
湿式製版機の定着前搬送ローラ
【課題】マスターシートの緻密な未定着状態の画像面を毀損したり、同面に付着トナーが転写されることがない定着前搬送ローラ及びその製作方法を得るにある。
【解決手段】円筒形巻芯の周面に一端を固定した不織布を多数回巻芯に巻付け、他端をホットメルトシートで周面に固定した後、同外周端の表面を不織布溶融温度に加熱しながら、同表面に一定時間の間圧力を加えて変形させた湿式製版機の定着前搬送ローラ製作方法。
【解決手段】円筒形巻芯の周面に一端を固定した不織布を多数回巻芯に巻付け、他端をホットメルトシートで周面に固定した後、同外周端の表面を不織布溶融温度に加熱しながら、同表面に一定時間の間圧力を加えて変形させた湿式製版機の定着前搬送ローラ製作方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は湿式製版機に関し、特に定着装置の直前に配置される搬送ローラに関する。
【背景技術】
【0002】
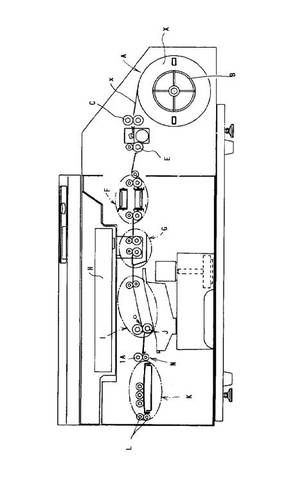
従来の湿式製版機は、例えば図1に示すように、機体の右側にはサイズの異なるロールマスターXを装着できる給紙装置Aを備え、この給紙装置Aには、装架ドラムBに支持されるロールマスターXからマスターシートxを繰出す繰出しローラC、マスターシートxを指定された長さに切断するカッターD、給紙ローラEが付設される。
【0003】
そして、切断後のマスターシートxは荷電部Fに送り出され、表面の静電電荷処理が行われて副操作速度で調速駆動される露光部Gに供給される。この露光部Gでは、マスターシートxの帯電表面にレーザ走査ユニットHから画像がビーム走査され、走行中のマスターシートxの感光面に画像が潜像化され、湿式現像装置Iに引き渡される。
この湿式現像装置Iでは、潜像画像がトナー現像された後、その出口の絞りローラJで余分の現像液が除去され、加熱定着装置Kでマスターシート表面の可視画像が加熱・定着され、排出ローラLの回転により機外の捕集トレー上に捕集される。
【特許文献1】特開2001−147556
【特許文献2】特開2002−211782
【0004】
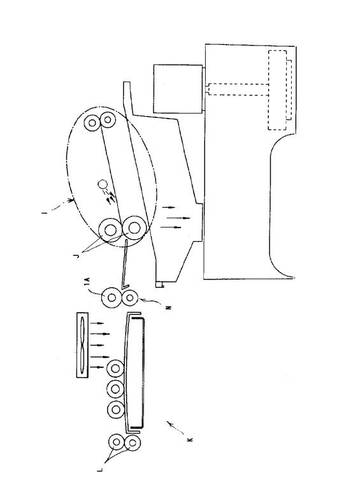
このような湿式製版機において、前述した湿式現像装置に加熱定着装置Kを近接位置させると、加熱定着装置Kの熱と温風で湿式現像装置Iの現像液の蒸散が多くなるばかりでなく、現像液で濡れた絞りローラJの周面が乾燥し易くなり、絞りローラJ周面の付着トナーがマスターシートxの画像面に転写され、画像品質が劣化する傾向にある。このため、図2に示すように、絞りローラJから加熱定着装置Kを離し、加熱定着装置Kの直前に定着前搬送ローラNを設けて、転接する一対のローラで構成する同定着前搬送ローラNの回転運動によりマスターシートxを加熱定着装置Kに送り込むのが普通である。
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、定着前搬送ローラNとして重要な点は、マスターシートxの画像面に接触する上側のブロッターローラ1Aであり、同ブロッターローラ1Aを搬送ローラとして通常用いられるゴムローラで構成すると、マスターシートxの画像面上で未定着の状態にあるトナーの部分にゴムローラの汚染トナーの転写が生じて貴重な画面が毀損されるおそれがある。
【0006】
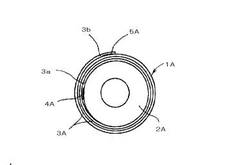
このため、従来では、図3に拡大して示すような不織布ローラ即ちブロッターローラ1Aが用いられている。このブロッターローラ1Aは、円筒形巻芯2Aの周面に0.7mm厚程度の不織布3Aの一端3aを両面粘着テープ4Aで固定し、同不織布3Aを円筒形巻芯2Aに複数回巻付けた後、不織布3Aの他端部3bの内周面をホットメルトテープ5Aで固定したものである。
このような構造のブロッターローラ1Aによれば、繊細な不織布が軽く未定着画像面に接触するので、ゴムローラの場合と比較した場合、全体として未定着トナーの定着前搬送ローラNへの転写や貴重な画像面の毀損が少なくなる。
【0007】
しかしながら、図3から理解されるように、従来の定着前搬送ローラNでは、不織布2の外周側端部2aが他の外周面から突出した状態にあるので、この外周側端部2aが強くマスターシートxの画像面に接触して同画像面が毀損されたり、外周側端部2aに付着したトナーが逆に画像面に転写される場合があつた。この外周側端部による画像面毀損や転写は、ペーパーベースの酸化亜鉛紙マスターにおいては、画像面の表面粗さが比較的荒いため、さほど問題とはならないが、近年開発された樹脂フイルムベースやアルミ箔ベースのマスターシートxの画像面は非常に緻密で、表面の凹凸のほとんどない状態であるため、期待される画像品質に影響が大きいので、かなり問題視されつつある。
【0008】
本発明の目的は、以上に述べたような従来のブロッターローラの問題に鑑み、マスターシートの緻密な未定着状態の画像面を毀損したり、同面に付着トナーが転写されることがない定着前搬送ローラ及びその製作方法を得るにある。
【課題を解決するための手段】
【0009】
この目的を達成するため、本発明は、湿式現像装置と定着装置との間を離間させ、同定着装置の直前に配置されかつ画像側をブロッターローラで構成する定着前搬送ローラの回転運動によりマスターシートを定着装置に送込む湿式製版機において、円筒形巻芯の周面に一端を固定した不織布を多数回巻芯に巻付け、他端をホットメルトシートで周面に固定した後、同外周端の表面を不織布溶融温度に加熱しながら、同表面に一定時間の間圧力を加えて変形させた湿式製版機の定着前搬送ローラ製作方法を提案するものである。
【発明の効果】
【0010】
本発明によれば、不織布の外周面に極端な段差や凹凸がなくなるため、マスターシートの緻密な未定着状態の画像面を毀損したり、同面に付着トナーが転写されるのを防止できる。
【発明を実施するための最良の形態】
【0011】
後述する本発明の好ましい実施例においては、
1)前記不織布は溶融温度が約150℃でレーヨン/ナイロン/ポリエステル+アクリルバインダーからなり、加熱温度は約150℃であり、加圧時間は90から180秒の範囲にある湿式製版機の定着前搬送ローラ製作方法、
2)前記外周端の加熱及び加圧は、ブロッターローラの外周半径よりも僅かに大きな曲率半径の加圧接触面をもつ加熱加圧板の圧接で行われる湿式製版機の定着前搬送ローラ製作方法、
3)請求項1から請求項3の何れかひとつに記載された湿式製版機の定着前搬送ローラ製作方法で加工された定着前搬送ローラ
が説明される。
【実施例1】
【0012】
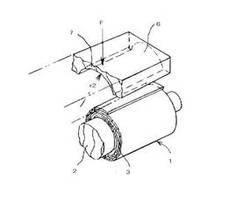
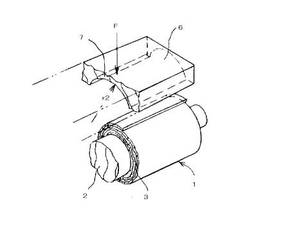
図4及び図5は本発明により得られるブロッターローラ1及びその製作に用いる加熱加圧板6を示しており、図6について後述する工程を経て完成される同ブロッターローラ1はブロッターローラ1の外周半径r1よりも僅かに大きな曲率半径r2の加圧接触面7をもつ加熱加圧板6の加熱・圧接で加工される。
【0013】
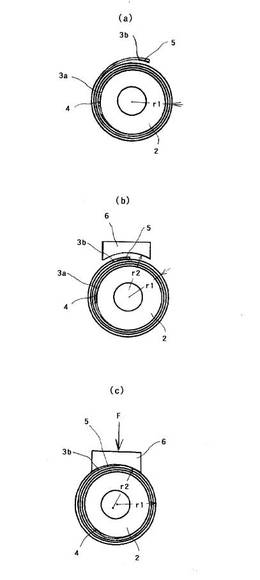
図6(a)に示すように、同ブロッターローラ1は、金属製円筒形巻芯2(直径:22mm)の周面に0.7mm厚程度の不織布3の一端3aを両面粘着テープ4で固定し、同不織布3を円筒形巻芯2に複数回(3〜5回)巻付けた後、不織布3の他端部3bの内周面にホットメルトテープ5を貼着して得られる。
ここで用いる不織布3は、例えば日本バイリーン株式会社製、製品名FC−70Nの0.7mm厚不織布であるが、その組成はレーヨン/ナイロン/ポリエステル+アクリルバインダーで溶融温度150℃とされているものである。
【0014】
即ち、図6(b)に示すように、不織布3の端部3bをホットメルトテープ5で仮に貼着した後、ブロッターローラ1の外周半径r1よりも僅かに大きな曲率半径r2の加圧接触面7をもつ加熱加圧板6が用意され、同加熱加圧板6が140〜150度の温度に加熱される。
【0015】
そして、この加熱加圧板6は、図6(c)に示すように、略一定の押圧力Fでブロッターローラ1の外周面に圧接され、120〜180秒の間だけ、この圧接状態が保たれる。本発明者らの経験によると、不織布3の外周面に対する加熱加圧板6の押圧力Fは0.2〜0.5g/平方センチメートル程度で好結果が得られた。
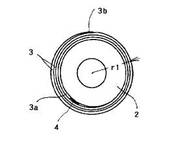
つまり、このような加熱加圧板6による一定時間の加熱・プレスでブロッターローラ1は、図5に示すように、その外周面に凹凸や段差がほとんどない状態に加工される。
【0016】
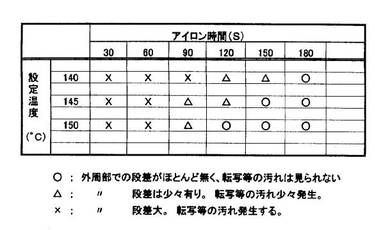
図7は本実施例仕様において加熱加圧板6の設定温度と加圧時間を変えた場合の試験結果を示し、同図からは加熱加圧板6の設定温度は約140℃以上、加圧時間は最短でも120秒程度は必要であることが解る。なお、当不織布3の場合、設定温度が180℃を超えると、不織布3を構成する繊維が溶け、ブロッターローラ1としての機能が損なわれてしまう。
【0017】
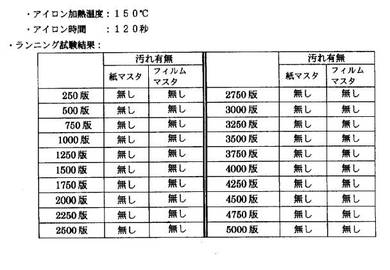
図8は加熱加圧板6の設定温度を150℃、加圧時間を120秒として製作したブロッターローラ1のランニング試験結果であり、同試験では、紙ベース及び樹脂フィルムマスターの汚れを250版毎に250〜5000版までチェックした結果である。図8のランニング試験結果によると、紙ベース及び樹脂フィルムマスターのいずれでも、画像面の汚れは全く観察されなかった。
【0018】
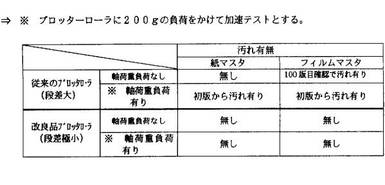
図9は同一仕様の従来の構造と本発明のブロッターローラの加速テスト結果表であり、この加速テストは200gの軸荷重を付加して行われた。同結果表から理解されるように、従来構造では、無負荷であっても100版目から汚れが観察され、軸荷重負荷の場合、初版から汚れが観察されたが、本発明の同ブロッターローラ1の場合、無負荷及び負荷の何れでも、汚れは全く観察されなかった。
【産業上の利用可能性】
【0019】
前述した実施例の説明では、溶融温度150℃のレーヨン/ナイロン/ポリエステル+アクリルバインダーからなる不織布3の場合を例示したけれども、本発明は、この組成の不織布に限定されるものではなく、他の組成不織布にも類推適用できる。
【図面の簡単な説明】
【0020】
【図1】従来の湿式製版機の全体断面図である。
【図2】同湿式製版機の要部拡大断面図である。
【図3】同湿式製版機に用いるブロッターローラの拡大端面図である。
【図4】本発明によるブロッターローラと加熱圧板との関係を示す斜視図である。
【図5】本発明による同ブロッターローラの拡大端面図である。
【図6】(a),(b),(c)は同ブロッターローラの製作工程図である。
【図7】同ブロッターローラのアイロン時間と加熱設定温度との関係を示す転写結果実験表である。
【図8】同ブロッターローラのランニング試験結果表である。
【図9】同ブロッターローラの加速テスト結果表である。
【符号の説明】
【0021】
1 ブロッターローラ
2 巻芯
3 不織布
5 ホットメルトテープ
6 加熱加圧板
【技術分野】
【0001】
本発明は湿式製版機に関し、特に定着装置の直前に配置される搬送ローラに関する。
【背景技術】
【0002】
従来の湿式製版機は、例えば図1に示すように、機体の右側にはサイズの異なるロールマスターXを装着できる給紙装置Aを備え、この給紙装置Aには、装架ドラムBに支持されるロールマスターXからマスターシートxを繰出す繰出しローラC、マスターシートxを指定された長さに切断するカッターD、給紙ローラEが付設される。
【0003】
そして、切断後のマスターシートxは荷電部Fに送り出され、表面の静電電荷処理が行われて副操作速度で調速駆動される露光部Gに供給される。この露光部Gでは、マスターシートxの帯電表面にレーザ走査ユニットHから画像がビーム走査され、走行中のマスターシートxの感光面に画像が潜像化され、湿式現像装置Iに引き渡される。
この湿式現像装置Iでは、潜像画像がトナー現像された後、その出口の絞りローラJで余分の現像液が除去され、加熱定着装置Kでマスターシート表面の可視画像が加熱・定着され、排出ローラLの回転により機外の捕集トレー上に捕集される。
【特許文献1】特開2001−147556
【特許文献2】特開2002−211782
【0004】
このような湿式製版機において、前述した湿式現像装置に加熱定着装置Kを近接位置させると、加熱定着装置Kの熱と温風で湿式現像装置Iの現像液の蒸散が多くなるばかりでなく、現像液で濡れた絞りローラJの周面が乾燥し易くなり、絞りローラJ周面の付着トナーがマスターシートxの画像面に転写され、画像品質が劣化する傾向にある。このため、図2に示すように、絞りローラJから加熱定着装置Kを離し、加熱定着装置Kの直前に定着前搬送ローラNを設けて、転接する一対のローラで構成する同定着前搬送ローラNの回転運動によりマスターシートxを加熱定着装置Kに送り込むのが普通である。
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、定着前搬送ローラNとして重要な点は、マスターシートxの画像面に接触する上側のブロッターローラ1Aであり、同ブロッターローラ1Aを搬送ローラとして通常用いられるゴムローラで構成すると、マスターシートxの画像面上で未定着の状態にあるトナーの部分にゴムローラの汚染トナーの転写が生じて貴重な画面が毀損されるおそれがある。
【0006】
このため、従来では、図3に拡大して示すような不織布ローラ即ちブロッターローラ1Aが用いられている。このブロッターローラ1Aは、円筒形巻芯2Aの周面に0.7mm厚程度の不織布3Aの一端3aを両面粘着テープ4Aで固定し、同不織布3Aを円筒形巻芯2Aに複数回巻付けた後、不織布3Aの他端部3bの内周面をホットメルトテープ5Aで固定したものである。
このような構造のブロッターローラ1Aによれば、繊細な不織布が軽く未定着画像面に接触するので、ゴムローラの場合と比較した場合、全体として未定着トナーの定着前搬送ローラNへの転写や貴重な画像面の毀損が少なくなる。
【0007】
しかしながら、図3から理解されるように、従来の定着前搬送ローラNでは、不織布2の外周側端部2aが他の外周面から突出した状態にあるので、この外周側端部2aが強くマスターシートxの画像面に接触して同画像面が毀損されたり、外周側端部2aに付着したトナーが逆に画像面に転写される場合があつた。この外周側端部による画像面毀損や転写は、ペーパーベースの酸化亜鉛紙マスターにおいては、画像面の表面粗さが比較的荒いため、さほど問題とはならないが、近年開発された樹脂フイルムベースやアルミ箔ベースのマスターシートxの画像面は非常に緻密で、表面の凹凸のほとんどない状態であるため、期待される画像品質に影響が大きいので、かなり問題視されつつある。
【0008】
本発明の目的は、以上に述べたような従来のブロッターローラの問題に鑑み、マスターシートの緻密な未定着状態の画像面を毀損したり、同面に付着トナーが転写されることがない定着前搬送ローラ及びその製作方法を得るにある。
【課題を解決するための手段】
【0009】
この目的を達成するため、本発明は、湿式現像装置と定着装置との間を離間させ、同定着装置の直前に配置されかつ画像側をブロッターローラで構成する定着前搬送ローラの回転運動によりマスターシートを定着装置に送込む湿式製版機において、円筒形巻芯の周面に一端を固定した不織布を多数回巻芯に巻付け、他端をホットメルトシートで周面に固定した後、同外周端の表面を不織布溶融温度に加熱しながら、同表面に一定時間の間圧力を加えて変形させた湿式製版機の定着前搬送ローラ製作方法を提案するものである。
【発明の効果】
【0010】
本発明によれば、不織布の外周面に極端な段差や凹凸がなくなるため、マスターシートの緻密な未定着状態の画像面を毀損したり、同面に付着トナーが転写されるのを防止できる。
【発明を実施するための最良の形態】
【0011】
後述する本発明の好ましい実施例においては、
1)前記不織布は溶融温度が約150℃でレーヨン/ナイロン/ポリエステル+アクリルバインダーからなり、加熱温度は約150℃であり、加圧時間は90から180秒の範囲にある湿式製版機の定着前搬送ローラ製作方法、
2)前記外周端の加熱及び加圧は、ブロッターローラの外周半径よりも僅かに大きな曲率半径の加圧接触面をもつ加熱加圧板の圧接で行われる湿式製版機の定着前搬送ローラ製作方法、
3)請求項1から請求項3の何れかひとつに記載された湿式製版機の定着前搬送ローラ製作方法で加工された定着前搬送ローラ
が説明される。
【実施例1】
【0012】
図4及び図5は本発明により得られるブロッターローラ1及びその製作に用いる加熱加圧板6を示しており、図6について後述する工程を経て完成される同ブロッターローラ1はブロッターローラ1の外周半径r1よりも僅かに大きな曲率半径r2の加圧接触面7をもつ加熱加圧板6の加熱・圧接で加工される。
【0013】
図6(a)に示すように、同ブロッターローラ1は、金属製円筒形巻芯2(直径:22mm)の周面に0.7mm厚程度の不織布3の一端3aを両面粘着テープ4で固定し、同不織布3を円筒形巻芯2に複数回(3〜5回)巻付けた後、不織布3の他端部3bの内周面にホットメルトテープ5を貼着して得られる。
ここで用いる不織布3は、例えば日本バイリーン株式会社製、製品名FC−70Nの0.7mm厚不織布であるが、その組成はレーヨン/ナイロン/ポリエステル+アクリルバインダーで溶融温度150℃とされているものである。
【0014】
即ち、図6(b)に示すように、不織布3の端部3bをホットメルトテープ5で仮に貼着した後、ブロッターローラ1の外周半径r1よりも僅かに大きな曲率半径r2の加圧接触面7をもつ加熱加圧板6が用意され、同加熱加圧板6が140〜150度の温度に加熱される。
【0015】
そして、この加熱加圧板6は、図6(c)に示すように、略一定の押圧力Fでブロッターローラ1の外周面に圧接され、120〜180秒の間だけ、この圧接状態が保たれる。本発明者らの経験によると、不織布3の外周面に対する加熱加圧板6の押圧力Fは0.2〜0.5g/平方センチメートル程度で好結果が得られた。
つまり、このような加熱加圧板6による一定時間の加熱・プレスでブロッターローラ1は、図5に示すように、その外周面に凹凸や段差がほとんどない状態に加工される。
【0016】
図7は本実施例仕様において加熱加圧板6の設定温度と加圧時間を変えた場合の試験結果を示し、同図からは加熱加圧板6の設定温度は約140℃以上、加圧時間は最短でも120秒程度は必要であることが解る。なお、当不織布3の場合、設定温度が180℃を超えると、不織布3を構成する繊維が溶け、ブロッターローラ1としての機能が損なわれてしまう。
【0017】
図8は加熱加圧板6の設定温度を150℃、加圧時間を120秒として製作したブロッターローラ1のランニング試験結果であり、同試験では、紙ベース及び樹脂フィルムマスターの汚れを250版毎に250〜5000版までチェックした結果である。図8のランニング試験結果によると、紙ベース及び樹脂フィルムマスターのいずれでも、画像面の汚れは全く観察されなかった。
【0018】
図9は同一仕様の従来の構造と本発明のブロッターローラの加速テスト結果表であり、この加速テストは200gの軸荷重を付加して行われた。同結果表から理解されるように、従来構造では、無負荷であっても100版目から汚れが観察され、軸荷重負荷の場合、初版から汚れが観察されたが、本発明の同ブロッターローラ1の場合、無負荷及び負荷の何れでも、汚れは全く観察されなかった。
【産業上の利用可能性】
【0019】
前述した実施例の説明では、溶融温度150℃のレーヨン/ナイロン/ポリエステル+アクリルバインダーからなる不織布3の場合を例示したけれども、本発明は、この組成の不織布に限定されるものではなく、他の組成不織布にも類推適用できる。
【図面の簡単な説明】
【0020】
【図1】従来の湿式製版機の全体断面図である。
【図2】同湿式製版機の要部拡大断面図である。
【図3】同湿式製版機に用いるブロッターローラの拡大端面図である。
【図4】本発明によるブロッターローラと加熱圧板との関係を示す斜視図である。
【図5】本発明による同ブロッターローラの拡大端面図である。
【図6】(a),(b),(c)は同ブロッターローラの製作工程図である。
【図7】同ブロッターローラのアイロン時間と加熱設定温度との関係を示す転写結果実験表である。
【図8】同ブロッターローラのランニング試験結果表である。
【図9】同ブロッターローラの加速テスト結果表である。
【符号の説明】
【0021】
1 ブロッターローラ
2 巻芯
3 不織布
5 ホットメルトテープ
6 加熱加圧板
【特許請求の範囲】
【請求項1】
湿式現像装置と定着装置との間を離間させ、同定着装置の直前に配置されかつ画像側をブロッターローラで構成する定着前搬送ローラの回転運動によりマスターシートを定着装置に送込む湿式製版機において、円筒形巻芯の周面に一端を固定した不織布を多数回巻芯に巻付け、他端をホットメルトシートで周面に固定した後、同外周端の表面を不織布溶融温度に加熱しながら同表面に一定時間の間圧力を加えて変形させたことを特徴とする湿式製版機の定着前搬送ローラ製作方法。
【請求項2】
前記不織布は溶融温度が約150℃でレーヨン/ナイロン/ポリエステル+アクリルバインダーからなり、加熱温度は約150℃であり、加圧時間は90から180秒の範囲にあることを特徴とする請求項1記載の湿式製版機の定着前搬送ローラ製作方法。
【請求項3】
前記外周端の加熱及び加圧は、ブロッターローラの外周半径よりも僅かに大きな曲率半径の加圧接触面をもつ加熱加圧板の圧接で行われることを特徴とする請求項1及び請求項2の何れかひとつに記載の湿式製版機の定着前搬送ローラ製作方法。
【請求項4】
請求項1から請求項3の何れかひとつに記載された湿式製版機の定着前搬送ローラ製作方法で加工されたことを特徴とする定着前搬送ローラ。
【請求項1】
湿式現像装置と定着装置との間を離間させ、同定着装置の直前に配置されかつ画像側をブロッターローラで構成する定着前搬送ローラの回転運動によりマスターシートを定着装置に送込む湿式製版機において、円筒形巻芯の周面に一端を固定した不織布を多数回巻芯に巻付け、他端をホットメルトシートで周面に固定した後、同外周端の表面を不織布溶融温度に加熱しながら同表面に一定時間の間圧力を加えて変形させたことを特徴とする湿式製版機の定着前搬送ローラ製作方法。
【請求項2】
前記不織布は溶融温度が約150℃でレーヨン/ナイロン/ポリエステル+アクリルバインダーからなり、加熱温度は約150℃であり、加圧時間は90から180秒の範囲にあることを特徴とする請求項1記載の湿式製版機の定着前搬送ローラ製作方法。
【請求項3】
前記外周端の加熱及び加圧は、ブロッターローラの外周半径よりも僅かに大きな曲率半径の加圧接触面をもつ加熱加圧板の圧接で行われることを特徴とする請求項1及び請求項2の何れかひとつに記載の湿式製版機の定着前搬送ローラ製作方法。
【請求項4】
請求項1から請求項3の何れかひとつに記載された湿式製版機の定着前搬送ローラ製作方法で加工されたことを特徴とする定着前搬送ローラ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−50150(P2008−50150A)
【公開日】平成20年3月6日(2008.3.6)
【国際特許分類】
【出願番号】特願2006−230468(P2006−230468)
【出願日】平成18年8月28日(2006.8.28)
【出願人】(000000181)岩崎通信機株式会社 (133)
【Fターム(参考)】
【公開日】平成20年3月6日(2008.3.6)
【国際特許分類】
【出願日】平成18年8月28日(2006.8.28)
【出願人】(000000181)岩崎通信機株式会社 (133)
【Fターム(参考)】
[ Back to top ]