
放射光用光学素子の加工方法及び装置
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、超精密鏡面を有する放射光用光学素子の加工方法及び装置に関する。
【0002】
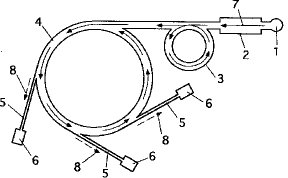
【従来の技術】放射光は、円形加速器の中をほぼ光速でまわる電子から強い電磁波が接線方向に放射されることから、1940年代に発見された一種の光であり、図7に模式的に示す大型放射光設備により発生させることができる。図7において、1は電子銃、2は線型加速器、3はシンクロトロン、4は蓄積リング、5はビームライン、6は放射光実験機器であり、電子銃1で電子を打ち出し、線型加速器2で電子7を加速して(例えば1GeVまで)シンクロトロン3に送り、シンクロトロン3で高周波を使って電子を更に加速して(例えば8GeVまで)蓄積リング4に送り、円形の加速器である蓄積リング4で高周波加速装置を用いて電子を高エネルギー(例えば8GeV)に保持したまま、リング内を高速で回転させ、軌道変化の際に発生する放射光8をビームライン5を介して放射光実験機器6に導くようになっている。
【0003】蓄積リング4は、例えば周長約1500mの大型設備であり、ビームライン5の長さも放射光8の用途により、例えば80m程度から1000m程度までが用いられる。かかる放射光は、可視光線よりも波長が長い赤外線から、波長が短い紫外線、軟X線、硬X線までの広範囲の波長領域をもつ、強い光の集まりであり、かつ強い指向性を有する特徴がある。この放射光は、従来から科学者にとって「夢の光」と呼ばれ、(1)物質の構造・物性の研究(結晶の原子配列、超伝導材料の構造等)、(2)動的状態の構造・機能の研究(結晶の成長過程、化学反応プロセス等)、(3)ライフサイエンス・バイオテクノロジーの研究、(4)材料開発(格子欠陥、不純物の検出)、(5)医療応用(がんの診断等)、等に利用することができる。
【0004】
【発明が解決しようとする課題】かかる放射光の利用において、放射光に用いる光学素子(例えば反射用ミラー)には、(1)強い放射光に耐える表面硬度を有し、(2)表面粗さが4Å(0.4nm)以下の鏡面であり、かつ(3)形状精度がλ/4以下(λはHe−Neレーザー光の波長:λ=632.8nm)である、という極めて精密な鏡面(以下、超精密鏡面と呼ぶ)が要求される。しかし、かかる超精密鏡面の加工には、直径200mm程度の光学素子の場合であっても、従来の加工手段では数カ月から1年程度を必要とし、このため放射光の利用研究に支障をきたしている問題点があった。
【0005】すなわち、従来の加工手段では、ラッピング又は通常の研削により表面粗さを加工限界であるRmax1〜2μm(1000〜2000nm)まで加工し、次いで、ポリッシングにより必要な表面粗さを(例えば数Å)まで仕上げていたが、ポリッシングによる取り代は、通常加工前の表面粗さの10倍程度が必要となるため、実際には10〜20μmをポリッシングで加工する必要があり、ポリッシングによる取り代(加工量)が大きい問題点があった。このため、弾性変形する工具を、傷を付けないように光学素子の表面に軽く押し付け、微細砥粒を含むスラリーを供給して磨く従来のポリッシングでは、10〜20μmを加工するのに数カ月以上の長期間を必要とした。
【0006】また、ポリッシングで10〜20μmを除去すると、ラッピング又は研削の際の表面の加工歪みが除去されるため、表面と基準面の形状精度が悪化する問題があり、超精密鏡面に必要な形状精度(λ/4以下)を得るためには、ポリッシング後に基準面を再加工し、再度ポリッシングを繰り返し、必要な精度がでるまでこれを繰り返す必要があった。更に、この繰り返しの際に、光学素子の基準面にズレが生じやすい問題があった。
【0007】本発明は上述した問題点を解決するために創案されたものである。すなわち、本発明の目的は、強い放射光に耐える表面硬度を有し、表面の反射率が高く、放射光を効率的に利用することができ、かつ形状精度が高く放射光を正確に反射又は収束させることができる放射光用光学素子を短時間に高精度に製作できる加工方法及び装置を提供することにある。
【0008】
【課題を解決するための手段】本発明によれば、砥石表面の砥粒の金属結合ボンド材を電解ドレッシング(S1)により除去しながら被加工物(11)を研削する研削工程(10)と、研削工程後に被加工物を外すことなく球状の弾性工具(16a)を被加工物に押し付けながらスラリー状の超微粒ダイヤモンドや超微粒SiO2を用いて研磨する研磨工程(12)と、からなり、前記研削工程(10)は、加工後の形状を計測する形状計測工程(S2)と、計測データから加工用データを補正するデータ補正工程(S3)と、補正されたデータにより被加工物を再加工する再加工工程とを有し、前記研磨工程(12)は、加工後の形状を計測する形状計測工程(S5)と、計測データから加工用データを補正するデータ補正工程(S6)と、補正されたデータにより被加工物を再加工する再加工工程とを有する、ことを特徴とする放射光用光学素子の加工方法が提供される。前記データ補正工程(S3)は、加工後の計測データから誤差データを算出する工程(S7)と、誤差データを元の加工データから差し引く工程(S8、S9)と、を有する。
【0009】更に、本発明によれば、砥石表面の砥粒(15a)の金属結合ボンド材(15b)を電解ドレッシングにより除去しながら被加工物(11)を研削する電解インプロセスドレッシング装置(14)と、被加工物を取付け装置から外すことなく球状の弾性工具(16a)を被加工物に押し付けながらスラリー状の超微粒ダイヤモンドや超微粒SiO2を用いて研磨するスーパーポリッシング装置(16)と、被加工物を取付け装置から外すことなく被加工面の形状を計測する形状計測装置(18)と、を備え、被加工物(11)が共通の取付け装置に取り付けられている、ことを特徴とする放射光用光学素子の加工装置が提供される。前記形状計測装置(18)は、分解能50nm以上のレーザー式形状計測装置である、ことが好ましい。
【0010】
【作用】上記本発明の方法及び装置によれば、研削工程が、砥石表面の砥粒の金属結合ボンド材を電解ドレッシングにより除去しながら研削する電解インプロセスドレッシング装置によるため、砥粒を細かくしても通常の研削のように砥石の目詰まりを生じることなく、高精度の加工を高能率で行うことができる。
【0011】更に、この研削工程は、加工後の形状を計測する形状計測工程と、計測データから加工用データを補正するデータ補正工程と、補正されたデータにより被加工物を再加工する再加工工程とを有するので、加工誤差を修正した所望の形状を精度良く加工することができる。
【0012】また、本発明の装置によれば、電解インプロセスドレッシング装置とスーパーポリッシング装置と形状計測装置と、を同一の装置内に備え、被加工物が共通の取付け装置に取り付けられているので、被加工物を取付け装置から外すことなく、加工及び計測を繰り返すことができ、光学素子の基準面の再加工や、再取り付けによる基準面のズレを本質的に回避することができる。
【0013】
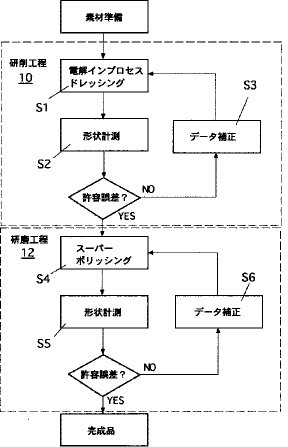
【実施例】以下、本発明の好ましい実施例を図面を参照して説明する。図1は、本発明の方法を示す工程図である。この図において、本発明の放射光用光学素子の加工方法は、砥石表面の砥粒の金属結合ボンド材を電解ドレッシングにより除去しながら研削する研削工程10と、球状の弾性工具を被加工物に押し付けながら研磨する研磨工程12とからなる。研削工程10は、砥石表面の砥粒の金属結合ボンド材を電解ドレッシングにより除去しながら研削する電解インプロセスドレッシング工程S1と、加工後の形状を計測する形状計測工程S2と、計測データから加工用データを補正するデータ補正工程S3と、補正されたデータにより被加工物を再加工する再加工工程とを有する。再加工工程は、データが補正されている以外は、電解インプロセスドレッシング工程S1と共通の工程である。
【0014】研磨工程12は、球状の弾性工具を被加工物に押し付けながら研磨するスーパーポリッシング工程S4と、加工後の形状を計測する形状計測工程S5と、計測データから加工用データを補正するデータ補正工程S6と、補正されたデータにより被加工物を再加工する再加工工程とを有する。再加工工程は、データが補正されている以外は、スーパーポリッシング工程S4と共通の工程である。
【0015】素材(被加工物)は、従来の加工方法(例えばラッピングや研削)により、基準面と表面を所望の形状(平面、球面又は非球面)に加工し、その表面に化学蒸着(CVD:Chemical Vapor Deposition )等の手段で、SiC(シリコンカーバイド)等の硬質膜を形成する。CVD−SiC膜は、ビッカース硬度Hv3500程度の極めて硬い膜であり、十分な厚さ、例えば200μm以上にするのがよい。
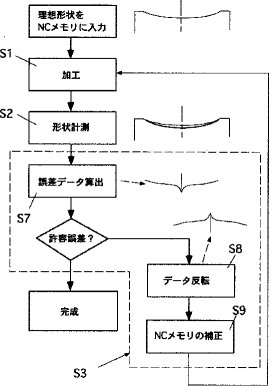
【0016】図2は、図1におけるデータ補正工程S3を更に詳細に示すフロー図である。この図において、データ補正工程S3は、加工後の計測データから誤差データを算出する工程S7と、誤差データを反転する工程S8と、反転したデータを元の加工データから差し引いてNCメモリを補正する工程S9と、を有する。誤差データは、例えば5次の多項式により近似して作成した曲線データとし、このデータを元のNCプログラムデータから差し引き修正するようになっている。
【0017】なお、図1におけるデータ補正工程S6は、必ずしも不可欠ではないが、図2と同様の工程により補正できるようになっているのが好ましい。
【0018】図3及び図4は、本発明による加工装置の構成図である。本発明の放射光用光学素子の加工装置は、砥石表面の砥粒の金属結合ボンド材を電解ドレッシングにより除去しながら研削する電解インプロセスドレッシング装置14(図3)と、球状の弾性工具を被加工物に押し付けながら研磨するスーパーポリッシング装置16(図4A)と、被加工面の形状を計測する形状計測装置18(図4B)とを備える。
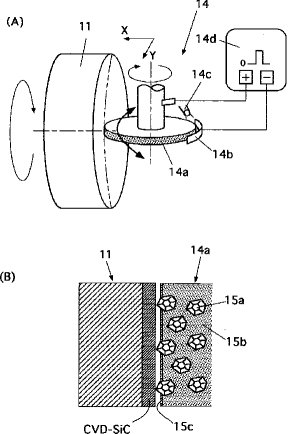
【0019】図3(A)に示す電解インプロセスドレッシング装置14(以下、電解ドレス装置と略す)は、被加工物11(光学素子)との接触面を有する砥石14aと、砥石14aと間隔を隔てて対向する電極14bと、砥石14aと電極14bとの間に導電性液を流すノズル14cと、砥石14aと電極14bとの間に電圧を印加する印加装置14dとからなり、砥石14aを電解によりドレッシングしながら、被加工物11を加工するようになっている。
【0020】この図において、被加工物11と砥石14aは、その軸心を中心に回転し、図示しない数値制御装置(NC装置)により、砥石14aの回転軸を図でX方向及びY方向に移動できるようになっている。かかる構成により、所定のNCデータに基づき、加工面を平面、球面、又は非球面に加工することができる。図3(B)は、砥石14aによる被加工物11の加工状態を模式的に示す図であり、砥石14aは、例えば微細なダイヤモンド砥粒15aを鋳鉄粉或いは鉄粉等の金属結合ボンド材15bで保持したものであり、電解ドレッシングにより表面の金属結合ボンド材15bが除去されるが、不導体被膜15cの形成によりドレッシングが自動的に制御されるようになっている。
【0021】かかる電解ドレス装置14の適用により、砥粒を細かくしてもドレッシングにより砥石に目詰まりが生じないので、CVD−SiC層のような硬い面であっても、砥粒を細かくすることにより通常の研削では不可能な鏡面のような極めて優れた加工面を高能率に得ることができる。
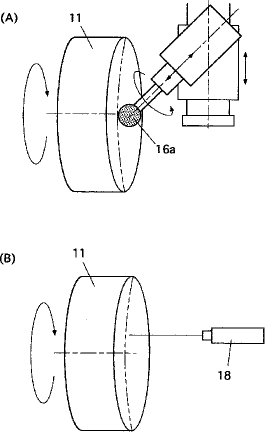
【0022】図4(A)に示すスーパーポリッシング装置16は、球状の弾性工具16a(ポリッシングパッド)を一定の圧力で被加工物11に押し付けながら研磨する装置であり、スラリー状の超微粒ダイヤモンドや超微粒SiO2(シリカ)を用い、被加工面に生ずる微小な機械的除去作用と、界面反応による化学的除去作用との併用により1nm(10Å)以下の鏡面を得ることができる。特に、従来のポリッシングと相違し、図1及び図2に示した電解ドレス装置14と同様のNC制御を適用することができ、これにより、加工精度を更に高めることができる。
【0023】図4(B)に示す形状計測装置18は、分解能50nm以上のレーザー式形状計測装置であり、電解ドレス装置14及びスーパーポリッシング装置16と共通の取付け装置に取り付けられた被加工物11を、そのまま(被加工物11を外すことなく)計測できるようになっている。なお、形状計測装置18はレーザー式に限定されず、その他の手段、例えば接触式の装置であってもよい。
【0024】上述した本発明の方法及び装置によれば、研削工程が、砥石表面の砥粒の金属結合ボンド材を電解ドレッシングにより除去しながら研削する電解インプロセスドレッシング装置によるため、砥粒を細かくしても通常の研削のように砥石の目詰まりを生じることなく、高精度加工を高能率で行うことができる。更に、この研削工程は、加工後の形状を計測する形状計測工程と、計測データから加工用データを補正するデータ補正工程と、補正されたデータにより被加工物を再加工する再加工工程とを有するので、加工誤差を修正した所望の形状を精度良く加工することができる。
【0025】また、本発明の装置によれば、電解インプロセスドレッシング装置とスーパーポリッシング装置と形状計測装置と、を同一の装置内に備え、被加工物が共通の取付け装置に取り付けられているので、被加工物を取付け装置から外すことなく、加工及び計測を繰り返すことができ、光学素子の基準面の再加工や、再取り付けによる基準面のズレを本質的に回避することができる。
【0026】かかる方法及び装置により加工された放射光用光学素子は、表面にCVDにより形成されたSiC(シリコンカーバイド)の膜を有するので、その耐熱性と高硬度により強い放射光に耐えることができる。また、表面粗さが4Å以下の鏡面となるため表面の反射率が高く、放射光を効率的に利用することができ、かつ形状精度が0.15μm以下であるので、放射光を正確に反射又は収束させることができ、放射光を用いた有益な試験を効果的に行うことができる。
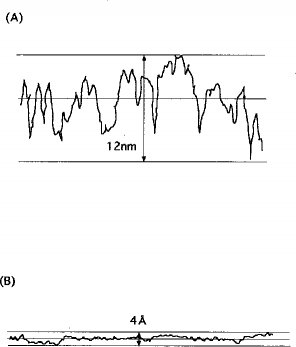
【0027】以下、本発明の方法及び装置を用いた試験結果を説明する。図3(A)に示した電解ドレス装置14を用い、平均粒径が50μm、15μm、4μm(又は2μm)の3種のダイヤモンド砥粒15aにより、CVD−SiCミラー(平面ミラー)を研削加工した結果を図5(A)に、図4(A)に示したスーパーポリッシング装置16により研磨加工した結果を図5(B)に示す。
【0028】図5(A)から明らかなように、本発明の電解ドレス装置14により表面粗さが約12nmの鏡面(平面ミラー)が得られた。3種のダイヤモンド砥粒15aによる加工時間は、それぞれ1時間以内であり、合計3時間以内で加工前の表面粗さ約400nmから約12nmまで表面粗さが向上したことになる。また、図5(B)から明らかなように、スーパーポリッシングの援用により、形状精度を維持しながら更に10倍以上の平滑さである4Åまで表面粗さを向上させることができた。
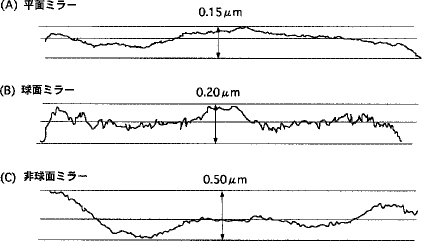
【0029】図6(A)は、研削加工のCVD−SiCミラーの表面形状の計測結果である。この図に示すように、形状精度は0.15μmが達成されており、ビッカース硬度約Hv3500の非常に硬いCVD−SiCミラーを、従来の1/10以下の短時間で、表面粗さと形状精度を高精度に保持したまま製作できることが確認された。また、この形状精度は、研磨加工後もそのまま保持されていた。
【0030】以上の全工程を合わせても、8時間程度に留まることから、本発明の方法及び装置により、超精密鏡面を有する光学素子を従来より大幅に短い期間で高精度に製作できることが確認された。図6(B)は、本発明の方法及び装置による球面ミラーの形状精度であり、図6(C)は、非球面ミラーの形状精度である。この図から明らかなように、球面ミラー及び非球面ミラーの場合でも、本発明の方法及び装置により、超精密鏡面を有する光学素子を従来より大幅に短い期間で高精度に製作することができる。
【0031】なお、本発明は上述した実施例に限定されず、本発明の要旨を逸脱しない範囲で種々変更できることは勿論である。
【0032】
【発明の効果】上述したように、本発明の方法及び装置は、超精密鏡面を有する放射光用光学素子を短時間に高精度に製作できる効果を有する。また、この光学素子は、強い放射光に耐える表面硬度を有し、表面の反射率が高く、放射光を効率的に利用することができ、かつ形状精度が高く放射光を正確に反射又は収束させることができる、等の優れた効果を有する。
【図面の簡単な説明】
【図1】本発明による放射光用光学素子の加工方法を示す工程図である。
【図2】図1におけるデータ補正工程を更に詳細に示すフロー図である。
【図3】電解インプロセスドレッシング装置の構成図である。
【図4】スーパーポリッシング装置(A)と形状計測装置(B)の構成図である。
【図5】本発明による表面粗さの計測結果である。
【図6】本発明による形状精度の計測結果である。
【図7】大型放射光設備の模式図である。
【符号の説明】
1 電子銃
2 線型加速器
3 シンクロトロン
4 蓄積リング
5 ビームライン
6 放射光実験機器
7 電子
8 放射光
10 研削工程
11 被加工物(光学素子)
12 研磨工程
14 電解インプロセスドレッシング装置(電解ドレス装置)
14a 砥石
14b 電極
14c ノズル
14d 電解電圧印加装置
15a ダイヤモンド砥粒
15b 金属結合ボンド材
15c 不導体被膜
16 スーパーポリッシング装置
16a 弾性工具(ポリッシングパッド)
18 形状計測装置
【0001】
【産業上の利用分野】本発明は、超精密鏡面を有する放射光用光学素子の加工方法及び装置に関する。
【0002】
【従来の技術】放射光は、円形加速器の中をほぼ光速でまわる電子から強い電磁波が接線方向に放射されることから、1940年代に発見された一種の光であり、図7に模式的に示す大型放射光設備により発生させることができる。図7において、1は電子銃、2は線型加速器、3はシンクロトロン、4は蓄積リング、5はビームライン、6は放射光実験機器であり、電子銃1で電子を打ち出し、線型加速器2で電子7を加速して(例えば1GeVまで)シンクロトロン3に送り、シンクロトロン3で高周波を使って電子を更に加速して(例えば8GeVまで)蓄積リング4に送り、円形の加速器である蓄積リング4で高周波加速装置を用いて電子を高エネルギー(例えば8GeV)に保持したまま、リング内を高速で回転させ、軌道変化の際に発生する放射光8をビームライン5を介して放射光実験機器6に導くようになっている。
【0003】蓄積リング4は、例えば周長約1500mの大型設備であり、ビームライン5の長さも放射光8の用途により、例えば80m程度から1000m程度までが用いられる。かかる放射光は、可視光線よりも波長が長い赤外線から、波長が短い紫外線、軟X線、硬X線までの広範囲の波長領域をもつ、強い光の集まりであり、かつ強い指向性を有する特徴がある。この放射光は、従来から科学者にとって「夢の光」と呼ばれ、(1)物質の構造・物性の研究(結晶の原子配列、超伝導材料の構造等)、(2)動的状態の構造・機能の研究(結晶の成長過程、化学反応プロセス等)、(3)ライフサイエンス・バイオテクノロジーの研究、(4)材料開発(格子欠陥、不純物の検出)、(5)医療応用(がんの診断等)、等に利用することができる。
【0004】
【発明が解決しようとする課題】かかる放射光の利用において、放射光に用いる光学素子(例えば反射用ミラー)には、(1)強い放射光に耐える表面硬度を有し、(2)表面粗さが4Å(0.4nm)以下の鏡面であり、かつ(3)形状精度がλ/4以下(λはHe−Neレーザー光の波長:λ=632.8nm)である、という極めて精密な鏡面(以下、超精密鏡面と呼ぶ)が要求される。しかし、かかる超精密鏡面の加工には、直径200mm程度の光学素子の場合であっても、従来の加工手段では数カ月から1年程度を必要とし、このため放射光の利用研究に支障をきたしている問題点があった。
【0005】すなわち、従来の加工手段では、ラッピング又は通常の研削により表面粗さを加工限界であるRmax1〜2μm(1000〜2000nm)まで加工し、次いで、ポリッシングにより必要な表面粗さを(例えば数Å)まで仕上げていたが、ポリッシングによる取り代は、通常加工前の表面粗さの10倍程度が必要となるため、実際には10〜20μmをポリッシングで加工する必要があり、ポリッシングによる取り代(加工量)が大きい問題点があった。このため、弾性変形する工具を、傷を付けないように光学素子の表面に軽く押し付け、微細砥粒を含むスラリーを供給して磨く従来のポリッシングでは、10〜20μmを加工するのに数カ月以上の長期間を必要とした。
【0006】また、ポリッシングで10〜20μmを除去すると、ラッピング又は研削の際の表面の加工歪みが除去されるため、表面と基準面の形状精度が悪化する問題があり、超精密鏡面に必要な形状精度(λ/4以下)を得るためには、ポリッシング後に基準面を再加工し、再度ポリッシングを繰り返し、必要な精度がでるまでこれを繰り返す必要があった。更に、この繰り返しの際に、光学素子の基準面にズレが生じやすい問題があった。
【0007】本発明は上述した問題点を解決するために創案されたものである。すなわち、本発明の目的は、強い放射光に耐える表面硬度を有し、表面の反射率が高く、放射光を効率的に利用することができ、かつ形状精度が高く放射光を正確に反射又は収束させることができる放射光用光学素子を短時間に高精度に製作できる加工方法及び装置を提供することにある。
【0008】
【課題を解決するための手段】本発明によれば、砥石表面の砥粒の金属結合ボンド材を電解ドレッシング(S1)により除去しながら被加工物(11)を研削する研削工程(10)と、研削工程後に被加工物を外すことなく球状の弾性工具(16a)を被加工物に押し付けながらスラリー状の超微粒ダイヤモンドや超微粒SiO2を用いて研磨する研磨工程(12)と、からなり、前記研削工程(10)は、加工後の形状を計測する形状計測工程(S2)と、計測データから加工用データを補正するデータ補正工程(S3)と、補正されたデータにより被加工物を再加工する再加工工程とを有し、前記研磨工程(12)は、加工後の形状を計測する形状計測工程(S5)と、計測データから加工用データを補正するデータ補正工程(S6)と、補正されたデータにより被加工物を再加工する再加工工程とを有する、ことを特徴とする放射光用光学素子の加工方法が提供される。前記データ補正工程(S3)は、加工後の計測データから誤差データを算出する工程(S7)と、誤差データを元の加工データから差し引く工程(S8、S9)と、を有する。
【0009】更に、本発明によれば、砥石表面の砥粒(15a)の金属結合ボンド材(15b)を電解ドレッシングにより除去しながら被加工物(11)を研削する電解インプロセスドレッシング装置(14)と、被加工物を取付け装置から外すことなく球状の弾性工具(16a)を被加工物に押し付けながらスラリー状の超微粒ダイヤモンドや超微粒SiO2を用いて研磨するスーパーポリッシング装置(16)と、被加工物を取付け装置から外すことなく被加工面の形状を計測する形状計測装置(18)と、を備え、被加工物(11)が共通の取付け装置に取り付けられている、ことを特徴とする放射光用光学素子の加工装置が提供される。前記形状計測装置(18)は、分解能50nm以上のレーザー式形状計測装置である、ことが好ましい。
【0010】
【作用】上記本発明の方法及び装置によれば、研削工程が、砥石表面の砥粒の金属結合ボンド材を電解ドレッシングにより除去しながら研削する電解インプロセスドレッシング装置によるため、砥粒を細かくしても通常の研削のように砥石の目詰まりを生じることなく、高精度の加工を高能率で行うことができる。
【0011】更に、この研削工程は、加工後の形状を計測する形状計測工程と、計測データから加工用データを補正するデータ補正工程と、補正されたデータにより被加工物を再加工する再加工工程とを有するので、加工誤差を修正した所望の形状を精度良く加工することができる。
【0012】また、本発明の装置によれば、電解インプロセスドレッシング装置とスーパーポリッシング装置と形状計測装置と、を同一の装置内に備え、被加工物が共通の取付け装置に取り付けられているので、被加工物を取付け装置から外すことなく、加工及び計測を繰り返すことができ、光学素子の基準面の再加工や、再取り付けによる基準面のズレを本質的に回避することができる。
【0013】
【実施例】以下、本発明の好ましい実施例を図面を参照して説明する。図1は、本発明の方法を示す工程図である。この図において、本発明の放射光用光学素子の加工方法は、砥石表面の砥粒の金属結合ボンド材を電解ドレッシングにより除去しながら研削する研削工程10と、球状の弾性工具を被加工物に押し付けながら研磨する研磨工程12とからなる。研削工程10は、砥石表面の砥粒の金属結合ボンド材を電解ドレッシングにより除去しながら研削する電解インプロセスドレッシング工程S1と、加工後の形状を計測する形状計測工程S2と、計測データから加工用データを補正するデータ補正工程S3と、補正されたデータにより被加工物を再加工する再加工工程とを有する。再加工工程は、データが補正されている以外は、電解インプロセスドレッシング工程S1と共通の工程である。
【0014】研磨工程12は、球状の弾性工具を被加工物に押し付けながら研磨するスーパーポリッシング工程S4と、加工後の形状を計測する形状計測工程S5と、計測データから加工用データを補正するデータ補正工程S6と、補正されたデータにより被加工物を再加工する再加工工程とを有する。再加工工程は、データが補正されている以外は、スーパーポリッシング工程S4と共通の工程である。
【0015】素材(被加工物)は、従来の加工方法(例えばラッピングや研削)により、基準面と表面を所望の形状(平面、球面又は非球面)に加工し、その表面に化学蒸着(CVD:Chemical Vapor Deposition )等の手段で、SiC(シリコンカーバイド)等の硬質膜を形成する。CVD−SiC膜は、ビッカース硬度Hv3500程度の極めて硬い膜であり、十分な厚さ、例えば200μm以上にするのがよい。
【0016】図2は、図1におけるデータ補正工程S3を更に詳細に示すフロー図である。この図において、データ補正工程S3は、加工後の計測データから誤差データを算出する工程S7と、誤差データを反転する工程S8と、反転したデータを元の加工データから差し引いてNCメモリを補正する工程S9と、を有する。誤差データは、例えば5次の多項式により近似して作成した曲線データとし、このデータを元のNCプログラムデータから差し引き修正するようになっている。
【0017】なお、図1におけるデータ補正工程S6は、必ずしも不可欠ではないが、図2と同様の工程により補正できるようになっているのが好ましい。
【0018】図3及び図4は、本発明による加工装置の構成図である。本発明の放射光用光学素子の加工装置は、砥石表面の砥粒の金属結合ボンド材を電解ドレッシングにより除去しながら研削する電解インプロセスドレッシング装置14(図3)と、球状の弾性工具を被加工物に押し付けながら研磨するスーパーポリッシング装置16(図4A)と、被加工面の形状を計測する形状計測装置18(図4B)とを備える。
【0019】図3(A)に示す電解インプロセスドレッシング装置14(以下、電解ドレス装置と略す)は、被加工物11(光学素子)との接触面を有する砥石14aと、砥石14aと間隔を隔てて対向する電極14bと、砥石14aと電極14bとの間に導電性液を流すノズル14cと、砥石14aと電極14bとの間に電圧を印加する印加装置14dとからなり、砥石14aを電解によりドレッシングしながら、被加工物11を加工するようになっている。
【0020】この図において、被加工物11と砥石14aは、その軸心を中心に回転し、図示しない数値制御装置(NC装置)により、砥石14aの回転軸を図でX方向及びY方向に移動できるようになっている。かかる構成により、所定のNCデータに基づき、加工面を平面、球面、又は非球面に加工することができる。図3(B)は、砥石14aによる被加工物11の加工状態を模式的に示す図であり、砥石14aは、例えば微細なダイヤモンド砥粒15aを鋳鉄粉或いは鉄粉等の金属結合ボンド材15bで保持したものであり、電解ドレッシングにより表面の金属結合ボンド材15bが除去されるが、不導体被膜15cの形成によりドレッシングが自動的に制御されるようになっている。
【0021】かかる電解ドレス装置14の適用により、砥粒を細かくしてもドレッシングにより砥石に目詰まりが生じないので、CVD−SiC層のような硬い面であっても、砥粒を細かくすることにより通常の研削では不可能な鏡面のような極めて優れた加工面を高能率に得ることができる。
【0022】図4(A)に示すスーパーポリッシング装置16は、球状の弾性工具16a(ポリッシングパッド)を一定の圧力で被加工物11に押し付けながら研磨する装置であり、スラリー状の超微粒ダイヤモンドや超微粒SiO2(シリカ)を用い、被加工面に生ずる微小な機械的除去作用と、界面反応による化学的除去作用との併用により1nm(10Å)以下の鏡面を得ることができる。特に、従来のポリッシングと相違し、図1及び図2に示した電解ドレス装置14と同様のNC制御を適用することができ、これにより、加工精度を更に高めることができる。
【0023】図4(B)に示す形状計測装置18は、分解能50nm以上のレーザー式形状計測装置であり、電解ドレス装置14及びスーパーポリッシング装置16と共通の取付け装置に取り付けられた被加工物11を、そのまま(被加工物11を外すことなく)計測できるようになっている。なお、形状計測装置18はレーザー式に限定されず、その他の手段、例えば接触式の装置であってもよい。
【0024】上述した本発明の方法及び装置によれば、研削工程が、砥石表面の砥粒の金属結合ボンド材を電解ドレッシングにより除去しながら研削する電解インプロセスドレッシング装置によるため、砥粒を細かくしても通常の研削のように砥石の目詰まりを生じることなく、高精度加工を高能率で行うことができる。更に、この研削工程は、加工後の形状を計測する形状計測工程と、計測データから加工用データを補正するデータ補正工程と、補正されたデータにより被加工物を再加工する再加工工程とを有するので、加工誤差を修正した所望の形状を精度良く加工することができる。
【0025】また、本発明の装置によれば、電解インプロセスドレッシング装置とスーパーポリッシング装置と形状計測装置と、を同一の装置内に備え、被加工物が共通の取付け装置に取り付けられているので、被加工物を取付け装置から外すことなく、加工及び計測を繰り返すことができ、光学素子の基準面の再加工や、再取り付けによる基準面のズレを本質的に回避することができる。
【0026】かかる方法及び装置により加工された放射光用光学素子は、表面にCVDにより形成されたSiC(シリコンカーバイド)の膜を有するので、その耐熱性と高硬度により強い放射光に耐えることができる。また、表面粗さが4Å以下の鏡面となるため表面の反射率が高く、放射光を効率的に利用することができ、かつ形状精度が0.15μm以下であるので、放射光を正確に反射又は収束させることができ、放射光を用いた有益な試験を効果的に行うことができる。
【0027】以下、本発明の方法及び装置を用いた試験結果を説明する。図3(A)に示した電解ドレス装置14を用い、平均粒径が50μm、15μm、4μm(又は2μm)の3種のダイヤモンド砥粒15aにより、CVD−SiCミラー(平面ミラー)を研削加工した結果を図5(A)に、図4(A)に示したスーパーポリッシング装置16により研磨加工した結果を図5(B)に示す。
【0028】図5(A)から明らかなように、本発明の電解ドレス装置14により表面粗さが約12nmの鏡面(平面ミラー)が得られた。3種のダイヤモンド砥粒15aによる加工時間は、それぞれ1時間以内であり、合計3時間以内で加工前の表面粗さ約400nmから約12nmまで表面粗さが向上したことになる。また、図5(B)から明らかなように、スーパーポリッシングの援用により、形状精度を維持しながら更に10倍以上の平滑さである4Åまで表面粗さを向上させることができた。
【0029】図6(A)は、研削加工のCVD−SiCミラーの表面形状の計測結果である。この図に示すように、形状精度は0.15μmが達成されており、ビッカース硬度約Hv3500の非常に硬いCVD−SiCミラーを、従来の1/10以下の短時間で、表面粗さと形状精度を高精度に保持したまま製作できることが確認された。また、この形状精度は、研磨加工後もそのまま保持されていた。
【0030】以上の全工程を合わせても、8時間程度に留まることから、本発明の方法及び装置により、超精密鏡面を有する光学素子を従来より大幅に短い期間で高精度に製作できることが確認された。図6(B)は、本発明の方法及び装置による球面ミラーの形状精度であり、図6(C)は、非球面ミラーの形状精度である。この図から明らかなように、球面ミラー及び非球面ミラーの場合でも、本発明の方法及び装置により、超精密鏡面を有する光学素子を従来より大幅に短い期間で高精度に製作することができる。
【0031】なお、本発明は上述した実施例に限定されず、本発明の要旨を逸脱しない範囲で種々変更できることは勿論である。
【0032】
【発明の効果】上述したように、本発明の方法及び装置は、超精密鏡面を有する放射光用光学素子を短時間に高精度に製作できる効果を有する。また、この光学素子は、強い放射光に耐える表面硬度を有し、表面の反射率が高く、放射光を効率的に利用することができ、かつ形状精度が高く放射光を正確に反射又は収束させることができる、等の優れた効果を有する。
【図面の簡単な説明】
【図1】本発明による放射光用光学素子の加工方法を示す工程図である。
【図2】図1におけるデータ補正工程を更に詳細に示すフロー図である。
【図3】電解インプロセスドレッシング装置の構成図である。
【図4】スーパーポリッシング装置(A)と形状計測装置(B)の構成図である。
【図5】本発明による表面粗さの計測結果である。
【図6】本発明による形状精度の計測結果である。
【図7】大型放射光設備の模式図である。
【符号の説明】
1 電子銃
2 線型加速器
3 シンクロトロン
4 蓄積リング
5 ビームライン
6 放射光実験機器
7 電子
8 放射光
10 研削工程
11 被加工物(光学素子)
12 研磨工程
14 電解インプロセスドレッシング装置(電解ドレス装置)
14a 砥石
14b 電極
14c ノズル
14d 電解電圧印加装置
15a ダイヤモンド砥粒
15b 金属結合ボンド材
15c 不導体被膜
16 スーパーポリッシング装置
16a 弾性工具(ポリッシングパッド)
18 形状計測装置
【特許請求の範囲】
【請求項1】 砥石表面の砥粒の金属結合ボンド材を電解ドレッシング(S1)により除去しながら被加工物(11)を研削する研削工程(10)と、研削工程後に被加工物を外すことなく球状の弾性工具(16a)を被加工物に押し付けながらスラリー状の超微粒ダイヤモンドや超微粒SiO2を用いて研磨する研磨工程(12)と、からなり、前記研削工程(10)は、加工後の形状を計測する形状計測工程(S2)と、計測データから加工用データを補正するデータ補正工程(S3)と、補正されたデータにより被加工物を再加工する再加工工程とを有し、前記研磨工程(12)は、加工後の形状を計測する形状計測工程(S5)と、計測データから加工用データを補正するデータ補正工程(S6)と、補正されたデータにより被加工物を再加工する再加工工程とを有する、ことを特徴とする放射光用光学素子の加工方法。
【請求項2】 前記データ補正工程(S3)は、加工後の計測データから誤差データを算出する工程(S7)と、誤差データを元の加工データから差し引く工程(S8、S9)と、を有する、ことを特徴とする請求項1に記載の放射光用光学素子の加工方法。
【請求項3】 砥石表面の砥粒(15a)の金属結合ボンド材(15b)を電解ドレッシングにより除去しながら被加工物(11)を研削する電解インプロセスドレッシング装置(14)と、被加工物を取付け装置から外すことなく球状の弾性工具(16a)を被加工物に押し付けながらスラリー状の超微粒ダイヤモンドや超微粒SiO2を用いて研磨するスーパーポリッシング装置(16)と、被加工物を取付け装置から外すことなく被加工面の形状を計測する形状計測装置(18)と、を備え、被加工物(11)が共通の取付け装置に取り付けられている、ことを特徴とする放射光用光学素子の加工装置。
【請求項4】 前記形状計測装置(18)は、分解能50nm以上のレーザー式形状計測装置である、ことを特徴とする請求項3に記載の放射光用光学素子の加工装置。
【請求項1】 砥石表面の砥粒の金属結合ボンド材を電解ドレッシング(S1)により除去しながら被加工物(11)を研削する研削工程(10)と、研削工程後に被加工物を外すことなく球状の弾性工具(16a)を被加工物に押し付けながらスラリー状の超微粒ダイヤモンドや超微粒SiO2を用いて研磨する研磨工程(12)と、からなり、前記研削工程(10)は、加工後の形状を計測する形状計測工程(S2)と、計測データから加工用データを補正するデータ補正工程(S3)と、補正されたデータにより被加工物を再加工する再加工工程とを有し、前記研磨工程(12)は、加工後の形状を計測する形状計測工程(S5)と、計測データから加工用データを補正するデータ補正工程(S6)と、補正されたデータにより被加工物を再加工する再加工工程とを有する、ことを特徴とする放射光用光学素子の加工方法。
【請求項2】 前記データ補正工程(S3)は、加工後の計測データから誤差データを算出する工程(S7)と、誤差データを元の加工データから差し引く工程(S8、S9)と、を有する、ことを特徴とする請求項1に記載の放射光用光学素子の加工方法。
【請求項3】 砥石表面の砥粒(15a)の金属結合ボンド材(15b)を電解ドレッシングにより除去しながら被加工物(11)を研削する電解インプロセスドレッシング装置(14)と、被加工物を取付け装置から外すことなく球状の弾性工具(16a)を被加工物に押し付けながらスラリー状の超微粒ダイヤモンドや超微粒SiO2を用いて研磨するスーパーポリッシング装置(16)と、被加工物を取付け装置から外すことなく被加工面の形状を計測する形状計測装置(18)と、を備え、被加工物(11)が共通の取付け装置に取り付けられている、ことを特徴とする放射光用光学素子の加工装置。
【請求項4】 前記形状計測装置(18)は、分解能50nm以上のレーザー式形状計測装置である、ことを特徴とする請求項3に記載の放射光用光学素子の加工装置。
【図6】


【図1】
【図2】
【図3】
【図7】
【図4】
【図5】
【図1】
【図2】
【図3】
【図7】
【図4】
【図5】
【特許番号】特許第3410213号(P3410213)
【登録日】平成15年3月20日(2003.3.20)
【発行日】平成15年5月26日(2003.5.26)
【国際特許分類】
【出願番号】特願平6−125366
【出願日】平成6年6月7日(1994.6.7)
【公開番号】特開平7−333411
【公開日】平成7年12月22日(1995.12.22)
【審査請求日】平成11年7月16日(1999.7.16)
【出願人】(000006792)理化学研究所 (14)
【参考文献】
【文献】特開 平5−87991(JP,A)
【文献】特開 平4−114971(JP,A)
【文献】特開 平1−265203(JP,A)
【文献】特開 平5−345273(JP,A)
【文献】特開 平4−193476(JP,A)
【文献】特開 平4−252421(JP,A)
【文献】特開 平2−257629(JP,A)
【文献】特開 平6−39707(JP,A)
【文献】特開 平6−99352(JP,A)
【文献】実開 平5−63753(JP,U)
【登録日】平成15年3月20日(2003.3.20)
【発行日】平成15年5月26日(2003.5.26)
【国際特許分類】
【出願日】平成6年6月7日(1994.6.7)
【公開番号】特開平7−333411
【公開日】平成7年12月22日(1995.12.22)
【審査請求日】平成11年7月16日(1999.7.16)
【出願人】(000006792)理化学研究所 (14)
【参考文献】
【文献】特開 平5−87991(JP,A)
【文献】特開 平4−114971(JP,A)
【文献】特開 平1−265203(JP,A)
【文献】特開 平5−345273(JP,A)
【文献】特開 平4−193476(JP,A)
【文献】特開 平4−252421(JP,A)
【文献】特開 平2−257629(JP,A)
【文献】特開 平6−39707(JP,A)
【文献】特開 平6−99352(JP,A)
【文献】実開 平5−63753(JP,U)
[ Back to top ]