
溶接トーチおよびこれを備えた溶接装置
【課題】内部に堆積したワイヤの削り粉を容易に除去することが可能な溶接トーチを提供する。
【解決手段】第1のワイヤ挿通孔510を有するガイド体500と、弾性的に縮径可能な第2のワイヤ挿通孔640を有する給電チップ600と、上記ガイド体500に対して軸方向にスライド移動可能な筒状のスライド部材700と、上記スライド部材700を上記ガイド体500の基端方向に付勢する弾性部材730と、筒状のノズル250と、を備え、上記スライド部材700は、上記給電チップ600に弾性的に接触して上記第2のワイヤ挿通孔640を縮径させる溶接トーチであって、チップボディ300を通じて送り込まれる気体の圧力が所定圧力以上となったとき、上記弾性部材730による付勢力に抗して上記スライド部材700が上記ガイド体500ないし上記給電チップ600に対してその先端方向に相対移動するように構成されている。
【解決手段】第1のワイヤ挿通孔510を有するガイド体500と、弾性的に縮径可能な第2のワイヤ挿通孔640を有する給電チップ600と、上記ガイド体500に対して軸方向にスライド移動可能な筒状のスライド部材700と、上記スライド部材700を上記ガイド体500の基端方向に付勢する弾性部材730と、筒状のノズル250と、を備え、上記スライド部材700は、上記給電チップ600に弾性的に接触して上記第2のワイヤ挿通孔640を縮径させる溶接トーチであって、チップボディ300を通じて送り込まれる気体の圧力が所定圧力以上となったとき、上記弾性部材730による付勢力に抗して上記スライド部材700が上記ガイド体500ないし上記給電チップ600に対してその先端方向に相対移動するように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接トーチに関し、詳しくは、強制加圧給電型の溶接トーチ、およびこれを備えた溶接装置に関する。
【背景技術】
【0002】
溶接トーチは、給電チップからの給電を受けて溶接ワイヤが送り出されるように構成される。溶接ワイヤは、給電チップが有するワイヤ挿通孔に通され、このワイヤ挿通孔の内面に接触することにより給電を受ける。
【0003】
給電チップから溶接ワイヤへの給電をより確実に行って安定的な溶接を行うために、いわゆる強制加圧給電型の溶接トーチが提案されている(特許文献1参照)。この強制加圧給電型の溶接トーチは、給電チップのワイヤ挿通孔の内面が常時弾性的に溶接ワイヤの外周に接触するように構成される。
【0004】
ところで、この種の溶接トーチを備える溶接装置では、溶接ワイヤは、ワイヤリールから繰り出された後、コンジット、ワイヤフィーダ、パワーケーブルを経て溶接トーチに送給される。ワイヤフィーダでは、周面が溶接ワイヤに接触する送給ロールを回転させて溶接ワイヤに軸線方向の送給力が与えられる。この際、溶接ワイヤには打痕や傷が発生して表面が荒れた状態となる。このように表面が荒れた状態の溶接ワイヤが可撓性を有するパワーケーブルの内部を通ると、溶接ワイヤの削り粉が発生し、この削り粉が溶接トーチの先端まで運ばれる。
【0005】
加えて、強制加圧給電型の溶接トーチにおいては、上記したように給電チップのワイヤ挿通孔の内面が溶接ワイヤに弾性的に接触しているため、このような接触によっても削り粉が発生する。
【0006】
その結果、溶接ワイヤの削り粉が溶接トーチの先端に堆積し、これがワイヤ送給の抵抗となり、ひいては送給不良を引き起こすことがある。溶接ワイヤの送給不良は、アーク不安定による溶接欠陥につながるため、回避する必要があり、そのためには、溶接トーチの先端に運ばれた削り粉を、不当に堆積する以前に除去する必要がある。
【0007】
しかしながら、強制加圧給電型の溶接トーチにおいては、給電チップの内面を常時溶接ワイヤの外周に弾性接触させるという特殊な構造をもっているため、確実に削り粉を除去するためには、溶接トーチを分解して清掃するという、きわめて面倒かつ非効率的な作業が必要となっていた。
【0008】
【特許文献1】特開2009−82943号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記した事情のもとで考え出されたものであって、分解を要することなく、内部に堆積したワイヤの削り粉を容易に除去することが可能な溶接トーチ、およびこれを備えた溶接装置を提供することをその課題としている。
【課題を解決するための手段】
【0010】
上記の課題を解決するため、本発明では、次の技術的手段を採用した。
【0011】
本発明の第1の側面により提供される溶接トーチは、軸方向の中心孔を有するチップボディと、このチップボディの先端に接続され、軸方向に延びる第1のワイヤ挿通孔を有するガイド体と、このガイド体の先端に接続され、弾性的に縮径可能な第2のワイヤ挿通孔を有する給電チップと、上記ガイド体に対して軸方向にスライド移動可能であり、上記ガイド体ないし上記給電チップを取り囲む筒状のスライド部材と、上記スライド部材を上記ガイド体の基端方向に付勢する弾性部材と、上記チップボディに対して絶縁部材を介して支持され、上記チップボディ、ないし上記スライド部材を取り囲む筒状のノズルと、を備え、上記スライド部材は、上記給電チップに弾性的に接触して上記第2のワイヤ挿通孔を縮径させる溶接トーチであって、上記チップボディの上記中心孔を通じて送り込まれる気体の圧力が所定圧力以上となったとき、上記弾性部材による付勢力に抗して上記スライド部材が上記ガイド体ないし上記給電チップに対してその先端方向に相対移動するように構成されていることを特徴とする。
【0012】
上記の構成によれば、たとえばエアブロー用のエアを所定以上の圧力で溶接トーチに送り込むことにより、給電チップに対するスライド部材の接触を解除し、給電チップとスライド部材との間にエア通路を形成することができる。このようなエア通路を高速で通過するエアにより、溶接トーチの先端、とりわけ、給電チップの先端付近に堆積したワイヤ削り粉等を効果的に除去することができ、溶接トーチを分解することなく、その内部に堆積したワイヤ削り粉を容易に除去することができる。
【0013】
好ましい実施の形態では、上記給電チップは、筒状の基部と、この基部から先端方向に延びる複数の分割片とを有して構成され、上記複数の分割片が弾性揺動することにより、上記第2のワイヤ挿通孔が弾性的に縮径可能である。
【0014】
好ましい実施の形態ではまた、上記給電チップの上記複数の分割片の外面と、上記スライド部材の内面のいずれか一方または双方には、斜面が形成されており、上記スライド部材が上記弾性部材の付勢力を受けて上記給電チップに接触するとき、上記斜面の作用により、上記複数の分割片が弾性揺動して、上記第2のワイヤ挿通孔が弾性的に縮径させられる。
【0015】
好ましい実施の形態ではさらに、通常状態において、上記スライド部材の基端部は上記チップボディの先端部外面にオーバラップしており、上記スライド部材が上記チップボディないし上記給電チップに対してその先端方向に相対移動したとき、上記スライド部材の基端部と上記ガイド体の先端部との間には、上記ノズルの内部空間につながる間隙が形成される。この場合において好ましくは、上記ガイド体には、その内側と外側とを連通させる通気孔が形成されている。
【0016】
本発明の第2の側面によって提供される溶接装置は、上記第1の側面に係る溶接トーチを備え、上記溶接トーチにシールドガスを送り込むシールドガス送給手段と、上記溶接トーチにエアを送り込むエア送給手段とを備え、上記エア送給手段は、上記所定圧力以上のエアを送り込むことが可能であることを特徴とする。
【0017】
本願発明のその他の特徴および利点は、図面を参照して以下に行う詳細な説明から、より明らかとなろう。
【図面の簡単な説明】
【0018】
【図1】本発明の溶接トーチを備えた溶接装置の一例の全体構成図である。
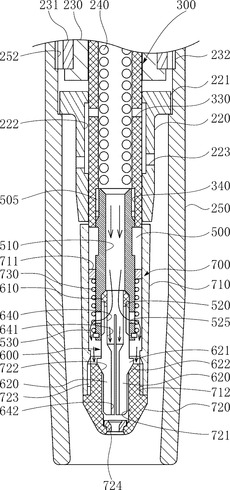
【図2】本発明の溶接トーチの一例の縦断面図である。
【図3】図2の溶接トーチに組み込まれる給電チップの説明図であり、(a)は正面図、(b)は側面図、(c)は背面図である。
【図4】図2に示す溶接トーチの要部拡大図である。
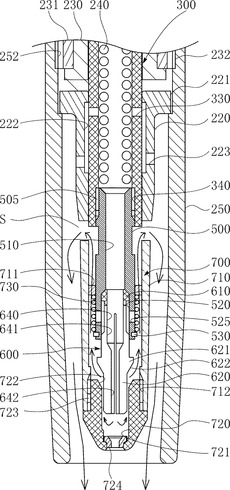
【図5】図2に示す溶接トーチの作用説明図である。
【発明を実施するための形態】
【0019】
以下、本発明の好ましい実施の形態につき、図面を参照して具体的に説明する。
【0020】
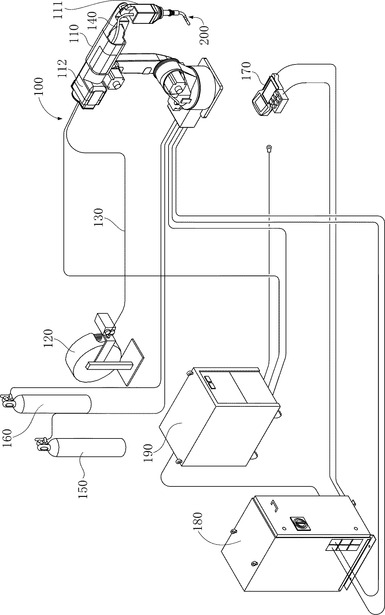
図1は、本発明の溶接トーチ200を用いた溶接装置100の一例としての溶接ロボットの全体構成図である。複数のアームからなるマニピュレータ110の手首部111には、溶接トーチ200が取り付けられている。ワイヤリール120に巻かれた溶接ワイヤは、コンジットパイプ130に通され、マニピュレータ110に搭載されたワイヤ送給機112によって溶接トーチ200に送給される。ワイヤ送給機112を経た溶接ワイヤは、一線式パワーケーブル140にガイドされてその内部を送給される。
【0021】
溶接トーチ200には、溶接用電源装置190から一線式パワーケーブル140を介して電力が供給され、この電力は、後記する給電チップ600を介して溶接ワイヤに給電される。溶接トーチ200にはまた、ガスボンベ150からのシールドガスと、圧縮空気発生源160からのエアブロー用の圧縮空気が供給される。シールドガスの供給および停止、圧縮空気の供給および停止は、図示しない弁装置を切り替えて行う。
【0022】
ティーチペンダント170からロボット制御装置180に指令信号が入力され、このロボット制御装置180からの信号がマニピュレータ110に入力されて、溶接トーチ200の先端位置が制御される。ロボット制御装置180はまた、溶接ワイヤの送給、シールドガスの送給、およびエアブロー用の圧縮空気の送給をも制御する。
【0023】
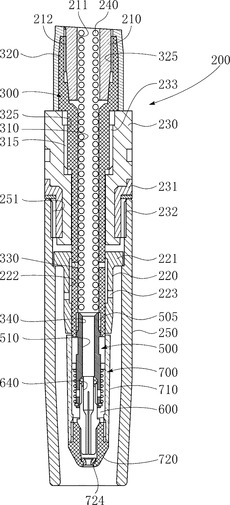
図2ないし図5は、本発明の溶接トーチ200の一実施形態を示す。この溶接トーチ200は、消耗電極ガスシールドアーク溶接を行うように構成されたものであり、管状のトーチボディ210の先端に連結されたチップボディ300に対し、ガイド体500、給電チップ600、スライド部材700、およびノズル250等を支持して構成されている。
【0024】
チップボディ300は、導電性材料からなり、基端の大径部320の内面に形成された雌ねじ325をトーチボディ210の先端部外周に形成された雄ねじ212に螺合することにより、トーチボディ210に対して同一の軸線をもつように接続されている。チップボディ300は、軸方向に延びる中心孔310を有しており、この中心孔310は、トーチボディ210の中心孔211と軸方向に連続させられている。これら中心孔211,310には、コイルライナ240が挿通され、このコイルライナ240は、チップボディ300の先端付近まで延びている。
【0025】
チップボディ300の軸方向中間部の外面には、絶縁ブッシュ230が、上記大径部320に対して先端側に隣接するようにして、絶縁ブッシュ230の内面に形成した雌ねじ233をチップボディ300の外面に形成した雄ねじ315に螺合させることにより、固定されている。この絶縁ブッシュ230の先端側外周には口金231が一体化されており、この口金231には、ノズル250がその基端内面に形成した雌ねじ251を口金231の外面に形成した雄ねじ232に螺合させることにより、取り付けられている。
【0026】
チップボディ300の先端部には、中心孔310と外部とを連通させる通気孔330が形成されており、この通気孔330は、後記するオリフィス部材220と協働して、中心孔310に供給されたシールドガスをノズル250の内部空間に放出するシールドガス通路を形成する。
【0027】
チップボディ300の先端部の外面には、オリフィス部材220が套嵌されている。このオリフィス部材220は、基端側に外向フランジ221を有する筒状の部材であり、内面における軸方向中間部には拡径部222が形成されているとともに、この拡径部222の内外を連通させるオリフィス孔223が形成されている。このオリフィス部材220は、拡径部222に通気孔330が臨むように軸方向の位置を選択してチップボディ300に套嵌されている。これにより、チップボディ300の中心孔310、通気孔330、拡径部222、オリフィス孔223ないしノズル250の内部空間が連通させられ、中心孔310からノズル250の内部空間に至るシールドガス通路が形成される。また、オリフィス部材220の外向フランジ221は、ノズル250の基端部内面と干渉して、ノズル250の基端側へのシールドガスの漏出を阻止する。
【0028】
チップボディ300の先端部には、導電性部材からなるガイド体500が接続されている。ガイド体500は、チップボディ300と同一軸線をもつ筒状をしており、軸方向に延びる第1のワイヤ挿通孔510を有する。このガイド体500は、その基端部外面に形成した雄ねじ505をチップボディ300の先端部内面に形成した雌ねじ340に螺合することにより、チップボディ300に接続される。このガイド体500の先端部には、後記する給電チップ600の基端を受容して接続するための拡径孔520が形成されているとともに、この拡径孔520を囲む壁には、この壁の内外を連通させる通気孔525が形成されている。なお、第1のワイヤ挿通孔510は、挿通される溶接ワイヤの直径に対して十分大径としてある。
【0029】
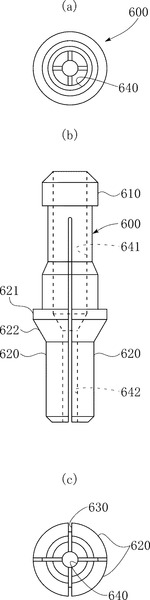
ガイド体500の先端部には、導電性部材からなる給電チップ600が接続されている。給電チップ600は、図3によく表れているように、筒状の基部610と、この基部610から先端側に延びる複数の分割片620とを有し、筒状の基部610をガイド体500の先端部の拡径孔520に圧入するなどしてガイド体500に接続される。各分割片620は、スリット630を挟んで環状に配置されており、全体として、筒状を呈し、この給電チップ600は、全体として、筒状の基部610の外径と同じ一般外径を有する。この給電チップ600はまた、軸方向に延びる第2のワイヤ挿通孔640を有しており、この第2のワイヤ挿通孔640は、ガイド体500の第1のワイヤ挿通孔510の内径よりわずかに小径の基端側第1部分641と、挿通される溶接ワイヤの直径よりわずかに大径の先端側第2部分642とを有する。各分割片620はまた、その基端側の外面を凹入させて薄肉化することにより、内外方向に揺動するようにして容易に弾性変形しうる。各分割片620の外面には、基端側に向かうほど半径方向突出量が増大する斜面622が形成された突起621が形成されている。
【0030】
ガイド体500には、このガイド体500ないし給電チップ600を取り囲む筒状のスライド部材700が軸方向にスライド可能に套嵌されている。この実施形態においてこのスライド部材700は、チップボディ300の先端部の外周と対応した内径を有し、ガイド体500の外面との間に一定の環状空間を形成するスライドボディ710と、このスライドボディ710の先端に接続されたチップホルダ720とを備える。このスライド部材700は、スライドボディ710の内面から突出してガイド体500の外周面に摺接する環状凸部711と、ガイド体500の先端部外周に係着させた止め輪530との間にガイド体500を囲むようにして介装した弾性体としての圧縮コイルバネ730により、常時基端方向に弾力付勢される。このスライド部材700は、通常状態においては、図4に示すようにスライドボディ710の基端がチップボディ300の先端外面にオーバラップし、軸方向先端側に移動したときには、図5に示すようにスライドボディ710の基端とチップボディ300の先端との間に間隙Sが形成されるように組み合わされる。
【0031】
チップホルダ720は、給電チップ600の先端部(各分割片620)を収容するとともに、先端に開口する保持孔721を有し、外面に形成した雄ねじ723をスライドボディ710の先端部内面に形成した雌ねじ712に螺合することにより、スライドボディ710に接続されている。このチップホルダ720の保持孔721の基端側には、基端側ほど拡径する斜面722を有し、この斜面722は、給電チップ600の各分割片620における斜面622に接触しうる。保持孔721の先端開口部には、セラミック等でできた溶着防止部材724が嵌合保持されている。
【0032】
図示しない溶接ワイヤは、コイルライナ240にガイドされつつ、ガイド体500の第1のワイヤ挿通孔510、給電チップ600の第2のワイヤ挿通孔640に挿通され、チップホルダ720の先端開口から導出される。
【0033】
次に、上記した実施形態に係る溶接トーチ200および溶接装置100の作用を説明する。
【0034】
通常の溶接作動時においては、図4に表れているように、圧縮コイルバネ730によって常時基端方向に付勢されるスライド部材700におけるチップホルダ720の斜面722が給電チップ600の各分割片620の斜面622を押圧して各分割片620を弾性的に内方へ撓ませるため、第2のワイヤ挿通孔640が縮径し、その内面が強制加圧状態において確実に溶接ワイヤの外面に接触する。これにより、溶接ワイヤに対する安定した給電が行われる。なお、このとき、弁装置(図示略)は、ガスボンベ150からシールドガスを送給する状態となっており、こうして溶接トーチ200まで送給されるシールドガスは、チップボディ300の通気孔330、オリフィス部材220を介して上記したようにノズル250の内部空間に放出される。このようなシールドガスは、一部、ガイド体500の内部や給電チップ600の内部に至るが、圧縮コイルバネ730の弾力を所定のように設定しておくことにより、通常のシールドガスの供給圧力によっては、スライド部材700が圧縮コイルバネ730の弾力に抗して先端方向に移動することはない。
【0035】
すでに説明したように、ワイヤ送給機112による送給力を受ける際に表面に打痕や傷がついた溶接ワイヤが溶接トーチ200まで送給される間に削り粉が生じ、この削り粉は、溶接トーチ200の先端まで運ばれる。この種の強制加圧給電型の溶接トーチ200においては、給電チップ600が特殊な構造を有しているため、より一層削り粉が堆積しやすい。また、上記したように、給電チップ600が溶接ワイヤの表面に対して加圧接触しているため、このことによっても削り粉が発生して堆積しやすい。
【0036】
溶接トーチ200に堆積した削り粉等を除去する必要が生じた場合には、給電をオフにするとともに溶接ワイヤをその先端がたとえばガイド体500付近に位置するまで引き戻し、弁装置(図示略)を切り替えて圧縮空気発生源160から所定圧力のエアを溶接トーチ200に送り込む。そうすると、このエアの一部はオリフィス部材220を通る経路でノズル250の内部空間に放出され、一部はガイド体500の第1のワイヤ挿通孔510、給電チップ600の第2のワイヤ挿通孔640を経ててチップホルダ720の先端開口から放出される。このようなエアの流れによっても、溶接トーチ200の内部の堆積した削り粉のある程度の除去作用を期待することができるが、この実施形態に係る溶接トーチ200では、さらに次のような削り粉の除去作用を期待することができる。
【0037】
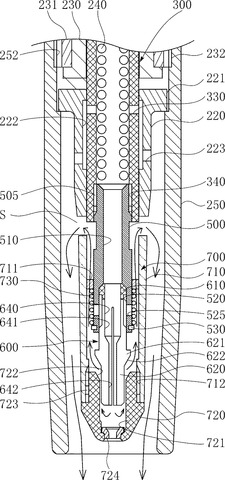
すなわち、エアの送給圧力を所定の高圧とすることにより、スライド部材700は、かかるエア圧を受けて、図5に示すように、圧縮コイルバネ730の弾力に抗して先端側に移動させられる。そうすると、チップホルダ720の斜面722と給電チップ600の各分割片620の斜面622との間が離間してこの部にエア通路が形成されるとともに、各分割片620が自然状態に戻って各分割片620間のスリット630の幅が拡大する。さらに、スライドボディ710の基端とチップボディ300の先端との間に排気用の間隙Sが形成される。本実施形態においては、ガイド体500に通気孔525が形成されているので、この通気孔525を介してガイド体500の外側にエア圧を伝え、スライド部材700を効果的に先端側に移動させることができる。
【0038】
このとき、図5に矢印で示すように、給電チップ600の各分割片620間の拡大したスリット630、チップホルダ720の斜面722と各分割片620の斜面622とが離間して形成されるエア通路を勢いよく流れるエアによって溶接トーチ200の内部の各所に堆積した削り粉等の塵埃は効果的に除去され、エアとともにスライドボディ710の基端とチップボディ300の先端との間の間隙Sからノズル250の内部空間に放出されるのである。
【0039】
また、溶接ワイヤを引き戻すことなく、チップホルダ720の先端開口から延出した状態において上記した削り粉除去操作を行ってもよい。この場合、チップホルダ720の先端開口が溶接ワイヤによって塞がれるので、より小さなエア圧力によっても、スライド部材700を圧縮コイルバネ730の弾力に抗して先端側に移動させ、上記したようなエアの流れを実現することができる。
【0040】
なお、上記したような溶接トーチ200の内部の削り粉除去作用は、エア圧を周期的に変化させ、スライド部材700を軸方向に繰り返し往復移動させると、より効果的となる。すなわち、エアの流れが脈動状態となることにより堆積した削り粉に振動を与えてこれを付着対象から効果的に剥離させることができるとともに、給電チップ600の各分割片620がチップホルダ720の斜面722による叩打を繰り返し受けて振動し、付着している削り粉が振動により払い落とされるからである。
【0041】
溶接トーチ200の先端、すなわち、ノズル250の先端内面や、チップホルダ720は、溶接箇所から飛散するスパッタが付着して汚れるが、実施形態に係る上記の溶接トーチ200においては、このようなスパッタを、通常より高圧で勢いよく流れてノズル250の内部空間に放出されるエア、あるいは、チップホルダ720の先端開口から放出させられるエアにより、効果的に除去することもできる。
【0042】
もちろん、本発明の範囲は上記した実施形態に限定されるものではなく、各請求項に記載した事項の範囲内でのあらゆる変更は、すべて本発明の範囲に包摂される。
【0043】
圧縮空気発生源としては、ポンプとアキュムレータを組み合わせた構成のほか、工場内施設として装備されている圧縮空気供給配管に接続するようにしても、もちろんよい。
【0044】
実施形態において、基端方向に弾力付勢されているスライド部材700によって給電チップ600の第2のワイヤ挿通孔640を弾性的に縮径させるための構成として、給電チップ600の各分割片620とスライド部材700の双方に互いに当接する斜面622,722を形成しているが、このような斜面は、いずれか一方に形成し、他方には、斜面に当接するたとえば突起状の部分を設けるだけでもよい。
【0045】
さらに、実施形態においては、圧縮空気発生源から供給される高圧のエアを溶接トーチ200内に送り込んで削り粉除去作用をさせるようにしているが、圧縮空気発生源に代えて、シールドガスを用いるように構成してもよい。すなわち、シールドガスの供給路にロポット制御装置180によって制御可能な圧力調整装置を設け、シールドガスの溶接トーチ200への供給を、通常の溶接作動時には通常の圧力で、削り粉除去作用をさせる時には所定の高圧で行うように構成することもできる。
【符号の説明】
【0046】
100 溶接装置
150 ガスボンベ(シールドガス送給手段)
160 圧縮空気発生源(エア送給手段)
200 溶接トーチ
250 ノズル
300 チップボディ
500 ガイド体
510 第1のワイヤ挿通孔
525 通気孔
600 給電チップ
620 分割片
622 斜面(分割片の)
640 第2のワイヤ挿通孔
700 スライド部材
730 圧縮コイルバネ(弾性部材)
722 斜面
【技術分野】
【0001】
本発明は、溶接トーチに関し、詳しくは、強制加圧給電型の溶接トーチ、およびこれを備えた溶接装置に関する。
【背景技術】
【0002】
溶接トーチは、給電チップからの給電を受けて溶接ワイヤが送り出されるように構成される。溶接ワイヤは、給電チップが有するワイヤ挿通孔に通され、このワイヤ挿通孔の内面に接触することにより給電を受ける。
【0003】
給電チップから溶接ワイヤへの給電をより確実に行って安定的な溶接を行うために、いわゆる強制加圧給電型の溶接トーチが提案されている(特許文献1参照)。この強制加圧給電型の溶接トーチは、給電チップのワイヤ挿通孔の内面が常時弾性的に溶接ワイヤの外周に接触するように構成される。
【0004】
ところで、この種の溶接トーチを備える溶接装置では、溶接ワイヤは、ワイヤリールから繰り出された後、コンジット、ワイヤフィーダ、パワーケーブルを経て溶接トーチに送給される。ワイヤフィーダでは、周面が溶接ワイヤに接触する送給ロールを回転させて溶接ワイヤに軸線方向の送給力が与えられる。この際、溶接ワイヤには打痕や傷が発生して表面が荒れた状態となる。このように表面が荒れた状態の溶接ワイヤが可撓性を有するパワーケーブルの内部を通ると、溶接ワイヤの削り粉が発生し、この削り粉が溶接トーチの先端まで運ばれる。
【0005】
加えて、強制加圧給電型の溶接トーチにおいては、上記したように給電チップのワイヤ挿通孔の内面が溶接ワイヤに弾性的に接触しているため、このような接触によっても削り粉が発生する。
【0006】
その結果、溶接ワイヤの削り粉が溶接トーチの先端に堆積し、これがワイヤ送給の抵抗となり、ひいては送給不良を引き起こすことがある。溶接ワイヤの送給不良は、アーク不安定による溶接欠陥につながるため、回避する必要があり、そのためには、溶接トーチの先端に運ばれた削り粉を、不当に堆積する以前に除去する必要がある。
【0007】
しかしながら、強制加圧給電型の溶接トーチにおいては、給電チップの内面を常時溶接ワイヤの外周に弾性接触させるという特殊な構造をもっているため、確実に削り粉を除去するためには、溶接トーチを分解して清掃するという、きわめて面倒かつ非効率的な作業が必要となっていた。
【0008】
【特許文献1】特開2009−82943号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記した事情のもとで考え出されたものであって、分解を要することなく、内部に堆積したワイヤの削り粉を容易に除去することが可能な溶接トーチ、およびこれを備えた溶接装置を提供することをその課題としている。
【課題を解決するための手段】
【0010】
上記の課題を解決するため、本発明では、次の技術的手段を採用した。
【0011】
本発明の第1の側面により提供される溶接トーチは、軸方向の中心孔を有するチップボディと、このチップボディの先端に接続され、軸方向に延びる第1のワイヤ挿通孔を有するガイド体と、このガイド体の先端に接続され、弾性的に縮径可能な第2のワイヤ挿通孔を有する給電チップと、上記ガイド体に対して軸方向にスライド移動可能であり、上記ガイド体ないし上記給電チップを取り囲む筒状のスライド部材と、上記スライド部材を上記ガイド体の基端方向に付勢する弾性部材と、上記チップボディに対して絶縁部材を介して支持され、上記チップボディ、ないし上記スライド部材を取り囲む筒状のノズルと、を備え、上記スライド部材は、上記給電チップに弾性的に接触して上記第2のワイヤ挿通孔を縮径させる溶接トーチであって、上記チップボディの上記中心孔を通じて送り込まれる気体の圧力が所定圧力以上となったとき、上記弾性部材による付勢力に抗して上記スライド部材が上記ガイド体ないし上記給電チップに対してその先端方向に相対移動するように構成されていることを特徴とする。
【0012】
上記の構成によれば、たとえばエアブロー用のエアを所定以上の圧力で溶接トーチに送り込むことにより、給電チップに対するスライド部材の接触を解除し、給電チップとスライド部材との間にエア通路を形成することができる。このようなエア通路を高速で通過するエアにより、溶接トーチの先端、とりわけ、給電チップの先端付近に堆積したワイヤ削り粉等を効果的に除去することができ、溶接トーチを分解することなく、その内部に堆積したワイヤ削り粉を容易に除去することができる。
【0013】
好ましい実施の形態では、上記給電チップは、筒状の基部と、この基部から先端方向に延びる複数の分割片とを有して構成され、上記複数の分割片が弾性揺動することにより、上記第2のワイヤ挿通孔が弾性的に縮径可能である。
【0014】
好ましい実施の形態ではまた、上記給電チップの上記複数の分割片の外面と、上記スライド部材の内面のいずれか一方または双方には、斜面が形成されており、上記スライド部材が上記弾性部材の付勢力を受けて上記給電チップに接触するとき、上記斜面の作用により、上記複数の分割片が弾性揺動して、上記第2のワイヤ挿通孔が弾性的に縮径させられる。
【0015】
好ましい実施の形態ではさらに、通常状態において、上記スライド部材の基端部は上記チップボディの先端部外面にオーバラップしており、上記スライド部材が上記チップボディないし上記給電チップに対してその先端方向に相対移動したとき、上記スライド部材の基端部と上記ガイド体の先端部との間には、上記ノズルの内部空間につながる間隙が形成される。この場合において好ましくは、上記ガイド体には、その内側と外側とを連通させる通気孔が形成されている。
【0016】
本発明の第2の側面によって提供される溶接装置は、上記第1の側面に係る溶接トーチを備え、上記溶接トーチにシールドガスを送り込むシールドガス送給手段と、上記溶接トーチにエアを送り込むエア送給手段とを備え、上記エア送給手段は、上記所定圧力以上のエアを送り込むことが可能であることを特徴とする。
【0017】
本願発明のその他の特徴および利点は、図面を参照して以下に行う詳細な説明から、より明らかとなろう。
【図面の簡単な説明】
【0018】
【図1】本発明の溶接トーチを備えた溶接装置の一例の全体構成図である。
【図2】本発明の溶接トーチの一例の縦断面図である。
【図3】図2の溶接トーチに組み込まれる給電チップの説明図であり、(a)は正面図、(b)は側面図、(c)は背面図である。
【図4】図2に示す溶接トーチの要部拡大図である。
【図5】図2に示す溶接トーチの作用説明図である。
【発明を実施するための形態】
【0019】
以下、本発明の好ましい実施の形態につき、図面を参照して具体的に説明する。
【0020】
図1は、本発明の溶接トーチ200を用いた溶接装置100の一例としての溶接ロボットの全体構成図である。複数のアームからなるマニピュレータ110の手首部111には、溶接トーチ200が取り付けられている。ワイヤリール120に巻かれた溶接ワイヤは、コンジットパイプ130に通され、マニピュレータ110に搭載されたワイヤ送給機112によって溶接トーチ200に送給される。ワイヤ送給機112を経た溶接ワイヤは、一線式パワーケーブル140にガイドされてその内部を送給される。
【0021】
溶接トーチ200には、溶接用電源装置190から一線式パワーケーブル140を介して電力が供給され、この電力は、後記する給電チップ600を介して溶接ワイヤに給電される。溶接トーチ200にはまた、ガスボンベ150からのシールドガスと、圧縮空気発生源160からのエアブロー用の圧縮空気が供給される。シールドガスの供給および停止、圧縮空気の供給および停止は、図示しない弁装置を切り替えて行う。
【0022】
ティーチペンダント170からロボット制御装置180に指令信号が入力され、このロボット制御装置180からの信号がマニピュレータ110に入力されて、溶接トーチ200の先端位置が制御される。ロボット制御装置180はまた、溶接ワイヤの送給、シールドガスの送給、およびエアブロー用の圧縮空気の送給をも制御する。
【0023】
図2ないし図5は、本発明の溶接トーチ200の一実施形態を示す。この溶接トーチ200は、消耗電極ガスシールドアーク溶接を行うように構成されたものであり、管状のトーチボディ210の先端に連結されたチップボディ300に対し、ガイド体500、給電チップ600、スライド部材700、およびノズル250等を支持して構成されている。
【0024】
チップボディ300は、導電性材料からなり、基端の大径部320の内面に形成された雌ねじ325をトーチボディ210の先端部外周に形成された雄ねじ212に螺合することにより、トーチボディ210に対して同一の軸線をもつように接続されている。チップボディ300は、軸方向に延びる中心孔310を有しており、この中心孔310は、トーチボディ210の中心孔211と軸方向に連続させられている。これら中心孔211,310には、コイルライナ240が挿通され、このコイルライナ240は、チップボディ300の先端付近まで延びている。
【0025】
チップボディ300の軸方向中間部の外面には、絶縁ブッシュ230が、上記大径部320に対して先端側に隣接するようにして、絶縁ブッシュ230の内面に形成した雌ねじ233をチップボディ300の外面に形成した雄ねじ315に螺合させることにより、固定されている。この絶縁ブッシュ230の先端側外周には口金231が一体化されており、この口金231には、ノズル250がその基端内面に形成した雌ねじ251を口金231の外面に形成した雄ねじ232に螺合させることにより、取り付けられている。
【0026】
チップボディ300の先端部には、中心孔310と外部とを連通させる通気孔330が形成されており、この通気孔330は、後記するオリフィス部材220と協働して、中心孔310に供給されたシールドガスをノズル250の内部空間に放出するシールドガス通路を形成する。
【0027】
チップボディ300の先端部の外面には、オリフィス部材220が套嵌されている。このオリフィス部材220は、基端側に外向フランジ221を有する筒状の部材であり、内面における軸方向中間部には拡径部222が形成されているとともに、この拡径部222の内外を連通させるオリフィス孔223が形成されている。このオリフィス部材220は、拡径部222に通気孔330が臨むように軸方向の位置を選択してチップボディ300に套嵌されている。これにより、チップボディ300の中心孔310、通気孔330、拡径部222、オリフィス孔223ないしノズル250の内部空間が連通させられ、中心孔310からノズル250の内部空間に至るシールドガス通路が形成される。また、オリフィス部材220の外向フランジ221は、ノズル250の基端部内面と干渉して、ノズル250の基端側へのシールドガスの漏出を阻止する。
【0028】
チップボディ300の先端部には、導電性部材からなるガイド体500が接続されている。ガイド体500は、チップボディ300と同一軸線をもつ筒状をしており、軸方向に延びる第1のワイヤ挿通孔510を有する。このガイド体500は、その基端部外面に形成した雄ねじ505をチップボディ300の先端部内面に形成した雌ねじ340に螺合することにより、チップボディ300に接続される。このガイド体500の先端部には、後記する給電チップ600の基端を受容して接続するための拡径孔520が形成されているとともに、この拡径孔520を囲む壁には、この壁の内外を連通させる通気孔525が形成されている。なお、第1のワイヤ挿通孔510は、挿通される溶接ワイヤの直径に対して十分大径としてある。
【0029】
ガイド体500の先端部には、導電性部材からなる給電チップ600が接続されている。給電チップ600は、図3によく表れているように、筒状の基部610と、この基部610から先端側に延びる複数の分割片620とを有し、筒状の基部610をガイド体500の先端部の拡径孔520に圧入するなどしてガイド体500に接続される。各分割片620は、スリット630を挟んで環状に配置されており、全体として、筒状を呈し、この給電チップ600は、全体として、筒状の基部610の外径と同じ一般外径を有する。この給電チップ600はまた、軸方向に延びる第2のワイヤ挿通孔640を有しており、この第2のワイヤ挿通孔640は、ガイド体500の第1のワイヤ挿通孔510の内径よりわずかに小径の基端側第1部分641と、挿通される溶接ワイヤの直径よりわずかに大径の先端側第2部分642とを有する。各分割片620はまた、その基端側の外面を凹入させて薄肉化することにより、内外方向に揺動するようにして容易に弾性変形しうる。各分割片620の外面には、基端側に向かうほど半径方向突出量が増大する斜面622が形成された突起621が形成されている。
【0030】
ガイド体500には、このガイド体500ないし給電チップ600を取り囲む筒状のスライド部材700が軸方向にスライド可能に套嵌されている。この実施形態においてこのスライド部材700は、チップボディ300の先端部の外周と対応した内径を有し、ガイド体500の外面との間に一定の環状空間を形成するスライドボディ710と、このスライドボディ710の先端に接続されたチップホルダ720とを備える。このスライド部材700は、スライドボディ710の内面から突出してガイド体500の外周面に摺接する環状凸部711と、ガイド体500の先端部外周に係着させた止め輪530との間にガイド体500を囲むようにして介装した弾性体としての圧縮コイルバネ730により、常時基端方向に弾力付勢される。このスライド部材700は、通常状態においては、図4に示すようにスライドボディ710の基端がチップボディ300の先端外面にオーバラップし、軸方向先端側に移動したときには、図5に示すようにスライドボディ710の基端とチップボディ300の先端との間に間隙Sが形成されるように組み合わされる。
【0031】
チップホルダ720は、給電チップ600の先端部(各分割片620)を収容するとともに、先端に開口する保持孔721を有し、外面に形成した雄ねじ723をスライドボディ710の先端部内面に形成した雌ねじ712に螺合することにより、スライドボディ710に接続されている。このチップホルダ720の保持孔721の基端側には、基端側ほど拡径する斜面722を有し、この斜面722は、給電チップ600の各分割片620における斜面622に接触しうる。保持孔721の先端開口部には、セラミック等でできた溶着防止部材724が嵌合保持されている。
【0032】
図示しない溶接ワイヤは、コイルライナ240にガイドされつつ、ガイド体500の第1のワイヤ挿通孔510、給電チップ600の第2のワイヤ挿通孔640に挿通され、チップホルダ720の先端開口から導出される。
【0033】
次に、上記した実施形態に係る溶接トーチ200および溶接装置100の作用を説明する。
【0034】
通常の溶接作動時においては、図4に表れているように、圧縮コイルバネ730によって常時基端方向に付勢されるスライド部材700におけるチップホルダ720の斜面722が給電チップ600の各分割片620の斜面622を押圧して各分割片620を弾性的に内方へ撓ませるため、第2のワイヤ挿通孔640が縮径し、その内面が強制加圧状態において確実に溶接ワイヤの外面に接触する。これにより、溶接ワイヤに対する安定した給電が行われる。なお、このとき、弁装置(図示略)は、ガスボンベ150からシールドガスを送給する状態となっており、こうして溶接トーチ200まで送給されるシールドガスは、チップボディ300の通気孔330、オリフィス部材220を介して上記したようにノズル250の内部空間に放出される。このようなシールドガスは、一部、ガイド体500の内部や給電チップ600の内部に至るが、圧縮コイルバネ730の弾力を所定のように設定しておくことにより、通常のシールドガスの供給圧力によっては、スライド部材700が圧縮コイルバネ730の弾力に抗して先端方向に移動することはない。
【0035】
すでに説明したように、ワイヤ送給機112による送給力を受ける際に表面に打痕や傷がついた溶接ワイヤが溶接トーチ200まで送給される間に削り粉が生じ、この削り粉は、溶接トーチ200の先端まで運ばれる。この種の強制加圧給電型の溶接トーチ200においては、給電チップ600が特殊な構造を有しているため、より一層削り粉が堆積しやすい。また、上記したように、給電チップ600が溶接ワイヤの表面に対して加圧接触しているため、このことによっても削り粉が発生して堆積しやすい。
【0036】
溶接トーチ200に堆積した削り粉等を除去する必要が生じた場合には、給電をオフにするとともに溶接ワイヤをその先端がたとえばガイド体500付近に位置するまで引き戻し、弁装置(図示略)を切り替えて圧縮空気発生源160から所定圧力のエアを溶接トーチ200に送り込む。そうすると、このエアの一部はオリフィス部材220を通る経路でノズル250の内部空間に放出され、一部はガイド体500の第1のワイヤ挿通孔510、給電チップ600の第2のワイヤ挿通孔640を経ててチップホルダ720の先端開口から放出される。このようなエアの流れによっても、溶接トーチ200の内部の堆積した削り粉のある程度の除去作用を期待することができるが、この実施形態に係る溶接トーチ200では、さらに次のような削り粉の除去作用を期待することができる。
【0037】
すなわち、エアの送給圧力を所定の高圧とすることにより、スライド部材700は、かかるエア圧を受けて、図5に示すように、圧縮コイルバネ730の弾力に抗して先端側に移動させられる。そうすると、チップホルダ720の斜面722と給電チップ600の各分割片620の斜面622との間が離間してこの部にエア通路が形成されるとともに、各分割片620が自然状態に戻って各分割片620間のスリット630の幅が拡大する。さらに、スライドボディ710の基端とチップボディ300の先端との間に排気用の間隙Sが形成される。本実施形態においては、ガイド体500に通気孔525が形成されているので、この通気孔525を介してガイド体500の外側にエア圧を伝え、スライド部材700を効果的に先端側に移動させることができる。
【0038】
このとき、図5に矢印で示すように、給電チップ600の各分割片620間の拡大したスリット630、チップホルダ720の斜面722と各分割片620の斜面622とが離間して形成されるエア通路を勢いよく流れるエアによって溶接トーチ200の内部の各所に堆積した削り粉等の塵埃は効果的に除去され、エアとともにスライドボディ710の基端とチップボディ300の先端との間の間隙Sからノズル250の内部空間に放出されるのである。
【0039】
また、溶接ワイヤを引き戻すことなく、チップホルダ720の先端開口から延出した状態において上記した削り粉除去操作を行ってもよい。この場合、チップホルダ720の先端開口が溶接ワイヤによって塞がれるので、より小さなエア圧力によっても、スライド部材700を圧縮コイルバネ730の弾力に抗して先端側に移動させ、上記したようなエアの流れを実現することができる。
【0040】
なお、上記したような溶接トーチ200の内部の削り粉除去作用は、エア圧を周期的に変化させ、スライド部材700を軸方向に繰り返し往復移動させると、より効果的となる。すなわち、エアの流れが脈動状態となることにより堆積した削り粉に振動を与えてこれを付着対象から効果的に剥離させることができるとともに、給電チップ600の各分割片620がチップホルダ720の斜面722による叩打を繰り返し受けて振動し、付着している削り粉が振動により払い落とされるからである。
【0041】
溶接トーチ200の先端、すなわち、ノズル250の先端内面や、チップホルダ720は、溶接箇所から飛散するスパッタが付着して汚れるが、実施形態に係る上記の溶接トーチ200においては、このようなスパッタを、通常より高圧で勢いよく流れてノズル250の内部空間に放出されるエア、あるいは、チップホルダ720の先端開口から放出させられるエアにより、効果的に除去することもできる。
【0042】
もちろん、本発明の範囲は上記した実施形態に限定されるものではなく、各請求項に記載した事項の範囲内でのあらゆる変更は、すべて本発明の範囲に包摂される。
【0043】
圧縮空気発生源としては、ポンプとアキュムレータを組み合わせた構成のほか、工場内施設として装備されている圧縮空気供給配管に接続するようにしても、もちろんよい。
【0044】
実施形態において、基端方向に弾力付勢されているスライド部材700によって給電チップ600の第2のワイヤ挿通孔640を弾性的に縮径させるための構成として、給電チップ600の各分割片620とスライド部材700の双方に互いに当接する斜面622,722を形成しているが、このような斜面は、いずれか一方に形成し、他方には、斜面に当接するたとえば突起状の部分を設けるだけでもよい。
【0045】
さらに、実施形態においては、圧縮空気発生源から供給される高圧のエアを溶接トーチ200内に送り込んで削り粉除去作用をさせるようにしているが、圧縮空気発生源に代えて、シールドガスを用いるように構成してもよい。すなわち、シールドガスの供給路にロポット制御装置180によって制御可能な圧力調整装置を設け、シールドガスの溶接トーチ200への供給を、通常の溶接作動時には通常の圧力で、削り粉除去作用をさせる時には所定の高圧で行うように構成することもできる。
【符号の説明】
【0046】
100 溶接装置
150 ガスボンベ(シールドガス送給手段)
160 圧縮空気発生源(エア送給手段)
200 溶接トーチ
250 ノズル
300 チップボディ
500 ガイド体
510 第1のワイヤ挿通孔
525 通気孔
600 給電チップ
620 分割片
622 斜面(分割片の)
640 第2のワイヤ挿通孔
700 スライド部材
730 圧縮コイルバネ(弾性部材)
722 斜面
【特許請求の範囲】
【請求項1】
軸方向の中心孔を有するチップボディと、このチップボディの先端に接続され、軸方向に延びる第1のワイヤ挿通孔を有するガイド体と、このガイド体の先端に接続され、弾性的に縮径可能な第2のワイヤ挿通孔を有する給電チップと、上記ガイド体に対して軸方向にスライド移動可能であり、上記ガイド体ないし上記給電チップを取り囲む筒状のスライド部材と、上記スライド部材を上記ガイド体の基端方向に付勢する弾性部材と、上記チップボディに対して絶縁部材を介して支持され、上記チップボディ、ないし上記スライド部材を取り囲む筒状のノズルと、を備え、上記スライド部材は、上記給電チップに弾性的に接触して上記第2のワイヤ挿通孔を縮径させる溶接トーチであって、
上記チップボディの上記中心孔を通じて送り込まれる気体の圧力が所定圧力以上となったとき、上記弾性部材による付勢力に抗して上記スライド部材が上記ガイド体ないし上記給電チップに対してその先端方向に相対移動するように構成されていることを特徴とする、溶接トーチ。
【請求項2】
上記給電チップは、筒状の基部と、この基部から先端方向に延びる複数の分割片とを有して構成され、上記複数の分割片が弾性揺動することにより、上記第2のワイヤ挿通孔が弾性的に縮径可能である、請求項1に記載の溶接トーチ。
【請求項3】
上記給電チップの上記複数の分割片の外面と、上記スライド部材の内面のいずれか一方または双方には、斜面が形成されており、上記スライド部材が上記弾性部材の付勢力を受けて上記給電チップに接触するとき、上記斜面の作用により、上記複数の分割片が弾性揺動して、上記第2のワイヤ挿通孔が弾性的に縮径させられる、請求項2に記載の溶接トーチ。
【請求項4】
通常状態において、上記スライド部材の基端部は上記チップボディの先端部外面にオーバラップしており、上記スライド部材が上記ガイド体ないし上記給電チップに対してその先端方向に相対移動したとき、上記スライド部材の基端部と上記チップボディの先端部との間には、上記ノズルの内部空間につながる間隙が形成される、請求項1ないし3のいずれかに記載の溶接トーチ。
【請求項5】
上記ガイド体には、その内側と外側とを連通させる通気孔が形成されている、請求項4に記載の溶接トーチ。
【請求項6】
請求項1ないし5のいずれかに記載の溶接トーチを備え、上記溶接トーチにシールドガスを送り込むシールドガス送給手段と、上記溶接トーチにエアを送り込むエア送給手段とを備え、上記エア送給手段は、上記所定圧力以上のエアを送り込むことが可能であることを特徴とする、溶接装置。
【請求項1】
軸方向の中心孔を有するチップボディと、このチップボディの先端に接続され、軸方向に延びる第1のワイヤ挿通孔を有するガイド体と、このガイド体の先端に接続され、弾性的に縮径可能な第2のワイヤ挿通孔を有する給電チップと、上記ガイド体に対して軸方向にスライド移動可能であり、上記ガイド体ないし上記給電チップを取り囲む筒状のスライド部材と、上記スライド部材を上記ガイド体の基端方向に付勢する弾性部材と、上記チップボディに対して絶縁部材を介して支持され、上記チップボディ、ないし上記スライド部材を取り囲む筒状のノズルと、を備え、上記スライド部材は、上記給電チップに弾性的に接触して上記第2のワイヤ挿通孔を縮径させる溶接トーチであって、
上記チップボディの上記中心孔を通じて送り込まれる気体の圧力が所定圧力以上となったとき、上記弾性部材による付勢力に抗して上記スライド部材が上記ガイド体ないし上記給電チップに対してその先端方向に相対移動するように構成されていることを特徴とする、溶接トーチ。
【請求項2】
上記給電チップは、筒状の基部と、この基部から先端方向に延びる複数の分割片とを有して構成され、上記複数の分割片が弾性揺動することにより、上記第2のワイヤ挿通孔が弾性的に縮径可能である、請求項1に記載の溶接トーチ。
【請求項3】
上記給電チップの上記複数の分割片の外面と、上記スライド部材の内面のいずれか一方または双方には、斜面が形成されており、上記スライド部材が上記弾性部材の付勢力を受けて上記給電チップに接触するとき、上記斜面の作用により、上記複数の分割片が弾性揺動して、上記第2のワイヤ挿通孔が弾性的に縮径させられる、請求項2に記載の溶接トーチ。
【請求項4】
通常状態において、上記スライド部材の基端部は上記チップボディの先端部外面にオーバラップしており、上記スライド部材が上記ガイド体ないし上記給電チップに対してその先端方向に相対移動したとき、上記スライド部材の基端部と上記チップボディの先端部との間には、上記ノズルの内部空間につながる間隙が形成される、請求項1ないし3のいずれかに記載の溶接トーチ。
【請求項5】
上記ガイド体には、その内側と外側とを連通させる通気孔が形成されている、請求項4に記載の溶接トーチ。
【請求項6】
請求項1ないし5のいずれかに記載の溶接トーチを備え、上記溶接トーチにシールドガスを送り込むシールドガス送給手段と、上記溶接トーチにエアを送り込むエア送給手段とを備え、上記エア送給手段は、上記所定圧力以上のエアを送り込むことが可能であることを特徴とする、溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−71174(P2013−71174A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−213999(P2011−213999)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]