としては、特に限定されないが、例えば、(メタ)アクリル酸、(メタ)アクリル酸二量体、クロトン酸、2−(メタ)アクリロイルオキシエチルフタル酸、2−(メタ)アクリロイルオキシエチルコハク酸、2−(メタ)アクリロイルオキシエチルアシッドフォスフェート、2−(メタ)アクリルアミド−2−メチルプロパンスルホン酸、ω−カルボキシ−ポリカプロラクトンモノ(メタ)アクリレート、イソクロトン酸、α−ハイドロ−ω−((1−オキソ−2−プロペニル)オキシ)ポリ(オキシ(1 −オキソ−1,6−ヘキサンジイル))、マレイン酸、フマル酸、イタコン酸、3−ビニルサリチル酸、3−ビニルアセチルサリチル酸等を挙げることができる。これらは単独で用いてもよく、2種以上を併用してもよい。
上記その他のエチレン重合性単量体としては、特に限定されないが、例えば、エステル部の炭素数1以上の(メタ)アクリレート(例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n−プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、フェニル(メタ)アクリレート、イソボルニル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、t−ブチルシクロヘキシル(メタ)アクリレート、ジシクロペンタジエニル(メタ)アクリレート、ジヒドロジシクロペンタジエニル(メタ)アクリレート等)、重合性アミド化合物( 例えば、(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミド、N,N−ジメチル(メタ)アクリルアミド、N ,N−ジブチル(メタ)アクリルアミド、N,N−ジオクチル(メタ)アクリルアミド、N−モノブチル(メタ)アクリルアミド、N−モノオクチル(メタ)アクリルアミド、2,4−ジヒドロキシ−4′−ビニルベンゾフェノン、N−(2−ヒドロキシエチル)(メタ)アクリルアミド等)、重合性芳香族化合物(例えば、スチレン、α−メチルスチレン、t−ブチルスチレン、パラクロロスチレン及びビニルナフタレン等)、重合性ニトリル( 例えば、(メタ)アクリロニトリル等)、α−オレフィン( 例えば、エチレン、プロピレン等)、ビニルエステル(例えば、酢酸ビニル、プロピオン酸ビニル等)、ジエン(例えば、ブタジエン、イソプレン等)、ヒドロキシエチル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレート、アリルアルコール、(メタ)アクリルアルコール、ヒドロキシエチル(メタ)アクリレートとε−カプロラクトンとの付加物等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。
上記エステル部の炭素数1以上の(メタ)アクリレートとして2種以上の(メタ)アクリレートを併用する場合、該2種以上の(メタ)アクリレートのなかに、エステル部の炭素数が1又は2の(メタ)アクリレートが含まれることが望ましい。
【0035】
特に、上記塗料に無機粒子が含まれる場合、上記電着樹脂は、アニオン型電着樹脂であることが望ましい。
以下、図3を用いて、その理由について説明する。
図3は、本実施形態に係る無機ガラス粒子及び無機粒子について、pHの値と電荷との対応関係を模式的に示す説明図である。
図3に示すように、無機ガラス粒子の等電点は、pH2程度である。従って、pHの値が2よりも小さな環境においては、無機ガラス粒子はプラスに帯電するのに対し、pHの値が2よりも大きな環境においては、無機粒子はマイナスに帯電する。
また、無機粒子の等電点は、pH7程度である。従って、pHの値が7よりも小さな環境においては、無機粒子はプラスに帯電するのに対し、pHの値が7よりも大きな環境においては、無機粒子はマイナスに帯電する。
すなわち、pH2〜7の酸性環境下において、無機ガラス粒子の有する電荷と無機粒子の有する電荷とは、異なるのに対し、アルカリ性環境下において、無機ガラス粒子の有する電荷と無機粒子の有する電荷とは、同一である。
従って、無機ガラス粒子と無機粒子との双方を同時に析出させるためには、アルカリ性環境下において電着塗装を行うのが望ましい。
ここで、上述したように、アニオン型電着塗装においては、アニオン型電着樹脂に対する中和剤として塩基が用いられるため、電着塗装は、アルカリ性環境下で行われる。一方、カチオン型電着塗装においては、カチオン型電着樹脂に対する中和剤として酸が用いられるため、電着塗装は、酸性環境下で行われる。
従って、アニオン型電着塗装とカチオン型電着塗装とでは、アルカリ性環境下で行われるアニオン型電着塗装の方が望ましい。すなわち、塗料に含まれる電着樹脂としては、カチオン型電着樹脂よりもアニオン型電着樹脂が望ましい。
【0036】
以上のように、上記電着樹脂は、アニオン型電着樹脂であることが望ましいが、カチオン型電着樹脂であってもよい。カチオン型電着樹脂を使用する場合、アニオン型電着樹脂を使用する場合と比較すると、塗料の安定性及び凹部形成のしやすさの点で劣るが、本発明の実施形態において、カチオン型電着樹脂を使用することができないわけではない。
上記カチオン型電着樹脂は、カチオン性基を有している。カチオン性基は、酸と反応して塩を形成する官能基カチオン性基としては、特に限定されないが、アミノ基、スルフィド基、ホスフィン基等が挙げられる。
また、上記カチオン型電着樹脂としては、特に限定されないが、アクリル樹脂、エポキシ樹脂、ポリエステル樹脂等が挙げられる。
上記エポキシ樹脂がアミノ基含有エポキシ樹脂である場合、原料エポキシ樹脂分子内のエポキシ環を、1級アミン、2級アミン、3級アミン等のアミン類との反応によって、開環して製造することができる。
上記原料エポキシ樹脂としては、特に限定されないが、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、フェノールノボラック、クレゾールノボラック等の多環式フェノール化合物とエピクロルヒドリンとの反応生成物であるポリフェノールポリグリシジルエーテル型エポキシ樹脂、ジイソシアネート化合物、又は、ジイソシアネート化合物のNCO基をメタノール、エタノール等の低級アルコールでブロックして得られたビスウレタン化合物と、エピクロルヒドリンとの反応によって得られるオキサゾリドン環含有エポキシ樹脂等を挙げることができる。
上記アミン類としては、特に限定されないが、例えば、ブチルアミン、オクチルアミン、ジエチルアミン、ジブチルアミン、メチルブチルアミン、モノエタノールアミン、ジエタノールアミン、N−メチルエタノールアミン、トリエチルアミン酸塩、N,N−ジメチルエタノールアミン酸塩、ケチミンブロック化アミノ基含有ポリアミン等を挙げることができる。
上記ケチミンブロック化アミノ基含有ポリアミンは、アミノ基がケチミンでブロック化されたアミンである。上記ケチミンブロック化アミノ基含有ポリアミンとしては、例えば、アミノエチルエタノールアミン、ジエチレントリアミン、ジプロピレントリアミン、ジブチレントリアミン、トリエチレンテトラミン等のポリアミン類中のアミノ基がアセトン、メチルエチルケトン、メチルイソブチルケトン等のケトン類との反応によってケチミンに変換されたもの等(例えば、ジエチレントリアミンメチルイソブチルケチミン、アミノエチルエタノールアミンメチルイソブチルケチミンのようなケチミンブロック1級アミノ基含有2級アミン等)を挙げることができる。
上記アクリル樹脂としては、特に限定されないが、例えば、(メタ)アクリレートと、ヒドロキシル基含有(メタ)アクリルモノマー(例えば、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート等の水酸基含有(メタ)アクリルエステルと、ε−カプロラクトンとの付加生成物)と、その他のアクリル系及び/又は非アクリルモノマーとを共重合することによって得られるもののオキシシラン環にアミンを反応させるものや、グリシジル(メタ)アクリレートを用いずに、アミノ基を持つアクリルモノマーを共重合させて得られるもの等を挙げることができる。
【0037】
上記電着樹脂としては、1種類の電着樹脂のみを使用することとしてもよいし、複数種類の電着樹脂を使用することとしてもよい。
また、上記塗料において、有機結合材は、電着樹脂のみから構成されていてもよいし、電着樹脂以外の有機結合材を含んでいてもよい。電着樹脂以外の有機結合材としては、例えば、ポリビニルアルコール、メチルセルロース、エチルセルロース等を挙げることができる。これらは、単独で用いてもよく、2種以上を併用してもよい。
【0038】
上記複数種類の電着樹脂は、互いにTgが異なっていることが望ましい。
電着塗装中、Tg付近の温度で電着樹脂の流動性が変化するが、複数種類の電着樹脂のTgが互いに異なっていると、電着樹脂の流動性が急激に変化してしまうことが抑制される。このように、複数種類の電着樹脂のTgが互いに異なっていると、塗料の塗装時に温度の影響を受けにくくなり、比較的広い温度範囲で、安定した塗膜形成を行うことが可能になり、塗料の塗装時の温度依存性を緩和することができる。その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
また、上記電着樹脂のTgは、5〜50℃であることが望ましい。
電着樹脂のTgが5℃未満である場合、塗膜としても粘性が低く、流動しやすいものとなる。従って、電着塗装中、一旦塗膜にパスが形成されても、周囲の電着樹脂が軟化し流動することにより、当該パスを塗膜が埋めてしまいやすくなる。そのため、好適な凹部が形成されず、高い放射率を有する表面被覆層を得ることができなくなる。一方、電着樹脂のTgが50℃を超えると、逆に、室温において電着樹脂が硬すぎて流動しにくくなる。その結果、所望のパスが塗膜に形成されにくくなる。そのため、好適な凹部が形成されず、高い放射率を有する表面被覆層を得ることができなくなる。また、電着樹脂のTgが50℃を超えると、電着樹脂の流動性が悪いため、乾燥及び硬化時に内部の水分が抜けにくく、乾燥及び硬化に時間を要する。そのため、作業効率が悪くなり、コストが上昇する。
もっとも、上記電着樹脂のTgは、5〜50℃の範囲外であってもよい。複数種類の電着樹脂が使用される場合、該複数種類の電着樹脂のなかにTgが5〜50℃の範囲外の電着樹脂が含まれていてもよく、全ての電着樹脂のTgが5〜50℃の範囲外であってもよい。
なお、Tgはガラス転移点であり、JIS K 7121:1987に準拠して、DSC(示差走査熱量測定装置)によって測定することができる。
【0039】
上記無機粒子と上記無機ガラス粒子との合計重量に対する上記電着樹脂の重量比は、1.0〜3.5であることが望ましい。
また、上記塗料に無機粒子が含まれない場合、上記無機ガラス粒子の重量に対する上記電着樹脂の重量比は、1.0〜3.5であることが望ましい。
無機粒子と無機ガラス粒子との合計重量に対する電着樹脂の重量比が3.5を超える場合(無機粒子の重量が0の場合を含む)、塗料に含まれる電着樹脂の量が多すぎるため、無機粒子及び無機ガラス粒子の体積率が低くなり、塗膜内において無機粒子及び無機ガラス粒子が各々離れた状態になる。従って、無機粒子及び無機ガラス粒子が連結されていないため、電着樹脂の脱脂の際に、加熱されて電着樹脂が焼失すると、無機粒子及び無機ガラス粒子は、崩れて脱落を生じやすくなる。その結果、高い放射率を有する表面被覆層を得ることができなくなる。
一方、無機粒子と無機ガラス粒子との合計重量に対する電着樹脂の重量比が1.0未満である場合(無機粒子の重量が0の場合を含む)、電着樹脂の量が少なすぎるため、塗料に含まれる無機粒子及び無機ガラス粒子の密度が高く、電着塗装により析出した塗膜内の固形分(粒子)の割合も高くなる。従って、電着通電中の塗膜の流動性が悪いために、パス形成及びパス周辺部での塗膜形成が進みにくい。その結果として、排気管の表面に所望の凹部も形成されにくくなる。そのため、高い放射率を有する表面被覆層を得ることができなくなる。また、塗料に含まれる無機粒子及び無機ガラス粒子が多すぎると、無機粒子及び無機ガラス粒子の沈降も生じやすくなり、塗液中の粒子濃度が変化しやすくなるため、塗装条件が変動してしまう。その結果、安定した塗膜形成をしにくくなる。また、電着槽底面への粒子の堆積も問題となる。
もっとも、上記無機粒子と上記無機ガラス粒子との合計重量に対する上記電着樹脂の重量比は、1.0〜3.5の範囲外であってもよい。また、上記塗料に上記無機粒子が含まれない場合、上記無機ガラス粒子の重量に対する上記電着樹脂の重量比は、1.0〜3.5の範囲外であってもよい。
【0040】
上記塗料には、上記無機ガラス粒子と上記無機粒子と上記有機結合材以外に、顔料、中和剤、硬化剤、分散媒、その他の各種添加剤等が含まれていてもよい。
【0041】
上記顔料としては、着色顔料、体質顔料、及び、防錆顔料等が挙げられる。
上記着色顔料としては、例えば、チタンホワイト、カーボンブラック、ベンガラ、フタロシアニンブルー、フタロシアニングリーン、モノアゾイエロー、ジスアゾイエロー、ベンズイミダゾロンエロー、キナクリドンレッド、モノアゾレッド、ボリアゾレッド、ベリレンレッド等が挙げられる。
上記体質顔料としては、例えば、カオリン、タルク、ケイ酸アルミニウム、炭酸カルシウム、マイカ、クレー、シリカ等が挙げられる。
上記防錆顔料としては、例えば、リン酸亜鉛、リン酸鉄、リン酸アルミニウム、リン酸カルシウム、亜リン酸亜鉛、シアン化亜鉛、酸化亜鉛、トリポリリン酸アルミニウム、モリブデン酸亜鉛、モリブデン酸アルミニウム、モリブデン酸カルシウム、リンモリブデン酸アルミニウム、リンモリブデン酸アルミニウム亜鉛等が挙げられる。
【0042】
アニオン型電着樹脂に対する中和剤としては、アンモニア、有機アミン、アルカリ金属水酸化物等の塩基が挙げられる。
上記有機アミンとしては、ジエチルアミン、エチルエタノールアミン、ジエタノールアミン、モノエタノールアミン、モノプロパノールアミン、イソプロパノールアミン、エチルアミノエチルアミン、ヒドロキシエチルアミン、ジエチレントリアミン等が挙げられる。
上記アルカリ金属水酸化物としては、水酸化ナトリウム、水酸化カリウム等が挙げられる。
カチオン型電着樹脂に対する中和剤としては、塩酸、硝酸、リン酸、ギ酸、酢酸、乳酸等の酸が挙げられる。
【0043】
アニオン型電着樹脂に対する硬化剤としては、メラミン樹脂、ブロックポリイソシアネート等が挙げられる。
カチオン型電着樹脂に対する硬化剤としては、ブロックポリイソシアネートが挙げられる。
上記ブロックポリイソシアネートは、ポリイソシアネートをブロック剤でブロックして得られる。ポリイソシアネートとは、1分子中にイソシアネート基を2個以上有する化合物をいう。
【0044】
上記分散媒としては、水、又は、メタノール、エタノール、アセトン等の有機溶媒等が挙げられる。
【0045】
上記その他の各種添加剤としては、電着塗装を行うために配合される添加剤、界面活性剤、酸化防止剤、紫外線吸収剤等が挙げられる。
上記電着塗装を行うために配合される添加剤としては、ゼータ電位の制御及び/又は溶液の抵抗値を調製するための添加剤、無機ガラス粒子及び/又は無機粒子の分散性を確保するための安定化剤が挙げられる。
【0046】
以上、本実施形態に係る塗料について説明した。
本実施形態では、この塗料を用いて、排気管が製造される。
以下、本実施形態に係る排気管の製造方法について説明する。
なお、以下では、上記塗料に無機粒子が含まれる場合について説明する。
【0047】
(1)塗料の作製
上述した無機ガラス粒子及び無機粒子を乾式混合し、混合粉末を作製する。
具体的には、無機ガラス粒子の粉末と、無機粒子の粉末とをそれぞれ所定の粒度、形状等になるように調製し、各粉末を所定の配合比率で乾式混合して混合粉末を調製する。
以上のようにして調製した混合粉末に、上述した電着樹脂及び水等の各種添加剤を添加し混合することにより、上記塗料を作製する。
【0048】
(2)基材の準備
金属からなる基材(金属基材)を出発材料とし、まず、金属基材の表面の不純物を除去すべく洗浄処理を行う。
【0049】
上記基材の材質としては、特に限定されないが、例えば、ステンレス、鋼、鉄、銅等の金属、インコネル、ハステロイ、インバー等のニッケル合金等が挙げられる。これらの金属材料は熱伝導率が高いため、排気管の放熱性の向上に寄与することができる。
【0050】
上記洗浄処理としては特に限定されず、従来公知の洗浄処理を用いることができ、例えば、アルコール溶媒中で超音波洗浄を行う方法等を用いることができる。
また、上記洗浄処理後には、必要に応じて、基材の表面の比表面積を大きくしたり、基材の表面の粗さを調整したりすべく、基材の表面に粗化処理を施してもよい。例えば、サンドブラスト処理、エッチング処理、高温酸化処理等の粗化処理を施してもよい。これらは単独で用いてもよいし、2種以上併用してもよい。
【0051】
(3)塗膜の形成
上記(1)の工程で作製した塗料を、上記(2)の工程で準備した金属基材の表面に、電着塗装により塗装する。具体的には、上記塗料中に、上記金属基材と電極板を配置し、上記金属基材と電極板とのうち、一方を陽極として機能させ、他方を陰極として機能させて、電圧を印加する。
そうすると、可溶性の状態の電着樹脂が、無機ガラス粒子及び無機粒子を金属基材の表面まで運ぶ(図2(a)参照)。そして、電着樹脂は、金属基材の表面に触れることで、可溶性の状態から不溶性の状態へと変化して、金属基材の表面に析出される(図2(b)及び図2(c)参照)。なお、その際、塗膜には可溶性の電着樹脂が通過するためのパスが形成されている(図2(b)及び図2(c)参照)。パスは、電着樹脂が金属基材の表面に触れた際に発生する酸素ガスが、既に形成された塗膜を押しのけて塗液中に抜ける際に形成される。
電着塗装は、通常、50〜450Vの電圧を印加して、10〜45℃の浴温で、15秒〜20分間行うことが望ましく、上記電圧は60〜300Vであることがより望ましく、上記浴温は26〜32℃であることがより望ましく、通電時間は30秒〜10分であることがより望ましい。また、塗料の固形分濃度は5〜25重量%であることが望ましく、塗料のpHは8.0〜9.5であることが望ましい。
上記電圧が300Vを超えると、被着体(金属基材)の表面で発生する熱により、一旦被着体の表面に生成した塗料の塗膜が再溶解してしまう。その結果、通電した割には塗膜の膜厚が大きくならない。一方、上記電圧が60V未満であると、負荷電圧が低すぎるため、電着樹脂を被着体(金属基材)に引き寄せる力が弱くなり、塗料の塗膜の厚みが充分に得られない。その結果、高い放射率を有する表面被覆層を得ることができない。
上記浴温が32℃を超えると、熱により、塗液中の電着樹脂の劣化が起こりやすくなる。その結果、塗料の劣化による電着樹脂の交換の頻度が増えるため、製造コストが増加する。一方、上記浴温が26℃未満であると、電着樹脂の活性が低く、被着体(金属基材)の表面での反応速度が遅くなるため、塗料の塗膜が得られにくくなる。その結果、高い放射率を有する表面被覆層を得ることができなくなる。
上記通電時間が10分を超えると、通電時間が長すぎるために、塗料の固形分が堆積することにより、被着体(金属基材)の垂直面と水平面とで塗料の塗膜の膜厚に差が生じやすくなる。その結果、全面で均一な放熱性を有する表面被覆層を得られなくなる。一方、上記通電時間が30秒未満であると、通電時間が短すぎるために、塗膜の成長を途中で止めてしまうことになり、塗料の塗膜の厚みが充分に得られない。その結果、高い放射率を有する表面被覆層を得ることができなくなる。
上記塗料の固形分濃度が25重量%を超えると、電着塗装により析出した塗膜の流動性が低くなり、被着体(金属基材)の表面で生成する熱や泡が逃げにくいため、局所的な温度上昇により、塗膜が塗液中に再溶解したり、塗膜中に残留した気泡が加熱時に熱膨張して突沸を招いたりして、塗料の塗膜の表面状態を悪化させる。その結果、高い放射率を有する表面被覆層を得ることができなくなる。一方、上記塗料の固形分濃度が5重量%未満であると、被着体(金属基材)において析出するのは主に電着樹脂であり、無機ガラス粒子及び無機粒子は極めて少量しか被着体(金属基材)に付着しないため、塗料の塗膜が形成されにくい。従って、焼成後に金属基材上に残る表面被覆層も薄くなる。その結果、高い放射率を有する表面被覆層を得ることができなくなる。
上記塗料のpHが9.5を超えると、塗料の塗膜の析出が生じにくく、塗料の塗着のために必要な電力消費が大きくなる。その結果、エネルギーの浪費となる。これは、電着塗装における塗膜形成のメカニズムとして、被着体(金属基材)の表面における電気反応によりpHが変化することに伴い、電着樹脂が可溶性から不溶性へと変化することで析出することに起因すると考えられる。上記塗料のpHが9.5を超えると、pHが無駄に高過ぎるため、電気反応によりpHが低下しても、電着樹脂が可溶性のまま存在し析出しないか、又は、一旦析出した塗膜が塗液中に再溶解してしまう。さらに、上記塗料のpHが9.5を超えると、発泡により塗料の塗膜の状態が安定しにくい。その結果、塗膜に空隙が多く発生するため、表面被覆層の強度も低くなり、高い密着性を得ることができない。
一方、上記塗料のpHが8.0未満であると、電着樹脂自体が不溶性から水溶性に変わるpHの近傍であるため、電着樹脂の状態が可溶性の状態と不溶性の状態との境界にあり、pHの変動によって可溶性となったり不溶性となったりするため、電着樹脂が液中において安定に存在できない。その結果、塗料の劣化による電着樹脂の交換の頻度が増えるため、製造コストが増加する。
【0052】
なお、上記電着樹脂としてアニオン型電着樹脂を使用する場合には、上記金属基材を陽極として機能させ、上記電極板を陰極として機能させる。一方、上記電着樹脂としてカチオン型電着樹脂を使用する場合には、上記金属基材を陰極として機能させ、上記電極板を陽極として機能させて、電圧を印加する。
【0053】
(4)乾燥及び硬化
上記(3)の工程により塗料が塗布された金属基材を、所定温度に加熱することにより、金属基材の表面に形成された塗料の塗膜を乾燥させるとともに硬化させる。その際、水分や揮発性の樹脂添加剤等が上記(3)の工程において形成されたパスを通って蒸発することに伴い、塗膜の表面に凹部予備部が形成される(図2(d)参照)。ここで、凹部予備部とは、塗膜の表面に形成された凹んだ領域であり、塗膜を乾燥及び硬化させることに伴い、パスが変形して生じた領域をいう。
本工程における加熱温度は、100〜200℃であることが望ましく、110〜190℃であることがより望ましく、120〜180℃であることがさらに望ましい。
上記加熱温度が200℃を超えると、温度が高過ぎるため、塗料の塗膜が硬化し過ぎてしまう。その結果、エネルギーの浪費となる。一方、上記加熱温度が100℃未満であると、乾燥及び硬化が不充分となり、塗膜に水分又は溶剤が残留してしまう。その結果、脱脂工程又は焼成工程における加熱時に、残留している水分又は溶剤が突沸して、塗膜が弾け、部分的に未着部(表面被覆層中、空隙の存在する部分)を生じる。また、塗料の塗膜が充分に硬化されないため、塗膜と金属基材との密着性が低下し、ハンドリングによる剥れが生じやすくなる。
また、上記加熱温度で所定時間保持されることが望ましく、保持時間は5〜90分であることが望ましい。
上記保持時間が90分を超えると、塗料の塗膜が硬化し過ぎてしまい、時間の浪費となってしまう。一方、上記保持時間が5分未満であると、塗料の塗膜の乾燥及び硬化が不充分であり、塗膜に水分又は溶剤が残留してしまう。その結果、脱脂工程又は焼成工程における加熱時に、残留している水分又は溶剤が突沸して、表面被覆層が弾け、部分的に未着部を生じる。また、塗料の塗膜が充分に硬化されないため、塗膜と金属基材との密着性が低下し、ハンドリングによる剥れが生じやすくなる。
【0054】
(5)脱脂
上記(4)の工程の後、上記金属基材を、電着樹脂の焼失温度以上の温度に加熱することにより、電着樹脂を焼失させる。これにより、塗膜の体積が収縮し、上記(4)の工程において形成された塗膜の表面の凹部予備部に基づいて、塗膜の表面に凹部が形成される(図2(e)参照)。
電着樹脂の焼失温度とは、電着樹脂の重量が50%減少するときの温度であり、TG/DTA同時測定装置により測定することができる。
本工程における加熱温度は、配合した電着樹脂の種類にもよるが、300〜600℃であることが望ましく、325〜550℃であることがより望ましく、350〜500℃であることがさらに望ましい。
上記加熱温度が600℃を超えると、温度が高すぎるため、電着樹脂の脱脂が完了する前に無機ガラス粒子の軟化が生じてしまう。その結果、無機ガラス粒子が軟化してマトリックスの形成が始まった後に、電着樹脂が燃焼しガスを発生させて突沸を招くため、未着部を生じやすくなる。一方、上記加熱温度が300℃未満であると、電着樹脂の脱脂が不充分となり、樹脂成分が塗膜に残留してしまう。そのため、下記(6)焼成の工程における昇温の際に、突沸を招き、未着部を生じやすくなる。
また、本工程では、上記加熱温度で所定時間保持される。保持時間は5〜90分であることが望ましい。
上記保持時間が90分あれば電着樹脂の脱脂は充分に完了するため、上記保持時間が90分を超えても、時間の浪費となってしまう。一方、上記保持時間が5分未満であると、電着樹脂の脱脂が不充分となり、樹脂成分が塗膜に残留してしまう。そのため、下記(6)焼成の工程における昇温の際に、軟化した無機ガラス粒子の中で電着樹脂が燃焼し、ガスを発生して突沸するため、表面被覆層の表面に金属基材が露出した穴を空けてしまう。その結果、高い放射率を有する表面被覆層を得られなくなる。
また、上記(4)乾燥及び硬化の工程における加熱温度から、本工程における加熱温度までの昇温速度は、1.7〜60.0℃/分であることが望ましく、2.0〜30.0℃/分であることがより望ましく、3.0〜15.0℃/分であることがさらに望ましく、3.5〜5.0℃/分であることが一層望ましい。
上記昇温速度が60.0℃/分を超えると、樹脂成分の突沸を招き、未着部を生じやすくなる。一方、上記昇温速度が1.7℃/分未満であると、昇温に時間がかかりすぎ、時間の浪費となってしまう。
【0055】
上述のように、上記(5)脱脂の工程では、所定の温度で所定時間保持される。上記(5)脱脂の工程は、このように、「所定の温度で所定時間保持されること」が必須の構成である。
本実施形態では、このような(5)脱脂の工程を経ることが望ましいが、(5)脱脂の工程を経ずに、下記(6)焼成の工程を行うこととしてもよい。
以下では、(5)脱脂の工程が行われることとして説明する。
【0056】
(6)焼成
上記(5)の工程の後、上記金属基材を、上記無機ガラス粒子の軟化点以上の温度に加熱する。
これにより、金属基材と無機ガラス粒子とを強固に密着させることができ、金属基材と強固に密着した表面被覆層を形成することができる。また、無機ガラス粒子が融解するため、塗膜の膜厚の低減率が大きくなり、表面に凹部を有する表面被覆層がより形成されやすくなる(図2(e)参照)。
さらに、塗膜中に無機粒子が存在する場合、軟化した無機ガラス粒子の流動性が低くなり、凹部周辺部での塗膜の流動が抑制されるため、表面に凹部を有する表面被覆層が形成されやすい。これに対し、塗膜中に無機粒子が存在しない場合、凹部周辺部での塗膜の流動が無機粒子によって抑制されることがないため、塗膜中に無機粒子が存在する場合と比較して、表面に凹部を有する表面被覆層が形成されにくい。
本工程における加熱温度は、配合した無機ガラス粒子の種類にもよるが、500〜1000℃であることが望ましく、600〜950℃であることがより望ましく、700〜900℃であることがさらに望ましい。
上記加熱温度が1000℃を超えると、高温暴露により金属基材の劣化を招いてしまう。一方、上記加熱温度が500℃未満であると、無機ガラス粒子の軟化が不充分となり、焼結が不充分なため、塗料の塗装が緻密化されず、金属基材と表面被覆層との密着性を充分に得ることができない。
なお、本工程における加熱温度は、上記(5)脱脂の工程における加熱温度よりも高い。
また、上記加熱温度で所定時間保持されることが望ましく、保持時間は1〜30分であることが望ましい。
上記保持時間が30分を超えると、金属基材の劣化を招いてしまう。一方、上記保持時間が1分未満であると、無機ガラス粒子の軟化が不充分となり、塗装が緻密化されず、金属基材と表面被覆層との密着性を充分に得ることができない。
また、上記(5)脱脂の工程における加熱温度から、本工程における加熱温度までの昇温速度は、3.3〜100.0℃/分であることが望ましく、4.0〜50.0℃/分であることがより望ましく、5.0〜25.0℃/分であることがさらに望ましく、6.0〜12.0℃/分であることが一層望ましい。
上記昇温速度が100.0℃/分を超えると、金属基材の熱容量が大きく、熱を奪われるため、金属基材の全体が均一に加熱されない。一方、上記昇温速度が3.3℃/分未満であると、昇温に時間がかかりすぎ、時間の浪費となってしまう。
【0057】
以上の工程を経ることにより、金属基材の表面上に表面被覆層が形成された本発明の排気管を製造することができる。
続いて、図4〜図8を用いて、このようにして製造される排気管について説明する。
【0058】
図4は、本実施形態に係る排気管を模式的に示す斜視図である。
図5は、図4に示す排気管をその長手方向に沿って切断した断面を模式的に示す一部拡大断面図である。
なお、図4においては、排ガスをGで示し、排ガスの流れる方向を矢印で示す。
【0059】
図4に示す排気管1は、円筒状の金属基材10と、金属基材10の外周面上に所定の厚さで形成された表面被覆層20とから構成される。
【0060】
図5に示すように、金属基材10の表面には、凹凸が形成されていることが望ましい。この凹凸が形成された金属基材の外周面の表面粗さRzJIS(JIS B 0601:2001)は、1.5〜15.0μmであることが望ましい。
金属基材の外周面の表面粗さRzJISが、1.5μm未満であると、金属基材の表面積が小さくなるため、金属基材と表面被覆層との密着性が不充分になる。一方、金属基材の外周面の表面粗さRzJISが、15.0μmを超えると、金属基材の表面と表面被覆層との間に空隙が形成されてしまう。これは、金属基材の外周面の表面粗さRzJISが大きすぎると、金属基材の表面に形成された凹凸の谷の部分に確実に塗料が入り込まないためであると考えられる。金属基材の表面と表面被覆層との間に空隙が形成されてしまうと、金属基材と表面被覆層との密着性が不充分になる。
【0061】
表面被覆層20は、電着塗装により金属基材10に塗布された塗料に対して、乾燥、硬化、脱脂、及び、焼成の各処理を施すことにより形成された層である。
【0062】
図5に示すように、表面被覆層20の表面には、凹部30と凸部40が存在する。
ここで、図6(a)及び図6(b)を用いて、表面被覆層の凹部と凸部について説明する。
図6(a)及び図6(b)は、図4に示す排気管をその長手方向に沿って切断した断面を示す一部拡大断面図である。
【0063】
図6(a)及び図6(b)に示すように、凹部は、第1基準面よりも低い領域である。第1基準面は、表面被覆層の表面の平均高さを有する面である。
図6(a)及び図6(b)では、第1基準面を、平均線として表している。
上記平均線とは、JIS B0601(2001)に定める断面曲線のための平均線であり、最小二乗法によって断面曲線に当てはめた呼び形状を表す曲線である。
呼び形状とは、平面の傾斜、円筒部品の円弧などの形状を指す。
平均線は、市販されている表面粗さ測定機(例えば、Veeco製 Wyko NT9100(光学式))によって表面形状の測定を行い、断面曲線を得ることによって自動的に算出される。
【0064】
図6(a)及び図6(b)に示すように、凸部は、第2基準面よりも高い領域である。第2基準面は、(Hmax−H×1/3)の高さを有する面である。
Hmaxは、表面被覆層の表面の高さの最大値である。Hは、HmaxとHminの差であり、Hminは、表面被覆層の表面の高さの最小値である。
図6(a)及び図6(b)に示すように、凹部から凸部に至るまでの表面被覆層の表面は、急な勾配を形成している。
【0065】
なお、Hmaxは、表面被覆層20の表面全体のうち最も高い地点の高さである。Hminは、表面被覆層20の表面全体のうち最も低い地点の高さである。
図6(a)では、当該断面における最も高い地点45が、表面被覆層20の表面全体のうち最も高い地点であり、当該断面における最も低い地点35が、表面被覆層20の表面全体のうち最も低い地点である場合について示している。
図6(b)では、表面被覆層20の表面全体のうち最も高い地点は、当該断面における最も高い地点45よりも高く、表面被覆層20の表面全体のうち最も低い地点は、当該断面における最も低い地点35よりも低い場合について示している。
【0066】
以上、表面被覆層の凹部と凸部について説明した。
本実施形態においては、このような表面被覆層の凹部の周縁部に凸部が存在する。
【0067】
ここで、「周縁部」について説明する。
図7(a)は、本実施形態に係る凹部を模式的に示す説明図である。
図7(b)は、本実施形態に係る周縁部を模式的に示す説明図である。
【0068】
図7(a)では、金属基材の表面に対し垂直方向から表面被覆層を観察したとき、凹部30が見える様子を模式的に示している。凹部30は、丸みを帯びた図形31を形成している。
図7(b)では、図形31と相似な図形61を示している。図形61の重心は、図形31の重心50と一致する。図形31と図形61の相似比は、r:r′であり、r′=1.2rとなっている。
周縁部60は、図形61の内部の領域のうち凹部30を除いた領域である。
【0069】
本実施形態においては、表面被覆層の凹部の周縁部に、凹部を取り囲んで、凸部が存在する。周縁部の面積のうち凸部の面積の占める割合は、60%以上であることが望ましく、80%以上であることがより望ましく、90%以上であることがさらに望ましく、100%であることが一層望ましい。周縁部の面積のうち凸部の面積の占める割合が高ければ高いほど、排気管の表面積が大きくなるからである。周縁部の面積のうち凸部の面積の占める割合が60%未満であると、排気管の表面積が充分に大きくないために、排気管の放熱性を充分に向上させることができにくくなる。
【0070】
なお、本実施形態に係る凹部は、第1基準面よりも低い領域のうち、周縁部に凸部が存在する領域である。すなわち、第1基準面よりも低い領域であっても、周縁部に凸部が存在しなければ、該領域は、凹部ではない。
従って、本実施形態においては、第1基準面よりも低い領域の全てにおいて、周縁部に凸部が存在しなければならないわけではない。第1基準面よりも低い領域を凹部候補と呼ぶこととすると、凹部候補のなかに、周縁部に凸部が存在する領域が存在すればよい。
【0071】
上記凹部は、上記金属基材の表面に対し垂直方向から見た形状が、実質的に円形であることが望ましい。
凹部の端部において一旦剥れが生じた場合、凹部が直線である場合には次々と剥れが進行するのに対して、凹部の上記形状が実質的に円形の場合には、剥れた表面被覆層が周囲の表面被覆層に引っ張られるため、剥れが進行しにくい。従って、凹部の上記形状が実質的に円形の場合、表面被覆層と金属基材との密着性を向上させることができる。
【0072】
ここで、「実質的に円形」について説明する。
図7(c)は、本実施形態に係る凹部を模式的に示す説明図である。
図7(c)では、図7(a)に示す凹部30と同じ凹部30を示している。
図7(c)において、rmaxは、図形31上の点と重心50との距離の最大値であり、rminは、図形31上の点と重心50との距離の最小値である。
「実質的に円形」とは、rmax<1.5rminの関係が成立する場合を言う。
【0073】
図8は、図4に示す排気管を金属基材の表面に対し垂直方向から撮影した写真である。
なお、図8に示す写真は、電子顕微鏡で撮影したものであり、加速電圧は15.0kV、倍率は200倍である。
【0074】
図8に示すように、凹部30は、金属基材10の表面に対し垂直方向から見た形状が丸みを帯びた形状(略円形状)となっている。このような凹部30の形状を、本明細書では、実質的に円形と呼ぶ。
【0075】
上記金属基材の表面に対し垂直方向から見た上記凹部の形状が、実質的に円形(略円形)であるとき、該円の直径は、3〜2000μmであることが望ましい。
表面被覆層の表面積の増加が放射率向上に寄与している点に鑑みると、凹部は、サイズが小さく、密度が高いことが望ましいと考えられる。
ただし、凹部のサイズが小さすぎる場合、凹部の壁が近い位置で向かい合うこととなり、表面被覆層が加熱された際に放射される赤外線が表面被覆層の外に放射され難くなるため、放熱効果が小さくなる。一方、凹部は表面被覆層の厚みが薄い分だけ放射率が低いため、凹部のサイズが大きすぎる場合、表面被覆層全体の放射率も低くなってしまい、高い放熱性が得られにくくなる。
該円の直径が3μm未満である場合、又は、2000μmを超える場合、放熱性に優れた排気管を得ることができにくくなる。
該円の直径は、1000μm以下であることがより望ましく、120μm以下であることがさらに望ましい。
なお、上記円の直径は、当該略円内で直線を引いたときの最大の長さである。
【0076】
上記凹部の密度は、10〜107個/cm2であることが望ましい。
表面被覆層の表面積の増加が放射率向上に寄与している点に鑑みると、凹部の密度は高いことが望ましいと考えられる。凹部の密度が低すぎると、表面積の増加が少ないため、放射率向上の効果が得られにくい。
一方、凹部の密度が高すぎる場合、2つの異なる凹部が接近しすぎて、一部重なってしまう場合が起こり得る。2つの異なる凹部が重なると、該2つの異なる凹部の間に、凸状の部位が形成される。該凸状の部位は、第1基準面よりも低いため、上記凸部ではなく、凹部を取り囲んで連続的に形成されているわけではない。従って、該凸状の部位は、剥れやすい部位となってしまう。そのため、年を経るごとに、該凸状の部位を起点として剥れが生じてしまい、放射率の低下を招く恐れがある。
上記凹部の密度が10個/cm2未満である場合、又は、107個/cm2を超える場合、放熱性に優れた排気管を得ることができにくくなる。
上記凹部の密度は、1×102個/cm2以上であることがより望ましく、5×102個/cm2以上であることがさらに望ましい。
【0077】
Hminの高さを有する面(図6(a)及び図6(b)参照)と上記金属基材の表面との距離をdとしたとき(図5参照)、d>0であることが望ましく、d≧2μmであることがさらに望ましい。Hminは、表面被覆層の表面の高さの最小値である。
d=0である場合には、金属基材が排気管の表面に露出しているため、表面被覆層の表面に形成された凹部による放射率向上の効果が充分に得られない一方、表面に露出した金属基材の放射率が低いため、放射率向上の効果が小さくなると考えられる。従って、d=0の場合、放熱性の低下を防ぎにくくなる。
【0078】
なお、本明細書では、Hminの高さを有する面と上記金属基材の表面との距離dを、凹部の膜厚とも言う。また、Hmaxの高さを有する面と上記金属基材の表面との距離Dを、表面被覆層の膜厚とも言う。
なお、凹部の膜厚d=0の場合、「凹部が表面被覆層を貫通している」と言うこととする。
【0079】
表面被覆層20の凹部30が形成される理由は、以下のように考えられる。
電着塗装においては、可溶性の状態の電着樹脂が、無機ガラス粒子及び無機粒子を金属基材10の表面まで運ぶ(図2(a)参照)。そして、電着樹脂は、金属基材10の表面に触れることで、可溶性の状態から不溶性の状態へと変化して、金属基材10の表面に析出される(図2(b)及び図2(c)参照)。その際、塗料の塗膜には可溶性の電着樹脂が通過するためのパスが形成されている(図2(b)及び図2(c)参照)。パスは、電着樹脂が金属基材の表面に触れた際に発生する酸素ガスが、既に形成された塗膜を押しのけて塗液中に抜ける際に形成される。
その後、上記(4)乾燥及び硬化の工程において塗料の塗膜を加熱すると、水分及び揮発性の樹脂添加剤等が揮発する。その際、水分及び揮発性の樹脂添加剤等が上記パスを通って蒸発することに伴い、塗膜の表面に凹部予備部が形成される(図2(d)参照)。さらに、上記(5)脱脂の工程において塗膜中の電着樹脂を除去するために塗膜を加熱すると、電着樹脂が焼失して、塗膜の体積が収縮する。その後、上記(6)焼成の工程において塗膜に対して焼成処理を施すことにより、凹部30を有する表面被覆層20が形成される(図2(e)参照)。
【0080】
表面被覆層20には、無機粒子が含まれる。表面被覆層20中の無機粒子の粒子間距離の平均は、3μm以下であることが望ましい。
無機粒子は、放射率を向上させる働きを有する。そのため、無機粒子が存在する部位を金属基材の表面と平行な面に投影した場合、投影された部分の面積が大きい方が放射率が高くなる。
ここで、無機粒子の粒子間距離が大きいと、無機粒子が局所的に集中した領域が存在することになり、他の領域では無機粒子が欠乏することとなる。この場合、上記面積は小さくなる。従って、放射率が低下する。
すなわち、表面被覆層に含まれる無機粒子の割合が一定の場合には、無機粒子の粒子間距離が小さい方が、上記面積が大きくなる。
無機粒子の粒子間距離の平均が3μmを超えると、無機粒子の粒子間距離が大きすぎるため、排気管1は、所望の放熱性を有する排気管となりにくくなる。
もっとも、表面被覆層中の無機粒子の粒子間距離の平均は、3μmを超えていてもよい。
表面被覆層中の無機粒子の粒子間距離の平均は、0.1μm以上であることが望ましい。粒子間距離の平均が0.1μmを下回ると、加熱時および冷却時に、粒子間の領域において熱応力が大きくなり、無機ガラス基材にクラックが生じる可能性がある。無機ガラス基材にクラックが生じると、これを起点として表面被覆層のクラック及び脱落が生じる可能性があり、高い放射率を有する排気管が得られなくなる。
【0081】
以上、本実施形態に係る排気管の製造方法について説明した。
以下に、本実施形態に係る排気管の製造方法の作用効果について列挙する。
【0082】
(1)本実施形態に係る排気管の製造方法では、塗膜形成工程において、電着樹脂を含む塗料を用いて電着塗装を行うことにより、金属基材の表面に塗膜が形成される。その後、加熱工程において、電着樹脂の焼失温度以上の温度に塗膜が加熱され、さらに、無機ガラス粒子の軟化点以上の温度に塗膜が加熱される。その結果、表面に凹部を有する表面被覆層が形成される。表面に凹部を有する表面被覆層が形成される理由については、上述した通りである。
また、上記加熱工程では、無機ガラス粒子の軟化点以上の温度に塗膜を加熱するため、無機ガラス粒子が融解する。従って、塗膜の膜厚の低減率が大きくなり、凹部を有する表面被覆層がより形成されやすくなると考えられる。
このように、上記工程を経て製造された排気管は、表面被覆層の表面に凹部が形成されているため、排気管の表面積が大きく、排気管の見かけ上の放射率が高くなる。そのため、当該排気管は、放射伝熱が促進されることにより、放熱性に優れた排気管となる。
また、表面被覆層の表面に形成された凹部により、熱応力を分散させるための非固定端を多く設定することができる。また、表面被覆層の表面に形成された凹部により、表面被覆層のなかに膜厚の薄い部分ができ、その部分では厚み方向における温度差が小さくなるため、表面被覆層の内部において熱応力が生じ難い。そのため、熱衝撃による熱応力を緩和することが可能となり、表面被覆層の剥れを防止することができる。その結果、本発明により得られる排気管は、高い放熱性を維持することができると考えられる。
このように、本実施形態に係る排気管の製造方法によれば、凹部を効率的に形成することが可能であり、放熱性に優れた排気管を得ることができる。
さらに、加熱工程において、無機ガラス粒子を融解させ焼結させるため、表面被覆層と金属基材との密着性を向上させることができる。その結果、排気管の耐熱衝撃性を高めることができる。
【0083】
(2)本実施形態に係る排気管の製造方法において、上記加熱工程は、上記塗膜形成工程の後、上記電着樹脂の焼失温度以上の温度で、塗膜の温度を所定時間保持し、上記電着樹脂を焼失させる脱脂工程と、上記脱脂工程の後、上記無機ガラス粒子の軟化点以上の温度に塗膜を加熱する焼成工程とを含む。
塗膜形成工程と焼成工程との間に脱脂工程を経ることによって、急速加熱による突沸に起因して巨大な凹部が表面被覆層に発生することが抑制され、適度な大きさの凹部を形成することができる。その結果、表面積の大きな排気管を得ることができる。
【0084】
(3)本実施形態に係る排気管の製造方法において、上記電着樹脂は、互いにTgの異なる複数種類の電着樹脂からなる。
これにより、塗料の塗装時に温度の影響を受けにくくなり、比較的広い温度範囲で、安定した塗膜形成を行うことが可能になり、塗料の塗装時の温度依存性を緩和することができると考えられる。
その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0085】
(4)本実施形態に係る排気管の製造方法において、上記電着樹脂は、Tgが5〜50℃である。
電着樹脂のTgが5℃未満である場合、塗膜としても粘性が低く、流動しやすいものとなる。従って、電着塗装中、一旦塗膜にパスが形成されても、周囲の電着樹脂が軟化し流動することにより、当該パスを塗膜が埋めてしまいやすくなる。また、電着樹脂のTgが50℃を超えると、逆に、室温において電着樹脂が硬すぎて流動しにくくなる。その結果、所望のパスが塗膜に形成されにくくなる。
これに対し、本実施形態に係る製造方法によれば、電着樹脂のTgが上記範囲にあるため、電着樹脂の流動性を適度なものとすることができる。これにより、電着塗装中、好適にパスを形成することができ、その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0086】
(5)本実施形態に係る排気管の製造方法において、上記電着樹脂は、アニオン型電着樹脂である。
排気管の表面に所望の凹部を形成するためには、塗料の安定性を高め、粒子の沈降を抑制する必要がある。塗料の安定性が悪く、粒子の沈降が著しい場合には、金属基材の水平面部分に多量の粒子が降り注ぐため、凹部を好適に形成することができない。
本実施形態に係る排気管の製造方法によれば、電着樹脂として、アニオン型電着樹脂が使用されるため、無機粒子の表面電荷及び無機ガラス粒子の表面電荷の相性がよくなり、アニオン型電着樹脂が無機粒子及び無機ガラス粒子の沈降を抑制する働きをするため、塗料の安定性を高めることが可能になり、塗膜の形成を好適に行うことができる。
その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0087】
(6)本実施形態に係る排気管の製造方法において、上記塗料には、無機粒子が含まれる。
無機粒子は、材料物性として放射率が高いために、加熱された際に赤外線が強く放射される。これは、次式(4)で表されるステファン・ボルツマンの定義による。
q = εσ(T14−T24)・・・(4)
(σ:ステファン・ボルツマン定数・・・5.67×10−8[W/m2・K4]、q:熱流束[W/m2]、ε:放射率、T1:加熱体温度[K]、T2:受熱体温度[K])
従って、無機粒子を含む塗料を塗装して得られる排気管は、表面被覆層中の無機粒子からの赤外線の放射が生じるため、表面被覆層の放射率が高くなり、高温での放熱性に優れた排気管となると考えられる。
また、焼成の際に軟化した無機ガラス粒子の流動性が低くなり、凹部周辺部での塗膜の流動が抑制されるため、表面被覆層の表面に凹部が形成されやすくなると考えられる。
以上により、放熱性に一層優れた排気管を得ることができると考えられる。
【0088】
(7)本実施形態に係る排気管の製造方法においては、無機ガラス粒子の平均粒子径が3μm以下であり、無機粒子の平均粒子径が3μm以下である。
無機ガラス粒子及び無機粒子の平均粒子径が大きい場合(例えば、平均粒子径が10μm程度の場合)、大きな粒子が含まれることにより、粒子の大きさが不均一になりやすくなる。この場合、電着塗装中、局所的に塗膜の流動が妨げられるため、パスが形成されにくく、その結果、排気管の表面に凹部が形成されにくくなる。
これに対し、本実施形態に係る排気管の製造方法によれば、無機ガラス粒子及び無機粒子が小さいため、無機ガラス粒子及び無機粒子の分布を均一にすることができる。その結果、排気管の表面に凹部が形成されやすくなると考えられる。
また、無機ガラス粒子が大きい場合(例えば、平均粒子径が10μm程度の場合)、焼成の際に、軟化した無機ガラス粒子が排気管の表面の凹部を埋めてしまい、排気管の表面に凹部を良好に形成することができなくなると考えられる。
一方、無機粒子が大きい場合(例えば、平均粒子径が10μm程度の場合)にも、焼成の際に、軟化して液状となっている無機ガラス粒子の中に、固体の無機粒子が分散した状態となる。この際、無機粒子が大きい場合には、無機粒子が小さい場合と比較して、軟化した無機ガラス粒子と無機粒子との複合体の粘性が低く流動性がよいため、該複合体が排気管の表面の凹部を埋めてしまうと考えられる。
さらに、無機ガラス粒子及び無機粒子の平均粒子径が小さいため、電着塗装の際、無機ガラス粒子及び無機粒子を塗料の溶液中で安定化させることができると考えられる。
塗液中の粒子は、粒子径が小さい方が安定的に存在することができる。これは、次式(5)のストークスの式で示される。
Vs=Dp2(ρp−ρf)g/18η・・・(5)
(Vs:粒子の終端速度[m/s]、Dp:粒子径[m]、ρp:粒子の密度[kg/m3]、ρf:流体の密度[kg/m3]、g:重力加速度[m/s2]、η:流体の粘度[Pa・s])
従って、無機ガラス粒子及び無機粒子として、粒径が小さな粒子を用いると、電着塗装の際、塗液中での沈降速度を小さくすることができ、無機ガラス粒子及び無機粒子を塗液中において安定させることができる。
以上の理由から、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0089】
(8)本実施形態に係る排気管の製造方法においては、無機粒子と無機ガラス粒子との合計重量に対する電着樹脂の重量比が、1.0〜3.5である。
塗料に含まれる電着樹脂の量が多すぎると、無機粒子及び無機ガラス粒子の体積率が低くなり、塗膜内において無機粒子及び無機ガラス粒子が各々離れた状態になる。従って、無機粒子及び無機ガラス粒子が連結されていないため、電着樹脂の脱脂の際に、加熱されて電着樹脂が焼失すると、無機粒子及び無機ガラス粒子は、崩れて脱落を生じやすくなる。
なお、脱脂とは、電着樹脂を加熱により焼失させることである。
逆に、塗料に含まれる電着樹脂の量が少なすぎると、塗料に含まれる無機粒子及び無機ガラス粒子の密度が高く、電着塗装により析出した塗膜内の固形分(粒子)の割合も高くなる。従って、電着通電中の塗膜の流動性が悪いために、パス形成及びパス周辺部での塗膜形成が進みにくい。その結果として、排気管の表面に所望の凹部も形成されにくくなる。また、塗料に含まれる無機粒子及び無機ガラス粒子が多すぎると、無機粒子及び無機ガラス粒子の沈降も生じやすくなり、塗液中の粒子濃度が変化しやすくなるため、塗装条件が変動してしまう。その結果、安定した膜形成をしにくくなる。また、電着槽底面への粒子の堆積も問題となる。
無機粒子と無機ガラス粒子との合計重量に対する電着樹脂の重量比が、1.0〜3.5であると、このような問題を生じさせることなく、排気管の表面に所望の表面被覆層を形成することができる。
【0090】
(実施例)
以下、実施例を掲げて本発明をさらに詳しく説明するが、本発明はこれらの実施例のみに限定されない。
【0091】
(実施例1)
(1)塗料の作製
無機粒子の粉末として、MnO2粉末24重量部、FeO粉末8重量部、CuO粉末4重量部、及び、CoO粉末4重量部からなる金属酸化物の粉末を準備した。無機粒子の平均粒子径は、0.8μmであった。
また、無機ガラス粒子の粉末として、旭硝子株式会社製K807(SiO2−BaO−B2O3系ガラス粉末、軟化点720℃)60重量部を準備した。無機ガラス粒子の平均粒子径は、0.9μmであった。
上記無機粒子の粉末と上記無機ガラス粒子の粉末とを乾式混合し、混合粉末を作製した。
さらに、反応容器に、単量体組成物と溶媒と重合開始剤とを添加し、単量体組成物を重合させることにより、アニオン型電着樹脂を作製した。具体的には、単量体組成物として、エチルアクリレート13重量部、2−エチルヘキシルメタクリレート30重量部、メチルメタクリレート31重量部、アクリル酸9重量部、2−ヒドロキシエチルアクリレート17重量部、及び、N−メチロールメタクリルアミド4重量部を添加した。また、溶媒として、イソプロピルアルコール(IPA)54重量部、及び、ブチルセロソルブ15重量部を添加した。また、重合開始剤として、アゾビスイソブチロニトリル3重量部を添加した。
上記混合粉末に、有機結合材として、上記重合により得られたアニオン型電着樹脂170重量部を添加し混合した。
その後、純水1500重量部、その他の各種添加剤を添加し混合することにより、塗料を作製した。
作製した塗料の固形分濃度は、15重量%であった。
DSC(示差走査熱量測定装置)(エスアイアイ・ナノテクノロジー株式会社製 EXSTAR DSC6220)を用いて、上記アニオン型電着樹脂のTgを測定したところ、Tgは25℃であった。
【0092】
(2)金属基材の準備
金属基材として、幅100mm、長さ100mm、厚さ2mmの板状のステンレス基材(SUS430製)を準備した。この金属基材を、アルコール溶媒中で超音波洗浄を行い、続いて、サンドブラスト処理を行って金属基材の表面を粗化した。サンドブラスト処理は、♯100のAl2O3砥粒を用いて10分間行った。
表面粗さ測定機(株式会社東京精密製 HANDY SURF E−35B)を用いて、金属基材の表面の粗さを測定したところ、金属基材の表面の粗さは、RzJIS=8.8μmであった。
【0093】
(3)塗膜の形成
上記(1)の工程で作製した塗料0.7gを、上記(2)の工程で準備した金属基材の表面に、電着塗装により均一に塗装した。具体的には、上記塗料中に、上記金属基材と電極板を配置し、上記金属基材を陽極として機能させ、上記電極板を陰極として機能させて、電圧を印加した。
電着塗装は、電圧100V、浴温26〜32℃、通電時間3分間として、回転式攪拌機を使用して、塗料を攪拌状態にして行った。塗料の固形分濃度は15重量%であり、pHは8.0〜9.5であった。
【0094】
(4)乾燥及び硬化
上記(3)の工程により塗料が塗布された金属基材を、乾燥機内で、160℃で60分間加熱することにより、金属基材の表面に形成された塗料の塗膜を乾燥させ、硬化させた。
【0095】
(5)脱脂
上記(4)の工程の後、上記金属基材を、加熱炉で、400℃で60分間加熱することにより、塗膜に含まれる電着樹脂を焼失させた。
上記(4)乾燥及び硬化の工程における加熱温度(160℃)から、本工程における加熱温度(400℃)までの昇温速度は、4.0℃/分であった。
【0096】
(6)焼成
上記(5)の工程の後、上記金属基材を、加熱炉で、850℃で20分間加熱することにより、塗膜に焼成処理を施した。
上記(5)脱脂の工程における加熱温度(400℃)から、本工程における加熱温度(850℃)までの昇温速度は、9.0℃/分であった。
【0097】
以上の工程を経ることにより、金属基材の表面上に表面被覆層が形成された塗料の焼付サンプルを作製した。
【0098】
(実施例2)
実施例1の(1)塗料の作製の工程において、無機粒子の粉末の配合量を0重量部とし、塗料に無機粒子を含めなかった点、及び、無機ガラス粒子の粉末の配合量を100重量部とした点以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
【0099】
(実施例3)
昇温速度を速めた以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
(4)乾燥及び硬化の工程における加熱温度(160℃)から、(5)脱脂の工程における加熱温度(400℃)までの昇温速度は、15.0℃/分であった。
(5)脱脂の工程における加熱温度(400℃)から、(6)焼成の工程における加熱温度(850℃)までの昇温速度は、25.0℃/分であった。
【0100】
(実施例4)
昇温速度を速めた以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
(4)乾燥及び硬化の工程における加熱温度(160℃)から、(5)脱脂の工程における加熱温度(400℃)までの昇温速度は、10.0℃/分であった。
(5)脱脂の工程における加熱温度(400℃)から、(6)焼成の工程における加熱温度(850℃)までの昇温速度は、15.0℃/分であった。
【0101】
(実施例5)
昇温速度を遅くした以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
(4)乾燥及び硬化の工程における加熱温度(160℃)から、(5)脱脂の工程における加熱温度(400℃)までの昇温速度は、2.0℃/分であった。
(5)脱脂の工程における加熱温度(400℃)から、(6)焼成の工程における加熱温度(850℃)までの昇温速度は、4.0℃/分であった。
【0102】
(実施例6)
実施例1の(1)塗料の作製の工程において、電着樹脂として、互いにTgの異なる2種類のアニオン型電着樹脂(Tgは5℃、及び、Tgは50℃)を用いた点以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。なお、2種類のアニオン型電着樹脂の配合量は、それぞれ、85重量部、85重量部とした。
上記アニオン型電着樹脂(Tgは5℃)は、反応容器に、単量体組成物と溶媒と重合開始剤とを添加し、単量体組成物を重合させることにより作製した。具体的には、単量体組成物として、エチルアクリレート28重量部、2−エチルヘキシルメタクリレート32重量部、メチルメタクリレート14重量部、アクリル酸9重量部、2−ヒドロキシエチルアクリレート17重量部、及び、N−メチロールメタクリルアミド4重量部を添加した。また、溶媒として、イソプロピルアルコール(IPA)54重量部、及び、ブチルセロソルブ15重量部を添加した。また、重合開始剤として、アゾビスイソブチロニトリル3重量部を添加した。
上記アニオン型電着樹脂(Tgは50℃)は、反応容器に、単量体組成物と溶媒と重合開始剤とを添加し、単量体組成物を重合させることにより作製した。具体的には、単量体組成物として、エチルアクリレート4重量部、2−エチルヘキシルメタクリレート20重量部、メチルメタクリレート50重量部、アクリル酸9重量部、2−ヒドロキシエチルアクリレート17重量部、及び、N−メチロールメタクリルアミド4重量部を添加した。また、溶媒として、イソプロピルアルコール(IPA)54重量部、及び、ブチルセロソルブ15重量部を添加した。また、重合開始剤として、アゾビスイソブチロニトリル3重量部を添加した。
【0103】
(実施例7)
実施例1の(1)塗料の作製の工程において、平均粒子径が3.8μmの無機粒子、及び、平均粒子径が4.3μmの無機ガラス粒子を用いた点以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
【0104】
(実施例8)
実施例1の(5)脱脂の工程を経ずに上記(6)焼成の工程を行った点以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
(4)乾燥及び硬化の工程における加熱温度(160℃)から、(6)焼成の工程における加熱温度(850℃)までの昇温速度は、9.0℃/分であった。
【0105】
(比較例1)
実施例1の(1)塗料の作製の工程において、有機結合材としてアニオン型電着樹脂の代わりにメチルセルロース(キシダ化学製メチルセルロース25)を用いた点、及び、平均粒子径が3.8μmの無機粒子と平均粒子径が4.3μmの無機ガラス粒子を用いた点、(3)塗膜の形成の工程において、塗料の電着塗装の代わりにスプレーコート(霧化塗装)により塗装を行った点、並びに、(5)脱脂の工程を経ずに(6)焼成の工程を行った点以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
(4)乾燥及び硬化の工程における加熱温度(160℃)から、(6)焼成の工程における加熱温度(850℃)までの昇温速度は、9.0℃/分であった。
その後、カッターを用いて、塗料の焼付サンプルの縦及び横の両方向に、密度30本/cmで碁盤目状のキズをつけることにより、塗料の焼付サンプルに凹部を形成した。
【0106】
(比較例2)
比較例1と同様の工程を経ることにより、塗料の焼付サンプルを作製したが、カッターを用いて、塗料の焼付サンプルの縦及び横の両方向に、碁盤目状のキズをつけることにより、塗料の焼付サンプルに凹部を形成しなかった。なお、比較例2の焼付サンプルは、従来技術(例えば、特許文献1及び2に記載の技術)に相当する。
【0107】
(比較例3)
比較例1の(1)塗料の作製の工程において、無機粒子の粉末の配合量を0重量部とし、塗料に無機粒子を含めなかった点、及び、無機ガラス粒子の粉末の配合量を100重量部とした点以外は、比較例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
【0108】
(比較例4)
実施例1の(6)焼成の工程を行わなかった点以外は、実施例1と同様の工程を経ることにより、サンプルを作製した。
【0109】
実施例1〜8、及び、比較例1〜4のそれぞれの塗料の焼付サンプルについて、以下の評価を行った。
【0110】
(放射率の評価)
KEM社製放射率計D&S AERDを用いて、実施例1〜8及び比較例1〜4の各塗料の焼付サンプルの放射率を計測し、その結果を表1に示す。
表1の放射率に対する判定結果は、「◎」、「○」、「△」、「−」、及び、「×」の5段階で行った。「−」は、比較例2(従来技術)と比較して、放射率に変化がなかったものを示す。「△」は、比較例2(従来技術)と比較して、放射率が僅かに(0.01)向上したことを示す。「○」は、比較例2(従来技術)と比較して、放射率が比較的(0.02〜0.05)向上したことを示す。「◎」は、比較例2(従来技術)と比較して、放射率が大きく(0.06以上)向上したことを示す。「×」は、比較例2(従来技術)と比較して、放射率が悪くなったことを示す。
放射率の評価の結果、「◎」は、実施例1、「○」は、実施例2、4、及び6、並びに、比較例1、「△」は、実施例3、5、及び7、「−」は、実施例8、並びに、比較例2及び4、「×」は、比較例3であった。
【0111】
(耐熱衝撃性の評価)
実施例1〜8及び比較例1〜4の各塗料の焼付サンプルを加熱炉で850℃で10分間加熱して、冷却する間を置かずにそのまま25℃の水に投入し、表面被覆層(各塗料の焼き付けられた塗装)に脱落又はクラックが発生するか否かを目視にて観察し、その結果を表1に示す。
表1の耐熱衝撃性に対する判定結果は、「○」、「△」、及び、「×」の3段階で行った。「○」は、脱落及びクラックが発生しなかったことを示す。「△」は、脱落は発生しなかったがクラックが発生したことを示す。「×」は、クラックが発生して脱落が発生したことを示す。脱落とクラックとでは、クラックよりも脱落の方が表面被覆層の損傷の程度が大きいため、脱落が発生していれば、「×」と判定した。
耐熱衝撃性の評価の結果、「○」は、実施例1〜8、「△」は、比較例1及び2、「×」は、比較例3及び4であった。
【0112】
(総合判定)
放射率及び耐熱衝撃性の評価に基づいて、実施例1〜8、及び、比較例1〜4のそれぞれの結果について、表1に示す総合判定を行った。
総合判定は、「◎」、「○」、「△」、及び、「×」の4段階で行った。放射率の評価が「◎」であり耐熱衝撃性の評価が「○」のものを、「◎」と判定し、放射率の評価が「○」、「△」、又は「−」であり耐熱衝撃性の評価が「○」のものを、「○」と判定し、放射率の評価が「○」であり耐熱衝撃性の評価が「△」のものを、「△」と判定し、放射率の評価が「△」、「−」、又は、「×」であり耐熱衝撃性の評価が「△」又は「×」のものを、「×」と判定した。
「◎」が最もよい評価であり、「○」が「◎」の次によい評価であり、「△」が「○」の次によい評価であり、「×」が最も悪い評価であることを示す。
【0113】
【表1】

【0114】
また、表面被覆層の凹部の有無及びその形状を観察するとともに、表面被覆層の膜厚(図5の距離D)、凹部の直径、凹部の密度、及び、凹部の膜厚(図5の距離d参照)を測定し、その結果を表2に示す。表面被覆層の膜厚は、試験片の断面をSEMで測定した。凹部の直径は、試験片の表面をSEMで測定した。凹部の密度は、試験片の表面をSEMで測定した。凹部の膜厚は、試験片の断面をSEMで測定した。
凹部の形状とは、基材の表面に対し垂直方向から見た形状である。当該形状が略円形状である場合、当該略円内で直線を引いたときの最大の長さを凹部の直径とし、当該形状が直線である場合、当該直線の幅を凹部の直径とした。
表2中、「貫通有り」とは、「凹部が表面被覆層を貫通している」こと、すなわち、凹部の膜厚d=0であることを示し、「貫通無し」とは、「凹部が表面被覆層を貫通していない」こと、すなわち、凹部の膜厚d>0であることを示す。
【0115】
【表2】
【0116】
総合判定は、比較例1〜3よりも、実施例1〜8の方が評価が高かった。
これは、比較例1〜3では、有機結合材としてメチルセルロースを使用したのに対し、実施例1〜8では、有機結合材として電着樹脂を使用したためであると考えられる。
すなわち、本実施形態に係る排気管の製造方法の作用効果(1)で説明したように、実施例1〜8では、電着樹脂を使用したことにより表面被覆層に凹部が形成されたためであると考えられる。
【0117】
また、総合判定は、比較例4よりも、実施例1〜8の方が評価が高かった。
これは、比較例4では、焼成の工程を行わなかったのに対し、実施例1〜8では、焼成の工程を行ったためであると考えられる。
すなわち、本実施形態に係る排気管の製造方法の作用効果(1)で説明したように、実施例1〜8では、加熱工程において、無機ガラス粒子を融解させ焼結させるため、表面被覆層と金属基材との密着性を向上させることができたためであると考えられる。
【0118】
また、放射率の評価は、実施例8よりも、実施例1〜7の方が高かった。
これは、実施例8では、脱脂の工程を行わなかったのに対し、実施例1〜7では、脱脂の工程を行ったためであると考えられる。
すなわち、本実施形態に係る排気管の製造方法の作用効果(2)で説明したように、実施例1〜7では、塗膜形成工程と焼成工程との間に脱脂工程を経ることによって、急速加熱による突沸に起因して巨大な凹部が発生することが抑制され、適度な大きさの凹部を形成することができたためであると考えられる。
また、この結果は、脱脂の工程を行った方が望ましいことを示している。
もっとも、総合判定では、比較例1〜4よりも実施例8の方が評価が高い結果となっている。すなわち、実施例8においては、脱脂の工程を行わなくても、電着樹脂を使用するとともに焼成の工程を行うことにより、比較例1〜4よりも望ましい結果が得られている。このような結果に基づいて、本実施形態においては、上述したように、脱脂の工程を必須の構成としていない。
【0119】
また、放射率は、実施例1が0.87、実施例2が0.84であり、実施例2よりも、実施例1の方が評価が高かった。
これは、実施例2では、無機粒子を含まない塗料を使用したのに対し、実施例1では、無機粒子を含む塗料を使用したためであると考えられる。
すなわち、本実施形態に係る排気管の製造方法の作用効果(6)で説明したように、実施例1では、無機粒子を含む塗料を使用したことにより、表面被覆層中の無機粒子からの赤外線の放射が生じ、また、焼成の際に凹部周辺部での塗膜の流動が抑制されるため、表面被覆層の表面に凹部が形成されやすくなったためであると考えられる。
【0120】
また、放射率の評価は、実施例3〜5(放射率はそれぞれ、0.82、0.85、0.82)よりも、実施例1(放射率0.87)の方が高かった。
これは、昇温速度の違いによると考えられる。
すなわち、(4)乾燥及び硬化の工程における加熱温度(160℃)から(5)脱脂の工程における加熱温度(400℃)までの昇温速度、及び、(5)脱脂の工程における加熱温度(400℃)から(6)焼成の工程における加熱温度(850℃)までの昇温速度が、実施例1では好適な速度(9.0℃/分)であったのに対し、実施例3(25.0℃/分)及び実施例4(15.0℃/分)では、実施例1(9.0℃/分)よりも速く、実施例5(4.0℃/分)では、実施例1(9.0℃/分)よりも遅かったためであると考えられる。
【0121】
また、放射率の評価は、実施例7(放射率0.82)よりも、実施例1(放射率0.87)の方が高かった。
これは、実施例7では、平均粒子径が4.3μmと大きな無機ガラス粒子、及び、平均粒子径が3.8μmと大きな無機粒子を使用したのに対し、実施例1では、平均粒子径が0.9μmと小さな無機ガラス粒子、及び、平均粒子径が0.8μmと小さな無機粒子を使用したためであると考えられる。
すなわち、本実施形態に係る排気管の製造方法の作用効果(7)で説明したように、実施例1では、平均粒子径の小さな無機ガラス粒子及び無機粒子を使用したことにより、無機ガラス粒子及び無機粒子を塗液中において安定させること等が可能となり、その結果、表面被覆層の表面に所望の凹部が形成されたためであると考えられる。
【0122】
(その他の実施形態)
上述した実施形態のように、金属基材の形状は、円筒形状とすることが望ましい。金属基材の形状は、円筒形状に限定されず、平板、半円筒状であってもよく、その断面の外縁の形状も、円形であってもよいし、楕円形、多角形等の形状であってもよい。
【0123】
塗料を塗布する金属基材の面は、必ずしも金属基材の外周面上全体である必要はなく、金属基材の外周面上の一部であってもよい。
ただし、金属基材の外周面上の一部にのみ塗料が塗布される場合、塗料が塗布される部分の面積は、金属基材の外周面全体の面積の10%以上であることが望ましく、50%以上であることがより望ましく、80%以上であることがさらに望ましい。塗料が塗布される部分の面積が金属基材の外周面全体の面積の10%未満である場合、塗料の塗布面積が少なすぎて、排気管内部の温度上昇を効果的に抑制することができない。
【0124】
円筒形状の金属基材を用いた場合、塗料を塗布する面は、金属基材の外周面ではなく、金属基材の内周面であってもよい。なお、金属基材の外周面とは、金属基材の表面のうち、面積が大きい側の表面であり、金属基材の内周面とは、金属基材の表面のうち、面積が小さい側の表面のことをいう。
また、塗料を塗布する面は、金属基材の両面であってもよい。
【0125】
本発明の排気管の製造方法は、無機ガラス粒子と電着樹脂とを含む塗料を用いて電着塗装を行った後、電着樹脂の焼失温度以上の温度に塗膜を加熱し、さらに、無機ガラス粒子の軟化点以上の温度に塗膜を加熱すること、が必須の構成要素である。
係る必須の構成要素に、上述した実施形態で詳述した種々の構成(例えば、無機ガラス粒子の種類、無機粒子の種類等)を適宜組み合わせることにより所望の効果を得ることができる。
【符号の説明】
【0126】
1 排気管
10 金属基材
20 表面被覆層
30 凹部
【技術分野】
【0001】
本発明は、排気管の製造方法に関する。
【背景技術】
【0002】
エンジンから排出された排ガス中に含まれる有害ガス等の有害物質を処理するため、排気管を含む排ガス経路には、触媒コンバータが設けられる。
触媒コンバータによる有害物質の浄化効率を高めるためには、排ガス、及び、排ガスが流通する排気管等の温度を触媒活性化に適した温度(以下、触媒活性化温度ともいう)に維持する必要がある。
しかしながら、エンジンの高速運転時には、一時的に排ガスの温度が1000℃を超えるような高温となる。従って、排ガスの温度が触媒活性化温度の上限値を逸脱することがある。その結果、排ガスを効率的に浄化することが困難になったり、触媒が劣化したりするという問題がある。
【0003】
そのため、自動車エンジンに接続される排気管は、自動車エンジンの高速運転時において、排気管内を通る排ガスの熱を外部に放熱することができることが要求されている。
【0004】
特許文献1及び特許文献2には、金属からなる筒状の基材の表面に結晶性無機材と非晶質無機材とからなる層を形成してなる排気管が開示されている。
特許文献1には、結晶性無機材と非晶質無機材とからなる層の赤外線放射率が基材の赤外線放射率よりも高い、放熱性に優れる排気管が開示されている。
また、特許文献2には、結晶性無機材よりも外周面側に位置する非晶質無機材の平均厚さが20μm以下である、放熱性に優れる排気管が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−133213号公報
【特許文献2】特開2009−133214号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1及び特許文献2に記載の発明により、放熱性に優れた排気管を提供することが可能となった。しかしながら、更なる放熱性に優れた排気管、特には、一層放熱性に優れた排気管の登場が待ち望まれているという状況にある。
【課題を解決するための手段】
【0007】
本発明者らは、更なる放熱性の向上を目指して、鋭意検討を重ねた。その結果、所定の製造方法により、従来技術(例えば、特許文献1及び特許文献2に記載の技術)よりも放熱性に優れた排気管を得ることができることを見出し、本発明に想到した。
【0008】
すなわち、請求項1に記載の排気管の製造方法は、
金属基材と、上記金属基材の表面上に形成された表面被覆層とを備えた排気管の製造方法であって、
無機ガラス粒子と電着樹脂とを含む塗料を用いて電着塗装を行うことにより、上記金属基材の表面に塗膜を形成する塗膜形成工程と、
上記塗膜形成工程の後、上記電着樹脂の焼失温度以上の温度に塗膜を加熱し、さらに、上記無機ガラス粒子の軟化点以上の温度に塗膜を加熱する加熱工程とを含むことを特徴とする。
【0009】
請求項1に記載の排気管の製造方法では、塗膜形成工程において、電着樹脂を含む塗料を用いて電着塗装を行うことにより、金属基材の表面に塗膜が形成される。その後、加熱工程において、電着樹脂の焼失温度以上の温度に塗膜が加熱され、さらに、無機ガラス粒子の軟化点以上の温度に塗膜が加熱される。その結果、表面に凹部を有する表面被覆層が形成される。
【0010】
図1(a)及び図1(b)、並びに、図2(a)〜図2(e)を用いて説明する。
図1(a)は、本発明におけるアニオン型電着塗装の様子を模式的に示す説明図である。
図1(b)は、本発明におけるカチオン型電着塗装の様子を模式的に示す説明図である。
図2(a)〜図2(c)は、本発明における塗膜形成工程の際に生じる現象の一例を模式的に示す説明図である。図2(d)及び図2(e)は、本発明における加熱工程の際に生じる現象の一例を模式的に示す説明図である。
図1(a)及び図1(b)に示すように、本発明における電着塗装としては、アニオン型電着塗装とカチオン型電着塗装とがある。
なお、図2(a)〜図2(e)に示す例では、電着樹脂としてアニオン型電着樹脂を使用することとしているが、電着樹脂としては、カチオン型電着樹脂を使用することもできる。また、塗料及び表面被覆層に無機粒子が含まれることとしているが、無機粒子は含まれていなくてもよい。
【0011】
アニオン型電着塗装においては、電着樹脂として、アニオン型電着樹脂が使用される。
アニオン型電着樹脂は、塩基と反応して塩を形成する官能基(例えば、カルボキシル基)を有しており、塩基(例えば、有機アミン)により中和されることにより、マイナスに帯電する(下記式(1)参照)。
R−COOH + NR3 → R−COO− + NR3H+・・・(1)
金属基材と電極板を電着槽内に配置し、通電することにより、マイナスに帯電した電着樹脂が陽極に引き寄せられ(図1(a)参照)、塗料に含まれる無機ガラス粒子等が電着樹脂とともに、金属基材(被着体)の表面に運ばれる。そして、電着樹脂が金属基材の表面に触れた際に、下記(2)及び(3)の反応が進む。
(2)2H2O → 4H+ + 4e− + O2 ↑
(3)R−COO− + H+ → R−COOH
これにより、電着樹脂が不溶性に変わることで、無機ガラス粒子等が金属基材(陽極)の表面に析出される。
【0012】
これに対し、カチオン型電着塗装においては、電着樹脂として、カチオン型電着樹脂が使用される。
カチオン型電着樹脂は、プラスに帯電するため、陰極に引き寄せられ(図1(b)参照)、無機ガラス粒子等が金属基材(陰極)の表面に析出される。
【0013】
以上で説明したように、本発明における電着塗装においては、電着樹脂が無機ガラス粒子等を金属基材の表面まで運ぶ(図2(a)参照)。そして、電着樹脂は、金属基材の表面に触れることで、金属基材の表面に析出される(図2(b)及び図2(c)参照)。その際、塗膜には可溶性の電着樹脂が通過するためのパスが形成されている(図2(b)及び図2(c)参照)。上記(2)の反応式に示したように、電着樹脂が金属基材の表面に触れた際に、酸素ガスが発生する。パスは、当該酸素ガスが、既に形成された塗膜を押しのけて塗液中に抜ける際に形成される。電着塗装終了後、電着樹脂がパスに残存している場合は、当該電着樹脂が金属基材の表面に析出しておらず可溶性であるため、水洗により流れ落ちる。
その後、塗膜を加熱すると、電着樹脂が焼失して、塗膜の体積が収縮する。その過程で、上記パスに基づいて凹部が形成されると考えられる(図2(d)及び図2(e)参照)。
また、上記加熱工程では、無機ガラス粒子の軟化点以上の温度に塗膜を加熱するため、無機ガラス粒子が融解する。従って、塗膜の膜厚の低減率が大きくなり、凹部を有する表面被覆層がより形成されやすくなると考えられる。
このように、上記工程を経て製造された排気管は、表面被覆層の表面に凹部が形成されているため、排気管の表面積が大きく、排気管の見かけ上の放射率が高くなる。そのため、当該排気管は、放射伝熱が促進されることにより、放熱性に優れた排気管となる。
また、表面被覆層の表面に形成された凹部により、熱応力を分散させるための非固定端を多く設定することができる。また、表面被覆層の表面に形成された凹部により、表面被覆層のなかに膜厚の薄い部分ができ、その部分では厚み方向における温度差が小さくなるため、表面被覆層の内部において熱応力が生じ難い。そのため、熱衝撃による熱応力を緩和することが可能となり、表面被覆層の剥れを防止することができる。その結果、本発明により得られた排気管は、高い放熱性を維持することができると考えられる。
このように、請求項1に記載の排気管の製造方法によれば、表面被覆層の表面に凹部を効率的に形成することが可能であり、放熱性に優れた排気管を得ることができる。
さらに、加熱工程において、無機ガラス粒子を融解させ焼結させるため、表面被覆層と金属基材との密着性を向上させることができる。その結果、排気管の耐熱衝撃性を高めることができる。
なお、本明細書において、表面被覆層は、金属基材の表面に形成された層であり、塗膜に対して焼成処理(後述)を施すことによって得られる層である。金属基材の表面に形成された層のうち、焼成処理を施す前のものを、塗膜と呼び、焼成処理を施した後のものを、表面被覆層と呼ぶ。排気管は、金属基材と表面被覆層とによって構成される。
【0014】
請求項2に記載の排気管の製造方法において、上記加熱工程は、上記塗膜形成工程の後、上記電着樹脂の焼失温度以上の温度で、塗膜の温度を所定時間保持し、上記電着樹脂を焼失させる脱脂工程と、上記脱脂工程の後、上記無機ガラス粒子の軟化点以上の温度に塗膜を加熱する焼成工程とを含む。
このように、塗膜形成工程と焼成工程との間に脱脂工程を経ることによって、急速加熱による突沸に起因して巨大な凹部が表面被覆層に発生することが抑制され、適度な大きさの凹部を形成することができる。その結果、表面積の大きな排気管を得ることができる。
【0015】
請求項3に記載の排気管の製造方法において、上記無機ガラス粒子の軟化点以上の温度は、500〜1000℃である。
請求項4に記載の排気管の製造方法において、上記電着樹脂の焼失温度以上の温度は、300〜600℃である。
【0016】
請求項5に記載の排気管の製造方法において、上記電着樹脂は、互いにTgの異なる複数種類の電着樹脂からなる。
請求項5に記載の排気管の製造方法により、塗料の塗装時に温度の影響を受けにくくなり、比較的広い温度範囲で、安定した塗膜形成を行うことが可能になり、塗料の塗装時の温度依存性を緩和することができると考えられる。
その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0017】
請求項6に記載の排気管の製造方法において、上記電着樹脂は、Tgが5〜50℃である。
電着樹脂のTgが5℃未満である場合、塗膜としても粘性が低く、流動しやすいものとなる。従って、電着塗装中、一旦塗膜にパスが形成されても、周囲の電着樹脂が軟化し流動することにより、当該パスを塗膜が埋めてしまいやすくなる。また、電着樹脂のTgが50℃を超えると、逆に、室温において電着樹脂が硬すぎて流動しにくくなる。その結果、所望のパスが塗膜に形成されにくくなる。
これに対し、請求項6に記載の排気管の製造方法によれば、電着樹脂のTgが上記範囲にあるため、電着樹脂の流動性を適度なものとすることができる。これにより、電着塗装中、好適にパスを形成することができ、その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0018】
請求項7に記載の排気管の製造方法において、上記電着樹脂は、アニオン型電着樹脂である。
排気管の表面に所望の凹部を形成するためには、塗料の安定性を高め、粒子の沈降を抑制する必要がある。塗料の安定性が悪く、粒子の沈降が著しい場合には、金属基材の水平面部分に多量の粒子が降り注ぐため、固形分の比率が高くなり、塗膜の流動性が阻害されるので、凹部を好適に形成することができない。
請求項7に記載の排気管の製造方法によれば、電着樹脂として、アニオン型電着樹脂が使用されるため、無機粒子の表面電荷及び無機ガラス粒子の表面電荷の相性がよくなり、アニオン型電着樹脂が無機粒子及び無機ガラス粒子の沈降を抑制する働きをするため、塗料の安定性を高めることが可能になり、塗膜の形成を好適に行うことができる。
その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0019】
請求項8に記載の排気管の製造方法において、上記塗料は、さらに無機粒子を含む。
無機粒子は、材料物性として放射率が高いために、加熱された際に赤外線が強く放射される。これは、次式(4)で表されるステファン・ボルツマンの定義による。
q = εσ(T14−T24)・・・(4)
(σ:ステファン・ボルツマン定数・・・5.67×10−8[W/m2・K4]、q:熱流束[W/m2]、ε:放射率、T1:加熱体温度[K]、T2:受熱体温度[K])
従って、無機粒子を含む塗料を塗装して得られる排気管は、表面被覆層中の無機粒子からの赤外線の放射が生じるため、表面被覆層の放射率が高くなり、高温での放熱性に優れた排気管となると考えられる。
また、焼成の際に軟化した無機ガラス粒子の流動性が低くなり、凹部周辺部での塗膜の流動が抑制されるため、表面被覆層の表面に凹部が形成されやすくなると考えられる。
以上により、放熱性に一層優れた排気管を得ることができると考えられる。
【0020】
請求項9に記載の排気管の製造方法においては、上記無機ガラス粒子の平均粒子径が3μm以下である。
また、請求項10に記載の排気管の製造方法においては、上記無機粒子の平均粒子径が3μm以下であり、上記無機ガラス粒子の平均粒子径が3μm以下である。
無機ガラス粒子及び無機粒子の平均粒子径が大きい場合(例えば、平均粒子径が10μm程度の場合)、大きな粒子が含まれることにより、粒子の大きさが不均一になりやすくなる。この場合、電着塗装中、局所的に塗膜の流動が妨げられるため、パスが形成されにくく、その結果、排気管の表面に凹部が形成されにくくなる。
これに対し、請求項9又は10に記載の排気管の製造方法によれば、無機ガラス粒子及び無機粒子が小さいため、無機ガラス粒子及び無機粒子の分布を均一にすることができる。その結果、排気管の表面に凹部が形成されやすくなると考えられる。
また、無機ガラス粒子が大きい場合(例えば、平均粒子径が10μm程度の場合)、焼成の際に、軟化した無機ガラス粒子が排気管の表面の凹部を埋めてしまい、排気管の表面に凹部を良好に形成することができなくなると考えられる。
一方、無機粒子が大きい場合(例えば、平均粒子径が10μm程度の場合)にも、焼成の際に、軟化して液状となっている無機ガラス粒子の中に、固体の無機粒子が分散した状態となる。この際、無機粒子が大きい場合には、無機粒子が小さい場合と比較して、軟化した無機ガラス粒子と無機粒子との複合体の粘性が低く流動性がよいため、該複合体が排気管の表面の凹部を埋めてしまうと考えられる。
さらに、無機ガラス粒子及び無機粒子の平均粒子径が小さいため、電着塗装の際、無機ガラス粒子及び無機粒子を塗料の溶液中で安定化させることができると考えられる。
塗液中の粒子は、粒子径が小さい方が安定的に存在することができる。これは、次式(5)のストークスの式で示される。
Vs=Dp2(ρp−ρf)g/18η・・・(5)
(Vs:粒子の終端速度[m/s]、Dp:粒子径[m]、ρp:粒子の密度[kg/m3]、ρf:流体の密度[kg/m3]、g:重力加速度[m/s2]、η:流体の粘度[Pa・s])
従って、無機ガラス粒子及び無機粒子として、粒径が小さな粒子を用いると、電着塗装の際、塗液中での沈降速度を小さくすることができ、無機ガラス粒子及び無機粒子を塗液中において安定させることができる。
以上の理由から、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0021】
請求項11に記載の排気管の製造方法において、塗料には、無機ガラス粒子と電着樹脂とが含まれ、上記無機ガラス粒子の重量に対する上記電着樹脂の重量比が、1.0〜3.5である。
また、請求項12に記載の排気管の製造方法において、塗料には、無機粒子と無機ガラス粒子と電着樹脂とが含まれ、上記無機粒子と上記無機ガラス粒子との合計重量に対する上記電着樹脂の重量比が、1.0〜3.5である。
塗料に含まれる電着樹脂の量が多すぎると、無機粒子及び無機ガラス粒子の体積率が低くなり、塗膜内において無機粒子及び無機ガラス粒子が各々離れた状態になる。従って、無機粒子及び無機ガラス粒子が連結されていないため、電着樹脂の脱脂の際に、加熱されて電着樹脂が焼失すると、無機粒子及び無機ガラス粒子は、崩れて脱落を生じやすくなる。
なお、脱脂とは、電着樹脂を加熱により焼失させることである。
逆に、塗料に含まれる電着樹脂の量が少なすぎると、塗料に含まれる無機粒子及び無機ガラス粒子の密度が高く、電着塗装により析出した塗膜内の固形分(粒子)の割合も高くなる。従って、電着通電中の塗膜の流動性が悪いために、パス形成及びパス周辺部での塗膜形成が進みにくい。その結果として、排気管の表面に所望の凹部も形成されにくくなる。また、塗料に含まれる無機粒子及び無機ガラス粒子が多すぎると、無機粒子及び無機ガラス粒子の沈降も生じやすくなり、塗液中の粒子濃度が変化しやすくなるため、塗装条件が変動してしまう。その結果、安定した膜形成をしにくくなる。また、電着槽底面への粒子の堆積も問題となる。
請求項11又は12に記載の排気管の製造方法によれば、無機ガラス粒子の重量に対する電着樹脂の重量比、又は、無機粒子と無機ガラス粒子との合計重量に対する電着樹脂の重量比が所定範囲にあるため、このような問題を生じさせることなく、排気管の表面に所望の表面被覆層を形成することができる。
【0022】
請求項13に記載の排気管の製造方法において、上記表面被覆層中の無機粒子の粒子間距離の平均は、3μm以下である。
【0023】
請求項14に記載の排気管の製造方法において、上記無機粒子は、遷移金属の酸化物である。
また、請求項15に記載の排気管の製造方法において、上記無機ガラス粒子は、軟化点が300〜1000℃である。
【図面の簡単な説明】
【0024】
【図1】図1(a)は、本発明におけるアニオン型電着塗装の様子を模式的に示す説明図である。図1(b)は、本発明におけるカチオン型電着塗装の様子を模式的に示す説明図である。
【図2】図2(a)〜図2(c)は、本発明における塗膜形成工程の際に生じる現象の一例を模式的に示す説明図である。図2(d)及び図2(e)は、本発明における加熱工程の際に生じる現象の一例を模式的に示す説明図である。
【図3】図3は、本実施形態に係る無機ガラス粒子及び無機粒子について、pHの値と電荷との対応関係を模式的に示す説明図である。
【図4】図4は、本実施形態に係る排気管を模式的に示す斜視図である。
【図5】図5は、図4に示す排気管をその長手方向に沿って切断した断面を模式的に示す一部拡大断面図である。
【図6】図6(a)は、図4に示す排気管をその長手方向に沿って切断した断面を示す一部拡大断面図である。図6(b)は、図4に示す排気管をその長手方向に沿って切断した断面を示す一部拡大断面図である。
【図7】図7(a)は、本実施形態に係る凹部を模式的に示す説明図である。図7(b)は、本実施形態に係る周縁部を模式的に示す説明図である。図7(c)は、本実施形態に係る凹部を模式的に示す説明図である。
【図8】図8は、図4に示す排気管を金属基材の表面に対し垂直方向から撮影した写真である。
【発明を実施するための形態】
【0025】
以下、本発明の一実施形態について説明する。
本実施形態に係る排気管の製造方法においては、所定の塗料が使用される。
まず、本実施形態に係る塗料について説明する。
本実施形態に係る塗料には、無機ガラス粒子と電着樹脂とが含まれている。
【0026】
上記無機ガラス粒子は、軟化点が300〜1000℃の低融点ガラスであることが望ましい。上記低融点ガラスの種類は、特に限定されないが、ソーダ石灰ガラス、無アルカリガラス、硼珪酸ガラス、カリガラス、クリスタルガラス、チタンクリスタルガラス、バリウムガラス、ボロンガラス、ストロンチウムガラス、アルミナ珪酸ガラス、ソーダ亜鉛ガラス、ソーダバリウムガラス等が挙げられる。これらのガラスは、単独で用いてもよいし、2種類以上が混合されていてもよい。
【0027】
上記のような低融点ガラスは、軟化点が300〜1000℃の範囲にあると、低融点ガラスを融解させて基材(金属基材)の外周面に塗布(コート)した後、加熱焼成処理を施すことにより、基材の外周面に表面被覆層を容易にしかも強固に形成することができる。
上記低融点ガラスの軟化点が300℃未満では、排気管としての使用時に熱が負荷された際に、低融点ガラスが容易に軟化してしまうため、外部から石や砂などの異物が飛来し接触した際に、軟化した低融点ガラスに付着しやすくなる。表面に異物が付着すると、高い放射率を有する表面被覆層が異物で覆われてしまい、高温時に高い放熱性を有する排気管とならなくなる可能性がある。
一方、上記低融点ガラスの軟化点が1000℃を超えると、熱処理に1000℃以上の加熱が必要になるため、排気管の表面被覆層を形成する際の熱処理において、高温暴露により基材が劣化する。
なお、低融点ガラスの軟化点は、JIS R 3103−1:2001に規定される方法に基づいて、例えば、有限会社オプト企業製の硝子自動軟化点・歪点測定装置(SSPM−31)を用いて測定することができる。
【0028】
上記硼珪酸ガラスの種類は、特に限定されないが、SiO2−B2O3−ZnO系ガラス、SiO2−B2O3−Bi2O3系ガラス等が挙げられる。上記クリスタルガラスは、PbOを含むガラスであり、その種類は特に限定されないが、SiO2−PbO系ガラス、SiO2−PbO−B2O3系ガラス、SiO2−B2O3−PbO系ガラス等が挙げられる。上記ボロンガラスの種類は、特に限定されないが、B2O3−ZnO−PbO系ガラス、B2O3−ZnO−Bi2O3系ガラス、B2O3−Bi2O3系ガラス、B2O3−ZnO系ガラス等が挙げられる。上記バリウムガラスの種類は、特に限定されないが、BaO−SiO2系ガラス等が挙げられる。
【0029】
上記無機ガラス粒子の平均粒子径は、特に限定されないが、3μm以下であることが望ましい。
無機ガラス粒子の平均粒子径が3μmを超えると、粒子の大きさが不均一になりやすくなる。この場合、電着塗装中、局所的に塗膜の流動が妨げられるため、パスが形成されにくく、その結果、排気管の表面に凹部が形成されにくくなる。
また、無機ガラス粒子の平均粒子径が3μmを超えると、焼成の際に、軟化した無機ガラス粒子が排気管の表面の凹部を埋めてしまい、排気管の表面に凹部を良好に形成することができなくなる。
さらに、無機ガラス粒子の平均粒子径が3μmを超えると、電着塗装の際、無機ガラス粒子を塗料の溶液中で安定化させることができない。
また、上記無機ガラス粒子の平均粒子径は、0.1μm以上であることが望ましい。無機ガラス粒子の平均粒子径が0.1μm未満であると、ガラスの成分が塗料中に溶出してしまい、塗料の安定性を妨げてしまう。
【0030】
上記塗料には、無機粒子が含まれることが望ましい。
上記無機粒子としては、遷移金属の酸化物を用いることが望ましく、マンガン、鉄、銅、コバルト、クロム、ニッケルのうちの少なくとも一種の酸化物であることがより望ましい。
これらの無機粒子は、単独で用いてもよいし、2種類以上が混合されていてもよい。
これらの遷移金属の酸化物は、材料物性として放射率が高いために、加熱された際に赤外線が強く放射され、放射伝熱による排気管の放熱性の向上に寄与する。
【0031】
上記無機粒子の平均粒子径及び上記無機ガラス粒子の平均粒子径は、特に限定されず、上記無機粒子の平均粒子径及び上記無機ガラス粒子の平均粒子径の一方又は双方が3μmより大きくてもよいが、上記無機粒子の平均粒子径は3μm以下であり、かつ、上記無機ガラス粒子の平均粒子径は3μm以下であることが望ましい。
また、上記無機粒子の平均粒子径は1μm以下であり、かつ、上記無機ガラス粒子の平均粒子径は1μm以下であることがより望ましい。また、上記無機粒子の平均粒子径は0.9μm以下であり、かつ、上記無機ガラス粒子の平均粒子径は0.8μm以下であることがさらに望ましい。
無機粒子の平均粒子径及び無機ガラス粒子の平均粒子径の一方又は双方が3μmを超えると、粒子の大きさが不均一になりやすくなる。この場合、電着塗装中、局所的に塗膜の流動が妨げられるため、パスが形成されにくく、その結果、排気管の表面に凹部が形成されにくくなる。
また、無機ガラス粒子の平均粒子径が3μmを超えると、焼成の際に、軟化した無機ガラス粒子が排気管の表面の凹部を埋めてしまい、排気管の表面に凹部を良好に形成することができなくなる。
また、無機粒子の平均粒子径が3μmを超えると、焼成の際に、軟化して液状となっている無機ガラス粒子の中に、固体の無機粒子が分散した状態となる。この際、無機粒子が大きい場合には、無機粒子が小さい場合と比較して、軟化した無機ガラス粒子と無機粒子との複合体の粘性が低く流動性がよいため、該複合体が排気管の表面の凹部を埋めてしまう。凹部が埋められてしまうと、表面被覆層の表面積が小さくなり、放射率が低くなる。
また、無機粒子の平均粒子径は、0.1μm以上であることが望ましい。無機ガラス粒子の平均粒子径は、0.1μm以上であることが望ましい。
無機粒子の平均粒子径及び無機ガラス粒子の平均粒子径は、例えば、株式会社島津製作所製の島津ナノ粒子径分布測定装置(SALD−7100)を用いて測定することができる。
【0032】
上記無機ガラス粒子の配合量は、無機ガラス粒子の粉末と無機粒子の粉末の合計重量に対して、望ましい下限が40重量%、望ましい上限が99.5重量%である。
無機ガラス粒子は、焼成工程において軟化してマトリックスを形成する材料である。
無機ガラス粒子の配合量が40重量%未満では、無機粒子の量に対する無機ガラス粒子の量が少なすぎるので、充分にマトリックスを形成することができないために、無機粒子の間を無機ガラス粒子が埋めることができず、空隙が多い表面被覆層となる。空隙が多い表面被覆層となると、表面被覆層の強度が低くなり、密着性を得ることができない。
また、無機ガラス粒子の配合量が40重量%未満では、金属基材に接する無機ガラス粒子が少なくなり、焼成時に軟化した無機ガラス粒子と金属基材との接触面積が小さくなり、金属基材上に表面被覆層が充分に接着されなくなる。従って、焼成時又は熱衝撃が負荷された時に表面被覆層の脱落(剥離)を生じやすくなる。
一方、無機ガラス粒子の配合量が99.5重量%を超えると、無機粒子の量が少なくなり、作製された排気管の放熱性が低下しやすくなる。
無機ガラス粒子の配合量は、より望ましい下限が60重量%であり、より望ましい上限が80重量%である。
【0033】
上記塗料には、無機粒子が含まれていなくてもよい。この場合であっても、図2(a)〜図2(e)を用いて説明したように、塗料に電着樹脂が含まれることに起因して、一定程度放熱性に優れた排気管を得ることができる。
塗料に無機粒子が含まれる場合、上記無機粒子の配合量は、無機ガラス粒子の粉末と無機粒子の粉末の合計重量に対して、望ましい下限が0.5重量%、望ましい上限が60重量%である。
無機粒子の配合量が0.5重量%未満では、無機ガラス粒子に対する無機粒子の量が少なすぎるので、排気管の放熱性が低下しやすくなる。一方、無機粒子の配合量が60重量%を超えると、表面被覆層と金属基材の接着に寄与する無機ガラス粒子の量が少なくなり、作製された排気管において表面被覆層が脱落しやすくなる。
無機粒子の配合量は、より望ましい下限が20重量%であり、より望ましい上限が40重量%である。
【0034】
上記電着樹脂は、アニオン型電着樹脂であることが望ましい。
上記アニオン型電着樹脂は、アニオン性基を有している。アニオン性基は、塩基と反応して塩を形成する官能基である。アニオン性基としては、特に限定されないが、カルボキシル基、スルホン酸基、リン酸基等が挙げられる。
また、上記アニオン型電着樹脂としては、特に限定されないが、アクリル樹脂、エポキシ樹脂、ポリウレタン樹脂、マレイン化油、ポリエステル樹脂、ポリブタジエン樹脂等が挙げられる。
上記アクリル樹脂としては、特に限定されないが、例えば、カルボキシル基含有エチレン重合性単量体及びその他のエチレン重合性単量体からなる単量体組成物を重合して得られる共重合アクリル樹脂が挙げられる。
上記カルボキシル基含有エチレン重合性単量体としては、特に限定されないが、例えば、(メタ)アクリル酸、(メタ)アクリル酸二量体、クロトン酸、2−(メタ)アクリロイルオキシエチルフタル酸、2−(メタ)アクリロイルオキシエチルコハク酸、2−(メタ)アクリロイルオキシエチルアシッドフォスフェート、2−(メタ)アクリルアミド−2−メチルプロパンスルホン酸、ω−カルボキシ−ポリカプロラクトンモノ(メタ)アクリレート、イソクロトン酸、α−ハイドロ−ω−((1−オキソ−2−プロペニル)オキシ)ポリ(オキシ(1 −オキソ−1,6−ヘキサンジイル))、マレイン酸、フマル酸、イタコン酸、3−ビニルサリチル酸、3−ビニルアセチルサリチル酸等を挙げることができる。これらは単独で用いてもよく、2種以上を併用してもよい。
上記その他のエチレン重合性単量体としては、特に限定されないが、例えば、エステル部の炭素数1以上の(メタ)アクリレート(例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n−プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、フェニル(メタ)アクリレート、イソボルニル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、t−ブチルシクロヘキシル(メタ)アクリレート、ジシクロペンタジエニル(メタ)アクリレート、ジヒドロジシクロペンタジエニル(メタ)アクリレート等)、重合性アミド化合物( 例えば、(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミド、N,N−ジメチル(メタ)アクリルアミド、N ,N−ジブチル(メタ)アクリルアミド、N,N−ジオクチル(メタ)アクリルアミド、N−モノブチル(メタ)アクリルアミド、N−モノオクチル(メタ)アクリルアミド、2,4−ジヒドロキシ−4′−ビニルベンゾフェノン、N−(2−ヒドロキシエチル)(メタ)アクリルアミド等)、重合性芳香族化合物(例えば、スチレン、α−メチルスチレン、t−ブチルスチレン、パラクロロスチレン及びビニルナフタレン等)、重合性ニトリル( 例えば、(メタ)アクリロニトリル等)、α−オレフィン( 例えば、エチレン、プロピレン等)、ビニルエステル(例えば、酢酸ビニル、プロピオン酸ビニル等)、ジエン(例えば、ブタジエン、イソプレン等)、ヒドロキシエチル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレート、アリルアルコール、(メタ)アクリルアルコール、ヒドロキシエチル(メタ)アクリレートとε−カプロラクトンとの付加物等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。
上記エステル部の炭素数1以上の(メタ)アクリレートとして2種以上の(メタ)アクリレートを併用する場合、該2種以上の(メタ)アクリレートのなかに、エステル部の炭素数が1又は2の(メタ)アクリレートが含まれることが望ましい。
【0035】
特に、上記塗料に無機粒子が含まれる場合、上記電着樹脂は、アニオン型電着樹脂であることが望ましい。
以下、図3を用いて、その理由について説明する。
図3は、本実施形態に係る無機ガラス粒子及び無機粒子について、pHの値と電荷との対応関係を模式的に示す説明図である。
図3に示すように、無機ガラス粒子の等電点は、pH2程度である。従って、pHの値が2よりも小さな環境においては、無機ガラス粒子はプラスに帯電するのに対し、pHの値が2よりも大きな環境においては、無機粒子はマイナスに帯電する。
また、無機粒子の等電点は、pH7程度である。従って、pHの値が7よりも小さな環境においては、無機粒子はプラスに帯電するのに対し、pHの値が7よりも大きな環境においては、無機粒子はマイナスに帯電する。
すなわち、pH2〜7の酸性環境下において、無機ガラス粒子の有する電荷と無機粒子の有する電荷とは、異なるのに対し、アルカリ性環境下において、無機ガラス粒子の有する電荷と無機粒子の有する電荷とは、同一である。
従って、無機ガラス粒子と無機粒子との双方を同時に析出させるためには、アルカリ性環境下において電着塗装を行うのが望ましい。
ここで、上述したように、アニオン型電着塗装においては、アニオン型電着樹脂に対する中和剤として塩基が用いられるため、電着塗装は、アルカリ性環境下で行われる。一方、カチオン型電着塗装においては、カチオン型電着樹脂に対する中和剤として酸が用いられるため、電着塗装は、酸性環境下で行われる。
従って、アニオン型電着塗装とカチオン型電着塗装とでは、アルカリ性環境下で行われるアニオン型電着塗装の方が望ましい。すなわち、塗料に含まれる電着樹脂としては、カチオン型電着樹脂よりもアニオン型電着樹脂が望ましい。
【0036】
以上のように、上記電着樹脂は、アニオン型電着樹脂であることが望ましいが、カチオン型電着樹脂であってもよい。カチオン型電着樹脂を使用する場合、アニオン型電着樹脂を使用する場合と比較すると、塗料の安定性及び凹部形成のしやすさの点で劣るが、本発明の実施形態において、カチオン型電着樹脂を使用することができないわけではない。
上記カチオン型電着樹脂は、カチオン性基を有している。カチオン性基は、酸と反応して塩を形成する官能基カチオン性基としては、特に限定されないが、アミノ基、スルフィド基、ホスフィン基等が挙げられる。
また、上記カチオン型電着樹脂としては、特に限定されないが、アクリル樹脂、エポキシ樹脂、ポリエステル樹脂等が挙げられる。
上記エポキシ樹脂がアミノ基含有エポキシ樹脂である場合、原料エポキシ樹脂分子内のエポキシ環を、1級アミン、2級アミン、3級アミン等のアミン類との反応によって、開環して製造することができる。
上記原料エポキシ樹脂としては、特に限定されないが、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、フェノールノボラック、クレゾールノボラック等の多環式フェノール化合物とエピクロルヒドリンとの反応生成物であるポリフェノールポリグリシジルエーテル型エポキシ樹脂、ジイソシアネート化合物、又は、ジイソシアネート化合物のNCO基をメタノール、エタノール等の低級アルコールでブロックして得られたビスウレタン化合物と、エピクロルヒドリンとの反応によって得られるオキサゾリドン環含有エポキシ樹脂等を挙げることができる。
上記アミン類としては、特に限定されないが、例えば、ブチルアミン、オクチルアミン、ジエチルアミン、ジブチルアミン、メチルブチルアミン、モノエタノールアミン、ジエタノールアミン、N−メチルエタノールアミン、トリエチルアミン酸塩、N,N−ジメチルエタノールアミン酸塩、ケチミンブロック化アミノ基含有ポリアミン等を挙げることができる。
上記ケチミンブロック化アミノ基含有ポリアミンは、アミノ基がケチミンでブロック化されたアミンである。上記ケチミンブロック化アミノ基含有ポリアミンとしては、例えば、アミノエチルエタノールアミン、ジエチレントリアミン、ジプロピレントリアミン、ジブチレントリアミン、トリエチレンテトラミン等のポリアミン類中のアミノ基がアセトン、メチルエチルケトン、メチルイソブチルケトン等のケトン類との反応によってケチミンに変換されたもの等(例えば、ジエチレントリアミンメチルイソブチルケチミン、アミノエチルエタノールアミンメチルイソブチルケチミンのようなケチミンブロック1級アミノ基含有2級アミン等)を挙げることができる。
上記アクリル樹脂としては、特に限定されないが、例えば、(メタ)アクリレートと、ヒドロキシル基含有(メタ)アクリルモノマー(例えば、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート等の水酸基含有(メタ)アクリルエステルと、ε−カプロラクトンとの付加生成物)と、その他のアクリル系及び/又は非アクリルモノマーとを共重合することによって得られるもののオキシシラン環にアミンを反応させるものや、グリシジル(メタ)アクリレートを用いずに、アミノ基を持つアクリルモノマーを共重合させて得られるもの等を挙げることができる。
【0037】
上記電着樹脂としては、1種類の電着樹脂のみを使用することとしてもよいし、複数種類の電着樹脂を使用することとしてもよい。
また、上記塗料において、有機結合材は、電着樹脂のみから構成されていてもよいし、電着樹脂以外の有機結合材を含んでいてもよい。電着樹脂以外の有機結合材としては、例えば、ポリビニルアルコール、メチルセルロース、エチルセルロース等を挙げることができる。これらは、単独で用いてもよく、2種以上を併用してもよい。
【0038】
上記複数種類の電着樹脂は、互いにTgが異なっていることが望ましい。
電着塗装中、Tg付近の温度で電着樹脂の流動性が変化するが、複数種類の電着樹脂のTgが互いに異なっていると、電着樹脂の流動性が急激に変化してしまうことが抑制される。このように、複数種類の電着樹脂のTgが互いに異なっていると、塗料の塗装時に温度の影響を受けにくくなり、比較的広い温度範囲で、安定した塗膜形成を行うことが可能になり、塗料の塗装時の温度依存性を緩和することができる。その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
また、上記電着樹脂のTgは、5〜50℃であることが望ましい。
電着樹脂のTgが5℃未満である場合、塗膜としても粘性が低く、流動しやすいものとなる。従って、電着塗装中、一旦塗膜にパスが形成されても、周囲の電着樹脂が軟化し流動することにより、当該パスを塗膜が埋めてしまいやすくなる。そのため、好適な凹部が形成されず、高い放射率を有する表面被覆層を得ることができなくなる。一方、電着樹脂のTgが50℃を超えると、逆に、室温において電着樹脂が硬すぎて流動しにくくなる。その結果、所望のパスが塗膜に形成されにくくなる。そのため、好適な凹部が形成されず、高い放射率を有する表面被覆層を得ることができなくなる。また、電着樹脂のTgが50℃を超えると、電着樹脂の流動性が悪いため、乾燥及び硬化時に内部の水分が抜けにくく、乾燥及び硬化に時間を要する。そのため、作業効率が悪くなり、コストが上昇する。
もっとも、上記電着樹脂のTgは、5〜50℃の範囲外であってもよい。複数種類の電着樹脂が使用される場合、該複数種類の電着樹脂のなかにTgが5〜50℃の範囲外の電着樹脂が含まれていてもよく、全ての電着樹脂のTgが5〜50℃の範囲外であってもよい。
なお、Tgはガラス転移点であり、JIS K 7121:1987に準拠して、DSC(示差走査熱量測定装置)によって測定することができる。
【0039】
上記無機粒子と上記無機ガラス粒子との合計重量に対する上記電着樹脂の重量比は、1.0〜3.5であることが望ましい。
また、上記塗料に無機粒子が含まれない場合、上記無機ガラス粒子の重量に対する上記電着樹脂の重量比は、1.0〜3.5であることが望ましい。
無機粒子と無機ガラス粒子との合計重量に対する電着樹脂の重量比が3.5を超える場合(無機粒子の重量が0の場合を含む)、塗料に含まれる電着樹脂の量が多すぎるため、無機粒子及び無機ガラス粒子の体積率が低くなり、塗膜内において無機粒子及び無機ガラス粒子が各々離れた状態になる。従って、無機粒子及び無機ガラス粒子が連結されていないため、電着樹脂の脱脂の際に、加熱されて電着樹脂が焼失すると、無機粒子及び無機ガラス粒子は、崩れて脱落を生じやすくなる。その結果、高い放射率を有する表面被覆層を得ることができなくなる。
一方、無機粒子と無機ガラス粒子との合計重量に対する電着樹脂の重量比が1.0未満である場合(無機粒子の重量が0の場合を含む)、電着樹脂の量が少なすぎるため、塗料に含まれる無機粒子及び無機ガラス粒子の密度が高く、電着塗装により析出した塗膜内の固形分(粒子)の割合も高くなる。従って、電着通電中の塗膜の流動性が悪いために、パス形成及びパス周辺部での塗膜形成が進みにくい。その結果として、排気管の表面に所望の凹部も形成されにくくなる。そのため、高い放射率を有する表面被覆層を得ることができなくなる。また、塗料に含まれる無機粒子及び無機ガラス粒子が多すぎると、無機粒子及び無機ガラス粒子の沈降も生じやすくなり、塗液中の粒子濃度が変化しやすくなるため、塗装条件が変動してしまう。その結果、安定した塗膜形成をしにくくなる。また、電着槽底面への粒子の堆積も問題となる。
もっとも、上記無機粒子と上記無機ガラス粒子との合計重量に対する上記電着樹脂の重量比は、1.0〜3.5の範囲外であってもよい。また、上記塗料に上記無機粒子が含まれない場合、上記無機ガラス粒子の重量に対する上記電着樹脂の重量比は、1.0〜3.5の範囲外であってもよい。
【0040】
上記塗料には、上記無機ガラス粒子と上記無機粒子と上記有機結合材以外に、顔料、中和剤、硬化剤、分散媒、その他の各種添加剤等が含まれていてもよい。
【0041】
上記顔料としては、着色顔料、体質顔料、及び、防錆顔料等が挙げられる。
上記着色顔料としては、例えば、チタンホワイト、カーボンブラック、ベンガラ、フタロシアニンブルー、フタロシアニングリーン、モノアゾイエロー、ジスアゾイエロー、ベンズイミダゾロンエロー、キナクリドンレッド、モノアゾレッド、ボリアゾレッド、ベリレンレッド等が挙げられる。
上記体質顔料としては、例えば、カオリン、タルク、ケイ酸アルミニウム、炭酸カルシウム、マイカ、クレー、シリカ等が挙げられる。
上記防錆顔料としては、例えば、リン酸亜鉛、リン酸鉄、リン酸アルミニウム、リン酸カルシウム、亜リン酸亜鉛、シアン化亜鉛、酸化亜鉛、トリポリリン酸アルミニウム、モリブデン酸亜鉛、モリブデン酸アルミニウム、モリブデン酸カルシウム、リンモリブデン酸アルミニウム、リンモリブデン酸アルミニウム亜鉛等が挙げられる。
【0042】
アニオン型電着樹脂に対する中和剤としては、アンモニア、有機アミン、アルカリ金属水酸化物等の塩基が挙げられる。
上記有機アミンとしては、ジエチルアミン、エチルエタノールアミン、ジエタノールアミン、モノエタノールアミン、モノプロパノールアミン、イソプロパノールアミン、エチルアミノエチルアミン、ヒドロキシエチルアミン、ジエチレントリアミン等が挙げられる。
上記アルカリ金属水酸化物としては、水酸化ナトリウム、水酸化カリウム等が挙げられる。
カチオン型電着樹脂に対する中和剤としては、塩酸、硝酸、リン酸、ギ酸、酢酸、乳酸等の酸が挙げられる。
【0043】
アニオン型電着樹脂に対する硬化剤としては、メラミン樹脂、ブロックポリイソシアネート等が挙げられる。
カチオン型電着樹脂に対する硬化剤としては、ブロックポリイソシアネートが挙げられる。
上記ブロックポリイソシアネートは、ポリイソシアネートをブロック剤でブロックして得られる。ポリイソシアネートとは、1分子中にイソシアネート基を2個以上有する化合物をいう。
【0044】
上記分散媒としては、水、又は、メタノール、エタノール、アセトン等の有機溶媒等が挙げられる。
【0045】
上記その他の各種添加剤としては、電着塗装を行うために配合される添加剤、界面活性剤、酸化防止剤、紫外線吸収剤等が挙げられる。
上記電着塗装を行うために配合される添加剤としては、ゼータ電位の制御及び/又は溶液の抵抗値を調製するための添加剤、無機ガラス粒子及び/又は無機粒子の分散性を確保するための安定化剤が挙げられる。
【0046】
以上、本実施形態に係る塗料について説明した。
本実施形態では、この塗料を用いて、排気管が製造される。
以下、本実施形態に係る排気管の製造方法について説明する。
なお、以下では、上記塗料に無機粒子が含まれる場合について説明する。
【0047】
(1)塗料の作製
上述した無機ガラス粒子及び無機粒子を乾式混合し、混合粉末を作製する。
具体的には、無機ガラス粒子の粉末と、無機粒子の粉末とをそれぞれ所定の粒度、形状等になるように調製し、各粉末を所定の配合比率で乾式混合して混合粉末を調製する。
以上のようにして調製した混合粉末に、上述した電着樹脂及び水等の各種添加剤を添加し混合することにより、上記塗料を作製する。
【0048】
(2)基材の準備
金属からなる基材(金属基材)を出発材料とし、まず、金属基材の表面の不純物を除去すべく洗浄処理を行う。
【0049】
上記基材の材質としては、特に限定されないが、例えば、ステンレス、鋼、鉄、銅等の金属、インコネル、ハステロイ、インバー等のニッケル合金等が挙げられる。これらの金属材料は熱伝導率が高いため、排気管の放熱性の向上に寄与することができる。
【0050】
上記洗浄処理としては特に限定されず、従来公知の洗浄処理を用いることができ、例えば、アルコール溶媒中で超音波洗浄を行う方法等を用いることができる。
また、上記洗浄処理後には、必要に応じて、基材の表面の比表面積を大きくしたり、基材の表面の粗さを調整したりすべく、基材の表面に粗化処理を施してもよい。例えば、サンドブラスト処理、エッチング処理、高温酸化処理等の粗化処理を施してもよい。これらは単独で用いてもよいし、2種以上併用してもよい。
【0051】
(3)塗膜の形成
上記(1)の工程で作製した塗料を、上記(2)の工程で準備した金属基材の表面に、電着塗装により塗装する。具体的には、上記塗料中に、上記金属基材と電極板を配置し、上記金属基材と電極板とのうち、一方を陽極として機能させ、他方を陰極として機能させて、電圧を印加する。
そうすると、可溶性の状態の電着樹脂が、無機ガラス粒子及び無機粒子を金属基材の表面まで運ぶ(図2(a)参照)。そして、電着樹脂は、金属基材の表面に触れることで、可溶性の状態から不溶性の状態へと変化して、金属基材の表面に析出される(図2(b)及び図2(c)参照)。なお、その際、塗膜には可溶性の電着樹脂が通過するためのパスが形成されている(図2(b)及び図2(c)参照)。パスは、電着樹脂が金属基材の表面に触れた際に発生する酸素ガスが、既に形成された塗膜を押しのけて塗液中に抜ける際に形成される。
電着塗装は、通常、50〜450Vの電圧を印加して、10〜45℃の浴温で、15秒〜20分間行うことが望ましく、上記電圧は60〜300Vであることがより望ましく、上記浴温は26〜32℃であることがより望ましく、通電時間は30秒〜10分であることがより望ましい。また、塗料の固形分濃度は5〜25重量%であることが望ましく、塗料のpHは8.0〜9.5であることが望ましい。
上記電圧が300Vを超えると、被着体(金属基材)の表面で発生する熱により、一旦被着体の表面に生成した塗料の塗膜が再溶解してしまう。その結果、通電した割には塗膜の膜厚が大きくならない。一方、上記電圧が60V未満であると、負荷電圧が低すぎるため、電着樹脂を被着体(金属基材)に引き寄せる力が弱くなり、塗料の塗膜の厚みが充分に得られない。その結果、高い放射率を有する表面被覆層を得ることができない。
上記浴温が32℃を超えると、熱により、塗液中の電着樹脂の劣化が起こりやすくなる。その結果、塗料の劣化による電着樹脂の交換の頻度が増えるため、製造コストが増加する。一方、上記浴温が26℃未満であると、電着樹脂の活性が低く、被着体(金属基材)の表面での反応速度が遅くなるため、塗料の塗膜が得られにくくなる。その結果、高い放射率を有する表面被覆層を得ることができなくなる。
上記通電時間が10分を超えると、通電時間が長すぎるために、塗料の固形分が堆積することにより、被着体(金属基材)の垂直面と水平面とで塗料の塗膜の膜厚に差が生じやすくなる。その結果、全面で均一な放熱性を有する表面被覆層を得られなくなる。一方、上記通電時間が30秒未満であると、通電時間が短すぎるために、塗膜の成長を途中で止めてしまうことになり、塗料の塗膜の厚みが充分に得られない。その結果、高い放射率を有する表面被覆層を得ることができなくなる。
上記塗料の固形分濃度が25重量%を超えると、電着塗装により析出した塗膜の流動性が低くなり、被着体(金属基材)の表面で生成する熱や泡が逃げにくいため、局所的な温度上昇により、塗膜が塗液中に再溶解したり、塗膜中に残留した気泡が加熱時に熱膨張して突沸を招いたりして、塗料の塗膜の表面状態を悪化させる。その結果、高い放射率を有する表面被覆層を得ることができなくなる。一方、上記塗料の固形分濃度が5重量%未満であると、被着体(金属基材)において析出するのは主に電着樹脂であり、無機ガラス粒子及び無機粒子は極めて少量しか被着体(金属基材)に付着しないため、塗料の塗膜が形成されにくい。従って、焼成後に金属基材上に残る表面被覆層も薄くなる。その結果、高い放射率を有する表面被覆層を得ることができなくなる。
上記塗料のpHが9.5を超えると、塗料の塗膜の析出が生じにくく、塗料の塗着のために必要な電力消費が大きくなる。その結果、エネルギーの浪費となる。これは、電着塗装における塗膜形成のメカニズムとして、被着体(金属基材)の表面における電気反応によりpHが変化することに伴い、電着樹脂が可溶性から不溶性へと変化することで析出することに起因すると考えられる。上記塗料のpHが9.5を超えると、pHが無駄に高過ぎるため、電気反応によりpHが低下しても、電着樹脂が可溶性のまま存在し析出しないか、又は、一旦析出した塗膜が塗液中に再溶解してしまう。さらに、上記塗料のpHが9.5を超えると、発泡により塗料の塗膜の状態が安定しにくい。その結果、塗膜に空隙が多く発生するため、表面被覆層の強度も低くなり、高い密着性を得ることができない。
一方、上記塗料のpHが8.0未満であると、電着樹脂自体が不溶性から水溶性に変わるpHの近傍であるため、電着樹脂の状態が可溶性の状態と不溶性の状態との境界にあり、pHの変動によって可溶性となったり不溶性となったりするため、電着樹脂が液中において安定に存在できない。その結果、塗料の劣化による電着樹脂の交換の頻度が増えるため、製造コストが増加する。
【0052】
なお、上記電着樹脂としてアニオン型電着樹脂を使用する場合には、上記金属基材を陽極として機能させ、上記電極板を陰極として機能させる。一方、上記電着樹脂としてカチオン型電着樹脂を使用する場合には、上記金属基材を陰極として機能させ、上記電極板を陽極として機能させて、電圧を印加する。
【0053】
(4)乾燥及び硬化
上記(3)の工程により塗料が塗布された金属基材を、所定温度に加熱することにより、金属基材の表面に形成された塗料の塗膜を乾燥させるとともに硬化させる。その際、水分や揮発性の樹脂添加剤等が上記(3)の工程において形成されたパスを通って蒸発することに伴い、塗膜の表面に凹部予備部が形成される(図2(d)参照)。ここで、凹部予備部とは、塗膜の表面に形成された凹んだ領域であり、塗膜を乾燥及び硬化させることに伴い、パスが変形して生じた領域をいう。
本工程における加熱温度は、100〜200℃であることが望ましく、110〜190℃であることがより望ましく、120〜180℃であることがさらに望ましい。
上記加熱温度が200℃を超えると、温度が高過ぎるため、塗料の塗膜が硬化し過ぎてしまう。その結果、エネルギーの浪費となる。一方、上記加熱温度が100℃未満であると、乾燥及び硬化が不充分となり、塗膜に水分又は溶剤が残留してしまう。その結果、脱脂工程又は焼成工程における加熱時に、残留している水分又は溶剤が突沸して、塗膜が弾け、部分的に未着部(表面被覆層中、空隙の存在する部分)を生じる。また、塗料の塗膜が充分に硬化されないため、塗膜と金属基材との密着性が低下し、ハンドリングによる剥れが生じやすくなる。
また、上記加熱温度で所定時間保持されることが望ましく、保持時間は5〜90分であることが望ましい。
上記保持時間が90分を超えると、塗料の塗膜が硬化し過ぎてしまい、時間の浪費となってしまう。一方、上記保持時間が5分未満であると、塗料の塗膜の乾燥及び硬化が不充分であり、塗膜に水分又は溶剤が残留してしまう。その結果、脱脂工程又は焼成工程における加熱時に、残留している水分又は溶剤が突沸して、表面被覆層が弾け、部分的に未着部を生じる。また、塗料の塗膜が充分に硬化されないため、塗膜と金属基材との密着性が低下し、ハンドリングによる剥れが生じやすくなる。
【0054】
(5)脱脂
上記(4)の工程の後、上記金属基材を、電着樹脂の焼失温度以上の温度に加熱することにより、電着樹脂を焼失させる。これにより、塗膜の体積が収縮し、上記(4)の工程において形成された塗膜の表面の凹部予備部に基づいて、塗膜の表面に凹部が形成される(図2(e)参照)。
電着樹脂の焼失温度とは、電着樹脂の重量が50%減少するときの温度であり、TG/DTA同時測定装置により測定することができる。
本工程における加熱温度は、配合した電着樹脂の種類にもよるが、300〜600℃であることが望ましく、325〜550℃であることがより望ましく、350〜500℃であることがさらに望ましい。
上記加熱温度が600℃を超えると、温度が高すぎるため、電着樹脂の脱脂が完了する前に無機ガラス粒子の軟化が生じてしまう。その結果、無機ガラス粒子が軟化してマトリックスの形成が始まった後に、電着樹脂が燃焼しガスを発生させて突沸を招くため、未着部を生じやすくなる。一方、上記加熱温度が300℃未満であると、電着樹脂の脱脂が不充分となり、樹脂成分が塗膜に残留してしまう。そのため、下記(6)焼成の工程における昇温の際に、突沸を招き、未着部を生じやすくなる。
また、本工程では、上記加熱温度で所定時間保持される。保持時間は5〜90分であることが望ましい。
上記保持時間が90分あれば電着樹脂の脱脂は充分に完了するため、上記保持時間が90分を超えても、時間の浪費となってしまう。一方、上記保持時間が5分未満であると、電着樹脂の脱脂が不充分となり、樹脂成分が塗膜に残留してしまう。そのため、下記(6)焼成の工程における昇温の際に、軟化した無機ガラス粒子の中で電着樹脂が燃焼し、ガスを発生して突沸するため、表面被覆層の表面に金属基材が露出した穴を空けてしまう。その結果、高い放射率を有する表面被覆層を得られなくなる。
また、上記(4)乾燥及び硬化の工程における加熱温度から、本工程における加熱温度までの昇温速度は、1.7〜60.0℃/分であることが望ましく、2.0〜30.0℃/分であることがより望ましく、3.0〜15.0℃/分であることがさらに望ましく、3.5〜5.0℃/分であることが一層望ましい。
上記昇温速度が60.0℃/分を超えると、樹脂成分の突沸を招き、未着部を生じやすくなる。一方、上記昇温速度が1.7℃/分未満であると、昇温に時間がかかりすぎ、時間の浪費となってしまう。
【0055】
上述のように、上記(5)脱脂の工程では、所定の温度で所定時間保持される。上記(5)脱脂の工程は、このように、「所定の温度で所定時間保持されること」が必須の構成である。
本実施形態では、このような(5)脱脂の工程を経ることが望ましいが、(5)脱脂の工程を経ずに、下記(6)焼成の工程を行うこととしてもよい。
以下では、(5)脱脂の工程が行われることとして説明する。
【0056】
(6)焼成
上記(5)の工程の後、上記金属基材を、上記無機ガラス粒子の軟化点以上の温度に加熱する。
これにより、金属基材と無機ガラス粒子とを強固に密着させることができ、金属基材と強固に密着した表面被覆層を形成することができる。また、無機ガラス粒子が融解するため、塗膜の膜厚の低減率が大きくなり、表面に凹部を有する表面被覆層がより形成されやすくなる(図2(e)参照)。
さらに、塗膜中に無機粒子が存在する場合、軟化した無機ガラス粒子の流動性が低くなり、凹部周辺部での塗膜の流動が抑制されるため、表面に凹部を有する表面被覆層が形成されやすい。これに対し、塗膜中に無機粒子が存在しない場合、凹部周辺部での塗膜の流動が無機粒子によって抑制されることがないため、塗膜中に無機粒子が存在する場合と比較して、表面に凹部を有する表面被覆層が形成されにくい。
本工程における加熱温度は、配合した無機ガラス粒子の種類にもよるが、500〜1000℃であることが望ましく、600〜950℃であることがより望ましく、700〜900℃であることがさらに望ましい。
上記加熱温度が1000℃を超えると、高温暴露により金属基材の劣化を招いてしまう。一方、上記加熱温度が500℃未満であると、無機ガラス粒子の軟化が不充分となり、焼結が不充分なため、塗料の塗装が緻密化されず、金属基材と表面被覆層との密着性を充分に得ることができない。
なお、本工程における加熱温度は、上記(5)脱脂の工程における加熱温度よりも高い。
また、上記加熱温度で所定時間保持されることが望ましく、保持時間は1〜30分であることが望ましい。
上記保持時間が30分を超えると、金属基材の劣化を招いてしまう。一方、上記保持時間が1分未満であると、無機ガラス粒子の軟化が不充分となり、塗装が緻密化されず、金属基材と表面被覆層との密着性を充分に得ることができない。
また、上記(5)脱脂の工程における加熱温度から、本工程における加熱温度までの昇温速度は、3.3〜100.0℃/分であることが望ましく、4.0〜50.0℃/分であることがより望ましく、5.0〜25.0℃/分であることがさらに望ましく、6.0〜12.0℃/分であることが一層望ましい。
上記昇温速度が100.0℃/分を超えると、金属基材の熱容量が大きく、熱を奪われるため、金属基材の全体が均一に加熱されない。一方、上記昇温速度が3.3℃/分未満であると、昇温に時間がかかりすぎ、時間の浪費となってしまう。
【0057】
以上の工程を経ることにより、金属基材の表面上に表面被覆層が形成された本発明の排気管を製造することができる。
続いて、図4〜図8を用いて、このようにして製造される排気管について説明する。
【0058】
図4は、本実施形態に係る排気管を模式的に示す斜視図である。
図5は、図4に示す排気管をその長手方向に沿って切断した断面を模式的に示す一部拡大断面図である。
なお、図4においては、排ガスをGで示し、排ガスの流れる方向を矢印で示す。
【0059】
図4に示す排気管1は、円筒状の金属基材10と、金属基材10の外周面上に所定の厚さで形成された表面被覆層20とから構成される。
【0060】
図5に示すように、金属基材10の表面には、凹凸が形成されていることが望ましい。この凹凸が形成された金属基材の外周面の表面粗さRzJIS(JIS B 0601:2001)は、1.5〜15.0μmであることが望ましい。
金属基材の外周面の表面粗さRzJISが、1.5μm未満であると、金属基材の表面積が小さくなるため、金属基材と表面被覆層との密着性が不充分になる。一方、金属基材の外周面の表面粗さRzJISが、15.0μmを超えると、金属基材の表面と表面被覆層との間に空隙が形成されてしまう。これは、金属基材の外周面の表面粗さRzJISが大きすぎると、金属基材の表面に形成された凹凸の谷の部分に確実に塗料が入り込まないためであると考えられる。金属基材の表面と表面被覆層との間に空隙が形成されてしまうと、金属基材と表面被覆層との密着性が不充分になる。
【0061】
表面被覆層20は、電着塗装により金属基材10に塗布された塗料に対して、乾燥、硬化、脱脂、及び、焼成の各処理を施すことにより形成された層である。
【0062】
図5に示すように、表面被覆層20の表面には、凹部30と凸部40が存在する。
ここで、図6(a)及び図6(b)を用いて、表面被覆層の凹部と凸部について説明する。
図6(a)及び図6(b)は、図4に示す排気管をその長手方向に沿って切断した断面を示す一部拡大断面図である。
【0063】
図6(a)及び図6(b)に示すように、凹部は、第1基準面よりも低い領域である。第1基準面は、表面被覆層の表面の平均高さを有する面である。
図6(a)及び図6(b)では、第1基準面を、平均線として表している。
上記平均線とは、JIS B0601(2001)に定める断面曲線のための平均線であり、最小二乗法によって断面曲線に当てはめた呼び形状を表す曲線である。
呼び形状とは、平面の傾斜、円筒部品の円弧などの形状を指す。
平均線は、市販されている表面粗さ測定機(例えば、Veeco製 Wyko NT9100(光学式))によって表面形状の測定を行い、断面曲線を得ることによって自動的に算出される。
【0064】
図6(a)及び図6(b)に示すように、凸部は、第2基準面よりも高い領域である。第2基準面は、(Hmax−H×1/3)の高さを有する面である。
Hmaxは、表面被覆層の表面の高さの最大値である。Hは、HmaxとHminの差であり、Hminは、表面被覆層の表面の高さの最小値である。
図6(a)及び図6(b)に示すように、凹部から凸部に至るまでの表面被覆層の表面は、急な勾配を形成している。
【0065】
なお、Hmaxは、表面被覆層20の表面全体のうち最も高い地点の高さである。Hminは、表面被覆層20の表面全体のうち最も低い地点の高さである。
図6(a)では、当該断面における最も高い地点45が、表面被覆層20の表面全体のうち最も高い地点であり、当該断面における最も低い地点35が、表面被覆層20の表面全体のうち最も低い地点である場合について示している。
図6(b)では、表面被覆層20の表面全体のうち最も高い地点は、当該断面における最も高い地点45よりも高く、表面被覆層20の表面全体のうち最も低い地点は、当該断面における最も低い地点35よりも低い場合について示している。
【0066】
以上、表面被覆層の凹部と凸部について説明した。
本実施形態においては、このような表面被覆層の凹部の周縁部に凸部が存在する。
【0067】
ここで、「周縁部」について説明する。
図7(a)は、本実施形態に係る凹部を模式的に示す説明図である。
図7(b)は、本実施形態に係る周縁部を模式的に示す説明図である。
【0068】
図7(a)では、金属基材の表面に対し垂直方向から表面被覆層を観察したとき、凹部30が見える様子を模式的に示している。凹部30は、丸みを帯びた図形31を形成している。
図7(b)では、図形31と相似な図形61を示している。図形61の重心は、図形31の重心50と一致する。図形31と図形61の相似比は、r:r′であり、r′=1.2rとなっている。
周縁部60は、図形61の内部の領域のうち凹部30を除いた領域である。
【0069】
本実施形態においては、表面被覆層の凹部の周縁部に、凹部を取り囲んで、凸部が存在する。周縁部の面積のうち凸部の面積の占める割合は、60%以上であることが望ましく、80%以上であることがより望ましく、90%以上であることがさらに望ましく、100%であることが一層望ましい。周縁部の面積のうち凸部の面積の占める割合が高ければ高いほど、排気管の表面積が大きくなるからである。周縁部の面積のうち凸部の面積の占める割合が60%未満であると、排気管の表面積が充分に大きくないために、排気管の放熱性を充分に向上させることができにくくなる。
【0070】
なお、本実施形態に係る凹部は、第1基準面よりも低い領域のうち、周縁部に凸部が存在する領域である。すなわち、第1基準面よりも低い領域であっても、周縁部に凸部が存在しなければ、該領域は、凹部ではない。
従って、本実施形態においては、第1基準面よりも低い領域の全てにおいて、周縁部に凸部が存在しなければならないわけではない。第1基準面よりも低い領域を凹部候補と呼ぶこととすると、凹部候補のなかに、周縁部に凸部が存在する領域が存在すればよい。
【0071】
上記凹部は、上記金属基材の表面に対し垂直方向から見た形状が、実質的に円形であることが望ましい。
凹部の端部において一旦剥れが生じた場合、凹部が直線である場合には次々と剥れが進行するのに対して、凹部の上記形状が実質的に円形の場合には、剥れた表面被覆層が周囲の表面被覆層に引っ張られるため、剥れが進行しにくい。従って、凹部の上記形状が実質的に円形の場合、表面被覆層と金属基材との密着性を向上させることができる。
【0072】
ここで、「実質的に円形」について説明する。
図7(c)は、本実施形態に係る凹部を模式的に示す説明図である。
図7(c)では、図7(a)に示す凹部30と同じ凹部30を示している。
図7(c)において、rmaxは、図形31上の点と重心50との距離の最大値であり、rminは、図形31上の点と重心50との距離の最小値である。
「実質的に円形」とは、rmax<1.5rminの関係が成立する場合を言う。
【0073】
図8は、図4に示す排気管を金属基材の表面に対し垂直方向から撮影した写真である。
なお、図8に示す写真は、電子顕微鏡で撮影したものであり、加速電圧は15.0kV、倍率は200倍である。
【0074】
図8に示すように、凹部30は、金属基材10の表面に対し垂直方向から見た形状が丸みを帯びた形状(略円形状)となっている。このような凹部30の形状を、本明細書では、実質的に円形と呼ぶ。
【0075】
上記金属基材の表面に対し垂直方向から見た上記凹部の形状が、実質的に円形(略円形)であるとき、該円の直径は、3〜2000μmであることが望ましい。
表面被覆層の表面積の増加が放射率向上に寄与している点に鑑みると、凹部は、サイズが小さく、密度が高いことが望ましいと考えられる。
ただし、凹部のサイズが小さすぎる場合、凹部の壁が近い位置で向かい合うこととなり、表面被覆層が加熱された際に放射される赤外線が表面被覆層の外に放射され難くなるため、放熱効果が小さくなる。一方、凹部は表面被覆層の厚みが薄い分だけ放射率が低いため、凹部のサイズが大きすぎる場合、表面被覆層全体の放射率も低くなってしまい、高い放熱性が得られにくくなる。
該円の直径が3μm未満である場合、又は、2000μmを超える場合、放熱性に優れた排気管を得ることができにくくなる。
該円の直径は、1000μm以下であることがより望ましく、120μm以下であることがさらに望ましい。
なお、上記円の直径は、当該略円内で直線を引いたときの最大の長さである。
【0076】
上記凹部の密度は、10〜107個/cm2であることが望ましい。
表面被覆層の表面積の増加が放射率向上に寄与している点に鑑みると、凹部の密度は高いことが望ましいと考えられる。凹部の密度が低すぎると、表面積の増加が少ないため、放射率向上の効果が得られにくい。
一方、凹部の密度が高すぎる場合、2つの異なる凹部が接近しすぎて、一部重なってしまう場合が起こり得る。2つの異なる凹部が重なると、該2つの異なる凹部の間に、凸状の部位が形成される。該凸状の部位は、第1基準面よりも低いため、上記凸部ではなく、凹部を取り囲んで連続的に形成されているわけではない。従って、該凸状の部位は、剥れやすい部位となってしまう。そのため、年を経るごとに、該凸状の部位を起点として剥れが生じてしまい、放射率の低下を招く恐れがある。
上記凹部の密度が10個/cm2未満である場合、又は、107個/cm2を超える場合、放熱性に優れた排気管を得ることができにくくなる。
上記凹部の密度は、1×102個/cm2以上であることがより望ましく、5×102個/cm2以上であることがさらに望ましい。
【0077】
Hminの高さを有する面(図6(a)及び図6(b)参照)と上記金属基材の表面との距離をdとしたとき(図5参照)、d>0であることが望ましく、d≧2μmであることがさらに望ましい。Hminは、表面被覆層の表面の高さの最小値である。
d=0である場合には、金属基材が排気管の表面に露出しているため、表面被覆層の表面に形成された凹部による放射率向上の効果が充分に得られない一方、表面に露出した金属基材の放射率が低いため、放射率向上の効果が小さくなると考えられる。従って、d=0の場合、放熱性の低下を防ぎにくくなる。
【0078】
なお、本明細書では、Hminの高さを有する面と上記金属基材の表面との距離dを、凹部の膜厚とも言う。また、Hmaxの高さを有する面と上記金属基材の表面との距離Dを、表面被覆層の膜厚とも言う。
なお、凹部の膜厚d=0の場合、「凹部が表面被覆層を貫通している」と言うこととする。
【0079】
表面被覆層20の凹部30が形成される理由は、以下のように考えられる。
電着塗装においては、可溶性の状態の電着樹脂が、無機ガラス粒子及び無機粒子を金属基材10の表面まで運ぶ(図2(a)参照)。そして、電着樹脂は、金属基材10の表面に触れることで、可溶性の状態から不溶性の状態へと変化して、金属基材10の表面に析出される(図2(b)及び図2(c)参照)。その際、塗料の塗膜には可溶性の電着樹脂が通過するためのパスが形成されている(図2(b)及び図2(c)参照)。パスは、電着樹脂が金属基材の表面に触れた際に発生する酸素ガスが、既に形成された塗膜を押しのけて塗液中に抜ける際に形成される。
その後、上記(4)乾燥及び硬化の工程において塗料の塗膜を加熱すると、水分及び揮発性の樹脂添加剤等が揮発する。その際、水分及び揮発性の樹脂添加剤等が上記パスを通って蒸発することに伴い、塗膜の表面に凹部予備部が形成される(図2(d)参照)。さらに、上記(5)脱脂の工程において塗膜中の電着樹脂を除去するために塗膜を加熱すると、電着樹脂が焼失して、塗膜の体積が収縮する。その後、上記(6)焼成の工程において塗膜に対して焼成処理を施すことにより、凹部30を有する表面被覆層20が形成される(図2(e)参照)。
【0080】
表面被覆層20には、無機粒子が含まれる。表面被覆層20中の無機粒子の粒子間距離の平均は、3μm以下であることが望ましい。
無機粒子は、放射率を向上させる働きを有する。そのため、無機粒子が存在する部位を金属基材の表面と平行な面に投影した場合、投影された部分の面積が大きい方が放射率が高くなる。
ここで、無機粒子の粒子間距離が大きいと、無機粒子が局所的に集中した領域が存在することになり、他の領域では無機粒子が欠乏することとなる。この場合、上記面積は小さくなる。従って、放射率が低下する。
すなわち、表面被覆層に含まれる無機粒子の割合が一定の場合には、無機粒子の粒子間距離が小さい方が、上記面積が大きくなる。
無機粒子の粒子間距離の平均が3μmを超えると、無機粒子の粒子間距離が大きすぎるため、排気管1は、所望の放熱性を有する排気管となりにくくなる。
もっとも、表面被覆層中の無機粒子の粒子間距離の平均は、3μmを超えていてもよい。
表面被覆層中の無機粒子の粒子間距離の平均は、0.1μm以上であることが望ましい。粒子間距離の平均が0.1μmを下回ると、加熱時および冷却時に、粒子間の領域において熱応力が大きくなり、無機ガラス基材にクラックが生じる可能性がある。無機ガラス基材にクラックが生じると、これを起点として表面被覆層のクラック及び脱落が生じる可能性があり、高い放射率を有する排気管が得られなくなる。
【0081】
以上、本実施形態に係る排気管の製造方法について説明した。
以下に、本実施形態に係る排気管の製造方法の作用効果について列挙する。
【0082】
(1)本実施形態に係る排気管の製造方法では、塗膜形成工程において、電着樹脂を含む塗料を用いて電着塗装を行うことにより、金属基材の表面に塗膜が形成される。その後、加熱工程において、電着樹脂の焼失温度以上の温度に塗膜が加熱され、さらに、無機ガラス粒子の軟化点以上の温度に塗膜が加熱される。その結果、表面に凹部を有する表面被覆層が形成される。表面に凹部を有する表面被覆層が形成される理由については、上述した通りである。
また、上記加熱工程では、無機ガラス粒子の軟化点以上の温度に塗膜を加熱するため、無機ガラス粒子が融解する。従って、塗膜の膜厚の低減率が大きくなり、凹部を有する表面被覆層がより形成されやすくなると考えられる。
このように、上記工程を経て製造された排気管は、表面被覆層の表面に凹部が形成されているため、排気管の表面積が大きく、排気管の見かけ上の放射率が高くなる。そのため、当該排気管は、放射伝熱が促進されることにより、放熱性に優れた排気管となる。
また、表面被覆層の表面に形成された凹部により、熱応力を分散させるための非固定端を多く設定することができる。また、表面被覆層の表面に形成された凹部により、表面被覆層のなかに膜厚の薄い部分ができ、その部分では厚み方向における温度差が小さくなるため、表面被覆層の内部において熱応力が生じ難い。そのため、熱衝撃による熱応力を緩和することが可能となり、表面被覆層の剥れを防止することができる。その結果、本発明により得られる排気管は、高い放熱性を維持することができると考えられる。
このように、本実施形態に係る排気管の製造方法によれば、凹部を効率的に形成することが可能であり、放熱性に優れた排気管を得ることができる。
さらに、加熱工程において、無機ガラス粒子を融解させ焼結させるため、表面被覆層と金属基材との密着性を向上させることができる。その結果、排気管の耐熱衝撃性を高めることができる。
【0083】
(2)本実施形態に係る排気管の製造方法において、上記加熱工程は、上記塗膜形成工程の後、上記電着樹脂の焼失温度以上の温度で、塗膜の温度を所定時間保持し、上記電着樹脂を焼失させる脱脂工程と、上記脱脂工程の後、上記無機ガラス粒子の軟化点以上の温度に塗膜を加熱する焼成工程とを含む。
塗膜形成工程と焼成工程との間に脱脂工程を経ることによって、急速加熱による突沸に起因して巨大な凹部が表面被覆層に発生することが抑制され、適度な大きさの凹部を形成することができる。その結果、表面積の大きな排気管を得ることができる。
【0084】
(3)本実施形態に係る排気管の製造方法において、上記電着樹脂は、互いにTgの異なる複数種類の電着樹脂からなる。
これにより、塗料の塗装時に温度の影響を受けにくくなり、比較的広い温度範囲で、安定した塗膜形成を行うことが可能になり、塗料の塗装時の温度依存性を緩和することができると考えられる。
その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0085】
(4)本実施形態に係る排気管の製造方法において、上記電着樹脂は、Tgが5〜50℃である。
電着樹脂のTgが5℃未満である場合、塗膜としても粘性が低く、流動しやすいものとなる。従って、電着塗装中、一旦塗膜にパスが形成されても、周囲の電着樹脂が軟化し流動することにより、当該パスを塗膜が埋めてしまいやすくなる。また、電着樹脂のTgが50℃を超えると、逆に、室温において電着樹脂が硬すぎて流動しにくくなる。その結果、所望のパスが塗膜に形成されにくくなる。
これに対し、本実施形態に係る製造方法によれば、電着樹脂のTgが上記範囲にあるため、電着樹脂の流動性を適度なものとすることができる。これにより、電着塗装中、好適にパスを形成することができ、その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0086】
(5)本実施形態に係る排気管の製造方法において、上記電着樹脂は、アニオン型電着樹脂である。
排気管の表面に所望の凹部を形成するためには、塗料の安定性を高め、粒子の沈降を抑制する必要がある。塗料の安定性が悪く、粒子の沈降が著しい場合には、金属基材の水平面部分に多量の粒子が降り注ぐため、凹部を好適に形成することができない。
本実施形態に係る排気管の製造方法によれば、電着樹脂として、アニオン型電着樹脂が使用されるため、無機粒子の表面電荷及び無機ガラス粒子の表面電荷の相性がよくなり、アニオン型電着樹脂が無機粒子及び無機ガラス粒子の沈降を抑制する働きをするため、塗料の安定性を高めることが可能になり、塗膜の形成を好適に行うことができる。
その結果、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0087】
(6)本実施形態に係る排気管の製造方法において、上記塗料には、無機粒子が含まれる。
無機粒子は、材料物性として放射率が高いために、加熱された際に赤外線が強く放射される。これは、次式(4)で表されるステファン・ボルツマンの定義による。
q = εσ(T14−T24)・・・(4)
(σ:ステファン・ボルツマン定数・・・5.67×10−8[W/m2・K4]、q:熱流束[W/m2]、ε:放射率、T1:加熱体温度[K]、T2:受熱体温度[K])
従って、無機粒子を含む塗料を塗装して得られる排気管は、表面被覆層中の無機粒子からの赤外線の放射が生じるため、表面被覆層の放射率が高くなり、高温での放熱性に優れた排気管となると考えられる。
また、焼成の際に軟化した無機ガラス粒子の流動性が低くなり、凹部周辺部での塗膜の流動が抑制されるため、表面被覆層の表面に凹部が形成されやすくなると考えられる。
以上により、放熱性に一層優れた排気管を得ることができると考えられる。
【0088】
(7)本実施形態に係る排気管の製造方法においては、無機ガラス粒子の平均粒子径が3μm以下であり、無機粒子の平均粒子径が3μm以下である。
無機ガラス粒子及び無機粒子の平均粒子径が大きい場合(例えば、平均粒子径が10μm程度の場合)、大きな粒子が含まれることにより、粒子の大きさが不均一になりやすくなる。この場合、電着塗装中、局所的に塗膜の流動が妨げられるため、パスが形成されにくく、その結果、排気管の表面に凹部が形成されにくくなる。
これに対し、本実施形態に係る排気管の製造方法によれば、無機ガラス粒子及び無機粒子が小さいため、無機ガラス粒子及び無機粒子の分布を均一にすることができる。その結果、排気管の表面に凹部が形成されやすくなると考えられる。
また、無機ガラス粒子が大きい場合(例えば、平均粒子径が10μm程度の場合)、焼成の際に、軟化した無機ガラス粒子が排気管の表面の凹部を埋めてしまい、排気管の表面に凹部を良好に形成することができなくなると考えられる。
一方、無機粒子が大きい場合(例えば、平均粒子径が10μm程度の場合)にも、焼成の際に、軟化して液状となっている無機ガラス粒子の中に、固体の無機粒子が分散した状態となる。この際、無機粒子が大きい場合には、無機粒子が小さい場合と比較して、軟化した無機ガラス粒子と無機粒子との複合体の粘性が低く流動性がよいため、該複合体が排気管の表面の凹部を埋めてしまうと考えられる。
さらに、無機ガラス粒子及び無機粒子の平均粒子径が小さいため、電着塗装の際、無機ガラス粒子及び無機粒子を塗料の溶液中で安定化させることができると考えられる。
塗液中の粒子は、粒子径が小さい方が安定的に存在することができる。これは、次式(5)のストークスの式で示される。
Vs=Dp2(ρp−ρf)g/18η・・・(5)
(Vs:粒子の終端速度[m/s]、Dp:粒子径[m]、ρp:粒子の密度[kg/m3]、ρf:流体の密度[kg/m3]、g:重力加速度[m/s2]、η:流体の粘度[Pa・s])
従って、無機ガラス粒子及び無機粒子として、粒径が小さな粒子を用いると、電着塗装の際、塗液中での沈降速度を小さくすることができ、無機ガラス粒子及び無機粒子を塗液中において安定させることができる。
以上の理由から、表面被覆層の表面に所望の凹部が形成された排気管を得ることができると考えられる。
【0089】
(8)本実施形態に係る排気管の製造方法においては、無機粒子と無機ガラス粒子との合計重量に対する電着樹脂の重量比が、1.0〜3.5である。
塗料に含まれる電着樹脂の量が多すぎると、無機粒子及び無機ガラス粒子の体積率が低くなり、塗膜内において無機粒子及び無機ガラス粒子が各々離れた状態になる。従って、無機粒子及び無機ガラス粒子が連結されていないため、電着樹脂の脱脂の際に、加熱されて電着樹脂が焼失すると、無機粒子及び無機ガラス粒子は、崩れて脱落を生じやすくなる。
なお、脱脂とは、電着樹脂を加熱により焼失させることである。
逆に、塗料に含まれる電着樹脂の量が少なすぎると、塗料に含まれる無機粒子及び無機ガラス粒子の密度が高く、電着塗装により析出した塗膜内の固形分(粒子)の割合も高くなる。従って、電着通電中の塗膜の流動性が悪いために、パス形成及びパス周辺部での塗膜形成が進みにくい。その結果として、排気管の表面に所望の凹部も形成されにくくなる。また、塗料に含まれる無機粒子及び無機ガラス粒子が多すぎると、無機粒子及び無機ガラス粒子の沈降も生じやすくなり、塗液中の粒子濃度が変化しやすくなるため、塗装条件が変動してしまう。その結果、安定した膜形成をしにくくなる。また、電着槽底面への粒子の堆積も問題となる。
無機粒子と無機ガラス粒子との合計重量に対する電着樹脂の重量比が、1.0〜3.5であると、このような問題を生じさせることなく、排気管の表面に所望の表面被覆層を形成することができる。
【0090】
(実施例)
以下、実施例を掲げて本発明をさらに詳しく説明するが、本発明はこれらの実施例のみに限定されない。
【0091】
(実施例1)
(1)塗料の作製
無機粒子の粉末として、MnO2粉末24重量部、FeO粉末8重量部、CuO粉末4重量部、及び、CoO粉末4重量部からなる金属酸化物の粉末を準備した。無機粒子の平均粒子径は、0.8μmであった。
また、無機ガラス粒子の粉末として、旭硝子株式会社製K807(SiO2−BaO−B2O3系ガラス粉末、軟化点720℃)60重量部を準備した。無機ガラス粒子の平均粒子径は、0.9μmであった。
上記無機粒子の粉末と上記無機ガラス粒子の粉末とを乾式混合し、混合粉末を作製した。
さらに、反応容器に、単量体組成物と溶媒と重合開始剤とを添加し、単量体組成物を重合させることにより、アニオン型電着樹脂を作製した。具体的には、単量体組成物として、エチルアクリレート13重量部、2−エチルヘキシルメタクリレート30重量部、メチルメタクリレート31重量部、アクリル酸9重量部、2−ヒドロキシエチルアクリレート17重量部、及び、N−メチロールメタクリルアミド4重量部を添加した。また、溶媒として、イソプロピルアルコール(IPA)54重量部、及び、ブチルセロソルブ15重量部を添加した。また、重合開始剤として、アゾビスイソブチロニトリル3重量部を添加した。
上記混合粉末に、有機結合材として、上記重合により得られたアニオン型電着樹脂170重量部を添加し混合した。
その後、純水1500重量部、その他の各種添加剤を添加し混合することにより、塗料を作製した。
作製した塗料の固形分濃度は、15重量%であった。
DSC(示差走査熱量測定装置)(エスアイアイ・ナノテクノロジー株式会社製 EXSTAR DSC6220)を用いて、上記アニオン型電着樹脂のTgを測定したところ、Tgは25℃であった。
【0092】
(2)金属基材の準備
金属基材として、幅100mm、長さ100mm、厚さ2mmの板状のステンレス基材(SUS430製)を準備した。この金属基材を、アルコール溶媒中で超音波洗浄を行い、続いて、サンドブラスト処理を行って金属基材の表面を粗化した。サンドブラスト処理は、♯100のAl2O3砥粒を用いて10分間行った。
表面粗さ測定機(株式会社東京精密製 HANDY SURF E−35B)を用いて、金属基材の表面の粗さを測定したところ、金属基材の表面の粗さは、RzJIS=8.8μmであった。
【0093】
(3)塗膜の形成
上記(1)の工程で作製した塗料0.7gを、上記(2)の工程で準備した金属基材の表面に、電着塗装により均一に塗装した。具体的には、上記塗料中に、上記金属基材と電極板を配置し、上記金属基材を陽極として機能させ、上記電極板を陰極として機能させて、電圧を印加した。
電着塗装は、電圧100V、浴温26〜32℃、通電時間3分間として、回転式攪拌機を使用して、塗料を攪拌状態にして行った。塗料の固形分濃度は15重量%であり、pHは8.0〜9.5であった。
【0094】
(4)乾燥及び硬化
上記(3)の工程により塗料が塗布された金属基材を、乾燥機内で、160℃で60分間加熱することにより、金属基材の表面に形成された塗料の塗膜を乾燥させ、硬化させた。
【0095】
(5)脱脂
上記(4)の工程の後、上記金属基材を、加熱炉で、400℃で60分間加熱することにより、塗膜に含まれる電着樹脂を焼失させた。
上記(4)乾燥及び硬化の工程における加熱温度(160℃)から、本工程における加熱温度(400℃)までの昇温速度は、4.0℃/分であった。
【0096】
(6)焼成
上記(5)の工程の後、上記金属基材を、加熱炉で、850℃で20分間加熱することにより、塗膜に焼成処理を施した。
上記(5)脱脂の工程における加熱温度(400℃)から、本工程における加熱温度(850℃)までの昇温速度は、9.0℃/分であった。
【0097】
以上の工程を経ることにより、金属基材の表面上に表面被覆層が形成された塗料の焼付サンプルを作製した。
【0098】
(実施例2)
実施例1の(1)塗料の作製の工程において、無機粒子の粉末の配合量を0重量部とし、塗料に無機粒子を含めなかった点、及び、無機ガラス粒子の粉末の配合量を100重量部とした点以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
【0099】
(実施例3)
昇温速度を速めた以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
(4)乾燥及び硬化の工程における加熱温度(160℃)から、(5)脱脂の工程における加熱温度(400℃)までの昇温速度は、15.0℃/分であった。
(5)脱脂の工程における加熱温度(400℃)から、(6)焼成の工程における加熱温度(850℃)までの昇温速度は、25.0℃/分であった。
【0100】
(実施例4)
昇温速度を速めた以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
(4)乾燥及び硬化の工程における加熱温度(160℃)から、(5)脱脂の工程における加熱温度(400℃)までの昇温速度は、10.0℃/分であった。
(5)脱脂の工程における加熱温度(400℃)から、(6)焼成の工程における加熱温度(850℃)までの昇温速度は、15.0℃/分であった。
【0101】
(実施例5)
昇温速度を遅くした以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
(4)乾燥及び硬化の工程における加熱温度(160℃)から、(5)脱脂の工程における加熱温度(400℃)までの昇温速度は、2.0℃/分であった。
(5)脱脂の工程における加熱温度(400℃)から、(6)焼成の工程における加熱温度(850℃)までの昇温速度は、4.0℃/分であった。
【0102】
(実施例6)
実施例1の(1)塗料の作製の工程において、電着樹脂として、互いにTgの異なる2種類のアニオン型電着樹脂(Tgは5℃、及び、Tgは50℃)を用いた点以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。なお、2種類のアニオン型電着樹脂の配合量は、それぞれ、85重量部、85重量部とした。
上記アニオン型電着樹脂(Tgは5℃)は、反応容器に、単量体組成物と溶媒と重合開始剤とを添加し、単量体組成物を重合させることにより作製した。具体的には、単量体組成物として、エチルアクリレート28重量部、2−エチルヘキシルメタクリレート32重量部、メチルメタクリレート14重量部、アクリル酸9重量部、2−ヒドロキシエチルアクリレート17重量部、及び、N−メチロールメタクリルアミド4重量部を添加した。また、溶媒として、イソプロピルアルコール(IPA)54重量部、及び、ブチルセロソルブ15重量部を添加した。また、重合開始剤として、アゾビスイソブチロニトリル3重量部を添加した。
上記アニオン型電着樹脂(Tgは50℃)は、反応容器に、単量体組成物と溶媒と重合開始剤とを添加し、単量体組成物を重合させることにより作製した。具体的には、単量体組成物として、エチルアクリレート4重量部、2−エチルヘキシルメタクリレート20重量部、メチルメタクリレート50重量部、アクリル酸9重量部、2−ヒドロキシエチルアクリレート17重量部、及び、N−メチロールメタクリルアミド4重量部を添加した。また、溶媒として、イソプロピルアルコール(IPA)54重量部、及び、ブチルセロソルブ15重量部を添加した。また、重合開始剤として、アゾビスイソブチロニトリル3重量部を添加した。
【0103】
(実施例7)
実施例1の(1)塗料の作製の工程において、平均粒子径が3.8μmの無機粒子、及び、平均粒子径が4.3μmの無機ガラス粒子を用いた点以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
【0104】
(実施例8)
実施例1の(5)脱脂の工程を経ずに上記(6)焼成の工程を行った点以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
(4)乾燥及び硬化の工程における加熱温度(160℃)から、(6)焼成の工程における加熱温度(850℃)までの昇温速度は、9.0℃/分であった。
【0105】
(比較例1)
実施例1の(1)塗料の作製の工程において、有機結合材としてアニオン型電着樹脂の代わりにメチルセルロース(キシダ化学製メチルセルロース25)を用いた点、及び、平均粒子径が3.8μmの無機粒子と平均粒子径が4.3μmの無機ガラス粒子を用いた点、(3)塗膜の形成の工程において、塗料の電着塗装の代わりにスプレーコート(霧化塗装)により塗装を行った点、並びに、(5)脱脂の工程を経ずに(6)焼成の工程を行った点以外は、実施例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
(4)乾燥及び硬化の工程における加熱温度(160℃)から、(6)焼成の工程における加熱温度(850℃)までの昇温速度は、9.0℃/分であった。
その後、カッターを用いて、塗料の焼付サンプルの縦及び横の両方向に、密度30本/cmで碁盤目状のキズをつけることにより、塗料の焼付サンプルに凹部を形成した。
【0106】
(比較例2)
比較例1と同様の工程を経ることにより、塗料の焼付サンプルを作製したが、カッターを用いて、塗料の焼付サンプルの縦及び横の両方向に、碁盤目状のキズをつけることにより、塗料の焼付サンプルに凹部を形成しなかった。なお、比較例2の焼付サンプルは、従来技術(例えば、特許文献1及び2に記載の技術)に相当する。
【0107】
(比較例3)
比較例1の(1)塗料の作製の工程において、無機粒子の粉末の配合量を0重量部とし、塗料に無機粒子を含めなかった点、及び、無機ガラス粒子の粉末の配合量を100重量部とした点以外は、比較例1と同様の工程を経ることにより、塗料の焼付サンプルを作製した。
【0108】
(比較例4)
実施例1の(6)焼成の工程を行わなかった点以外は、実施例1と同様の工程を経ることにより、サンプルを作製した。
【0109】
実施例1〜8、及び、比較例1〜4のそれぞれの塗料の焼付サンプルについて、以下の評価を行った。
【0110】
(放射率の評価)
KEM社製放射率計D&S AERDを用いて、実施例1〜8及び比較例1〜4の各塗料の焼付サンプルの放射率を計測し、その結果を表1に示す。
表1の放射率に対する判定結果は、「◎」、「○」、「△」、「−」、及び、「×」の5段階で行った。「−」は、比較例2(従来技術)と比較して、放射率に変化がなかったものを示す。「△」は、比較例2(従来技術)と比較して、放射率が僅かに(0.01)向上したことを示す。「○」は、比較例2(従来技術)と比較して、放射率が比較的(0.02〜0.05)向上したことを示す。「◎」は、比較例2(従来技術)と比較して、放射率が大きく(0.06以上)向上したことを示す。「×」は、比較例2(従来技術)と比較して、放射率が悪くなったことを示す。
放射率の評価の結果、「◎」は、実施例1、「○」は、実施例2、4、及び6、並びに、比較例1、「△」は、実施例3、5、及び7、「−」は、実施例8、並びに、比較例2及び4、「×」は、比較例3であった。
【0111】
(耐熱衝撃性の評価)
実施例1〜8及び比較例1〜4の各塗料の焼付サンプルを加熱炉で850℃で10分間加熱して、冷却する間を置かずにそのまま25℃の水に投入し、表面被覆層(各塗料の焼き付けられた塗装)に脱落又はクラックが発生するか否かを目視にて観察し、その結果を表1に示す。
表1の耐熱衝撃性に対する判定結果は、「○」、「△」、及び、「×」の3段階で行った。「○」は、脱落及びクラックが発生しなかったことを示す。「△」は、脱落は発生しなかったがクラックが発生したことを示す。「×」は、クラックが発生して脱落が発生したことを示す。脱落とクラックとでは、クラックよりも脱落の方が表面被覆層の損傷の程度が大きいため、脱落が発生していれば、「×」と判定した。
耐熱衝撃性の評価の結果、「○」は、実施例1〜8、「△」は、比較例1及び2、「×」は、比較例3及び4であった。
【0112】
(総合判定)
放射率及び耐熱衝撃性の評価に基づいて、実施例1〜8、及び、比較例1〜4のそれぞれの結果について、表1に示す総合判定を行った。
総合判定は、「◎」、「○」、「△」、及び、「×」の4段階で行った。放射率の評価が「◎」であり耐熱衝撃性の評価が「○」のものを、「◎」と判定し、放射率の評価が「○」、「△」、又は「−」であり耐熱衝撃性の評価が「○」のものを、「○」と判定し、放射率の評価が「○」であり耐熱衝撃性の評価が「△」のものを、「△」と判定し、放射率の評価が「△」、「−」、又は、「×」であり耐熱衝撃性の評価が「△」又は「×」のものを、「×」と判定した。
「◎」が最もよい評価であり、「○」が「◎」の次によい評価であり、「△」が「○」の次によい評価であり、「×」が最も悪い評価であることを示す。
【0113】
【表1】
【0114】
また、表面被覆層の凹部の有無及びその形状を観察するとともに、表面被覆層の膜厚(図5の距離D)、凹部の直径、凹部の密度、及び、凹部の膜厚(図5の距離d参照)を測定し、その結果を表2に示す。表面被覆層の膜厚は、試験片の断面をSEMで測定した。凹部の直径は、試験片の表面をSEMで測定した。凹部の密度は、試験片の表面をSEMで測定した。凹部の膜厚は、試験片の断面をSEMで測定した。
凹部の形状とは、基材の表面に対し垂直方向から見た形状である。当該形状が略円形状である場合、当該略円内で直線を引いたときの最大の長さを凹部の直径とし、当該形状が直線である場合、当該直線の幅を凹部の直径とした。
表2中、「貫通有り」とは、「凹部が表面被覆層を貫通している」こと、すなわち、凹部の膜厚d=0であることを示し、「貫通無し」とは、「凹部が表面被覆層を貫通していない」こと、すなわち、凹部の膜厚d>0であることを示す。
【0115】
【表2】
【0116】
総合判定は、比較例1〜3よりも、実施例1〜8の方が評価が高かった。
これは、比較例1〜3では、有機結合材としてメチルセルロースを使用したのに対し、実施例1〜8では、有機結合材として電着樹脂を使用したためであると考えられる。
すなわち、本実施形態に係る排気管の製造方法の作用効果(1)で説明したように、実施例1〜8では、電着樹脂を使用したことにより表面被覆層に凹部が形成されたためであると考えられる。
【0117】
また、総合判定は、比較例4よりも、実施例1〜8の方が評価が高かった。
これは、比較例4では、焼成の工程を行わなかったのに対し、実施例1〜8では、焼成の工程を行ったためであると考えられる。
すなわち、本実施形態に係る排気管の製造方法の作用効果(1)で説明したように、実施例1〜8では、加熱工程において、無機ガラス粒子を融解させ焼結させるため、表面被覆層と金属基材との密着性を向上させることができたためであると考えられる。
【0118】
また、放射率の評価は、実施例8よりも、実施例1〜7の方が高かった。
これは、実施例8では、脱脂の工程を行わなかったのに対し、実施例1〜7では、脱脂の工程を行ったためであると考えられる。
すなわち、本実施形態に係る排気管の製造方法の作用効果(2)で説明したように、実施例1〜7では、塗膜形成工程と焼成工程との間に脱脂工程を経ることによって、急速加熱による突沸に起因して巨大な凹部が発生することが抑制され、適度な大きさの凹部を形成することができたためであると考えられる。
また、この結果は、脱脂の工程を行った方が望ましいことを示している。
もっとも、総合判定では、比較例1〜4よりも実施例8の方が評価が高い結果となっている。すなわち、実施例8においては、脱脂の工程を行わなくても、電着樹脂を使用するとともに焼成の工程を行うことにより、比較例1〜4よりも望ましい結果が得られている。このような結果に基づいて、本実施形態においては、上述したように、脱脂の工程を必須の構成としていない。
【0119】
また、放射率は、実施例1が0.87、実施例2が0.84であり、実施例2よりも、実施例1の方が評価が高かった。
これは、実施例2では、無機粒子を含まない塗料を使用したのに対し、実施例1では、無機粒子を含む塗料を使用したためであると考えられる。
すなわち、本実施形態に係る排気管の製造方法の作用効果(6)で説明したように、実施例1では、無機粒子を含む塗料を使用したことにより、表面被覆層中の無機粒子からの赤外線の放射が生じ、また、焼成の際に凹部周辺部での塗膜の流動が抑制されるため、表面被覆層の表面に凹部が形成されやすくなったためであると考えられる。
【0120】
また、放射率の評価は、実施例3〜5(放射率はそれぞれ、0.82、0.85、0.82)よりも、実施例1(放射率0.87)の方が高かった。
これは、昇温速度の違いによると考えられる。
すなわち、(4)乾燥及び硬化の工程における加熱温度(160℃)から(5)脱脂の工程における加熱温度(400℃)までの昇温速度、及び、(5)脱脂の工程における加熱温度(400℃)から(6)焼成の工程における加熱温度(850℃)までの昇温速度が、実施例1では好適な速度(9.0℃/分)であったのに対し、実施例3(25.0℃/分)及び実施例4(15.0℃/分)では、実施例1(9.0℃/分)よりも速く、実施例5(4.0℃/分)では、実施例1(9.0℃/分)よりも遅かったためであると考えられる。
【0121】
また、放射率の評価は、実施例7(放射率0.82)よりも、実施例1(放射率0.87)の方が高かった。
これは、実施例7では、平均粒子径が4.3μmと大きな無機ガラス粒子、及び、平均粒子径が3.8μmと大きな無機粒子を使用したのに対し、実施例1では、平均粒子径が0.9μmと小さな無機ガラス粒子、及び、平均粒子径が0.8μmと小さな無機粒子を使用したためであると考えられる。
すなわち、本実施形態に係る排気管の製造方法の作用効果(7)で説明したように、実施例1では、平均粒子径の小さな無機ガラス粒子及び無機粒子を使用したことにより、無機ガラス粒子及び無機粒子を塗液中において安定させること等が可能となり、その結果、表面被覆層の表面に所望の凹部が形成されたためであると考えられる。
【0122】
(その他の実施形態)
上述した実施形態のように、金属基材の形状は、円筒形状とすることが望ましい。金属基材の形状は、円筒形状に限定されず、平板、半円筒状であってもよく、その断面の外縁の形状も、円形であってもよいし、楕円形、多角形等の形状であってもよい。
【0123】
塗料を塗布する金属基材の面は、必ずしも金属基材の外周面上全体である必要はなく、金属基材の外周面上の一部であってもよい。
ただし、金属基材の外周面上の一部にのみ塗料が塗布される場合、塗料が塗布される部分の面積は、金属基材の外周面全体の面積の10%以上であることが望ましく、50%以上であることがより望ましく、80%以上であることがさらに望ましい。塗料が塗布される部分の面積が金属基材の外周面全体の面積の10%未満である場合、塗料の塗布面積が少なすぎて、排気管内部の温度上昇を効果的に抑制することができない。
【0124】
円筒形状の金属基材を用いた場合、塗料を塗布する面は、金属基材の外周面ではなく、金属基材の内周面であってもよい。なお、金属基材の外周面とは、金属基材の表面のうち、面積が大きい側の表面であり、金属基材の内周面とは、金属基材の表面のうち、面積が小さい側の表面のことをいう。
また、塗料を塗布する面は、金属基材の両面であってもよい。
【0125】
本発明の排気管の製造方法は、無機ガラス粒子と電着樹脂とを含む塗料を用いて電着塗装を行った後、電着樹脂の焼失温度以上の温度に塗膜を加熱し、さらに、無機ガラス粒子の軟化点以上の温度に塗膜を加熱すること、が必須の構成要素である。
係る必須の構成要素に、上述した実施形態で詳述した種々の構成(例えば、無機ガラス粒子の種類、無機粒子の種類等)を適宜組み合わせることにより所望の効果を得ることができる。
【符号の説明】
【0126】
1 排気管
10 金属基材
20 表面被覆層
30 凹部
【特許請求の範囲】
【請求項1】
金属基材と、前記金属基材の表面上に形成された表面被覆層とを備えた排気管の製造方法であって、
無機ガラス粒子と電着樹脂とを含む塗料を用いて電着塗装を行うことにより、前記金属基材の表面に塗膜を形成する塗膜形成工程と、
前記塗膜形成工程の後、前記電着樹脂の焼失温度以上の温度に塗膜を加熱し、さらに、前記無機ガラス粒子の軟化点以上の温度に塗膜を加熱する加熱工程とを含むことを特徴とする排気管の製造方法。
【請求項2】
前記加熱工程は、
前記塗膜形成工程の後、前記電着樹脂の焼失温度以上の温度で、塗膜の温度を所定時間保持し、前記電着樹脂を焼失させる脱脂工程と、
前記脱脂工程の後、前記無機ガラス粒子の軟化点以上の温度に塗膜を加熱する焼成工程とを含む請求項1に記載の排気管の製造方法。
【請求項3】
前記無機ガラス粒子の軟化点以上の温度は、500〜1000℃である請求項1又は2に記載の排気管の製造方法。
【請求項4】
前記電着樹脂の焼失温度以上の温度は、300〜600℃である請求項1〜3のいずれかに記載の排気管の製造方法。
【請求項5】
前記電着樹脂は、互いにTgの異なる複数種類の電着樹脂からなる請求項1〜4のいずれかに記載の排気管の製造方法。
【請求項6】
前記電着樹脂は、Tgが5〜50℃である請求項1〜5のいずれかに記載の排気管の製造方法。
【請求項7】
前記電着樹脂は、アニオン型電着樹脂である請求項1〜6のいずれかに記載の排気管の製造方法。
【請求項8】
前記塗料は、さらに無機粒子を含む請求項1〜7のいずれかに記載の排気管の製造方法。
【請求項9】
前記無機ガラス粒子の平均粒子径が3μm以下である請求項1〜7のいずれかに記載の排気管の製造方法。
【請求項10】
前記無機粒子の平均粒子径が3μm以下であり、前記無機ガラス粒子の平均粒子径が3μm以下である請求項8に記載の排気管の製造方法。
【請求項11】
前記無機ガラス粒子の重量に対する前記電着樹脂の重量比が、1.0〜3.5である請求項1〜7及び9のいずれかに記載の排気管の製造方法。
【請求項12】
前記無機粒子と前記無機ガラス粒子との合計重量に対する前記電着樹脂の重量比が、1.0〜3.5である請求項8又は10に記載の排気管の製造方法。
【請求項13】
前記表面被覆層中の無機粒子の粒子間距離の平均は、3μm以下である請求項8、10、又は、12に記載の排気管の製造方法。
【請求項14】
前記無機粒子は、遷移金属の酸化物である請求項8、10、12、又は、13に記載の排気管の製造方法。
【請求項15】
前記無機ガラス粒子は、軟化点が300〜1000℃である請求項1〜14のいずれかに記載の排気管の製造方法。
【請求項1】
金属基材と、前記金属基材の表面上に形成された表面被覆層とを備えた排気管の製造方法であって、
無機ガラス粒子と電着樹脂とを含む塗料を用いて電着塗装を行うことにより、前記金属基材の表面に塗膜を形成する塗膜形成工程と、
前記塗膜形成工程の後、前記電着樹脂の焼失温度以上の温度に塗膜を加熱し、さらに、前記無機ガラス粒子の軟化点以上の温度に塗膜を加熱する加熱工程とを含むことを特徴とする排気管の製造方法。
【請求項2】
前記加熱工程は、
前記塗膜形成工程の後、前記電着樹脂の焼失温度以上の温度で、塗膜の温度を所定時間保持し、前記電着樹脂を焼失させる脱脂工程と、
前記脱脂工程の後、前記無機ガラス粒子の軟化点以上の温度に塗膜を加熱する焼成工程とを含む請求項1に記載の排気管の製造方法。
【請求項3】
前記無機ガラス粒子の軟化点以上の温度は、500〜1000℃である請求項1又は2に記載の排気管の製造方法。
【請求項4】
前記電着樹脂の焼失温度以上の温度は、300〜600℃である請求項1〜3のいずれかに記載の排気管の製造方法。
【請求項5】
前記電着樹脂は、互いにTgの異なる複数種類の電着樹脂からなる請求項1〜4のいずれかに記載の排気管の製造方法。
【請求項6】
前記電着樹脂は、Tgが5〜50℃である請求項1〜5のいずれかに記載の排気管の製造方法。
【請求項7】
前記電着樹脂は、アニオン型電着樹脂である請求項1〜6のいずれかに記載の排気管の製造方法。
【請求項8】
前記塗料は、さらに無機粒子を含む請求項1〜7のいずれかに記載の排気管の製造方法。
【請求項9】
前記無機ガラス粒子の平均粒子径が3μm以下である請求項1〜7のいずれかに記載の排気管の製造方法。
【請求項10】
前記無機粒子の平均粒子径が3μm以下であり、前記無機ガラス粒子の平均粒子径が3μm以下である請求項8に記載の排気管の製造方法。
【請求項11】
前記無機ガラス粒子の重量に対する前記電着樹脂の重量比が、1.0〜3.5である請求項1〜7及び9のいずれかに記載の排気管の製造方法。
【請求項12】
前記無機粒子と前記無機ガラス粒子との合計重量に対する前記電着樹脂の重量比が、1.0〜3.5である請求項8又は10に記載の排気管の製造方法。
【請求項13】
前記表面被覆層中の無機粒子の粒子間距離の平均は、3μm以下である請求項8、10、又は、12に記載の排気管の製造方法。
【請求項14】
前記無機粒子は、遷移金属の酸化物である請求項8、10、12、又は、13に記載の排気管の製造方法。
【請求項15】
前記無機ガラス粒子は、軟化点が300〜1000℃である請求項1〜14のいずれかに記載の排気管の製造方法。
【図1】

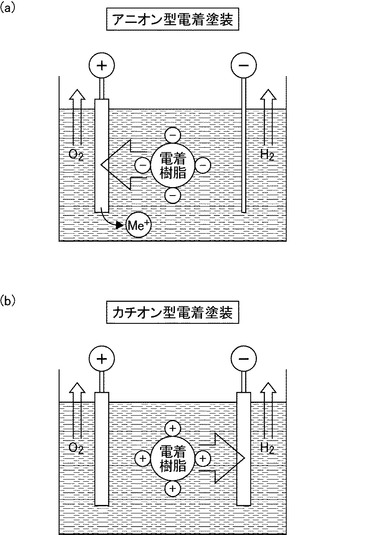
【図2】
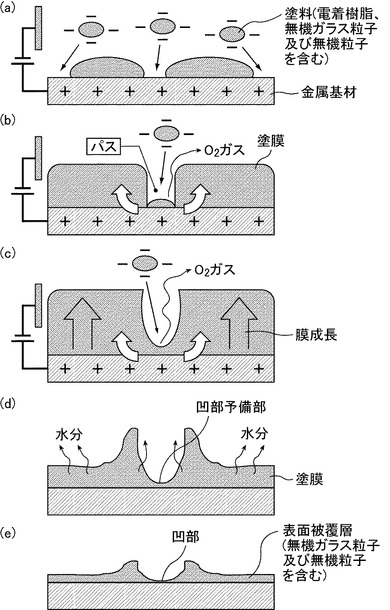
【図3】
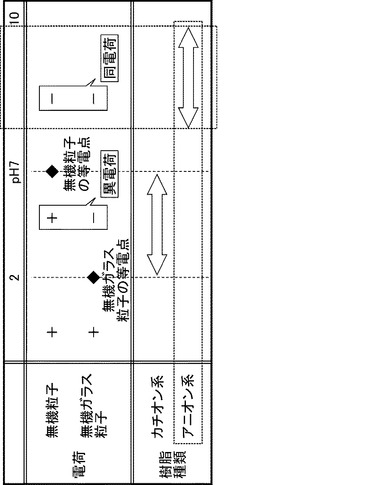
【図4】
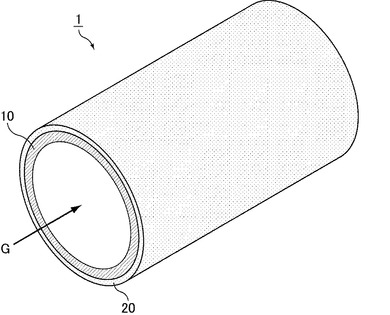
【図5】
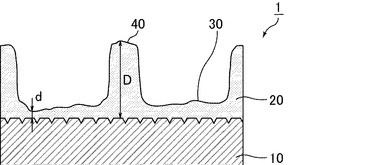
【図6】
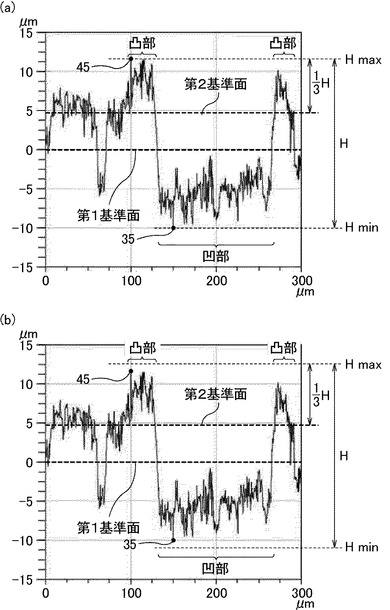
【図7】
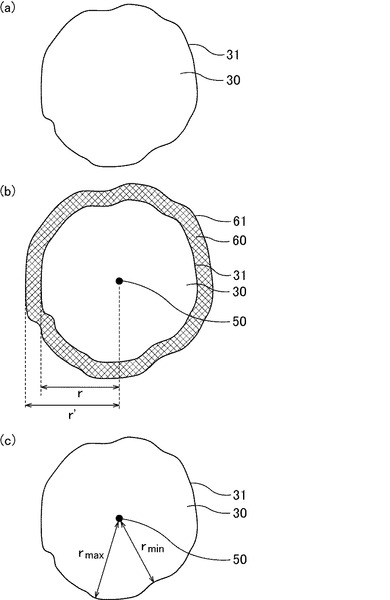
【図8】
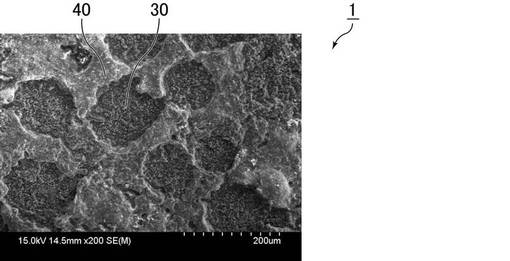
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−193407(P2012−193407A)
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願番号】特願2011−57966(P2011−57966)
【出願日】平成23年3月16日(2011.3.16)
【出願人】(000000158)イビデン株式会社 (856)
【Fターム(参考)】
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願日】平成23年3月16日(2011.3.16)
【出願人】(000000158)イビデン株式会社 (856)
【Fターム(参考)】
[ Back to top ]