
摩擦材及び摩擦材の製造方法
【課題】高温・高負荷に適合し、有機系摩擦材と同様な工程に焼成工程を付け加えるだけで製造できる高耐熱性摩擦材及びその製造方法を提供する。
【解決手段】繊維基材、摩擦調整材、結合材及び無機材料よりなる摩擦材において、ケイ素含有ポリマー及びナノ粒子材料を含有する原材料を熱成形の後、160〜350℃の温度で、1〜10時間の間、酸化雰囲気で熱処理して、ケイ素含有ポリマーを酸素と架橋させた後、焼成して、摩擦材を製造する。前記ケイ素含有ポリマーがポリカルボシラン、ポリオルガノボロシラザン、ポリボロシロキサン、ポリカルボシラザン、パーヒドロポリシラザンの群から1つ又は2つ以上の化合物を選ぶことが好ましい。
【解決手段】繊維基材、摩擦調整材、結合材及び無機材料よりなる摩擦材において、ケイ素含有ポリマー及びナノ粒子材料を含有する原材料を熱成形の後、160〜350℃の温度で、1〜10時間の間、酸化雰囲気で熱処理して、ケイ素含有ポリマーを酸素と架橋させた後、焼成して、摩擦材を製造する。前記ケイ素含有ポリマーがポリカルボシラン、ポリオルガノボロシラザン、ポリボロシロキサン、ポリカルボシラザン、パーヒドロポリシラザンの群から1つ又は2つ以上の化合物を選ぶことが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車、鉄道、航空機、産業機械等に使われているブレーキ用摩擦材に関するものであり、特に小型・軽量化可能な、高温・高負荷に耐え得る耐熱性に優れた摩擦材及びその製造方法に関する。
【背景技術】
【0002】
主に自動車などに使われている摩擦材は、フェノール樹脂を代表とする熱硬化性樹脂を結合材(バインダー)として成形されているが、結合材が有機材料であることから高速での摩擦係数の低下、制動熱による有機材料の熱変形や劣化による摩擦材の貼りつきが問題となっている。近年、摩擦材に求められる性能は省エネルギー化を目的に小型・軽量化が進み、摩擦材にかかる負荷は益々厳しくなっている。これらの問題解決のため、銅系焼結合金による摩擦材、C/Cコンポジット、CMC(セラミックスマトリックスコンポジット)、有機材料を焼成・炭化させた摩擦材などが特許文献1〜3に提案されている。
しかしながら、これらの摩擦材は、その製法の困難性、製造する上での高エネルギー、コストが従来品より割高になるなど、課題が残っている。
【0003】
また、特許文献1及び特許文献2には、ピッチを含む有機材料を焼結・炭化して結合材とした摩擦材が提案されている。一般に、有機材料を焼成炭素化して結合材となるようにして摩擦材を製造する場合、有機材料、無機充填材、固体潤滑材、金属材料等の原材料を混合し、この混合物を真空、還元ガス、不活性ガスの何れかの雰囲気中で必要な荷重をかけながら550〜1000℃程度に昇温して保持する。これにより、有機材料が焼成炭素化して結合材として機能し、摩擦材が製造される。しかし、焼成摩擦材のバインダーとしてピッチを配合すると有害成分であるベンゾピレンを微量に含有しており、昨今の環境規制から使用が制限される可能性がある。今後、使用禁止になった場合、焼成摩擦材のバインダーとして代替原材料が必要になってくる。
【0004】
一方、一般的なディスクブレーキ用摩擦材はフェノール樹脂を代表とする熱硬化性樹脂を結合材として成形されるが、熱成形過程において有機結合材の熱硬化反応によりガスが発生する。この発生したガスが熱成形された摩擦材内部に閉じ込められ、そのガス圧が大きすぎる場合には、プレス圧の除圧時に一気に解放され、ヒビやフクレを生じる原因となる。
【0005】
特許文献4には、熱硬化性樹脂とともに有機金属化合物を含有させることで、高温作動時において揮発分が少なく、耐フェード性、耐摩耗性に優れた摩擦材を提供する技術が記載されているが、このような無機バインダーを用いた摩擦材であっても同様な現象を起こす。
【0006】
フェノール樹脂などをバインダーとした摩擦材のヒビ、フクレの解決策としては、特許文献5に熱成形型のパンチ材質を、熱伝導性を上げたものに変更し、温度勾配を設けて発生ガスの排出を促す方法がある。また、特許文献6には成形時に加圧と除圧を繰り返し、除圧時に圧力の解放を制御することによって、急激なガス膨張を抑止する解決策も記載されている。
特許文献7では、押え型、中型及び加圧型からなる摩擦材の熱成形用金型を用いて摩擦材原料の予備成形体を熱成形する際、押え型と加圧型に温度差を設け、熱成形時に予備成形体が最後に硬化する部分を押え型か加圧型のいずれか一方に寄せるとともに、この最終硬化部に対応する押え型または加圧型に前記最終硬化部に突入し、かつ前記の型に外部に通じるガス抜き路を持つ突起を設けることによって前記最終硬化部からガス抜きできるようにした摩擦材の熱成形過程のガス抜き方法が記載されている。
しかし、これらの方法を用いても未だ十分とはいえず、熱成形完了後に製品が徐々に膨張し、ヒビやフクレを起こすケースが確認され、これらの対策を施した場合でも解決にならなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−306970号公報
【特許文献2】特開平11−132270号公報
【特許文献3】特開平3−51531号公報
【特許文献4】特開平7−292349号公報
【特許文献5】特開2003−232392号公報
【特許文献6】特開2003−145565号公報
【特許文献7】特開2003−127155号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記したように、高温・高負荷に耐えるディスクブレーキパッドを製造する場合、結合材等を焼成・炭化させて摩擦材とすることがあるが、その製法の困難性、製造する上での高エネルギー消費、コストが従来品より割高になるなど実用性に問題がある。その中で有機系摩擦材(NAO材、Non−Asbestos−Organic)と同様な製造プロセスに焼成工程を付け加えるだけで製造することが出来る高耐熱性パッドを提供できれば、上記の高エネルギー生産の間題を解決することができる。
従って、本発明の課題の一つは、高温・高負荷に適合し、有機系摩擦材と同様な工程に焼成工程を付け加えるだけで製造できる高耐熱性摩擦材を提供することである。
【0009】
本発明のもう一つの課題は、結合材にピッチを含む有機系樹脂を使用すると製造工程内で有害成分のベンゾピレンが排出される恐れがあるので、代替材料としてケイ素含有ポリマーを焼成摩擦材の結合材として応用することを目的とする。
また、無機バインダーを用いた摩擦材において、従来の成形法では熱成形完了後に製品が徐々に膨張し、ヒビやフクレを起こすケースが確認され、各種対策を施した場合でも解決にならなかった。従って、本発明の別の目的は、熱成形完了後の製品のヒビやフクレなどといった成形不良を解消することのできる品質の優れた摩擦材を得る成形方法を開発することである。
【課題を解決するための手段】
【0010】
本発明者は、既存の製造工程で高耐熱性摩擦材あるいは焼成摩擦材を製造するため、成形条件及び摩擦材の各種バインダー等を各種検討した結果、下記(1)〜(12)により本発明の課題を解決した。
(1)繊維基材、摩擦調整材、結合材及び無機材料よりなる摩擦材において、該結合材としてケイ素含有ポリマー及びナノ粒子材料を含有する原材料を酸化雰囲気で熱処理することにより不融化して、ケイ素含有ポリマーを酸素と架橋させた後、焼成処理してSi−Cネットワークが形成されたことを特徴とする摩擦材。
(2)前記熱処理が、160〜350℃の温度で、1〜10時間の間行ったものである上記(1)に記載の摩擦材。
【0011】
(3)前記ケイ素含有ポリマーがポリカルボシラン、ポリオルガノボロシラザン、ポリボロシロキサン、ポリカルボシラザン、パーヒドロポリシラザンの群から選択された1つ又は2つ以上の化合物である上記(1)又は(2)に記載の摩擦材。
(4)前記ケイ素含有ポリマーが摩擦材組成全体の5〜10質量%配合されていることを特徴とする上記(1)〜(3)のいずれか1つに記載の摩擦材。
(5)前記ケイ素含有ポリマー100質量部に対して、前記ナノ粒子材料を15〜50質量部含有することを特徴とする上記(1)〜(4)のいずれか1つに記載の摩擦材。
(6)前記ナノ粒子材料がシリカである上記(1)〜(5)のいずれか1つに記載の摩擦材。
(7)前記シリカがオルガノシリカゾルである上記(6)に記載の摩擦材。
【0012】
(8)少なくとも予備成形、熱成形及び熱処理の工程を含む、繊維基材、摩擦調整材、結合材及び無機材料よりなる摩擦材の製造方法において、該結合材としてケイ素含有ポリマー及びナノ粒子材料を含有する原材料を熱成形の後、160〜350℃の温度で、1〜10時間の間、酸化雰囲気で熱処理することにより不融化して、ケイ素含有ポリマーを酸素と架橋させた後、焼成処理したことを特徴とする摩擦材の製造方法。
(9)前記不融化処理における熱処理の昇温速度を、1時間あたり14〜140℃で行うことを特徴とする上記(8)に記載の摩擦材の製造方法。
(10)前記不融化処理における熱処理を、ミリ波加熱を用いて行うことを特徴とする上記(8)又は(9)に記載の摩擦材の製造方法。
【0013】
(11)前記熱処理の後、さらに800〜1000℃の温度で1〜2時間焼成することを特徴とする上記(8)〜(10)のいずれか1つに記載の摩擦材の製造方法。
(12)前記予備成形が圧力25〜300MPaの予備成形を施したことを特徴とする上記(8)〜(11)のいずれか1つに記載の摩擦材の製造方法。
【発明の効果】
【0014】
結合材をストレートフェノール樹脂のような有機材料からケイ素含有ポリマーにしたことにより、酸素との架橋による母材強化機構を形成することから、従来の摩擦材よりも耐熱性を上げることが出来る。また、ケイ素含有ポリマーを酸化雰囲気で加熱すれば、加熱処理中に流れ出さないので、摩擦材用のバインダーとして使用可能であることが分かった。更に詳細に検討したところ、ケイ素含有ポリマーは予備硬化温度が300℃未満であると樹脂が柔らかすぎて圧力をかける前に染み出してしまうという課題があったため(例えば、特開2002−255650号公報段落番号〔0012〕参照)、本発明では、更に不融化時にケイ素含有ポリマーの染み出しをより有効に抑制するために、ケイ素含有ポリマーと共にナノ粒子材料(以下単に「ナノ粒子」と称することもある)を含有させることにより、ケイ素含有ポリマーの加熱中の流出を抑えることができることを見出した。また、ケイ素含有ポリマーは温度変化に敏感であり、不融化処理中に唐突に粘度低下が生じることがあるが、ナノ粒子を含有させることで、溶融粘度を大きくし、粘度変化を制御することができるため、不融化工程を短時間で終了させることができ、低コスト、短時間で摩擦材を製造することができる。また、ナノ粒子は微細に分散できるので、ナノ粒子の添加量が少量で済み、摩擦性能への影響も少なく、セラミックスネットワークの形成を有効に補助し、強化させることができる。
【0015】
更に、その製造では従来の既存設備のみで対応できることから製造コストも同等となり、設備投資の必要もない。
また、ピッチを焼成摩擦材のバインダーとして使用すると、有害物質であるベンゾピレンが製造工程内で微量排出される恐れがあるが、ケイ素含有ポリマーに替えると環境汚染のない耐熱性に優れた焼成摩擦材として使用することが可能となる。
【0016】
更に、摩擦材の結合材にケイ素含有ポリマーを使用した場合には完全にヒビ・フクレの発生を抑えることはできないが、ケイ素含有ポリマーを使用して高圧力で予備成形を行うと熱成形時の厚み変化が少ない。よって、ガスの排出口を塞ぐことなく、ヒビ・フクレの発生防止になり、品質の優れた摩擦材を製造できる。また、ニアネットシェイプ(near net shape)での成形が可能であり、通常の予備成形品に比べてボロツキがないため、ハンドリングが良好となる。なお、通常の有機系摩擦材の予備成形圧力は25〜35MPaであり、本発明では、これを超える圧力で予備成形することを高圧力での予備成形と称し、具体的には25〜300MPaであることが好ましい。
【図面の簡単な説明】
【0017】
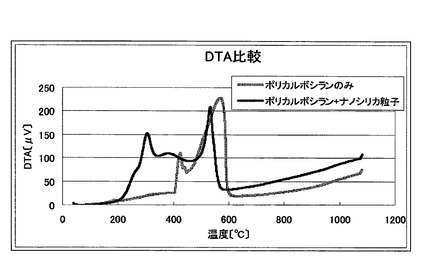
【図1】ポリカルボシランのみ(バインダーD)と、ポリカルボシラン及びナノシリカ粒子を混合した無機バインダー(バインダーB)の空気中におけるDTA(示差熱分析)の結果を示す図である。
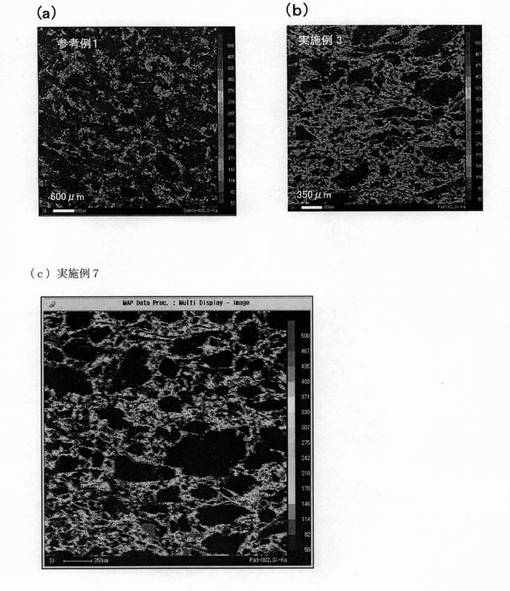
【図2】(a)は結合材としてポリカルボシランのみを含有する摩擦材(参考例1)、(b)はポリカルボシランとナノシリカ粒子を含有する摩擦材(実施例3)の、(c)はポリカルボシランと鎖状ナノシリカ粒子を含有する摩擦材(実施例7)の、それぞれケイ素元素のマッピングを示す電子顕微鏡写真である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態について詳しく説明する。
本発明に用いられるケイ素含有ポリマーは、例えば、SiCからなるセラミックス製品を製造する際、直接賦形化して焼成する方法、プリフォームに含浸した後、熱分解によりセラミックス化する方法等に用いられる、セラミックス前駆体として知られているケイ素含有ポリマーを用いることができる。
【0019】
多孔質炭素繊維にケイ素含有ポリマーを浸透させ、熱分解により多孔質C−C初期体を製造し、この多孔質C−C初期体に液状ケイ素(ケイ素含有ポリマー)を浸透せしめ、その際加熱によりSiCにセラミックス化して摩擦材を製造する例(特許文献2参照)や、ケイ素含有ポリマーを結合材として熱硬化性樹脂とともに用い、熱硬化性樹脂とケイ素含有ポリマーとを架橋させて用いる例(特許文献4参照)は知られているが、前記ポリマーを結合材(バインダー)として使用して熱成形し、酸化雰囲気で熱処理することにより不融化して、酸素と架橋させた後、焼成処理してSi−Cネットワークを形成させた摩擦材は報告されていない。
本発明の特徴は、フェノール樹脂を結合材とする有機系摩擦材の場合と同様な製法に焼成工程を付け加えるだけで、ケイ素含有ポリマーをバインダーとした摩擦材を製造することである。
【0020】
具体的なケイ素含有ポリマーとしては、ポリカルボシラン、ポリオルガノボロシラザン、ポリボロシロキサン、ポリカルボシラザン、パーヒドロポリシラザン等の群から成る熱分解可能なポリマーを挙げることができる。
本発明においては、結合材をすべてケイ素含有ポリマーとする必要はなく、ケイ素含有ポリマーとともに他の樹脂を併用することができる。これについては後記する。
【0021】
価格及び入手のしやすさを考えると、本発明で使用するバインダー(結合材)としては、上記ケイ素含有ポリマーの中でポリカルボシランが好ましい。本発明で使用されるポリカルボシランの種類は特に限定されないが、例えば、下記一般式I、一般式II又は一般式IIIで表される繰返し単位を少なくとも30質量%以上含む有機ケイ素重合体である。
【0022】
【化1】

【0023】
(式中、R1は水素原子、アルキル基又は水酸基を示し、R2はアルキル基、フェニル基又はハロゲン原子を示し、nは整数を表す。)
ポリカルボシランは単独重合体であってもよく、共重合体、ブロック体あるいはグラフト体又はブレンド体であってもよい。本発明における前記ポリカルボシランの数平均分子量は、通常、500〜10,000である。
【0024】
本発明のナノ粒子としては、様々なタイプのナノ粒子材料を用いることができ、例えば、ケイソウ土、セライト(登録商標)、セラトム(Celatom)(登録商標)、及び/または二酸化ケイ素等のシリカ粒子、フェノール樹脂、シリコーン樹脂、エポキシ樹脂及びこれらの混合物等の樹脂粉末のナノ粒子、更に、部分的及び/または完全に炭化したナノ粒子サイズの炭素粉末及び/または粒子等が挙げられる。更に、これらのナノ粒子材料の混合物であってもよい。また、ナノ粒子の粒子形態は特に限定されず、略球状、直方体状、板状、繊維のような直線形状、枝分かれした分岐形状を用いることができる。ナノ粒子をケイ素含有ポリマーと共に用いることにより、ナノ粒子がケイ素含有ポリマー中にナノレベルに微細分散し、体積効果で溶融粘度が高くなり、不融化処理工程でケイ素含有ポリマーが摩擦材から流出することを防ぐため、高温、短時間で不融化処理を行っても、摩擦材中のセラミックス含有率が高い緻密なネットワークを形成することができる。
【0025】
これらのナノ粒子は、一次粒度として直径約10〜約150nm、好ましくは約10〜約50nmの範囲にわたるナノ粒子である。また、一次ナノ粒子サイズとして平均ナノ粒子直径が約15nm〜約30nmであるナノ粒子が好ましい。
【0026】
中でも、ナノ粒子材料がシリカであるナノシリカ粒子を用いることにより、セラミックスネットワークの形成を補助し、強化させることができ、好ましい。これは、ケイ素含有ポリマー内のケイ素成分とナノシリカ粒子との反応、焼結により、母材強度が向上するためと推定される。シリカとしては、マトリックス中の分散性の点からコロイダルシリカが好ましく、有機溶媒分散性のコロイダルシリカ(オルガノシリカゾル)がより好ましい。シリカとしては、特に限定されるものではないが、具体的には、有機溶剤に分散させた球状のオルガノシリカゾルとして、日産化学工業(株)製のメタノールシリカゾル、MA−ST−M、IPA−ST、IPA−ST−L、IPA−ST−ZL、EG−ST、EG−ST−ZL、DMAC−ST、DMAC−ST−ZL、NPC−ST−30、PGM−ST、MEK−ST、MEK−ST−ZL、MIBK−ST、MIBK−ST、PMA−ST、EAC−ST、NBAC−ST、XBA−ST、TOL−ST等、シーアイ化成(株)のナノテックスラリー等がある。鎖状のオルガノシリカゾルとして、日産化学工業(株)製のIPA−ST−UP、MEK−ST−UP等がある。
【0027】
中でも、鎖状のオルガノシリカゾルを用いることにより、高密度の摩擦材を製造することができ、優れた性能の摩擦材を得ることができ、好ましい。ここで、鎖状のオルガノシリカゾルとは、一次粒子である球状コロイダルシリカ粒子がある特定の個数、直列にあるいは一部分岐してつながった形状のコロイダルシリカを意味する。ケイ素含有ポリマー中において鎖状粒子が成形時に配向性を持ち、高密度の摩擦材が製造されるものと推定される。また、ケイ素含有ポリマー中に鎖状粒子を分散させることで溶融粘度をより大きくすることができ、バインダー流出を更に抑制することができる。更に、鎖状粒子が微細に分散できるので、添加量が少なくて済み、摩擦性能への影響が少なく、好ましい。
【0028】
本発明では、例えば、ケイ素含有ポリマーをキシレン、トルエン、ヘキサン、ブタノン等の有機溶媒中に投入し、攪拌して得た樹脂溶液に、ナノ粒子溶液を樹脂溶液中に投入し、更に攪拌してナノ粒子を分散させた後、上記溶液を脱溶媒し、塊状樹脂を回収して粉砕することにより、摩擦材用の原材料粉末とすることができる。
【0029】
また、ケイ素含有ポリマーに対するナノ粒子の添加量は、ナノ粒子が有効に機能する範囲であれば特に限定的ではないが、ナノ粒子の添加量が多すぎると、バインダーの流れ性がなくなり、被着材との濡れ性/密着性が低下し、また、ナノ粒子がバインダー/被着材の界面に介在し、バインダーと被着材の接触面積が小さくなることで、接着を阻害するなどの理由により、バインダーとしての機能を失ってしまい、好ましくない。通常、ケイ素含有ポリマー100質量部に対して、ナノ粒子を15〜50質量部の範囲で含有させることが好ましい。
【0030】
本発明の摩擦材の製造工程は、通常、摩擦材原料の配合、攪拌、予備成形、熱成形、加熱、焼成及び研摩の各工程からなり、従来の摩擦材の製造工程と同一である。
その実施の形態においては、車両等に搭載されるディスクブレーキ装置のブレーキパッドやドラムブレーキ装置のブレーキライニングなどのブレーキ用の摩擦材を製造するのに適用され、粉粒状の各種の構成成分(原料)を所定の比率で混合させた摩擦材母材を形成する配合・攪拌工程と、その摩擦材母材を予備成形用金型に投入して加圧成形して所定形状の予備成形体を得る予備成形工程と、予備成形体とともに熱成形用金型に投入して所定の成形圧力、温度による熱成形処理を施して所定の摩擦材形状に成形した熱成形体を得る熱成形工程と、熱成形体に対して後熱処理や研摩処理等を適宜実施することで所望形状の摩擦材として完成させる後処理工程とを順に行うようにして実施される。
【0031】
本発明では、この後熱処理として、酸化雰囲気での加熱処理及び焼成処理が施される。
酸化雰囲気での加熱処理によりケイ素含有ポリマーが不融化して酸素と架橋され、その後焼成処理により、バインダー内でネットワーク状のケイ素−炭素(Si−Cネットワーク)構造が構築される。
【0032】
なお、通常の熱成形工程では、熱成形装置を使用し、予備成形体を成形する加圧成形処理と、この成形圧力を開放する除圧(ガス抜き)処理を交互に適宜回数繰り返して実施すると共に、この除圧処理では、熱成形用金型内に発生するガスを熱成形用金型を開くことによって排出する。
【0033】
また、摩擦材組成物の予備成形、加熱加圧成形、酸化雰囲気での熱処理、焼成の条件について特に制限はないが、熱成形時の温度は150〜180℃、加圧は30〜50MPa、加圧時間を300〜500secの条件で成形することが望ましい。
酸化雰囲気での熱処理は160〜350℃(好ましくは160〜300℃)、0.1〜0.3MPaの加圧下、処理時間1〜10時間の条件が望ましい。これらの条件範囲内であれば、ケイ素含有ポリマーの流出が抑えられ、寸法安定性も良好である。
【0034】
更に、上記酸化雰囲気での熱処理は、昇温速度を低速に制御することにより、あるいはミリ波加熱を用いて行うことにより、ケイ素含有ポリマーの流出を更に抑えることができ、品質の安定した製品を製造することができ、好ましい。また、結合材中に含まれる無機成分の残留が多くなり、より緻密なセラミックスネットワークの形成が可能になる。
【0035】
昇温速度を低速に制御して酸化雰囲気での熱処理を行う方法としては、例えば、0.1〜0.3MPaの加圧下、1時間あたり14〜140℃の昇温速度で、300℃になるまで1〜10時間加熱することにより、ケイ素含有ポリマーの流出を良好に抑えることができる。また、上記のとおり、酸化雰囲気での熱処理は160℃〜300℃であることが望ましいが、160℃までの昇温速度は特に限定されず、任意である。
【0036】
また、ミリ波加熱を用いて酸化雰囲気での熱処理を行うことも好ましい。この場合のミリ波とは、周波数が20GHz〜300GHz(すなわち、波長15mm〜1mm)の電磁波をいい、ミリ波加熱とは、該ミリ波帯電磁波を用いた誘電加熱をいう。ジャイロトロン発振管を用いたミリ波加熱装置を用いることで、ミリ波加熱を行うことができる。
例えば、250〜350℃、0.1〜0.3MPaの加圧下にて1〜5時間の処理時間が好ましい。ミリ波加熱を行うことで、上記のとおりケイ素含有ポリマーの流出が抑えられ、緻密なセラミックスネットワークが形成されるとともに、加熱処理時間を短縮させることができる。
【0037】
焼成は、800〜1000℃の温度、0.5MPa加圧下、処理時間1〜2時間の条件で真空中、還元ガス、不活性ガスのいずれかの雰囲気中で行うのが望ましい。
焼成温度が800℃以上において、十分なSi−Cの強化ネットワークが達成されるとともに、1000℃以下において、他に配合されている原材料の消失、溶け出しもなく、安定した摩擦性能が得られるため、好ましい。また、摩擦構造体として十分な機械的強度も得られる。
焼成時間(キープ時間)はSi成分のネットワークを形成するための反応を完了させるため、かつ物性安定性を考慮し、1時間以上のキープ時間が好ましい。2時間を超える焼成時間は過剰な高エネルギー製造となり、コスト面から好ましくない。焼成工程においては試料の膨張が懸念されるため、0.5MPa程度の荷重をかけ、寸法安定性を向上させることが好ましい。
【0038】
所望の摩擦材特性を確保するため各種配合材料が使用されるが、繊維基材としては、衝撃強度や温度などの関係で、銅繊維、スチール繊維等の金属繊維が適している。
耐熱性を考えると無機材料が挙げられる。例えばジルコニア、アルミナ、チタニア、マグネシア、フッ化カルシウム、ボロンナイトライド、SiC等の熱処理温度に耐えられるセラミックスを挙げることができる。
【0039】
また、本発明の摩擦材には、通常用いられる種々の摩擦調整材を含有させることができる。かかる摩擦調整材としては、黒鉛、鉄、アルミニウム、銅、真鍮、青銅等の材料が用いられる。これらの材料は実際に使用する場合は、粉体の他に、粒状,繊維状等様々な形状やサイズを考慮して複数種類の材料を組み合わせて使用することが考えられる。
【0040】
本発明では結合材としてケイ素含有ポリマーを使用するが、摩擦材の性能を損ねない限り、他の有機樹脂を併用してもよい。その結合材としては、フェノール樹脂(ストレートフェノール樹脂)、フラン樹脂、キシレン樹脂、尿素樹脂、メラミン樹脂、アニリン樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂、エポキシ樹脂などこれまで知られている熱硬化性樹脂の中から選択することができるが、入手の容易さ、取り扱いやすさの点でフェノール樹脂が好ましい。これらの樹脂の混合割合は結合材の50質量%位までである。
【0041】
摩擦材の組成としては、種々の配合組成を選択することができる。すなわち、これらは、製品に要求される摩擦特性、例えば、摩擦係数、耐摩耗性、振動特性、鳴き特性等に応じて、単独でまたは2種以上を組み合わせて混合すればよい。
一般的な配合組成としては、摩擦材の配合材全体を100質量%としたとき、繊維基材10〜50質量%、無機材料15〜30質量%、結合材5〜10質量%及び金属粉1〜10質量%である。
【実施例】
【0042】
以下、実施例により本発明を具体的に説明する。ただし、本発明はこれらの実施例のみに限定されるものではない。
【0043】
<実施例1〜6並びに参考例1及び2>
実施例1〜6並びに参考例1及び2の試作条件・製造フローは下記の通りである。
【0044】
1.無機バインダーの調製
(1)無機バインダーA〜Cの調製
ケイ素含有ポリマーのキシレン溶液(宇部興産(株)製:VZ−100、50%溶液)とナノシリカMEK溶液(シーアイ化成(株)製:SIMEK、15%溶液)を表1に示す配合で混合した後、真空オーブンで150℃、24時間加熱乾燥を行った。乾燥後、バインダーを粉砕し、粉末状の無機バインダーA〜Cを得た。
【0045】
(2)無機バインダーDの調製
上記ケイ素含有ポリマーのキシレン溶液(VZ−100、50%溶液)を真空オーブンで150℃、24時間加熱乾燥を行った。乾燥後、バインダーを粉砕し、粉末状の無機バインダーDを得た。
【0046】
【表1】
【0047】
2.原料の混合
表2に示した原材料を、表2に示す配合量で、アイリッヒ混合攪拌機に投入してチョッパ回転数1500rpm、パン回転数42rpmとし、常温で2分間混合攪拌を行った。
【0048】
【表2】
【0049】
3.予備成形
上記混合物を予備成形プレスの金型に投入し、室温・25MPaで5秒間加圧成形して予備成形体を作製した。(サンプルサイズ:100×50mm)
4.熱成形
予備成形体を小型熱プレス機で、成形温度160℃、面圧50MPa、成形時間:7分間で加熱加圧成形し、熱成形体を作製した。
5.熱処理(不融化処理)
熱成形体を加熱用治具にセットし、0.2MPaで加圧保持しながら、オーブン中で300℃まで第3表に示す所定の速度で昇温し、不融化処理を行った。
6.焼成
不融化処理品を焼成炉に投入し、0.5MPaで加圧保持しながらアルゴンガス雰囲気下800℃で焼成して摩擦材とした。
【0050】
[物性評価結果]
摩擦材の各種評価は下記測定法に従った。
(1)無機バインダーの流れ性試験
無機バインダーA〜Dを0.3g秤量し、常温圧縮成形により直径7mm、高さ7mmの円筒形成形体を作製する。ガラス板を20°の角度に傾斜させた状態に保持し、オーブン中でガラス板温度275℃に加熱調整した後、上記の円筒形成形体をガラス板上に載せてオーブン中で15分間保持した後、ガラス板を取り出し、十分に冷却した後、無機バインダーの流れた距離を測定する。
【0051】
(2)無機バインダーの染み出し評価
不融化処理後の成形体外周部を目視で観察し、染み出しの程度を下記評点により評価する。
5点:染み出しなし、4点:僅かに染み出しあり、3点:染み出しあり、2点:染み出し大、1点:染み出し極大
【0052】
(3)摩擦材の物性・摩擦性能評価
a.焼成後の摩擦材厚み(15mm狙い)とロックウェル硬さを測定する。
b.焼成後の摩擦材の形状の状態を「○;良好」、「△;可」、「×;不良」の3段階で評価した。
【0053】
【表3】
【0054】
表3に上記摩擦材の各種物性を示す。実施例1〜6及び参考例1、2は酸化雰囲気での熱処理を行うことにより、良好な物性を持つサンプルを得ることが出来た。これらの摩擦材は、ポリカルボシランを構成しているSi成分が酸化雰囲気で加熱したことによって酸化反応が促進し、マトリックスの強化を促し、良好な物性を確保できたものと推定される。
【0055】
また、ポリカルボシランのみ(バインダーD)と、ポリカルボシラン及びナノシリカ粒子を混合した無機バインダー(バインダーB)の空気中におけるDTA(示差熱分析)の結果を図1に示す。ポリカルボシラン及びナノシリカ粒子を混合した無機バインダーは、200℃〜400℃付近で発熱ピークが見られる。ポリカルボシランの不融化反応が約200℃から始まることから、バインダーBではポリカルボシランとナノシリカ粒子表面のシラノール基(−Si−OH)で架橋が生じているものと推定される。以上より、ポリカルボシラン単体よりもナノシリカ粒子を添加したもののほうが強固な結合が生じているものと推定される。
【0056】
また、ポリカルボシランのみを含有する摩擦材(参考例1)と、ポリカルボシランとナノシリカ粒子を含有する摩擦材(実施例3)の摩擦性能を評価した。結果を表4に示す。なお、摩擦材の各種評価は下記測定法に従った。
【0057】
1)性能試験(JASO C406−82準拠)
作製したサンプルをテストピース(13×35mm)に加工し、小型ダイナモ式慣性型摩擦試験機を用いて性能試験を行った。表4に、第2効力及び1stフェードの結果を示した。
(1stフェード試験方法)
初速度:100km/h→3km/h
減速度:0.45G
制動回数:9回
制動サイクル:35秒
なお、フェード率(%)=[(minμ(最低μ))/1回目μ]×100である。
【0058】
2)ロータ/パッド摩耗量の測定
更に、性能試験終了後に、ロータ/パッドの摩耗量(μm/mm)を測定し、ロータ攻撃性(相手材攻撃性)を評価した。
【0059】
【表4】
【0060】
表4の結果から、参考例1及び実施例3とも、同等の摩擦性能を示すことから、ナノシリカ粒子を添加したことによる摩擦性能への影響はないと考えられる。
【0061】
更に、参考例1と実施例3のEPMAによるケイ素元素マッピング測定結果を図2に示す。参考例1を見るとバインダーがSiのネットワークを形成しているのがわかる。実施例3は、ナノシリカ粒子を添加しているので、参考例1よりも更に強度が高く検出されている。ナノシリカ粒子を添加したことによる偏析は見られず、均一にSiネットワークに分散しており、実施例3は硬度も高いことから、ネットワーク形成が強化されているものと推定される。
【0062】
<実施例7及び8>
実施例7及び8の試作条件・製造フローは下記の通りである。
【0063】
1.無機バインダーの調製
(1)無機バインダーE及びFの調製
ナノシリカ溶液として、無機バインダーEでは、ナノシリカ(鎖状粒子)のMEK溶液(日産化学工業(株)製:MEK−ST−UP、固形分20%)を、無機バインダーFでは、ナノシリカのキシレン溶液(日産化学工業(株)製:XBA−ST、固形分30%)を用い、それぞれ表5に示す配合で混合した以外は、上記無機バインダーAの調製方法と同様にして、粉末状の無機バインダーE及びFを得た。
【0064】
【表5】
【0065】
表6に示した原材料を、表6に示す配合量で、原料の混合を行った以外は、実施例1と同様にして、原料の混合、予備成形、熱成形、熱処理(不融化処理)及び焼成を行って、摩擦材を製造した。得られた摩擦材について、実施例1〜6と同様にして評価した結果を表7に示す。
【0066】
【表6】
【0067】
【表7】
【0068】
実施例7及び8は酸化雰囲気での熱処理を行うことにより、実施例1〜6と同様に、良好な物性を持つサンプルを得ることが出来た。これらの摩擦材は、ポリカルボシランを構成しているSi成分が酸化雰囲気で加熱したことによって酸化反応が促進し、マトリックスの強化を促し、良好な物性を確保できたものと推定される。溶融時の流れ性低下効果により、不融化処理時の染み出しがほとんどなく、品質が安定した摩擦材が得られ、高密度化が期待できる。
【0069】
また、ポリカルボシランと鎖状のナノシリカ粒子を含有する摩擦材(実施例7)の摩擦性能を評価した。結果を表8に示す。表8の結果から、実施例7も、上記の参考例1の場合と同等の摩擦性能を示すことから、鎖状のナノシリカ粒子を添加したことによる摩擦性能への影響はないと考えられる。
【0070】
【表8】
【0071】
更に、実施例7のEPMAによるケイ素元素マッピング測定結果を図2(c)に示す。実施例7は、鎖状のナノシリカ粒子を添加しているので、参考例1よりも更に強度が高く検出されている。鎖状のナノシリカ粒子を添加したことによる偏析は見られず、均一にSiネットワークに分散しており、ネットワーク形成が強化されているものと推定される。
【0072】
以上のことから、実施例1〜8及び参考例1,2の結果から、不融化処理時の昇温速度を低速にすることにより、バインダーの流れ出しが抑制され、染み出しにくくなるものの、本願発明に従い、ナノ粒子を含有させることにより、ケイ素含有ポリマーの溶融時の流れ性が低下して、不融化処理時の昇温速度を遅くしなくてもバインダーの染み出しはほとんどなく、参考例1と同等の摩擦材が得られることが分かる。また、実施例5、6に比して、実施例1〜4は、ナノシリカ粒子の含有量がより適量であり、バインダーの流れ性が良好であり、より優れた品質の摩擦材が得られることが分かる。
【産業上の利用可能性】
【0073】
本発明のナノ粒子材料を含有するケイ素含有ポリマーを結合材として不融化、焼成して得た摩擦材は、ブレーキ性能に優れた高耐熱性ブレーキパッドを既存の製造設備を利用して提供することが出来る。従って、本発明の摩擦材は、自動車、鉄道、産業用機械などのブレーキパッド、ブレーキライニング、クラッチフェーシング等として使用される高耐熱性摩擦材として有用である。
【技術分野】
【0001】
本発明は、自動車、鉄道、航空機、産業機械等に使われているブレーキ用摩擦材に関するものであり、特に小型・軽量化可能な、高温・高負荷に耐え得る耐熱性に優れた摩擦材及びその製造方法に関する。
【背景技術】
【0002】
主に自動車などに使われている摩擦材は、フェノール樹脂を代表とする熱硬化性樹脂を結合材(バインダー)として成形されているが、結合材が有機材料であることから高速での摩擦係数の低下、制動熱による有機材料の熱変形や劣化による摩擦材の貼りつきが問題となっている。近年、摩擦材に求められる性能は省エネルギー化を目的に小型・軽量化が進み、摩擦材にかかる負荷は益々厳しくなっている。これらの問題解決のため、銅系焼結合金による摩擦材、C/Cコンポジット、CMC(セラミックスマトリックスコンポジット)、有機材料を焼成・炭化させた摩擦材などが特許文献1〜3に提案されている。
しかしながら、これらの摩擦材は、その製法の困難性、製造する上での高エネルギー、コストが従来品より割高になるなど、課題が残っている。
【0003】
また、特許文献1及び特許文献2には、ピッチを含む有機材料を焼結・炭化して結合材とした摩擦材が提案されている。一般に、有機材料を焼成炭素化して結合材となるようにして摩擦材を製造する場合、有機材料、無機充填材、固体潤滑材、金属材料等の原材料を混合し、この混合物を真空、還元ガス、不活性ガスの何れかの雰囲気中で必要な荷重をかけながら550〜1000℃程度に昇温して保持する。これにより、有機材料が焼成炭素化して結合材として機能し、摩擦材が製造される。しかし、焼成摩擦材のバインダーとしてピッチを配合すると有害成分であるベンゾピレンを微量に含有しており、昨今の環境規制から使用が制限される可能性がある。今後、使用禁止になった場合、焼成摩擦材のバインダーとして代替原材料が必要になってくる。
【0004】
一方、一般的なディスクブレーキ用摩擦材はフェノール樹脂を代表とする熱硬化性樹脂を結合材として成形されるが、熱成形過程において有機結合材の熱硬化反応によりガスが発生する。この発生したガスが熱成形された摩擦材内部に閉じ込められ、そのガス圧が大きすぎる場合には、プレス圧の除圧時に一気に解放され、ヒビやフクレを生じる原因となる。
【0005】
特許文献4には、熱硬化性樹脂とともに有機金属化合物を含有させることで、高温作動時において揮発分が少なく、耐フェード性、耐摩耗性に優れた摩擦材を提供する技術が記載されているが、このような無機バインダーを用いた摩擦材であっても同様な現象を起こす。
【0006】
フェノール樹脂などをバインダーとした摩擦材のヒビ、フクレの解決策としては、特許文献5に熱成形型のパンチ材質を、熱伝導性を上げたものに変更し、温度勾配を設けて発生ガスの排出を促す方法がある。また、特許文献6には成形時に加圧と除圧を繰り返し、除圧時に圧力の解放を制御することによって、急激なガス膨張を抑止する解決策も記載されている。
特許文献7では、押え型、中型及び加圧型からなる摩擦材の熱成形用金型を用いて摩擦材原料の予備成形体を熱成形する際、押え型と加圧型に温度差を設け、熱成形時に予備成形体が最後に硬化する部分を押え型か加圧型のいずれか一方に寄せるとともに、この最終硬化部に対応する押え型または加圧型に前記最終硬化部に突入し、かつ前記の型に外部に通じるガス抜き路を持つ突起を設けることによって前記最終硬化部からガス抜きできるようにした摩擦材の熱成形過程のガス抜き方法が記載されている。
しかし、これらの方法を用いても未だ十分とはいえず、熱成形完了後に製品が徐々に膨張し、ヒビやフクレを起こすケースが確認され、これらの対策を施した場合でも解決にならなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−306970号公報
【特許文献2】特開平11−132270号公報
【特許文献3】特開平3−51531号公報
【特許文献4】特開平7−292349号公報
【特許文献5】特開2003−232392号公報
【特許文献6】特開2003−145565号公報
【特許文献7】特開2003−127155号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記したように、高温・高負荷に耐えるディスクブレーキパッドを製造する場合、結合材等を焼成・炭化させて摩擦材とすることがあるが、その製法の困難性、製造する上での高エネルギー消費、コストが従来品より割高になるなど実用性に問題がある。その中で有機系摩擦材(NAO材、Non−Asbestos−Organic)と同様な製造プロセスに焼成工程を付け加えるだけで製造することが出来る高耐熱性パッドを提供できれば、上記の高エネルギー生産の間題を解決することができる。
従って、本発明の課題の一つは、高温・高負荷に適合し、有機系摩擦材と同様な工程に焼成工程を付け加えるだけで製造できる高耐熱性摩擦材を提供することである。
【0009】
本発明のもう一つの課題は、結合材にピッチを含む有機系樹脂を使用すると製造工程内で有害成分のベンゾピレンが排出される恐れがあるので、代替材料としてケイ素含有ポリマーを焼成摩擦材の結合材として応用することを目的とする。
また、無機バインダーを用いた摩擦材において、従来の成形法では熱成形完了後に製品が徐々に膨張し、ヒビやフクレを起こすケースが確認され、各種対策を施した場合でも解決にならなかった。従って、本発明の別の目的は、熱成形完了後の製品のヒビやフクレなどといった成形不良を解消することのできる品質の優れた摩擦材を得る成形方法を開発することである。
【課題を解決するための手段】
【0010】
本発明者は、既存の製造工程で高耐熱性摩擦材あるいは焼成摩擦材を製造するため、成形条件及び摩擦材の各種バインダー等を各種検討した結果、下記(1)〜(12)により本発明の課題を解決した。
(1)繊維基材、摩擦調整材、結合材及び無機材料よりなる摩擦材において、該結合材としてケイ素含有ポリマー及びナノ粒子材料を含有する原材料を酸化雰囲気で熱処理することにより不融化して、ケイ素含有ポリマーを酸素と架橋させた後、焼成処理してSi−Cネットワークが形成されたことを特徴とする摩擦材。
(2)前記熱処理が、160〜350℃の温度で、1〜10時間の間行ったものである上記(1)に記載の摩擦材。
【0011】
(3)前記ケイ素含有ポリマーがポリカルボシラン、ポリオルガノボロシラザン、ポリボロシロキサン、ポリカルボシラザン、パーヒドロポリシラザンの群から選択された1つ又は2つ以上の化合物である上記(1)又は(2)に記載の摩擦材。
(4)前記ケイ素含有ポリマーが摩擦材組成全体の5〜10質量%配合されていることを特徴とする上記(1)〜(3)のいずれか1つに記載の摩擦材。
(5)前記ケイ素含有ポリマー100質量部に対して、前記ナノ粒子材料を15〜50質量部含有することを特徴とする上記(1)〜(4)のいずれか1つに記載の摩擦材。
(6)前記ナノ粒子材料がシリカである上記(1)〜(5)のいずれか1つに記載の摩擦材。
(7)前記シリカがオルガノシリカゾルである上記(6)に記載の摩擦材。
【0012】
(8)少なくとも予備成形、熱成形及び熱処理の工程を含む、繊維基材、摩擦調整材、結合材及び無機材料よりなる摩擦材の製造方法において、該結合材としてケイ素含有ポリマー及びナノ粒子材料を含有する原材料を熱成形の後、160〜350℃の温度で、1〜10時間の間、酸化雰囲気で熱処理することにより不融化して、ケイ素含有ポリマーを酸素と架橋させた後、焼成処理したことを特徴とする摩擦材の製造方法。
(9)前記不融化処理における熱処理の昇温速度を、1時間あたり14〜140℃で行うことを特徴とする上記(8)に記載の摩擦材の製造方法。
(10)前記不融化処理における熱処理を、ミリ波加熱を用いて行うことを特徴とする上記(8)又は(9)に記載の摩擦材の製造方法。
【0013】
(11)前記熱処理の後、さらに800〜1000℃の温度で1〜2時間焼成することを特徴とする上記(8)〜(10)のいずれか1つに記載の摩擦材の製造方法。
(12)前記予備成形が圧力25〜300MPaの予備成形を施したことを特徴とする上記(8)〜(11)のいずれか1つに記載の摩擦材の製造方法。
【発明の効果】
【0014】
結合材をストレートフェノール樹脂のような有機材料からケイ素含有ポリマーにしたことにより、酸素との架橋による母材強化機構を形成することから、従来の摩擦材よりも耐熱性を上げることが出来る。また、ケイ素含有ポリマーを酸化雰囲気で加熱すれば、加熱処理中に流れ出さないので、摩擦材用のバインダーとして使用可能であることが分かった。更に詳細に検討したところ、ケイ素含有ポリマーは予備硬化温度が300℃未満であると樹脂が柔らかすぎて圧力をかける前に染み出してしまうという課題があったため(例えば、特開2002−255650号公報段落番号〔0012〕参照)、本発明では、更に不融化時にケイ素含有ポリマーの染み出しをより有効に抑制するために、ケイ素含有ポリマーと共にナノ粒子材料(以下単に「ナノ粒子」と称することもある)を含有させることにより、ケイ素含有ポリマーの加熱中の流出を抑えることができることを見出した。また、ケイ素含有ポリマーは温度変化に敏感であり、不融化処理中に唐突に粘度低下が生じることがあるが、ナノ粒子を含有させることで、溶融粘度を大きくし、粘度変化を制御することができるため、不融化工程を短時間で終了させることができ、低コスト、短時間で摩擦材を製造することができる。また、ナノ粒子は微細に分散できるので、ナノ粒子の添加量が少量で済み、摩擦性能への影響も少なく、セラミックスネットワークの形成を有効に補助し、強化させることができる。
【0015】
更に、その製造では従来の既存設備のみで対応できることから製造コストも同等となり、設備投資の必要もない。
また、ピッチを焼成摩擦材のバインダーとして使用すると、有害物質であるベンゾピレンが製造工程内で微量排出される恐れがあるが、ケイ素含有ポリマーに替えると環境汚染のない耐熱性に優れた焼成摩擦材として使用することが可能となる。
【0016】
更に、摩擦材の結合材にケイ素含有ポリマーを使用した場合には完全にヒビ・フクレの発生を抑えることはできないが、ケイ素含有ポリマーを使用して高圧力で予備成形を行うと熱成形時の厚み変化が少ない。よって、ガスの排出口を塞ぐことなく、ヒビ・フクレの発生防止になり、品質の優れた摩擦材を製造できる。また、ニアネットシェイプ(near net shape)での成形が可能であり、通常の予備成形品に比べてボロツキがないため、ハンドリングが良好となる。なお、通常の有機系摩擦材の予備成形圧力は25〜35MPaであり、本発明では、これを超える圧力で予備成形することを高圧力での予備成形と称し、具体的には25〜300MPaであることが好ましい。
【図面の簡単な説明】
【0017】
【図1】ポリカルボシランのみ(バインダーD)と、ポリカルボシラン及びナノシリカ粒子を混合した無機バインダー(バインダーB)の空気中におけるDTA(示差熱分析)の結果を示す図である。
【図2】(a)は結合材としてポリカルボシランのみを含有する摩擦材(参考例1)、(b)はポリカルボシランとナノシリカ粒子を含有する摩擦材(実施例3)の、(c)はポリカルボシランと鎖状ナノシリカ粒子を含有する摩擦材(実施例7)の、それぞれケイ素元素のマッピングを示す電子顕微鏡写真である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態について詳しく説明する。
本発明に用いられるケイ素含有ポリマーは、例えば、SiCからなるセラミックス製品を製造する際、直接賦形化して焼成する方法、プリフォームに含浸した後、熱分解によりセラミックス化する方法等に用いられる、セラミックス前駆体として知られているケイ素含有ポリマーを用いることができる。
【0019】
多孔質炭素繊維にケイ素含有ポリマーを浸透させ、熱分解により多孔質C−C初期体を製造し、この多孔質C−C初期体に液状ケイ素(ケイ素含有ポリマー)を浸透せしめ、その際加熱によりSiCにセラミックス化して摩擦材を製造する例(特許文献2参照)や、ケイ素含有ポリマーを結合材として熱硬化性樹脂とともに用い、熱硬化性樹脂とケイ素含有ポリマーとを架橋させて用いる例(特許文献4参照)は知られているが、前記ポリマーを結合材(バインダー)として使用して熱成形し、酸化雰囲気で熱処理することにより不融化して、酸素と架橋させた後、焼成処理してSi−Cネットワークを形成させた摩擦材は報告されていない。
本発明の特徴は、フェノール樹脂を結合材とする有機系摩擦材の場合と同様な製法に焼成工程を付け加えるだけで、ケイ素含有ポリマーをバインダーとした摩擦材を製造することである。
【0020】
具体的なケイ素含有ポリマーとしては、ポリカルボシラン、ポリオルガノボロシラザン、ポリボロシロキサン、ポリカルボシラザン、パーヒドロポリシラザン等の群から成る熱分解可能なポリマーを挙げることができる。
本発明においては、結合材をすべてケイ素含有ポリマーとする必要はなく、ケイ素含有ポリマーとともに他の樹脂を併用することができる。これについては後記する。
【0021】
価格及び入手のしやすさを考えると、本発明で使用するバインダー(結合材)としては、上記ケイ素含有ポリマーの中でポリカルボシランが好ましい。本発明で使用されるポリカルボシランの種類は特に限定されないが、例えば、下記一般式I、一般式II又は一般式IIIで表される繰返し単位を少なくとも30質量%以上含む有機ケイ素重合体である。
【0022】
【化1】
【0023】
(式中、R1は水素原子、アルキル基又は水酸基を示し、R2はアルキル基、フェニル基又はハロゲン原子を示し、nは整数を表す。)
ポリカルボシランは単独重合体であってもよく、共重合体、ブロック体あるいはグラフト体又はブレンド体であってもよい。本発明における前記ポリカルボシランの数平均分子量は、通常、500〜10,000である。
【0024】
本発明のナノ粒子としては、様々なタイプのナノ粒子材料を用いることができ、例えば、ケイソウ土、セライト(登録商標)、セラトム(Celatom)(登録商標)、及び/または二酸化ケイ素等のシリカ粒子、フェノール樹脂、シリコーン樹脂、エポキシ樹脂及びこれらの混合物等の樹脂粉末のナノ粒子、更に、部分的及び/または完全に炭化したナノ粒子サイズの炭素粉末及び/または粒子等が挙げられる。更に、これらのナノ粒子材料の混合物であってもよい。また、ナノ粒子の粒子形態は特に限定されず、略球状、直方体状、板状、繊維のような直線形状、枝分かれした分岐形状を用いることができる。ナノ粒子をケイ素含有ポリマーと共に用いることにより、ナノ粒子がケイ素含有ポリマー中にナノレベルに微細分散し、体積効果で溶融粘度が高くなり、不融化処理工程でケイ素含有ポリマーが摩擦材から流出することを防ぐため、高温、短時間で不融化処理を行っても、摩擦材中のセラミックス含有率が高い緻密なネットワークを形成することができる。
【0025】
これらのナノ粒子は、一次粒度として直径約10〜約150nm、好ましくは約10〜約50nmの範囲にわたるナノ粒子である。また、一次ナノ粒子サイズとして平均ナノ粒子直径が約15nm〜約30nmであるナノ粒子が好ましい。
【0026】
中でも、ナノ粒子材料がシリカであるナノシリカ粒子を用いることにより、セラミックスネットワークの形成を補助し、強化させることができ、好ましい。これは、ケイ素含有ポリマー内のケイ素成分とナノシリカ粒子との反応、焼結により、母材強度が向上するためと推定される。シリカとしては、マトリックス中の分散性の点からコロイダルシリカが好ましく、有機溶媒分散性のコロイダルシリカ(オルガノシリカゾル)がより好ましい。シリカとしては、特に限定されるものではないが、具体的には、有機溶剤に分散させた球状のオルガノシリカゾルとして、日産化学工業(株)製のメタノールシリカゾル、MA−ST−M、IPA−ST、IPA−ST−L、IPA−ST−ZL、EG−ST、EG−ST−ZL、DMAC−ST、DMAC−ST−ZL、NPC−ST−30、PGM−ST、MEK−ST、MEK−ST−ZL、MIBK−ST、MIBK−ST、PMA−ST、EAC−ST、NBAC−ST、XBA−ST、TOL−ST等、シーアイ化成(株)のナノテックスラリー等がある。鎖状のオルガノシリカゾルとして、日産化学工業(株)製のIPA−ST−UP、MEK−ST−UP等がある。
【0027】
中でも、鎖状のオルガノシリカゾルを用いることにより、高密度の摩擦材を製造することができ、優れた性能の摩擦材を得ることができ、好ましい。ここで、鎖状のオルガノシリカゾルとは、一次粒子である球状コロイダルシリカ粒子がある特定の個数、直列にあるいは一部分岐してつながった形状のコロイダルシリカを意味する。ケイ素含有ポリマー中において鎖状粒子が成形時に配向性を持ち、高密度の摩擦材が製造されるものと推定される。また、ケイ素含有ポリマー中に鎖状粒子を分散させることで溶融粘度をより大きくすることができ、バインダー流出を更に抑制することができる。更に、鎖状粒子が微細に分散できるので、添加量が少なくて済み、摩擦性能への影響が少なく、好ましい。
【0028】
本発明では、例えば、ケイ素含有ポリマーをキシレン、トルエン、ヘキサン、ブタノン等の有機溶媒中に投入し、攪拌して得た樹脂溶液に、ナノ粒子溶液を樹脂溶液中に投入し、更に攪拌してナノ粒子を分散させた後、上記溶液を脱溶媒し、塊状樹脂を回収して粉砕することにより、摩擦材用の原材料粉末とすることができる。
【0029】
また、ケイ素含有ポリマーに対するナノ粒子の添加量は、ナノ粒子が有効に機能する範囲であれば特に限定的ではないが、ナノ粒子の添加量が多すぎると、バインダーの流れ性がなくなり、被着材との濡れ性/密着性が低下し、また、ナノ粒子がバインダー/被着材の界面に介在し、バインダーと被着材の接触面積が小さくなることで、接着を阻害するなどの理由により、バインダーとしての機能を失ってしまい、好ましくない。通常、ケイ素含有ポリマー100質量部に対して、ナノ粒子を15〜50質量部の範囲で含有させることが好ましい。
【0030】
本発明の摩擦材の製造工程は、通常、摩擦材原料の配合、攪拌、予備成形、熱成形、加熱、焼成及び研摩の各工程からなり、従来の摩擦材の製造工程と同一である。
その実施の形態においては、車両等に搭載されるディスクブレーキ装置のブレーキパッドやドラムブレーキ装置のブレーキライニングなどのブレーキ用の摩擦材を製造するのに適用され、粉粒状の各種の構成成分(原料)を所定の比率で混合させた摩擦材母材を形成する配合・攪拌工程と、その摩擦材母材を予備成形用金型に投入して加圧成形して所定形状の予備成形体を得る予備成形工程と、予備成形体とともに熱成形用金型に投入して所定の成形圧力、温度による熱成形処理を施して所定の摩擦材形状に成形した熱成形体を得る熱成形工程と、熱成形体に対して後熱処理や研摩処理等を適宜実施することで所望形状の摩擦材として完成させる後処理工程とを順に行うようにして実施される。
【0031】
本発明では、この後熱処理として、酸化雰囲気での加熱処理及び焼成処理が施される。
酸化雰囲気での加熱処理によりケイ素含有ポリマーが不融化して酸素と架橋され、その後焼成処理により、バインダー内でネットワーク状のケイ素−炭素(Si−Cネットワーク)構造が構築される。
【0032】
なお、通常の熱成形工程では、熱成形装置を使用し、予備成形体を成形する加圧成形処理と、この成形圧力を開放する除圧(ガス抜き)処理を交互に適宜回数繰り返して実施すると共に、この除圧処理では、熱成形用金型内に発生するガスを熱成形用金型を開くことによって排出する。
【0033】
また、摩擦材組成物の予備成形、加熱加圧成形、酸化雰囲気での熱処理、焼成の条件について特に制限はないが、熱成形時の温度は150〜180℃、加圧は30〜50MPa、加圧時間を300〜500secの条件で成形することが望ましい。
酸化雰囲気での熱処理は160〜350℃(好ましくは160〜300℃)、0.1〜0.3MPaの加圧下、処理時間1〜10時間の条件が望ましい。これらの条件範囲内であれば、ケイ素含有ポリマーの流出が抑えられ、寸法安定性も良好である。
【0034】
更に、上記酸化雰囲気での熱処理は、昇温速度を低速に制御することにより、あるいはミリ波加熱を用いて行うことにより、ケイ素含有ポリマーの流出を更に抑えることができ、品質の安定した製品を製造することができ、好ましい。また、結合材中に含まれる無機成分の残留が多くなり、より緻密なセラミックスネットワークの形成が可能になる。
【0035】
昇温速度を低速に制御して酸化雰囲気での熱処理を行う方法としては、例えば、0.1〜0.3MPaの加圧下、1時間あたり14〜140℃の昇温速度で、300℃になるまで1〜10時間加熱することにより、ケイ素含有ポリマーの流出を良好に抑えることができる。また、上記のとおり、酸化雰囲気での熱処理は160℃〜300℃であることが望ましいが、160℃までの昇温速度は特に限定されず、任意である。
【0036】
また、ミリ波加熱を用いて酸化雰囲気での熱処理を行うことも好ましい。この場合のミリ波とは、周波数が20GHz〜300GHz(すなわち、波長15mm〜1mm)の電磁波をいい、ミリ波加熱とは、該ミリ波帯電磁波を用いた誘電加熱をいう。ジャイロトロン発振管を用いたミリ波加熱装置を用いることで、ミリ波加熱を行うことができる。
例えば、250〜350℃、0.1〜0.3MPaの加圧下にて1〜5時間の処理時間が好ましい。ミリ波加熱を行うことで、上記のとおりケイ素含有ポリマーの流出が抑えられ、緻密なセラミックスネットワークが形成されるとともに、加熱処理時間を短縮させることができる。
【0037】
焼成は、800〜1000℃の温度、0.5MPa加圧下、処理時間1〜2時間の条件で真空中、還元ガス、不活性ガスのいずれかの雰囲気中で行うのが望ましい。
焼成温度が800℃以上において、十分なSi−Cの強化ネットワークが達成されるとともに、1000℃以下において、他に配合されている原材料の消失、溶け出しもなく、安定した摩擦性能が得られるため、好ましい。また、摩擦構造体として十分な機械的強度も得られる。
焼成時間(キープ時間)はSi成分のネットワークを形成するための反応を完了させるため、かつ物性安定性を考慮し、1時間以上のキープ時間が好ましい。2時間を超える焼成時間は過剰な高エネルギー製造となり、コスト面から好ましくない。焼成工程においては試料の膨張が懸念されるため、0.5MPa程度の荷重をかけ、寸法安定性を向上させることが好ましい。
【0038】
所望の摩擦材特性を確保するため各種配合材料が使用されるが、繊維基材としては、衝撃強度や温度などの関係で、銅繊維、スチール繊維等の金属繊維が適している。
耐熱性を考えると無機材料が挙げられる。例えばジルコニア、アルミナ、チタニア、マグネシア、フッ化カルシウム、ボロンナイトライド、SiC等の熱処理温度に耐えられるセラミックスを挙げることができる。
【0039】
また、本発明の摩擦材には、通常用いられる種々の摩擦調整材を含有させることができる。かかる摩擦調整材としては、黒鉛、鉄、アルミニウム、銅、真鍮、青銅等の材料が用いられる。これらの材料は実際に使用する場合は、粉体の他に、粒状,繊維状等様々な形状やサイズを考慮して複数種類の材料を組み合わせて使用することが考えられる。
【0040】
本発明では結合材としてケイ素含有ポリマーを使用するが、摩擦材の性能を損ねない限り、他の有機樹脂を併用してもよい。その結合材としては、フェノール樹脂(ストレートフェノール樹脂)、フラン樹脂、キシレン樹脂、尿素樹脂、メラミン樹脂、アニリン樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂、エポキシ樹脂などこれまで知られている熱硬化性樹脂の中から選択することができるが、入手の容易さ、取り扱いやすさの点でフェノール樹脂が好ましい。これらの樹脂の混合割合は結合材の50質量%位までである。
【0041】
摩擦材の組成としては、種々の配合組成を選択することができる。すなわち、これらは、製品に要求される摩擦特性、例えば、摩擦係数、耐摩耗性、振動特性、鳴き特性等に応じて、単独でまたは2種以上を組み合わせて混合すればよい。
一般的な配合組成としては、摩擦材の配合材全体を100質量%としたとき、繊維基材10〜50質量%、無機材料15〜30質量%、結合材5〜10質量%及び金属粉1〜10質量%である。
【実施例】
【0042】
以下、実施例により本発明を具体的に説明する。ただし、本発明はこれらの実施例のみに限定されるものではない。
【0043】
<実施例1〜6並びに参考例1及び2>
実施例1〜6並びに参考例1及び2の試作条件・製造フローは下記の通りである。
【0044】
1.無機バインダーの調製
(1)無機バインダーA〜Cの調製
ケイ素含有ポリマーのキシレン溶液(宇部興産(株)製:VZ−100、50%溶液)とナノシリカMEK溶液(シーアイ化成(株)製:SIMEK、15%溶液)を表1に示す配合で混合した後、真空オーブンで150℃、24時間加熱乾燥を行った。乾燥後、バインダーを粉砕し、粉末状の無機バインダーA〜Cを得た。
【0045】
(2)無機バインダーDの調製
上記ケイ素含有ポリマーのキシレン溶液(VZ−100、50%溶液)を真空オーブンで150℃、24時間加熱乾燥を行った。乾燥後、バインダーを粉砕し、粉末状の無機バインダーDを得た。
【0046】
【表1】
【0047】
2.原料の混合
表2に示した原材料を、表2に示す配合量で、アイリッヒ混合攪拌機に投入してチョッパ回転数1500rpm、パン回転数42rpmとし、常温で2分間混合攪拌を行った。
【0048】
【表2】
【0049】
3.予備成形
上記混合物を予備成形プレスの金型に投入し、室温・25MPaで5秒間加圧成形して予備成形体を作製した。(サンプルサイズ:100×50mm)
4.熱成形
予備成形体を小型熱プレス機で、成形温度160℃、面圧50MPa、成形時間:7分間で加熱加圧成形し、熱成形体を作製した。
5.熱処理(不融化処理)
熱成形体を加熱用治具にセットし、0.2MPaで加圧保持しながら、オーブン中で300℃まで第3表に示す所定の速度で昇温し、不融化処理を行った。
6.焼成
不融化処理品を焼成炉に投入し、0.5MPaで加圧保持しながらアルゴンガス雰囲気下800℃で焼成して摩擦材とした。
【0050】
[物性評価結果]
摩擦材の各種評価は下記測定法に従った。
(1)無機バインダーの流れ性試験
無機バインダーA〜Dを0.3g秤量し、常温圧縮成形により直径7mm、高さ7mmの円筒形成形体を作製する。ガラス板を20°の角度に傾斜させた状態に保持し、オーブン中でガラス板温度275℃に加熱調整した後、上記の円筒形成形体をガラス板上に載せてオーブン中で15分間保持した後、ガラス板を取り出し、十分に冷却した後、無機バインダーの流れた距離を測定する。
【0051】
(2)無機バインダーの染み出し評価
不融化処理後の成形体外周部を目視で観察し、染み出しの程度を下記評点により評価する。
5点:染み出しなし、4点:僅かに染み出しあり、3点:染み出しあり、2点:染み出し大、1点:染み出し極大
【0052】
(3)摩擦材の物性・摩擦性能評価
a.焼成後の摩擦材厚み(15mm狙い)とロックウェル硬さを測定する。
b.焼成後の摩擦材の形状の状態を「○;良好」、「△;可」、「×;不良」の3段階で評価した。
【0053】
【表3】
【0054】
表3に上記摩擦材の各種物性を示す。実施例1〜6及び参考例1、2は酸化雰囲気での熱処理を行うことにより、良好な物性を持つサンプルを得ることが出来た。これらの摩擦材は、ポリカルボシランを構成しているSi成分が酸化雰囲気で加熱したことによって酸化反応が促進し、マトリックスの強化を促し、良好な物性を確保できたものと推定される。
【0055】
また、ポリカルボシランのみ(バインダーD)と、ポリカルボシラン及びナノシリカ粒子を混合した無機バインダー(バインダーB)の空気中におけるDTA(示差熱分析)の結果を図1に示す。ポリカルボシラン及びナノシリカ粒子を混合した無機バインダーは、200℃〜400℃付近で発熱ピークが見られる。ポリカルボシランの不融化反応が約200℃から始まることから、バインダーBではポリカルボシランとナノシリカ粒子表面のシラノール基(−Si−OH)で架橋が生じているものと推定される。以上より、ポリカルボシラン単体よりもナノシリカ粒子を添加したもののほうが強固な結合が生じているものと推定される。
【0056】
また、ポリカルボシランのみを含有する摩擦材(参考例1)と、ポリカルボシランとナノシリカ粒子を含有する摩擦材(実施例3)の摩擦性能を評価した。結果を表4に示す。なお、摩擦材の各種評価は下記測定法に従った。
【0057】
1)性能試験(JASO C406−82準拠)
作製したサンプルをテストピース(13×35mm)に加工し、小型ダイナモ式慣性型摩擦試験機を用いて性能試験を行った。表4に、第2効力及び1stフェードの結果を示した。
(1stフェード試験方法)
初速度:100km/h→3km/h
減速度:0.45G
制動回数:9回
制動サイクル:35秒
なお、フェード率(%)=[(minμ(最低μ))/1回目μ]×100である。
【0058】
2)ロータ/パッド摩耗量の測定
更に、性能試験終了後に、ロータ/パッドの摩耗量(μm/mm)を測定し、ロータ攻撃性(相手材攻撃性)を評価した。
【0059】
【表4】
【0060】
表4の結果から、参考例1及び実施例3とも、同等の摩擦性能を示すことから、ナノシリカ粒子を添加したことによる摩擦性能への影響はないと考えられる。
【0061】
更に、参考例1と実施例3のEPMAによるケイ素元素マッピング測定結果を図2に示す。参考例1を見るとバインダーがSiのネットワークを形成しているのがわかる。実施例3は、ナノシリカ粒子を添加しているので、参考例1よりも更に強度が高く検出されている。ナノシリカ粒子を添加したことによる偏析は見られず、均一にSiネットワークに分散しており、実施例3は硬度も高いことから、ネットワーク形成が強化されているものと推定される。
【0062】
<実施例7及び8>
実施例7及び8の試作条件・製造フローは下記の通りである。
【0063】
1.無機バインダーの調製
(1)無機バインダーE及びFの調製
ナノシリカ溶液として、無機バインダーEでは、ナノシリカ(鎖状粒子)のMEK溶液(日産化学工業(株)製:MEK−ST−UP、固形分20%)を、無機バインダーFでは、ナノシリカのキシレン溶液(日産化学工業(株)製:XBA−ST、固形分30%)を用い、それぞれ表5に示す配合で混合した以外は、上記無機バインダーAの調製方法と同様にして、粉末状の無機バインダーE及びFを得た。
【0064】
【表5】
【0065】
表6に示した原材料を、表6に示す配合量で、原料の混合を行った以外は、実施例1と同様にして、原料の混合、予備成形、熱成形、熱処理(不融化処理)及び焼成を行って、摩擦材を製造した。得られた摩擦材について、実施例1〜6と同様にして評価した結果を表7に示す。
【0066】
【表6】
【0067】
【表7】
【0068】
実施例7及び8は酸化雰囲気での熱処理を行うことにより、実施例1〜6と同様に、良好な物性を持つサンプルを得ることが出来た。これらの摩擦材は、ポリカルボシランを構成しているSi成分が酸化雰囲気で加熱したことによって酸化反応が促進し、マトリックスの強化を促し、良好な物性を確保できたものと推定される。溶融時の流れ性低下効果により、不融化処理時の染み出しがほとんどなく、品質が安定した摩擦材が得られ、高密度化が期待できる。
【0069】
また、ポリカルボシランと鎖状のナノシリカ粒子を含有する摩擦材(実施例7)の摩擦性能を評価した。結果を表8に示す。表8の結果から、実施例7も、上記の参考例1の場合と同等の摩擦性能を示すことから、鎖状のナノシリカ粒子を添加したことによる摩擦性能への影響はないと考えられる。
【0070】
【表8】
【0071】
更に、実施例7のEPMAによるケイ素元素マッピング測定結果を図2(c)に示す。実施例7は、鎖状のナノシリカ粒子を添加しているので、参考例1よりも更に強度が高く検出されている。鎖状のナノシリカ粒子を添加したことによる偏析は見られず、均一にSiネットワークに分散しており、ネットワーク形成が強化されているものと推定される。
【0072】
以上のことから、実施例1〜8及び参考例1,2の結果から、不融化処理時の昇温速度を低速にすることにより、バインダーの流れ出しが抑制され、染み出しにくくなるものの、本願発明に従い、ナノ粒子を含有させることにより、ケイ素含有ポリマーの溶融時の流れ性が低下して、不融化処理時の昇温速度を遅くしなくてもバインダーの染み出しはほとんどなく、参考例1と同等の摩擦材が得られることが分かる。また、実施例5、6に比して、実施例1〜4は、ナノシリカ粒子の含有量がより適量であり、バインダーの流れ性が良好であり、より優れた品質の摩擦材が得られることが分かる。
【産業上の利用可能性】
【0073】
本発明のナノ粒子材料を含有するケイ素含有ポリマーを結合材として不融化、焼成して得た摩擦材は、ブレーキ性能に優れた高耐熱性ブレーキパッドを既存の製造設備を利用して提供することが出来る。従って、本発明の摩擦材は、自動車、鉄道、産業用機械などのブレーキパッド、ブレーキライニング、クラッチフェーシング等として使用される高耐熱性摩擦材として有用である。
【特許請求の範囲】
【請求項1】
繊維基材、摩擦調整材、結合材及び無機材料よりなる摩擦材において、該結合材としてケイ素含有ポリマー及びナノ粒子材料を含有する原材料を酸化雰囲気で熱処理することにより不融化して、ケイ素含有ポリマーを酸素と架橋させた後、焼成処理してSi−Cネットワークが形成されたことを特徴とする摩擦材。
【請求項2】
前記熱処理が、160〜350℃の温度で、1〜10時間の間行ったものである請求項1に記載の摩擦材。
【請求項3】
前記ケイ素含有ポリマーがポリカルボシラン、ポリオルガノボロシラザン、ポリボロシロキサン、ポリカルボシラザン、パーヒドロポリシラザンの群から選択された1つ又は2つ以上の化合物である請求項1又は請求項2に記載の摩擦材。
【請求項4】
前記ケイ素含有ポリマーが摩擦材組成全体の5〜10質量%配合されていることを特徴とする請求項1〜3のいずれか1つに記載の摩擦材。
【請求項5】
前記ケイ素含有ポリマー100質量部に対して、前記ナノ粒子材料を15〜50質量部含有することを特徴とする請求項1〜4のいずれか1つに記載の摩擦材。
【請求項6】
前記ナノ粒子材料がシリカである請求項1〜5のいずれか1つに記載の摩擦材。
【請求項7】
前記シリカがオルガノシリカゾルである請求項6に記載の摩擦材。
【請求項8】
少なくとも予備成形、熱成形及び熱処理の工程を含む、繊維基材、摩擦調整材、結合材及び無機材料よりなる摩擦材の製造方法において、該結合材としてケイ素含有ポリマー及びナノ粒子材料を含有する原材料を熱成形の後、160〜350℃の温度で、1〜10時間の間、酸化雰囲気で熱処理することにより不融化して、ケイ素含有ポリマーを酸素と架橋させた後、焼成処理したことを特徴とする摩擦材の製造方法。
【請求項9】
前記不融化処理における熱処理の昇温速度を、1時間あたり14〜140℃で行うことを特徴とする請求項8に記載の摩擦材の製造方法。
【請求項10】
前記不融化処理における熱処理を、ミリ波加熱を用いて行うことを特徴とする請求項8又は請求項9に記載の摩擦材の製造方法。
【請求項11】
前記熱処理の後、さらに800〜1000℃の温度で1〜2時間焼成することを特徴とする請求項8〜10のいずれか1つに記載の摩擦材の製造方法。
【請求項12】
前記予備成形が圧力25〜300MPaの予備成形を施したことを特徴とする請求項8〜11のいずれか1つに記載の摩擦材の製造方法。
【請求項1】
繊維基材、摩擦調整材、結合材及び無機材料よりなる摩擦材において、該結合材としてケイ素含有ポリマー及びナノ粒子材料を含有する原材料を酸化雰囲気で熱処理することにより不融化して、ケイ素含有ポリマーを酸素と架橋させた後、焼成処理してSi−Cネットワークが形成されたことを特徴とする摩擦材。
【請求項2】
前記熱処理が、160〜350℃の温度で、1〜10時間の間行ったものである請求項1に記載の摩擦材。
【請求項3】
前記ケイ素含有ポリマーがポリカルボシラン、ポリオルガノボロシラザン、ポリボロシロキサン、ポリカルボシラザン、パーヒドロポリシラザンの群から選択された1つ又は2つ以上の化合物である請求項1又は請求項2に記載の摩擦材。
【請求項4】
前記ケイ素含有ポリマーが摩擦材組成全体の5〜10質量%配合されていることを特徴とする請求項1〜3のいずれか1つに記載の摩擦材。
【請求項5】
前記ケイ素含有ポリマー100質量部に対して、前記ナノ粒子材料を15〜50質量部含有することを特徴とする請求項1〜4のいずれか1つに記載の摩擦材。
【請求項6】
前記ナノ粒子材料がシリカである請求項1〜5のいずれか1つに記載の摩擦材。
【請求項7】
前記シリカがオルガノシリカゾルである請求項6に記載の摩擦材。
【請求項8】
少なくとも予備成形、熱成形及び熱処理の工程を含む、繊維基材、摩擦調整材、結合材及び無機材料よりなる摩擦材の製造方法において、該結合材としてケイ素含有ポリマー及びナノ粒子材料を含有する原材料を熱成形の後、160〜350℃の温度で、1〜10時間の間、酸化雰囲気で熱処理することにより不融化して、ケイ素含有ポリマーを酸素と架橋させた後、焼成処理したことを特徴とする摩擦材の製造方法。
【請求項9】
前記不融化処理における熱処理の昇温速度を、1時間あたり14〜140℃で行うことを特徴とする請求項8に記載の摩擦材の製造方法。
【請求項10】
前記不融化処理における熱処理を、ミリ波加熱を用いて行うことを特徴とする請求項8又は請求項9に記載の摩擦材の製造方法。
【請求項11】
前記熱処理の後、さらに800〜1000℃の温度で1〜2時間焼成することを特徴とする請求項8〜10のいずれか1つに記載の摩擦材の製造方法。
【請求項12】
前記予備成形が圧力25〜300MPaの予備成形を施したことを特徴とする請求項8〜11のいずれか1つに記載の摩擦材の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−184398(P2012−184398A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2011−284262(P2011−284262)
【出願日】平成23年12月26日(2011.12.26)
【出願人】(000000516)曙ブレーキ工業株式会社 (621)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成23年12月26日(2011.12.26)
【出願人】(000000516)曙ブレーキ工業株式会社 (621)
[ Back to top ]