
検査装置および製造設備
【課題】物品あるいは包装品が異常品であるかどうかを簡単な構成で判定する。
【解決手段】物品を検査する検査装置INSPは、物品10を搬送路22に沿って搬送する搬送機構と、前記搬送機構によって搬送されている物品10が異常品であるかどうかを判定する判定部40とを備える。判定部40は、搬送路22を横切る光軸36、38を有する第1、第2フォトインタラプタ32、34を含み、第1、第2フォトインタラプタ32、34の光軸36、38が同時に物品10によって遮られる期間があるときに、当該物品10をその幅が規定幅を超えている異常品であると判定する。
【解決手段】物品を検査する検査装置INSPは、物品10を搬送路22に沿って搬送する搬送機構と、前記搬送機構によって搬送されている物品10が異常品であるかどうかを判定する判定部40とを備える。判定部40は、搬送路22を横切る光軸36、38を有する第1、第2フォトインタラプタ32、34を含み、第1、第2フォトインタラプタ32、34の光軸36、38が同時に物品10によって遮られる期間があるときに、当該物品10をその幅が規定幅を超えている異常品であると判定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物品を検査する検査装置および包装品を製造する製造設備に関する。
【背景技術】
【0002】
特許文献1は、熱収縮性フィルム(シュリンクフィルム)を筒状にしてその内側に被包装物品を投入し、熱収縮性フィルムを加熱することによって熱収縮性フィルムを収縮させる装置に関する。特許文献1によれば、包装欠陥が存在しない包装体では、筒状にされた熱収縮性フィルムの内側に被包装物品が投入された後に熱収縮性フィルムを加熱したときに、該内側の空気が急激に加熱されることによって膨張し、これによって熱収縮性フィルムが風船状に膨らむが、包装欠陥が存在する包装体にでは、空気の漏れ出しが多いために熱収縮性フィルムの膨張が不十分になる。特許文献1の装置では、膨張した際の熱収縮性フィルムの高さがが膨張した際に到達する高さが規定高さを超えないものについては、包装欠陥が存在するものと判断する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−99356号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
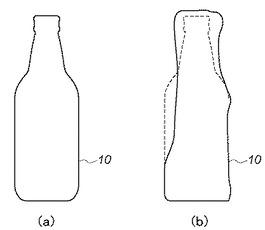
図1には、飲料品、食品又は薬品等が充填された容器をシュリンクフィルムで包装してなる包装品(あるいは物品)10が例示されている。(a)は正常品の例、(b)は異常品の例を示している。異常品としては、種々の例を挙げることができるが、一例としては、シュリンクフィルム(熱収縮性フィルム)を加熱によって収縮させた際に内部の容器が破裂したものを挙げることができる。例えば、シュリンクフィルムの加熱をその下部から開始する場合において、下部の収縮に伴ってシュリンクフィルムの内側の容器が破裂すると、上部の加熱が容器内の液体によって妨げられるので、上部が十分に収縮せずに、図1(b)に例示するように上部が正常品よりも膨らんだ形状になりうる。このような異常品を目視検査によって発見することは非効率である。
【0005】
特許文献1では、膨張したフィルムが規定高さに達しない包装体については、包装欠陥が存在すると判断されるが、図1に示す例では、シュリンクフィルムが規定値よりも膨張している物品は異常品として判断され、両者は逆の関係にある。また、特許文献1の段落0019には、膨張したフィルムの両側面部分の距離(位置)を光電センサーによって測定することにより膨張度合いを検出してもよいことが記載されているが、光電センサーによって如何にして膨張したフィルムの両側面部分の距離(位置)を測定することができるかに関して十分な説明がなされていない。特許文献1に記載された膨張高さを検知する光電センサー(段落0018、図1、図4)から推定しうる構成は、膨張したフィルムの1つの側面部分をガイドに押し付け、他の側面部分が光電センサーの光軸を遮った場合に膨張度合いが正規であると判定するような構成(つまり、図4を90度回転させた構成)に過ぎない。
【0006】
本発明は、例えば、物品あるいは包装品が異常品であるかどうかを簡単な構成で判定する検査装置あるいは製造設備を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の第1の側面は、物品を検査する検査装置に係り、前記検査装置は、物品を搬送路に沿って搬送する搬送機構と、前記搬送機構によって搬送されている物品が異常品であるかどうかを判定する判定部とを備え、前記判定部は、前記搬送路を横切る光軸を有する第1および第2フォトインタラプタを含み、前記第1および第2フォトインタラプタの光軸が同時に物品によって遮られる期間があるときに、当該物品をその幅が規定幅を超えている異常品であると判定する。
【0008】
本発明の第2の側面は、包装品を製造する製造設備に係り、前記製造設備は、容器をシュリンクフィルムで包装して包装品を製造する包装装置と、前記包装装置によって製造された包装品を検査する検査装置と、前記検査装置によって異常品であると判定された包装品を排斥する排斥装置とを備え、前記検査装置は、前記包装装置によって製造された包装品を搬送路に沿って搬送する搬送機構と、前記搬送機構によって搬送されている包装品が異常品であるかどうかを判定する判定部とを含み、前記判定部は、前記搬送路を横切る光軸を有する第1および第2フォトインタラプタを含み、前記第1および第2フォトインタラプタの光軸が同時に包装品によって遮られる期間があるときに、当該包装品をその幅が規定幅を超えている異常品であると判定する。
【発明の効果】
【0009】
本発明によれば、例えば、物品あるいは包装品が異常品であるかどうかを簡単な構成で判定する検査装置あるいは製造設備が提供される。
【図面の簡単な説明】
【0010】
【図1】容器をシュリンクフィルムで包装してなる包装品(物品)を例示する図である。
【図2】本発明の好適な実施形態の製造設備の模式的な平面図である。
【図3】本発明の好適な実施形態の製造設備の模式的な側面図である。
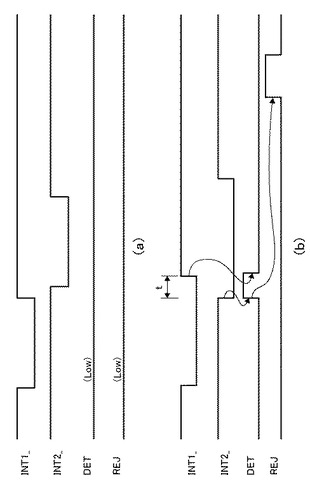
【図4】包装品が検査領域を通過する際の状態信号INT1_、INT2_、検出信号DETおよび指令信号REJの遷移例を示すタイミングチャートである。
【発明を実施するための形態】
【0011】
以下、添付図面を参照しながら本発明の好適な実施形態を説明する。
【0012】
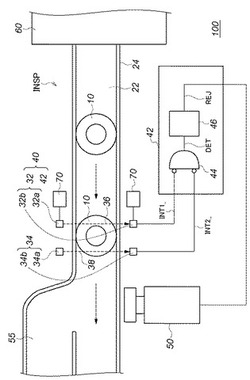
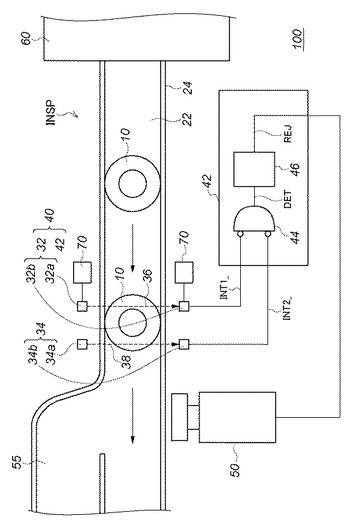
図2、図3は、それぞれ本発明の好適な実施形態の製造設備100の模式的な平面図、側面図である。製造設備100は、包装品10を製造する設備として構成され、包装装置60と、検査装置INSPと、排斥装置50とを備えている。包装品10は、例えば、飲料品、食品又は薬品等が充填された容器をシュリンクフィルム(熱収縮性フィルム)で包装してなる物品であり、図1(a)には、その正常品が例示され、図1(b)には、その異常品が例示されている。
【0013】
包装装置60は、容器をシュリンクフィルムで包装して包装品10を製造する装置であり、例えば、容器をシュリンクフィルムで覆うための機構と、そのシュリンクフィルムを加熱することによって収縮させるヒータとを含みうる。検査装置INSPは、包装装置60によって製造された包装品10を検査するように構成される。排斥装置50は、検査装置INSPによって異常品であると判定された包装品10を排斥部(例えば、排斥路、排斥領域)55に排斥するように構成される。
【0014】
検査装置INSPは、包装装置60によって製造された包装品10をガイド24によってガイドしながら搬送路22に沿って搬送する搬送機構20(例えば、テーブルトップチェーンコンベア;図3参照)と、搬送機構20によって搬送されている包装品10が異常品であるかどうかを判定する判定部40とを含む。判定部40は、搬送路22を横切る光軸36、38をそれぞれ有する第1、第2フォトインタラプタ32、34を含み、第1、第2フォトインタラプタ32、34の光軸36、38が同時に包装品10によって遮られる期間があるときに、当該包装品10をその幅が規定幅を超えている異常品であると判定する。
【0015】
第1フォトインタラプタ32は、例えば、光軸36上に光ビームを射出する投光器32aと、該光ビームを受光して状態信号INT1_を出力する受光器32bとを含む。この例では、状態信号INT1_がハイレベルのときは、光軸36が包装品(物品)10によって遮られていないこと、つまり、包装品(物品)10が存在しないことを意味し、ローレベルのときは、光軸36が包装品(物品)10によって遮られていること、つまり、包装品(物品)10が存在することを意味するものとする。同様に、第2フォトインタラプタ34は、例えば、光軸38上に光ビームを射出する投光器34aと、該光ビームを受光して状態信号INT2_を出力する受光器34bとを含む。この例では、状態信号INT2_がハイレベルのときは、光軸38が包装品(物品)10によって遮られていないこと、つまり、包装品(物品)10が存在しないことを意味し、ローレベルのときは、光軸38が包装品(物品)10によって遮られていること、つまり、包装品(物品)10が存在することを意味するものとする。
【0016】
この実施形態では、第1、第2フォトインタラプタ32、34の光軸36、38は、搬送路22(あるいは搬送方向)を垂直に横切るように配置されている。また、第2フォトインタラプタ34の光軸38は、規定幅(異常品を識別するための基準)に相当する距離だけ第1フォトインタラプタ32の光軸36よりも搬送路22の下流側に配置されている。
【0017】
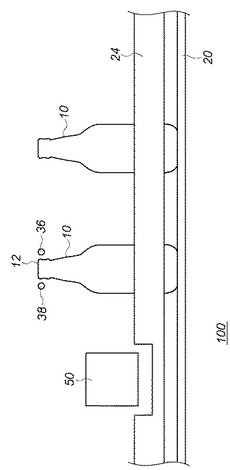
包装装置60は、例えば、シュリンクフィルムの加熱をその下部から開始するように構成されうる。シュリンクフィルムの加熱をその下部から開始する構成は、容器に対してシュリンクフィルムを位置決めするために有利である。通常の容器は、下部側よりも上部側の方が細いので、上部からシュリンクフィルムの加熱を開始すると、シュリンクフィルムの収縮によって容器に対してシュリンクフィルムが上方に移動しうる。シュリンクフィルムの加熱をその下部から開始する場合において、下部の収縮に伴って容器が破裂すると、前述のように、上部の加熱が容器内の液体によって妨げられるので、上部が十分に収縮せずに、図1(b)に例示するように上部が正常品よりも膨らんだ形状になりうる。このような原因によって生じうる異常品を識別するためには、第1、第2フォトインタラプタ32、34の光軸36、38は、図3に例示するように、包装品10における容器の口部分における幅が規定幅を超えているかどうかを検知することができるように配置されることが好ましい。
【0018】
検査装置INSPの判定部40は、第1、第2フォトインタラプタ32、34から出力される状態信号INT1_、INT2_を処理して排斥装置50に対して排斥指令を出力する制御部42を含む。制御部42は、例えば、状態信号INT1_、INT2_の双方がローレベルになっている期間に検出信号DETをアクティブレベルにし、それ以外のときに検出信号DETをインアクティブレベルにする論理演算部(例えば、論理回路)44と、検出信号DETがアクティブレベルに遷移したことに応答して指令信号REJを所定期間だけアクティブレベルにして排斥装置50に対して排斥指令を送る指令部46とを含む。排斥装置50は、排斥指令を受けると(つまり、排斥信号REJがアクティブレベルになると)、搬送路22上の包装品10を排斥部55に排斥する。
【0019】
ここで、状態信号INT1_、INT2_の双方がローレベルになっている期間は、第1、第2フォトインタラプタ32、34の光軸36、38の双方が包装品10によって遮られている期間であり、そのような期間が存在することは、第1、第2フォトインタラプタ32、34の光軸36、38が同時に包装品10によって遮られる期間があることを意味する。そして、光軸36、38が同時に包装品10によって遮られる期間があることは、光軸36、38間の距離である規定幅よりも包装品10の幅(光軸36、38を含む面における包装品10の幅、図3に示す例では、口部の幅)が大きいこと、即ち検査された包装品10が異常品であることを意味する。
【0020】
図4(a)は、正常品である包装品10が検査領域を通過する際の状態信号INT1_、INT2_、検出信号DETおよび指令信号REJの遷移例を示すタイミングチャートである。図4(b)は、異常品である包装品10が検査領域を通過する際の状態信号INT1_、INT2_、検出信号DETおよび指令信号REJの遷移例を示すタイミングチャートである。状態信号INT1_、INT2_の双方がローレベルになっている期間tにおいて論理演算部44の出力信号である検出信号DETがアクティブレベル(ハイレベル)に遷移し、それに応答して指令部46は、指令信号REJを所定期間だけアクティブレベル(ハイレベル)にして排斥指令を排斥装置50に出力する。
【0021】
検査装置INSPは、第1フォトインタラプタ32の光軸36と第2フォトインタラプタ34の光軸38との距離を調整する調整機構を含むことが好ましい。該調整機構は、第1フォトインタラプタ32および第2フォトインタラプタ34の少なくとも一方の位置を変更するための駆動機構70を含みうる。該調整機構は、例えば、検査対象の包装品10の種類に応じて第1フォトインタラプタ32の光軸36と第2フォトインタラプタ34の光軸38との距離を調整するように構成されうる。或いは、該調整機構は、例えば、要求される検査精度に応じて第1フォトインタラプタ32の光軸36と第2フォトインタラプタ34の光軸38との距離を調整するように構成されうる。該調整機構は、例えば、包装品10の種類または要求される検査精度を取得するインターフェース(入力部)と、該インタフェースによって取得した包装品10の種類または要求される検査精度を駆動機構70による駆動量に変換する変換テーブルと、該駆動量を駆動機構70に出力する出力部とを含みうる。
【符号の説明】
【0022】
10 包装品(物品)
20 搬送機構
22 搬送路
24 ガイド
32a、34a 投光器
32b、34b 受光器
32 第1フォトインタラプタ
34 第2フォトインタラプタ
36、38 光軸
40 判定部
42 制御部
44 論理演算部
46 指令部
50 排斥装置
55 排斥部
60 包装装置
70 駆動機構
INSP 検査装置
100 製造設備
INT1_、INT2_ 状態信号
DET 検出信号
REJ 指令信号
【技術分野】
【0001】
本発明は、物品を検査する検査装置および包装品を製造する製造設備に関する。
【背景技術】
【0002】
特許文献1は、熱収縮性フィルム(シュリンクフィルム)を筒状にしてその内側に被包装物品を投入し、熱収縮性フィルムを加熱することによって熱収縮性フィルムを収縮させる装置に関する。特許文献1によれば、包装欠陥が存在しない包装体では、筒状にされた熱収縮性フィルムの内側に被包装物品が投入された後に熱収縮性フィルムを加熱したときに、該内側の空気が急激に加熱されることによって膨張し、これによって熱収縮性フィルムが風船状に膨らむが、包装欠陥が存在する包装体にでは、空気の漏れ出しが多いために熱収縮性フィルムの膨張が不十分になる。特許文献1の装置では、膨張した際の熱収縮性フィルムの高さがが膨張した際に到達する高さが規定高さを超えないものについては、包装欠陥が存在するものと判断する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−99356号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
図1には、飲料品、食品又は薬品等が充填された容器をシュリンクフィルムで包装してなる包装品(あるいは物品)10が例示されている。(a)は正常品の例、(b)は異常品の例を示している。異常品としては、種々の例を挙げることができるが、一例としては、シュリンクフィルム(熱収縮性フィルム)を加熱によって収縮させた際に内部の容器が破裂したものを挙げることができる。例えば、シュリンクフィルムの加熱をその下部から開始する場合において、下部の収縮に伴ってシュリンクフィルムの内側の容器が破裂すると、上部の加熱が容器内の液体によって妨げられるので、上部が十分に収縮せずに、図1(b)に例示するように上部が正常品よりも膨らんだ形状になりうる。このような異常品を目視検査によって発見することは非効率である。
【0005】
特許文献1では、膨張したフィルムが規定高さに達しない包装体については、包装欠陥が存在すると判断されるが、図1に示す例では、シュリンクフィルムが規定値よりも膨張している物品は異常品として判断され、両者は逆の関係にある。また、特許文献1の段落0019には、膨張したフィルムの両側面部分の距離(位置)を光電センサーによって測定することにより膨張度合いを検出してもよいことが記載されているが、光電センサーによって如何にして膨張したフィルムの両側面部分の距離(位置)を測定することができるかに関して十分な説明がなされていない。特許文献1に記載された膨張高さを検知する光電センサー(段落0018、図1、図4)から推定しうる構成は、膨張したフィルムの1つの側面部分をガイドに押し付け、他の側面部分が光電センサーの光軸を遮った場合に膨張度合いが正規であると判定するような構成(つまり、図4を90度回転させた構成)に過ぎない。
【0006】
本発明は、例えば、物品あるいは包装品が異常品であるかどうかを簡単な構成で判定する検査装置あるいは製造設備を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の第1の側面は、物品を検査する検査装置に係り、前記検査装置は、物品を搬送路に沿って搬送する搬送機構と、前記搬送機構によって搬送されている物品が異常品であるかどうかを判定する判定部とを備え、前記判定部は、前記搬送路を横切る光軸を有する第1および第2フォトインタラプタを含み、前記第1および第2フォトインタラプタの光軸が同時に物品によって遮られる期間があるときに、当該物品をその幅が規定幅を超えている異常品であると判定する。
【0008】
本発明の第2の側面は、包装品を製造する製造設備に係り、前記製造設備は、容器をシュリンクフィルムで包装して包装品を製造する包装装置と、前記包装装置によって製造された包装品を検査する検査装置と、前記検査装置によって異常品であると判定された包装品を排斥する排斥装置とを備え、前記検査装置は、前記包装装置によって製造された包装品を搬送路に沿って搬送する搬送機構と、前記搬送機構によって搬送されている包装品が異常品であるかどうかを判定する判定部とを含み、前記判定部は、前記搬送路を横切る光軸を有する第1および第2フォトインタラプタを含み、前記第1および第2フォトインタラプタの光軸が同時に包装品によって遮られる期間があるときに、当該包装品をその幅が規定幅を超えている異常品であると判定する。
【発明の効果】
【0009】
本発明によれば、例えば、物品あるいは包装品が異常品であるかどうかを簡単な構成で判定する検査装置あるいは製造設備が提供される。
【図面の簡単な説明】
【0010】
【図1】容器をシュリンクフィルムで包装してなる包装品(物品)を例示する図である。
【図2】本発明の好適な実施形態の製造設備の模式的な平面図である。
【図3】本発明の好適な実施形態の製造設備の模式的な側面図である。
【図4】包装品が検査領域を通過する際の状態信号INT1_、INT2_、検出信号DETおよび指令信号REJの遷移例を示すタイミングチャートである。
【発明を実施するための形態】
【0011】
以下、添付図面を参照しながら本発明の好適な実施形態を説明する。
【0012】
図2、図3は、それぞれ本発明の好適な実施形態の製造設備100の模式的な平面図、側面図である。製造設備100は、包装品10を製造する設備として構成され、包装装置60と、検査装置INSPと、排斥装置50とを備えている。包装品10は、例えば、飲料品、食品又は薬品等が充填された容器をシュリンクフィルム(熱収縮性フィルム)で包装してなる物品であり、図1(a)には、その正常品が例示され、図1(b)には、その異常品が例示されている。
【0013】
包装装置60は、容器をシュリンクフィルムで包装して包装品10を製造する装置であり、例えば、容器をシュリンクフィルムで覆うための機構と、そのシュリンクフィルムを加熱することによって収縮させるヒータとを含みうる。検査装置INSPは、包装装置60によって製造された包装品10を検査するように構成される。排斥装置50は、検査装置INSPによって異常品であると判定された包装品10を排斥部(例えば、排斥路、排斥領域)55に排斥するように構成される。
【0014】
検査装置INSPは、包装装置60によって製造された包装品10をガイド24によってガイドしながら搬送路22に沿って搬送する搬送機構20(例えば、テーブルトップチェーンコンベア;図3参照)と、搬送機構20によって搬送されている包装品10が異常品であるかどうかを判定する判定部40とを含む。判定部40は、搬送路22を横切る光軸36、38をそれぞれ有する第1、第2フォトインタラプタ32、34を含み、第1、第2フォトインタラプタ32、34の光軸36、38が同時に包装品10によって遮られる期間があるときに、当該包装品10をその幅が規定幅を超えている異常品であると判定する。
【0015】
第1フォトインタラプタ32は、例えば、光軸36上に光ビームを射出する投光器32aと、該光ビームを受光して状態信号INT1_を出力する受光器32bとを含む。この例では、状態信号INT1_がハイレベルのときは、光軸36が包装品(物品)10によって遮られていないこと、つまり、包装品(物品)10が存在しないことを意味し、ローレベルのときは、光軸36が包装品(物品)10によって遮られていること、つまり、包装品(物品)10が存在することを意味するものとする。同様に、第2フォトインタラプタ34は、例えば、光軸38上に光ビームを射出する投光器34aと、該光ビームを受光して状態信号INT2_を出力する受光器34bとを含む。この例では、状態信号INT2_がハイレベルのときは、光軸38が包装品(物品)10によって遮られていないこと、つまり、包装品(物品)10が存在しないことを意味し、ローレベルのときは、光軸38が包装品(物品)10によって遮られていること、つまり、包装品(物品)10が存在することを意味するものとする。
【0016】
この実施形態では、第1、第2フォトインタラプタ32、34の光軸36、38は、搬送路22(あるいは搬送方向)を垂直に横切るように配置されている。また、第2フォトインタラプタ34の光軸38は、規定幅(異常品を識別するための基準)に相当する距離だけ第1フォトインタラプタ32の光軸36よりも搬送路22の下流側に配置されている。
【0017】
包装装置60は、例えば、シュリンクフィルムの加熱をその下部から開始するように構成されうる。シュリンクフィルムの加熱をその下部から開始する構成は、容器に対してシュリンクフィルムを位置決めするために有利である。通常の容器は、下部側よりも上部側の方が細いので、上部からシュリンクフィルムの加熱を開始すると、シュリンクフィルムの収縮によって容器に対してシュリンクフィルムが上方に移動しうる。シュリンクフィルムの加熱をその下部から開始する場合において、下部の収縮に伴って容器が破裂すると、前述のように、上部の加熱が容器内の液体によって妨げられるので、上部が十分に収縮せずに、図1(b)に例示するように上部が正常品よりも膨らんだ形状になりうる。このような原因によって生じうる異常品を識別するためには、第1、第2フォトインタラプタ32、34の光軸36、38は、図3に例示するように、包装品10における容器の口部分における幅が規定幅を超えているかどうかを検知することができるように配置されることが好ましい。
【0018】
検査装置INSPの判定部40は、第1、第2フォトインタラプタ32、34から出力される状態信号INT1_、INT2_を処理して排斥装置50に対して排斥指令を出力する制御部42を含む。制御部42は、例えば、状態信号INT1_、INT2_の双方がローレベルになっている期間に検出信号DETをアクティブレベルにし、それ以外のときに検出信号DETをインアクティブレベルにする論理演算部(例えば、論理回路)44と、検出信号DETがアクティブレベルに遷移したことに応答して指令信号REJを所定期間だけアクティブレベルにして排斥装置50に対して排斥指令を送る指令部46とを含む。排斥装置50は、排斥指令を受けると(つまり、排斥信号REJがアクティブレベルになると)、搬送路22上の包装品10を排斥部55に排斥する。
【0019】
ここで、状態信号INT1_、INT2_の双方がローレベルになっている期間は、第1、第2フォトインタラプタ32、34の光軸36、38の双方が包装品10によって遮られている期間であり、そのような期間が存在することは、第1、第2フォトインタラプタ32、34の光軸36、38が同時に包装品10によって遮られる期間があることを意味する。そして、光軸36、38が同時に包装品10によって遮られる期間があることは、光軸36、38間の距離である規定幅よりも包装品10の幅(光軸36、38を含む面における包装品10の幅、図3に示す例では、口部の幅)が大きいこと、即ち検査された包装品10が異常品であることを意味する。
【0020】
図4(a)は、正常品である包装品10が検査領域を通過する際の状態信号INT1_、INT2_、検出信号DETおよび指令信号REJの遷移例を示すタイミングチャートである。図4(b)は、異常品である包装品10が検査領域を通過する際の状態信号INT1_、INT2_、検出信号DETおよび指令信号REJの遷移例を示すタイミングチャートである。状態信号INT1_、INT2_の双方がローレベルになっている期間tにおいて論理演算部44の出力信号である検出信号DETがアクティブレベル(ハイレベル)に遷移し、それに応答して指令部46は、指令信号REJを所定期間だけアクティブレベル(ハイレベル)にして排斥指令を排斥装置50に出力する。
【0021】
検査装置INSPは、第1フォトインタラプタ32の光軸36と第2フォトインタラプタ34の光軸38との距離を調整する調整機構を含むことが好ましい。該調整機構は、第1フォトインタラプタ32および第2フォトインタラプタ34の少なくとも一方の位置を変更するための駆動機構70を含みうる。該調整機構は、例えば、検査対象の包装品10の種類に応じて第1フォトインタラプタ32の光軸36と第2フォトインタラプタ34の光軸38との距離を調整するように構成されうる。或いは、該調整機構は、例えば、要求される検査精度に応じて第1フォトインタラプタ32の光軸36と第2フォトインタラプタ34の光軸38との距離を調整するように構成されうる。該調整機構は、例えば、包装品10の種類または要求される検査精度を取得するインターフェース(入力部)と、該インタフェースによって取得した包装品10の種類または要求される検査精度を駆動機構70による駆動量に変換する変換テーブルと、該駆動量を駆動機構70に出力する出力部とを含みうる。
【符号の説明】
【0022】
10 包装品(物品)
20 搬送機構
22 搬送路
24 ガイド
32a、34a 投光器
32b、34b 受光器
32 第1フォトインタラプタ
34 第2フォトインタラプタ
36、38 光軸
40 判定部
42 制御部
44 論理演算部
46 指令部
50 排斥装置
55 排斥部
60 包装装置
70 駆動機構
INSP 検査装置
100 製造設備
INT1_、INT2_ 状態信号
DET 検出信号
REJ 指令信号
【特許請求の範囲】
【請求項1】
物品を検査する検査装置であって、
物品を搬送路に沿って搬送する搬送機構と、
前記搬送機構によって搬送されている物品が異常品であるかどうかを判定する判定部とを備え、
前記判定部は、前記搬送路を横切る光軸を有する第1および第2フォトインタラプタを含み、前記第1および第2フォトインタラプタの光軸が同時に物品によって遮られる期間があるときに、当該物品をその幅が規定幅を超えている異常品であると判定する、
ことを特徴とする検査装置。
【請求項2】
前記第2フォトインタラプタの光軸は、前記規定幅に相当する距離だけ前記第1フォトインタラプタの光軸よりも前記搬送路の下流側に配置されている、
ことを特徴とする請求項1に記載の検査装置。
【請求項3】
前記第1フォトインタラプタの光軸と前記第2フォトインタラプタの光軸との距離を調整する調整機構を更に備えることを特徴とする請求項1又は2に記載の検査装置。
【請求項4】
前記調整機構は、前記第1フォトインタラプタおよび前記第2フォトインタラプタの少なくとも一方の位置を変更するための駆動機構を含むことを特徴とする請求項3に記載の検査装置。
【請求項5】
前記調整機構は、検査対象の物品の種類または要求される検査精度に応じて前記第1フォトインタラプタの光軸と前記第2フォトインタラプタの光軸との距離を調整することを特徴とする請求項3又は4に記載の検査装置。
【請求項6】
包装品を製造する製造設備であって、
容器をシュリンクフィルムで包装して包装品を製造する包装装置と、
前記包装装置によって製造された包装品を検査する検査装置と、
前記検査装置によって異常品であると判定された包装品を排斥する排斥装置とを備え、
前記検査装置は、前記包装装置によって製造された包装品を搬送路に沿って搬送する搬送機構と、前記搬送機構によって搬送されている包装品が異常品であるかどうかを判定する判定部とを含み、
前記判定部は、前記搬送路を横切る光軸を有する第1および第2フォトインタラプタを含み、前記第1および第2フォトインタラプタの光軸が同時に包装品によって遮られる期間があるときに、当該包装品をその幅が規定幅を超えている異常品であると判定する、
ことを特徴とする製造設備。
【請求項7】
前記第2フォトインタラプタの光軸は、前記規定幅に相当する距離だけ前記第1フォトインタラプタの光軸よりも前記搬送路の下流側に配置されている、
ことを特徴とする請求項6に記載の製造設備。
【請求項8】
前記第1および第2フォトインタラプタの光軸は、前記容器の口部分における幅が前記規定幅を超えているかどうかを検知することができるように配置されている、
ことを特徴とする請求項6又は7に記載の製造設備。
【請求項9】
前記第1フォトインタラプタの光軸と前記第2フォトインタラプタの光軸との距離を調整する調整機構を更に備える、
ことを特徴とする請求項7又は8に記載の製造設備。
【請求項10】
前記調整機構は、前記第1フォトインタラプタおよび前記第2フォトインタラプタの少なくとも一方の位置を変更するための駆動機構を含む、
ことを特徴とする請求項9に記載の製造設備。
【請求項11】
前記調整機構は、検査対象の包装品の種類または要求される検査精度に応じて前記第1フォトインタラプタの光軸と前記第2フォトインタラプタの光軸との距離を調整する、
ことを特徴とする請求項9又は10に記載の製造設備。
【請求項1】
物品を検査する検査装置であって、
物品を搬送路に沿って搬送する搬送機構と、
前記搬送機構によって搬送されている物品が異常品であるかどうかを判定する判定部とを備え、
前記判定部は、前記搬送路を横切る光軸を有する第1および第2フォトインタラプタを含み、前記第1および第2フォトインタラプタの光軸が同時に物品によって遮られる期間があるときに、当該物品をその幅が規定幅を超えている異常品であると判定する、
ことを特徴とする検査装置。
【請求項2】
前記第2フォトインタラプタの光軸は、前記規定幅に相当する距離だけ前記第1フォトインタラプタの光軸よりも前記搬送路の下流側に配置されている、
ことを特徴とする請求項1に記載の検査装置。
【請求項3】
前記第1フォトインタラプタの光軸と前記第2フォトインタラプタの光軸との距離を調整する調整機構を更に備えることを特徴とする請求項1又は2に記載の検査装置。
【請求項4】
前記調整機構は、前記第1フォトインタラプタおよび前記第2フォトインタラプタの少なくとも一方の位置を変更するための駆動機構を含むことを特徴とする請求項3に記載の検査装置。
【請求項5】
前記調整機構は、検査対象の物品の種類または要求される検査精度に応じて前記第1フォトインタラプタの光軸と前記第2フォトインタラプタの光軸との距離を調整することを特徴とする請求項3又は4に記載の検査装置。
【請求項6】
包装品を製造する製造設備であって、
容器をシュリンクフィルムで包装して包装品を製造する包装装置と、
前記包装装置によって製造された包装品を検査する検査装置と、
前記検査装置によって異常品であると判定された包装品を排斥する排斥装置とを備え、
前記検査装置は、前記包装装置によって製造された包装品を搬送路に沿って搬送する搬送機構と、前記搬送機構によって搬送されている包装品が異常品であるかどうかを判定する判定部とを含み、
前記判定部は、前記搬送路を横切る光軸を有する第1および第2フォトインタラプタを含み、前記第1および第2フォトインタラプタの光軸が同時に包装品によって遮られる期間があるときに、当該包装品をその幅が規定幅を超えている異常品であると判定する、
ことを特徴とする製造設備。
【請求項7】
前記第2フォトインタラプタの光軸は、前記規定幅に相当する距離だけ前記第1フォトインタラプタの光軸よりも前記搬送路の下流側に配置されている、
ことを特徴とする請求項6に記載の製造設備。
【請求項8】
前記第1および第2フォトインタラプタの光軸は、前記容器の口部分における幅が前記規定幅を超えているかどうかを検知することができるように配置されている、
ことを特徴とする請求項6又は7に記載の製造設備。
【請求項9】
前記第1フォトインタラプタの光軸と前記第2フォトインタラプタの光軸との距離を調整する調整機構を更に備える、
ことを特徴とする請求項7又は8に記載の製造設備。
【請求項10】
前記調整機構は、前記第1フォトインタラプタおよび前記第2フォトインタラプタの少なくとも一方の位置を変更するための駆動機構を含む、
ことを特徴とする請求項9に記載の製造設備。
【請求項11】
前記調整機構は、検査対象の包装品の種類または要求される検査精度に応じて前記第1フォトインタラプタの光軸と前記第2フォトインタラプタの光軸との距離を調整する、
ことを特徴とする請求項9又は10に記載の製造設備。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−260610(P2010−260610A)
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願番号】特願2009−112973(P2009−112973)
【出願日】平成21年5月7日(2009.5.7)
【出願人】(000000055)アサヒビール株式会社 (535)
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願日】平成21年5月7日(2009.5.7)
【出願人】(000000055)アサヒビール株式会社 (535)
[ Back to top ]