
溶接装置
【課題】グロビュール移行領域の内外で安定した溶接を行なうことができる溶接装置を提供する。
【解決手段】溶接装置は、炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう。短絡期間の後に続くアーク期間の初期の第1アーク期間Ta1にハイレベル電流が出力され、アーク期間の後期の第2アーク期間Ta2に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、電源回路が制御される。ワイヤを送給速度の速度設定値が所定範囲X2外である場合に比べて、速度設定値が所定範囲X2内である場合には、ハイレベルベース電流に重畳する所定の周期で増減する波形の振幅が増加される。これにより短絡移行領域でもグロビュール移行領域でも安定した溶接が可能となる。
【解決手段】溶接装置は、炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう。短絡期間の後に続くアーク期間の初期の第1アーク期間Ta1にハイレベル電流が出力され、アーク期間の後期の第2アーク期間Ta2に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、電源回路が制御される。ワイヤを送給速度の速度設定値が所定範囲X2外である場合に比べて、速度設定値が所定範囲X2内である場合には、ハイレベルベース電流に重畳する所定の周期で増減する波形の振幅が増加される。これにより短絡移行領域でもグロビュール移行領域でも安定した溶接が可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、溶接装置に関し、特に炭酸ガスアーク溶接を行なう溶接装置に関する。
【背景技術】
【0002】
特公平4−4074号公報(特許文献1)には、消耗電極と母材との間で短絡とアーク発生とを繰り返す消耗電極式アーク溶接方法が開示されている。この消耗電極式アーク溶接方法は、溶滴の形成過程と溶滴の母材への移行過程とを繰り返す。
【0003】
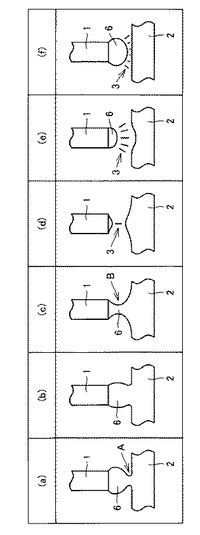
図16は、短絡とアーク発生とを繰り返す消耗電極式アーク溶接方法を説明するための図である。
【0004】
図16を参照して、短絡とアーク発生とを繰り返す消耗電極式アーク溶接方法では、以下に説明する(a)〜(f)の過程が順に繰り返し実行される。(a)溶滴が溶融池と接触した短絡初期状態、(b)溶滴と溶融池との接触が確実になって溶滴が溶融池に移行している短絡中期状態、(c)溶滴が溶融池側へ移行して溶接ワイヤと溶融池との間の溶滴にくびれが生じた短絡後期状態、(d)短絡が開放されてアークが発生した状態、(e)溶接ワイヤの先端が溶融して溶滴が成長するアーク発生状態、(f)溶滴が成長し溶融池と短絡する直前のアーク発生状態。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公平4−4074号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特公平4−4074号公報で示された従来の短絡移行溶接では、アークと短絡とが規則的に発生する。しかし、大きな電流(>200A)で炭酸ガスアーク溶接法によって溶接を行なう場合には、短絡を伴うグロビュール移行では、アーク反力によって溶滴がワイヤ上部にせり上がり、アーク時間が延びて周期的な短絡の発生が困難になり、アークと短絡とが不規則に発生する。
【0007】
このように、短絡とアークとの周期が不規則に変動すると、短絡時の溶滴サイズが不定となり、ビード止端部の揃いが悪くなる。
【0008】
また、高い電流は溶融池に対して不規則な位置に過大なアーク力を作用させるので溶融池を大きくかつ不規則に振動させ、特に溶融池を溶接方向と反対側に押し出すことでハンピングビードが発生し易くなる。
【0009】
特に、生産性を向上させるために溶接スピードを高速にすることが求められており、高速溶接では上記の問題の影響による溶接品質の劣化が顕著に現れてくる。なお、溶接スピードを高速にするためには、単位溶着量を稼ぐためにワイヤ送給速度を速くする必要がある。それに伴い、溶接電流が高くなるという関係がある。
【0010】
しかし、溶接スピードやワイヤ送給速度や溶接電流は溶接対象によって種々に選択されるので、溶接装置は上記の短絡を伴うグロビュール移行が発生する溶接スピード領域、ワイヤ送給速度領域または溶接電流領域(以下グロビュール移行領域という)以外の領域(たとえば短絡移行領域)でも使用される。したがって、溶接装置はグロビュール移行領域の内外で安定した溶接を行なうことが求められる。特に、グロビュール移行の領域に比べてワイヤ先端の溶滴サイズが小さく、溶融池も小さい短絡移行領域(軟鋼ソリッド、ワイヤ径1.2mm、概ね溶接電流100A以下)、あるいは,グロビュール移行領域中でも高い電流域では、溶接装置の制御をグロビュール移行領域の低い電流域と同様な制御を行ったのでは、溶融池やワイヤ先端の溶滴が暴れ易く、ビード外観を損ねる。
【0011】
この発明の目的は、グロビュール移行領域の内外で安定した溶接を行なうことができる溶接装置を提供することである。
【課題を解決するための手段】
【0012】
この発明は、要約すると、炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう溶接装置であって、トーチと母材との間に電圧を与えるための電源回路と、電源回路の電圧を制御する制御部とを含む。制御部は、短絡期間の後に続くアーク期間の初期の第1アーク期間にハイレベル電流が出力され、アーク期間の後期の第2アーク期間に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、電源回路を制御する。さらに制御部は、所定の周期で増減する波形をハイレベルベース電流に重畳してハイレベル電流が発生されるように電源回路を制御する。さらに制御部は、溶接電流の電流設定値またはトーチにワイヤを送給する速度の速度設定値が所定範囲外である場合に比べて、電流設定値または速度設定値が所定範囲内である場合には、波形の振幅を増加させる。
【0013】
好ましくは、電源回路は、制御部の制御下でトーチに対して電流を供給する供給経路のインダクタンス値が可変に制御可能に構成される。制御部は、電流設定値または速度設定値が所定範囲よりも小さい場合には、電流設定値または速度設定値が所定範囲内である場合よりも、第2アーク期間における電源回路のインダクタンス値を減少させる。
【0014】
好ましくは、波形は、三角波または正弦波である。
好ましくは、制御部は、短絡期間中に溶滴のくびれを検出した場合には短絡電流を減少させるくびれ検出制御を行なう。
【発明の効果】
【0015】
本発明によれば、短絡移行となる電流域ではハイレベルベース電流に重畳する三角波の振幅を小さくまたはゼロとし、グロビュール移行となる電流域で三角波の振幅が最大振幅となるようにする。これにより、短絡移行となる電流域においてもグロビュール移行となる電流域においても溶滴の飛散が低減し、スパッタの少ない溶接が可能となる。
【図面の簡単な説明】
【0016】
【図1】実施の形態1に係る溶接装置のブロック図である。
【図2】図1の振幅設定回路WHおよびインダクタンス設定回路LRに記憶されている関数の一例を示した図である。
【図3】一般的な溶接装置の等価回路図である。
【図4】式(5)に対応する等価回路を示した図である。
【図5】実施の形態1に係る溶接装置でグロビュール移行となる電流域のうち低電流域において溶接を行なう際の溶接電圧および溶接電流を示した動作波形図である。
【図6】図5の点Paにおける溶接部分の状態を示した図である。
【図7】図5の点Pbにおける溶接部分の状態を示した図である。
【図8】図5の点Pcにおける溶接部分の状態を示した図である。
【図9】図5の点Pdにおける溶接部分の状態を示した図である。
【図10】実施の形態1に係る溶接装置で短絡移行となる電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【図11】実施の形態1に係る溶接装置でグロビュール移行領域のうち高めの電流域において溶接を行なう際の溶接電流を示した動作波形図である。
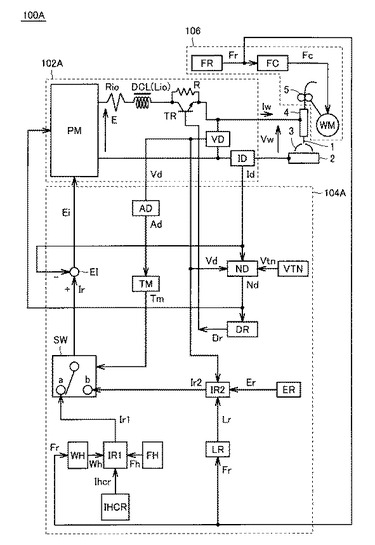
【図12】実施の形態2に係る溶接装置100Aの構成を示したブロック図である。
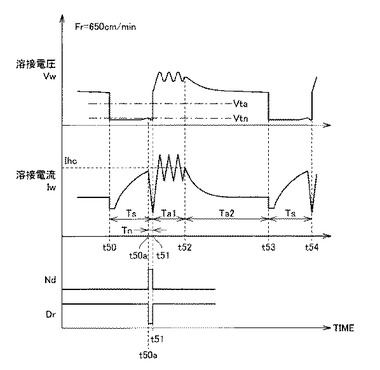
【図13】実施の形態2に係る溶接装置で溶接を行なう際の溶接電圧および溶接電流と制御信号とを示した動作波形図である。
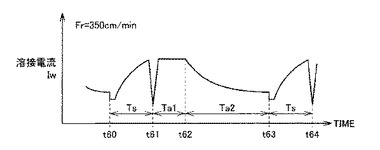
【図14】実施の形態2に係る溶接装置で短絡移行となる電流域において溶接を行なう際の溶接電流を示した動作波形図である。
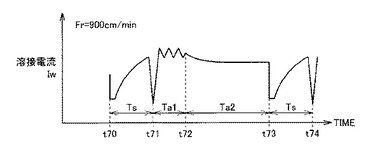
【図15】実施の形態2に係る溶接装置でグロビュール移行領域のうち高めの電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【図16】短絡とアーク発生とを繰り返す消耗電極式アーク溶接方法を説明するための図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。なお、図中同一または相当部分には同一の符号を付して、その説明は繰り返さない。
【0018】
なお、本実施の形態で説明する溶接方法は、短絡状態とアーク状態を繰り返す溶接方法であり、パルスアーク溶接方法とは異なる。
【0019】
[実施の形態1]
図1は、実施の形態1に係る溶接装置のブロック図である。
【0020】
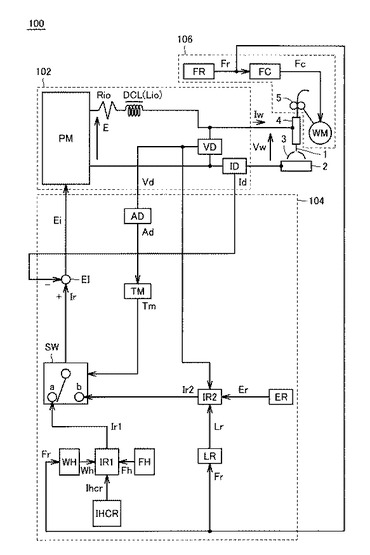
図1を参照して、溶接装置100は、電源回路102と、電源制御装置104と、ワイヤ送給装置106と、溶接トーチ4とを含む。
【0021】
電源制御装置104は、電源回路102を制御して溶接トーチ4に出力される溶接電流Iwおよび溶接電圧Vwが溶接に適した値となるように制御する。
【0022】
ワイヤ送給装置106は、溶接トーチ4に溶接ワイヤ1を送給する。炭酸ガスを主成分とするシールドガスが、溶接トーチ4の先端部分から放出される。溶接トーチ4の先端から突出した溶接ワイヤ1と母材2との間でアーク3が発生し、溶接ワイヤ1が溶融して母材を溶接する。ワイヤ送給装置106は、送給速度設定回路FRと、送給制御回路FCと、送給モータWMと、送給ロール5とを含む。
【0023】
電源回路102は、電源主回路PMと、抵抗値Rioと、リアクトルDCLと、電圧検出回路VDと、電流検出回路IDとを含む。
【0024】
電源主回路PMは、3相200V等の商用電源(図示せず)を入力として、後述する電流誤差増幅信号Eiに従ってインバータ制御による出力制御を行い、出力電圧E及び溶接電流Iwを出力する。図示しないが、電源主回路PMは、例えば、商用電源を整流する1次整流器と、整流された直流を平滑するコンデンサと、平滑された直流を高周波交流に変換するインバータ回路と、高周波交流をアーク溶接に適した電圧値に降圧する高周波変圧器と、降圧された高周波交流を整流する2次整流器と、電流誤差増幅信号Eiを入力としてパルス幅変調制御を行い、この結果に基づいて上記のインバータ回路を駆動する駆動回路とを含んで構成される。
【0025】
リアクトルDCLは、電源主回路PMの出力を平滑する。
送給速度設定回路FRは、予め定められた送給速度設定値に相当する送給速度設定信号Frを出力する。送給制御回路FCは、送給速度設定信号Frの値に相当する送給速度で溶接ワイヤ1を送給するための送給制御信号Fcを送給モータWMに出力する。溶接ワイヤ1は、ワイヤ送給装置106の送給ロール5の回転によって溶接トーチ4内を通って送給され、母材2との間にアーク3が発生する。
【0026】
電流検出回路IDは、溶接電流Iwを検出して、溶接電流検出信号Idを出力する。電圧検出回路VDは、溶接電圧Vwを検出して、溶接電圧検出信号Vdを出力する。
【0027】
電源制御装置104は、アーク検出回路ADと、タイマー回路TMと、振幅中心電流設定回路IHCRと、周波数設定回路FHと、振幅設定回路WHと、第1溶接電流設定回路IR1と、インダクタンス設定回路LRと、出力電圧設定回路ERと、第2溶接電流設定回路IR2と、溶接電流設定切換回路SWと、電流誤差増幅回路EIとを含んで構成される。
【0028】
アーク検出回路ADは、溶接電圧検出信号Vdを入力信号として受けて、溶接電圧検出信号Vdの値が閾値以上になったことによってアークの発生を判別するとハイ(High)レベルになるアーク検出信号Adを出力する。タイマー回路TMは、アーク検出信号Adを入力信号として受けて、アーク検出信号Adがハイレベルになってから予め定めた期間ハイレベルになるタイマー信号Tmを出力する。
【0029】
振幅中心電流設定回路IHCRは、予め定めたハイレベルベース電流である振幅中心電流設定信号Ihcrを出力する。周波数設定回路FHは、予め定めた周波数設定信号Fhを出力する。振幅設定回路WHは、送給速度設定回路FRから出力された送給速度設定信号Frを入力信号として受けて、予め定めた関数に従って振幅設定信号Whを出力する。
【0030】
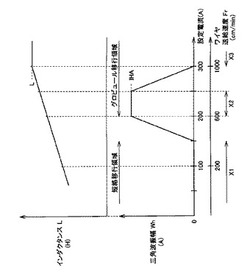
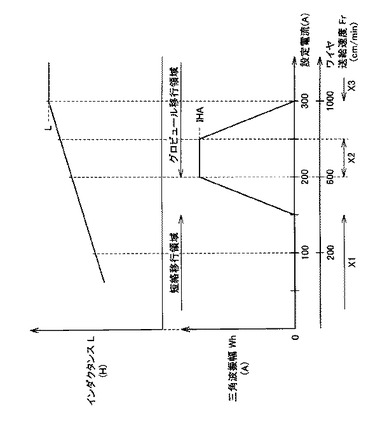
図2は、図1の振幅設定回路WHおよびインダクタンス設定回路LRに記憶されている関数の一例を示した図である。図2の下段に示すように、設定電流(溶接平均電流)が短絡移行となる電流域ではハイレベルベース電流に重畳する三角波の振幅をゼロとするように振幅設定信号Whが設定されている。
【0031】
また、設定電流が150Aを超えて高くなるとともに三角波の振幅を増加させ、グロビュール移行となる電流域のうち低電流域で最大振幅IHAとなるように振幅設定信号Whが設定されている。
【0032】
また、設定電流がさらに高くなると300Aで三角波の振幅がゼロとなるように振幅設定信号Whが設定されている。
【0033】
このように設定された振幅設定信号Whを、図1の振幅設定回路WHは出力する。設定電流とワイヤ送給速度とは略比例関係があり、通常は溶接装置にはワイヤ送給速度が設定される。
【0034】
溶接ワイヤの溶融速度Vmは、Vm=αI+βI2Rであらわされる。ここで、α,βは係数を示し、Iは溶接電流を示し、Rは溶接ワイヤがトーチ先端のコンタクトチップから突出している部分(突き出し長さ)の抵抗値を示す。溶接電流Iを増加させると溶接ワイヤの溶融速度Vmも大きくなることが分かる。良好な溶接が行なわれていれば、通常は溶接ワイヤの溶融速度Vmはワイヤ送給速度に一致する。
【0035】
したがって、図2の横軸には、設定電流とこれに対応するワイヤ送給速度が併記されている。なお、この対応に限定されるものではなく、併記した対応するワイヤ送給速度は一例であって、溶接条件(ワイヤ径など)によって対応する送給速度は種々に変化する。この場合でも、実験的にあらかじめ求めてワイヤ送給速度に対する三角波振幅の関数を設定することが可能である。
【0036】
さらに、好ましくは、図2の上段に示すように、三角波の振幅の設定をワイヤ送給速度に応じて変化させることに加えて、定電圧制御におけるインダクタンスの値を変化させてもよい。すなわち、短絡移行となる低電流域では,定電圧制御におけるインダクタンスの値を小さくすることで短絡の回数を増加させる。これによって、溶滴の大きさが一層適切に制御される。図2の上段に示す関数が、図1のインダクタンス設定回路LRに記憶されている。
【0037】
再び、図1を参照して、第1溶接電流設定回路IR1は、振幅中心電流設定信号Ihcr、周波数設定信号Fh及び振幅設定信号Whを入力信号として受けて、第1溶接電流設定信号Ir1を出力する。
【0038】
電源制御装置104のうち、振幅中心電流設定回路IHCRと、周波数設定回路FHと、振幅設定回路WHと、第1溶接電流設定回路IR1とは、後に説明するアーク期間初期のハイレベル電流を発生するための回路である。
【0039】
電源制御装置104のうち、インダクタンス設定回路LRと、出力電圧設定回路ERと、第2溶接電流設定回路IR2とは、後に説明するアーク期間後期においてリアクトルをワイヤ送給速度に応じて変化させながら定電圧制御を行なうための回路である。ここで、第2溶接電流設定回路IR2の説明の前に、電子リアクトル制御について説明する。
【0040】
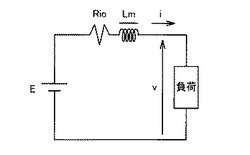
図3は、一般的な溶接装置の等価回路図である。Eは定電圧源を示し、Lmは目標インダクタンス値を示し、Rioは溶接装置内外の抵抗値を示す。この抵抗値Rioは溶接電源内部の配線抵抗値及び溶接用ケーブルの抵抗値の合算値である。また、vは、負荷に印加される電圧を示し、iは負荷に流れる溶接電流を示す。図3の等価回路は下式(1)で表すことができる。
【0041】
E=Rio・i+Lm・di/dt+v …(1)
上式において、抵抗値Rioは小さな値であるので、無視することができる。このために、式(1)は下記の式(2)のようになる。
【0042】
E=Lm・di/dt+v …(2)
式(2)を整理すると、下式(3)となる。
【0043】
di/dt=(E−v)/Lm …(3)
両辺を積分すると、下式(4)となる。
【0044】
i=∫((E−v)/Lm)・dt …(4)
ここで、溶接電流iを第2溶接電流設定値Ir2に置換し、出力電圧Eを出力電圧設定値Erに置換し、目標インダクタンス値Lmをインダクタンス設定値Lrに置換すると、下式(5)が得られる。
【0045】
Ir2=∫((Er−v)/Lr)・dt …(5)
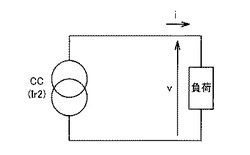
図4は式(5)に対応する等価回路を示した図である。図4において、溶接電圧vを検出し、定電流源CCの溶接電流iに相当する第2溶接電流設定値Ir2が、上記式(5)の演算値となるように電源回路102を制御する。
【0046】
上述した電子リアクトル制御を行なうことによって、所望のインダクタンス値Lrを電子的に形成することができる。
【0047】
図1において、溶接電流iの通電経路には抵抗値Rio及びリアクトルDCL等による溶接装置の内外のインダクタンス値Lioが存在する。抵抗値Rioは、溶接電源の内部及び外部の配線による抵抗値である。上述したようにこの抵抗値Rioは小さいので無視することができる。インダクタンス値Lioは、溶接電源内部に設けられたリアクトル及び溶接用ケーブルの引き回しによるリアクトルの合算したインダクタンス値である。
【0048】
インダクタンス値Lioは20〜50μH程度である。後述するインダクタンス設定信号Lrの値は、このインダクタンス値Lioを含めた目標値である。すなわち、Lr=100μHとすると、Lioが20〜50μHで変化しても、電源回路102の全体としてのインダクタンス値は100μHになるように電源回路102が制御される。
【0049】
出力電圧設定回路ERは、予め定めた出力電圧設定信号Erを出力する。インダクタンス設定回路LRは、送給速度設定回路FRからの送給速度設定信号Frを入力信号として受けて、予め定めた設定関数に基づいて算出した値のインダクタンス設定信号Lrを出力する。この設定関数については、図2の上段に示される。
【0050】
第2溶接電流設定回路IR2は、上記の出力電圧設定信号Er、上記の溶接電圧検出信号Vd及び上記のインダクタンス設定信号Lrを入力信号として受けて、上述した式(5)に基づいて第2溶接電流設定信号Ir2=∫((Er−Vd)/Lr)・dtの演算を行い出力する。この積分の演算は、溶接中に行なわれる。
【0051】
溶接電流設定切換回路SWは、タイマー信号Tm、第1溶接電流設定信号Ir1及び第2溶接電流設定信号Ir2を入力信号として受ける。
【0052】
溶接電流設定切換回路SWは、タイマー信号Tmがハイ(High)レベルのときは入力端子a側に切り換わり第1溶接電流設定信号Ir1を溶接電流設定信号Irとして出力する。
【0053】
溶接電流設定切換回路SWは、タイマー信号Tmがロー(Low)レベルのときは入力端子b側に切り換わり第2溶接電流設定信号Ir2を溶接電流設定信号Irとして出力する。
【0054】
電流誤差増幅回路EIは、溶接電流設定信号Irと上記の溶接電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。溶接電流設定切換回路SWが、第1溶接電流設定信号Ir1を溶接電流設定信号Irとして出力するとき、即ち、後に図5以降で示す初期の第1アーク期間Ta1では、電流誤差が電源主回路PMにフィードバックされるので、定電流制御が行なわれる。
【0055】
溶接電流設定切換回路SWが、第2溶接電流設定信号Ir2を溶接電流設定信号Irとして出力するとき、即ち、後期の第2アーク期間Ta2と短絡期間Tsとでは、電源回路102のインダクタンス値が、溶接電流設定信号Irの値になるように電子リアクトル制御され、定電圧制御が行われる。
【0056】
この定電圧制御が行われる理由を説明する。図3に示した等価回路図において、定電圧電源の電圧E、目標インダクタンス値Lm、溶接電流iとしていた。そこで、溶接電流iを第2溶接電流設定値Ir2に、出力電圧Eを出力電圧設定値Erに及び目標インダクタンス値Lmをインダクタンス設定値Lrにそれぞれ置換したときに、上述した式(5)が導き出されている。逆にこの式(5)に基づいて第2溶接電流設定回路IR2が、第2溶接電流設定信号Ir2を流すように設定すると、電源主回路PMは定電圧電源となる。
【0057】
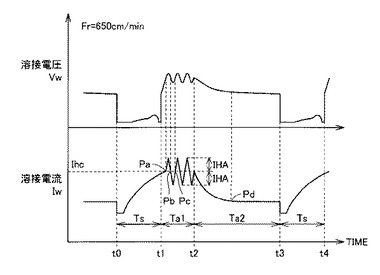
図5は、実施の形態1に係る溶接装置でグロビュール移行となる電流域の低電流域において溶接を行なう際の溶接電圧および溶接電流を示した動作波形図である。
【0058】
図5を参照して、溶接は、短絡期間Tsとアーク期間とが繰り返されることにより進行する。アーク期間は、初期の第1アーク期間Ta1と、後期の第2アーク期間Ta2とに分かれる。ワイヤ送給速度の設定値Frは例えば650cm/minである。このときは、図2の下段に示す関数によって振幅設定信号Whによって示される三角波振幅は最大値IHAに設定される。
【0059】
図1、図5を参照して、時刻t0〜t1の短絡期間Tsでは、溶接ワイヤ1と母材2とが接触して短絡電流が流れ溶接ワイヤ1の先端にジュール熱が発生し溶接ワイヤ1の先端部が高温となる。
【0060】
時刻t1で溶接ワイヤ1の先端部の溶滴が移行してアークが発生すると、電源制御装置104は、溶接電圧が急上昇したことに応じてアークが発生したことを判別する。これに応じて、電源制御装置104は、制御を定電流制御に切り替え、第1アーク期間Ta1に移行する。溶接電流は、振幅中心電流Ihcを中心値とするハイレベル電流まで上昇する。その後、一定期間溶接電流としてハイレベル電流が流される。このハイレベル電流は、アーク力による溶滴のせり上がりが発生しない程度の電流値に抑制される。この第1アーク期間Ta1に流れる溶接電流をハイレベル電流と呼ぶ。
【0061】
良好な溶接が行なわれている場合には溶接速度は溶接ワイヤの溶融速度Vmに一致する。溶接ワイヤの溶融速度Vmは、Vm=αI+βI2Rであらわされる。ここで、α,βは係数を示し、Iは溶接電流を示し、Rは溶接ワイヤがトーチ先端のコンタクトチップから突出している部分(突き出し長さ)の抵抗値を示す。溶接電流Iを増加させると溶接ワイヤの溶融速度Vmも大きくなることが分かる。
【0062】
しかし、溶接電流Iを増加すると溶滴に対して働く上向きのアーク力も増加する。アーク力は溶接電流Iの2乗に比例する。その一方で、溶滴には重力も働いているので、重力とアーク力がちょうど釣り合う電流値を境に、電流値が大きければ上向きの力が働き、電流値が小さければ下向きの力が働く。溶接電流Iに交流電流を重畳させると、溶滴には上向きの力と下向きの力が交互に働くことになる。本願発明者によれば、このように電流を増減させることにより上下向きの力を交互に溶滴に働かせた方が、全体的に電流を増加させて上向きの力を連続して溶滴に働かせるよりも溶滴が安定しており、スパッタを低減させることができることが分かった。そこで、本実施の形態では、第1アーク期間に電流を増減させて、溶滴の安定的かつ段階的な成長を図っている。
【0063】
時刻t1〜t2の第1アーク期間には、以下に説明する三角波を振幅中心電流Ihcに重畳させる。振幅中心電流Ihcは、振幅中心電流設定信号Ihcrで設定されるハイレベルベース電流に相当する。
【0064】
三角波は、振幅中心電流Ihc(200〜400A)を中心として、2.5kHz〜5kHzの周波数、+−50〜100Aの振幅とし、第1アーク期間Ta1は、0.3ms〜3.0msとする。例えば、振幅中心電流IhcがIhc=400A、振幅がIHA=+−100A、周波数がf=4kHzで、第1アーク期間がTa1=1.0msで、重畳する三角波は4周期というように第1アーク期間の長さと重畳する波形の周期数を設定しても良い。なお、重畳させる波形は三角波に限定されるものではなく、正弦波などの他の波形でも構わない。なお、図5では3周期の三角波が重畳されているが、三角波の重畳は3周期に限定されるものではなく、適宜増減することも可能である。
【0065】
以下、第1アーク期間Ta1における溶接部分の状態について詳細に説明する。
(期間1)三角波の0〜1/2周期
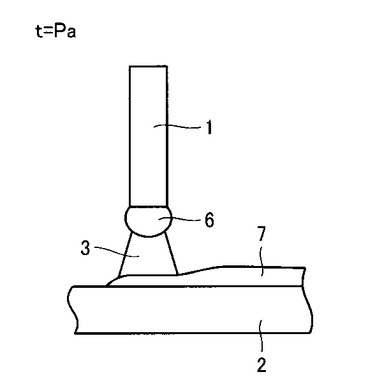
図6は、図5の点Paにおける溶接部分の状態を示した図である。点Paは、三角波の重畳が開始された点である。
【0066】
図6を参照して、溶接ワイヤ1の先端と母材2との間にはアーク3が発生している。アーク3による熱により溶接ワイヤ1の先端が加熱され先端部が溶融し、溶滴6が形成される。溶接ワイヤ1は送給装置によって母材2の方向に送給される。
【0067】
重畳した電流によってワイヤ溶融速度が増加し溶滴が大きくなり、溶滴にかかる力は1/4周期で最大となり、アーク反力によって溶滴のせり上がりが加速されようとする。しかし、1/2周期に向かって電流が減少するに伴いアーク反力も低下するので、せり上がりを防止することができる。
【0068】
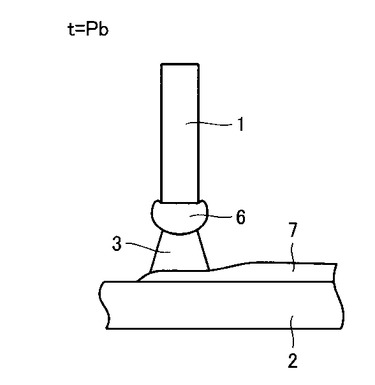
図7は、図5の点Pbにおける溶接部分の状態を示した図である。点Pbは、三角波の1/2周期が経過した点である。図7に示すように、溶接ワイヤ1の先端部の溶滴6は少し成長し、少しせり上がった状態となっている。
【0069】
(期間2)三角波の1/2〜3/4周期
この期間は、電源制御装置104によって、溶接電流が振幅中心電流Ihcよりも減少され、溶滴に対するアーク反力が更に下げられる。
【0070】
(期間3)三角波の3/4〜1周期
三角波の3/4〜1周期では、三角波の下側ピーク値から振幅中心電流Ihcまで再び溶接電流を増加させる。
【0071】
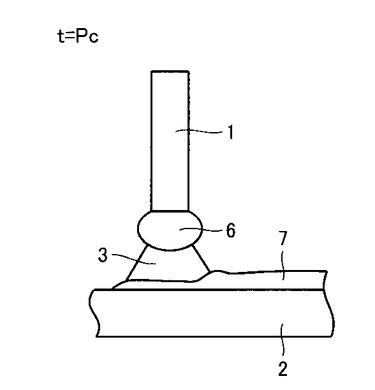
図8は、図5の点Pcにおける溶接部分の状態を示した図である。点Pcは、三角波の1周期が経過した点である。図8に示すように、アーク反力が低下したことにより、溶滴6に働く重力とアーク反力とがちょうどよいバランスとなる。これによって、溶滴6のせり上りが解消されて、溶滴6が垂れ下がった状態になる。
【0072】
そして、(期間1)〜(期間3)で説明した三角波を3回繰り返して振幅中心電流Ihcに重畳する。これにより、アーク反力によるせり上がりを防止させつつ徐々に溶滴サイズが増加されて、所望なサイズの溶滴を形成させることになる。
【0073】
なお、第1アーク期間Ta1のインダクタンス値は、三角波の重畳を容易に行なうために、次の第2アーク期間Ta2よりも小さくしている。第2アーク期間Ta2のインダクタンス値は、図2の上段に示される関数で決定されるインダクタンス設定値Lrに基づいて定められる。
【0074】
以下、第2アーク期間Ta2における溶接部分の状態について詳細に説明する。
再び図5を参照して、時刻t2において、第1アーク期間Ta1が終了して第2アーク期間Ta2に移行する。第2アーク期間Ta2では、電源制御装置104は、電源回路102のインダクタンス値を大きくして、アーク長制御のために制御を定電流制御から定電圧制御に切り替える。この切替は、図1では、SWを端子aから端子bに切り替えることに相当する。インダクタンスが大きいので、溶接電流波形はアーク負荷に応じて緩やかに減少する。また、溶接電圧も緩やかに減少する。
【0075】
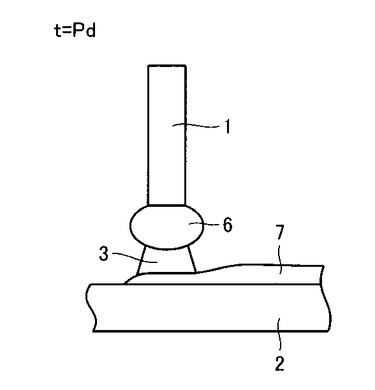
図9は、図5の点Pdにおける溶接部分の状態を示した図である。
第1アーク期間Ta1で形成された溶滴は、図9に示すように、せり上がることなく、第2アーク期間Ta2において少し大きくなりながら、溶融池の方へ近づいていく。せり上がりによるアーク長の変化が防止されかつ定電圧制御によってアーク長が調整され、アーク力の変化が緩やかになるので、溶融池を振動させることが少ない。さらに溶接電流が緩やかに減少するので、母材への入熱が十分行われ、ビードの止端部のなじみが良くなる。
【0076】
時刻t3において、溶滴が溶融池に接触して短絡が発生すると、溶滴が急降下する。この溶接電圧の急降下によって短絡を判別すると、溶接電流を所望の立ち上がり速度で増加させる。溶接電流の上昇によって溶滴の上部に電磁ピンチ力が働いてくびれが発生して、溶滴6が溶融池7へ移行する。
【0077】
以上説明したように、実施の形態1に示した溶接方法は、低スパッタ制御を行なう炭酸ガスアーク溶接法であるが、パルスアーク溶接方法とは異なる。
【0078】
すなわち、実施の形態1に示した溶接方法は、短絡状態とアーク状態を繰り返す溶接方法である。このような溶接方法では、溶接速度を上げるため溶接電流を増加させるとグロビュール移行領域で溶接が行なわれ、短絡状態とアーク状態との繰り返しが不規則になる。
【0079】
そこで、実施の形態1に示した溶接方法では、一定期間の第1アーク期間Ta1にハイレベル電流を出力し、この第1アーク期間Ta1に定電流制御を行って、交流電流、例えば、三角波、又は正弦波のように周期的に変化する一定周波数で一定振幅の低周波電流を重畳する。これによって、溶滴がアーク反力によってせり上がることを防止して、溶滴の形成を安定させることができる。
【0080】
第1アーク期間Ta1が経過すると、第2アーク期間Ta2にアーク長制御を行なうために、溶接電源の制御を定電流制御から定電圧制御に切り替える。溶接電源のリアクトルのインダクタンス値を第1アーク期間Ta1よりも大きくして、溶接電流を緩やかに減少させる。これによって、アーク力の変化が緩やかになるため、溶融池を振動させることが少なくなる。さらに溶接電流が緩やかに減少するので、母材への入熱が十分行われ、ビードの止端部のなじみが良くなる。
【0081】
なお、上述した実施の形態1において、短絡期間Tsでは、定電圧制御のままで電流を所望の値まで立ち上げたり、又は、定電流制御に切り替えて電流を所望の値まで立ち上げたりしても良い。
【0082】
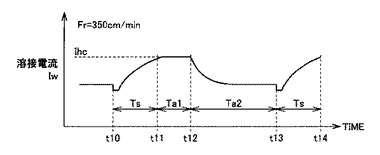
図10は、実施の形態1に係る溶接装置で短絡移行となる電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【0083】
図10における、短絡期間Tsと、初期の第1アーク期間Ta1と、後期の第2アーク期間Ta2の意味については、図5で説明しているのでここでは説明は繰返さない。図10では、ワイヤ送給速度の設定値Frは例えば250cm/minである。このときは、図2の下段に示す関数に基づいて、振幅設定信号Whによって示される三角波振幅は振幅ゼロに設定される。このため、図5と比較して図10の波形を見ると、時刻t11〜t12の第1アーク期間Ta1では三角波が重畳されていない。
【0084】
このように、せり上がり力の影響が少なく液滴の移行がスムーズな短絡移行領域では、振幅中心電流Ihcに三角波を重畳すると、アーク力が強くなって、安定した短絡移行状態を形成することができず、ビード外観を損ねる。そこで、短絡移行領域では、振幅中心電流Ihcに三角波を重畳しないように溶接電流が制御される。このため、すべての設定電流またはワイヤ送給速度に対して一律に三角波をハイレベルベース電流に重畳するよりも低電流域においてなじみの良いビードを形成することができる。
【0085】
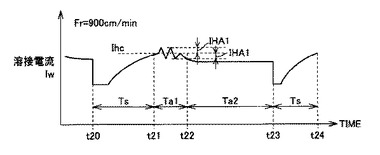
図11は、実施の形態1に係る溶接装置でグロビュール移行領域のうち高めの電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【0086】
図11における、短絡期間Tsと、初期の第1アーク期間Ta1と、後期の第2アーク期間Ta2の意味については、図5で説明しているのでここでは説明は繰返さない。図11では、ワイヤ送給速度の設定値Frは例えば900cm/minである。なお、このワイヤ送給速度に対応する設定電流は280A程度である。グロビュール移行領域のうち高めの電流域において、溶接装置の制御をグロビュール移行領域の低い電流域と同様な制御を行ったのでは、アーク力が強くなって、溶融値がくぼんでアーク長が不安定となって溶滴移行が不安定となり、ビード外観を損ねる。そこで、グロビュール移行領域のうち高めの電流域において、図2の下段に示す関数に基づいて、振幅設定信号Whによって示される三角波振幅は最大振幅IHAよりもゼロに近い値に設定される。このため、図5と比較して図11の波形を見ると、時刻t21〜t22の第1アーク期間Ta1では振幅の小さな三角波が重畳されている。この振幅IHA1は、たとえば20A程度に設定することができる。
【0087】
以上説明したように、本実施の形態では、短絡移行となる電流域ではハイレベルベース電流に重畳する三角波の振幅をゼロとし,設定電流が150Aを超えて高くなるとともに三角波の振幅を増加させる。そして、グロビュール移行となる電流域で三角波の振幅が最大振幅となるようにするとともに,更に設定電流が高くなると300Aで三角波の振幅がゼロとなるようにする。これにより、短絡移行となる電流域においてもグロビュール移行となる電流域においても溶滴の飛散が低減し、スパッタの少ない溶接が可能となる。
【0088】
また,短絡移行となる低電流域では,定電圧制御におけるインダクタンスの値を小さくすることで短絡の回数を増加させる。三角波の振幅の増加に応じて定電圧制御におけるインダクタンスの値を増加させることで母材への入熱を確保し,なじみの良いビードを形成することができる。
【0089】
[実施の形態2]
実施の形態2では、実施の形態1で説明した溶接方法に加え、アークが発生する前に溶滴のくびれを検出することによって、アークが発生する前に電流を下げてスパッタを低減させる。
【0090】
図12は、実施の形態2に係る溶接装置100Aの構成を示したブロック図である。以下の説明では、実施の形態1と異なる部分のみについて説明し、実施の形態1と同様な部分については同一の符号を付して説明は繰り返さない。
【0091】
図12を参照して、溶接装置100Aは、電源回路102Aと、電源制御装置104Aと、ワイヤ送給装置106と、溶接トーチ4とを含む。ワイヤ送給装置106の構成については実施の形態1と同様であるので説明は繰返さない。
【0092】
電源回路102Aは、図1に示した溶接装置100の構成に加えて、トランジスタTRと減流抵抗器Rとを含む。トランジスタTRは電源主回路PMの出力に抵抗値RioおよびリアクトルDCLと直列に挿入される。トランジスタTRに並列に減流抵抗器Rが接続されている。溶接装置100Aの他の部分の構成は、溶接装置100と同様であるので説明は繰り返さない。
【0093】
電源制御装置104Aは、図1に示した電源制御装置104の構成に加えて、くびれ検出回路NDと、くびれ検出基準値設定回路VTNと、駆動回路DRとを含む。電源制御装置104Aの他の部分の構成は、電源制御装置104と同様であるので説明は繰り返さない。
【0094】
図13は、実施の形態2に係る溶接装置で溶接を行なう際の溶接電圧および溶接電流と制御信号とを示した動作波形図である。この時のワイヤ送給速度の設定値Frは例えば650cm/minである。このときは、図2の下段に示す関数によって振幅設定信号Whによって示される三角波振幅は最大値IHAに設定される。
【0095】
図13の波形が、図5の実施の形態1の波形と異なる箇所は、時刻t50aにおいて、溶滴のくびれが検出されると溶接電流を減少させて、その後時刻t51において、アークが発生するようにした点である。
【0096】
時刻t51におけるアークが発生したときの電流値の大きさにスパッタの量は比例するので、アークが発生するときに電流値を下げておくとスパッタの発生を低減させることができる。
【0097】
図12、図13を参照して、くびれ検出基準値設定回路VTNは、予め定めたくびれ検出基準値信号Vtnを出力する。くびれ検出回路NDは、このくびれ検出基準値信号Vtnと、図1で説明した溶接電圧検出信号Vd及び溶接電流検出信号Idを入力信号として受けて、短絡期間中の電圧上昇値ΔVがくびれ検出基準値信号Vtnの値に達した時点(時刻t50a)でハイレベルとなり、アークが再発生して溶接電圧検出信号Vdの値がアーク判別値Vta以上になった時点(時刻t51)でローレベルになるくびれ検出信号Ndを出力する。したがって、このくびれ検出信号Ndがハイレベルの期間がくびれ検出期間Tnとなる。
【0098】
なお、短絡期間中の溶接電圧検出信号Vdの微分値がこれに対応するように設定したくびれ検出基準値信号Vtnの値に達した時点でくびれ検出信号Ndをハイレベルに変化させるようにしても良い。さらに、溶接電圧検出信号Vdの値を溶接電流検出信号Idの値で除算して溶滴の抵抗値を算出し、この抵抗値の微分値がこれに対応するように設定したくびれ検出基準値信号Vtnの値に達した時点でくびれ検出信号Ndをハイレベルに変化させるようにしても良い。くびれ検出信号Ndは、電源主回路PMに入力される。電源主回路PMは、くびれ検出期間Tnにおいては出力を停止する。
【0099】
駆動回路DRは、このくびれ検出信号Ndがローレベルのとき(非くびれ検出時)はトランジスタTRをオン状態にする駆動信号Drを出力する。くびれ検出期間Tnにおいては駆動信号Drはローレベルであるので、トランジスタTRはオフ状態になる。この結果、減流抵抗器Rが溶接電流Iwの通電路(電源主回路PMから溶接トーチ4に至る経路)に挿入される。この減流抵抗器Rの値は、短絡負荷(0.01〜0.03Ω程度)の10倍以上大きな値(0.5〜3Ω程度)に設定される。このために、溶接電源内の直流リアクトル及びケーブルのリアクトルに蓄積されたエネルギーが急放電されて、図13の時刻t50a〜t51に示すように、溶接電流Iwは急激に減少して小電流値となる。
【0100】
時刻t51において、短絡が開放されてアークが再発生すると、溶接電圧Vwが予め定めたアーク判別値Vta以上になる。これを検出して、くびれ検出信号Ndはローレベルになり、駆動信号Drはハイレベルになる。この結果、トランジスタTRはオン状態になり、以降は図5を用いて実施の形態1で説明したアーク溶接の制御となる。以降の第1アーク期間Ta1と第2アーク期間Ta2については、図5で説明しているので説明は繰り返さない。
【0101】
図14は、実施の形態2に係る溶接装置で短絡移行となる電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【0102】
図14における、短絡期間Tsと、初期の第1アーク期間Ta1と、後期の第2アーク期間Ta2の意味については、図5で説明しているのでここでは説明は繰返さない。図14では、ワイヤ送給速度の設定値Frは例えば250cm/minである。このときは、図2の下段に示す関数に基づいて、振幅設定信号Whによって示される三角波振幅は振幅ゼロに設定される。このため、図13と比較して図14の波形を見ると、時刻t61〜t62の第1アーク期間Ta1では三角波が重畳されていない。
【0103】
このように、せり上がり力の影響が少なく液滴の移行がスムーズな短絡移行領域では、振幅中心電流Ihcに三角波を重畳しないように溶接電流が制御される。このため、すべての設定電流またはワイヤ送給速度に対して一律に三角波をハイレベルベース電流に重畳するよりも低電流域においてなじみの良いビードを形成することができる。
【0104】
図15は、実施の形態2に係る溶接装置でグロビュール移行領域のうち高めの電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【0105】
図15における、短絡期間Tsと、初期の第1アーク期間Ta1と、後期の第2アーク期間Ta2の意味については、図5で説明しているのでここでは説明は繰返さない。図15では、ワイヤ送給速度の設定値Frは例えば900cm/minである。なお、このワイヤ送給速度に対応する設定電流は280A程度である。このときは、図2の下段に示す関数に基づいて、振幅設定信号Whによって示される三角波振幅は最大振幅IHAよりもゼロに近い値に設定される。このため、図13と比較して図15の波形を見ると、時刻t71〜t72の第1アーク期間Ta1では振幅の小さな三角波が重畳されている。この振幅は、たとえば20A程度に設定することができる。
【0106】
実施の形態2に係る溶接装置は、アーク再発生時(時刻t1)のアーク再発生時電流値を小さくすることができるので、実施の形態1で説明した溶接装置が奏する効果に加えて、アーク発生開始時のスパッタをさらに低減させることができる。
【0107】
なお、実施の形態2では、くびれを検出したときに溶接電流Iwを急速に減少させる手段として、減流抵抗器Rを通電路に挿入する方法を説明した。これ以外の手段として、溶接装置の出力端子間にスイッチング素子を介してコンデンサを並列に接続し、くびれを検出するとスイッチング素子をオン状態にしコンデンサから放電電流を通電して溶接電流Iwを急速に減少させる方法を用いても良い。
【0108】
最後に、再び実施の形態1および2について、図1および図12等を参照して総括する。溶接装置100は、炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう。図1に示すように、溶接装置100は、トーチ4と母材2との間に電圧を与えるための電源回路102と、電源回路102の電圧を制御する電源制御装置104とを含む。図5に示すように、電源制御装置104は、短絡期間Tsの後に続くアーク期間の初期の第1アーク期間Ta1にハイレベル電流が出力され、アーク期間の後期の第2アーク期間Ta2に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、電源回路102を制御する。さらに電源制御装置104は、図5の時刻t1〜t2に示すように、所定の周期で増減する波形をハイレベルベース電流(振幅中心電流Ihc)に重畳してハイレベル電流が発生されるように電源回路102を制御する。さらに電源制御装置104は、図2の下段に示すように、溶接電流の電流設定値またはトーチ4にワイヤ1を送給する速度の速度設定値が所定範囲(範囲X2)外である場合(たとえば範囲X1,X3)に比べて、電流設定値または速度設定値が所定範囲(範囲X2)内である場合には、振幅設定信号Whで設定される波形の振幅を増加させる。
【0109】
好ましくは、電源回路102は、図2の上段に示すように、電源制御装置104の制御下でトーチに対して電流を供給する供給経路のインダクタンス値Lioが可変に制御可能に構成される。電源制御装置104は、電流設定値または速度設定値が所定範囲(範囲X2)よりも小さい場合(たとえば範囲X1)には、電流設定値または速度設定値が所定範囲(範囲X2)内である場合よりも、第2アーク期間Ta2における電源回路のインダクタンス値を減少させる。
【0110】
好ましくは、ハイレベルベース電流に重畳する波形は、図5等では三角波である例を示したが、正弦波などの波形でもよい。
【0111】
好ましくは、実施の形態2(図12〜図15)で示したように、電源制御装置104は、短絡期間中に溶滴のくびれを検出した場合には短絡電流を減少させるくびれ検出制御を行なう。
【0112】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0113】
1 溶接ワイヤ、2 母材、3 アーク、4 溶接トーチ、5 送給ロール、6 溶滴、7 溶融池、100,100A 溶接装置、102,102A 電源回路、104,104A 電源制御装置、106 ワイヤ送給装置、AD アーク検出回路、DCL リアクトル、DR 駆動回路、EI 電流誤差増幅回路、ER 出力電圧設定回路、FC 送給制御回路、FH 周波数設定回路、FR 送給速度設定回路、ID 電流検出回路、IHCR 振幅中心電流設定回路、IR1 第1溶接電流設定回路、IR2 第2溶接電流設定回路、LR インダクタンス設定回路、ND くびれ検出回路、SW 溶接電流設定切換回路、TM タイマー回路、TR トランジスタ、VD 電圧検出回路、VTN くびれ検出基準値設定回路、WH 振幅設定回路、WM 送給モータ。
【技術分野】
【0001】
この発明は、溶接装置に関し、特に炭酸ガスアーク溶接を行なう溶接装置に関する。
【背景技術】
【0002】
特公平4−4074号公報(特許文献1)には、消耗電極と母材との間で短絡とアーク発生とを繰り返す消耗電極式アーク溶接方法が開示されている。この消耗電極式アーク溶接方法は、溶滴の形成過程と溶滴の母材への移行過程とを繰り返す。
【0003】
図16は、短絡とアーク発生とを繰り返す消耗電極式アーク溶接方法を説明するための図である。
【0004】
図16を参照して、短絡とアーク発生とを繰り返す消耗電極式アーク溶接方法では、以下に説明する(a)〜(f)の過程が順に繰り返し実行される。(a)溶滴が溶融池と接触した短絡初期状態、(b)溶滴と溶融池との接触が確実になって溶滴が溶融池に移行している短絡中期状態、(c)溶滴が溶融池側へ移行して溶接ワイヤと溶融池との間の溶滴にくびれが生じた短絡後期状態、(d)短絡が開放されてアークが発生した状態、(e)溶接ワイヤの先端が溶融して溶滴が成長するアーク発生状態、(f)溶滴が成長し溶融池と短絡する直前のアーク発生状態。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公平4−4074号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特公平4−4074号公報で示された従来の短絡移行溶接では、アークと短絡とが規則的に発生する。しかし、大きな電流(>200A)で炭酸ガスアーク溶接法によって溶接を行なう場合には、短絡を伴うグロビュール移行では、アーク反力によって溶滴がワイヤ上部にせり上がり、アーク時間が延びて周期的な短絡の発生が困難になり、アークと短絡とが不規則に発生する。
【0007】
このように、短絡とアークとの周期が不規則に変動すると、短絡時の溶滴サイズが不定となり、ビード止端部の揃いが悪くなる。
【0008】
また、高い電流は溶融池に対して不規則な位置に過大なアーク力を作用させるので溶融池を大きくかつ不規則に振動させ、特に溶融池を溶接方向と反対側に押し出すことでハンピングビードが発生し易くなる。
【0009】
特に、生産性を向上させるために溶接スピードを高速にすることが求められており、高速溶接では上記の問題の影響による溶接品質の劣化が顕著に現れてくる。なお、溶接スピードを高速にするためには、単位溶着量を稼ぐためにワイヤ送給速度を速くする必要がある。それに伴い、溶接電流が高くなるという関係がある。
【0010】
しかし、溶接スピードやワイヤ送給速度や溶接電流は溶接対象によって種々に選択されるので、溶接装置は上記の短絡を伴うグロビュール移行が発生する溶接スピード領域、ワイヤ送給速度領域または溶接電流領域(以下グロビュール移行領域という)以外の領域(たとえば短絡移行領域)でも使用される。したがって、溶接装置はグロビュール移行領域の内外で安定した溶接を行なうことが求められる。特に、グロビュール移行の領域に比べてワイヤ先端の溶滴サイズが小さく、溶融池も小さい短絡移行領域(軟鋼ソリッド、ワイヤ径1.2mm、概ね溶接電流100A以下)、あるいは,グロビュール移行領域中でも高い電流域では、溶接装置の制御をグロビュール移行領域の低い電流域と同様な制御を行ったのでは、溶融池やワイヤ先端の溶滴が暴れ易く、ビード外観を損ねる。
【0011】
この発明の目的は、グロビュール移行領域の内外で安定した溶接を行なうことができる溶接装置を提供することである。
【課題を解決するための手段】
【0012】
この発明は、要約すると、炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう溶接装置であって、トーチと母材との間に電圧を与えるための電源回路と、電源回路の電圧を制御する制御部とを含む。制御部は、短絡期間の後に続くアーク期間の初期の第1アーク期間にハイレベル電流が出力され、アーク期間の後期の第2アーク期間に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、電源回路を制御する。さらに制御部は、所定の周期で増減する波形をハイレベルベース電流に重畳してハイレベル電流が発生されるように電源回路を制御する。さらに制御部は、溶接電流の電流設定値またはトーチにワイヤを送給する速度の速度設定値が所定範囲外である場合に比べて、電流設定値または速度設定値が所定範囲内である場合には、波形の振幅を増加させる。
【0013】
好ましくは、電源回路は、制御部の制御下でトーチに対して電流を供給する供給経路のインダクタンス値が可変に制御可能に構成される。制御部は、電流設定値または速度設定値が所定範囲よりも小さい場合には、電流設定値または速度設定値が所定範囲内である場合よりも、第2アーク期間における電源回路のインダクタンス値を減少させる。
【0014】
好ましくは、波形は、三角波または正弦波である。
好ましくは、制御部は、短絡期間中に溶滴のくびれを検出した場合には短絡電流を減少させるくびれ検出制御を行なう。
【発明の効果】
【0015】
本発明によれば、短絡移行となる電流域ではハイレベルベース電流に重畳する三角波の振幅を小さくまたはゼロとし、グロビュール移行となる電流域で三角波の振幅が最大振幅となるようにする。これにより、短絡移行となる電流域においてもグロビュール移行となる電流域においても溶滴の飛散が低減し、スパッタの少ない溶接が可能となる。
【図面の簡単な説明】
【0016】
【図1】実施の形態1に係る溶接装置のブロック図である。
【図2】図1の振幅設定回路WHおよびインダクタンス設定回路LRに記憶されている関数の一例を示した図である。
【図3】一般的な溶接装置の等価回路図である。
【図4】式(5)に対応する等価回路を示した図である。
【図5】実施の形態1に係る溶接装置でグロビュール移行となる電流域のうち低電流域において溶接を行なう際の溶接電圧および溶接電流を示した動作波形図である。
【図6】図5の点Paにおける溶接部分の状態を示した図である。
【図7】図5の点Pbにおける溶接部分の状態を示した図である。
【図8】図5の点Pcにおける溶接部分の状態を示した図である。
【図9】図5の点Pdにおける溶接部分の状態を示した図である。
【図10】実施の形態1に係る溶接装置で短絡移行となる電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【図11】実施の形態1に係る溶接装置でグロビュール移行領域のうち高めの電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【図12】実施の形態2に係る溶接装置100Aの構成を示したブロック図である。
【図13】実施の形態2に係る溶接装置で溶接を行なう際の溶接電圧および溶接電流と制御信号とを示した動作波形図である。
【図14】実施の形態2に係る溶接装置で短絡移行となる電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【図15】実施の形態2に係る溶接装置でグロビュール移行領域のうち高めの電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【図16】短絡とアーク発生とを繰り返す消耗電極式アーク溶接方法を説明するための図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。なお、図中同一または相当部分には同一の符号を付して、その説明は繰り返さない。
【0018】
なお、本実施の形態で説明する溶接方法は、短絡状態とアーク状態を繰り返す溶接方法であり、パルスアーク溶接方法とは異なる。
【0019】
[実施の形態1]
図1は、実施の形態1に係る溶接装置のブロック図である。
【0020】
図1を参照して、溶接装置100は、電源回路102と、電源制御装置104と、ワイヤ送給装置106と、溶接トーチ4とを含む。
【0021】
電源制御装置104は、電源回路102を制御して溶接トーチ4に出力される溶接電流Iwおよび溶接電圧Vwが溶接に適した値となるように制御する。
【0022】
ワイヤ送給装置106は、溶接トーチ4に溶接ワイヤ1を送給する。炭酸ガスを主成分とするシールドガスが、溶接トーチ4の先端部分から放出される。溶接トーチ4の先端から突出した溶接ワイヤ1と母材2との間でアーク3が発生し、溶接ワイヤ1が溶融して母材を溶接する。ワイヤ送給装置106は、送給速度設定回路FRと、送給制御回路FCと、送給モータWMと、送給ロール5とを含む。
【0023】
電源回路102は、電源主回路PMと、抵抗値Rioと、リアクトルDCLと、電圧検出回路VDと、電流検出回路IDとを含む。
【0024】
電源主回路PMは、3相200V等の商用電源(図示せず)を入力として、後述する電流誤差増幅信号Eiに従ってインバータ制御による出力制御を行い、出力電圧E及び溶接電流Iwを出力する。図示しないが、電源主回路PMは、例えば、商用電源を整流する1次整流器と、整流された直流を平滑するコンデンサと、平滑された直流を高周波交流に変換するインバータ回路と、高周波交流をアーク溶接に適した電圧値に降圧する高周波変圧器と、降圧された高周波交流を整流する2次整流器と、電流誤差増幅信号Eiを入力としてパルス幅変調制御を行い、この結果に基づいて上記のインバータ回路を駆動する駆動回路とを含んで構成される。
【0025】
リアクトルDCLは、電源主回路PMの出力を平滑する。
送給速度設定回路FRは、予め定められた送給速度設定値に相当する送給速度設定信号Frを出力する。送給制御回路FCは、送給速度設定信号Frの値に相当する送給速度で溶接ワイヤ1を送給するための送給制御信号Fcを送給モータWMに出力する。溶接ワイヤ1は、ワイヤ送給装置106の送給ロール5の回転によって溶接トーチ4内を通って送給され、母材2との間にアーク3が発生する。
【0026】
電流検出回路IDは、溶接電流Iwを検出して、溶接電流検出信号Idを出力する。電圧検出回路VDは、溶接電圧Vwを検出して、溶接電圧検出信号Vdを出力する。
【0027】
電源制御装置104は、アーク検出回路ADと、タイマー回路TMと、振幅中心電流設定回路IHCRと、周波数設定回路FHと、振幅設定回路WHと、第1溶接電流設定回路IR1と、インダクタンス設定回路LRと、出力電圧設定回路ERと、第2溶接電流設定回路IR2と、溶接電流設定切換回路SWと、電流誤差増幅回路EIとを含んで構成される。
【0028】
アーク検出回路ADは、溶接電圧検出信号Vdを入力信号として受けて、溶接電圧検出信号Vdの値が閾値以上になったことによってアークの発生を判別するとハイ(High)レベルになるアーク検出信号Adを出力する。タイマー回路TMは、アーク検出信号Adを入力信号として受けて、アーク検出信号Adがハイレベルになってから予め定めた期間ハイレベルになるタイマー信号Tmを出力する。
【0029】
振幅中心電流設定回路IHCRは、予め定めたハイレベルベース電流である振幅中心電流設定信号Ihcrを出力する。周波数設定回路FHは、予め定めた周波数設定信号Fhを出力する。振幅設定回路WHは、送給速度設定回路FRから出力された送給速度設定信号Frを入力信号として受けて、予め定めた関数に従って振幅設定信号Whを出力する。
【0030】
図2は、図1の振幅設定回路WHおよびインダクタンス設定回路LRに記憶されている関数の一例を示した図である。図2の下段に示すように、設定電流(溶接平均電流)が短絡移行となる電流域ではハイレベルベース電流に重畳する三角波の振幅をゼロとするように振幅設定信号Whが設定されている。
【0031】
また、設定電流が150Aを超えて高くなるとともに三角波の振幅を増加させ、グロビュール移行となる電流域のうち低電流域で最大振幅IHAとなるように振幅設定信号Whが設定されている。
【0032】
また、設定電流がさらに高くなると300Aで三角波の振幅がゼロとなるように振幅設定信号Whが設定されている。
【0033】
このように設定された振幅設定信号Whを、図1の振幅設定回路WHは出力する。設定電流とワイヤ送給速度とは略比例関係があり、通常は溶接装置にはワイヤ送給速度が設定される。
【0034】
溶接ワイヤの溶融速度Vmは、Vm=αI+βI2Rであらわされる。ここで、α,βは係数を示し、Iは溶接電流を示し、Rは溶接ワイヤがトーチ先端のコンタクトチップから突出している部分(突き出し長さ)の抵抗値を示す。溶接電流Iを増加させると溶接ワイヤの溶融速度Vmも大きくなることが分かる。良好な溶接が行なわれていれば、通常は溶接ワイヤの溶融速度Vmはワイヤ送給速度に一致する。
【0035】
したがって、図2の横軸には、設定電流とこれに対応するワイヤ送給速度が併記されている。なお、この対応に限定されるものではなく、併記した対応するワイヤ送給速度は一例であって、溶接条件(ワイヤ径など)によって対応する送給速度は種々に変化する。この場合でも、実験的にあらかじめ求めてワイヤ送給速度に対する三角波振幅の関数を設定することが可能である。
【0036】
さらに、好ましくは、図2の上段に示すように、三角波の振幅の設定をワイヤ送給速度に応じて変化させることに加えて、定電圧制御におけるインダクタンスの値を変化させてもよい。すなわち、短絡移行となる低電流域では,定電圧制御におけるインダクタンスの値を小さくすることで短絡の回数を増加させる。これによって、溶滴の大きさが一層適切に制御される。図2の上段に示す関数が、図1のインダクタンス設定回路LRに記憶されている。
【0037】
再び、図1を参照して、第1溶接電流設定回路IR1は、振幅中心電流設定信号Ihcr、周波数設定信号Fh及び振幅設定信号Whを入力信号として受けて、第1溶接電流設定信号Ir1を出力する。
【0038】
電源制御装置104のうち、振幅中心電流設定回路IHCRと、周波数設定回路FHと、振幅設定回路WHと、第1溶接電流設定回路IR1とは、後に説明するアーク期間初期のハイレベル電流を発生するための回路である。
【0039】
電源制御装置104のうち、インダクタンス設定回路LRと、出力電圧設定回路ERと、第2溶接電流設定回路IR2とは、後に説明するアーク期間後期においてリアクトルをワイヤ送給速度に応じて変化させながら定電圧制御を行なうための回路である。ここで、第2溶接電流設定回路IR2の説明の前に、電子リアクトル制御について説明する。
【0040】
図3は、一般的な溶接装置の等価回路図である。Eは定電圧源を示し、Lmは目標インダクタンス値を示し、Rioは溶接装置内外の抵抗値を示す。この抵抗値Rioは溶接電源内部の配線抵抗値及び溶接用ケーブルの抵抗値の合算値である。また、vは、負荷に印加される電圧を示し、iは負荷に流れる溶接電流を示す。図3の等価回路は下式(1)で表すことができる。
【0041】
E=Rio・i+Lm・di/dt+v …(1)
上式において、抵抗値Rioは小さな値であるので、無視することができる。このために、式(1)は下記の式(2)のようになる。
【0042】
E=Lm・di/dt+v …(2)
式(2)を整理すると、下式(3)となる。
【0043】
di/dt=(E−v)/Lm …(3)
両辺を積分すると、下式(4)となる。
【0044】
i=∫((E−v)/Lm)・dt …(4)
ここで、溶接電流iを第2溶接電流設定値Ir2に置換し、出力電圧Eを出力電圧設定値Erに置換し、目標インダクタンス値Lmをインダクタンス設定値Lrに置換すると、下式(5)が得られる。
【0045】
Ir2=∫((Er−v)/Lr)・dt …(5)
図4は式(5)に対応する等価回路を示した図である。図4において、溶接電圧vを検出し、定電流源CCの溶接電流iに相当する第2溶接電流設定値Ir2が、上記式(5)の演算値となるように電源回路102を制御する。
【0046】
上述した電子リアクトル制御を行なうことによって、所望のインダクタンス値Lrを電子的に形成することができる。
【0047】
図1において、溶接電流iの通電経路には抵抗値Rio及びリアクトルDCL等による溶接装置の内外のインダクタンス値Lioが存在する。抵抗値Rioは、溶接電源の内部及び外部の配線による抵抗値である。上述したようにこの抵抗値Rioは小さいので無視することができる。インダクタンス値Lioは、溶接電源内部に設けられたリアクトル及び溶接用ケーブルの引き回しによるリアクトルの合算したインダクタンス値である。
【0048】
インダクタンス値Lioは20〜50μH程度である。後述するインダクタンス設定信号Lrの値は、このインダクタンス値Lioを含めた目標値である。すなわち、Lr=100μHとすると、Lioが20〜50μHで変化しても、電源回路102の全体としてのインダクタンス値は100μHになるように電源回路102が制御される。
【0049】
出力電圧設定回路ERは、予め定めた出力電圧設定信号Erを出力する。インダクタンス設定回路LRは、送給速度設定回路FRからの送給速度設定信号Frを入力信号として受けて、予め定めた設定関数に基づいて算出した値のインダクタンス設定信号Lrを出力する。この設定関数については、図2の上段に示される。
【0050】
第2溶接電流設定回路IR2は、上記の出力電圧設定信号Er、上記の溶接電圧検出信号Vd及び上記のインダクタンス設定信号Lrを入力信号として受けて、上述した式(5)に基づいて第2溶接電流設定信号Ir2=∫((Er−Vd)/Lr)・dtの演算を行い出力する。この積分の演算は、溶接中に行なわれる。
【0051】
溶接電流設定切換回路SWは、タイマー信号Tm、第1溶接電流設定信号Ir1及び第2溶接電流設定信号Ir2を入力信号として受ける。
【0052】
溶接電流設定切換回路SWは、タイマー信号Tmがハイ(High)レベルのときは入力端子a側に切り換わり第1溶接電流設定信号Ir1を溶接電流設定信号Irとして出力する。
【0053】
溶接電流設定切換回路SWは、タイマー信号Tmがロー(Low)レベルのときは入力端子b側に切り換わり第2溶接電流設定信号Ir2を溶接電流設定信号Irとして出力する。
【0054】
電流誤差増幅回路EIは、溶接電流設定信号Irと上記の溶接電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。溶接電流設定切換回路SWが、第1溶接電流設定信号Ir1を溶接電流設定信号Irとして出力するとき、即ち、後に図5以降で示す初期の第1アーク期間Ta1では、電流誤差が電源主回路PMにフィードバックされるので、定電流制御が行なわれる。
【0055】
溶接電流設定切換回路SWが、第2溶接電流設定信号Ir2を溶接電流設定信号Irとして出力するとき、即ち、後期の第2アーク期間Ta2と短絡期間Tsとでは、電源回路102のインダクタンス値が、溶接電流設定信号Irの値になるように電子リアクトル制御され、定電圧制御が行われる。
【0056】
この定電圧制御が行われる理由を説明する。図3に示した等価回路図において、定電圧電源の電圧E、目標インダクタンス値Lm、溶接電流iとしていた。そこで、溶接電流iを第2溶接電流設定値Ir2に、出力電圧Eを出力電圧設定値Erに及び目標インダクタンス値Lmをインダクタンス設定値Lrにそれぞれ置換したときに、上述した式(5)が導き出されている。逆にこの式(5)に基づいて第2溶接電流設定回路IR2が、第2溶接電流設定信号Ir2を流すように設定すると、電源主回路PMは定電圧電源となる。
【0057】
図5は、実施の形態1に係る溶接装置でグロビュール移行となる電流域の低電流域において溶接を行なう際の溶接電圧および溶接電流を示した動作波形図である。
【0058】
図5を参照して、溶接は、短絡期間Tsとアーク期間とが繰り返されることにより進行する。アーク期間は、初期の第1アーク期間Ta1と、後期の第2アーク期間Ta2とに分かれる。ワイヤ送給速度の設定値Frは例えば650cm/minである。このときは、図2の下段に示す関数によって振幅設定信号Whによって示される三角波振幅は最大値IHAに設定される。
【0059】
図1、図5を参照して、時刻t0〜t1の短絡期間Tsでは、溶接ワイヤ1と母材2とが接触して短絡電流が流れ溶接ワイヤ1の先端にジュール熱が発生し溶接ワイヤ1の先端部が高温となる。
【0060】
時刻t1で溶接ワイヤ1の先端部の溶滴が移行してアークが発生すると、電源制御装置104は、溶接電圧が急上昇したことに応じてアークが発生したことを判別する。これに応じて、電源制御装置104は、制御を定電流制御に切り替え、第1アーク期間Ta1に移行する。溶接電流は、振幅中心電流Ihcを中心値とするハイレベル電流まで上昇する。その後、一定期間溶接電流としてハイレベル電流が流される。このハイレベル電流は、アーク力による溶滴のせり上がりが発生しない程度の電流値に抑制される。この第1アーク期間Ta1に流れる溶接電流をハイレベル電流と呼ぶ。
【0061】
良好な溶接が行なわれている場合には溶接速度は溶接ワイヤの溶融速度Vmに一致する。溶接ワイヤの溶融速度Vmは、Vm=αI+βI2Rであらわされる。ここで、α,βは係数を示し、Iは溶接電流を示し、Rは溶接ワイヤがトーチ先端のコンタクトチップから突出している部分(突き出し長さ)の抵抗値を示す。溶接電流Iを増加させると溶接ワイヤの溶融速度Vmも大きくなることが分かる。
【0062】
しかし、溶接電流Iを増加すると溶滴に対して働く上向きのアーク力も増加する。アーク力は溶接電流Iの2乗に比例する。その一方で、溶滴には重力も働いているので、重力とアーク力がちょうど釣り合う電流値を境に、電流値が大きければ上向きの力が働き、電流値が小さければ下向きの力が働く。溶接電流Iに交流電流を重畳させると、溶滴には上向きの力と下向きの力が交互に働くことになる。本願発明者によれば、このように電流を増減させることにより上下向きの力を交互に溶滴に働かせた方が、全体的に電流を増加させて上向きの力を連続して溶滴に働かせるよりも溶滴が安定しており、スパッタを低減させることができることが分かった。そこで、本実施の形態では、第1アーク期間に電流を増減させて、溶滴の安定的かつ段階的な成長を図っている。
【0063】
時刻t1〜t2の第1アーク期間には、以下に説明する三角波を振幅中心電流Ihcに重畳させる。振幅中心電流Ihcは、振幅中心電流設定信号Ihcrで設定されるハイレベルベース電流に相当する。
【0064】
三角波は、振幅中心電流Ihc(200〜400A)を中心として、2.5kHz〜5kHzの周波数、+−50〜100Aの振幅とし、第1アーク期間Ta1は、0.3ms〜3.0msとする。例えば、振幅中心電流IhcがIhc=400A、振幅がIHA=+−100A、周波数がf=4kHzで、第1アーク期間がTa1=1.0msで、重畳する三角波は4周期というように第1アーク期間の長さと重畳する波形の周期数を設定しても良い。なお、重畳させる波形は三角波に限定されるものではなく、正弦波などの他の波形でも構わない。なお、図5では3周期の三角波が重畳されているが、三角波の重畳は3周期に限定されるものではなく、適宜増減することも可能である。
【0065】
以下、第1アーク期間Ta1における溶接部分の状態について詳細に説明する。
(期間1)三角波の0〜1/2周期
図6は、図5の点Paにおける溶接部分の状態を示した図である。点Paは、三角波の重畳が開始された点である。
【0066】
図6を参照して、溶接ワイヤ1の先端と母材2との間にはアーク3が発生している。アーク3による熱により溶接ワイヤ1の先端が加熱され先端部が溶融し、溶滴6が形成される。溶接ワイヤ1は送給装置によって母材2の方向に送給される。
【0067】
重畳した電流によってワイヤ溶融速度が増加し溶滴が大きくなり、溶滴にかかる力は1/4周期で最大となり、アーク反力によって溶滴のせり上がりが加速されようとする。しかし、1/2周期に向かって電流が減少するに伴いアーク反力も低下するので、せり上がりを防止することができる。
【0068】
図7は、図5の点Pbにおける溶接部分の状態を示した図である。点Pbは、三角波の1/2周期が経過した点である。図7に示すように、溶接ワイヤ1の先端部の溶滴6は少し成長し、少しせり上がった状態となっている。
【0069】
(期間2)三角波の1/2〜3/4周期
この期間は、電源制御装置104によって、溶接電流が振幅中心電流Ihcよりも減少され、溶滴に対するアーク反力が更に下げられる。
【0070】
(期間3)三角波の3/4〜1周期
三角波の3/4〜1周期では、三角波の下側ピーク値から振幅中心電流Ihcまで再び溶接電流を増加させる。
【0071】
図8は、図5の点Pcにおける溶接部分の状態を示した図である。点Pcは、三角波の1周期が経過した点である。図8に示すように、アーク反力が低下したことにより、溶滴6に働く重力とアーク反力とがちょうどよいバランスとなる。これによって、溶滴6のせり上りが解消されて、溶滴6が垂れ下がった状態になる。
【0072】
そして、(期間1)〜(期間3)で説明した三角波を3回繰り返して振幅中心電流Ihcに重畳する。これにより、アーク反力によるせり上がりを防止させつつ徐々に溶滴サイズが増加されて、所望なサイズの溶滴を形成させることになる。
【0073】
なお、第1アーク期間Ta1のインダクタンス値は、三角波の重畳を容易に行なうために、次の第2アーク期間Ta2よりも小さくしている。第2アーク期間Ta2のインダクタンス値は、図2の上段に示される関数で決定されるインダクタンス設定値Lrに基づいて定められる。
【0074】
以下、第2アーク期間Ta2における溶接部分の状態について詳細に説明する。
再び図5を参照して、時刻t2において、第1アーク期間Ta1が終了して第2アーク期間Ta2に移行する。第2アーク期間Ta2では、電源制御装置104は、電源回路102のインダクタンス値を大きくして、アーク長制御のために制御を定電流制御から定電圧制御に切り替える。この切替は、図1では、SWを端子aから端子bに切り替えることに相当する。インダクタンスが大きいので、溶接電流波形はアーク負荷に応じて緩やかに減少する。また、溶接電圧も緩やかに減少する。
【0075】
図9は、図5の点Pdにおける溶接部分の状態を示した図である。
第1アーク期間Ta1で形成された溶滴は、図9に示すように、せり上がることなく、第2アーク期間Ta2において少し大きくなりながら、溶融池の方へ近づいていく。せり上がりによるアーク長の変化が防止されかつ定電圧制御によってアーク長が調整され、アーク力の変化が緩やかになるので、溶融池を振動させることが少ない。さらに溶接電流が緩やかに減少するので、母材への入熱が十分行われ、ビードの止端部のなじみが良くなる。
【0076】
時刻t3において、溶滴が溶融池に接触して短絡が発生すると、溶滴が急降下する。この溶接電圧の急降下によって短絡を判別すると、溶接電流を所望の立ち上がり速度で増加させる。溶接電流の上昇によって溶滴の上部に電磁ピンチ力が働いてくびれが発生して、溶滴6が溶融池7へ移行する。
【0077】
以上説明したように、実施の形態1に示した溶接方法は、低スパッタ制御を行なう炭酸ガスアーク溶接法であるが、パルスアーク溶接方法とは異なる。
【0078】
すなわち、実施の形態1に示した溶接方法は、短絡状態とアーク状態を繰り返す溶接方法である。このような溶接方法では、溶接速度を上げるため溶接電流を増加させるとグロビュール移行領域で溶接が行なわれ、短絡状態とアーク状態との繰り返しが不規則になる。
【0079】
そこで、実施の形態1に示した溶接方法では、一定期間の第1アーク期間Ta1にハイレベル電流を出力し、この第1アーク期間Ta1に定電流制御を行って、交流電流、例えば、三角波、又は正弦波のように周期的に変化する一定周波数で一定振幅の低周波電流を重畳する。これによって、溶滴がアーク反力によってせり上がることを防止して、溶滴の形成を安定させることができる。
【0080】
第1アーク期間Ta1が経過すると、第2アーク期間Ta2にアーク長制御を行なうために、溶接電源の制御を定電流制御から定電圧制御に切り替える。溶接電源のリアクトルのインダクタンス値を第1アーク期間Ta1よりも大きくして、溶接電流を緩やかに減少させる。これによって、アーク力の変化が緩やかになるため、溶融池を振動させることが少なくなる。さらに溶接電流が緩やかに減少するので、母材への入熱が十分行われ、ビードの止端部のなじみが良くなる。
【0081】
なお、上述した実施の形態1において、短絡期間Tsでは、定電圧制御のままで電流を所望の値まで立ち上げたり、又は、定電流制御に切り替えて電流を所望の値まで立ち上げたりしても良い。
【0082】
図10は、実施の形態1に係る溶接装置で短絡移行となる電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【0083】
図10における、短絡期間Tsと、初期の第1アーク期間Ta1と、後期の第2アーク期間Ta2の意味については、図5で説明しているのでここでは説明は繰返さない。図10では、ワイヤ送給速度の設定値Frは例えば250cm/minである。このときは、図2の下段に示す関数に基づいて、振幅設定信号Whによって示される三角波振幅は振幅ゼロに設定される。このため、図5と比較して図10の波形を見ると、時刻t11〜t12の第1アーク期間Ta1では三角波が重畳されていない。
【0084】
このように、せり上がり力の影響が少なく液滴の移行がスムーズな短絡移行領域では、振幅中心電流Ihcに三角波を重畳すると、アーク力が強くなって、安定した短絡移行状態を形成することができず、ビード外観を損ねる。そこで、短絡移行領域では、振幅中心電流Ihcに三角波を重畳しないように溶接電流が制御される。このため、すべての設定電流またはワイヤ送給速度に対して一律に三角波をハイレベルベース電流に重畳するよりも低電流域においてなじみの良いビードを形成することができる。
【0085】
図11は、実施の形態1に係る溶接装置でグロビュール移行領域のうち高めの電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【0086】
図11における、短絡期間Tsと、初期の第1アーク期間Ta1と、後期の第2アーク期間Ta2の意味については、図5で説明しているのでここでは説明は繰返さない。図11では、ワイヤ送給速度の設定値Frは例えば900cm/minである。なお、このワイヤ送給速度に対応する設定電流は280A程度である。グロビュール移行領域のうち高めの電流域において、溶接装置の制御をグロビュール移行領域の低い電流域と同様な制御を行ったのでは、アーク力が強くなって、溶融値がくぼんでアーク長が不安定となって溶滴移行が不安定となり、ビード外観を損ねる。そこで、グロビュール移行領域のうち高めの電流域において、図2の下段に示す関数に基づいて、振幅設定信号Whによって示される三角波振幅は最大振幅IHAよりもゼロに近い値に設定される。このため、図5と比較して図11の波形を見ると、時刻t21〜t22の第1アーク期間Ta1では振幅の小さな三角波が重畳されている。この振幅IHA1は、たとえば20A程度に設定することができる。
【0087】
以上説明したように、本実施の形態では、短絡移行となる電流域ではハイレベルベース電流に重畳する三角波の振幅をゼロとし,設定電流が150Aを超えて高くなるとともに三角波の振幅を増加させる。そして、グロビュール移行となる電流域で三角波の振幅が最大振幅となるようにするとともに,更に設定電流が高くなると300Aで三角波の振幅がゼロとなるようにする。これにより、短絡移行となる電流域においてもグロビュール移行となる電流域においても溶滴の飛散が低減し、スパッタの少ない溶接が可能となる。
【0088】
また,短絡移行となる低電流域では,定電圧制御におけるインダクタンスの値を小さくすることで短絡の回数を増加させる。三角波の振幅の増加に応じて定電圧制御におけるインダクタンスの値を増加させることで母材への入熱を確保し,なじみの良いビードを形成することができる。
【0089】
[実施の形態2]
実施の形態2では、実施の形態1で説明した溶接方法に加え、アークが発生する前に溶滴のくびれを検出することによって、アークが発生する前に電流を下げてスパッタを低減させる。
【0090】
図12は、実施の形態2に係る溶接装置100Aの構成を示したブロック図である。以下の説明では、実施の形態1と異なる部分のみについて説明し、実施の形態1と同様な部分については同一の符号を付して説明は繰り返さない。
【0091】
図12を参照して、溶接装置100Aは、電源回路102Aと、電源制御装置104Aと、ワイヤ送給装置106と、溶接トーチ4とを含む。ワイヤ送給装置106の構成については実施の形態1と同様であるので説明は繰返さない。
【0092】
電源回路102Aは、図1に示した溶接装置100の構成に加えて、トランジスタTRと減流抵抗器Rとを含む。トランジスタTRは電源主回路PMの出力に抵抗値RioおよびリアクトルDCLと直列に挿入される。トランジスタTRに並列に減流抵抗器Rが接続されている。溶接装置100Aの他の部分の構成は、溶接装置100と同様であるので説明は繰り返さない。
【0093】
電源制御装置104Aは、図1に示した電源制御装置104の構成に加えて、くびれ検出回路NDと、くびれ検出基準値設定回路VTNと、駆動回路DRとを含む。電源制御装置104Aの他の部分の構成は、電源制御装置104と同様であるので説明は繰り返さない。
【0094】
図13は、実施の形態2に係る溶接装置で溶接を行なう際の溶接電圧および溶接電流と制御信号とを示した動作波形図である。この時のワイヤ送給速度の設定値Frは例えば650cm/minである。このときは、図2の下段に示す関数によって振幅設定信号Whによって示される三角波振幅は最大値IHAに設定される。
【0095】
図13の波形が、図5の実施の形態1の波形と異なる箇所は、時刻t50aにおいて、溶滴のくびれが検出されると溶接電流を減少させて、その後時刻t51において、アークが発生するようにした点である。
【0096】
時刻t51におけるアークが発生したときの電流値の大きさにスパッタの量は比例するので、アークが発生するときに電流値を下げておくとスパッタの発生を低減させることができる。
【0097】
図12、図13を参照して、くびれ検出基準値設定回路VTNは、予め定めたくびれ検出基準値信号Vtnを出力する。くびれ検出回路NDは、このくびれ検出基準値信号Vtnと、図1で説明した溶接電圧検出信号Vd及び溶接電流検出信号Idを入力信号として受けて、短絡期間中の電圧上昇値ΔVがくびれ検出基準値信号Vtnの値に達した時点(時刻t50a)でハイレベルとなり、アークが再発生して溶接電圧検出信号Vdの値がアーク判別値Vta以上になった時点(時刻t51)でローレベルになるくびれ検出信号Ndを出力する。したがって、このくびれ検出信号Ndがハイレベルの期間がくびれ検出期間Tnとなる。
【0098】
なお、短絡期間中の溶接電圧検出信号Vdの微分値がこれに対応するように設定したくびれ検出基準値信号Vtnの値に達した時点でくびれ検出信号Ndをハイレベルに変化させるようにしても良い。さらに、溶接電圧検出信号Vdの値を溶接電流検出信号Idの値で除算して溶滴の抵抗値を算出し、この抵抗値の微分値がこれに対応するように設定したくびれ検出基準値信号Vtnの値に達した時点でくびれ検出信号Ndをハイレベルに変化させるようにしても良い。くびれ検出信号Ndは、電源主回路PMに入力される。電源主回路PMは、くびれ検出期間Tnにおいては出力を停止する。
【0099】
駆動回路DRは、このくびれ検出信号Ndがローレベルのとき(非くびれ検出時)はトランジスタTRをオン状態にする駆動信号Drを出力する。くびれ検出期間Tnにおいては駆動信号Drはローレベルであるので、トランジスタTRはオフ状態になる。この結果、減流抵抗器Rが溶接電流Iwの通電路(電源主回路PMから溶接トーチ4に至る経路)に挿入される。この減流抵抗器Rの値は、短絡負荷(0.01〜0.03Ω程度)の10倍以上大きな値(0.5〜3Ω程度)に設定される。このために、溶接電源内の直流リアクトル及びケーブルのリアクトルに蓄積されたエネルギーが急放電されて、図13の時刻t50a〜t51に示すように、溶接電流Iwは急激に減少して小電流値となる。
【0100】
時刻t51において、短絡が開放されてアークが再発生すると、溶接電圧Vwが予め定めたアーク判別値Vta以上になる。これを検出して、くびれ検出信号Ndはローレベルになり、駆動信号Drはハイレベルになる。この結果、トランジスタTRはオン状態になり、以降は図5を用いて実施の形態1で説明したアーク溶接の制御となる。以降の第1アーク期間Ta1と第2アーク期間Ta2については、図5で説明しているので説明は繰り返さない。
【0101】
図14は、実施の形態2に係る溶接装置で短絡移行となる電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【0102】
図14における、短絡期間Tsと、初期の第1アーク期間Ta1と、後期の第2アーク期間Ta2の意味については、図5で説明しているのでここでは説明は繰返さない。図14では、ワイヤ送給速度の設定値Frは例えば250cm/minである。このときは、図2の下段に示す関数に基づいて、振幅設定信号Whによって示される三角波振幅は振幅ゼロに設定される。このため、図13と比較して図14の波形を見ると、時刻t61〜t62の第1アーク期間Ta1では三角波が重畳されていない。
【0103】
このように、せり上がり力の影響が少なく液滴の移行がスムーズな短絡移行領域では、振幅中心電流Ihcに三角波を重畳しないように溶接電流が制御される。このため、すべての設定電流またはワイヤ送給速度に対して一律に三角波をハイレベルベース電流に重畳するよりも低電流域においてなじみの良いビードを形成することができる。
【0104】
図15は、実施の形態2に係る溶接装置でグロビュール移行領域のうち高めの電流域において溶接を行なう際の溶接電流を示した動作波形図である。
【0105】
図15における、短絡期間Tsと、初期の第1アーク期間Ta1と、後期の第2アーク期間Ta2の意味については、図5で説明しているのでここでは説明は繰返さない。図15では、ワイヤ送給速度の設定値Frは例えば900cm/minである。なお、このワイヤ送給速度に対応する設定電流は280A程度である。このときは、図2の下段に示す関数に基づいて、振幅設定信号Whによって示される三角波振幅は最大振幅IHAよりもゼロに近い値に設定される。このため、図13と比較して図15の波形を見ると、時刻t71〜t72の第1アーク期間Ta1では振幅の小さな三角波が重畳されている。この振幅は、たとえば20A程度に設定することができる。
【0106】
実施の形態2に係る溶接装置は、アーク再発生時(時刻t1)のアーク再発生時電流値を小さくすることができるので、実施の形態1で説明した溶接装置が奏する効果に加えて、アーク発生開始時のスパッタをさらに低減させることができる。
【0107】
なお、実施の形態2では、くびれを検出したときに溶接電流Iwを急速に減少させる手段として、減流抵抗器Rを通電路に挿入する方法を説明した。これ以外の手段として、溶接装置の出力端子間にスイッチング素子を介してコンデンサを並列に接続し、くびれを検出するとスイッチング素子をオン状態にしコンデンサから放電電流を通電して溶接電流Iwを急速に減少させる方法を用いても良い。
【0108】
最後に、再び実施の形態1および2について、図1および図12等を参照して総括する。溶接装置100は、炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう。図1に示すように、溶接装置100は、トーチ4と母材2との間に電圧を与えるための電源回路102と、電源回路102の電圧を制御する電源制御装置104とを含む。図5に示すように、電源制御装置104は、短絡期間Tsの後に続くアーク期間の初期の第1アーク期間Ta1にハイレベル電流が出力され、アーク期間の後期の第2アーク期間Ta2に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、電源回路102を制御する。さらに電源制御装置104は、図5の時刻t1〜t2に示すように、所定の周期で増減する波形をハイレベルベース電流(振幅中心電流Ihc)に重畳してハイレベル電流が発生されるように電源回路102を制御する。さらに電源制御装置104は、図2の下段に示すように、溶接電流の電流設定値またはトーチ4にワイヤ1を送給する速度の速度設定値が所定範囲(範囲X2)外である場合(たとえば範囲X1,X3)に比べて、電流設定値または速度設定値が所定範囲(範囲X2)内である場合には、振幅設定信号Whで設定される波形の振幅を増加させる。
【0109】
好ましくは、電源回路102は、図2の上段に示すように、電源制御装置104の制御下でトーチに対して電流を供給する供給経路のインダクタンス値Lioが可変に制御可能に構成される。電源制御装置104は、電流設定値または速度設定値が所定範囲(範囲X2)よりも小さい場合(たとえば範囲X1)には、電流設定値または速度設定値が所定範囲(範囲X2)内である場合よりも、第2アーク期間Ta2における電源回路のインダクタンス値を減少させる。
【0110】
好ましくは、ハイレベルベース電流に重畳する波形は、図5等では三角波である例を示したが、正弦波などの波形でもよい。
【0111】
好ましくは、実施の形態2(図12〜図15)で示したように、電源制御装置104は、短絡期間中に溶滴のくびれを検出した場合には短絡電流を減少させるくびれ検出制御を行なう。
【0112】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0113】
1 溶接ワイヤ、2 母材、3 アーク、4 溶接トーチ、5 送給ロール、6 溶滴、7 溶融池、100,100A 溶接装置、102,102A 電源回路、104,104A 電源制御装置、106 ワイヤ送給装置、AD アーク検出回路、DCL リアクトル、DR 駆動回路、EI 電流誤差増幅回路、ER 出力電圧設定回路、FC 送給制御回路、FH 周波数設定回路、FR 送給速度設定回路、ID 電流検出回路、IHCR 振幅中心電流設定回路、IR1 第1溶接電流設定回路、IR2 第2溶接電流設定回路、LR インダクタンス設定回路、ND くびれ検出回路、SW 溶接電流設定切換回路、TM タイマー回路、TR トランジスタ、VD 電圧検出回路、VTN くびれ検出基準値設定回路、WH 振幅設定回路、WM 送給モータ。
【特許請求の範囲】
【請求項1】
炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう溶接装置であって、
トーチと母材との間に電圧を与えるための電源回路と、
前記電源回路の電圧を制御する制御部とを備え、
前記制御部は、短絡期間の後に続くアーク期間の初期の第1アーク期間にハイレベル電流が出力され、前記アーク期間の後期の第2アーク期間に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、前記電源回路を制御し、
前記制御部は、所定の周期で増減する波形をハイレベルベース電流に重畳して前記ハイレベル電流が発生されるように前記電源回路を制御し、
前記制御部は、溶接電流の電流設定値または前記トーチにワイヤを送給する速度の速度設定値が所定範囲外である場合に比べて、前記電流設定値または前記速度設定値が前記所定範囲内である場合には、前記波形の振幅を増加させる、溶接装置。
【請求項2】
前記電源回路は、前記制御部の制御下で前記トーチに対して電流を供給する供給経路のインダクタンス値が可変に制御可能に構成され、
前記制御部は、前記電流設定値または前記速度設定値が前記所定範囲よりも小さい場合には、前記電流設定値または前記速度設定値が前記所定範囲内である場合よりも、前記第2アーク期間における前記電源回路の前記インダクタンス値を減少させる、請求項1に記載の溶接装置。
【請求項3】
前記波形は、三角波または正弦波である、請求項1または2に記載の溶接装置。
【請求項4】
前記制御部は、前記短絡期間中に溶滴のくびれを検出した場合には短絡電流を減少させるくびれ検出制御を行なう、請求項1〜3のいずれか1項に記載の溶接装置。
【請求項1】
炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう溶接装置であって、
トーチと母材との間に電圧を与えるための電源回路と、
前記電源回路の電圧を制御する制御部とを備え、
前記制御部は、短絡期間の後に続くアーク期間の初期の第1アーク期間にハイレベル電流が出力され、前記アーク期間の後期の第2アーク期間に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、前記電源回路を制御し、
前記制御部は、所定の周期で増減する波形をハイレベルベース電流に重畳して前記ハイレベル電流が発生されるように前記電源回路を制御し、
前記制御部は、溶接電流の電流設定値または前記トーチにワイヤを送給する速度の速度設定値が所定範囲外である場合に比べて、前記電流設定値または前記速度設定値が前記所定範囲内である場合には、前記波形の振幅を増加させる、溶接装置。
【請求項2】
前記電源回路は、前記制御部の制御下で前記トーチに対して電流を供給する供給経路のインダクタンス値が可変に制御可能に構成され、
前記制御部は、前記電流設定値または前記速度設定値が前記所定範囲よりも小さい場合には、前記電流設定値または前記速度設定値が前記所定範囲内である場合よりも、前記第2アーク期間における前記電源回路の前記インダクタンス値を減少させる、請求項1に記載の溶接装置。
【請求項3】
前記波形は、三角波または正弦波である、請求項1または2に記載の溶接装置。
【請求項4】
前記制御部は、前記短絡期間中に溶滴のくびれを検出した場合には短絡電流を減少させるくびれ検出制御を行なう、請求項1〜3のいずれか1項に記載の溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2012−245547(P2012−245547A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−119302(P2011−119302)
【出願日】平成23年5月27日(2011.5.27)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月27日(2011.5.27)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]