
物品および物品の製造方法
履物、衣服、運動用器材、時計用バンド等のような様々な物品、ならびに、これらの物品を形成する方法を提示する。概して、全体または部分的に、レーザー焼結、ステレオリソグラフィー、固体堆積モデリング等のような迅速製造技術を用いて、物品を形成する。迅速製造を用いることにより、カスタマイズされた物品を比較的経済的かつ時間効率良く製造することが可能となる。物品は、物品の様々な領域に付加的な耐久性を提供するように構成された一またはそれ以上の補強を含みうる。さらに、物品は、二またはそれ以上の材料から単一の迅速製造工程で形成されうる。迅速製造付加成形技術はまた、物品を形成するために、材料を融合する多様な強度のレーザーの使用を含みうる。

【発明の詳細な説明】
【技術分野】
【0001】
関連出願への相互参照
本出願は、その全体が参照として本願に組み入れられる、2008年10月21日に出願された、「物品および物品の製造方法」と題された米国特許出願第12/255,496号の一部継続出願である。
【0002】
発明の分野
本発明は、一般に、着用できる物品およびこれらの物品の製造方法に関する。より詳細には、本発明の態様は、迅速製造付加成形技術(rapid manufacturing additive fabrication technique)を用いて形成された履物物品およびその部分に関する。
【背景技術】
【0003】
背景
履物、衣服、運動用器材のような物品等のいろいろな製造された物品を形成するために様々な製造工程が存在する。例えば、射出成形、吹込み成形、圧縮成形および真空成形等のような通常に使用される多数の鋳造技術の一つを用いて履物物品のための中底を製造してもよい。これらの鋳造方法はしばしば、鋳型から生産される物品にあまりバリエーションの余地を残さない高価な鋳造設備を必要とする。一例を挙げると、鋳造された物品のデザインのいかなる変化も、通常、新しい鋳型の作出を必要とするであろう。これらの製造方法は一般に、鋳造された物品デザインに変化が加えられる毎に高価な型の取り替を必要とする。さらに、鋳造工程はしばしば製造後加工工程中で鋳造された物品からいくらかの材料が切り落とされるかもしれないため材料の浪費を生じる。
【0004】
さらに、従来の鋳造および物品製造方法はしばしば履物物品等の物品を着用者の特有の要求または要望に応じカスタマイズする余地を殆どか、または全く残さない。即ち、従来の履物、衣服、運動用器材等々の物品はしばしば大量生産される。幾つかの物品は多様な大きさで生産されるものの、一人の特定の使用者の仕様で物品が製造されることはめったにない。
【0005】
さらに、履物物品等の物品は、屈曲領域、高応力領域等々の摩損しやすい領域を有する。これらの領域における早期の摩損は、製品の他のエリアは所望の様式の高いレベルで機能し続けるにも拘らず、製品の耐用年数を短くし得る。
【発明の概要】
【0006】
概要
以下は、本発明およびその様々な特色の基本的な理解を得られるよう、本発明の態様の一般的概要を示す。本概要は、本発明の範囲をいかなる意味でも限定することを意図しておらず、単に、これに続くより詳細な記載についての一般的な概観および状況を提供するものである。
【0007】
本発明の態様は、補強領域を含む、履物物品等の物品に関連する。履物物品(もしくはその部分)は慣用的な技術および材料を用いて形成してよく、かつ/または、履物物品(もしくはその部分)は迅速プロトタイピング技術を用いて形成してもよい。補強領域は、靴を製作する間に靴の一部として形成しても、または、別に形成し、そして接着材、縫い目、機械的留具等のような公知の固着手段を用いて靴に繋ぎ合せてもよい。
【0008】
本発明のさらなる態様は、一またはそれ以上の迅速製造付加成形技術を用いて形成してもよい様々な中底衝撃減衰構成に関連する。一例を挙げると、中底は中敷の突起に対応する複数の孔を含んでもよい。中底および中敷の組み合わせはさらなる衝撃減衰を提供し、そして、孔および突起の配置は、着用者の仕様、希望等々に基づきカスタマイズしてもよい。
【図面の簡単な説明】
【0009】
本発明およびその或る利点のより完全な理解が、続く詳細な記載を、以下の添付の図を考慮して参照することにより獲得され得る:
【図1】本発明に従って形成された履物物品例の側面図を一般的に図解する。
【図2】本発明の態様に従って形成された補強領域を有する例示的な履物物品の側面図である。
【図3】本発明の態様に従って形成された補強領域を有する別の履物物品例の側面図である。
【図4】本発明の態様に従って形成された補強領域を有するさらに別の履物物品例の側面図である。
【図5】履物物品の部分が、本発明の態様に従って異なる材料より形成された、履物物品例の側面図である。
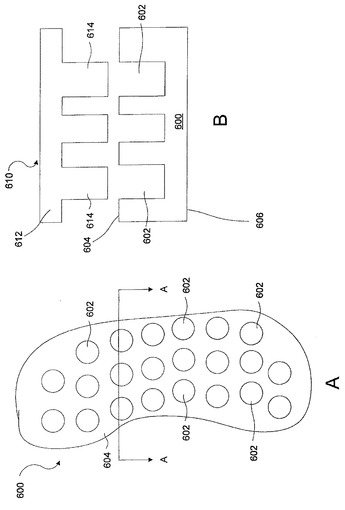
【図6】AならびにBは各々、対応する孔および突起を有し、かつ本発明の態様に従って形成された中底衝撃力減衰システムの平面図ならびに横断図である。
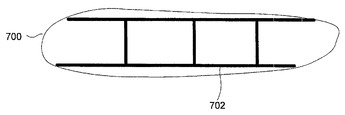
【図7】本発明の態様に従って形成されたエアバッグ衝撃減衰システム例である。
【0010】
添付の図面が必ずしも一定の縮尺で描かれていないことを読者に通知する。
【発明を実施するための形態】
【0011】
詳細な説明
続いての本発明に関する様々な構造例についての記載では、本明細書の一部を形成し、そして履物、時計用バンド、衣服、および運動用器材等のような様々な物品例ならびにこれらの物品の製造方法を図解により示す添付の図面について言及する。さらに、本発明の範囲から離れることなく、他の部分および構造の特定の配置が利用でき、そして、構造的および機能的改変を行うことができることが理解される。また、本発明の様々な特色および要素の例について記載するため、本明細書中では「最上部(top)」、「底部(bottom)」、「前(front)」、「後ろ(back)」、「背面(rear)」、「側面(side)」のような用語が使用されるが、これらの用語は本明細書中で便宜上、例えば、図面中の例示的向き、および/または典型的使用での向きに基づいて使用される。本明細書中の何ものも、本発明の範囲に該当するために特定の三次元的または空間的方向の構造を必要とすると解釈されるべきでない。さらに、本発明は、履物物品および履物物品の製造方法に関して一般的に記載される。しかしながら、本発明は様々な物品の産生に使用してもよい。
【0012】
A.本発明の例に係る履物等の物品についての一般的記載
一般に、上述のように、本発明の態様は履物、時計用バンド、衣類、運動用器材等のような物品に関連する。さらに、本発明の態様はこのような物品の製造方法に関連する。本発明の態様についてのより詳細な記載が以下に続く。
【0013】
1.本発明に係る履物物品等の物品例
本発明の一態様は履物物品等の物品に関連する。このような履物物品は、例えば、アッパーおよびアッパーと係合した底構造を含んでもよい。少なくとも幾つかの例において、アッパーおよび/または底構造は、レーザー焼結、固体堆積モデリング(solid deposition modeling)、ステレオリソグラフィー等のような迅速製造技術を用いて形成されてもよい。アッパーは、破損、摩損、屈曲等しやすいアッパーのエリア中、付加的な耐久性、摩損耐性等々を提供するよう構成された補強部分を含んでもよい。補強部分は、一例を挙げると非迅速製造付加成形技術である、慣用的な材料および製造工程により形成されてもよいし、または、一つもしくはそれ以上の迅速製造付加成形技術を用いて形成されてもよい。補強部分は、縫い目、粘着材等のような公知の固着手段を用いてアッパーに繋ぎ合わせてもよい。
【0014】
他の例において、迅速製造された履物物品のアッパーおよび/または底構造の部分は、靴の異なる領域について異なる機械的特徴が提供されるように異なる材料から形成されてもよい。一例として挙げると、足首領域等の支持領域を剛性および支持と関連した特性を有する第二の材料で形成してもよい一方、靴の屈曲を可能ならしめるよう、可撓性領域を可撓性と関連する特性を有する第一の材料より形成してもよい。本発明に従った少なくとも幾つかの産物では、靴の様々な部分を単一の迅速製造工程により形成してもよい。
【0015】
さらに別の例では、迅速製造された履物物品のアッパーおよび/または底構造の部分は、靴の異なる領域に異なる機械的特徴を提供するために、様々なレーザー強度で融合された材料から形成されてもよい。一例として挙げると、鳩目領域等のより高度な硬さが望まれる領域は、爪先領域等の可撓性が望まれる領域よりも強い強度のレーザーを受けてもよい。例えば、レーザー出力光、レーザー走査速度、またはレーザービームスポットの大きさを変化させることによって、レーザー照射強度を変えてもよい。
【0016】
本発明の具体例が下記により詳細に記載される。これらの具体例が本発明の例を単に例証するために述べられているのであって、本発明を限定するものと解釈されるべきでないことを読者は理解すべきである。
【0017】
B.本発明の具体例
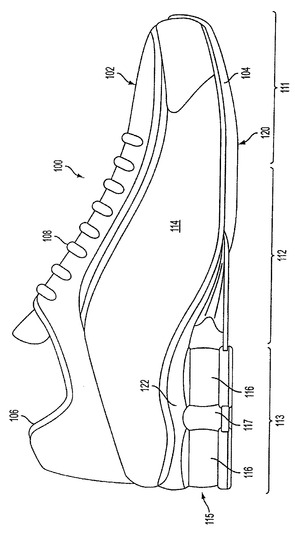
図1は本発明の態様に従って形成された履物物品例100を一般的に図解する。履物物品100はアッパー102および底構造104を含む。続いての材料における関係付けを目的として、履物100は3つの普遍的な領域に分類してもよい:図1に図解されるように、足前または爪先領域111、中足領域112、およびかかと領域113。さらに、履物100は2つの側面を含む:側部側114および中間側(示さず)。側部側114は足の側部(外)側に沿って伸張するよう位置し、そして、一般的に領域111〜113の各々を通過している。同様に、中間側は足の逆側の中間(内)側に沿って伸張するよう位置し、そして、一般的に領域111〜113の各々を通過している。領域111〜113および中間および側部側は、履物100の正確なエリアの境界を画定することを意図していない。むしろ、領域111〜113および中間および側部側は、続いての議論における関係付けの枠を提供するように、履物100の普遍的なエリアを表すことを意図している。
【0018】
一般に、アッパー102は底構造104に留められ、そして、足を受け入れるための空洞を明示する。空洞へのアクセスは、かかと領域113に位置づけられる足首開口106により提供される。ひも108がアッパー102中の様々な孔から伸びている。ひも108は足首開口106の大きさを選択的に増加し、そして、多様な寸法の足を収容するために、アッパー102のある寸法、特には周囲を変えるために、慣用的な方法で利用されてもよい。様々な材料が慣用的なアッパーの製造における使用に適する。慣用的なアッパーに使用される材料は、例えば、縫製または接着材により一緒に接着される革、合成皮革、ゴム、織物、およびポリマー発泡体を含む。アッパー102に使用される特定の材料は、摩損耐性、可撓性、通気性、湿気制御および快適さを授けるために選択してもよい。いくつかの慣用的な配置では、アッパー102の異なるエリア中に、これらのエリアに特定の特性を授けるために、異なる材料を組み入れてもよい。さらに、特定エリアに特性の組み合わせを提供するために材料を層状化させてもよい。本発明の態様に従うと、以下により完全に議論されるように、アッパー102は迅速製造付加成形技術を用いて熱可塑性エラストマー等の好適な材料から形成されてもよく、そして、慣用的な方法または迅速製造付加成形技術を用いて形成された様々な補強を含んでもよい。
【0019】
底構造104はアッパー102のより低い表面に留められ、そして、本底120および中底122を含む。本底120は底構造104の地面に会合する表面を形成し、かつ、耐久性の摩損耐性材料より形成されている。慣用的な底構造は牽引力を増幅するようテクスチャー化されたゴムより形成されてもよい。以下により完全に議論されるように、本発明の態様に従って、本底120および/または中底122は迅速製造付加成形技術を用いて熱可塑性エラストマーから形成されてもよい。ある態様では、本底120は中底122と一体的に形成されてもよく、または、中底122のより低い表面であってもよい。ある慣用的な中底は、中底122中にフォームコア型の衝撃力減衰システムを形成する、ポリウレタンまたは酢酸エチルビニル等のポリマー発泡材料より主に形成されてもよい。他の慣用的な中底は図1に示されるもののような柱型中底衝撃力減衰システムを含んでもよい。エアバッグ型衝撃力減衰システムを含むさらなる中底衝撃力減衰型を慣用的な中底での使用に利用できる。柱型、フォーム核、エアバッグのような(または、少なくともその一部)を含むこれらの様々な衝撃力減衰システムはまた、以下により完全に議論されるように、本発明の態様に従った迅速製造技術および関連材料を用いて製造してもよい。
【0020】
慣用的な履物物品は一般的にいろいろな異なるタイプの材料およびいろいろな異なる製造工程により形成される。ある配置では、アッパーおよび底構造は一般的に別々のピースとして形成され、そしてその後、製造後加工工程で接続される。アッパーの形成にあたっては、複数のアッパー部分を慣用的な方法を用いて形成または切り、そしてその後、互いに繋ぎ合わせてもよい。アッパー部分は、縫い目、接着材、機械的留具等のような公知のいずれの手段により繋ぎ合わせてもよい。この工程はしばしば、アッパーの各個別のピースを特定のアッパーまたはアッパー部分の正確な形および大きさにするトリミングと関連した相当量の無駄を生じる。
【0021】
慣用的な製造技術を用いた履物物品の形成に加えて、履物物品またはその部分は、レーザー焼結、ステレオリソグフラフィー、固体堆積モデリング等のような迅速製造付加成形技術を用いて形成してもよい。迅速製造成形技術は、コンピューター支援設計(CAD)ファイルのようなデータファイル中で3次元デザインを作出し、そして三次元デザインの対象を自動化された層毎の(layer by layer)工程で構築することを含む。本質的に、成形設備がデータファイルから三次元デザインを読み取り、そして、三次元対象を構築するために、連続する粉、液体またはシート材料の層を敷設する。デザインの三次元対象を形成するために、一例を挙げると高出力レーザーを用いることができるが、成形設備により層を一緒に接続する。このような迅速製造技術は一般的に当分野において公知である。
【0022】
本明細書中に記載される態様に従って物品を形成するために使用してもよい一つの特有な工程はレーザー焼結である。この工程はCADファイル等のデータファイル中での三次元デザインの作出を含む。レーザー焼結成形設備はCADファイルを読み取り、そして、粉体またはプラスチック、金属もしくはセラミックの小さな部分を融合するために高出力レーザーを用いて、履物物品のアッパーまたはアッパーの部分等のデザインの三次元対象を形成する。レーザーは、CADファイルから産生された断面をスキャニングすること、または、粉体層の表面上の部位をスキャンすることにより選択に粉状材料を融合する。各断面がスキャニングされた後、粉体層は一層分の厚さ下げられ、最上部に新しい材料層が広げられ、そして、その一部が完了するまで工程は繰り返される。レーザー焼結およびその他の迅速製造工程は一般的に当分野において公知である。一つのシステム例がBourellらの米国特許第5,156,697号に見出され、そして、これは参照として本明細書中に組み入れられる。
【0023】
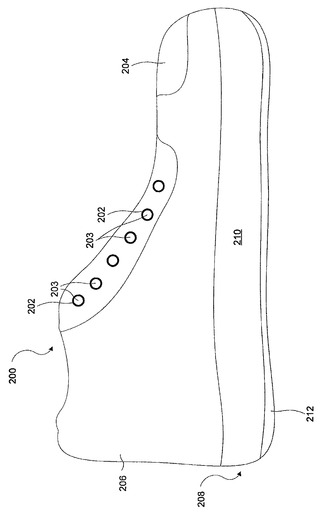
迅速製造付加成形技術を用いて形成された履物物品、および、慣用的な方法を用いて形成されたある物は、しばしば、屈曲または過度の摩損もしくは圧力を受ける領域における補強を必要とする。従って、軟化、裂け等々しやすい領域を補強することにより、履物物品の耐用年数を延ばすために補強部分を形成してもよい。一例を挙げると、図2は、補強部分202、204を含む一つの履物物品例200を図解している。示されるように、履物物品200は一般に着用者の足を受け入れる空所を形成するアッパー206を含む。さらに、靴200は、中底210および本底212を含んでもよい底構造208を含む。ある例において、底構造208は鋳造等々の慣用的な方法を用いて形成されてもよい。他の配置において、底構造208は一またはそれ以上の迅速製造付加成形技術を用いて形成されてもよい。迅速製造技術を用いて底構造208を形成することにより、慣用的な製造技術を用いては形成できないような複雑な形の形成が可能となるかもしれない。さらに、底構造208を迅速製造技術を用いて形成することにより、着用者の足をスキャニングし、底構造208を着用者の足のスキャンに基づいて製造できるため、底構造208のカスタマイズがよりよくできるかもしれない。
【0024】
アッパー206もまた慣用的な製造技術または迅速製造付加成形技術を用いて形成してもよい。図2の履物物品200はまた複数の鳩目203を含む。ある配置では、迅速製造技術を用いて形成されたアッパー206は物品200の鳩目領域の補強により利するかもしれない。従って、鳩目補強部分202を形成し、そして、縫い目、接着材、機械的留具等のような公知の固着手段を用いてアッパー206に繋ぎ合わせてもよい。一例を挙げると、ひもまたは他の閉じるためのシステム(示さず)を収容するように鳩目203を補強することを目的として、鳩目補強202を迅速製造技術を用いて形成し、そして、アッパー206の鳩目領域203に繋ぎ合わせてもよい。他の例では、鳩目補強202を慣用的な材料(例えば、プラスチック、金属、革、織物等々)、および/または、鋳造、押出加工等々のような慣用的な製造技術から形成してもよい。鳩目補強202はその後、アッパー206中に形成された鳩目203に、縫い目、接着材、機械的留具、波型金属環構造、補強およびアッパー上の接合するスナップフィット部品等のような公知の固着手段を用いて製造後加工工程として繋ぎ合わせてもよい。
【0025】
図2の履物物品200はまた履物物品200の爪先領域に構成された補強204を含む。ある配置では、使用中の爪先領域内側への着用者の爪先の押圧のため、爪先領域は高度の摩損領域と見なされてもよい。従って、穴、破損等々を防ぐのを助けるため補強204のような領域的補強構造をその領域に位置させてもよい。爪先領域補強204は織物、革等のような慣用的な材料から形成されても、または、迅速製造付加成形技術およびそれに伴う材料によって形成されてよい。補強204を形成するために迅速製造技術を用いることにより補強の様々な領域中における補強の厚さにバリエーションを設けることが可能となるかもしれない。一例を挙げると、靴の前側で追加の補強を提供するために、補強は爪先の背面側(即ち、靴の中足領域に近い方)では爪先領域の前側より薄くてもよい。
【0026】
さらに、特定の使用者のために補強204の形、大きさ、厚さ等々はカスタマイズしてもよい。即ち、どこに追加の補強が必要とされるかを決定するために、着用者の歩調または歩行周期および特徴を研究してもよく、そして、一もしくはそれ以上の迅速製造付加成形技術、または、ある配置においては慣用的な製造技術を用いて、補強204をこれらの仕様に構築してもよい。一つのより具体的な例として、歩行の間、過回内しがちの人物には底の側部踵エリア中に追加の剛性および/または摩損補強を提供してもよい。
【0027】
接着材、縫い目、機械的留具、補強およびアッパー上の接合するスナップフィット部品等のような公知の固着手段を用いて爪先領域補強204をアッパー206に繋ぎ合わせてもよい。
【0028】
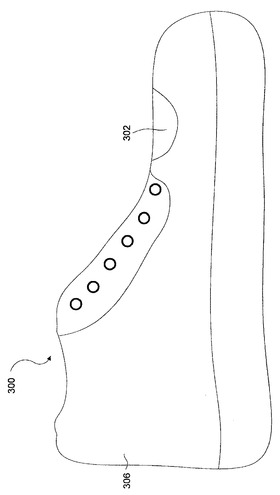
付加的または代替的に、つま革足前領域は補強によって同様に利するかもしれない屈曲領域を含む。一例を挙げると、図3はアッパー306のこの屈曲領域に沿って伸びる補強302を有する履物300を図解する。補強302は慣用材料および/もしくは慣用製造技術から形成されてもよいし、または、迅速製造付加成形技術およびそれに伴う材料を用いて形成されてもよい。補強302は履物物品300を製作するための初期迅速製造工程の一部として形成されてもよいし、または、接着材、縫い目、機械的留具、補強およびアッパー上の接合するスナップフィット部品等のような公知の固着手段を用いてアッパー306に繋ぎ合わせたもしくは固着された独立した一片として形成されてもよい。補強302は追加の耐久性および摩損耐性を靴300(例えば、ジャンプ、うずくまる等々する時)の高応力エリアに提供しつつ、履物物品300のその領域における屈曲を可能とするものとして形成されてもよい。
【0029】
図4はさらに別の補強領域402を有する履物物品400を図解する。上記の配置については、履物物品400のアッパー406および底構造408は慣用的な材料および慣用的な製造技術を用いて形成してもよいし、または、一つまたは複数の迅速製造付加成形技術およびそれに伴う材料を用いて形成されてもよい。しかしながら、履物物品400の縁領域402はしばしば重度の摩損を受ける領域であり、破れたり、摩損したり等々しやすい。従って、縁領域402における補強は靴400の耐用年数を延ばすかもしれない。
【0030】
ある配置では、履物物品400のアッパー406は一またはそれ以上の迅速製造付加成形技術を用いて形成してもよい。縁強化404は独立して(慣用的な材料および工程によって、または、迅速製造材料および工程によって)形成してもよく、そして、追加の摩損耐性を提供するためにアッパー406に繋ぎ合わせてもよい。さらに、縁領域402は着用者の肌を擦りそして刺激を生じ得るエリアかもしれないので、縁補強404はまた柔らかい発泡体、生地またはその他の快適さを増幅する材料を含んでもよい。縁補強404はアッパー406に縫い目、接着材、機械的留具等を含む公知の固着手段を用いて固着されてもよい。ある配置では、縁補強404はアッパー406の縁領域402中に構成された対応するスナップフィット機構と嵌合するスナップフィット機構を含んでもよい。
【0031】
追加の強度、摩損耐性、快適さ等々を提供するのに加えて、上記の補強はまた履物物品に様々なデザイン要素を付加してもよい。一例を挙げると、補強はアッパーまたは靴のその他の部分で用いられている一色もしくは複数の色を補う、一またはそれ以上の色または配色を含んでもよい。付加的または代替的に、補強は靴構造に補足的なデザイン要素を提供するような形にされてもよい。ある配置では、補強はロゴ(チームロゴ、マスコット等々のような)または企業商標名を含むような形にされてもよい。ある配置では、一つの領域の特性は別の領域の特性へと移行してもよい。
【0032】
さらに、追加の審美的増強は勿論、高摩損および/または高応力領域に追加の耐久性を提供するため、迅速製造技術を用いて履物物品の様々領域に樹脂(着色または無着色)をブラシで塗る、塗布、スプレー等々してもよい。靴が形成された後に、製作後加工工程として樹脂を靴にブラシで塗ってもよい。工程は、所望により、靴の外観を高めつつ、靴の様々な領域または靴全体に追加の耐久性を提供するために多様な色等々の樹脂を含んでもよい。使用できる様々な樹脂、および、樹脂を広げるための技術は、本出願が優先権の主張の基礎としかつその全体が参照として本明細書中に組み入れられる「物品および物品の製造方法(Articles and Methods of Manufacture of Articles)」と題される米国特許出願第12/255,496号中により完全に議論される。
【0033】
上述の補強部分および技術に加えて、履物物品は、迅速製造付加成形工程の間、複数の材料を用いて形成されてもよい。一例を挙げると、履物物品は靴のデザイン、仕様等々を含む単一のデザインファイルから形成されてもよい。単一のタイプの迅速製造工程を用いた靴の迅速製造の間、靴の異なる領域に異なる特徴または特性と提供するために複数の材料を用いてもよい。
【0034】
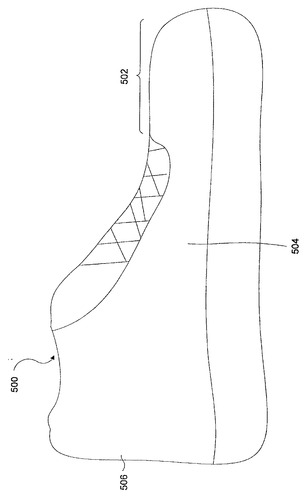
一例を挙げると、図5の履物物品500は一またはそれ以上の迅速製造付加成形技術を用いて形成されてもよい。靴500を製作するのに使用される層毎(layer-by-layer)の工程は靴500の異なる領域のために異なる材料を含んでもよい。一例を挙げると、靴500の爪先領域502では付加的な可撓性が望まれるかもしれないのに対し、形成されるアッパー506の側部側504および中間側(示さず)では付加的な剛性が望まれるかもしれない。これらの異なる特性を提供する材料を同じ迅速製造付加成形技術で用いてもよい。一例を挙げると、融合される粉末層は、第一の材料を物品の一エリアまたは一部分に、そして、第一の材料とは異なる第二の材料を物品の別のエリアまたは一部分に含んでもよい。従って、単一の迅速製造工程から所望の特性を有する靴500を形成するために二またはそれ以上の異なる材料を用いてもよい。ある例では、履物物品の部分は3D Systemsにより製造されかつ販売されるDuraForm Flexプラスチック等の熱可塑性エラストマー、または、Advanced Laser Materials, LLC(例えば、ALM Flex)およびEvonk Industries(例えば、Evonik Soft Touch)で製造のもの、様々な粉末、あらゆる一般的なプラスチック様材料等のようなその他の類似の材料を用いて形成されてもよい。
【0035】
さらに別の配置では、物品を製造するのに使用される迅速製造付加成形技術は、履物物品の様々な領域を形成する時により高いまたはより低い強度を利用できるように多様な強度を有するレーザーを含んでもよい。一例を挙げると、図5をさらに参照して、爪先領域502はその領域の材料の可撓性を維持するためにより低い強度のレーザーを用いて融合してもよい。しかしながら、付加的な剛性およびその領域の支えを提供するため、アッパー506の側部側504および中間側の材料の融合にはより高強度のレーザーを用いてもよい。足の異なる領域において多様な強度のレーザーを用いるこの配置は様々な迅速製造付加成形技術を用いて実施してもよい。さらに、物品を製造するのに様々なレーザーを用いてもよい。ある配置では50ワットの二酸化炭素DEOSクラスIVレーザーを用いてもよい。
【0036】
他の配置では、鳩目領域(図2の203)等の付加的な硬化が望まれる領域は靴の他の領域よりも高強度のレーザーによって融合されてもよい。これは物品の鳩目領域を補強するのを助けるかもしれない。
【0037】
レーザーの強度を多様にすることは履物物品のさらなるカスタマイズ化を可能とするかもしれない。一例を挙げると、靴の様々な領域を製作するのに用いられるレーザーの強度を多様にすることは、形成される物品が所望の仕様に「調整」されるように靴の密度、剛性等々を変えるかもしれない。これらの仕様は一またはそれ以上の識別された使用者に独特であるかもしれない。この配置は、所望により、物品を産生するのに高価な鋳型を製造することを必要とすることなく製作される各靴の物品の特性を変える能力を提供する。
【0038】
図6Aおよび6Bは、一またはそれ以上の迅速製造付加成形技術を用いて形成してもよい、履物物品の部分のさらに別の配置を図解する。図6Aは履物物品の中底600の平面図を図解する。中底600は、一般に、最上部表面604の至るところに分布された複数の孔602を含む。孔602は中底600の部分を通って伸びていても、または、最上部表面604から底部表面606まで中底600を完全に通って伸びていてもよい。図6Bは図6Aの中底600の線A-Aで切った断面図である。図は孔602が中底600を部分的通って伸びる一例を図解する。中底600は一またはそれ以上の迅速製造付加成形技術を用いて形成されてもよい。これらの技術を用いることにより、中底600にあらゆる数、形、配置、大きさ等々の孔を形成することが可能とする。一例を挙げると、より大きいまたはより小さい孔を形成しても、四角、長方形、三角形、台形、六角形等々を含む様々な形の孔を形成してもよく、中底の領域等々に依存して孔のパターンは異なっていてよい。
【0039】
図6Bはさらに中敷部材610を含む。中敷部材610は基部612および複数の突起614を含む。突起614は中底600に形成された孔602に対応する形および大きさで形成されている。中敷部材610および突起614は着用者に追加の衝撃減衰、支持、快適さ等々を提供してもよい。中敷部材610は迅速製造付加成形技術または慣用的な技術を用いて形成されてもよい。
【0040】
ある配置では、孔602および対応する突起614の大きさ、配置等々は特定の使用者にカスタマイズしてもよい。一例を挙げると、着用者の足のスキャンを取り、そして、スキャンの結果に基づき様々な領域に追加の衝撃減衰を提供してもよい。
【0041】
さらに他の配置では、迅速製造付加成形技術を中底衝撃減衰システムで使用するためのエアバッグのための挿入を形成するのに用いてもよい。一例を挙げると、中底は慣用的な材料より形成された膨張させたエアバッグを含んでもよい。エアバッグは所望の形を維持するのを助けるための挿入を含んでもよい。一例を挙げると、挿入は膨張された時にエアバッグの形を制御するのを助けるよう、エアバッグのバッグ内部中の様々な位置に固着されてよい。挿入を製作するための迅速製造の使用は、エアバッグの所望の形を維持するために、着用者の必要および/または要望のみならず、いかなる所望の大きさ、形等々に挿入をカスタマイズすることを可能にする。図7は、一またはそれ以上の迅速製造付加成形技術を用いて形成された、挿入702を含む一つのエアバッグ例700を図解する。挿入702は使用者の要望、使用者の足の造作に基づく仕様等々に基づいて、その大きさ、形、構成等々を決めてもよい。
【0042】
さらに別の配置では、エアバッグをその場所に保持または留めるために中底に配置された一またはそれ以上の構造を、一またはそれ以上の迅速製造付加成形技術を用いて形成してもよい。例えば、慣用的な製造方法を用いては製造が困難または不可能な取付具、クリップ、溝、枠、ポケットもしくはその他のエアバックを固定するための構造を迅速製造を用いて形成してもよい。
【0043】
さらに別の配置では、同じ工程で形成される他の部分の内側に様々なパーツを迅速製造付加成形技術を用いて製造してもよい。一例を挙げると、時間および材料を節約するために、小さなパーツをより大きなパーツの中空の凹の内側に製造してもよい。この工程は、より大きな人形の内側により小さな人形が入れ子になっているロシア人形と似ているであろう。作出されたCADファイルは、小さなパーツおよびより大きなパーツのためのデザインを含んでもよく、そして、パーツは一工程で製造してもよい。
【0044】
さらにまた、迅速製造付加成形技術を用いて製造されたある物品は、空間を浪費しないよう、折り畳まれた状態で形成されてもよい。一例を挙げると、様々な襞および折れ線に沿って折り畳まれて蓄えられる紙袋と同様に、物品は迅速製造を用いて折り畳まれた状態で形成され、そしてその後、使用時に拡張してもよい。
【0045】
例えば、履物物品は連結する複数の環から形成されてもよい。環は、履物物品の異なる領域において大きさが違っていてもよく、または、全体を通じて同じ大きさであってもよい。物品を製造する間、環は折り畳まれた状態で形成されてもよい。即ち、非常にコンパクトな形を有する物品を生産するため、環は積み重ねられた形体で形成されてもよい。しかしながら、物品を拡張したおよび/または使用可能な状態で提供するため、物品を開くまたは拡張することにより環を拡張してもよい。
【0046】
上記の配置は履物物品の製造において使用するために記載されたが、本発明の態様は衣服、ホッケー用スティック、脛当て、ラクロス用スティック、肩パッド等々のような運動用器材、時計用バンド、宝飾品、眼鏡のような様々な物品について使用してもよい。
【0047】
上記の配置は、使用者の仕様、所望等々に基づいて、物品をカスタマイズすることを可能にする。さらに、様々な物品を形成するための迅速製造製作技術の使用は物品の製造に伴う材料の無駄を最小限とする。慣用的な物品を製造する際には、物品の所望の大きさまたは形を得るために、物品から材料が切り取られる。本明細書中に記載される方法では、物品の特定の所望の寸法を有する3次元デザインファイルを作出できる。その後、物品がその特定の寸法に構築される。物品の所望の大きさおよび形を得るために、除かれる必要のある付加的な材料は作出されない。
【0048】
結論
本発明は、本発明を実施するための現時点の好ましい様式を含め、具体例に関して詳細に記載されたが、当業者であれば上記システムおよび方法に無数のバリエーションおよび置換があることを察知するであろう。従って、本発明の精神および範囲は、添付の特許請求の範囲に記載されるように広く解釈されるべきである。
【技術分野】
【0001】
関連出願への相互参照
本出願は、その全体が参照として本願に組み入れられる、2008年10月21日に出願された、「物品および物品の製造方法」と題された米国特許出願第12/255,496号の一部継続出願である。
【0002】
発明の分野
本発明は、一般に、着用できる物品およびこれらの物品の製造方法に関する。より詳細には、本発明の態様は、迅速製造付加成形技術(rapid manufacturing additive fabrication technique)を用いて形成された履物物品およびその部分に関する。
【背景技術】
【0003】
背景
履物、衣服、運動用器材のような物品等のいろいろな製造された物品を形成するために様々な製造工程が存在する。例えば、射出成形、吹込み成形、圧縮成形および真空成形等のような通常に使用される多数の鋳造技術の一つを用いて履物物品のための中底を製造してもよい。これらの鋳造方法はしばしば、鋳型から生産される物品にあまりバリエーションの余地を残さない高価な鋳造設備を必要とする。一例を挙げると、鋳造された物品のデザインのいかなる変化も、通常、新しい鋳型の作出を必要とするであろう。これらの製造方法は一般に、鋳造された物品デザインに変化が加えられる毎に高価な型の取り替を必要とする。さらに、鋳造工程はしばしば製造後加工工程中で鋳造された物品からいくらかの材料が切り落とされるかもしれないため材料の浪費を生じる。
【0004】
さらに、従来の鋳造および物品製造方法はしばしば履物物品等の物品を着用者の特有の要求または要望に応じカスタマイズする余地を殆どか、または全く残さない。即ち、従来の履物、衣服、運動用器材等々の物品はしばしば大量生産される。幾つかの物品は多様な大きさで生産されるものの、一人の特定の使用者の仕様で物品が製造されることはめったにない。
【0005】
さらに、履物物品等の物品は、屈曲領域、高応力領域等々の摩損しやすい領域を有する。これらの領域における早期の摩損は、製品の他のエリアは所望の様式の高いレベルで機能し続けるにも拘らず、製品の耐用年数を短くし得る。
【発明の概要】
【0006】
概要
以下は、本発明およびその様々な特色の基本的な理解を得られるよう、本発明の態様の一般的概要を示す。本概要は、本発明の範囲をいかなる意味でも限定することを意図しておらず、単に、これに続くより詳細な記載についての一般的な概観および状況を提供するものである。
【0007】
本発明の態様は、補強領域を含む、履物物品等の物品に関連する。履物物品(もしくはその部分)は慣用的な技術および材料を用いて形成してよく、かつ/または、履物物品(もしくはその部分)は迅速プロトタイピング技術を用いて形成してもよい。補強領域は、靴を製作する間に靴の一部として形成しても、または、別に形成し、そして接着材、縫い目、機械的留具等のような公知の固着手段を用いて靴に繋ぎ合せてもよい。
【0008】
本発明のさらなる態様は、一またはそれ以上の迅速製造付加成形技術を用いて形成してもよい様々な中底衝撃減衰構成に関連する。一例を挙げると、中底は中敷の突起に対応する複数の孔を含んでもよい。中底および中敷の組み合わせはさらなる衝撃減衰を提供し、そして、孔および突起の配置は、着用者の仕様、希望等々に基づきカスタマイズしてもよい。
【図面の簡単な説明】
【0009】
本発明およびその或る利点のより完全な理解が、続く詳細な記載を、以下の添付の図を考慮して参照することにより獲得され得る:
【図1】本発明に従って形成された履物物品例の側面図を一般的に図解する。
【図2】本発明の態様に従って形成された補強領域を有する例示的な履物物品の側面図である。
【図3】本発明の態様に従って形成された補強領域を有する別の履物物品例の側面図である。
【図4】本発明の態様に従って形成された補強領域を有するさらに別の履物物品例の側面図である。
【図5】履物物品の部分が、本発明の態様に従って異なる材料より形成された、履物物品例の側面図である。
【図6】AならびにBは各々、対応する孔および突起を有し、かつ本発明の態様に従って形成された中底衝撃力減衰システムの平面図ならびに横断図である。
【図7】本発明の態様に従って形成されたエアバッグ衝撃減衰システム例である。
【0010】
添付の図面が必ずしも一定の縮尺で描かれていないことを読者に通知する。
【発明を実施するための形態】
【0011】
詳細な説明
続いての本発明に関する様々な構造例についての記載では、本明細書の一部を形成し、そして履物、時計用バンド、衣服、および運動用器材等のような様々な物品例ならびにこれらの物品の製造方法を図解により示す添付の図面について言及する。さらに、本発明の範囲から離れることなく、他の部分および構造の特定の配置が利用でき、そして、構造的および機能的改変を行うことができることが理解される。また、本発明の様々な特色および要素の例について記載するため、本明細書中では「最上部(top)」、「底部(bottom)」、「前(front)」、「後ろ(back)」、「背面(rear)」、「側面(side)」のような用語が使用されるが、これらの用語は本明細書中で便宜上、例えば、図面中の例示的向き、および/または典型的使用での向きに基づいて使用される。本明細書中の何ものも、本発明の範囲に該当するために特定の三次元的または空間的方向の構造を必要とすると解釈されるべきでない。さらに、本発明は、履物物品および履物物品の製造方法に関して一般的に記載される。しかしながら、本発明は様々な物品の産生に使用してもよい。
【0012】
A.本発明の例に係る履物等の物品についての一般的記載
一般に、上述のように、本発明の態様は履物、時計用バンド、衣類、運動用器材等のような物品に関連する。さらに、本発明の態様はこのような物品の製造方法に関連する。本発明の態様についてのより詳細な記載が以下に続く。
【0013】
1.本発明に係る履物物品等の物品例
本発明の一態様は履物物品等の物品に関連する。このような履物物品は、例えば、アッパーおよびアッパーと係合した底構造を含んでもよい。少なくとも幾つかの例において、アッパーおよび/または底構造は、レーザー焼結、固体堆積モデリング(solid deposition modeling)、ステレオリソグラフィー等のような迅速製造技術を用いて形成されてもよい。アッパーは、破損、摩損、屈曲等しやすいアッパーのエリア中、付加的な耐久性、摩損耐性等々を提供するよう構成された補強部分を含んでもよい。補強部分は、一例を挙げると非迅速製造付加成形技術である、慣用的な材料および製造工程により形成されてもよいし、または、一つもしくはそれ以上の迅速製造付加成形技術を用いて形成されてもよい。補強部分は、縫い目、粘着材等のような公知の固着手段を用いてアッパーに繋ぎ合わせてもよい。
【0014】
他の例において、迅速製造された履物物品のアッパーおよび/または底構造の部分は、靴の異なる領域について異なる機械的特徴が提供されるように異なる材料から形成されてもよい。一例として挙げると、足首領域等の支持領域を剛性および支持と関連した特性を有する第二の材料で形成してもよい一方、靴の屈曲を可能ならしめるよう、可撓性領域を可撓性と関連する特性を有する第一の材料より形成してもよい。本発明に従った少なくとも幾つかの産物では、靴の様々な部分を単一の迅速製造工程により形成してもよい。
【0015】
さらに別の例では、迅速製造された履物物品のアッパーおよび/または底構造の部分は、靴の異なる領域に異なる機械的特徴を提供するために、様々なレーザー強度で融合された材料から形成されてもよい。一例として挙げると、鳩目領域等のより高度な硬さが望まれる領域は、爪先領域等の可撓性が望まれる領域よりも強い強度のレーザーを受けてもよい。例えば、レーザー出力光、レーザー走査速度、またはレーザービームスポットの大きさを変化させることによって、レーザー照射強度を変えてもよい。
【0016】
本発明の具体例が下記により詳細に記載される。これらの具体例が本発明の例を単に例証するために述べられているのであって、本発明を限定するものと解釈されるべきでないことを読者は理解すべきである。
【0017】
B.本発明の具体例
図1は本発明の態様に従って形成された履物物品例100を一般的に図解する。履物物品100はアッパー102および底構造104を含む。続いての材料における関係付けを目的として、履物100は3つの普遍的な領域に分類してもよい:図1に図解されるように、足前または爪先領域111、中足領域112、およびかかと領域113。さらに、履物100は2つの側面を含む:側部側114および中間側(示さず)。側部側114は足の側部(外)側に沿って伸張するよう位置し、そして、一般的に領域111〜113の各々を通過している。同様に、中間側は足の逆側の中間(内)側に沿って伸張するよう位置し、そして、一般的に領域111〜113の各々を通過している。領域111〜113および中間および側部側は、履物100の正確なエリアの境界を画定することを意図していない。むしろ、領域111〜113および中間および側部側は、続いての議論における関係付けの枠を提供するように、履物100の普遍的なエリアを表すことを意図している。
【0018】
一般に、アッパー102は底構造104に留められ、そして、足を受け入れるための空洞を明示する。空洞へのアクセスは、かかと領域113に位置づけられる足首開口106により提供される。ひも108がアッパー102中の様々な孔から伸びている。ひも108は足首開口106の大きさを選択的に増加し、そして、多様な寸法の足を収容するために、アッパー102のある寸法、特には周囲を変えるために、慣用的な方法で利用されてもよい。様々な材料が慣用的なアッパーの製造における使用に適する。慣用的なアッパーに使用される材料は、例えば、縫製または接着材により一緒に接着される革、合成皮革、ゴム、織物、およびポリマー発泡体を含む。アッパー102に使用される特定の材料は、摩損耐性、可撓性、通気性、湿気制御および快適さを授けるために選択してもよい。いくつかの慣用的な配置では、アッパー102の異なるエリア中に、これらのエリアに特定の特性を授けるために、異なる材料を組み入れてもよい。さらに、特定エリアに特性の組み合わせを提供するために材料を層状化させてもよい。本発明の態様に従うと、以下により完全に議論されるように、アッパー102は迅速製造付加成形技術を用いて熱可塑性エラストマー等の好適な材料から形成されてもよく、そして、慣用的な方法または迅速製造付加成形技術を用いて形成された様々な補強を含んでもよい。
【0019】
底構造104はアッパー102のより低い表面に留められ、そして、本底120および中底122を含む。本底120は底構造104の地面に会合する表面を形成し、かつ、耐久性の摩損耐性材料より形成されている。慣用的な底構造は牽引力を増幅するようテクスチャー化されたゴムより形成されてもよい。以下により完全に議論されるように、本発明の態様に従って、本底120および/または中底122は迅速製造付加成形技術を用いて熱可塑性エラストマーから形成されてもよい。ある態様では、本底120は中底122と一体的に形成されてもよく、または、中底122のより低い表面であってもよい。ある慣用的な中底は、中底122中にフォームコア型の衝撃力減衰システムを形成する、ポリウレタンまたは酢酸エチルビニル等のポリマー発泡材料より主に形成されてもよい。他の慣用的な中底は図1に示されるもののような柱型中底衝撃力減衰システムを含んでもよい。エアバッグ型衝撃力減衰システムを含むさらなる中底衝撃力減衰型を慣用的な中底での使用に利用できる。柱型、フォーム核、エアバッグのような(または、少なくともその一部)を含むこれらの様々な衝撃力減衰システムはまた、以下により完全に議論されるように、本発明の態様に従った迅速製造技術および関連材料を用いて製造してもよい。
【0020】
慣用的な履物物品は一般的にいろいろな異なるタイプの材料およびいろいろな異なる製造工程により形成される。ある配置では、アッパーおよび底構造は一般的に別々のピースとして形成され、そしてその後、製造後加工工程で接続される。アッパーの形成にあたっては、複数のアッパー部分を慣用的な方法を用いて形成または切り、そしてその後、互いに繋ぎ合わせてもよい。アッパー部分は、縫い目、接着材、機械的留具等のような公知のいずれの手段により繋ぎ合わせてもよい。この工程はしばしば、アッパーの各個別のピースを特定のアッパーまたはアッパー部分の正確な形および大きさにするトリミングと関連した相当量の無駄を生じる。
【0021】
慣用的な製造技術を用いた履物物品の形成に加えて、履物物品またはその部分は、レーザー焼結、ステレオリソグフラフィー、固体堆積モデリング等のような迅速製造付加成形技術を用いて形成してもよい。迅速製造成形技術は、コンピューター支援設計(CAD)ファイルのようなデータファイル中で3次元デザインを作出し、そして三次元デザインの対象を自動化された層毎の(layer by layer)工程で構築することを含む。本質的に、成形設備がデータファイルから三次元デザインを読み取り、そして、三次元対象を構築するために、連続する粉、液体またはシート材料の層を敷設する。デザインの三次元対象を形成するために、一例を挙げると高出力レーザーを用いることができるが、成形設備により層を一緒に接続する。このような迅速製造技術は一般的に当分野において公知である。
【0022】
本明細書中に記載される態様に従って物品を形成するために使用してもよい一つの特有な工程はレーザー焼結である。この工程はCADファイル等のデータファイル中での三次元デザインの作出を含む。レーザー焼結成形設備はCADファイルを読み取り、そして、粉体またはプラスチック、金属もしくはセラミックの小さな部分を融合するために高出力レーザーを用いて、履物物品のアッパーまたはアッパーの部分等のデザインの三次元対象を形成する。レーザーは、CADファイルから産生された断面をスキャニングすること、または、粉体層の表面上の部位をスキャンすることにより選択に粉状材料を融合する。各断面がスキャニングされた後、粉体層は一層分の厚さ下げられ、最上部に新しい材料層が広げられ、そして、その一部が完了するまで工程は繰り返される。レーザー焼結およびその他の迅速製造工程は一般的に当分野において公知である。一つのシステム例がBourellらの米国特許第5,156,697号に見出され、そして、これは参照として本明細書中に組み入れられる。
【0023】
迅速製造付加成形技術を用いて形成された履物物品、および、慣用的な方法を用いて形成されたある物は、しばしば、屈曲または過度の摩損もしくは圧力を受ける領域における補強を必要とする。従って、軟化、裂け等々しやすい領域を補強することにより、履物物品の耐用年数を延ばすために補強部分を形成してもよい。一例を挙げると、図2は、補強部分202、204を含む一つの履物物品例200を図解している。示されるように、履物物品200は一般に着用者の足を受け入れる空所を形成するアッパー206を含む。さらに、靴200は、中底210および本底212を含んでもよい底構造208を含む。ある例において、底構造208は鋳造等々の慣用的な方法を用いて形成されてもよい。他の配置において、底構造208は一またはそれ以上の迅速製造付加成形技術を用いて形成されてもよい。迅速製造技術を用いて底構造208を形成することにより、慣用的な製造技術を用いては形成できないような複雑な形の形成が可能となるかもしれない。さらに、底構造208を迅速製造技術を用いて形成することにより、着用者の足をスキャニングし、底構造208を着用者の足のスキャンに基づいて製造できるため、底構造208のカスタマイズがよりよくできるかもしれない。
【0024】
アッパー206もまた慣用的な製造技術または迅速製造付加成形技術を用いて形成してもよい。図2の履物物品200はまた複数の鳩目203を含む。ある配置では、迅速製造技術を用いて形成されたアッパー206は物品200の鳩目領域の補強により利するかもしれない。従って、鳩目補強部分202を形成し、そして、縫い目、接着材、機械的留具等のような公知の固着手段を用いてアッパー206に繋ぎ合わせてもよい。一例を挙げると、ひもまたは他の閉じるためのシステム(示さず)を収容するように鳩目203を補強することを目的として、鳩目補強202を迅速製造技術を用いて形成し、そして、アッパー206の鳩目領域203に繋ぎ合わせてもよい。他の例では、鳩目補強202を慣用的な材料(例えば、プラスチック、金属、革、織物等々)、および/または、鋳造、押出加工等々のような慣用的な製造技術から形成してもよい。鳩目補強202はその後、アッパー206中に形成された鳩目203に、縫い目、接着材、機械的留具、波型金属環構造、補強およびアッパー上の接合するスナップフィット部品等のような公知の固着手段を用いて製造後加工工程として繋ぎ合わせてもよい。
【0025】
図2の履物物品200はまた履物物品200の爪先領域に構成された補強204を含む。ある配置では、使用中の爪先領域内側への着用者の爪先の押圧のため、爪先領域は高度の摩損領域と見なされてもよい。従って、穴、破損等々を防ぐのを助けるため補強204のような領域的補強構造をその領域に位置させてもよい。爪先領域補強204は織物、革等のような慣用的な材料から形成されても、または、迅速製造付加成形技術およびそれに伴う材料によって形成されてよい。補強204を形成するために迅速製造技術を用いることにより補強の様々な領域中における補強の厚さにバリエーションを設けることが可能となるかもしれない。一例を挙げると、靴の前側で追加の補強を提供するために、補強は爪先の背面側(即ち、靴の中足領域に近い方)では爪先領域の前側より薄くてもよい。
【0026】
さらに、特定の使用者のために補強204の形、大きさ、厚さ等々はカスタマイズしてもよい。即ち、どこに追加の補強が必要とされるかを決定するために、着用者の歩調または歩行周期および特徴を研究してもよく、そして、一もしくはそれ以上の迅速製造付加成形技術、または、ある配置においては慣用的な製造技術を用いて、補強204をこれらの仕様に構築してもよい。一つのより具体的な例として、歩行の間、過回内しがちの人物には底の側部踵エリア中に追加の剛性および/または摩損補強を提供してもよい。
【0027】
接着材、縫い目、機械的留具、補強およびアッパー上の接合するスナップフィット部品等のような公知の固着手段を用いて爪先領域補強204をアッパー206に繋ぎ合わせてもよい。
【0028】
付加的または代替的に、つま革足前領域は補強によって同様に利するかもしれない屈曲領域を含む。一例を挙げると、図3はアッパー306のこの屈曲領域に沿って伸びる補強302を有する履物300を図解する。補強302は慣用材料および/もしくは慣用製造技術から形成されてもよいし、または、迅速製造付加成形技術およびそれに伴う材料を用いて形成されてもよい。補強302は履物物品300を製作するための初期迅速製造工程の一部として形成されてもよいし、または、接着材、縫い目、機械的留具、補強およびアッパー上の接合するスナップフィット部品等のような公知の固着手段を用いてアッパー306に繋ぎ合わせたもしくは固着された独立した一片として形成されてもよい。補強302は追加の耐久性および摩損耐性を靴300(例えば、ジャンプ、うずくまる等々する時)の高応力エリアに提供しつつ、履物物品300のその領域における屈曲を可能とするものとして形成されてもよい。
【0029】
図4はさらに別の補強領域402を有する履物物品400を図解する。上記の配置については、履物物品400のアッパー406および底構造408は慣用的な材料および慣用的な製造技術を用いて形成してもよいし、または、一つまたは複数の迅速製造付加成形技術およびそれに伴う材料を用いて形成されてもよい。しかしながら、履物物品400の縁領域402はしばしば重度の摩損を受ける領域であり、破れたり、摩損したり等々しやすい。従って、縁領域402における補強は靴400の耐用年数を延ばすかもしれない。
【0030】
ある配置では、履物物品400のアッパー406は一またはそれ以上の迅速製造付加成形技術を用いて形成してもよい。縁強化404は独立して(慣用的な材料および工程によって、または、迅速製造材料および工程によって)形成してもよく、そして、追加の摩損耐性を提供するためにアッパー406に繋ぎ合わせてもよい。さらに、縁領域402は着用者の肌を擦りそして刺激を生じ得るエリアかもしれないので、縁補強404はまた柔らかい発泡体、生地またはその他の快適さを増幅する材料を含んでもよい。縁補強404はアッパー406に縫い目、接着材、機械的留具等を含む公知の固着手段を用いて固着されてもよい。ある配置では、縁補強404はアッパー406の縁領域402中に構成された対応するスナップフィット機構と嵌合するスナップフィット機構を含んでもよい。
【0031】
追加の強度、摩損耐性、快適さ等々を提供するのに加えて、上記の補強はまた履物物品に様々なデザイン要素を付加してもよい。一例を挙げると、補強はアッパーまたは靴のその他の部分で用いられている一色もしくは複数の色を補う、一またはそれ以上の色または配色を含んでもよい。付加的または代替的に、補強は靴構造に補足的なデザイン要素を提供するような形にされてもよい。ある配置では、補強はロゴ(チームロゴ、マスコット等々のような)または企業商標名を含むような形にされてもよい。ある配置では、一つの領域の特性は別の領域の特性へと移行してもよい。
【0032】
さらに、追加の審美的増強は勿論、高摩損および/または高応力領域に追加の耐久性を提供するため、迅速製造技術を用いて履物物品の様々領域に樹脂(着色または無着色)をブラシで塗る、塗布、スプレー等々してもよい。靴が形成された後に、製作後加工工程として樹脂を靴にブラシで塗ってもよい。工程は、所望により、靴の外観を高めつつ、靴の様々な領域または靴全体に追加の耐久性を提供するために多様な色等々の樹脂を含んでもよい。使用できる様々な樹脂、および、樹脂を広げるための技術は、本出願が優先権の主張の基礎としかつその全体が参照として本明細書中に組み入れられる「物品および物品の製造方法(Articles and Methods of Manufacture of Articles)」と題される米国特許出願第12/255,496号中により完全に議論される。
【0033】
上述の補強部分および技術に加えて、履物物品は、迅速製造付加成形工程の間、複数の材料を用いて形成されてもよい。一例を挙げると、履物物品は靴のデザイン、仕様等々を含む単一のデザインファイルから形成されてもよい。単一のタイプの迅速製造工程を用いた靴の迅速製造の間、靴の異なる領域に異なる特徴または特性と提供するために複数の材料を用いてもよい。
【0034】
一例を挙げると、図5の履物物品500は一またはそれ以上の迅速製造付加成形技術を用いて形成されてもよい。靴500を製作するのに使用される層毎(layer-by-layer)の工程は靴500の異なる領域のために異なる材料を含んでもよい。一例を挙げると、靴500の爪先領域502では付加的な可撓性が望まれるかもしれないのに対し、形成されるアッパー506の側部側504および中間側(示さず)では付加的な剛性が望まれるかもしれない。これらの異なる特性を提供する材料を同じ迅速製造付加成形技術で用いてもよい。一例を挙げると、融合される粉末層は、第一の材料を物品の一エリアまたは一部分に、そして、第一の材料とは異なる第二の材料を物品の別のエリアまたは一部分に含んでもよい。従って、単一の迅速製造工程から所望の特性を有する靴500を形成するために二またはそれ以上の異なる材料を用いてもよい。ある例では、履物物品の部分は3D Systemsにより製造されかつ販売されるDuraForm Flexプラスチック等の熱可塑性エラストマー、または、Advanced Laser Materials, LLC(例えば、ALM Flex)およびEvonk Industries(例えば、Evonik Soft Touch)で製造のもの、様々な粉末、あらゆる一般的なプラスチック様材料等のようなその他の類似の材料を用いて形成されてもよい。
【0035】
さらに別の配置では、物品を製造するのに使用される迅速製造付加成形技術は、履物物品の様々な領域を形成する時により高いまたはより低い強度を利用できるように多様な強度を有するレーザーを含んでもよい。一例を挙げると、図5をさらに参照して、爪先領域502はその領域の材料の可撓性を維持するためにより低い強度のレーザーを用いて融合してもよい。しかしながら、付加的な剛性およびその領域の支えを提供するため、アッパー506の側部側504および中間側の材料の融合にはより高強度のレーザーを用いてもよい。足の異なる領域において多様な強度のレーザーを用いるこの配置は様々な迅速製造付加成形技術を用いて実施してもよい。さらに、物品を製造するのに様々なレーザーを用いてもよい。ある配置では50ワットの二酸化炭素DEOSクラスIVレーザーを用いてもよい。
【0036】
他の配置では、鳩目領域(図2の203)等の付加的な硬化が望まれる領域は靴の他の領域よりも高強度のレーザーによって融合されてもよい。これは物品の鳩目領域を補強するのを助けるかもしれない。
【0037】
レーザーの強度を多様にすることは履物物品のさらなるカスタマイズ化を可能とするかもしれない。一例を挙げると、靴の様々な領域を製作するのに用いられるレーザーの強度を多様にすることは、形成される物品が所望の仕様に「調整」されるように靴の密度、剛性等々を変えるかもしれない。これらの仕様は一またはそれ以上の識別された使用者に独特であるかもしれない。この配置は、所望により、物品を産生するのに高価な鋳型を製造することを必要とすることなく製作される各靴の物品の特性を変える能力を提供する。
【0038】
図6Aおよび6Bは、一またはそれ以上の迅速製造付加成形技術を用いて形成してもよい、履物物品の部分のさらに別の配置を図解する。図6Aは履物物品の中底600の平面図を図解する。中底600は、一般に、最上部表面604の至るところに分布された複数の孔602を含む。孔602は中底600の部分を通って伸びていても、または、最上部表面604から底部表面606まで中底600を完全に通って伸びていてもよい。図6Bは図6Aの中底600の線A-Aで切った断面図である。図は孔602が中底600を部分的通って伸びる一例を図解する。中底600は一またはそれ以上の迅速製造付加成形技術を用いて形成されてもよい。これらの技術を用いることにより、中底600にあらゆる数、形、配置、大きさ等々の孔を形成することが可能とする。一例を挙げると、より大きいまたはより小さい孔を形成しても、四角、長方形、三角形、台形、六角形等々を含む様々な形の孔を形成してもよく、中底の領域等々に依存して孔のパターンは異なっていてよい。
【0039】
図6Bはさらに中敷部材610を含む。中敷部材610は基部612および複数の突起614を含む。突起614は中底600に形成された孔602に対応する形および大きさで形成されている。中敷部材610および突起614は着用者に追加の衝撃減衰、支持、快適さ等々を提供してもよい。中敷部材610は迅速製造付加成形技術または慣用的な技術を用いて形成されてもよい。
【0040】
ある配置では、孔602および対応する突起614の大きさ、配置等々は特定の使用者にカスタマイズしてもよい。一例を挙げると、着用者の足のスキャンを取り、そして、スキャンの結果に基づき様々な領域に追加の衝撃減衰を提供してもよい。
【0041】
さらに他の配置では、迅速製造付加成形技術を中底衝撃減衰システムで使用するためのエアバッグのための挿入を形成するのに用いてもよい。一例を挙げると、中底は慣用的な材料より形成された膨張させたエアバッグを含んでもよい。エアバッグは所望の形を維持するのを助けるための挿入を含んでもよい。一例を挙げると、挿入は膨張された時にエアバッグの形を制御するのを助けるよう、エアバッグのバッグ内部中の様々な位置に固着されてよい。挿入を製作するための迅速製造の使用は、エアバッグの所望の形を維持するために、着用者の必要および/または要望のみならず、いかなる所望の大きさ、形等々に挿入をカスタマイズすることを可能にする。図7は、一またはそれ以上の迅速製造付加成形技術を用いて形成された、挿入702を含む一つのエアバッグ例700を図解する。挿入702は使用者の要望、使用者の足の造作に基づく仕様等々に基づいて、その大きさ、形、構成等々を決めてもよい。
【0042】
さらに別の配置では、エアバッグをその場所に保持または留めるために中底に配置された一またはそれ以上の構造を、一またはそれ以上の迅速製造付加成形技術を用いて形成してもよい。例えば、慣用的な製造方法を用いては製造が困難または不可能な取付具、クリップ、溝、枠、ポケットもしくはその他のエアバックを固定するための構造を迅速製造を用いて形成してもよい。
【0043】
さらに別の配置では、同じ工程で形成される他の部分の内側に様々なパーツを迅速製造付加成形技術を用いて製造してもよい。一例を挙げると、時間および材料を節約するために、小さなパーツをより大きなパーツの中空の凹の内側に製造してもよい。この工程は、より大きな人形の内側により小さな人形が入れ子になっているロシア人形と似ているであろう。作出されたCADファイルは、小さなパーツおよびより大きなパーツのためのデザインを含んでもよく、そして、パーツは一工程で製造してもよい。
【0044】
さらにまた、迅速製造付加成形技術を用いて製造されたある物品は、空間を浪費しないよう、折り畳まれた状態で形成されてもよい。一例を挙げると、様々な襞および折れ線に沿って折り畳まれて蓄えられる紙袋と同様に、物品は迅速製造を用いて折り畳まれた状態で形成され、そしてその後、使用時に拡張してもよい。
【0045】
例えば、履物物品は連結する複数の環から形成されてもよい。環は、履物物品の異なる領域において大きさが違っていてもよく、または、全体を通じて同じ大きさであってもよい。物品を製造する間、環は折り畳まれた状態で形成されてもよい。即ち、非常にコンパクトな形を有する物品を生産するため、環は積み重ねられた形体で形成されてもよい。しかしながら、物品を拡張したおよび/または使用可能な状態で提供するため、物品を開くまたは拡張することにより環を拡張してもよい。
【0046】
上記の配置は履物物品の製造において使用するために記載されたが、本発明の態様は衣服、ホッケー用スティック、脛当て、ラクロス用スティック、肩パッド等々のような運動用器材、時計用バンド、宝飾品、眼鏡のような様々な物品について使用してもよい。
【0047】
上記の配置は、使用者の仕様、所望等々に基づいて、物品をカスタマイズすることを可能にする。さらに、様々な物品を形成するための迅速製造製作技術の使用は物品の製造に伴う材料の無駄を最小限とする。慣用的な物品を製造する際には、物品の所望の大きさまたは形を得るために、物品から材料が切り取られる。本明細書中に記載される方法では、物品の特定の所望の寸法を有する3次元デザインファイルを作出できる。その後、物品がその特定の寸法に構築される。物品の所望の大きさおよび形を得るために、除かれる必要のある付加的な材料は作出されない。
【0048】
結論
本発明は、本発明を実施するための現時点の好ましい様式を含め、具体例に関して詳細に記載されたが、当業者であれば上記システムおよび方法に無数のバリエーションおよび置換があることを察知するであろう。従って、本発明の精神および範囲は、添付の特許請求の範囲に記載されるように広く解釈されるべきである。
【特許請求の範囲】
【請求項1】
以下を含む履物物品:
中底および本底を含む底構造;ならびに
底構造に繋ぎ合わされ、そして着用者の足を受け入れるための空所を形成するアッパーであって、迅速製造付加成形技術を用いて形成され、かつ、少なくとも一つの補強領域を含み、該少なくとも一つの補強領域が、慣用的な材料より形成される補強を含む、アッパー。
【請求項2】
補強が、非迅速製造付加成形技術により形成される、請求項1記載の履物物品。
【請求項3】
補強が、アッパーのつま革足前領域の屈曲領域に配置される、請求項1記載の履物物品。
【請求項4】
補強が、織物および革のうちの少なくとも一つから形成される、請求項3記載の履物物品。
【請求項5】
補強が、縫い目、機械的留具、および接着材のうちの少なくとも一つによってアッパーに繋ぎ合わされている、請求項3記載の履物物品。
【請求項6】
補強が鳩目補強を含む、請求項1記載の履物物品。
【請求項7】
鳩目補強が、織物、革、プラスチックおよび金属のうちの少なくとも一つによって形成される、請求項6記載の履物物品。
【請求項8】
補強が縁領域補強を含む、請求項1記載の履物物品。
【請求項9】
以下を含む履物物品:
中底および本底を含む底構造;ならびに
底構造に繋ぎ合わされ、そして着用者の足を受け入れるための空所を形成するアッパーであって、第一の迅速製造付加成形技術を用いて形成され、かつ、少なくとも一つの補強領域を含み、該少なくとも一つの補強領域が、第二の迅速製造付加成形技術を用いて形成される補強を含む、アッパー。
【請求項10】
第一および第二の迅速製造付加成形技術が同じ迅速製造付加成形技術である、請求項9記載の履物物品。
【請求項11】
第一および第二の迅速製造付加成形技術が異なる迅速製造付加成形技術である、請求項9記載の履物物品。
【請求項12】
補強が履物物品と分離した部分として形成される、請求項9記載の履物物品。
【請求項13】
補強がアッパーに、縫い目、機械的留具および接着材の少なくとも一つによって繋ぎ合わされる、請求項12記載の履物物品。
【請求項14】
補強が鳩目補強を含む、請求項9記載の履物物品。
【請求項15】
補強が縁領域補強を含む、請求項9記載の履物物品。
【請求項16】
着用者の足を受け入れるよう構成されたアッパー;
アッパーに繋ぎ合わされた底構造であって、
表面に接触するよう構成された本底、および
最上部表面に形成された複数の孔を含む中底
を含む底構造;ならびに
中底と嵌合するよう構成された中敷であって、中底に形成された孔に対応するように構成された複数の突起を含む中敷;
を含み、中底および中敷が、迅速製造付加成形技術を用いて形成される、履物物品。
【請求項17】
アッパーが迅速製造付加成形技術を用いて形成される、請求項16記載の履物物品。
【請求項18】
孔が部分的に中底を通って伸びる、請求項16記載の履物物品。
【請求項19】
孔が、中底の最上表面から底表面を通って伸びる、請求項16記載の履物物品。
【請求項20】
孔および突起が、衝撃減衰を提供するように構成されている、請求項16記載の履物物品。
【請求項21】
孔および突起の構成が使用者の足の仕様に基づく、請求項16記載の履物物品。
【請求項22】
孔および突起の大きさが使用者の足の仕様に基づく、請求項16記載の履物物品。
【請求項23】
アッパーがさらに少なくとも一つの補強部分を含む、請求項16記載の履物物品。
【請求項24】
少なくとも一つの補強部分がアッパーの爪先領域に位置付けられている、請求項23記載の履物物品。
【請求項25】
少なくとも一つの補強部分がアッパーの縁領域に位置付けられている、請求項23記載の履物物品。
【請求項26】
少なくとも一つの補強部分がアッパーの鳩目領域中に位置付けられている、請求項23記載の履物物品。
【請求項27】
補強部分が非迅速製造付加成形技術を用いて形成される、請求項23記載の履物物品。
【請求項28】
補強部分が迅速製造付加成形技術を用いて形成される、請求項23記載の履物物品。
【請求項29】
着用者の足を受け入れるよう構成されたアッパー;
アッパーに繋ぎ合わされた底構造であって、
表面に接触するよう構成された本底、および
衝撃減衰を提供するように構成されたエアバッグと、エアバッグ内に構成され、かつ着用者の足に支えを提供するよう構成された、構造的挿入とをさらに含む、中底
を含む底構造;
を含み、該構造的挿入が、迅速製造付加成形技術を用いて形成される、履物物品。
【請求項30】
エアバッグが慣用的なエアバッグ材料より形成される、請求項29記載の履物物品。
【請求項31】
構造的挿入の形が着用者の足の仕様に基づく、請求項29記載の履物物品。
【請求項32】
構造的挿入の構成が着用者の足の仕様に基づく、請求項29記載の履物物品。
【請求項33】
アッパーがさらに少なくとも一つの補強部分を含む、請求項29記載の履物物品。
【請求項34】
補強部分が非迅速製造付加成形技術を用いて形成される、請求項33記載の履物物品。
【請求項35】
補強部分が迅速製造付加成形技術を用いて形成される、請求項33記載の履物物品。
【請求項1】
以下を含む履物物品:
中底および本底を含む底構造;ならびに
底構造に繋ぎ合わされ、そして着用者の足を受け入れるための空所を形成するアッパーであって、迅速製造付加成形技術を用いて形成され、かつ、少なくとも一つの補強領域を含み、該少なくとも一つの補強領域が、慣用的な材料より形成される補強を含む、アッパー。
【請求項2】
補強が、非迅速製造付加成形技術により形成される、請求項1記載の履物物品。
【請求項3】
補強が、アッパーのつま革足前領域の屈曲領域に配置される、請求項1記載の履物物品。
【請求項4】
補強が、織物および革のうちの少なくとも一つから形成される、請求項3記載の履物物品。
【請求項5】
補強が、縫い目、機械的留具、および接着材のうちの少なくとも一つによってアッパーに繋ぎ合わされている、請求項3記載の履物物品。
【請求項6】
補強が鳩目補強を含む、請求項1記載の履物物品。
【請求項7】
鳩目補強が、織物、革、プラスチックおよび金属のうちの少なくとも一つによって形成される、請求項6記載の履物物品。
【請求項8】
補強が縁領域補強を含む、請求項1記載の履物物品。
【請求項9】
以下を含む履物物品:
中底および本底を含む底構造;ならびに
底構造に繋ぎ合わされ、そして着用者の足を受け入れるための空所を形成するアッパーであって、第一の迅速製造付加成形技術を用いて形成され、かつ、少なくとも一つの補強領域を含み、該少なくとも一つの補強領域が、第二の迅速製造付加成形技術を用いて形成される補強を含む、アッパー。
【請求項10】
第一および第二の迅速製造付加成形技術が同じ迅速製造付加成形技術である、請求項9記載の履物物品。
【請求項11】
第一および第二の迅速製造付加成形技術が異なる迅速製造付加成形技術である、請求項9記載の履物物品。
【請求項12】
補強が履物物品と分離した部分として形成される、請求項9記載の履物物品。
【請求項13】
補強がアッパーに、縫い目、機械的留具および接着材の少なくとも一つによって繋ぎ合わされる、請求項12記載の履物物品。
【請求項14】
補強が鳩目補強を含む、請求項9記載の履物物品。
【請求項15】
補強が縁領域補強を含む、請求項9記載の履物物品。
【請求項16】
着用者の足を受け入れるよう構成されたアッパー;
アッパーに繋ぎ合わされた底構造であって、
表面に接触するよう構成された本底、および
最上部表面に形成された複数の孔を含む中底
を含む底構造;ならびに
中底と嵌合するよう構成された中敷であって、中底に形成された孔に対応するように構成された複数の突起を含む中敷;
を含み、中底および中敷が、迅速製造付加成形技術を用いて形成される、履物物品。
【請求項17】
アッパーが迅速製造付加成形技術を用いて形成される、請求項16記載の履物物品。
【請求項18】
孔が部分的に中底を通って伸びる、請求項16記載の履物物品。
【請求項19】
孔が、中底の最上表面から底表面を通って伸びる、請求項16記載の履物物品。
【請求項20】
孔および突起が、衝撃減衰を提供するように構成されている、請求項16記載の履物物品。
【請求項21】
孔および突起の構成が使用者の足の仕様に基づく、請求項16記載の履物物品。
【請求項22】
孔および突起の大きさが使用者の足の仕様に基づく、請求項16記載の履物物品。
【請求項23】
アッパーがさらに少なくとも一つの補強部分を含む、請求項16記載の履物物品。
【請求項24】
少なくとも一つの補強部分がアッパーの爪先領域に位置付けられている、請求項23記載の履物物品。
【請求項25】
少なくとも一つの補強部分がアッパーの縁領域に位置付けられている、請求項23記載の履物物品。
【請求項26】
少なくとも一つの補強部分がアッパーの鳩目領域中に位置付けられている、請求項23記載の履物物品。
【請求項27】
補強部分が非迅速製造付加成形技術を用いて形成される、請求項23記載の履物物品。
【請求項28】
補強部分が迅速製造付加成形技術を用いて形成される、請求項23記載の履物物品。
【請求項29】
着用者の足を受け入れるよう構成されたアッパー;
アッパーに繋ぎ合わされた底構造であって、
表面に接触するよう構成された本底、および
衝撃減衰を提供するように構成されたエアバッグと、エアバッグ内に構成され、かつ着用者の足に支えを提供するよう構成された、構造的挿入とをさらに含む、中底
を含む底構造;
を含み、該構造的挿入が、迅速製造付加成形技術を用いて形成される、履物物品。
【請求項30】
エアバッグが慣用的なエアバッグ材料より形成される、請求項29記載の履物物品。
【請求項31】
構造的挿入の形が着用者の足の仕様に基づく、請求項29記載の履物物品。
【請求項32】
構造的挿入の構成が着用者の足の仕様に基づく、請求項29記載の履物物品。
【請求項33】
アッパーがさらに少なくとも一つの補強部分を含む、請求項29記載の履物物品。
【請求項34】
補強部分が非迅速製造付加成形技術を用いて形成される、請求項33記載の履物物品。
【請求項35】
補強部分が迅速製造付加成形技術を用いて形成される、請求項33記載の履物物品。
【図1】

【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2012−525289(P2012−525289A)
【公表日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2012−508516(P2012−508516)
【出願日】平成22年4月12日(2010.4.12)
【国際出願番号】PCT/US2010/030748
【国際公開番号】WO2010/126708
【国際公開日】平成22年11月4日(2010.11.4)
【出願人】(505424859)ナイキ インターナショナル リミテッド (249)
【Fターム(参考)】
【公表日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成22年4月12日(2010.4.12)
【国際出願番号】PCT/US2010/030748
【国際公開番号】WO2010/126708
【国際公開日】平成22年11月4日(2010.11.4)
【出願人】(505424859)ナイキ インターナショナル リミテッド (249)
【Fターム(参考)】
[ Back to top ]