
搬送装置
【課題】物品群の前後端を効率よく揃えて当該物品群を搬送する搬送装置を提供する。
【解決手段】物品群Zを搬送する搬送装置1であって、物品群Zが滑動するシュート2と、シュート2の下方端に近接配置され、滑動した物品群Zが載置される載置台3と、載置台3の上方に配置されるコンベヤ4と、を備え、コンベヤ4は、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な搬送片54を所定間隔で複数配設した無端索体51、及び、無端索体51を回転させる駆動手段6aを有する無端搬送手段を備えており、搬送片54は、シュート2の滑動面21上において物品群Zを受け止めて該物品群Zの搬送方向前端を揃えることを特徴とする搬送装置1。
【解決手段】物品群Zを搬送する搬送装置1であって、物品群Zが滑動するシュート2と、シュート2の下方端に近接配置され、滑動した物品群Zが載置される載置台3と、載置台3の上方に配置されるコンベヤ4と、を備え、コンベヤ4は、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な搬送片54を所定間隔で複数配設した無端索体51、及び、無端索体51を回転させる駆動手段6aを有する無端搬送手段を備えており、搬送片54は、シュート2の滑動面21上において物品群Zを受け止めて該物品群Zの搬送方向前端を揃えることを特徴とする搬送装置1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物品群を搬送する搬送装置に関する。
【背景技術】
【0002】
従来から食品や医薬品等の内容物を包装袋に収納した袋詰製品が数多く製造されている。このような袋詰製品は、通常、内容物が一定量ずつ包装袋に搬送され、包装袋の開口部をヒートシールにより密閉することにより製造されているが、ヒートシールによりシールされたシール部に内容物による噛み込みが発生する場合がある。例えば、内容物が、棒状物品等を複数纏めた物品群である場合、一部の物品が搬送方向前方あるいは後方に突出していると、下流側でのヒートシール処理等に際して該物品が噛み込まれる等の包装不良が発生する。内容物による噛み込みがシール部に発生すると、内容物が徐々に吸湿し、あるいは酸化してしまうので品質保持の観点から好ましくない。
【0003】
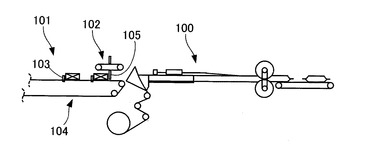
そこで、シール部への物品の噛み込みを防止するため、種々の装置が提案されている。例えば、特許文献1には、図7に示すように、包装装置100の上流側に配置され物品群を包装装置100に搬送する搬送装置101が、物品群の搬送方向前方あるいは後方に突出した物品の端面を整合させる物品整合装置102を備える構成が開示されている。この搬送装置101が有する物品整合装置102は、エンドレスチェーンに所定間隔毎に設けられたフィンガー103により物品群を押送する供給コンベヤ104の上方に配設され、エンドレスチェーンに所定間隔毎に設けられてフィンガー103間に臨む端面抑え部材105を、該フィンガー103と共に移動して物品群の前端面を位置規制し得るよう構成される。すなわち、端面抑え部材105の移動速度を増減速して、物品群を押送しているフィンガー103との離間距離を変えることで、物品群の前後両端面を整合させるよう構成している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭64-23905号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述のような物品整合装置を備える搬送装置は、物品群の前後端を揃えて搬送することが可能であり有用なものではあるが、より効率よく物品群の前後端を揃えて搬送する搬送装置の開発が望まれている。
【0006】
本発明は、このような観点からなされたものであって、物品群の前後端を効率よく揃えて当該物品群を搬送する搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の前記目的は、物品群を搬送する搬送装置であって、前記物品群が滑動するシュートと、前記シュートの下方端に近接配置され、滑動した前記物品群が載置される載置台と、前記載置台の上方に配置されるコンベヤと、を備え、前記コンベヤは、前記載置台上における前記物品群の搬送方向後端を押圧搬送可能な搬送片を所定間隔で複数配設した無端索体、及び、前記無端索体を回転させる駆動手段を有する無端搬送手段を備えており、前記搬送片は、前記シュートの滑動面上において前記物品群を受け止めて該物品群の搬送方向前端を揃えることを特徴とする搬送装置により達成される。
【0008】
この搬送装置は、物品群の搬送方向後端を押圧して搬送する搬送片が、シュートを滑り落ちてくる物品群をシュートの滑動面上において受け止めることにより物品群の搬送方向前端を揃える機能を発揮するように構成されている。つまり、重力の作用によりシュート上を滑り落ちてくる物品群の挙動を利用して物品群の搬送方向前端を揃えるように構成されているため、搬送片に複雑な動作を与えることなく物品群の搬送方向前端を効率よく揃えつつ物品群を搬送することが可能となる。
【0009】
また、上記搬送装置において、前記駆動手段は、前記各搬送片の先端部が、前記シュートの滑動面に対向する位置で減速又は停止するように駆動制御されていることが好ましい。
【0010】
このような構成により、搬送片は、シュートを滑り落ちてくる物品群をシュートの滑動面上において確実に受け止めることが可能となり、物品群の搬送方向前端をより一層効率よくかつ確実に揃えることが可能となる。
【0011】
また、前記シュートは、前記滑動面の側縁部に立設する側壁部を備えることが好ましい。
【0012】
このような構成により、シュート上を滑動する物品群が、滑動方向に対して垂直な方向にばらけて広がることを防止することができ、物品群を一纏まりの状態とすることが可能になる。
【0013】
また、前記搬送片の先端部の外縁形状は、前記物品群の搬送方向に垂直な方向における前記シュートの断面形状に対応することが好ましい。
【0014】
このような構成により、シュート上を滑り落ちてくる物品群の物品全てを搬送片が受け止めることが可能となり、物品群における一部の物品が搬送片により受け止められずに、搬送方向前方に突出してしまうことを確実に防止することができる。
【0015】
また、前記物品群を前記シュートに供給する補助コンベヤを更に備えており、 前記補助コンベヤは、前記搬送片の先端部が、前記シュートの滑動面上において前記物品群を受け止め可能なタイミングで、前記物品群を前記シュートに供給するように駆動制御されていることが好ましい。
【0016】
このような補助コンベヤを更に備えることにより、搬送片が、シュートを滑り落ちてくる物品群をシュートの滑動面上において受け止めることがより一層可能となり、物品群の搬送方向前端を効率よくかつ確実に揃えることができる。なお、当該補助コンベヤを備えることにより、各搬送片の先端部が、シュートの滑動面に対向する位置で減速又は停止するように駆動制御されていなくても、シュートの滑動面上において物品群を受け止めることが可能となり、物品群の搬送方向前端を揃えることが可能となる。
【0017】
また、前記無端搬送手段を複数備え、一方の無端搬送手段が有する搬送片と、他方の無端搬送手段が有する搬送片とを、前記物品群の搬送方向に交互に位置させることにより、対向し合う搬送片の間に前記物品群を受け入れて搬送することが好ましい。
【0018】
このような構成によれば、シュート上を滑り落ちてくる各物品群の滑動タイミングに合わせて、物品群の搬送方向に交互に配置される一方の搬送片及び他方の搬送片の動きをそれぞれ独立して制御することが可能になり、より一層効率よくかつ確実に、物品群の搬送方向前端を揃えて搬送することが可能になる。また、一方の搬送片及び他方の搬送片の動きをそれぞれ独立して制御することにより、例えば、一方の搬送片が、シュートの滑動面上において物品群を受け止めて物品群の搬送方向前端を揃えつつ、他方の搬送片が、当該物品群の搬送方向後端を押圧することにより揃えることが可能になり、物品群の前後両端面を効率よく揃えることが可能になる。
【発明の効果】
【0019】
本発明によれば、物品群の前後端を効率よく揃えて当該物品群を搬送する搬送装置を提供することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の一実施形態に係る搬送装置の概略構成図である。
【図2】図1の矢視A方向から見た概略構成図である。
【図3】図1の矢視B方向から見た概略構成図である。
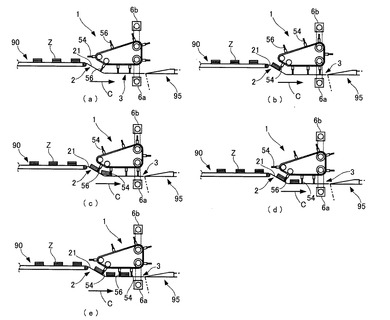
【図4】(a)〜(e)物品群が搬送される際の搬送装置及び物品群の状態を時系列的に表した説明図である。
【図5】図1に示す搬送装置の作動を説明する説明図である。
【図6】図1に示す搬送装置の変形例を示す概略構成図である。
【図7】従来の搬送装置を示す概略構成図である。
【発明を実施するための形態】
【0021】
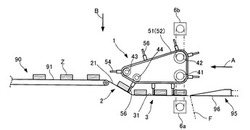
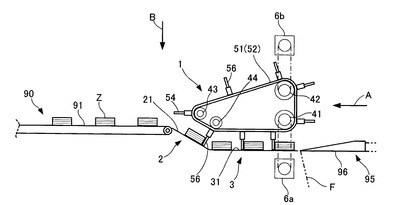
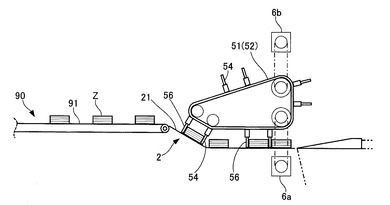
以下、本発明に係る搬送装置について、添付図面を参照して説明する。図1は、本発明の一実施形態に係る搬送装置1の概略構成図であり、図2は、図1の矢視A方向から見た概略構成図である。図3は、図1の矢視B方向から見た概略構成図である。尚、各図面は、構成の理解を容易にするため、実寸比ではなく部分的に拡大又は縮小されており、また、構成部材の一部を省略して記載している。
【0022】
本発明に係る搬送装置1は、例えば、棒状物品や粒状物品等の物品が複数集合して一群となった物品群Zを搬送するための装置であり、図1から図3に示すように、例えば、ベルトコンベヤ90と、包装装置95との間に配置される。物品群Zは、ベルトコンベヤ90、搬送装置1、包装装置95の順に搬送される。
【0023】
ここで、搬送装置1の上流側に配置されるベルトコンベヤ90は、無端ベルト91を水平方向に向けて移動して、該ベルト91に載置された物品群Zを所定間隔で搬送するものであり、ベルトコンベヤ90の物品搬送終端部が、本発明に係る搬送装置1におけるシュート2の上流側端部に近接位置し、該ベルトコンベヤ90から搬送装置1へ向けて物品群Zが移送されるよう構成される。なお、本実施形態においては、棒状物品の集合体として物品群Zが構成され、棒状物品の長手方向(軸方向)が、物品搬送方向に沿うようにベルトコンベヤ90上に載置されて搬送されるようになっている。
【0024】
また、搬送装置1の下流側に配置される包装装置95は、例えば、周知の横型製袋充填機であり、帯状フィルムFを所定形状に成形する製袋器96に向けて、本発明に係る搬送装置1から物品群Zを所定間隔毎に供給されるよう構成されている。また、本実施形態における包装装置95は、製袋器96に対して下方から帯状フィルムFが供給されて、該製袋器96により帯状のフィルムFを長手方向に沿って上方が開口する樋状に成形され、その下流側で該フィルムFは両側縁がシールされて筒状に成形される。そして、この筒状フィルム内に供給された各物品群Zの各間を、シーラ(エンドシーラ)にて挟圧してその内面同士をシール(エンドシール)するように構成されている。なお、本発明に係る搬送装置1に接続される包装装置95としては、上述の横型製袋充填機に限らず、所定間隔で物品群Zを受け入れるその他の包装機、あるいは各種の処理機であってもよい。
【0025】
ベルトコンベヤ90と包装装置95との間に配置される本発明に係る搬送装置1は、図から図3に示すように、シュート2と、載置台3と、コンベヤ4とを備えている。
【0026】
シュート2は、ベルトコンベヤ90により搬送されてきた物品群Zを載置台3へと導くための部材であり、物品群Zが滑動する滑動面21(傾斜面)と、その滑動面21の側縁部(滑動方向に沿う側縁部)に立設する側壁部22とを備えている。側壁部22は、物品群搬送方向に沿って伸びるように形成されている。このシュート2は、その上端部がベルトコンベヤ90の物品搬送終端部と近接するように配置されており、滑動面21上を物品群Zが滑り落ちるように構成されている。なお、本実施形態においては、シュート2の滑動面21の幅(図2における左右方向の寸法)は、シュート入口(滑動面21の上端側)からシュート出口(滑動面21の下端側)にかけて同一の寸法となるように形成されているが、このような構成に特に限定されず、シュート入口がシュート出口よりも幅広となるように構成することもできる。また、本実施形態においては、物品群Zの搬送方向に垂直な方向(図1における上下方向)におけるシュート2の断面形状は、略凵形状となるように形成されているが、例えば、シュート2の断面形状が、略U字形状或いは略V字形状となるように形成してもよい。なお、図1においては、シュート2の側壁部22を省略して記載している。
【0027】
載置台3は、シュート2の滑動面21上を滑り落ちてきた物品群Zが載置される部材であり、水平な載置面31と、当該載置面31の側縁(物品搬送方向に沿う側縁)に立設する側壁部32とを備えている。載置面31は、物品群Zの搬送方向に沿って直線状に延びるように構成されており、側壁部32は、物品群搬送方向に沿って伸びるように形成されている。載置面31の上流側端部は、シュート2の下方端に近接配置されており、また、下流側端部は、包装装置95に近接配置されるように構成されている。なお、図1においては、載置台3の側壁部32を省略して記載している。
【0028】
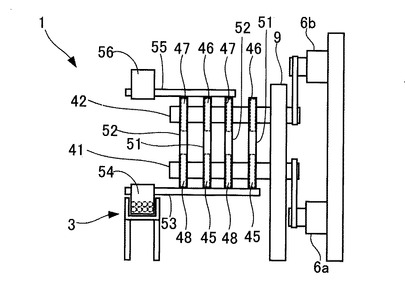
コンベヤ4は、シュート2上を滑り落ち、載置台3に載置された物品群Zを包装装置95に向けて搬送する装置であり、載置台3の上方に配置されるようにコンベヤフレーム9に取り付けられている。なお、図1においてはコンベヤフレーム9を省略して記載している。コンベヤ4は、コンベヤフレーム9に回転自在に枢支される第1駆動軸41、第2駆動軸42、第3駆動軸43及び第4駆動軸44を備えている。第1駆動軸41及び第2駆動軸42は、上下方向に離間して配置されており、両駆動軸41,42は、物品搬送方向と水平に直交するよう延在している。これら第1駆動軸41及び第2駆動軸42は、シュート2に対して物品搬送方向下流側に配置されている。下方に位置する第1駆動軸41には、図2及び図3に示すように、軸方向に所定間隔離間して一対の第1駆動回転体45,45が、該第1駆動軸41とそれぞれ一体回転可能に配設される。また、上方に位置する第2駆動軸42における第1駆動回転体45,45と対応する位置に第1従動回転体46,46が夫々自由回転可能に配設されている。
【0029】
また、第2駆動軸42における各第1従動回転体46,46に隣接する位置に、第2駆動回転体47,47がそれぞれ第2駆動軸42と一体回転可能に配設される。また、第1駆動軸41における第2駆動回転体47,47と対応する位置に第2従動回転体48,48が自由回転可能に配設されている。なお、各第1駆動回転体45,45、各第2駆動回転体47,47、各第1従動回転体46,46及び各第2従動回転体48,48は、同径となるように設定されている。
【0030】
また、第3駆動軸43及び第4駆動軸44は、第1駆動軸41及び第2駆動軸42よりも物品搬送方向上流側であって、シュート2の上方に配置されている。第3駆動軸43及び第4駆動軸44は、物品搬送方向と水平に直交するよう延在している。第3駆動軸43には、軸方向に所定間隔離間して複数の第3従動回転体49が自由回転可能に配設されており、第4駆動軸44には、軸方向に所定間隔離間して複数の第4従動回転体50が自由回転可能に配設されている。なお、各第3従動回転体49は、第1駆動軸41における各第1駆動回転体45,45及び各第2従動回転体48,48と対応する位置にそれぞれ配設されており、また、各第4従動回転体50も、各第3従動回転体49と同様に、第1駆動軸41における各第1駆動回転体45,45及び各第2従動回転体48,48と対応する位置にそれぞれ配設されている。
【0031】
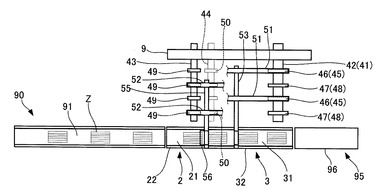
また、各第1駆動回転体45,45、各第1従動回転体46,46、第1駆動回転体45,45に対応する位置に配置される各第3従動回転体49、及び、第1駆動回転体45,45に対応する位置に配置される各第4従動回転体50を巻回するように第1無端索体51,51がそれぞれ巻掛けられている。同様に、各第2駆動回転体47,47、各第2従動回転体48,48、第2従動回転体48,48に対応する位置に配置される各第3従動回転体49、及び、第2従動回転体48,48に対応する位置に配置される各第4従動回転体50を巻回するように第2無端索体52,52がそれぞれ巻掛けられている。すなわち、第1無端索体51と第2無端索体52とが、第1〜第4駆動軸44の軸方向に交互に配設される。各無端索体51,52は、同長となるように設定されている。なお、第1無端索体51及び第2無端索体52は、無端チェーンや無端ベルトにより構成されている。
【0032】
ここで、第3駆動軸43と第4駆動軸44との位置関係については、各駆動回転体45,47及び各従動回転体46,48,49,50に巻掛けられる第1無端索体51及び第2無端索体52が、図1に示すように、第3駆動軸43と第4駆動軸44との間においてシュート2の滑動面21と平行となるように、第3駆動軸43を、第4駆動軸44よりも物品搬送方向上流側の上方所定位置に配置することが好ましい。また、第1駆動軸41と第4駆動軸44との位置関係については、第1無端索体51及び第2無端索体52が、図1に示すように、第4駆動軸44と第1駆動軸41との間において載置台3の載置面31と平行となるように構成されている。
【0033】
また、第1駆動軸41および第2駆動軸42は、図1に示すように、コンベヤフレーム9に配設された対応する可変速制御可能なサーボモータ等の第1駆動手段6aおよび第2駆動手段6bに無端チェーンを介して夫々接続されて、両駆動軸41,42は独立して回転・停止制御されるよう構成されている。つまり、第1駆動手段6aを駆動することにより、第1無端索体51を移動し、第2駆動手段6bを駆動することにより、第2無端索体52を移動するようになっている。
【0034】
対をなす各第1無端索体51間には、その移動方向(周方向)に所定間隔で複数の第1支持部材53が架設され、各第1支持部材53における載置台3の載置面31上方に臨む一端部に、該無端索体の外方に延出する第1搬送片54が配設されている。この第1搬送片54は、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な部材である。また、同様に、対をなす各第2無端索体52間には、その移動方向(周方向)に所定間隔(第1支持部材53の取付け間隔と同じ間隔)で複数の第2支持部材55が架設され、各第2支持部材55における載置台3の載置面31上方に臨む一端部に、該無端索体の外方に延出する第2搬送片56が配設されている。この第2搬送片56も第1搬送片54と同様に、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な部材である。これら第1搬送体42および第2搬送体46は、第1無端索体51および第2無端索体52の回転に伴って、載置台3の載置面31の物品搬送方向に沿う鉛直面上で同じ長円形の周回軌道を移動するようになっている。なお、第1搬送片54および第2搬送片56は、無端索体51,52の回転方向に交互に位置するよう設定されている。また、第1搬送片54及び第2搬送片56の各先端部の外縁形状は、物品群Zの搬送方向に垂直な方向におけるシュート2の断面形状に対応するように構成されている。つまり、第1搬送片54及び第2搬送片56の各先端部の外縁が、シュート2の滑動面21及び当該滑動面21の側縁に立設する側壁部22に略摺接するように、或いは僅かな隙間をあけた状態となるように構成されている。
【0035】
ここで、第1搬送片54を複数有する第1無端索体51、及び、当該第1無端索体51を回転させる第1駆動手段6aは、載置台3上における物品群Zの搬送方向後端を押圧して搬送する第1の無端搬送手段を構成し、また、第2搬送片56を複数有する第2無端索体52、及び、当該第2無端索体52を回転させる第2駆動手段6bは、載置台3上における物品群Zの搬送方向後端を押圧して搬送する第2の無端搬送手段を構成する。第1搬送片54及び第2搬送片56は、物品群Zの搬送方向に交互に配置されているため、対向し合う搬送片の間(第1搬送片54及び第2搬送片56の間)に物品群Zを受け入れて搬送することが可能となる。
【0036】
本発明においては、第1搬送片54及び第2搬送片56が、シュート2の滑動面21上において物品群Zを受け止めて該物品群Zの搬送方向前端を揃えることができるように構成されている。例えば、各第1搬送片54及び各第2搬送片56の先端部が、シュート2の滑動面21に対向する位置(図1に示す位置)で減速又は停止するように第1駆動手段6a及び第2駆動手段6bがそれぞれ駆動制御されている。
【0037】
次に、本発明に係る搬送装置1の作動について図4(a)〜(e)を用いて説明する。図4(a)〜(e)は、搬送装置1により物品群Zが搬送される状態を時系列に模式的に示した図である。まず、ベルトコンベヤ90を駆動して、当該ベルトコンベヤ90上に所定間隔をあけて載置された物品群Zを搬送装置1のシュート2に向けて搬送する(図4(a))。シュート2に供給された物品群Zは、シュート2の滑動面21上を滑り落ち、シュート2の滑動面21に対向する位置(図4(b)に示す位置)で減速又は停止するように制御された第1搬送片54(或いは第2搬送片56)に受け止められ、物品群Zの搬送方向前端が揃えられる。物品群Zを受け止めた第1搬送片54(或いは第2搬送片56)は、第1駆動手段6a(第2駆動手段6b)の作用により搬送方向(図4(a)〜(e)における矢印C方向)に移動し、その移動及び物品群Zに働く重力の作用に伴い、物品群Zが、シュート2上から載置台3の載置面31上に導かれる(図4(c)に示す状態)。物品群Zを受け止めた第1搬送片54(或いは第2搬送片56)は、第1駆動手段6a(第2駆動手段6b)の更なる回転に伴い、物品群Zの搬送方向前端との当接が解除され、包装装置95側へと移動する(図4(d)に示す状態)。
【0038】
一方、第1搬送片54(或いは第2搬送片56)に受け止められた物品群Zの後側(上流側)に位置し、当該第1搬送片54(或いは第2搬送片56)に後続する第2搬送片56(或いは第1搬送片54)も同様にして、シュート2の滑動面21上を滑り落ちてくる物品群Zを受け止めてその搬送方向前端を揃えた後(図4(c)に示す状態)、当該物品群Zの搬送方向前端との当接が解除され、その後、載置面31上に載置されている先行する物品群Zの搬送方向後端を押圧して載置面31上を包装装置95に向けて搬送する(図4(e)に示す状態)。物品群Zの搬送方向後端を第2搬送片56(或いは第1搬送片54)が押圧搬送する際に、物品群Zの搬送方向後端は揃えられる。
【0039】
搬送方向前端及び搬送方向後端が揃えられた物品群Zは、第2搬送片56(或いは第1搬送片54)の移動に伴って包装装置95に向けて搬送される。包装装置95に導かれた物品群Zは、製袋器96にセッティングされる帯状フィルム上に載置され、製袋器96の作用により順次包装されることになる。製袋器96においては、物品群Zが供給された帯状フィルムFを長手方向に沿って上方が開口する樋状に成形した後、その下流側で該フィルムFの両側縁をシールすることにより帯状フィルムFを筒状に成形する。その後、この筒状フィルム内に配置された各物品群Zの各間を、シーラ(エンドシーラ)にて挟圧してその内面同士をシール(エンドシール)し、当該エンドシール部で切断することにより個々の袋詰製品が形成される。
【0040】
本発明に係る搬送装置1は、上述のように、物品群Zの搬送方向後端を押圧して搬送する搬送片(第1搬送片54又は第2搬送片56)が、シュート2を滑り落ちてくる物品群Zをシュート2の滑動面21上において受け止めることにより物品群Zの搬送方向前端を揃える機能を発揮するように構成されている。つまり、重力の作用によりシュート2上を滑り落ちてくる物品群Zの挙動を利用して物品群Zの搬送方向前端を揃えるように構成されているため、物品群Zの搬送方向前端を効率よく揃えることが可能になる。また、搬送方向前端を揃えられた物品群Zの搬送方向後端は、他の搬送片が押圧して搬送する際に揃えられるため、搬送片に複雑な動作を与えることなく物品群Zの前後両端面を効率よく揃えつつ、物品群Zを搬送することが可能になる。この結果、物品群Zを包装袋に収容して袋詰製品を製造する際に、物品群Zの一部の物品がシール部に噛み込まれる事態が発生することを防止することができる。
【0041】
また、上記搬送装置1において、第1駆動手段6a及び第2駆動手段6bは、各搬送片(第1搬送片54又は第2搬送片56)の先端部が、シュート2の滑動面21に対向する位置で減速又は停止するように駆動制御されているため、搬送片は、シュート2を滑り落ちてくる物品群Zをシュート2の滑動面21上において確実に受け止めることが可能となり、物品群Zの搬送方向前端をより一層効率よくかつ確実に揃えることが可能となる。
【0042】
また、シュート2は、前記滑動面21の側縁部に立設する側壁部22を備えるように構成されているため、シュート2上を滑動する物品群Zが、滑動方向に対して垂直な方向にばらけて広がることを防止することができ、物品群Zを一纏まりの状態として、物品群Zの前後両端面を揃えつつ搬送することが可能になる。
【0043】
また、搬送片54,56の先端部の外縁形状は、物品群Zの搬送方向に垂直な方向におけるシュート2の断面形状に対応するように構成されているため、シュート2上を滑り落ちてくる物品群Zの物品全てを搬送片が受け止めることが可能となり、物品群Zにおける一部の物品が搬送片54,56により受け止められずに、搬送方向前方に突出してしまうことを確実に防止することができる。
【0044】
また、上記搬送装置1においては、搬送装置1が、無端搬送手段を複数備えており、一方の無端搬送手段が有する搬送片(第1搬送片54)と、他方の無端搬送手段が有する搬送片(第2搬送片56)とを、物品群Zの搬送方向に交互に位置させることにより、対向し合う搬送片の間に物品群Zを受け入れて搬送できるように構成されている。このような構成を採用することにより、シュート2上を滑り落ちてくる各物品群Zの滑動タイミングに合わせて、物品群Zの搬送方向に交互に配置される第1搬送片54及び第2搬送片56の動きをそれぞれ独立して制御することが可能になり、より一層効率よくかつ確実に、物品群Zの搬送方向前端を揃えて搬送することが可能になる。また、第1搬送片54及び第2搬送片56の動きをそれぞれ独立して制御することにより、例えば、図5に示すように、第1搬送片54が、シュート2の滑動面21上において物品群Zを受け止めて物品群Zの搬送方向前端を揃えつつ、第2搬送片56が、当該物品群Zの搬送方向後端を押圧することにより揃えることが可能になり、物品群Zの前後両端面を効率よく揃えることが可能になる。
【0045】
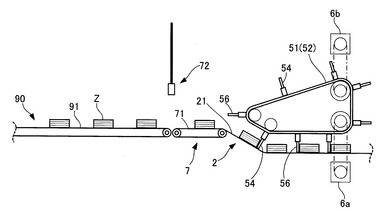
以上、本発明に係る搬送装置1の実施形態について説明したが、搬送装置1の具体的構成は、上記実施形態に限定されない。例えば、図6に示すように、シュート2の上流側に補助コンベヤ7を更に備えるように構成してもよい。この補助コンベヤ7は、無端ベルト71を水平方向に向けて移動して、該ベルト71に載置された物品群Zを搬送するものであり、ベルトコンベヤ90とシュート2の上端部との間に配置されている。補助コンベヤ7は、ベルトコンベヤ90から供給された物品群Zをシュート2に供給する機能を有している。特に、当該補助コンベヤ7は、搬送片(第1搬送片54又は第2搬送片56)の先端部が、シュート2の滑動面21上において物品群Zを受け止め可能なタイミングで、物品群Zをシュート2に供給するように駆動制御されている。具体的には、図6に示すように、ベルトコンベヤ90から補助コンベヤ7に導かれる物品群Zの供給タイミングを検出する検出手段72を備えると共に、当該検出手段72による検出値に基づいて、補助コンベヤ7による各物品群Zの搬送速度を変更することにより、搬送片54,56の先端部が、シュート2の滑動面21上において物品群Zを受け止め可能なタイミングで、物品群Zをシュート2に供給できるように構成されている。なお、補助コンベヤ7には、ベルトコンベヤ90から順次物品群Zが供給されてくるが、ベルトコンベヤ90上の各物品群Zは、補助コンベヤ7による一つの物品群Zに対するシュート2への供給動作が完了するまでは、後続の物品群Zが補助コンベヤ7に供給されないように所定間隔をあけて配置されている。また、検出手段72は、赤外線センサー、カラーマークセンサー、超音波センサー等の種々のセンサーを利用することができる。
【0046】
ベルトコンベヤ90により搬送される物品群Zは、略同一間隔をあけて載置されて搬送されるが、ベルトコンベヤ90への物品群Zの供給状況によっては、各物品群Zの間隔にずれが生じる場合があり、コンベヤ4における第1搬送片54(或いは第2搬送片56)が、シュート2の滑動面21上において物品群Zを受け止めることが困難になるおそれがある。このような場合であっても、上述の補助コンベヤ7を備えることにより、搬送片が、シュート2を滑り落ちてくる物品群Zをシュート2の滑動面21上において確実に受け止めることが可能となり、物品群Zの搬送方向前端を効率よくかつ確実に揃えることができる。また、当該補助コンベヤ7を備えることにより、各搬送片の先端部が、シュート2の滑動面21に対向する位置で減速又は停止するように駆動制御されていなくても、シュート2の滑動面21上において物品群Zを確実に受け止めることが可能となり、物品群Zの搬送方向前端を揃えることが可能となる。また、物品群Zのシュート2への供給タイミングを補助コンベヤ7によって制御できることから、物品群Zの両端部を揃えて搬送する処理を高速かつ効率よく行うことが可能になり、シール部における内容物による噛み込みを防止した物品群Zの袋詰め作業を効率よく行うことが可能になる。
【0047】
また、上記実施形態においては、コンベヤ4が、第1の無端搬送手段及び第2の無端搬送手段を備えるように構成し、第1搬送片54及び第2搬送片56がそれぞれ独立した動作が可能となるように構成されているが、このような構成に特に限定されず、例えば、第1の無端搬送手段のみ(或いは第2の無端搬送手段のみ)によりコンベヤ4を構成するようにしてもよい。このような構成であっても、第1搬送片54(第2搬送片56)の先端部が、シュート2の滑動面21に対向する位置(図1に示す位置)で減速又は停止するように駆動制御されていれば、第1搬送片54(第2搬送片56)が、シュート2上を滑り落ちてくる物品群Zをシュート2の滑動面21上において受け止めて該物品群Zの搬送方向前端を揃えることができる。
【0048】
また、シュート2上を滑り落ちてくる物品群Zを受け止めつつ、先行する物品群Zを押圧搬送する第1搬送片54及び第2搬送片56の表面には、物品群Zにおける各物品の表面に付いている種々の物質が付着する場合がある。例えば、物品群Zが、棒状の菓子製品の集合である場合、菓子製品の表面に付着している粉状物が、第1搬送片54及び第2搬送片56の表面に付着する場合がある。このような付着物を除去するために、第1搬送片54及び第2搬送片56に向けて空気や窒素ガス等のガスを噴射する噴射ノズルと、当該噴射ノズルの作用により第1搬送片54及び第2搬送片56から吹き飛ばされた付着物を吸引除去する集塵機とを備えるように構成してもよい。噴射ノズル及び集塵機は、例えば、物品群Zの搬送方向に垂直な方向(図1において紙面に垂直な方向)であって、コンベヤ4を挟んだ両側にそれぞれ配置することが好ましい。
【符号の説明】
【0049】
1 搬送装置
2 シュート
21 滑動面
3 載置台
4 コンベヤ
51,52 無端索体
54,56 搬送片
6a,6b 駆動手段
Z 物品群
【技術分野】
【0001】
本発明は、物品群を搬送する搬送装置に関する。
【背景技術】
【0002】
従来から食品や医薬品等の内容物を包装袋に収納した袋詰製品が数多く製造されている。このような袋詰製品は、通常、内容物が一定量ずつ包装袋に搬送され、包装袋の開口部をヒートシールにより密閉することにより製造されているが、ヒートシールによりシールされたシール部に内容物による噛み込みが発生する場合がある。例えば、内容物が、棒状物品等を複数纏めた物品群である場合、一部の物品が搬送方向前方あるいは後方に突出していると、下流側でのヒートシール処理等に際して該物品が噛み込まれる等の包装不良が発生する。内容物による噛み込みがシール部に発生すると、内容物が徐々に吸湿し、あるいは酸化してしまうので品質保持の観点から好ましくない。
【0003】
そこで、シール部への物品の噛み込みを防止するため、種々の装置が提案されている。例えば、特許文献1には、図7に示すように、包装装置100の上流側に配置され物品群を包装装置100に搬送する搬送装置101が、物品群の搬送方向前方あるいは後方に突出した物品の端面を整合させる物品整合装置102を備える構成が開示されている。この搬送装置101が有する物品整合装置102は、エンドレスチェーンに所定間隔毎に設けられたフィンガー103により物品群を押送する供給コンベヤ104の上方に配設され、エンドレスチェーンに所定間隔毎に設けられてフィンガー103間に臨む端面抑え部材105を、該フィンガー103と共に移動して物品群の前端面を位置規制し得るよう構成される。すなわち、端面抑え部材105の移動速度を増減速して、物品群を押送しているフィンガー103との離間距離を変えることで、物品群の前後両端面を整合させるよう構成している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭64-23905号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述のような物品整合装置を備える搬送装置は、物品群の前後端を揃えて搬送することが可能であり有用なものではあるが、より効率よく物品群の前後端を揃えて搬送する搬送装置の開発が望まれている。
【0006】
本発明は、このような観点からなされたものであって、物品群の前後端を効率よく揃えて当該物品群を搬送する搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の前記目的は、物品群を搬送する搬送装置であって、前記物品群が滑動するシュートと、前記シュートの下方端に近接配置され、滑動した前記物品群が載置される載置台と、前記載置台の上方に配置されるコンベヤと、を備え、前記コンベヤは、前記載置台上における前記物品群の搬送方向後端を押圧搬送可能な搬送片を所定間隔で複数配設した無端索体、及び、前記無端索体を回転させる駆動手段を有する無端搬送手段を備えており、前記搬送片は、前記シュートの滑動面上において前記物品群を受け止めて該物品群の搬送方向前端を揃えることを特徴とする搬送装置により達成される。
【0008】
この搬送装置は、物品群の搬送方向後端を押圧して搬送する搬送片が、シュートを滑り落ちてくる物品群をシュートの滑動面上において受け止めることにより物品群の搬送方向前端を揃える機能を発揮するように構成されている。つまり、重力の作用によりシュート上を滑り落ちてくる物品群の挙動を利用して物品群の搬送方向前端を揃えるように構成されているため、搬送片に複雑な動作を与えることなく物品群の搬送方向前端を効率よく揃えつつ物品群を搬送することが可能となる。
【0009】
また、上記搬送装置において、前記駆動手段は、前記各搬送片の先端部が、前記シュートの滑動面に対向する位置で減速又は停止するように駆動制御されていることが好ましい。
【0010】
このような構成により、搬送片は、シュートを滑り落ちてくる物品群をシュートの滑動面上において確実に受け止めることが可能となり、物品群の搬送方向前端をより一層効率よくかつ確実に揃えることが可能となる。
【0011】
また、前記シュートは、前記滑動面の側縁部に立設する側壁部を備えることが好ましい。
【0012】
このような構成により、シュート上を滑動する物品群が、滑動方向に対して垂直な方向にばらけて広がることを防止することができ、物品群を一纏まりの状態とすることが可能になる。
【0013】
また、前記搬送片の先端部の外縁形状は、前記物品群の搬送方向に垂直な方向における前記シュートの断面形状に対応することが好ましい。
【0014】
このような構成により、シュート上を滑り落ちてくる物品群の物品全てを搬送片が受け止めることが可能となり、物品群における一部の物品が搬送片により受け止められずに、搬送方向前方に突出してしまうことを確実に防止することができる。
【0015】
また、前記物品群を前記シュートに供給する補助コンベヤを更に備えており、 前記補助コンベヤは、前記搬送片の先端部が、前記シュートの滑動面上において前記物品群を受け止め可能なタイミングで、前記物品群を前記シュートに供給するように駆動制御されていることが好ましい。
【0016】
このような補助コンベヤを更に備えることにより、搬送片が、シュートを滑り落ちてくる物品群をシュートの滑動面上において受け止めることがより一層可能となり、物品群の搬送方向前端を効率よくかつ確実に揃えることができる。なお、当該補助コンベヤを備えることにより、各搬送片の先端部が、シュートの滑動面に対向する位置で減速又は停止するように駆動制御されていなくても、シュートの滑動面上において物品群を受け止めることが可能となり、物品群の搬送方向前端を揃えることが可能となる。
【0017】
また、前記無端搬送手段を複数備え、一方の無端搬送手段が有する搬送片と、他方の無端搬送手段が有する搬送片とを、前記物品群の搬送方向に交互に位置させることにより、対向し合う搬送片の間に前記物品群を受け入れて搬送することが好ましい。
【0018】
このような構成によれば、シュート上を滑り落ちてくる各物品群の滑動タイミングに合わせて、物品群の搬送方向に交互に配置される一方の搬送片及び他方の搬送片の動きをそれぞれ独立して制御することが可能になり、より一層効率よくかつ確実に、物品群の搬送方向前端を揃えて搬送することが可能になる。また、一方の搬送片及び他方の搬送片の動きをそれぞれ独立して制御することにより、例えば、一方の搬送片が、シュートの滑動面上において物品群を受け止めて物品群の搬送方向前端を揃えつつ、他方の搬送片が、当該物品群の搬送方向後端を押圧することにより揃えることが可能になり、物品群の前後両端面を効率よく揃えることが可能になる。
【発明の効果】
【0019】
本発明によれば、物品群の前後端を効率よく揃えて当該物品群を搬送する搬送装置を提供することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の一実施形態に係る搬送装置の概略構成図である。
【図2】図1の矢視A方向から見た概略構成図である。
【図3】図1の矢視B方向から見た概略構成図である。
【図4】(a)〜(e)物品群が搬送される際の搬送装置及び物品群の状態を時系列的に表した説明図である。
【図5】図1に示す搬送装置の作動を説明する説明図である。
【図6】図1に示す搬送装置の変形例を示す概略構成図である。
【図7】従来の搬送装置を示す概略構成図である。
【発明を実施するための形態】
【0021】
以下、本発明に係る搬送装置について、添付図面を参照して説明する。図1は、本発明の一実施形態に係る搬送装置1の概略構成図であり、図2は、図1の矢視A方向から見た概略構成図である。図3は、図1の矢視B方向から見た概略構成図である。尚、各図面は、構成の理解を容易にするため、実寸比ではなく部分的に拡大又は縮小されており、また、構成部材の一部を省略して記載している。
【0022】
本発明に係る搬送装置1は、例えば、棒状物品や粒状物品等の物品が複数集合して一群となった物品群Zを搬送するための装置であり、図1から図3に示すように、例えば、ベルトコンベヤ90と、包装装置95との間に配置される。物品群Zは、ベルトコンベヤ90、搬送装置1、包装装置95の順に搬送される。
【0023】
ここで、搬送装置1の上流側に配置されるベルトコンベヤ90は、無端ベルト91を水平方向に向けて移動して、該ベルト91に載置された物品群Zを所定間隔で搬送するものであり、ベルトコンベヤ90の物品搬送終端部が、本発明に係る搬送装置1におけるシュート2の上流側端部に近接位置し、該ベルトコンベヤ90から搬送装置1へ向けて物品群Zが移送されるよう構成される。なお、本実施形態においては、棒状物品の集合体として物品群Zが構成され、棒状物品の長手方向(軸方向)が、物品搬送方向に沿うようにベルトコンベヤ90上に載置されて搬送されるようになっている。
【0024】
また、搬送装置1の下流側に配置される包装装置95は、例えば、周知の横型製袋充填機であり、帯状フィルムFを所定形状に成形する製袋器96に向けて、本発明に係る搬送装置1から物品群Zを所定間隔毎に供給されるよう構成されている。また、本実施形態における包装装置95は、製袋器96に対して下方から帯状フィルムFが供給されて、該製袋器96により帯状のフィルムFを長手方向に沿って上方が開口する樋状に成形され、その下流側で該フィルムFは両側縁がシールされて筒状に成形される。そして、この筒状フィルム内に供給された各物品群Zの各間を、シーラ(エンドシーラ)にて挟圧してその内面同士をシール(エンドシール)するように構成されている。なお、本発明に係る搬送装置1に接続される包装装置95としては、上述の横型製袋充填機に限らず、所定間隔で物品群Zを受け入れるその他の包装機、あるいは各種の処理機であってもよい。
【0025】
ベルトコンベヤ90と包装装置95との間に配置される本発明に係る搬送装置1は、図から図3に示すように、シュート2と、載置台3と、コンベヤ4とを備えている。
【0026】
シュート2は、ベルトコンベヤ90により搬送されてきた物品群Zを載置台3へと導くための部材であり、物品群Zが滑動する滑動面21(傾斜面)と、その滑動面21の側縁部(滑動方向に沿う側縁部)に立設する側壁部22とを備えている。側壁部22は、物品群搬送方向に沿って伸びるように形成されている。このシュート2は、その上端部がベルトコンベヤ90の物品搬送終端部と近接するように配置されており、滑動面21上を物品群Zが滑り落ちるように構成されている。なお、本実施形態においては、シュート2の滑動面21の幅(図2における左右方向の寸法)は、シュート入口(滑動面21の上端側)からシュート出口(滑動面21の下端側)にかけて同一の寸法となるように形成されているが、このような構成に特に限定されず、シュート入口がシュート出口よりも幅広となるように構成することもできる。また、本実施形態においては、物品群Zの搬送方向に垂直な方向(図1における上下方向)におけるシュート2の断面形状は、略凵形状となるように形成されているが、例えば、シュート2の断面形状が、略U字形状或いは略V字形状となるように形成してもよい。なお、図1においては、シュート2の側壁部22を省略して記載している。
【0027】
載置台3は、シュート2の滑動面21上を滑り落ちてきた物品群Zが載置される部材であり、水平な載置面31と、当該載置面31の側縁(物品搬送方向に沿う側縁)に立設する側壁部32とを備えている。載置面31は、物品群Zの搬送方向に沿って直線状に延びるように構成されており、側壁部32は、物品群搬送方向に沿って伸びるように形成されている。載置面31の上流側端部は、シュート2の下方端に近接配置されており、また、下流側端部は、包装装置95に近接配置されるように構成されている。なお、図1においては、載置台3の側壁部32を省略して記載している。
【0028】
コンベヤ4は、シュート2上を滑り落ち、載置台3に載置された物品群Zを包装装置95に向けて搬送する装置であり、載置台3の上方に配置されるようにコンベヤフレーム9に取り付けられている。なお、図1においてはコンベヤフレーム9を省略して記載している。コンベヤ4は、コンベヤフレーム9に回転自在に枢支される第1駆動軸41、第2駆動軸42、第3駆動軸43及び第4駆動軸44を備えている。第1駆動軸41及び第2駆動軸42は、上下方向に離間して配置されており、両駆動軸41,42は、物品搬送方向と水平に直交するよう延在している。これら第1駆動軸41及び第2駆動軸42は、シュート2に対して物品搬送方向下流側に配置されている。下方に位置する第1駆動軸41には、図2及び図3に示すように、軸方向に所定間隔離間して一対の第1駆動回転体45,45が、該第1駆動軸41とそれぞれ一体回転可能に配設される。また、上方に位置する第2駆動軸42における第1駆動回転体45,45と対応する位置に第1従動回転体46,46が夫々自由回転可能に配設されている。
【0029】
また、第2駆動軸42における各第1従動回転体46,46に隣接する位置に、第2駆動回転体47,47がそれぞれ第2駆動軸42と一体回転可能に配設される。また、第1駆動軸41における第2駆動回転体47,47と対応する位置に第2従動回転体48,48が自由回転可能に配設されている。なお、各第1駆動回転体45,45、各第2駆動回転体47,47、各第1従動回転体46,46及び各第2従動回転体48,48は、同径となるように設定されている。
【0030】
また、第3駆動軸43及び第4駆動軸44は、第1駆動軸41及び第2駆動軸42よりも物品搬送方向上流側であって、シュート2の上方に配置されている。第3駆動軸43及び第4駆動軸44は、物品搬送方向と水平に直交するよう延在している。第3駆動軸43には、軸方向に所定間隔離間して複数の第3従動回転体49が自由回転可能に配設されており、第4駆動軸44には、軸方向に所定間隔離間して複数の第4従動回転体50が自由回転可能に配設されている。なお、各第3従動回転体49は、第1駆動軸41における各第1駆動回転体45,45及び各第2従動回転体48,48と対応する位置にそれぞれ配設されており、また、各第4従動回転体50も、各第3従動回転体49と同様に、第1駆動軸41における各第1駆動回転体45,45及び各第2従動回転体48,48と対応する位置にそれぞれ配設されている。
【0031】
また、各第1駆動回転体45,45、各第1従動回転体46,46、第1駆動回転体45,45に対応する位置に配置される各第3従動回転体49、及び、第1駆動回転体45,45に対応する位置に配置される各第4従動回転体50を巻回するように第1無端索体51,51がそれぞれ巻掛けられている。同様に、各第2駆動回転体47,47、各第2従動回転体48,48、第2従動回転体48,48に対応する位置に配置される各第3従動回転体49、及び、第2従動回転体48,48に対応する位置に配置される各第4従動回転体50を巻回するように第2無端索体52,52がそれぞれ巻掛けられている。すなわち、第1無端索体51と第2無端索体52とが、第1〜第4駆動軸44の軸方向に交互に配設される。各無端索体51,52は、同長となるように設定されている。なお、第1無端索体51及び第2無端索体52は、無端チェーンや無端ベルトにより構成されている。
【0032】
ここで、第3駆動軸43と第4駆動軸44との位置関係については、各駆動回転体45,47及び各従動回転体46,48,49,50に巻掛けられる第1無端索体51及び第2無端索体52が、図1に示すように、第3駆動軸43と第4駆動軸44との間においてシュート2の滑動面21と平行となるように、第3駆動軸43を、第4駆動軸44よりも物品搬送方向上流側の上方所定位置に配置することが好ましい。また、第1駆動軸41と第4駆動軸44との位置関係については、第1無端索体51及び第2無端索体52が、図1に示すように、第4駆動軸44と第1駆動軸41との間において載置台3の載置面31と平行となるように構成されている。
【0033】
また、第1駆動軸41および第2駆動軸42は、図1に示すように、コンベヤフレーム9に配設された対応する可変速制御可能なサーボモータ等の第1駆動手段6aおよび第2駆動手段6bに無端チェーンを介して夫々接続されて、両駆動軸41,42は独立して回転・停止制御されるよう構成されている。つまり、第1駆動手段6aを駆動することにより、第1無端索体51を移動し、第2駆動手段6bを駆動することにより、第2無端索体52を移動するようになっている。
【0034】
対をなす各第1無端索体51間には、その移動方向(周方向)に所定間隔で複数の第1支持部材53が架設され、各第1支持部材53における載置台3の載置面31上方に臨む一端部に、該無端索体の外方に延出する第1搬送片54が配設されている。この第1搬送片54は、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な部材である。また、同様に、対をなす各第2無端索体52間には、その移動方向(周方向)に所定間隔(第1支持部材53の取付け間隔と同じ間隔)で複数の第2支持部材55が架設され、各第2支持部材55における載置台3の載置面31上方に臨む一端部に、該無端索体の外方に延出する第2搬送片56が配設されている。この第2搬送片56も第1搬送片54と同様に、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な部材である。これら第1搬送体42および第2搬送体46は、第1無端索体51および第2無端索体52の回転に伴って、載置台3の載置面31の物品搬送方向に沿う鉛直面上で同じ長円形の周回軌道を移動するようになっている。なお、第1搬送片54および第2搬送片56は、無端索体51,52の回転方向に交互に位置するよう設定されている。また、第1搬送片54及び第2搬送片56の各先端部の外縁形状は、物品群Zの搬送方向に垂直な方向におけるシュート2の断面形状に対応するように構成されている。つまり、第1搬送片54及び第2搬送片56の各先端部の外縁が、シュート2の滑動面21及び当該滑動面21の側縁に立設する側壁部22に略摺接するように、或いは僅かな隙間をあけた状態となるように構成されている。
【0035】
ここで、第1搬送片54を複数有する第1無端索体51、及び、当該第1無端索体51を回転させる第1駆動手段6aは、載置台3上における物品群Zの搬送方向後端を押圧して搬送する第1の無端搬送手段を構成し、また、第2搬送片56を複数有する第2無端索体52、及び、当該第2無端索体52を回転させる第2駆動手段6bは、載置台3上における物品群Zの搬送方向後端を押圧して搬送する第2の無端搬送手段を構成する。第1搬送片54及び第2搬送片56は、物品群Zの搬送方向に交互に配置されているため、対向し合う搬送片の間(第1搬送片54及び第2搬送片56の間)に物品群Zを受け入れて搬送することが可能となる。
【0036】
本発明においては、第1搬送片54及び第2搬送片56が、シュート2の滑動面21上において物品群Zを受け止めて該物品群Zの搬送方向前端を揃えることができるように構成されている。例えば、各第1搬送片54及び各第2搬送片56の先端部が、シュート2の滑動面21に対向する位置(図1に示す位置)で減速又は停止するように第1駆動手段6a及び第2駆動手段6bがそれぞれ駆動制御されている。
【0037】
次に、本発明に係る搬送装置1の作動について図4(a)〜(e)を用いて説明する。図4(a)〜(e)は、搬送装置1により物品群Zが搬送される状態を時系列に模式的に示した図である。まず、ベルトコンベヤ90を駆動して、当該ベルトコンベヤ90上に所定間隔をあけて載置された物品群Zを搬送装置1のシュート2に向けて搬送する(図4(a))。シュート2に供給された物品群Zは、シュート2の滑動面21上を滑り落ち、シュート2の滑動面21に対向する位置(図4(b)に示す位置)で減速又は停止するように制御された第1搬送片54(或いは第2搬送片56)に受け止められ、物品群Zの搬送方向前端が揃えられる。物品群Zを受け止めた第1搬送片54(或いは第2搬送片56)は、第1駆動手段6a(第2駆動手段6b)の作用により搬送方向(図4(a)〜(e)における矢印C方向)に移動し、その移動及び物品群Zに働く重力の作用に伴い、物品群Zが、シュート2上から載置台3の載置面31上に導かれる(図4(c)に示す状態)。物品群Zを受け止めた第1搬送片54(或いは第2搬送片56)は、第1駆動手段6a(第2駆動手段6b)の更なる回転に伴い、物品群Zの搬送方向前端との当接が解除され、包装装置95側へと移動する(図4(d)に示す状態)。
【0038】
一方、第1搬送片54(或いは第2搬送片56)に受け止められた物品群Zの後側(上流側)に位置し、当該第1搬送片54(或いは第2搬送片56)に後続する第2搬送片56(或いは第1搬送片54)も同様にして、シュート2の滑動面21上を滑り落ちてくる物品群Zを受け止めてその搬送方向前端を揃えた後(図4(c)に示す状態)、当該物品群Zの搬送方向前端との当接が解除され、その後、載置面31上に載置されている先行する物品群Zの搬送方向後端を押圧して載置面31上を包装装置95に向けて搬送する(図4(e)に示す状態)。物品群Zの搬送方向後端を第2搬送片56(或いは第1搬送片54)が押圧搬送する際に、物品群Zの搬送方向後端は揃えられる。
【0039】
搬送方向前端及び搬送方向後端が揃えられた物品群Zは、第2搬送片56(或いは第1搬送片54)の移動に伴って包装装置95に向けて搬送される。包装装置95に導かれた物品群Zは、製袋器96にセッティングされる帯状フィルム上に載置され、製袋器96の作用により順次包装されることになる。製袋器96においては、物品群Zが供給された帯状フィルムFを長手方向に沿って上方が開口する樋状に成形した後、その下流側で該フィルムFの両側縁をシールすることにより帯状フィルムFを筒状に成形する。その後、この筒状フィルム内に配置された各物品群Zの各間を、シーラ(エンドシーラ)にて挟圧してその内面同士をシール(エンドシール)し、当該エンドシール部で切断することにより個々の袋詰製品が形成される。
【0040】
本発明に係る搬送装置1は、上述のように、物品群Zの搬送方向後端を押圧して搬送する搬送片(第1搬送片54又は第2搬送片56)が、シュート2を滑り落ちてくる物品群Zをシュート2の滑動面21上において受け止めることにより物品群Zの搬送方向前端を揃える機能を発揮するように構成されている。つまり、重力の作用によりシュート2上を滑り落ちてくる物品群Zの挙動を利用して物品群Zの搬送方向前端を揃えるように構成されているため、物品群Zの搬送方向前端を効率よく揃えることが可能になる。また、搬送方向前端を揃えられた物品群Zの搬送方向後端は、他の搬送片が押圧して搬送する際に揃えられるため、搬送片に複雑な動作を与えることなく物品群Zの前後両端面を効率よく揃えつつ、物品群Zを搬送することが可能になる。この結果、物品群Zを包装袋に収容して袋詰製品を製造する際に、物品群Zの一部の物品がシール部に噛み込まれる事態が発生することを防止することができる。
【0041】
また、上記搬送装置1において、第1駆動手段6a及び第2駆動手段6bは、各搬送片(第1搬送片54又は第2搬送片56)の先端部が、シュート2の滑動面21に対向する位置で減速又は停止するように駆動制御されているため、搬送片は、シュート2を滑り落ちてくる物品群Zをシュート2の滑動面21上において確実に受け止めることが可能となり、物品群Zの搬送方向前端をより一層効率よくかつ確実に揃えることが可能となる。
【0042】
また、シュート2は、前記滑動面21の側縁部に立設する側壁部22を備えるように構成されているため、シュート2上を滑動する物品群Zが、滑動方向に対して垂直な方向にばらけて広がることを防止することができ、物品群Zを一纏まりの状態として、物品群Zの前後両端面を揃えつつ搬送することが可能になる。
【0043】
また、搬送片54,56の先端部の外縁形状は、物品群Zの搬送方向に垂直な方向におけるシュート2の断面形状に対応するように構成されているため、シュート2上を滑り落ちてくる物品群Zの物品全てを搬送片が受け止めることが可能となり、物品群Zにおける一部の物品が搬送片54,56により受け止められずに、搬送方向前方に突出してしまうことを確実に防止することができる。
【0044】
また、上記搬送装置1においては、搬送装置1が、無端搬送手段を複数備えており、一方の無端搬送手段が有する搬送片(第1搬送片54)と、他方の無端搬送手段が有する搬送片(第2搬送片56)とを、物品群Zの搬送方向に交互に位置させることにより、対向し合う搬送片の間に物品群Zを受け入れて搬送できるように構成されている。このような構成を採用することにより、シュート2上を滑り落ちてくる各物品群Zの滑動タイミングに合わせて、物品群Zの搬送方向に交互に配置される第1搬送片54及び第2搬送片56の動きをそれぞれ独立して制御することが可能になり、より一層効率よくかつ確実に、物品群Zの搬送方向前端を揃えて搬送することが可能になる。また、第1搬送片54及び第2搬送片56の動きをそれぞれ独立して制御することにより、例えば、図5に示すように、第1搬送片54が、シュート2の滑動面21上において物品群Zを受け止めて物品群Zの搬送方向前端を揃えつつ、第2搬送片56が、当該物品群Zの搬送方向後端を押圧することにより揃えることが可能になり、物品群Zの前後両端面を効率よく揃えることが可能になる。
【0045】
以上、本発明に係る搬送装置1の実施形態について説明したが、搬送装置1の具体的構成は、上記実施形態に限定されない。例えば、図6に示すように、シュート2の上流側に補助コンベヤ7を更に備えるように構成してもよい。この補助コンベヤ7は、無端ベルト71を水平方向に向けて移動して、該ベルト71に載置された物品群Zを搬送するものであり、ベルトコンベヤ90とシュート2の上端部との間に配置されている。補助コンベヤ7は、ベルトコンベヤ90から供給された物品群Zをシュート2に供給する機能を有している。特に、当該補助コンベヤ7は、搬送片(第1搬送片54又は第2搬送片56)の先端部が、シュート2の滑動面21上において物品群Zを受け止め可能なタイミングで、物品群Zをシュート2に供給するように駆動制御されている。具体的には、図6に示すように、ベルトコンベヤ90から補助コンベヤ7に導かれる物品群Zの供給タイミングを検出する検出手段72を備えると共に、当該検出手段72による検出値に基づいて、補助コンベヤ7による各物品群Zの搬送速度を変更することにより、搬送片54,56の先端部が、シュート2の滑動面21上において物品群Zを受け止め可能なタイミングで、物品群Zをシュート2に供給できるように構成されている。なお、補助コンベヤ7には、ベルトコンベヤ90から順次物品群Zが供給されてくるが、ベルトコンベヤ90上の各物品群Zは、補助コンベヤ7による一つの物品群Zに対するシュート2への供給動作が完了するまでは、後続の物品群Zが補助コンベヤ7に供給されないように所定間隔をあけて配置されている。また、検出手段72は、赤外線センサー、カラーマークセンサー、超音波センサー等の種々のセンサーを利用することができる。
【0046】
ベルトコンベヤ90により搬送される物品群Zは、略同一間隔をあけて載置されて搬送されるが、ベルトコンベヤ90への物品群Zの供給状況によっては、各物品群Zの間隔にずれが生じる場合があり、コンベヤ4における第1搬送片54(或いは第2搬送片56)が、シュート2の滑動面21上において物品群Zを受け止めることが困難になるおそれがある。このような場合であっても、上述の補助コンベヤ7を備えることにより、搬送片が、シュート2を滑り落ちてくる物品群Zをシュート2の滑動面21上において確実に受け止めることが可能となり、物品群Zの搬送方向前端を効率よくかつ確実に揃えることができる。また、当該補助コンベヤ7を備えることにより、各搬送片の先端部が、シュート2の滑動面21に対向する位置で減速又は停止するように駆動制御されていなくても、シュート2の滑動面21上において物品群Zを確実に受け止めることが可能となり、物品群Zの搬送方向前端を揃えることが可能となる。また、物品群Zのシュート2への供給タイミングを補助コンベヤ7によって制御できることから、物品群Zの両端部を揃えて搬送する処理を高速かつ効率よく行うことが可能になり、シール部における内容物による噛み込みを防止した物品群Zの袋詰め作業を効率よく行うことが可能になる。
【0047】
また、上記実施形態においては、コンベヤ4が、第1の無端搬送手段及び第2の無端搬送手段を備えるように構成し、第1搬送片54及び第2搬送片56がそれぞれ独立した動作が可能となるように構成されているが、このような構成に特に限定されず、例えば、第1の無端搬送手段のみ(或いは第2の無端搬送手段のみ)によりコンベヤ4を構成するようにしてもよい。このような構成であっても、第1搬送片54(第2搬送片56)の先端部が、シュート2の滑動面21に対向する位置(図1に示す位置)で減速又は停止するように駆動制御されていれば、第1搬送片54(第2搬送片56)が、シュート2上を滑り落ちてくる物品群Zをシュート2の滑動面21上において受け止めて該物品群Zの搬送方向前端を揃えることができる。
【0048】
また、シュート2上を滑り落ちてくる物品群Zを受け止めつつ、先行する物品群Zを押圧搬送する第1搬送片54及び第2搬送片56の表面には、物品群Zにおける各物品の表面に付いている種々の物質が付着する場合がある。例えば、物品群Zが、棒状の菓子製品の集合である場合、菓子製品の表面に付着している粉状物が、第1搬送片54及び第2搬送片56の表面に付着する場合がある。このような付着物を除去するために、第1搬送片54及び第2搬送片56に向けて空気や窒素ガス等のガスを噴射する噴射ノズルと、当該噴射ノズルの作用により第1搬送片54及び第2搬送片56から吹き飛ばされた付着物を吸引除去する集塵機とを備えるように構成してもよい。噴射ノズル及び集塵機は、例えば、物品群Zの搬送方向に垂直な方向(図1において紙面に垂直な方向)であって、コンベヤ4を挟んだ両側にそれぞれ配置することが好ましい。
【符号の説明】
【0049】
1 搬送装置
2 シュート
21 滑動面
3 載置台
4 コンベヤ
51,52 無端索体
54,56 搬送片
6a,6b 駆動手段
Z 物品群
【特許請求の範囲】
【請求項1】
物品群を搬送する搬送装置であって、
前記物品群が滑動するシュートと、
前記シュートの下方端に近接配置され、滑動した前記物品群が載置される載置台と、
前記載置台の上方に配置されるコンベヤと、を備え、
前記コンベヤは、前記載置台上における前記物品群の搬送方向後端を押圧搬送可能な搬送片を所定間隔で複数配設した無端索体、及び、前記無端索体を回転させる駆動手段を有する無端搬送手段を備えており、
前記搬送片は、前記シュートの滑動面上において前記物品群を受け止めて該物品群の搬送方向前端を揃えることを特徴とする搬送装置。
【請求項2】
前記駆動手段は、前記各搬送片の先端部が、前記シュートの滑動面に対向する位置で減速又は停止するように駆動制御されていることを特徴とする請求項1に記載の搬送装置。
【請求項3】
前記シュートは、前記滑動面の側縁部に立設する側壁部を備えることを特徴とする請求項1又は2に記載の搬送装置。
【請求項4】
前記搬送片の先端部の外縁形状は、前記物品群の搬送方向に垂直な方向における前記シュートの断面形状に対応することを特徴とする請求項3に記載の搬送装置。
【請求項5】
前記物品群を前記シュートに供給する補助コンベヤを更に備えており、
前記補助コンベヤは、前記搬送片の先端部が、前記シュートの滑動面上において前記物品群を受け止め可能なタイミングで、前記物品群を前記シュートに供給するように駆動制御されていることを特徴とする請求項1から4のいずれかに記載の搬送装置。
【請求項6】
前記無端搬送手段を複数備え、
一方の無端搬送手段が有する搬送片と、他方の無端搬送手段が有する搬送片とを、前記物品群の搬送方向に交互に位置させることにより、対向し合う搬送片の間に前記物品群を受け入れて搬送することを特徴とする請求項1から5のいずれかに記載の搬送装置。
【請求項1】
物品群を搬送する搬送装置であって、
前記物品群が滑動するシュートと、
前記シュートの下方端に近接配置され、滑動した前記物品群が載置される載置台と、
前記載置台の上方に配置されるコンベヤと、を備え、
前記コンベヤは、前記載置台上における前記物品群の搬送方向後端を押圧搬送可能な搬送片を所定間隔で複数配設した無端索体、及び、前記無端索体を回転させる駆動手段を有する無端搬送手段を備えており、
前記搬送片は、前記シュートの滑動面上において前記物品群を受け止めて該物品群の搬送方向前端を揃えることを特徴とする搬送装置。
【請求項2】
前記駆動手段は、前記各搬送片の先端部が、前記シュートの滑動面に対向する位置で減速又は停止するように駆動制御されていることを特徴とする請求項1に記載の搬送装置。
【請求項3】
前記シュートは、前記滑動面の側縁部に立設する側壁部を備えることを特徴とする請求項1又は2に記載の搬送装置。
【請求項4】
前記搬送片の先端部の外縁形状は、前記物品群の搬送方向に垂直な方向における前記シュートの断面形状に対応することを特徴とする請求項3に記載の搬送装置。
【請求項5】
前記物品群を前記シュートに供給する補助コンベヤを更に備えており、
前記補助コンベヤは、前記搬送片の先端部が、前記シュートの滑動面上において前記物品群を受け止め可能なタイミングで、前記物品群を前記シュートに供給するように駆動制御されていることを特徴とする請求項1から4のいずれかに記載の搬送装置。
【請求項6】
前記無端搬送手段を複数備え、
一方の無端搬送手段が有する搬送片と、他方の無端搬送手段が有する搬送片とを、前記物品群の搬送方向に交互に位置させることにより、対向し合う搬送片の間に前記物品群を受け入れて搬送することを特徴とする請求項1から5のいずれかに記載の搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−106855(P2012−106855A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−258660(P2010−258660)
【出願日】平成22年11月19日(2010.11.19)
【出願人】(000000228)江崎グリコ株式会社 (187)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月19日(2010.11.19)
【出願人】(000000228)江崎グリコ株式会社 (187)
【Fターム(参考)】
[ Back to top ]