
木質複合基材の製造方法と木質化粧板
【課題】分割木質繊維板と合板基材との積層体からなる木質複合基材において、従来使用できなかった強度低下した分割木質繊維板を用いることにより、木質繊維板の使用歩留まり率を向上させる。また、分割木質繊維板内への樹脂の含浸を均一かつ迅速に行うるようにする。それにより、低い製造コストで高い剥離強度と耐キャスタ性等を備えた木質化粧板が得られる。
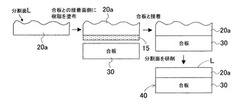
【解決手段】分割木質繊維板として、変則分割や多重分割により強度の低下したあるいは裏割れ13のある分割木質繊維板20を用いる。その際に、分割木質繊維板に樹脂15を含浸させる。樹脂が含浸した分割木質繊維板を基材合板30に接着して木質複合基材40とし、分割木質繊維板の表面に化粧層40を積層して木質化粧板Aとする。
【解決手段】分割木質繊維板として、変則分割や多重分割により強度の低下したあるいは裏割れ13のある分割木質繊維板20を用いる。その際に、分割木質繊維板に樹脂15を含浸させる。樹脂が含浸した分割木質繊維板を基材合板30に接着して木質複合基材40とし、分割木質繊維板の表面に化粧層40を積層して木質化粧板Aとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、木質化粧板等の基材として用いられる木質複合基材とその製造方法、および製造された木質複合基材を基材とする木質化粧板に関する。
【背景技術】
【0002】
表層としての木質繊維板と合板基材との積層体からなる木質複合基材は知られており、そのような木質複合基材を基材として用い、その表面に、突き板や化粧シートのような化粧層を積層して床材や内装材のような木質化粧板とすることも知られている。使用する木質繊維板としては、MDF(中密度繊維板)が主に用いられるが、他にハードボードのような木質繊維板も用いられる。合板基材と表面化粧層との間に、このような薄手(通常、1mm以下)の木質繊維板を配置することにより、表面化粧層に割れ等の不都合が生じるのを回避することができる。
【0003】
木質繊維板は、その製造プロセスの関係で、厚さ方向に密度差が生じるのを避けられない。通常、厚さ方向に、高密度層と低密度層と高密度層とが各層間に密度勾配を持ちながらこの順で積層したような構成となる。例えば、MDFの場合、表層である高密度層の密度は、0.9〜1.1程度、内層である低密度層の密度は、0.6〜1.0程度である。製造態様によっては、低密度層と高密度層と低密度層とがこの順で厚さ方向に層構造をなす木質繊維板も形成される。
【0004】
木質繊維板は、その製造プロセスとの関係で、厚さは、もっとも薄いもので1〜4mm程度が普通である。そのために、上記した形態の木質複合基材を製造する場合、木質繊維板を厚さ方向で分割して1mm以下の厚さのものとし、それを接着剤を用いて合板基材に接着積層するようにしている。しかし、低密度層は強度的に充分でなく、低密度層側を表面側として合板基材に貼り付けた木質複合基材を基材として木質化粧材を製造すると、充分な剥離強さや耐キャスタ性が得られない。そのために、低密度層を研削除去し、比較して高密度領域のみからなる分割木質繊維板を木質基材に接着積層することが行われる(特許文献1等参照)。そのために、木質繊維板の使用歩留まり率が低く、コスト高騰の一因となっている。
【0005】
そのような観点から、特許文献2には、厚さ方向の中央部から2分割して一方の面側が高密度層で他方の面側が低密度層に形成された密度傾斜を有する木質繊維製板材を作製したのち、この木質繊維製板材を低密度層側を表向きにして木質基板の表面に貼着一体化して複合板を形成し、さらに、この複合板表面の上記木質繊維製板材の低密度層の表面を研削して平滑表面とした後、該複合板の木質繊維製板材表面に合成樹脂液を塗布、含浸させて強化木質繊維製板材に形成し、しかるのち、この強化木質繊維製板材表面に化粧層を設けるようにした化粧板の製造方法が開示されている。
【0006】
【特許文献1】特開平10−46796号公報
【特許文献2】特開平11−170210号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
特許文献2に記載の化粧板の製造方法によれば、厚さ方向の中央部から2分割した分割木質繊維板の低密度層側に樹脂を含浸させることにより低密度層の強度が向上するので、低密度層部分を除去することが不要となり、木質繊維板の使用歩留まり率が高い状態で木質複合基材および化粧板を製造することができるものと期待できる。しかし、素材として使用する木質繊維板の厚さと、合板基材に実際に接着積層する木質繊維板に求められる厚さとの関係で、厚さ方向の中央部から2分割した後、低密度層領域を研削除去することが必要となる場合があり、使用歩留まり率の低下を招く。
【0008】
より厚さの薄い分割木質繊維板を必要とする場合に、厚さ方向の中央部から2分割するのではなく、厚さ方向の一方に偏位した箇所で変則分割することで、使用歩留まり率を低下させることなく、所要の薄さの分割木質繊維板を得ることができる。また、厚さが充分に厚い木質繊維板の場合には、厚さ方向に3分割あるいは4分割する変則分割で、やはり、使用歩留まり率を低下させることなく、所要の薄さの分割木質繊維板を得ることができる。しかし、そのような変則分割を行う場合、分割される各々は異なる荷重で分割されるので、分割の仕方によっては著しく大きな荷重で分割されるために、強度劣化が大きくなるまた、半割機に複数回通して分割する場合も、木質繊維板に複数回荷重がかかるためやはり強度劣化する。そのために、木質繊維板を変則分割して、あるいは複数回分割して所要の厚みの分割木質繊維板を製造し、それを実際に使用して木質複合基材とすることは、これまで行われてきていない。
【0009】
また、木質繊維板を3分割あるいは4分割する変則分割では、低密度層領域のみからなる分割木質繊維板が作られるが、低密度層のみからなる分割木質繊維板は剥離強さなどの物性値が低く、それを実際に使用して木質複合基材とすることは、やはり、これまで行われてきていない。その点では、使用歩留まり率の低下を招いている。
【0010】
一方において、どのような形態の分割木質繊維板であっても、その中に樹脂を均一に含浸させることは容易でなく、また長い処理時間を必要としている。
【0011】
本発明は、上記のような事情に鑑みてなされたものであり、分割木質繊維板と合板基材との積層体からなる木質複合基材において、木質繊維板の高い使用歩留まり率を維持しながら、充分に実使用に耐えることのできる強度を備えた木質複合基材を得ること、およびその製造方法を提供することを1つの課題とする。また、分割木質繊維板へ樹脂が短時間でかつ均一に含浸した木質複合基材を得ること、およびその製造方法を提供することをもう1つの課題とする。さらに、そのような木質複合基材を基材として用いて高い剥離強度と耐キャスタ性を備えた木質化粧板を得ることをも課題とする。
【課題を解決するための手段】
【0012】
本発明による木質複合基材の第1の態様は、厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は木質繊維板を厚さ方向に変則分割して得られた高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする(請求項1)。上記の態様において、前記分割木質繊維板は、その高密度層側が合板基材と接着していてもよく、低密度層側が合板基材と接着していてもよい。
【0013】
この態様の木質複合基材では、従来は使用されていなかった変則分割により強度が劣化した分割木質繊維板を、樹脂を含浸させることにより強度を向上させて使用している。そのために、木質繊維板の使用歩留まり率は向上する。また、分割木質繊維板は、高い剥離強度等、充分な強度を備える。さらに、積層した分割木質繊維板が樹脂を含浸していることにより、合板基材からのホルムアルデヒド放散量を一層低い値とすることができる。
【0014】
本発明による木質複合基材の第2の態様は、厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は分割面に分割時に形成した裏割れを有しておりかつ高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする(請求項4)。この態様でも、前記分割木質繊維板は、その高密度層側が合板基材と接着していてもよく、低密度層側が合板基材と接着していてもよい。
【0015】
この態様の木質複合基材では、分割面に裏割れを形成している分割木質繊維板を用い、そこに樹脂を含浸させて強度を向上させて使用している。裏割れを有していることから、塗布した樹脂は分割木質繊維板内に均一にかつ迅速に含浸し、分割木質繊維板は、強度が一様に安定しかつ高い剥離強度等、充分な強度を備える。この態様でも、積層した分割木質繊維板が樹脂を含浸していることにより、合板基材からのホルムアルデヒド放散量を一層低い値とすることができる。
【0016】
本発明による木質複合基材の第3の態様は、厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は木質繊維板の低密度領域から得られた低密度層のみからなる分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする(請求項7)。第3の態様の木質複合基材において、前記分割木質繊維板の一面または両面は裏割れを有していてもよい(請求項8)。
【0017】
この態様の木質複合基材では、従来は使用されていなかった低密度層のみからなる分割木質繊維板を、樹脂を含浸させることにより強度を向上させて使用している。そのために、木質繊維板の使用歩留まり率は向上する。また、この態様でも、分割木質繊維板は、高い剥離強度等、充分な強度を備える。また、積層した分割木質繊維板が樹脂を含浸していることにより、合板基材からのホルムアルデヒド放散量を一層低い値とすることができる。第3の態様の木質複合基材において、前記分割木質繊維板の一面または両面は裏割れを有している場合には、塗布した樹脂は分割木質繊維板内に均一にかつ迅速に含浸し、分割木質繊維板は、強度が一様に安定し、さらに充分な強度を備えることができる。
【0018】
本発明は、さらに上記した木質複合基材を基材として用い、その分割木質繊維板の合板基材との接着面とは反対側の面に表面化粧層を設けてなることを特徴とする木質化粧板も開示する。
【0019】
本発明は、さらに前記請求項1に記載の第1の態様の木質複合基材の製造方法として、
(a)厚さ方向に密度が異なる木質繊維板を厚さ方向の中心ではなく一方側に偏位した位置で変則分割して高密度層と低密度層とを有する分割木質繊維板とする工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法を開示する(請求項10)。
【0020】
本発明は、さらに前記請求項4に記載の第2の態様の木質複合基材の製造方法として、
(a)厚さ方向に密度が異なる木質繊維板を分割面に裏割れが形成されるようにして分割して高密度層と低密度層とを有する分割木質繊維板とする工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法を開示する(請求項11)。
【0021】
本発明は、さらに前記請求項7または8に記載の第3の態様の木質複合基材の製造方法として、
(a)厚さ方向に密度が異なる木質繊維板から低密度領域のみからなる分割木質繊維板を分割面に裏割れを形成することなくまたは裏割れを形成して分離する工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法を開示する(請求項12)。
【0022】
上記のいずれの製造方法においても、分割木質繊維板を得る工程(a)以降の工程の順序は任意であり、工程(a)→工程(b)→工程(c)→工程(d)の順で行う態様、工程(a)→工程(b)→工程(d)→工程(c)の順で行う態様、工程(a)→工程(d)→工程(b)→工程(c)の順で行う態様、工程(a)→工程(c)→工程(d)→工程(b)の順で行う態様、等を適宜選択することができる。
【0023】
なお、本出願の各発明において、使用する木質繊維板は、MDF(中密度繊維板)が好適であるが、他に、ハードボード、HDF(高密度繊維板)のような木質繊維板も用いることができる。また、いずれの木質繊維板を用いる場合も、分割木質繊維板を構成する低密度層は、層全体の密度(平均密度)が0.75g/cm3以下のものであってよい。
【0024】
分割木質繊維板に含浸させる樹脂としては、例えば、メラミン樹脂、尿素樹脂、尿素・メラミン樹脂、アクリル樹脂、ポリウレタン樹脂のような水性樹脂や、さらには、水性ビニルウレタン、ABS樹脂、またはこれらの混合もしくは変性樹脂からなるエマルジョンや、SB系エマルジョン、酢酸ビニル系エマルジョン、アクリル系エマルジョン、NB系エマルジョンなどの水性エマルジョン、等が例示できる。また、分割木質繊維板の表面側に化粧層としては、突き板や化粧合成樹脂シート、化粧紙のような化粧シートが例として挙げられる。
【発明の効果】
【0025】
本発明によれば、分割木質繊維板と合板基材との積層体からなる木質複合基材を製造するに際して、強度不足等の理由から従来は使用されずに廃棄処理されていた、変則分割によって強度が劣化した分割木質繊維板、裏割れが生じた木質繊維板、あるいは低密度層のみからなる分割木質繊維板を用いながら、高い層間剥離強度と耐キャスタ性等を備えた充分に実用に耐えうる木質複合基材を得ることができる。そのために、木質繊維板の使用歩留まりを大きく向上させることが可能となり、結果として、木質複合基材の製造コストを大きく低減することができる。
【0026】
また、本発明による木質複合基材では、分割木質繊維板は樹脂を含浸した状態で用いられており、それらよって、合板基材からのホルムアルデヒドの放散量を大きく低減できる利点もある。
【発明を実施するための最良の形態】
【0027】
本出願の各発明における具体的な実施の態様を図面を参照して説明する。図1〜図4は本発明で用いる分割木質繊維板とその製造方法を説明するための図。図5と図6は本発明の第1の態様による木質複合基材の製造方法のいくつかの例を説明する図。図7は製造された木質複合基材を用いて造られた木質化粧板を説明する図。図8と図9は本発明の第2の態様による木質複合基材の製造方法のいくつかの例を説明する図。図10〜図14は本発明の第3の態様による木質複合基材の製造方法のいくつかの例を説明する図、である。
【0028】
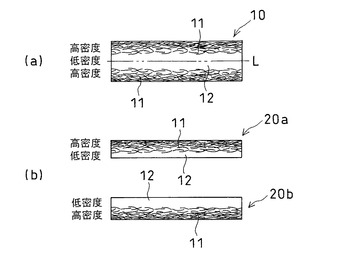
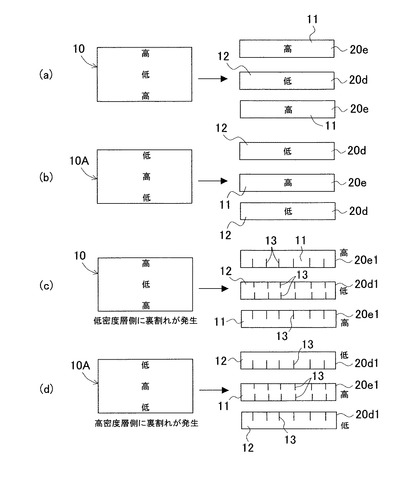
図1および図2は、厚さ方向に密度が異なる木質繊維板を厚さ方向の中心ではなく一方側に偏位した位置で変則分割して高密度層と低密度層とを有する分割木質繊維板とする例を示す。図1(a)において、10は、例えば、厚さは2.7mm程度のMDFである木質繊維板であり、厚さ方向に密度が異なる。この例で、木質繊維板10の表層側が高密度層11、11であり、内層は表層と比較して低密度の低密度層12であって、高密度層11と低密度層12は密度勾配を有して連続している。より薄手(例えば、厚さ0.6mm程度)の分割木質繊維板20を得るために、カッター(半割機等:不図示)によって、厚さ方向の中央でなく、一方の面側に偏位した箇所を分割面Lとして2分割する。図1(b)に示すように、2分割された一方の分割木質繊維板20aは所要の厚み(0.6mm)を備えるが、他方の分割木質繊維板20bは0.6mmよりも厚さが厚い。そこで、図示しないが、木質繊維板の使用歩留まり率を高くするため、他方の分割木質繊維板20bをさらに適所で2分割することにより、所要の厚み(0.6mm)の分割木質繊維板20aをさらに得ることができる。
【0029】
ただし、このような変則分割あるいは多数回分割を行うと、分割されるそれぞれは異なる荷重で分割されて、著しく大きな荷重で分割されることがあり、また、複数回荷重がかかるために、強度劣化、特に分割面側での強度劣化が起こりやすい。
【0030】
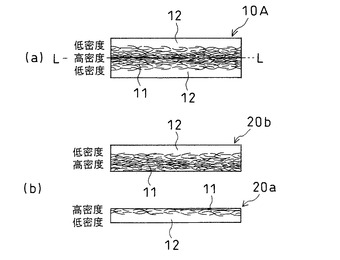
図2(a)に示す木質繊維板10Aは、厚さ方向に密度が異なるが、表層側が低密度層12、12であり、内層が表層と比較して高密度の高密度11となっている。高密度層11と低密度層12は密度勾配を有して連続している。この形態の木質繊維板10Aにおいても、より薄手の分割木質繊維板20を得るために、カッター(半割機等:不図示)によって、一方の面側に偏位した箇所を分割面Lとして2分割すると、図2(b)に示すように、所要の厚みを備える分割木質繊維板20aと、より厚さの厚い分割木質繊維板20bとなる。そして、木質繊維板の使用歩留まり率を高くするため、他方の分割木質繊維板20bをさらに適所で2分割することにより、もう一枚の所要の厚みの分割木質繊維板20aを得ることができる。しかし、この場合にも、分割木質繊維板20aに強度劣化がおこる。
【0031】
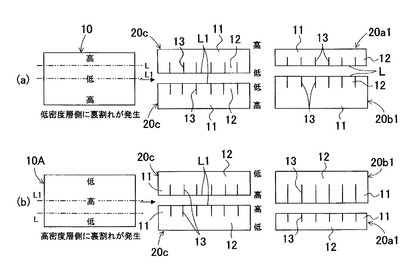
図3に示すように、カッターでの分割時に、分割面に裏割れ13が発生することがある。また、刃の切り込み量、切削角などの条件を適宜整えることで、積極的に分割面Lに裏割れ13を発生させることもできる。なお、図3(a)の木質繊維板10は図1(a)に示した木質繊維板に相当し、中央部が低密度領域であり、図3(b)の木質繊維板10は図2(a)に示した木質繊維板に相当し、中央部が高密度層である。そして、このような裏割れは、図3(a),(b)の右側の図に示すように、変則分割(分割面L)した場合の分割木質繊維板20a1,20b1のみならず、図3(a),(b)の中央の図に示すように、厚さ方向に2分割(分割面L1)した分割木質繊維板20cにも形成される。従って、本発明において、分割面に裏割れを有している分割木質繊維板について言及するときは、特に断りがない限り、その両者を含むものとして使用している。
【0032】
なお、上記の図3および次の図4では、図1および図2における「高密度」領域および「低密度」領域を、単に「高」および「低」として表現している。
【0033】
図4は、本発明の木質複合基材で使用するさらに他の分割木質繊維板20dを説明している。図4(a),(b)に示すように、木質繊維板10、10Aが厚さの厚いものであるとき、例えば0.6mm程度の厚みの主に高密度層11からなる分割木質繊維板20eを得ようとすると、低密度層12のみからなる分割木質繊維板20dが切り出されることが起こる。高密度層11からなる分割木質繊維板20eは、従来から木質複合基材を製造するのに用いられてきたが、低密度層のみからなる分割木質繊維板20dは強度的に弱いことから、廃棄処理されることが多かった。
【0034】
また、図4(c),(d)に示すように、この場合にも、カッターでの分割時に、分割面に裏割れが生じることがあり、また積極的に生じさせることもできる。裏割れが生じている分割木質繊維板をそれぞれ20d1,20e1として示している。
【0035】
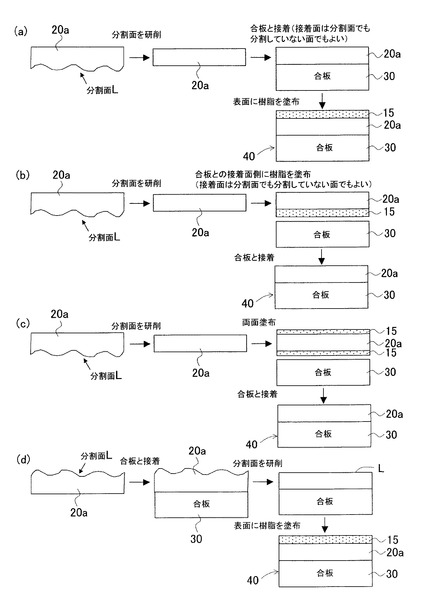
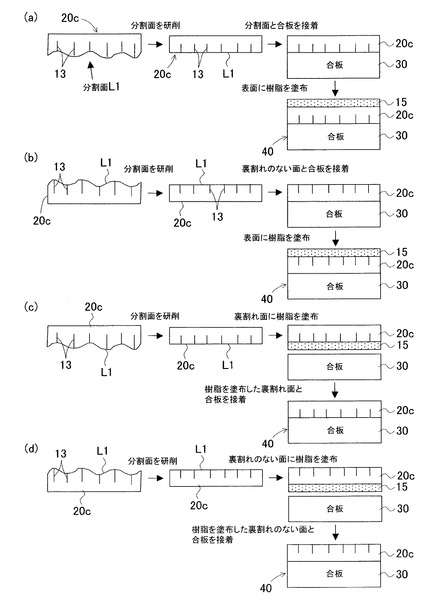
次に、上記した分割木質繊維板20a,20a1,20c,20e,20e1を用いて、木質複合基材40を製造する方法を説明する。図5と図6は、図1(b)または図2(b)に示した分割木質繊維板20a、すなわち、木質繊維板を厚さ方向の偏位した場所で変則分割して得た高密度層と低密度層とを有する分割木質繊維板20aを用いて木質複合基材40を製造する場合である(本発明の第1の態様による木質複合基材の製造方法)。
【0036】
図5(a)では、最初に、分割木質繊維板20aの前記分割面L側をサンディングやプレーナーのような手段で研削して平坦面として、両面が平坦面となった分割木質繊維板20aとし、その研削面(分割面)L側または反対面である当初の木質繊維板としての面側を適宜の接着剤を用いて、合板基材30に接着積層する。次いで、分割木質繊維板20aの露出している表面に、メラミン樹脂や水性ビニルウレタンエマルジョン等の樹脂15を塗布して分割木質繊維板20a内に含浸させることで、木質複合基材40としている。なお、樹脂15を塗布する表面側は、塗布した樹脂が内部に含浸することを条件に、分割木質繊維板20aにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0037】
図5(b)では、最初に、分割木質繊維板20aの前記分割面L側平坦面とすることは図5(a)と同様であるが、両面が平坦面となった分割木質繊維板20aを合板基材30に接着積層する前に、その接着面となる側に樹脂15を塗布し、しかる後、分割木質繊維板20aと合板基材30とを接着積層して木質複合基材40としている。この場合も、接着面となる側は、分割木質繊維板20aにおける低密度層12側であっても、高密度層11側であってもよい。
【0038】
図5(c)では、分割面L側を研削することにより両面が平坦面となった分割木質繊維板20aの両面に樹脂15を塗布し内部に含浸させた後、樹脂15が含浸した分割木質繊維板20aと合板基材30に接着積層して木質複合基材40としている。この場合も、接着面となる側は、分割木質繊維板20aにおける低密度層12側であっても、高密度層11側であってもよい。
【0039】
図5(d)では、最初に、分割木質繊維板20aにおける分割面Lとは反対側の面、すなわち当初の木質繊維板の表面側を接着面として合板基材30に接着し、その後、分割木質繊維板20aの分割面Lを適宜の手段により研削して平坦面としてする。そして、研削により平坦となった分割木質繊維板20aの表面に樹脂15を塗布含浸することにより、木質複合基材40としている。この場合も、接着面となる側が、分割木質繊維板20aにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0040】
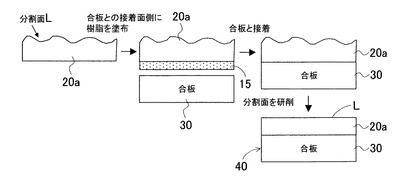
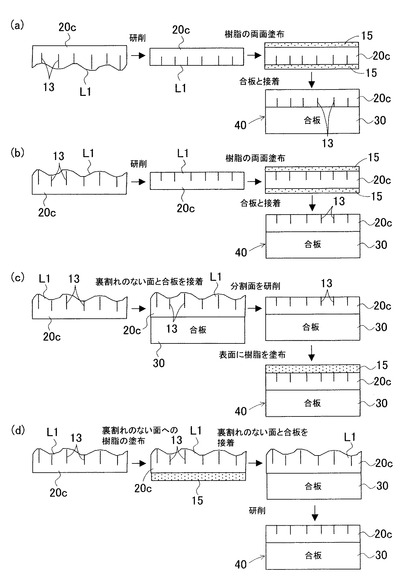
図6では、最初に、分割木質繊維板20aにおける分割面Lとは反対側の面、すなわち当初の木質繊維板の表面側に樹脂15を塗布して、内部に含浸させる。そして、樹脂15が含浸した分割木質繊維板20aを樹脂15を塗布した面側を接着面として合板基材30に接着積層する。その後、分割木質繊維板20aの分割面L側を適宜の手段により研削して平坦面とし、木質複合基材40としている。この場合も、接着面となる側が、分割木質繊維板20aにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0041】
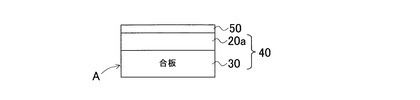
図7は、上記のようにして製造した木質複合基材40を基材として用い、その分割木質繊維板20aの合板基材30との接着面とは反対側の面に、突板のような表面化粧層50を貼り付けて形成される木質化粧板Aを示している。この形態の木質化粧板Aは、変則分割により強度が低下した分割木質繊維板20aを合板基材30と表面化粧層50の間に介在させていても、前記分割木質繊維板20aは内部に均一に樹脂15が含浸していることによって物性が改善されており、後の実施例に示すように、耐剥離性および耐キャスタ性等の物性値が向上した木質化粧板Aが得られる。なお、図7において、分割木質繊維板20aには、図5および図6に示したいずれの製造方法によって製造された分割木質繊維板20aも等しく用いうることは当然である。
【0042】
図8と図9は、図3(a),(b)に示した分割木質繊維板20a1または20c、すなわち、木質繊維板を厚さ方向の偏位した場所で変則分割して得た高密度層と低密度層とを有する分割木質繊維板であって分割面Lに裏割れ13を持つ分割木質繊維板20a1、または、木質繊維板を厚さ方向の中央部で分割して得た分割面L1を持つ高密度層と低密度層とを有する分割木質繊維板であって分割面L1に裏割れ13を有する分割木質繊維板20c、を用いて木質複合基材40を製造する場合である(本発明の第2の態様による木質複合基材の製造方法)。なお、製造方法としては、2種の分割木質繊維板20a1と20cは同等のものとして扱うことができるので、図8と図9では、分割木質繊維板20cのみを双方の代表として図示している。分割木質繊維板として裏割れ13を持つものを用いることにより、前記したように、塗布した樹脂13が分割木質繊維板内へ均一かつ迅速に含浸するのが促進される。
【0043】
図8(a)では、最初に、分割面L1に裏割れ13を有する分割木質繊維板20cの分割面L1側を研削して両面が平坦面となった分割木質繊維板20cとし、その研削面(分割面)L1側を適宜の接着剤を用いて、合板基材30に接着積層する。次いで、分割木質繊維板20cの露出している表面に、メラミン樹脂や水性ビニルウレタンエマルジョン等の樹脂15を塗布して分割木質繊維板20c内に含浸させることで、木質複合基材40としている。なお、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0044】
図8(b)では、分割木質繊維板20cの分割面L1側を研削して平坦面とした後、裏割れ13のない面側と合板基材30とを接着する。次いで、分割木質繊維板20cの露出している表面に樹脂15を塗布して分割木質繊維板20c内に含浸させ木質複合基材40としている。なお、ここでも、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0045】
図8(c)では、分割木質繊維板20cの分割面L1側を研削して平坦面とした後、研削面側に樹脂15を塗布し含浸させ、樹脂15を塗布した裏割れ13を有する面側を合板基材30に接着して木質複合基材40としている。ここでも、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0046】
図8(d)では、分割木質繊維板20cの分割面L1側を研削して平坦面とした後、裏割れ13のない面側に樹脂15を塗布含浸させ、樹脂15を塗布した裏割れのない面側を合板基材30に接着して木質複合基材40としている。ここでも、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0047】
図9(a)では、分割面L1に裏割れ13を有する分割木質繊維板20cの分割面L1側を研削して両面が平坦面となった分割木質繊維板20cとし、その両面に樹脂15を塗布して内部に含浸させたものを、裏割れ13を有する面側を接着面として合板基材30に接着積層し、木質複合基材40としている。なお、この場合も、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0048】
図9(b)では、分割木質繊維板20cの分割面L1側を研削して両面が平坦面となった分割木質繊維板20cとし、その両面に樹脂15を塗布して内部に含浸させたものを、裏割れ13を有しない面側を接着面として合板基材30に接着積層し、木質複合基材40としている。なお、この場合も、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0049】
図9(c)では、分割木質繊維板20cを、分割面L1と反対面である裏割れ13のない面側を合板基材30と接着積層し、次に、分割木質繊維板20cの分割面(研削面)L1側を研削して平坦面とした後、研削面側に樹脂15を塗布含浸させて木質複合基材40としている。ここでも、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0050】
図9(d)では、分割木質繊維板20cの裏割れの内面側に樹脂15を塗布して含浸させ、裏割れのない面と合板基材30とを接着積層した後、裏割れ13を有する分割面L1側を研削して平坦面とすることによって、木質複合基材40としている。なお、ここでも、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0051】
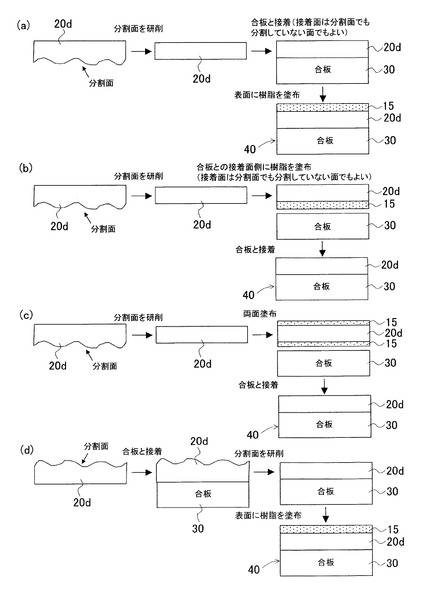
次に、図4(a)〜(d)に示した分割木質繊維板20dまたは20d1、すなわち、低密度層12のみからなり裏割れを有しない分割木質繊維板20d、または、低密度層12のみからなりその一方の面または両方の面に裏割れ13を有している分割木質繊維板20d1、を用いて木質複合基材40を製造する場合のいくつかの例を、図10〜図14を用いて説明する(本発明の第3の態様による木質複合基材の製造方法)。図10と図11は、図4(b)(d)に示す片面のみが分割面である低密度層12のみからなる分割木質繊維板20dまたは20d1を用いる場合のいくつかの例であり、図12と図13は、図4(a)(c)に示す両面が分割面である低密度層12のみからなる分割木質繊維板20dまたは20d1を用いる場合のいくつかの例である。なお、製造方法としては、2種の分割木質繊維板20dと20d1を実質的に同等のものとして扱うことができるので、図10と図11では裏割れを有しない分割木質繊維板20dを例として、また、図12と図13では裏割れ13を有する分割木質繊維板20d1を例として、説明する。
【0052】
図10(a)では、低密度層12のみからなる分割木質繊維板20dの分割面を研削して平坦面とし、それを、分割面または分割面でない方の面を接着面として合板基材30に積層一体化した後、分割木質繊維板20dの表面に樹脂15を塗布含浸させて、木質複合基材40としている。
【0053】
図10(b)では、低密度層12のみからなる分割木質繊維板20dの分割面を研削して平坦面とし、合板基材30との接着面となる側に樹脂15を塗布し含浸させた後、それを合板基材30に接着積層することによって、木質複合基材40としている。なお、この場合、接着面、すなわち樹脂を塗布する面は、分割面であっても分割面でない方の面であっても差し支えない。
【0054】
図10(c)では、低密度層12のみからなる分割木質繊維板20dの分割面を研削して平坦面とした後、その両面に樹脂15を塗布し、含浸させている。そして、そのいずれかの面を接着面として合板基材30に接着積層することによって、木質複合基材40としている。
【0055】
図10(d)では、低密度層12のみからなる分割木質繊維板20dを、その分割面でない方の面側で合板基材30に接着積層し、分割面側を研削して平坦面とした後、分割木質繊維板20dの表面(研削面側)に樹脂15を塗布含浸させて、木質複合基材40としている。
【0056】
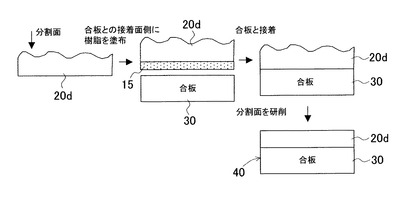
図11では、低密度層12のみからなる分割木質繊維板20dの分割面でない方の面(合板基材30との接着面側)に樹脂15を塗布して含浸させ、それを合板基材30に接着積層した後、分割面側を研削して平坦面として木質複合基材40としている。
【0057】
図12(a)では、両面が分割面である低密度層12のみからなりかつ裏割れ13を有する分割木質繊維板20d1(以下、単に「分割木質繊維板20d1」という)の両面を研削して平坦面とし、それを合板基材30に接着積層した後、分割木質繊維板20d1の表面に樹脂15を塗布して内部に含浸させることにより、木質複合基材40としている。
【0058】
図12(b)では、分割木質繊維板20d1の両面を研削して平坦面とし、合板基材30との接着面となる側に樹脂15を塗布して含浸させた後、それを合板基材30に接着積層することにより、木質複合基材40としている。
【0059】
図12(c)では、分割木質繊維板20d1の両面を研削して平坦面とし、その両面に樹脂15を塗布して含浸させた後、そのいずれかの面を合板基材30に接着積層することにより、木質複合基材40としている。
【0060】
図12(d)では、分割木質繊維板20d1の一方の面を研削して平坦面とし、それを合板基材30に接着積層する。そして、分割木質繊維板20d1の他方の面を研削して平坦面とした後、分割木質繊維板20d1の表面に樹脂15を塗布して内部に含浸させることにより、木質複合基材40としている。
【0061】
図13では、分割木質繊維板20d1における合板基材30との接着面となる側の面を研削して平坦面とし、該研削面に樹脂15を塗布して内部に含浸させた後、それを合板基材30に接着積層する。そして、分割木質繊維板20d1の他方の面を研削して平坦面とすることにより、木質複合基材40としている。
【0062】
なお、説明を省略したが、上記したいずれの製造方法においても、分割木質繊維板20に含浸させた樹脂15を安定化させるために必要な場合には、樹脂含浸後の木質複合基材40に対して、従来知られた熱圧処理が施される。また、いずれの製造方法により製造された木質複合基材40においても、図7に基づき説明したようにして適宜の表面化粧材をその分割木質繊維板20の表面側に貼り付けることにより、木質化粧板Aとすることができる。いずれの木質化粧板Aも、前記したように、表面層に、樹脂を含浸することにより物性が改善された分割木質繊維板を持つことにより、耐剥離性および耐キャスタ性等の向上した木質化粧板Aとなる。
【実施例】
【0063】
以下、実施例と比較例により本発明を説明する。
[実施例A]
本発明による第1の形態の木質複合基材、すなわち「厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は木質繊維板を厚さ方向に変則分割して得られた高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板」(変則分割による分割木質繊維板)およびそれを基材に持つ木質化粧板に係る実施例。
【0064】
[実施例A:1−1−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に変則分割して強度劣化した分割MDFを得、その高密度側と合板を接着した後、低密度側を研削して分割MDFの厚さを0.6mmとした。低密度側にSB系のエマルジョンを固形分で2.9g/尺2を塗布し含浸させて熱圧することにより、木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、それに対して層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表1に示した。
【0065】
[実施例A:1−2−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に変則分割して強度劣化した分割MDFを得、その高密度側にメラミン樹脂を固形分で12g/尺2を塗布・含浸させた後、合板甲板とメラミン樹脂を塗布した分割MDFの高密度側を熱圧接着し、表面を研削して分割MDFの厚さを0.6mmにした木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、それに対して層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表1に示した。
【0066】
[比較例A:1−剥離強さ試験]
低密度層側にエマルジョンを含浸しない分割MDFを用いた以外は、実施例A:1−1と同様にして木質化粧板を得、実施例A:1−1と同様にして層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表1に示した。
【0067】
【表1】

【0068】
[評価]
表1から、本発明による方法で製造された木質複合基材(木質化粧板)は、変則分割で傷んだ木質繊維板を強化することができ、分割MDFの強度が向上していることがわかる。また、実施例1−2に示すように、樹脂の含浸を高密度層側から行っても、樹脂の含浸は全体に進行し、それにより強度の向上が得られることがわかる。
【0069】
なお、層間剥離試験は次のようにして行った。すなわち、木質化粧板の表裏両面に強力な接着剤を介してアタッチメントを固着し、対向しているアタッチメントを離反する方向に一定の荷重速度で引っ張る。そして、分割木質繊維板における低密度層が層間剥離を起こすときの最大荷重を測定し、この最大荷重を平面引っ張り強さ(N/mm2)として測定した。
【0070】
[実施例A:2−ホルムアルデヒド放散量試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に変則分割して強度劣化した分割MDFを得、低密度側を研削して厚さを0.6mmの分割MDFとした。その両面にSB系のエマルジョンを固形分で4.0g/尺2塗布した後、低密度側と合板甲板を熱圧接着して木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、得られた木質化粧板について、デシケータ法によるホルムアルデヒド放散量を測定した。その結果を表2に示した。
【0071】
[比較例A:2−ホルムアルデヒド放散量試験]
エマルジョンを含浸しない分割MDFを用いた以外は、実施例A:2と同様にして木質化粧板を得、実施例A:2と同様にして、デシケータ法によるホルムアルデヒド放散量(mg/L)を測定した。その結果を表2に示した。
【0072】
【表2】
【0073】
[評価]
表2に示すように、本発明による方法で製造された木質化粧板は、ホルムアルデヒド放散量はきわめて少ない。これは、分割MDFに含浸させた樹脂(SB系エマルジョン)が抑制材として機能したからと解される。
【0074】
なお、ホルムアルデヒド放散量試験は次のようにして行った。すなわち、デシケータの底に300mlの蒸留水を入れた結晶皿を置き、デシケータ内の支持金具の上に試験片を置いてデシケータを閉じる。20度で24時間放置し、ホルムアルデヒドを蒸留水に吸収させ、ホルムアルデヒドを吸収した蒸留水を定量する。
【0075】
[実施例A:3−デュポン試験]
実施例A:2で用いた木質化粧板について、デュポン試験を行い、凹み量(mm)を測定した。その結果を表3に示した。
【0076】
[比較例A:3−デュポン試験]
エマルジョンを含浸しない分割MDFを用いた以外は、実施例A:3と同じ木質化粧板についてデュポン試験を行い、凹み量(mm)を測定した。その結果を表3に示した。
【0077】
【表3】
【0078】
[評価]
表3から、本発明による方法で製造された木質化粧板は、デュポン性能が向上している。これは、用いた分割MDFに含浸させた樹脂(SB系エマルジョン)が分割MDFの低密度層の強度を向上させた結果であると解される。
【0079】
なお、デュポン試験は次のようにして行った。すなわち、撃ち型を試験片の上に置き、300mmの高さから500gのおもりを撃ち型の上に落とす。そのときの凹み量を測定する。
【0080】
[実施例A:4−1−耐キャスタ試験]
実施例A:1−1で用いたと同じ4個の木質化粧板に対して、耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表4に示した。
【0081】
[実施例A:4−2−耐キャスタ試験]
実施例A:1−2で用いたと同じ4個の木質化粧板に対して、実施例A:4−1と同じ耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表4に示した。
【0082】
[比較例A:4−耐キャスタ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの分割MDFを用いた以外は、実施例A:4−1と同様にして木質化粧板を得、実施例A:4−1と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。その結果を表4に示した。
【0083】
【表4】
【0084】
[評価]
表4から、本発明による方法で製造され木質化粧板は、耐キャスタ性が向上しているのがわかる。これは、用いた分割MDFに含浸させたエマルジョンあるいは樹脂が分割MDFの低密度層の強度を向上させた結果であると解される。
【0085】
なお、耐キャスタ試験は次のようにして行った。すなわち、試験片の上に25kgfのキャスタを置き、キャスタを往復させて、剥離を調べる。
【0086】
[実施例A:5−1:ワックステープ試験]
実施例A:1−1で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表5に示した。
【0087】
[実施例A:5−2:ワックステープ試験]
実施例A:1−2で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表5に示した。
【0088】
[比較例A:5:ワックステープ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの分割MDFを用いた以外は、実施例A:5−1と同様にして木質化粧板を得、実施例A:5−1と同様にしてワックステープ試験を行った。その結果を表5に示した。
【0089】
【表5】
【0090】
[評価]
表5から、本発明による方法で製造された木質化粧板は、木口面からの浸透幅が小さくなっており、耐吸水性が向上したことがわかる。特に、メラミン樹脂を含浸した場合には、高い耐吸水性が得られる。
【0091】
[実施例B]
本発明による第2の形態の木質複合基材、すなわち「厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は分割面に分割時に形成した裏割れを有しておりかつ高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板」(裏割れのある分割木質繊維板)およびそれを基材に持つ木質化粧板に係る実施例。
【0092】
[実施例B:1−1−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に分割して、低密度側に裏割れのある分割MDFを得、その高密度側と合板を接着した後、低密度側を研削して裏割れのある分割MDFの厚さを0.6mmとした。低密度側にSB系のエマルジョンを固形分で2.9g/尺2を塗布・含浸させて熱圧することによって、木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、それに対して、実施例A:1−1と同様にして層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表6に示した。
【0093】
[実施例B:1−2−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に分割して、低密度側に裏割れのある分割MDFを得、低密度側を研削して厚さを0.6mmの裏割れのある分割MDFとした。分割MDFの低密度層側と合板基材とを接着し、裏割れのない高密度側にSB系のエマルジョンを固形分で2.5g/尺2を塗布・含浸させて熱圧することによって、木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、それに対して、実施例B:1−1と同じ層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表6に示した。
【0094】
[実施例B:1−3−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に分割して、低密度側に裏割れのある分割MDFを得、裏割れのない高密度側にメラミン樹脂を固形分で12g/尺2を塗布・含浸させた後、合板甲板と分割MDFとをメラミン樹脂の塗布面を接着面として熱圧接着した。分割MDFの裏割れのある低密度側を研削して0.6mmの厚さとして木質複合基材とした。分割MDFの研削した面に突き板を接着して木質化粧板とし、それに対して、実施例B:1−1と同じ層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表6に示した。
【0095】
[比較例B:1−剥離強さ試験]
エマルジョンを含浸しない裏割れのある分割MDFを用いた以外は、実施例B:1−1と同様にして木質化粧板を得、実施例B:1−1と同様にして層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表6に示した。
【0096】
【表6】
【0097】
[評価]
表6から、本発明による方法で製造された木質複合基材(木質化粧板)は、樹脂を含浸させることにより裏割れのある木質繊維板を強化することができ、裏割れのある分割MDFの強度が向上していることがわかる。また、実施例B:1−2に示すように、樹脂の含浸を高密度層側から行っても、樹脂の含浸は全体に進行し、それにより強度の向上が得られることがわかる。
【0098】
[実施例B:2−ホルムアルデヒド放散量試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に分割して裏割れのある分割MDFを得、分割面である低密度側を研削して厚さを0.6mmの分割MDFとした。その両面にSB系のエマルジョンを固形分で4.0g/尺2塗布した後、裏割れのある低密度側と合板甲板を熱圧接着して木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、得られた木質化粧板について、実施例A:2と同様にして、デシケータ法によるホルムアルデヒド放散量を測定した。その結果を表7に示した。
【0099】
[比較例B:2−ホルムアルデヒド放散量試験]
エマルジョンを含浸しない裏割れのある分割MDFを用いた以外は、実施例B:2と同様にして木質化粧板を得、実施例B:2と同様にして、デシケータ法によるホルムアルデヒド放散量(mg/L)を測定した。その結果を表7に示した。
【0100】
【表7】
【0101】
[評価]
表7に示すように、本発明による方法で製造された木質化粧板は、ホルムアルデヒド放散量はきわめて少ない。これは、裏割れのある分割MDFに含浸させた樹脂(SB系エマルジョン)が抑制材として機能したからと解される。
【0102】
[実施例B:3−デュポン試験]
実施例B:2で用いた木質化粧板について、実施例A:3と同様のデュポン試験を行い、凹み量(mm)を測定した。その結果を表8に示した。
【0103】
[比較例B:3−デュポン試験]
エマルジョンを含浸しない裏割れのある分割MDFを用いた以外は、実施例B:3と同じ木質化粧板についてデュポン試験を行い、凹み量(mm)を測定した。その結果を表8に示した。
【0104】
【表8】
【0105】
[評価]
表8から、本発明による方法で製造された木質化粧板は、デュポン性能が向上している。これは、用いた裏割れのある分割MDFに含浸させた樹脂(SB系エマルジョン)が裏割れのある分割MDFの低密度層の強度を向上させた結果であると解される。
【0106】
[実施例B:4−1−耐キャスタ試験]
実施例B:1−1で用いたと同じ4個の木質化粧板に対して、実施例A−4と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表9に示した。
【0107】
[実施例B:4−2−耐キャスタ試験]
実施例B:1−3で用いたと同じ4個の木質化粧板に対して、実施例A−4と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表9に示した。
【0108】
[比較例B:4−耐キャスタ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの裏割れのある分割MDFを用いた以外は、実施例B:4と同様にして木質化粧板を得、実施例B:4と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。その結果を表9に示した。
【0109】
【表9】
【0110】
[評価]
表9から、本発明による方法で製造され木質化粧板は、耐キャスタ性が向上しているのがわかる。これは、用いた裏割れのある分割MDFに含浸させた樹脂が、裏割れのある分割MDFの低密度層の強度を向上させた結果であると解される。
【0111】
[実施例B:5−1:ワックステープ試験]
実施例B:1−1で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表10に示した。
【0112】
[実施例B:5−2:ワックステープ試験]
実施例B:1−2で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表10に示した。
【0113】
[比較例B:5:ワックステープ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの裏割れのない分割MDFを用いた以外は、実施例B:5−1と同様にして木質化粧板を得、実施例B:5−1と同様にしてワックステープ試験を行った。その結果を表10に示した。
【0114】
【表10】
【0115】
[評価]
表10から、本発明による方法で製造された木質化粧板は、木口面からの浸透幅が小さくなっており、耐吸水性が向上したことがわかる。特に、メラミン樹脂を含浸した場合には、高い耐吸水性が得られる。
【0116】
[実施例C]
本発明による第3の形態の木質複合基材、すなわち「厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は木質繊維板の低密度領域から得られた低密度層のみからなる分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板」(低密度分割木質繊維板)およびそれを基材に持つ木質化粧板に係る実施例。
【0117】
[実施例C:1−1−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分から両面分割して得られた低密度分割MDFの片面を研削し、研削面を合板甲板に接着した後、さらに、他方の面を研削して厚さ0.6mmの低密度分割MDFを持つ木質複合基材とした。さらに、低密度分割MDFの表面からSB系のエマルジョンを固形分で2.9g/尺2を塗布・含浸させた後、熱圧することによって木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、それに対して、実施例A:1−1と同様にして層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表11に示した。
【0118】
[実施例C:1−2−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分から両面分割して得られた低密度分割MDFの片面を研削し、研削面にメラミン樹脂を固形分で12g/尺2を塗布・含浸させた後、合板甲板と低密度分割MDFとをメラミン樹脂の塗布面を接着面として熱圧接着した。低密度分割MDFをさらに研削して0.6mmの厚さとして木質複合基材とした。低密度分割MDFの研削した面に突き板を接着して木質化粧板とし、それに対して、実施例C:1−1と同じ層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表11に示した。
【0119】
[実施例C:1−3−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分から両面分割して得られた両面に裏割れのある低密度分割MDFの片面を、裏割れが残るようにして研削した後、研削面にメラミン樹脂を固形分で12g/尺2で塗布・含浸させた後、合板甲板と低密度分割MDFの研削面とを熱圧接着した。低密度分割MDFをさらに研削して0.6mmの厚さとして木質複合基材とした。低密度分割MDFの研削した面に突き板を接着して木質化粧板とし、それに対して、実施例C:1−1と同じ層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表11に示した。
【0120】
[比較例C:1−剥離強さ試験]
エマルジョンを含浸しない低密度分割MDFを用いた以外は、実施例C:1−1と同様にして木質化粧板を得、実施例C:1−1と同様にして層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表11に示した。
【0121】
【表11】
【0122】
[評価]
表11から、本発明による方法で製造された木質複合基材(木質化粧板)は、従来使用されていなかった低密度層のみからなる分割MDFを用いているにもかかわらず、そこに樹脂を含浸させることによって、その強度を向上させていることがわかる。また、その値は、十分に実用に耐える値である。裏割れのある低密度分割MDFでも、高い強度を備えるようになっている。
【0123】
[実施例C:2−ホルムアルデヒド放散量試験]
厚さ2.7mmのMDFを内層である低密度層部分から両面分割して得られた低密度分割MDFの両面を研削して、厚さを0.6mmの低密度分割MDFとした。その両面にSB系のエマルジョンを固形分で4.0g/尺2塗布した後、合板甲板を熱圧接着して木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、得られた木質化粧板について、実施例A:2と同様にして、デシケータ法によるホルムアルデヒド放散量を測定した。その結果を表12に示した。
【0124】
[比較例C:2−ホルムアルデヒド放散量試験]
エマルジョンを含浸しない低密度分割MDFを用いた以外は、実施例C:2と同様にして木質化粧板を得、実施例C:2と同様にして、デシケータ法によるホルムアルデヒド放散量(mg/L)を測定した。その結果を表12に示した。
【0125】
【表12】
【0126】
[評価]
表12に示すように、本発明による方法で製造された木質化粧板は、ホルムアルデヒド放散量はきわめて少ない。これは、低密度分割MDFに含浸させた樹脂(SB系エマルジョン)が抑制材として機能したからと解される。
【0127】
[実施例C:3−デュポン試験]
実施例C:2で用いた木質化粧板について、実施例A:3と同様のデュポン試験を行い、凹み量(mm)を測定した。その結果を表13に示した。
【0128】
[比較例C:3−デュポン試験]
エマルジョンを含浸しない低密度分割MDFを用いた以外は、実施例C:3と同じ木質化粧板についてデュポン試験を行い、凹み量(mm)を測定した。その結果を表13に示した。
【0129】
【表13】
【0130】
[評価]
表13から、本発明による方法で製造された木質化粧板は、デュポン性能が向上している。これは、用いた低密度層からなる分割MDFに含浸させた樹脂(SB系エマルジョン)が、低密度分割MDFの強度を向上させた結果であると解される。
【0131】
[実施例C:4−1−耐キャスタ試験]
実施例C:1−1で用いたと同じ2個の木質化粧板に対して、実施例A−4と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表14に示した。
【0132】
[実施例C:4−2−耐キャスタ試験]
実施例C:1−2で用いたと同じ2個の木質化粧板に対して、実施例C:4−1と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表14に示した。
【0133】
[実施例C:4−3−耐キャスタ試験]
実施例C:1−3で用いたと同じ2個の木質化粧板に対して、実施例C:4−1と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表14に示した。
【0134】
[比較例C:4−耐キャスタ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの低密度層のみからなる分割MDFを用いた以外は、実施例C:4−1と同様にして木質化粧板を得、実施例C:4−1と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。その結果を表14に示した。
【0135】
【表14】
【0136】
[評価]
表14から、本発明による方法で製造され木質化粧板は、分割MDFとして低密度層のみからなる分割MDFを用いているにもかかわらず、耐キャスタ性が向上しているのがわかる。これは、用いた低密度分割MDFに含浸させたエマルジョンが、低密度分割MDFの低密度層の強度を向上させた結果であると解される。裏割れのある低密度分割MDFでも、同様に耐キャスタ性が向上している。
【0137】
[実施例C:5−1:ワックステープ試験]
実施例C:1−1で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表15に示した。
【0138】
[実施例C:5−2:ワックステープ試験]
実施例C:1−2で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表15に示した。
【0139】
[比較例C:5:ワックステープ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの低密度層のみからなる分割MDFを用いた以外は、実施例C:5−1と同様にして木質化粧板を得、実施例C:5−1と同様にしてワックステープ試験を行った。その結果を表15に示した。
【0140】
【表15】
【0141】
[評価]
表15から、本発明による方法で製造された木質化粧板は、木口面からの浸透幅が小さくなっており、耐吸水性が向上したことがわかる。特に、メラミン樹脂を含浸した場合には、高い耐吸水性が得られる。
【図面の簡単な説明】
【0142】
【図1】分割木質繊維板を作るときの一態様を説明する図。
【図2】分割木質繊維板を作るときの他の態様を説明する図。
【図3】裏割れのある分割木質繊維板を作るときの一態様を説明する図。
【図4】低密度層のみからなる木質繊維板を作るときの一態様を説明する図。
【図5】本発明による第1の態様の木質複合基材を製造するときのいくつかの製造方法を説明する図。
【図6】本発明による第1の態様の木質複合基材を製造するときのさらに他の製造方法を説明する図。
【図7】本発明による木質化粧版の一例を説明する図。
【図8】本発明による第2の態様の木質複合基材を製造するときのいくつかの製造方法を説明する図。
【図9】本発明による第2の態様の木質複合基材を製造するときのさらに他の製造方法を説明する図。
【図10】本発明による第3の態様の木質複合基材を製造するときの製造方法を説明する図であって、一方の面が分割面である低密度分割木質繊維板を用いる場合のいくつかの例を示す。
【図11】図10に続く図であって、一方の面が分割面である低密度分割木質繊維板を用いる場合のさらに他の例を示す。
【図12】本発明による第3の態様の木質複合基材を製造するときの製造方法を説明する図であって、両面が分割面である低密度分割木質繊維板を用いる場合のいくつかの例を示す。
【図13】図12に続く図であって、両面が分割面である低密度分割木質繊維板を用いる場合のさらに他の例を示す。
【符号の説明】
【0143】
10、10A…木質繊維板、11…木質繊維板の高密度層、12…木質繊維板の低密度層、13…分割木質繊維板に形成される裏割れ、15…分割木質繊維板に含浸する樹脂、20、20a、20a1、20b、20bl、20c、20d、20d1,20e,20e1…分割木質繊維板、30…合板基材、40、40A…木質複合基材、50…化粧層、A…木質化粧板
【技術分野】
【0001】
本発明は、木質化粧板等の基材として用いられる木質複合基材とその製造方法、および製造された木質複合基材を基材とする木質化粧板に関する。
【背景技術】
【0002】
表層としての木質繊維板と合板基材との積層体からなる木質複合基材は知られており、そのような木質複合基材を基材として用い、その表面に、突き板や化粧シートのような化粧層を積層して床材や内装材のような木質化粧板とすることも知られている。使用する木質繊維板としては、MDF(中密度繊維板)が主に用いられるが、他にハードボードのような木質繊維板も用いられる。合板基材と表面化粧層との間に、このような薄手(通常、1mm以下)の木質繊維板を配置することにより、表面化粧層に割れ等の不都合が生じるのを回避することができる。
【0003】
木質繊維板は、その製造プロセスの関係で、厚さ方向に密度差が生じるのを避けられない。通常、厚さ方向に、高密度層と低密度層と高密度層とが各層間に密度勾配を持ちながらこの順で積層したような構成となる。例えば、MDFの場合、表層である高密度層の密度は、0.9〜1.1程度、内層である低密度層の密度は、0.6〜1.0程度である。製造態様によっては、低密度層と高密度層と低密度層とがこの順で厚さ方向に層構造をなす木質繊維板も形成される。
【0004】
木質繊維板は、その製造プロセスとの関係で、厚さは、もっとも薄いもので1〜4mm程度が普通である。そのために、上記した形態の木質複合基材を製造する場合、木質繊維板を厚さ方向で分割して1mm以下の厚さのものとし、それを接着剤を用いて合板基材に接着積層するようにしている。しかし、低密度層は強度的に充分でなく、低密度層側を表面側として合板基材に貼り付けた木質複合基材を基材として木質化粧材を製造すると、充分な剥離強さや耐キャスタ性が得られない。そのために、低密度層を研削除去し、比較して高密度領域のみからなる分割木質繊維板を木質基材に接着積層することが行われる(特許文献1等参照)。そのために、木質繊維板の使用歩留まり率が低く、コスト高騰の一因となっている。
【0005】
そのような観点から、特許文献2には、厚さ方向の中央部から2分割して一方の面側が高密度層で他方の面側が低密度層に形成された密度傾斜を有する木質繊維製板材を作製したのち、この木質繊維製板材を低密度層側を表向きにして木質基板の表面に貼着一体化して複合板を形成し、さらに、この複合板表面の上記木質繊維製板材の低密度層の表面を研削して平滑表面とした後、該複合板の木質繊維製板材表面に合成樹脂液を塗布、含浸させて強化木質繊維製板材に形成し、しかるのち、この強化木質繊維製板材表面に化粧層を設けるようにした化粧板の製造方法が開示されている。
【0006】
【特許文献1】特開平10−46796号公報
【特許文献2】特開平11−170210号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
特許文献2に記載の化粧板の製造方法によれば、厚さ方向の中央部から2分割した分割木質繊維板の低密度層側に樹脂を含浸させることにより低密度層の強度が向上するので、低密度層部分を除去することが不要となり、木質繊維板の使用歩留まり率が高い状態で木質複合基材および化粧板を製造することができるものと期待できる。しかし、素材として使用する木質繊維板の厚さと、合板基材に実際に接着積層する木質繊維板に求められる厚さとの関係で、厚さ方向の中央部から2分割した後、低密度層領域を研削除去することが必要となる場合があり、使用歩留まり率の低下を招く。
【0008】
より厚さの薄い分割木質繊維板を必要とする場合に、厚さ方向の中央部から2分割するのではなく、厚さ方向の一方に偏位した箇所で変則分割することで、使用歩留まり率を低下させることなく、所要の薄さの分割木質繊維板を得ることができる。また、厚さが充分に厚い木質繊維板の場合には、厚さ方向に3分割あるいは4分割する変則分割で、やはり、使用歩留まり率を低下させることなく、所要の薄さの分割木質繊維板を得ることができる。しかし、そのような変則分割を行う場合、分割される各々は異なる荷重で分割されるので、分割の仕方によっては著しく大きな荷重で分割されるために、強度劣化が大きくなるまた、半割機に複数回通して分割する場合も、木質繊維板に複数回荷重がかかるためやはり強度劣化する。そのために、木質繊維板を変則分割して、あるいは複数回分割して所要の厚みの分割木質繊維板を製造し、それを実際に使用して木質複合基材とすることは、これまで行われてきていない。
【0009】
また、木質繊維板を3分割あるいは4分割する変則分割では、低密度層領域のみからなる分割木質繊維板が作られるが、低密度層のみからなる分割木質繊維板は剥離強さなどの物性値が低く、それを実際に使用して木質複合基材とすることは、やはり、これまで行われてきていない。その点では、使用歩留まり率の低下を招いている。
【0010】
一方において、どのような形態の分割木質繊維板であっても、その中に樹脂を均一に含浸させることは容易でなく、また長い処理時間を必要としている。
【0011】
本発明は、上記のような事情に鑑みてなされたものであり、分割木質繊維板と合板基材との積層体からなる木質複合基材において、木質繊維板の高い使用歩留まり率を維持しながら、充分に実使用に耐えることのできる強度を備えた木質複合基材を得ること、およびその製造方法を提供することを1つの課題とする。また、分割木質繊維板へ樹脂が短時間でかつ均一に含浸した木質複合基材を得ること、およびその製造方法を提供することをもう1つの課題とする。さらに、そのような木質複合基材を基材として用いて高い剥離強度と耐キャスタ性を備えた木質化粧板を得ることをも課題とする。
【課題を解決するための手段】
【0012】
本発明による木質複合基材の第1の態様は、厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は木質繊維板を厚さ方向に変則分割して得られた高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする(請求項1)。上記の態様において、前記分割木質繊維板は、その高密度層側が合板基材と接着していてもよく、低密度層側が合板基材と接着していてもよい。
【0013】
この態様の木質複合基材では、従来は使用されていなかった変則分割により強度が劣化した分割木質繊維板を、樹脂を含浸させることにより強度を向上させて使用している。そのために、木質繊維板の使用歩留まり率は向上する。また、分割木質繊維板は、高い剥離強度等、充分な強度を備える。さらに、積層した分割木質繊維板が樹脂を含浸していることにより、合板基材からのホルムアルデヒド放散量を一層低い値とすることができる。
【0014】
本発明による木質複合基材の第2の態様は、厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は分割面に分割時に形成した裏割れを有しておりかつ高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする(請求項4)。この態様でも、前記分割木質繊維板は、その高密度層側が合板基材と接着していてもよく、低密度層側が合板基材と接着していてもよい。
【0015】
この態様の木質複合基材では、分割面に裏割れを形成している分割木質繊維板を用い、そこに樹脂を含浸させて強度を向上させて使用している。裏割れを有していることから、塗布した樹脂は分割木質繊維板内に均一にかつ迅速に含浸し、分割木質繊維板は、強度が一様に安定しかつ高い剥離強度等、充分な強度を備える。この態様でも、積層した分割木質繊維板が樹脂を含浸していることにより、合板基材からのホルムアルデヒド放散量を一層低い値とすることができる。
【0016】
本発明による木質複合基材の第3の態様は、厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は木質繊維板の低密度領域から得られた低密度層のみからなる分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする(請求項7)。第3の態様の木質複合基材において、前記分割木質繊維板の一面または両面は裏割れを有していてもよい(請求項8)。
【0017】
この態様の木質複合基材では、従来は使用されていなかった低密度層のみからなる分割木質繊維板を、樹脂を含浸させることにより強度を向上させて使用している。そのために、木質繊維板の使用歩留まり率は向上する。また、この態様でも、分割木質繊維板は、高い剥離強度等、充分な強度を備える。また、積層した分割木質繊維板が樹脂を含浸していることにより、合板基材からのホルムアルデヒド放散量を一層低い値とすることができる。第3の態様の木質複合基材において、前記分割木質繊維板の一面または両面は裏割れを有している場合には、塗布した樹脂は分割木質繊維板内に均一にかつ迅速に含浸し、分割木質繊維板は、強度が一様に安定し、さらに充分な強度を備えることができる。
【0018】
本発明は、さらに上記した木質複合基材を基材として用い、その分割木質繊維板の合板基材との接着面とは反対側の面に表面化粧層を設けてなることを特徴とする木質化粧板も開示する。
【0019】
本発明は、さらに前記請求項1に記載の第1の態様の木質複合基材の製造方法として、
(a)厚さ方向に密度が異なる木質繊維板を厚さ方向の中心ではなく一方側に偏位した位置で変則分割して高密度層と低密度層とを有する分割木質繊維板とする工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法を開示する(請求項10)。
【0020】
本発明は、さらに前記請求項4に記載の第2の態様の木質複合基材の製造方法として、
(a)厚さ方向に密度が異なる木質繊維板を分割面に裏割れが形成されるようにして分割して高密度層と低密度層とを有する分割木質繊維板とする工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法を開示する(請求項11)。
【0021】
本発明は、さらに前記請求項7または8に記載の第3の態様の木質複合基材の製造方法として、
(a)厚さ方向に密度が異なる木質繊維板から低密度領域のみからなる分割木質繊維板を分割面に裏割れを形成することなくまたは裏割れを形成して分離する工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法を開示する(請求項12)。
【0022】
上記のいずれの製造方法においても、分割木質繊維板を得る工程(a)以降の工程の順序は任意であり、工程(a)→工程(b)→工程(c)→工程(d)の順で行う態様、工程(a)→工程(b)→工程(d)→工程(c)の順で行う態様、工程(a)→工程(d)→工程(b)→工程(c)の順で行う態様、工程(a)→工程(c)→工程(d)→工程(b)の順で行う態様、等を適宜選択することができる。
【0023】
なお、本出願の各発明において、使用する木質繊維板は、MDF(中密度繊維板)が好適であるが、他に、ハードボード、HDF(高密度繊維板)のような木質繊維板も用いることができる。また、いずれの木質繊維板を用いる場合も、分割木質繊維板を構成する低密度層は、層全体の密度(平均密度)が0.75g/cm3以下のものであってよい。
【0024】
分割木質繊維板に含浸させる樹脂としては、例えば、メラミン樹脂、尿素樹脂、尿素・メラミン樹脂、アクリル樹脂、ポリウレタン樹脂のような水性樹脂や、さらには、水性ビニルウレタン、ABS樹脂、またはこれらの混合もしくは変性樹脂からなるエマルジョンや、SB系エマルジョン、酢酸ビニル系エマルジョン、アクリル系エマルジョン、NB系エマルジョンなどの水性エマルジョン、等が例示できる。また、分割木質繊維板の表面側に化粧層としては、突き板や化粧合成樹脂シート、化粧紙のような化粧シートが例として挙げられる。
【発明の効果】
【0025】
本発明によれば、分割木質繊維板と合板基材との積層体からなる木質複合基材を製造するに際して、強度不足等の理由から従来は使用されずに廃棄処理されていた、変則分割によって強度が劣化した分割木質繊維板、裏割れが生じた木質繊維板、あるいは低密度層のみからなる分割木質繊維板を用いながら、高い層間剥離強度と耐キャスタ性等を備えた充分に実用に耐えうる木質複合基材を得ることができる。そのために、木質繊維板の使用歩留まりを大きく向上させることが可能となり、結果として、木質複合基材の製造コストを大きく低減することができる。
【0026】
また、本発明による木質複合基材では、分割木質繊維板は樹脂を含浸した状態で用いられており、それらよって、合板基材からのホルムアルデヒドの放散量を大きく低減できる利点もある。
【発明を実施するための最良の形態】
【0027】
本出願の各発明における具体的な実施の態様を図面を参照して説明する。図1〜図4は本発明で用いる分割木質繊維板とその製造方法を説明するための図。図5と図6は本発明の第1の態様による木質複合基材の製造方法のいくつかの例を説明する図。図7は製造された木質複合基材を用いて造られた木質化粧板を説明する図。図8と図9は本発明の第2の態様による木質複合基材の製造方法のいくつかの例を説明する図。図10〜図14は本発明の第3の態様による木質複合基材の製造方法のいくつかの例を説明する図、である。
【0028】
図1および図2は、厚さ方向に密度が異なる木質繊維板を厚さ方向の中心ではなく一方側に偏位した位置で変則分割して高密度層と低密度層とを有する分割木質繊維板とする例を示す。図1(a)において、10は、例えば、厚さは2.7mm程度のMDFである木質繊維板であり、厚さ方向に密度が異なる。この例で、木質繊維板10の表層側が高密度層11、11であり、内層は表層と比較して低密度の低密度層12であって、高密度層11と低密度層12は密度勾配を有して連続している。より薄手(例えば、厚さ0.6mm程度)の分割木質繊維板20を得るために、カッター(半割機等:不図示)によって、厚さ方向の中央でなく、一方の面側に偏位した箇所を分割面Lとして2分割する。図1(b)に示すように、2分割された一方の分割木質繊維板20aは所要の厚み(0.6mm)を備えるが、他方の分割木質繊維板20bは0.6mmよりも厚さが厚い。そこで、図示しないが、木質繊維板の使用歩留まり率を高くするため、他方の分割木質繊維板20bをさらに適所で2分割することにより、所要の厚み(0.6mm)の分割木質繊維板20aをさらに得ることができる。
【0029】
ただし、このような変則分割あるいは多数回分割を行うと、分割されるそれぞれは異なる荷重で分割されて、著しく大きな荷重で分割されることがあり、また、複数回荷重がかかるために、強度劣化、特に分割面側での強度劣化が起こりやすい。
【0030】
図2(a)に示す木質繊維板10Aは、厚さ方向に密度が異なるが、表層側が低密度層12、12であり、内層が表層と比較して高密度の高密度11となっている。高密度層11と低密度層12は密度勾配を有して連続している。この形態の木質繊維板10Aにおいても、より薄手の分割木質繊維板20を得るために、カッター(半割機等:不図示)によって、一方の面側に偏位した箇所を分割面Lとして2分割すると、図2(b)に示すように、所要の厚みを備える分割木質繊維板20aと、より厚さの厚い分割木質繊維板20bとなる。そして、木質繊維板の使用歩留まり率を高くするため、他方の分割木質繊維板20bをさらに適所で2分割することにより、もう一枚の所要の厚みの分割木質繊維板20aを得ることができる。しかし、この場合にも、分割木質繊維板20aに強度劣化がおこる。
【0031】
図3に示すように、カッターでの分割時に、分割面に裏割れ13が発生することがある。また、刃の切り込み量、切削角などの条件を適宜整えることで、積極的に分割面Lに裏割れ13を発生させることもできる。なお、図3(a)の木質繊維板10は図1(a)に示した木質繊維板に相当し、中央部が低密度領域であり、図3(b)の木質繊維板10は図2(a)に示した木質繊維板に相当し、中央部が高密度層である。そして、このような裏割れは、図3(a),(b)の右側の図に示すように、変則分割(分割面L)した場合の分割木質繊維板20a1,20b1のみならず、図3(a),(b)の中央の図に示すように、厚さ方向に2分割(分割面L1)した分割木質繊維板20cにも形成される。従って、本発明において、分割面に裏割れを有している分割木質繊維板について言及するときは、特に断りがない限り、その両者を含むものとして使用している。
【0032】
なお、上記の図3および次の図4では、図1および図2における「高密度」領域および「低密度」領域を、単に「高」および「低」として表現している。
【0033】
図4は、本発明の木質複合基材で使用するさらに他の分割木質繊維板20dを説明している。図4(a),(b)に示すように、木質繊維板10、10Aが厚さの厚いものであるとき、例えば0.6mm程度の厚みの主に高密度層11からなる分割木質繊維板20eを得ようとすると、低密度層12のみからなる分割木質繊維板20dが切り出されることが起こる。高密度層11からなる分割木質繊維板20eは、従来から木質複合基材を製造するのに用いられてきたが、低密度層のみからなる分割木質繊維板20dは強度的に弱いことから、廃棄処理されることが多かった。
【0034】
また、図4(c),(d)に示すように、この場合にも、カッターでの分割時に、分割面に裏割れが生じることがあり、また積極的に生じさせることもできる。裏割れが生じている分割木質繊維板をそれぞれ20d1,20e1として示している。
【0035】
次に、上記した分割木質繊維板20a,20a1,20c,20e,20e1を用いて、木質複合基材40を製造する方法を説明する。図5と図6は、図1(b)または図2(b)に示した分割木質繊維板20a、すなわち、木質繊維板を厚さ方向の偏位した場所で変則分割して得た高密度層と低密度層とを有する分割木質繊維板20aを用いて木質複合基材40を製造する場合である(本発明の第1の態様による木質複合基材の製造方法)。
【0036】
図5(a)では、最初に、分割木質繊維板20aの前記分割面L側をサンディングやプレーナーのような手段で研削して平坦面として、両面が平坦面となった分割木質繊維板20aとし、その研削面(分割面)L側または反対面である当初の木質繊維板としての面側を適宜の接着剤を用いて、合板基材30に接着積層する。次いで、分割木質繊維板20aの露出している表面に、メラミン樹脂や水性ビニルウレタンエマルジョン等の樹脂15を塗布して分割木質繊維板20a内に含浸させることで、木質複合基材40としている。なお、樹脂15を塗布する表面側は、塗布した樹脂が内部に含浸することを条件に、分割木質繊維板20aにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0037】
図5(b)では、最初に、分割木質繊維板20aの前記分割面L側平坦面とすることは図5(a)と同様であるが、両面が平坦面となった分割木質繊維板20aを合板基材30に接着積層する前に、その接着面となる側に樹脂15を塗布し、しかる後、分割木質繊維板20aと合板基材30とを接着積層して木質複合基材40としている。この場合も、接着面となる側は、分割木質繊維板20aにおける低密度層12側であっても、高密度層11側であってもよい。
【0038】
図5(c)では、分割面L側を研削することにより両面が平坦面となった分割木質繊維板20aの両面に樹脂15を塗布し内部に含浸させた後、樹脂15が含浸した分割木質繊維板20aと合板基材30に接着積層して木質複合基材40としている。この場合も、接着面となる側は、分割木質繊維板20aにおける低密度層12側であっても、高密度層11側であってもよい。
【0039】
図5(d)では、最初に、分割木質繊維板20aにおける分割面Lとは反対側の面、すなわち当初の木質繊維板の表面側を接着面として合板基材30に接着し、その後、分割木質繊維板20aの分割面Lを適宜の手段により研削して平坦面としてする。そして、研削により平坦となった分割木質繊維板20aの表面に樹脂15を塗布含浸することにより、木質複合基材40としている。この場合も、接着面となる側が、分割木質繊維板20aにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0040】
図6では、最初に、分割木質繊維板20aにおける分割面Lとは反対側の面、すなわち当初の木質繊維板の表面側に樹脂15を塗布して、内部に含浸させる。そして、樹脂15が含浸した分割木質繊維板20aを樹脂15を塗布した面側を接着面として合板基材30に接着積層する。その後、分割木質繊維板20aの分割面L側を適宜の手段により研削して平坦面とし、木質複合基材40としている。この場合も、接着面となる側が、分割木質繊維板20aにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0041】
図7は、上記のようにして製造した木質複合基材40を基材として用い、その分割木質繊維板20aの合板基材30との接着面とは反対側の面に、突板のような表面化粧層50を貼り付けて形成される木質化粧板Aを示している。この形態の木質化粧板Aは、変則分割により強度が低下した分割木質繊維板20aを合板基材30と表面化粧層50の間に介在させていても、前記分割木質繊維板20aは内部に均一に樹脂15が含浸していることによって物性が改善されており、後の実施例に示すように、耐剥離性および耐キャスタ性等の物性値が向上した木質化粧板Aが得られる。なお、図7において、分割木質繊維板20aには、図5および図6に示したいずれの製造方法によって製造された分割木質繊維板20aも等しく用いうることは当然である。
【0042】
図8と図9は、図3(a),(b)に示した分割木質繊維板20a1または20c、すなわち、木質繊維板を厚さ方向の偏位した場所で変則分割して得た高密度層と低密度層とを有する分割木質繊維板であって分割面Lに裏割れ13を持つ分割木質繊維板20a1、または、木質繊維板を厚さ方向の中央部で分割して得た分割面L1を持つ高密度層と低密度層とを有する分割木質繊維板であって分割面L1に裏割れ13を有する分割木質繊維板20c、を用いて木質複合基材40を製造する場合である(本発明の第2の態様による木質複合基材の製造方法)。なお、製造方法としては、2種の分割木質繊維板20a1と20cは同等のものとして扱うことができるので、図8と図9では、分割木質繊維板20cのみを双方の代表として図示している。分割木質繊維板として裏割れ13を持つものを用いることにより、前記したように、塗布した樹脂13が分割木質繊維板内へ均一かつ迅速に含浸するのが促進される。
【0043】
図8(a)では、最初に、分割面L1に裏割れ13を有する分割木質繊維板20cの分割面L1側を研削して両面が平坦面となった分割木質繊維板20cとし、その研削面(分割面)L1側を適宜の接着剤を用いて、合板基材30に接着積層する。次いで、分割木質繊維板20cの露出している表面に、メラミン樹脂や水性ビニルウレタンエマルジョン等の樹脂15を塗布して分割木質繊維板20c内に含浸させることで、木質複合基材40としている。なお、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0044】
図8(b)では、分割木質繊維板20cの分割面L1側を研削して平坦面とした後、裏割れ13のない面側と合板基材30とを接着する。次いで、分割木質繊維板20cの露出している表面に樹脂15を塗布して分割木質繊維板20c内に含浸させ木質複合基材40としている。なお、ここでも、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0045】
図8(c)では、分割木質繊維板20cの分割面L1側を研削して平坦面とした後、研削面側に樹脂15を塗布し含浸させ、樹脂15を塗布した裏割れ13を有する面側を合板基材30に接着して木質複合基材40としている。ここでも、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0046】
図8(d)では、分割木質繊維板20cの分割面L1側を研削して平坦面とした後、裏割れ13のない面側に樹脂15を塗布含浸させ、樹脂15を塗布した裏割れのない面側を合板基材30に接着して木質複合基材40としている。ここでも、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0047】
図9(a)では、分割面L1に裏割れ13を有する分割木質繊維板20cの分割面L1側を研削して両面が平坦面となった分割木質繊維板20cとし、その両面に樹脂15を塗布して内部に含浸させたものを、裏割れ13を有する面側を接着面として合板基材30に接着積層し、木質複合基材40としている。なお、この場合も、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0048】
図9(b)では、分割木質繊維板20cの分割面L1側を研削して両面が平坦面となった分割木質繊維板20cとし、その両面に樹脂15を塗布して内部に含浸させたものを、裏割れ13を有しない面側を接着面として合板基材30に接着積層し、木質複合基材40としている。なお、この場合も、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0049】
図9(c)では、分割木質繊維板20cを、分割面L1と反対面である裏割れ13のない面側を合板基材30と接着積層し、次に、分割木質繊維板20cの分割面(研削面)L1側を研削して平坦面とした後、研削面側に樹脂15を塗布含浸させて木質複合基材40としている。ここでも、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0050】
図9(d)では、分割木質繊維板20cの裏割れの内面側に樹脂15を塗布して含浸させ、裏割れのない面と合板基材30とを接着積層した後、裏割れ13を有する分割面L1側を研削して平坦面とすることによって、木質複合基材40としている。なお、ここでも、裏割れ13を有する分割面側は、分割木質繊維板20cにおける低密度層12側であっても、高密度層11側であっても差し支えない。
【0051】
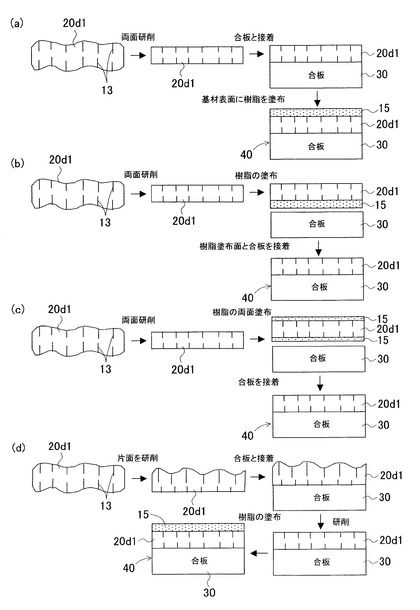
次に、図4(a)〜(d)に示した分割木質繊維板20dまたは20d1、すなわち、低密度層12のみからなり裏割れを有しない分割木質繊維板20d、または、低密度層12のみからなりその一方の面または両方の面に裏割れ13を有している分割木質繊維板20d1、を用いて木質複合基材40を製造する場合のいくつかの例を、図10〜図14を用いて説明する(本発明の第3の態様による木質複合基材の製造方法)。図10と図11は、図4(b)(d)に示す片面のみが分割面である低密度層12のみからなる分割木質繊維板20dまたは20d1を用いる場合のいくつかの例であり、図12と図13は、図4(a)(c)に示す両面が分割面である低密度層12のみからなる分割木質繊維板20dまたは20d1を用いる場合のいくつかの例である。なお、製造方法としては、2種の分割木質繊維板20dと20d1を実質的に同等のものとして扱うことができるので、図10と図11では裏割れを有しない分割木質繊維板20dを例として、また、図12と図13では裏割れ13を有する分割木質繊維板20d1を例として、説明する。
【0052】
図10(a)では、低密度層12のみからなる分割木質繊維板20dの分割面を研削して平坦面とし、それを、分割面または分割面でない方の面を接着面として合板基材30に積層一体化した後、分割木質繊維板20dの表面に樹脂15を塗布含浸させて、木質複合基材40としている。
【0053】
図10(b)では、低密度層12のみからなる分割木質繊維板20dの分割面を研削して平坦面とし、合板基材30との接着面となる側に樹脂15を塗布し含浸させた後、それを合板基材30に接着積層することによって、木質複合基材40としている。なお、この場合、接着面、すなわち樹脂を塗布する面は、分割面であっても分割面でない方の面であっても差し支えない。
【0054】
図10(c)では、低密度層12のみからなる分割木質繊維板20dの分割面を研削して平坦面とした後、その両面に樹脂15を塗布し、含浸させている。そして、そのいずれかの面を接着面として合板基材30に接着積層することによって、木質複合基材40としている。
【0055】
図10(d)では、低密度層12のみからなる分割木質繊維板20dを、その分割面でない方の面側で合板基材30に接着積層し、分割面側を研削して平坦面とした後、分割木質繊維板20dの表面(研削面側)に樹脂15を塗布含浸させて、木質複合基材40としている。
【0056】
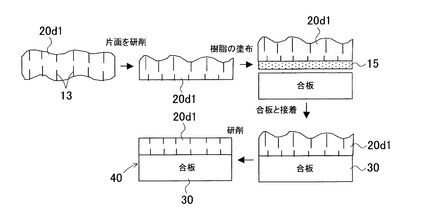
図11では、低密度層12のみからなる分割木質繊維板20dの分割面でない方の面(合板基材30との接着面側)に樹脂15を塗布して含浸させ、それを合板基材30に接着積層した後、分割面側を研削して平坦面として木質複合基材40としている。
【0057】
図12(a)では、両面が分割面である低密度層12のみからなりかつ裏割れ13を有する分割木質繊維板20d1(以下、単に「分割木質繊維板20d1」という)の両面を研削して平坦面とし、それを合板基材30に接着積層した後、分割木質繊維板20d1の表面に樹脂15を塗布して内部に含浸させることにより、木質複合基材40としている。
【0058】
図12(b)では、分割木質繊維板20d1の両面を研削して平坦面とし、合板基材30との接着面となる側に樹脂15を塗布して含浸させた後、それを合板基材30に接着積層することにより、木質複合基材40としている。
【0059】
図12(c)では、分割木質繊維板20d1の両面を研削して平坦面とし、その両面に樹脂15を塗布して含浸させた後、そのいずれかの面を合板基材30に接着積層することにより、木質複合基材40としている。
【0060】
図12(d)では、分割木質繊維板20d1の一方の面を研削して平坦面とし、それを合板基材30に接着積層する。そして、分割木質繊維板20d1の他方の面を研削して平坦面とした後、分割木質繊維板20d1の表面に樹脂15を塗布して内部に含浸させることにより、木質複合基材40としている。
【0061】
図13では、分割木質繊維板20d1における合板基材30との接着面となる側の面を研削して平坦面とし、該研削面に樹脂15を塗布して内部に含浸させた後、それを合板基材30に接着積層する。そして、分割木質繊維板20d1の他方の面を研削して平坦面とすることにより、木質複合基材40としている。
【0062】
なお、説明を省略したが、上記したいずれの製造方法においても、分割木質繊維板20に含浸させた樹脂15を安定化させるために必要な場合には、樹脂含浸後の木質複合基材40に対して、従来知られた熱圧処理が施される。また、いずれの製造方法により製造された木質複合基材40においても、図7に基づき説明したようにして適宜の表面化粧材をその分割木質繊維板20の表面側に貼り付けることにより、木質化粧板Aとすることができる。いずれの木質化粧板Aも、前記したように、表面層に、樹脂を含浸することにより物性が改善された分割木質繊維板を持つことにより、耐剥離性および耐キャスタ性等の向上した木質化粧板Aとなる。
【実施例】
【0063】
以下、実施例と比較例により本発明を説明する。
[実施例A]
本発明による第1の形態の木質複合基材、すなわち「厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は木質繊維板を厚さ方向に変則分割して得られた高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板」(変則分割による分割木質繊維板)およびそれを基材に持つ木質化粧板に係る実施例。
【0064】
[実施例A:1−1−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に変則分割して強度劣化した分割MDFを得、その高密度側と合板を接着した後、低密度側を研削して分割MDFの厚さを0.6mmとした。低密度側にSB系のエマルジョンを固形分で2.9g/尺2を塗布し含浸させて熱圧することにより、木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、それに対して層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表1に示した。
【0065】
[実施例A:1−2−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に変則分割して強度劣化した分割MDFを得、その高密度側にメラミン樹脂を固形分で12g/尺2を塗布・含浸させた後、合板甲板とメラミン樹脂を塗布した分割MDFの高密度側を熱圧接着し、表面を研削して分割MDFの厚さを0.6mmにした木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、それに対して層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表1に示した。
【0066】
[比較例A:1−剥離強さ試験]
低密度層側にエマルジョンを含浸しない分割MDFを用いた以外は、実施例A:1−1と同様にして木質化粧板を得、実施例A:1−1と同様にして層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表1に示した。
【0067】
【表1】
【0068】
[評価]
表1から、本発明による方法で製造された木質複合基材(木質化粧板)は、変則分割で傷んだ木質繊維板を強化することができ、分割MDFの強度が向上していることがわかる。また、実施例1−2に示すように、樹脂の含浸を高密度層側から行っても、樹脂の含浸は全体に進行し、それにより強度の向上が得られることがわかる。
【0069】
なお、層間剥離試験は次のようにして行った。すなわち、木質化粧板の表裏両面に強力な接着剤を介してアタッチメントを固着し、対向しているアタッチメントを離反する方向に一定の荷重速度で引っ張る。そして、分割木質繊維板における低密度層が層間剥離を起こすときの最大荷重を測定し、この最大荷重を平面引っ張り強さ(N/mm2)として測定した。
【0070】
[実施例A:2−ホルムアルデヒド放散量試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に変則分割して強度劣化した分割MDFを得、低密度側を研削して厚さを0.6mmの分割MDFとした。その両面にSB系のエマルジョンを固形分で4.0g/尺2塗布した後、低密度側と合板甲板を熱圧接着して木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、得られた木質化粧板について、デシケータ法によるホルムアルデヒド放散量を測定した。その結果を表2に示した。
【0071】
[比較例A:2−ホルムアルデヒド放散量試験]
エマルジョンを含浸しない分割MDFを用いた以外は、実施例A:2と同様にして木質化粧板を得、実施例A:2と同様にして、デシケータ法によるホルムアルデヒド放散量(mg/L)を測定した。その結果を表2に示した。
【0072】
【表2】
【0073】
[評価]
表2に示すように、本発明による方法で製造された木質化粧板は、ホルムアルデヒド放散量はきわめて少ない。これは、分割MDFに含浸させた樹脂(SB系エマルジョン)が抑制材として機能したからと解される。
【0074】
なお、ホルムアルデヒド放散量試験は次のようにして行った。すなわち、デシケータの底に300mlの蒸留水を入れた結晶皿を置き、デシケータ内の支持金具の上に試験片を置いてデシケータを閉じる。20度で24時間放置し、ホルムアルデヒドを蒸留水に吸収させ、ホルムアルデヒドを吸収した蒸留水を定量する。
【0075】
[実施例A:3−デュポン試験]
実施例A:2で用いた木質化粧板について、デュポン試験を行い、凹み量(mm)を測定した。その結果を表3に示した。
【0076】
[比較例A:3−デュポン試験]
エマルジョンを含浸しない分割MDFを用いた以外は、実施例A:3と同じ木質化粧板についてデュポン試験を行い、凹み量(mm)を測定した。その結果を表3に示した。
【0077】
【表3】
【0078】
[評価]
表3から、本発明による方法で製造された木質化粧板は、デュポン性能が向上している。これは、用いた分割MDFに含浸させた樹脂(SB系エマルジョン)が分割MDFの低密度層の強度を向上させた結果であると解される。
【0079】
なお、デュポン試験は次のようにして行った。すなわち、撃ち型を試験片の上に置き、300mmの高さから500gのおもりを撃ち型の上に落とす。そのときの凹み量を測定する。
【0080】
[実施例A:4−1−耐キャスタ試験]
実施例A:1−1で用いたと同じ4個の木質化粧板に対して、耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表4に示した。
【0081】
[実施例A:4−2−耐キャスタ試験]
実施例A:1−2で用いたと同じ4個の木質化粧板に対して、実施例A:4−1と同じ耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表4に示した。
【0082】
[比較例A:4−耐キャスタ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの分割MDFを用いた以外は、実施例A:4−1と同様にして木質化粧板を得、実施例A:4−1と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。その結果を表4に示した。
【0083】
【表4】
【0084】
[評価]
表4から、本発明による方法で製造され木質化粧板は、耐キャスタ性が向上しているのがわかる。これは、用いた分割MDFに含浸させたエマルジョンあるいは樹脂が分割MDFの低密度層の強度を向上させた結果であると解される。
【0085】
なお、耐キャスタ試験は次のようにして行った。すなわち、試験片の上に25kgfのキャスタを置き、キャスタを往復させて、剥離を調べる。
【0086】
[実施例A:5−1:ワックステープ試験]
実施例A:1−1で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表5に示した。
【0087】
[実施例A:5−2:ワックステープ試験]
実施例A:1−2で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表5に示した。
【0088】
[比較例A:5:ワックステープ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの分割MDFを用いた以外は、実施例A:5−1と同様にして木質化粧板を得、実施例A:5−1と同様にしてワックステープ試験を行った。その結果を表5に示した。
【0089】
【表5】
【0090】
[評価]
表5から、本発明による方法で製造された木質化粧板は、木口面からの浸透幅が小さくなっており、耐吸水性が向上したことがわかる。特に、メラミン樹脂を含浸した場合には、高い耐吸水性が得られる。
【0091】
[実施例B]
本発明による第2の形態の木質複合基材、すなわち「厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は分割面に分割時に形成した裏割れを有しておりかつ高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板」(裏割れのある分割木質繊維板)およびそれを基材に持つ木質化粧板に係る実施例。
【0092】
[実施例B:1−1−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に分割して、低密度側に裏割れのある分割MDFを得、その高密度側と合板を接着した後、低密度側を研削して裏割れのある分割MDFの厚さを0.6mmとした。低密度側にSB系のエマルジョンを固形分で2.9g/尺2を塗布・含浸させて熱圧することによって、木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、それに対して、実施例A:1−1と同様にして層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表6に示した。
【0093】
[実施例B:1−2−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に分割して、低密度側に裏割れのある分割MDFを得、低密度側を研削して厚さを0.6mmの裏割れのある分割MDFとした。分割MDFの低密度層側と合板基材とを接着し、裏割れのない高密度側にSB系のエマルジョンを固形分で2.5g/尺2を塗布・含浸させて熱圧することによって、木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、それに対して、実施例B:1−1と同じ層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表6に示した。
【0094】
[実施例B:1−3−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に分割して、低密度側に裏割れのある分割MDFを得、裏割れのない高密度側にメラミン樹脂を固形分で12g/尺2を塗布・含浸させた後、合板甲板と分割MDFとをメラミン樹脂の塗布面を接着面として熱圧接着した。分割MDFの裏割れのある低密度側を研削して0.6mmの厚さとして木質複合基材とした。分割MDFの研削した面に突き板を接着して木質化粧板とし、それに対して、実施例B:1−1と同じ層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表6に示した。
【0095】
[比較例B:1−剥離強さ試験]
エマルジョンを含浸しない裏割れのある分割MDFを用いた以外は、実施例B:1−1と同様にして木質化粧板を得、実施例B:1−1と同様にして層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表6に示した。
【0096】
【表6】
【0097】
[評価]
表6から、本発明による方法で製造された木質複合基材(木質化粧板)は、樹脂を含浸させることにより裏割れのある木質繊維板を強化することができ、裏割れのある分割MDFの強度が向上していることがわかる。また、実施例B:1−2に示すように、樹脂の含浸を高密度層側から行っても、樹脂の含浸は全体に進行し、それにより強度の向上が得られることがわかる。
【0098】
[実施例B:2−ホルムアルデヒド放散量試験]
厚さ2.7mmのMDFを内層である低密度層部分で厚さ方向に分割して裏割れのある分割MDFを得、分割面である低密度側を研削して厚さを0.6mmの分割MDFとした。その両面にSB系のエマルジョンを固形分で4.0g/尺2塗布した後、裏割れのある低密度側と合板甲板を熱圧接着して木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、得られた木質化粧板について、実施例A:2と同様にして、デシケータ法によるホルムアルデヒド放散量を測定した。その結果を表7に示した。
【0099】
[比較例B:2−ホルムアルデヒド放散量試験]
エマルジョンを含浸しない裏割れのある分割MDFを用いた以外は、実施例B:2と同様にして木質化粧板を得、実施例B:2と同様にして、デシケータ法によるホルムアルデヒド放散量(mg/L)を測定した。その結果を表7に示した。
【0100】
【表7】
【0101】
[評価]
表7に示すように、本発明による方法で製造された木質化粧板は、ホルムアルデヒド放散量はきわめて少ない。これは、裏割れのある分割MDFに含浸させた樹脂(SB系エマルジョン)が抑制材として機能したからと解される。
【0102】
[実施例B:3−デュポン試験]
実施例B:2で用いた木質化粧板について、実施例A:3と同様のデュポン試験を行い、凹み量(mm)を測定した。その結果を表8に示した。
【0103】
[比較例B:3−デュポン試験]
エマルジョンを含浸しない裏割れのある分割MDFを用いた以外は、実施例B:3と同じ木質化粧板についてデュポン試験を行い、凹み量(mm)を測定した。その結果を表8に示した。
【0104】
【表8】
【0105】
[評価]
表8から、本発明による方法で製造された木質化粧板は、デュポン性能が向上している。これは、用いた裏割れのある分割MDFに含浸させた樹脂(SB系エマルジョン)が裏割れのある分割MDFの低密度層の強度を向上させた結果であると解される。
【0106】
[実施例B:4−1−耐キャスタ試験]
実施例B:1−1で用いたと同じ4個の木質化粧板に対して、実施例A−4と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表9に示した。
【0107】
[実施例B:4−2−耐キャスタ試験]
実施例B:1−3で用いたと同じ4個の木質化粧板に対して、実施例A−4と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表9に示した。
【0108】
[比較例B:4−耐キャスタ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの裏割れのある分割MDFを用いた以外は、実施例B:4と同様にして木質化粧板を得、実施例B:4と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。その結果を表9に示した。
【0109】
【表9】
【0110】
[評価]
表9から、本発明による方法で製造され木質化粧板は、耐キャスタ性が向上しているのがわかる。これは、用いた裏割れのある分割MDFに含浸させた樹脂が、裏割れのある分割MDFの低密度層の強度を向上させた結果であると解される。
【0111】
[実施例B:5−1:ワックステープ試験]
実施例B:1−1で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表10に示した。
【0112】
[実施例B:5−2:ワックステープ試験]
実施例B:1−2で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表10に示した。
【0113】
[比較例B:5:ワックステープ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの裏割れのない分割MDFを用いた以外は、実施例B:5−1と同様にして木質化粧板を得、実施例B:5−1と同様にしてワックステープ試験を行った。その結果を表10に示した。
【0114】
【表10】
【0115】
[評価]
表10から、本発明による方法で製造された木質化粧板は、木口面からの浸透幅が小さくなっており、耐吸水性が向上したことがわかる。特に、メラミン樹脂を含浸した場合には、高い耐吸水性が得られる。
【0116】
[実施例C]
本発明による第3の形態の木質複合基材、すなわち「厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、前記分割木質繊維板は木質繊維板の低密度領域から得られた低密度層のみからなる分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板」(低密度分割木質繊維板)およびそれを基材に持つ木質化粧板に係る実施例。
【0117】
[実施例C:1−1−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分から両面分割して得られた低密度分割MDFの片面を研削し、研削面を合板甲板に接着した後、さらに、他方の面を研削して厚さ0.6mmの低密度分割MDFを持つ木質複合基材とした。さらに、低密度分割MDFの表面からSB系のエマルジョンを固形分で2.9g/尺2を塗布・含浸させた後、熱圧することによって木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、それに対して、実施例A:1−1と同様にして層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表11に示した。
【0118】
[実施例C:1−2−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分から両面分割して得られた低密度分割MDFの片面を研削し、研削面にメラミン樹脂を固形分で12g/尺2を塗布・含浸させた後、合板甲板と低密度分割MDFとをメラミン樹脂の塗布面を接着面として熱圧接着した。低密度分割MDFをさらに研削して0.6mmの厚さとして木質複合基材とした。低密度分割MDFの研削した面に突き板を接着して木質化粧板とし、それに対して、実施例C:1−1と同じ層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表11に示した。
【0119】
[実施例C:1−3−剥離強さ試験]
厚さ2.7mmのMDFを内層である低密度層部分から両面分割して得られた両面に裏割れのある低密度分割MDFの片面を、裏割れが残るようにして研削した後、研削面にメラミン樹脂を固形分で12g/尺2で塗布・含浸させた後、合板甲板と低密度分割MDFの研削面とを熱圧接着した。低密度分割MDFをさらに研削して0.6mmの厚さとして木質複合基材とした。低密度分割MDFの研削した面に突き板を接着して木質化粧板とし、それに対して、実施例C:1−1と同じ層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表11に示した。
【0120】
[比較例C:1−剥離強さ試験]
エマルジョンを含浸しない低密度分割MDFを用いた以外は、実施例C:1−1と同様にして木質化粧板を得、実施例C:1−1と同様にして層間剥離試験を行い、平面引っ張り強さ(N/mm2)を測定した。その結果を表11に示した。
【0121】
【表11】
【0122】
[評価]
表11から、本発明による方法で製造された木質複合基材(木質化粧板)は、従来使用されていなかった低密度層のみからなる分割MDFを用いているにもかかわらず、そこに樹脂を含浸させることによって、その強度を向上させていることがわかる。また、その値は、十分に実用に耐える値である。裏割れのある低密度分割MDFでも、高い強度を備えるようになっている。
【0123】
[実施例C:2−ホルムアルデヒド放散量試験]
厚さ2.7mmのMDFを内層である低密度層部分から両面分割して得られた低密度分割MDFの両面を研削して、厚さを0.6mmの低密度分割MDFとした。その両面にSB系のエマルジョンを固形分で4.0g/尺2塗布した後、合板甲板を熱圧接着して木質複合基材を得た。その表面に突き板を接着して木質化粧板とし、得られた木質化粧板について、実施例A:2と同様にして、デシケータ法によるホルムアルデヒド放散量を測定した。その結果を表12に示した。
【0124】
[比較例C:2−ホルムアルデヒド放散量試験]
エマルジョンを含浸しない低密度分割MDFを用いた以外は、実施例C:2と同様にして木質化粧板を得、実施例C:2と同様にして、デシケータ法によるホルムアルデヒド放散量(mg/L)を測定した。その結果を表12に示した。
【0125】
【表12】
【0126】
[評価]
表12に示すように、本発明による方法で製造された木質化粧板は、ホルムアルデヒド放散量はきわめて少ない。これは、低密度分割MDFに含浸させた樹脂(SB系エマルジョン)が抑制材として機能したからと解される。
【0127】
[実施例C:3−デュポン試験]
実施例C:2で用いた木質化粧板について、実施例A:3と同様のデュポン試験を行い、凹み量(mm)を測定した。その結果を表13に示した。
【0128】
[比較例C:3−デュポン試験]
エマルジョンを含浸しない低密度分割MDFを用いた以外は、実施例C:3と同じ木質化粧板についてデュポン試験を行い、凹み量(mm)を測定した。その結果を表13に示した。
【0129】
【表13】
【0130】
[評価]
表13から、本発明による方法で製造された木質化粧板は、デュポン性能が向上している。これは、用いた低密度層からなる分割MDFに含浸させた樹脂(SB系エマルジョン)が、低密度分割MDFの強度を向上させた結果であると解される。
【0131】
[実施例C:4−1−耐キャスタ試験]
実施例C:1−1で用いたと同じ2個の木質化粧板に対して、実施例A−4と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表14に示した。
【0132】
[実施例C:4−2−耐キャスタ試験]
実施例C:1−2で用いたと同じ2個の木質化粧板に対して、実施例C:4−1と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表14に示した。
【0133】
[実施例C:4−3−耐キャスタ試験]
実施例C:1−3で用いたと同じ2個の木質化粧板に対して、実施例C:4−1と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。試験では剥離が生じないものを合格とした。その結果を表14に示した。
【0134】
[比較例C:4−耐キャスタ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの低密度層のみからなる分割MDFを用いた以外は、実施例C:4−1と同様にして木質化粧板を得、実施例C:4−1と同様にして耐キャスタ試験を行い、耐キャスタ性を検証した。その結果を表14に示した。
【0135】
【表14】
【0136】
[評価]
表14から、本発明による方法で製造され木質化粧板は、分割MDFとして低密度層のみからなる分割MDFを用いているにもかかわらず、耐キャスタ性が向上しているのがわかる。これは、用いた低密度分割MDFに含浸させたエマルジョンが、低密度分割MDFの低密度層の強度を向上させた結果であると解される。裏割れのある低密度分割MDFでも、同様に耐キャスタ性が向上している。
【0137】
[実施例C:5−1:ワックステープ試験]
実施例C:1−1で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表15に示した。
【0138】
[実施例C:5−2:ワックステープ試験]
実施例C:1−2で用いた木質化粧板と同じ木質化粧板をワックスに1分浸漬した後に取り出し、木口面からの浸透距離(mm)を測定するワックステープ試験を行った。その結果を表15に示した。
【0139】
[比較例C:5:ワックステープ試験]
分割木質繊維板として、樹脂含浸していない厚さ0.6mmの低密度層のみからなる分割MDFを用いた以外は、実施例C:5−1と同様にして木質化粧板を得、実施例C:5−1と同様にしてワックステープ試験を行った。その結果を表15に示した。
【0140】
【表15】
【0141】
[評価]
表15から、本発明による方法で製造された木質化粧板は、木口面からの浸透幅が小さくなっており、耐吸水性が向上したことがわかる。特に、メラミン樹脂を含浸した場合には、高い耐吸水性が得られる。
【図面の簡単な説明】
【0142】
【図1】分割木質繊維板を作るときの一態様を説明する図。
【図2】分割木質繊維板を作るときの他の態様を説明する図。
【図3】裏割れのある分割木質繊維板を作るときの一態様を説明する図。
【図4】低密度層のみからなる木質繊維板を作るときの一態様を説明する図。
【図5】本発明による第1の態様の木質複合基材を製造するときのいくつかの製造方法を説明する図。
【図6】本発明による第1の態様の木質複合基材を製造するときのさらに他の製造方法を説明する図。
【図7】本発明による木質化粧版の一例を説明する図。
【図8】本発明による第2の態様の木質複合基材を製造するときのいくつかの製造方法を説明する図。
【図9】本発明による第2の態様の木質複合基材を製造するときのさらに他の製造方法を説明する図。
【図10】本発明による第3の態様の木質複合基材を製造するときの製造方法を説明する図であって、一方の面が分割面である低密度分割木質繊維板を用いる場合のいくつかの例を示す。
【図11】図10に続く図であって、一方の面が分割面である低密度分割木質繊維板を用いる場合のさらに他の例を示す。
【図12】本発明による第3の態様の木質複合基材を製造するときの製造方法を説明する図であって、両面が分割面である低密度分割木質繊維板を用いる場合のいくつかの例を示す。
【図13】図12に続く図であって、両面が分割面である低密度分割木質繊維板を用いる場合のさらに他の例を示す。
【符号の説明】
【0143】
10、10A…木質繊維板、11…木質繊維板の高密度層、12…木質繊維板の低密度層、13…分割木質繊維板に形成される裏割れ、15…分割木質繊維板に含浸する樹脂、20、20a、20a1、20b、20bl、20c、20d、20d1,20e,20e1…分割木質繊維板、30…合板基材、40、40A…木質複合基材、50…化粧層、A…木質化粧板
【特許請求の範囲】
【請求項1】
厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、
前記分割木質繊維板は木質繊維板を厚さ方向に変則分割して得られた高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする木質複合基材。
【請求項2】
前記分割木質繊維板の前記高密度層側が合板基材と接着していることを特徴とする請求項1に記載の木質複合基材。
【請求項3】
前記分割木質繊維板の前記低密度層側が合板基材と接着していることを特徴とする請求項1に記載の木質複合基材。
【請求項4】
厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、
前記分割木質繊維板は分割面に分割時に形成した裏割れを有しておりかつ高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする木質複合基材。
【請求項5】
前記分割木質繊維板の前記高密度層側が合板基材と接着していることを特徴とする請求項4に記載の木質複合基材。
【請求項6】
前記分割木質繊維板の前記低密度層側が合板基材と接着していることを特徴とする請求項4に記載の木質複合基材。
【請求項7】
厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、
前記分割木質繊維板は木質繊維板の低密度領域から得られた低密度層のみからなる分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする木質複合基材。
【請求項8】
請求項7に記載の木質複合基材であって、前記分割木質繊維板の一面または両面は裏割れを有していることを特徴とする木質複合基材。
【請求項9】
請求項1から8のいずれか1項に記載の木質複合基材を基材として用い、その分割木質繊維板の合板基材との接着面とは反対側の面に表面化粧層を設けてなることを特徴とする木質化粧板。
【請求項10】
請求項1に記載の木質複合基材の製造方法であって、
(a)厚さ方向に密度が異なる木質繊維板を厚さ方向の中心ではなく一方側に偏位した位置で変則分割して高密度層と低密度層とを有する分割木質繊維板とする工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、
の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法。
【請求項11】
請求項4に記載の木質複合基材の製造方法であって、
(a)厚さ方向に密度が異なる木質繊維板を分割面に裏割れが形成されるようにして分割して高密度層と低密度層とを有する分割木質繊維板とする工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、
の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法。
【請求項12】
請求項7または8に記載の木質複合基材の製造方法であって、
(a)厚さ方向に密度が異なる木質繊維板から低密度領域のみからなる分割木質繊維板を分割面に裏割れを形成することなくまたは裏割れを形成して分離する工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、
の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法。
【請求項13】
前記請求項10〜12のいずれかに記載の木質複合基材の製造方法であって、
各工程を、工程(a)→工程(b)→工程(c)→工程(d)の順で行うことを特徴とする木質複合基材の製造方法。
【請求項14】
前記請求項10〜12のいずれかに記載の木質複合基材の製造方法であって、
各工程を、工程(a)→工程(b)→工程(d)→工程(c)の順で行うことを特徴とする木質複合基材の製造方法。
【請求項15】
前記請求項10〜12のいずれかに記載の木質複合基材の製造方法であって、
各工程を、工程(a)→工程(d)→工程(b)→工程(c)の順で行うことを特徴とする木質複合基材の製造方法。
【請求項16】
前記請求項10〜12のいずれかに記載の木質複合基材の製造方法であって、
各工程を、工程(a)→工程(c)→工程(d)→工程(b)の順で行うことを特徴とする木質複合基材の製造方法。
【請求項1】
厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、
前記分割木質繊維板は木質繊維板を厚さ方向に変則分割して得られた高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする木質複合基材。
【請求項2】
前記分割木質繊維板の前記高密度層側が合板基材と接着していることを特徴とする請求項1に記載の木質複合基材。
【請求項3】
前記分割木質繊維板の前記低密度層側が合板基材と接着していることを特徴とする請求項1に記載の木質複合基材。
【請求項4】
厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、
前記分割木質繊維板は分割面に分割時に形成した裏割れを有しておりかつ高密度層と低密度層とを有する分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする木質複合基材。
【請求項5】
前記分割木質繊維板の前記高密度層側が合板基材と接着していることを特徴とする請求項4に記載の木質複合基材。
【請求項6】
前記分割木質繊維板の前記低密度層側が合板基材と接着していることを特徴とする請求項4に記載の木質複合基材。
【請求項7】
厚さ方向に密度が異なる木質繊維板を厚さ方向に分割して得られた分割木質繊維板と合板基材との積層体からなる木質複合基材であって、
前記分割木質繊維板は木質繊維板の低密度領域から得られた低密度層のみからなる分割木質繊維板でありかつ樹脂が含浸された分割木質繊維板であることを特徴とする木質複合基材。
【請求項8】
請求項7に記載の木質複合基材であって、前記分割木質繊維板の一面または両面は裏割れを有していることを特徴とする木質複合基材。
【請求項9】
請求項1から8のいずれか1項に記載の木質複合基材を基材として用い、その分割木質繊維板の合板基材との接着面とは反対側の面に表面化粧層を設けてなることを特徴とする木質化粧板。
【請求項10】
請求項1に記載の木質複合基材の製造方法であって、
(a)厚さ方向に密度が異なる木質繊維板を厚さ方向の中心ではなく一方側に偏位した位置で変則分割して高密度層と低密度層とを有する分割木質繊維板とする工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、
の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法。
【請求項11】
請求項4に記載の木質複合基材の製造方法であって、
(a)厚さ方向に密度が異なる木質繊維板を分割面に裏割れが形成されるようにして分割して高密度層と低密度層とを有する分割木質繊維板とする工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、
の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法。
【請求項12】
請求項7または8に記載の木質複合基材の製造方法であって、
(a)厚さ方向に密度が異なる木質繊維板から低密度領域のみからなる分割木質繊維板を分割面に裏割れを形成することなくまたは裏割れを形成して分離する工程、
(b)分割木質繊維板の分割面を研削して平坦面とする工程、
(c)分割木質繊維板の一面または両面から樹脂を含浸させる工程、および、
(d)分割木質繊維板を分割面または分割面と反対の面のいずれかを接着面として合板基材に接着する工程、
の各工程を少なくとも備えることを特徴とする木質複合基材の製造方法。
【請求項13】
前記請求項10〜12のいずれかに記載の木質複合基材の製造方法であって、
各工程を、工程(a)→工程(b)→工程(c)→工程(d)の順で行うことを特徴とする木質複合基材の製造方法。
【請求項14】
前記請求項10〜12のいずれかに記載の木質複合基材の製造方法であって、
各工程を、工程(a)→工程(b)→工程(d)→工程(c)の順で行うことを特徴とする木質複合基材の製造方法。
【請求項15】
前記請求項10〜12のいずれかに記載の木質複合基材の製造方法であって、
各工程を、工程(a)→工程(d)→工程(b)→工程(c)の順で行うことを特徴とする木質複合基材の製造方法。
【請求項16】
前記請求項10〜12のいずれかに記載の木質複合基材の製造方法であって、
各工程を、工程(a)→工程(c)→工程(d)→工程(b)の順で行うことを特徴とする木質複合基材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2009−196188(P2009−196188A)
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願番号】特願2008−39323(P2008−39323)
【出願日】平成20年2月20日(2008.2.20)
【出願人】(000000413)永大産業株式会社 (243)
【Fターム(参考)】
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願日】平成20年2月20日(2008.2.20)
【出願人】(000000413)永大産業株式会社 (243)
【Fターム(参考)】
[ Back to top ]