
発泡樹脂製トレイの製造に用いられる金型
【課題】発泡樹脂製トレイの隆起部にシボを再現性よく転写できる金型を提供すること。
【解決手段】金型は、発泡樹脂シートから、表面にシボが形成された隆起部を有する発泡樹脂製トレイを製造するのに用いられる金型であって、前記発泡樹脂製トレイに対応したキャビティを形成する一対の雄型と雌型からなり、雄型は前記発泡樹脂製トレイの隆起部と対応する部分がシボの形成された平坦面とされてなる。
【解決手段】金型は、発泡樹脂シートから、表面にシボが形成された隆起部を有する発泡樹脂製トレイを製造するのに用いられる金型であって、前記発泡樹脂製トレイに対応したキャビティを形成する一対の雄型と雌型からなり、雄型は前記発泡樹脂製トレイの隆起部と対応する部分がシボの形成された平坦面とされてなる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、発泡樹脂製トレイの製造に用いられる金型に関し、詳しくは発泡樹脂シートから発泡樹脂製トレイを製造するのに用いられる金型に関する。
【背景技術】
【0002】
この発明に関連する先行技術としては、発泡樹脂シートから複数の発泡樹脂製トレイを一括して成形するための金型であって、金型のうち複数の発泡樹脂製トレイに対応する個々の型の境界部分に発泡樹脂ソートを最小限に挟圧してクランプするためのポイントクランプを設け、成形時に発泡樹脂シートが個々の型内に引き込まれることを適度に許容することにより、均一な肉厚と外形を有する発泡樹脂製トレイの製造を可能にした金型が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−226834号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来より、生鮮食料品店等の小売店で食品を包装し陳列するための包装用容器として発泡樹脂からなる発泡樹脂製トレイが使用されている。
近年の発泡樹脂製トレイには単に食品を収容するだけでなく、食品を見栄えよく収容するという付加価値が求められるようになり、様々なデザインの発泡樹脂製トレイが開発されている。
このような状況の下、発泡樹脂製トレイの表面にシボ加工を施し、高級感を高める試みがなされている。
しかしながら、発泡樹脂製トレイは成形後の冷却時に特に肉厚方向に収縮する傾向があるため、単に金型の表面にシボを形成しただけでは、隆起した部分において転写されたシボが冷却時の収縮により消えてしまうという問題があり、デザイン上の制約を生む原因となっていた。
【0005】
この発明は以上のような事情を考慮してなされたもので、発泡樹脂製トレイの隆起部にシボを再現性よく転写できる金型を提供するものである。
【課題を解決するための手段】
【0006】
この発明は、発泡樹脂シートから、表面にシボが形成された隆起部を有する発泡樹脂製トレイを製造するのに用いられる金型であって、前記発泡樹脂製トレイに対応したキャビティを形成する一対の雄型と雌型からなり、雄型は前記発泡樹脂製トレイの隆起部と対応する部分がシボの形成された平坦面とされてなることを特徴とする金型を提供するものである。
【発明の効果】
【0007】
この発明によれば、発泡樹脂製トレイの隆起部と対応する部分がシボの形成された平坦面とされてなるので、隆起部と対応する部分で発泡樹脂シートが延伸させられることによる肉厚の減少を防止でき、適切な肉厚を保った発泡樹脂シートとシボの形成された平坦面とを十分に密着させてシボを隆起部の表面に再現性よく転写できる。
隆起部に転写されたシボは金型に十分に密着して深く転写されているため、冷却時に収縮しても隆起部の表面から消えることはない。
【0008】
なお、金型内における発泡樹脂シートの延伸を抑えることがシボの再現性向上に繋がるという知見は本願発明者らによって初めて見出されたものであり、本願発明者らは、上記知見に基づいて鋭意工夫を重ねた結果、シボを形成すべき部分を平坦面として上記課題を解決したものである。
【図面の簡単な説明】
【0009】
【図1】本発明の実施形態に係る金型によって製造された発泡樹脂製トレイの斜視図である。
【図2】図1に示される発泡樹脂製トレイの平面図である。
【図3】図2のA−A矢視断面図である。
【図4】本発明の実施形態に係る金型によって製造された発泡樹脂製トレイに食品を収容しラップ包装した状態を示す説明図である。
【図5】図4のB部拡大図である。
【図6】本発明の実施形態に係る金型を用いた発泡樹脂製トレイの製造方法を示す説明図である。
【図7】本発明の実施形態に係る金型の構成を示す説明図である。
【図8】図7のC部拡大図である。
【発明を実施するための形態】
【0010】
この発明による金型は、発泡樹脂シートから、表面にシボが形成された隆起部を有する発泡樹脂製トレイを製造するのに用いられる金型であって、前記発泡樹脂製トレイに対応したキャビティを形成する一対の雄型と雌型からなり、雄型は前記発泡樹脂製トレイの隆起部と対応する部分がシボの形成された平坦面とされてなることを特徴とする。
【0011】
この発明による金型において、加工材料となる発泡樹脂シートとは、多数の気泡を内包する熱可塑性の樹脂シートを意味する。このような発泡樹脂シートとしては、例えば、ポリスチレン系発泡樹脂シート、ポリエチレン系発泡樹脂シート、ポリプロピレン系発泡樹脂シート、ポリエチレンテレフタレート(PET)系発泡樹脂シートなどの発泡樹脂シートが挙げられる。なかでも高発泡倍率で断熱性と強度に優れ、成形性も良好なポリスチレン系発泡樹脂シートが好ましい。
【0012】
ポリスチレン系発泡樹脂シートとしては、従来公知のポリスチレン系樹脂、例えば、ポリスチレン、ゴム変性ポリスチレン、スチレンアクリル酸共重合体、スチレンメタクリル酸共重合体、スチレン無水マレイン酸共重合体などの単独あるいは混合樹脂などと、公知の発泡剤と気泡調整剤を押出機で加熱溶融混練し、発泡に適する温度に調節されたダイからシート状に押し出して発泡させるか、あるいは一旦円筒状に押し出して発泡させた後、任意のラインで切開して長尺のシート状に成形したものを用いることができる。
【0013】
また、この発明による金型において、シボとは、凹凸によって形成された模様を意味し、当該模様が規則性を有するか否かは問わない。したがって、シボには凹凸によって形成された皮革模様、木目、岩目、砂目、なし地、幾何学模様など様々な模様が含まれる。
【0014】
なお、この発明による金型において、シボの形成された平坦面とは、所定の模様またはパターンを形成する細かな凹凸が表面に形成されているものの、全体としては実質的に平坦をなす面を意味し、全く凹凸のない平滑な面を意味するものではない。
【0015】
この発明による金型において、発泡樹脂製トレイの隆起部は発泡樹脂製トレイの開口部を囲むように一定の幅で隆起する枠状の形状を有し、雄型の前記隆起部に対応する部分は約5mm以上の幅を有する平坦面であってもよい。
このような構成によれば、発泡樹脂シートが雄型の平坦面に密着し易くなり、シボの再現性がより一層向上する。
【0016】
この発明による金型において、シボは鋳物の肌を模した凹凸からなっていてもよい。
このような構成によれば、鉄板のような風合いをもつ高級感のある発泡樹脂製トレイを提供できる。
【0017】
以下、図面に基づいてこの発明の実施形態に係る発泡樹脂製トレイとその製造方法、並びに、その製造方法に用いられる金型について説明する。
【0018】
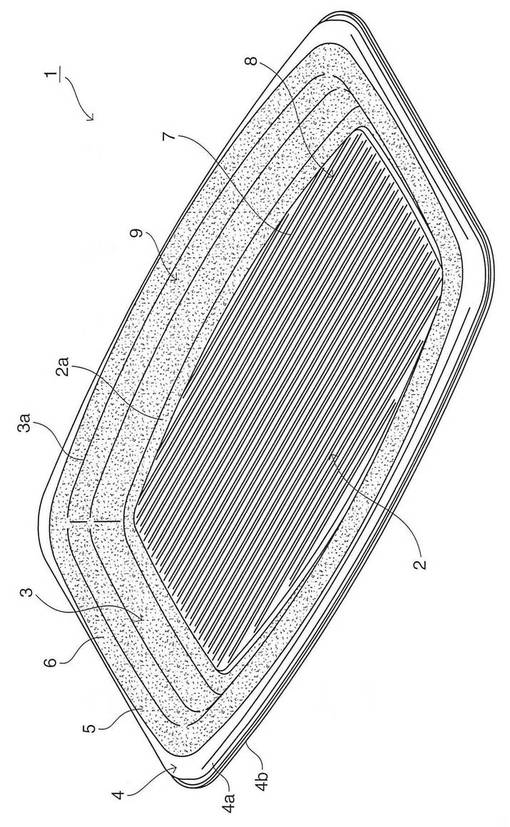
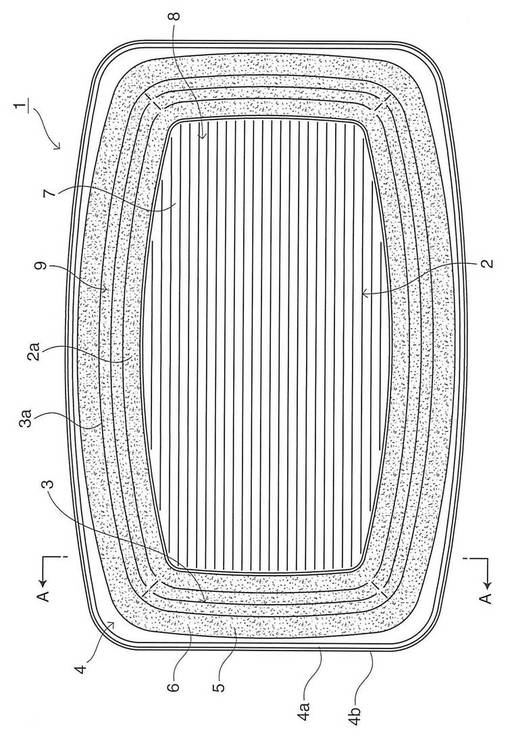
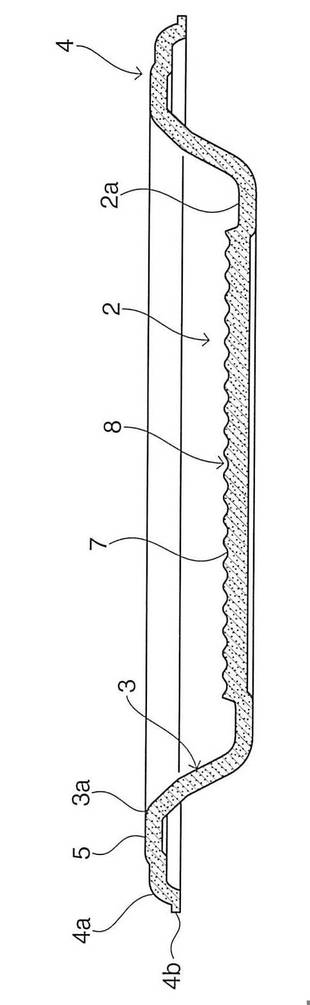
本発明の実施形態に係る金型によって製造された発泡樹脂製トレイについて図1〜5に基づいて説明する。図1は本発明の実施形態に係る金型によって製造された発泡樹脂製トレイの斜視図、図2は図1に示される発泡樹脂製トレイの平面図、図3は図2のA−A矢視断面図、図4は本発明の実施形態に係る金型によって製造された発泡樹脂製トレイに食品を収容しラップ包装した状態を示す説明図、図5は図4のB部拡大図である。
【0019】
図1〜3に示されるように、本発明の実施形態に係る金型によって製造された発泡樹脂製トレイ1は、発泡ポリスチレンからなり、底部2と、底部2の周縁から立ち上がり上縁開口3aを形成する側壁部3と、側壁部3の上縁開口3aから外方へ向かって延びる平坦なフランジ部4とを備えている。図示しないが、発泡樹脂製トレイ1の表面(内面)は熱可塑性の樹脂フィルムで被覆されている。
フランジ部4はその一部に側壁部3の上縁開口3aを取り囲むように隆起する隆起部5が形成されている。
また、図3に示されるように、フランジ部4の端には一旦緩やかに下方へ屈曲する屈曲部4aを経て再び外方へ張り出す補助フランジ部4bが形成されている。屈曲部4aと補助フランジ部4bはフランジ部4の強度を向上させる。
【0020】
図1および図2に示されるように、隆起部5、側壁部3および底部2の周縁2aにはシボ6が形成されている。本実施形態においてシボ6は鋳物の表面を模したような凹凸によって形成されており、発泡樹脂製トレイ1を鉄板のような高級感のあるものとしている。
また、底部2の周縁2aを除く領域には複数の畝状の溝7が平行に形成されている。複数の畝状の溝7は収容する物品を載置する載置部8を構成している。
【0021】
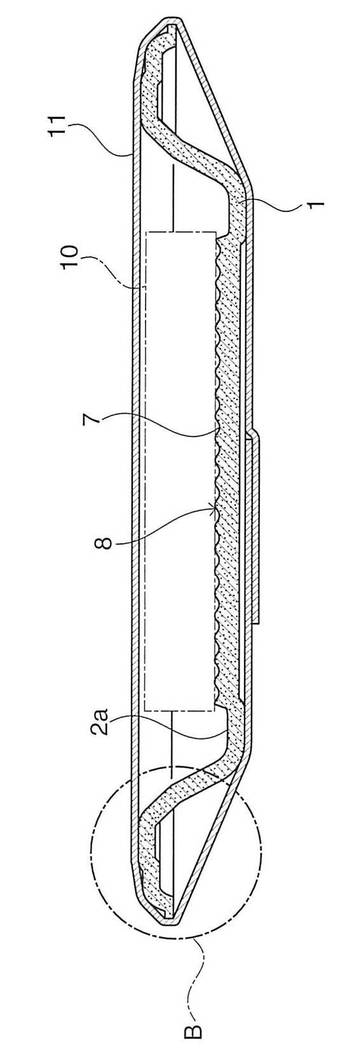
図4に示されるように、載置部8の上には、例えば、食肉などの食品10が載置され、ラップ11で発泡樹脂製トレイ1ごと包装される。
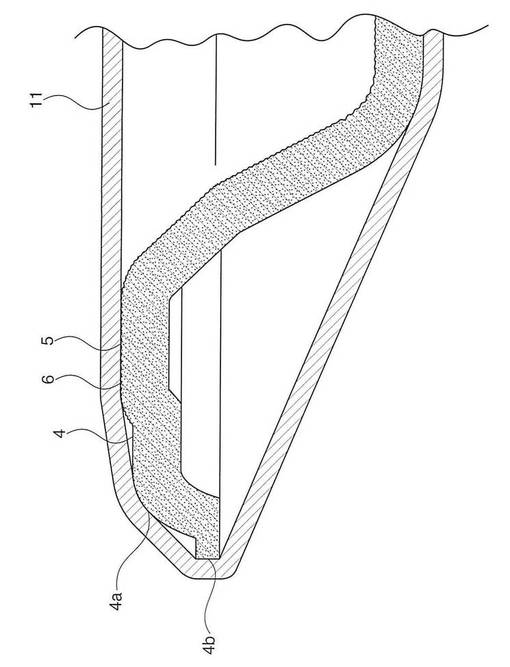
この際、図5に示されるように、ラップ11はフランジ部4の端、すなわち補助フランジ部4bで折り返され、発泡樹脂製トレイ1の開口部9(図1および図2参照)には強い力が加わる。
【0022】
しかし、発泡樹脂製トレイ1は、フランジ部4と隆起部5が側壁部3の上縁開口3aを補強するように作用するため、開口部9の強度が改善されており、上縁開口3aに皺が生じたり、上縁開口3aが折れ曲がったりすることを防止できる。これは、見栄えの向上と良好な密封状態の確保に繋がる。
また、図5に示されるように、ラップ11は隆起部5、屈曲部4aおよび補助フランジ部4bの3箇所で支持されているため、強固な密封状態を作り出すことができる。特に、補助フランジ部4bは他の部分よりも薄く形成されており、ラップ11と高い圧力で密着するため折り返し易く、強固な密封状態を作り出す上でも有利に作用する。
【0023】
なお、ラップ包装の際、ラップ11は上述の通り隆起部5、屈曲部4a、補助フランジ部4bの3箇所で支持されるため、平坦なフランジ部4には接触しない。すなわち、ラップ11は隆起部5によって持ち上げられた状態となる。
このため、ラップ包装の際に平坦で比較的面積の広いフランジ部4にラップ11が不要に貼り付いてラップ包装の作業性を悪化させることを防止できる。
しかも、上述の通り、隆起部5はその表面にシボ6が形成されているため、ラップ11は折り返しの起点となる隆起部5にも貼り付き難く、ある程度の滑りが確保されるため、ラップ包装の作業性は極めて良好なものとなる。これは、発泡樹脂製トレイ1に高級感を付与するシボ6がもたらす予想外の意外な効果である。
【0024】
また、図4に示されるように、食品10は畝状の溝7が形成された載置部8上に載置されるため、載置部8上で部分的に支持された状態となる。
このため、食品10から汁が滲み出たとしても、その汁を溝7を介して底部2の周縁2aへ流動させることができ、食品10が汁に浸かったままの状態となることを防止できる。これは衛生的であり、食品10の劣化抑制にもなる。
【0025】
上述のような構成よりなる発泡樹脂製トレイ1の製造方法について図6に基づいて説明する。図6は本発明の実施形態に係る金型を用いた発泡樹脂製トレイの製造方法を示す説明図である。
【0026】
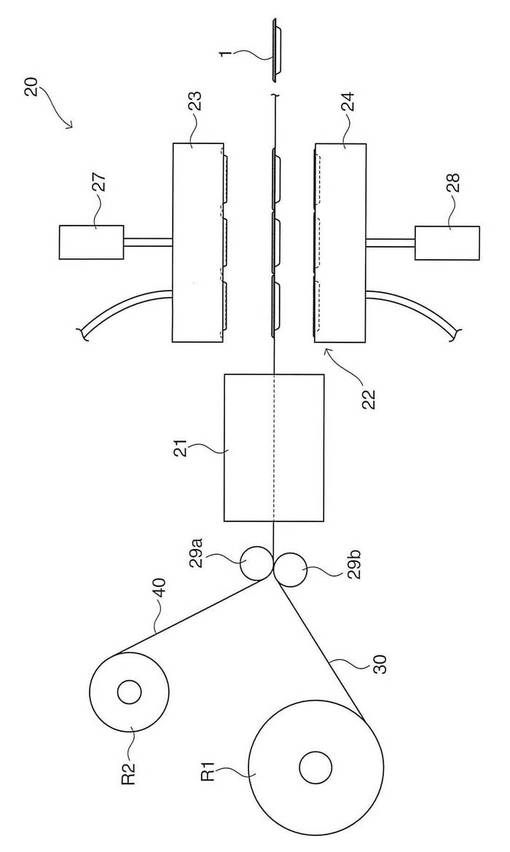
図6に示されるように、成形機20は、成形前の発泡樹脂シート30を加熱する加熱炉21と、加熱された発泡樹脂シート30を上下から挟み付ける一対の雄型23と雌型24からなる金型22と、成形された発泡樹脂シート30から個々の発泡樹脂製トレイ1を切り出すカッター(図示せず)とから主に構成されている。
図示しないが、雄型23と雌型24はそれぞれ真空ポンプに接続され、表面に形成された多数の微細な真空引き孔から真空引きを行うことができるように構成されている。また、雄型23と雌型24はシリンダ機構27,28にてそれぞれ昇降可能に構成されている。
【0027】
成形機20には原料としてポリスチレン系発泡樹脂シート(PSPシート)をロール状に巻き取った原反ロールR1と、熱可塑性樹脂フィルムをロール状に巻き取ったフィルムロールR2がそれぞれセットされる。
原反ロールR1とフィルムロールR2からそれぞれ繰り出された発泡樹脂シート30と熱可塑性樹脂フィルム40は、互いに対向するように配され所定の温度に加熱された一対の熱ロール29a,29bを通る際に熱溶着されて一体となる。熱可塑性樹脂フィルム40と一体になった発泡樹脂シート30は加熱炉21に通されて加熱され可塑化と二次発泡が始まる。
【0028】
加熱炉21から出た熱可塑性樹脂フィルム40と発泡樹脂シート30は、一対の雄型23と雌型24の間に通され、雄型23と雌型24に挟まれる。この際、雄型23と雌型24によって真空引きが行われ、熱可塑性樹脂フィルム40と一体になった発泡樹脂シート30は速やかに雄型23と雌型24に形状に倣って速やかに成形される。
その後、雄型23と雌型24の嵌合が解かれ、冷却により形状を安定させた後、図示しないカッターで個々の発泡樹脂製トレイ1に切り出すことにより一連の工程が終了する。
【0029】
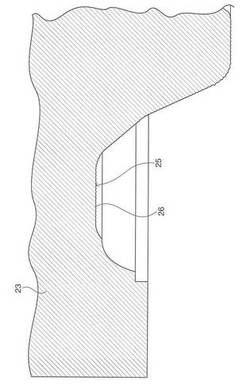
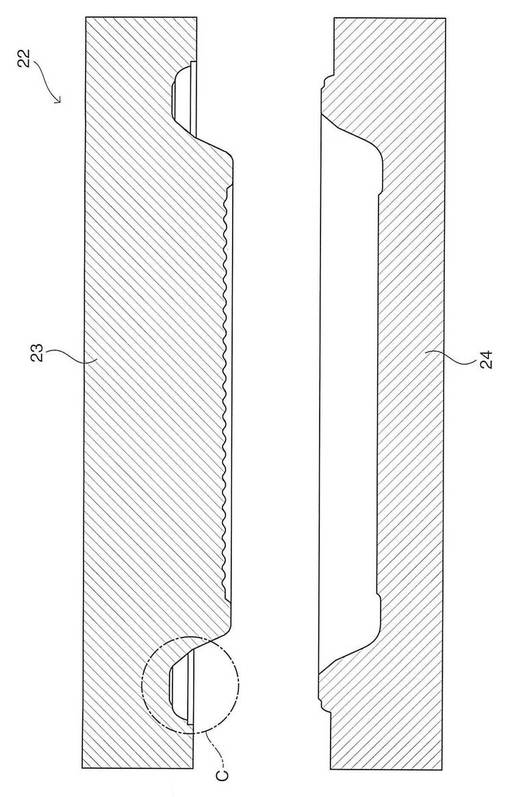
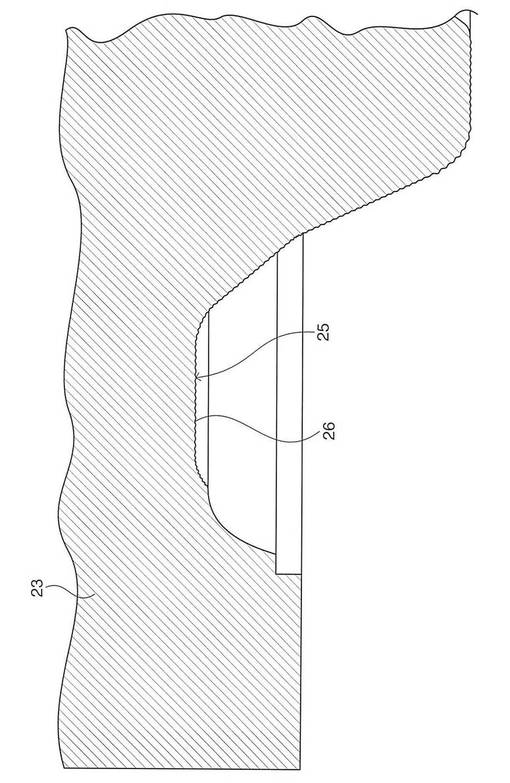
上述の製造方法で用いた本発明の実施形態に係る金型22について図7および図8に基づいて説明する。図7は本発明の実施形態に係る金型の構成を示す説明図、図8は図7に示される金型のC部拡大図である。
【0030】
図7に示されるように、上述の製造方法で用いた金型22は、一対の雄型23と雌型24とから構成されている。
図8に示されるように雄型23は、発泡樹脂製トレイ1の隆起部5(図3参照)と対応する部分がシボ26の形成された平坦面25とされている。
このため、雄型23と雌型24で発泡樹脂シート30(図6参照)を挟み付けた際に、発泡樹脂シート30が隆起部5と対応する部分で延伸させられずに済み、当該部分において発泡樹脂シート30の肉厚の減少を抑えることができる。
発泡樹脂シート30の肉厚が適正に維持されることから、発泡樹脂シート30は、隆起部5と対応する部分において雄型23の表面に強く圧着し、平坦面25に形成されたシボ26は発泡樹脂製トレイ1のシボ6(図1、図2および図5参照)として再現性よく転写される。
【0031】
なお、シボ26の形成には、エッチングに代表される化学的除去法、或いはサンドブラストに代表される物理的除去法を利用でき、一定の所望のパターンを得るうえでは化学的除去法が再現性の観点から好ましい。
化学的除去法では、雄型23の表面に感光性耐薬品皮膜を層状に形成した後、所望のパターンを介して露光し、現像処理することにより所望パターンの耐薬品皮膜層を形成する。
その後、酸又はアルカリ液による化学的或いは電気化学的浸食作用を雄型23の露出部に作用させることにより露出部を溶解し、不要となった耐薬品皮膜層を除去すると所望パターンのシボ26が形成された雄型23を得ることができる。
【符号の説明】
【0032】
1 発泡樹脂製トレイ
2 底部
2a 周縁
3 側壁部
3a 上縁開口
4 フランジ部
4a 屈曲部
4b 補助フランジ部
5 隆起部
6,26 シボ
7 溝
8 載置部
9 開口部
10 食品
11 ラップ
20 成形機
21 加熱炉
22 金型
23 雄型
24 雌型
25 平坦面
27,28 シリンダ機構
29a,29b 熱ロール
30 発泡樹脂シート
40 熱可塑性樹脂フィルム
R1 原反ロール
R2 フィルムロール
【技術分野】
【0001】
この発明は、発泡樹脂製トレイの製造に用いられる金型に関し、詳しくは発泡樹脂シートから発泡樹脂製トレイを製造するのに用いられる金型に関する。
【背景技術】
【0002】
この発明に関連する先行技術としては、発泡樹脂シートから複数の発泡樹脂製トレイを一括して成形するための金型であって、金型のうち複数の発泡樹脂製トレイに対応する個々の型の境界部分に発泡樹脂ソートを最小限に挟圧してクランプするためのポイントクランプを設け、成形時に発泡樹脂シートが個々の型内に引き込まれることを適度に許容することにより、均一な肉厚と外形を有する発泡樹脂製トレイの製造を可能にした金型が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−226834号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来より、生鮮食料品店等の小売店で食品を包装し陳列するための包装用容器として発泡樹脂からなる発泡樹脂製トレイが使用されている。
近年の発泡樹脂製トレイには単に食品を収容するだけでなく、食品を見栄えよく収容するという付加価値が求められるようになり、様々なデザインの発泡樹脂製トレイが開発されている。
このような状況の下、発泡樹脂製トレイの表面にシボ加工を施し、高級感を高める試みがなされている。
しかしながら、発泡樹脂製トレイは成形後の冷却時に特に肉厚方向に収縮する傾向があるため、単に金型の表面にシボを形成しただけでは、隆起した部分において転写されたシボが冷却時の収縮により消えてしまうという問題があり、デザイン上の制約を生む原因となっていた。
【0005】
この発明は以上のような事情を考慮してなされたもので、発泡樹脂製トレイの隆起部にシボを再現性よく転写できる金型を提供するものである。
【課題を解決するための手段】
【0006】
この発明は、発泡樹脂シートから、表面にシボが形成された隆起部を有する発泡樹脂製トレイを製造するのに用いられる金型であって、前記発泡樹脂製トレイに対応したキャビティを形成する一対の雄型と雌型からなり、雄型は前記発泡樹脂製トレイの隆起部と対応する部分がシボの形成された平坦面とされてなることを特徴とする金型を提供するものである。
【発明の効果】
【0007】
この発明によれば、発泡樹脂製トレイの隆起部と対応する部分がシボの形成された平坦面とされてなるので、隆起部と対応する部分で発泡樹脂シートが延伸させられることによる肉厚の減少を防止でき、適切な肉厚を保った発泡樹脂シートとシボの形成された平坦面とを十分に密着させてシボを隆起部の表面に再現性よく転写できる。
隆起部に転写されたシボは金型に十分に密着して深く転写されているため、冷却時に収縮しても隆起部の表面から消えることはない。
【0008】
なお、金型内における発泡樹脂シートの延伸を抑えることがシボの再現性向上に繋がるという知見は本願発明者らによって初めて見出されたものであり、本願発明者らは、上記知見に基づいて鋭意工夫を重ねた結果、シボを形成すべき部分を平坦面として上記課題を解決したものである。
【図面の簡単な説明】
【0009】
【図1】本発明の実施形態に係る金型によって製造された発泡樹脂製トレイの斜視図である。
【図2】図1に示される発泡樹脂製トレイの平面図である。
【図3】図2のA−A矢視断面図である。
【図4】本発明の実施形態に係る金型によって製造された発泡樹脂製トレイに食品を収容しラップ包装した状態を示す説明図である。
【図5】図4のB部拡大図である。
【図6】本発明の実施形態に係る金型を用いた発泡樹脂製トレイの製造方法を示す説明図である。
【図7】本発明の実施形態に係る金型の構成を示す説明図である。
【図8】図7のC部拡大図である。
【発明を実施するための形態】
【0010】
この発明による金型は、発泡樹脂シートから、表面にシボが形成された隆起部を有する発泡樹脂製トレイを製造するのに用いられる金型であって、前記発泡樹脂製トレイに対応したキャビティを形成する一対の雄型と雌型からなり、雄型は前記発泡樹脂製トレイの隆起部と対応する部分がシボの形成された平坦面とされてなることを特徴とする。
【0011】
この発明による金型において、加工材料となる発泡樹脂シートとは、多数の気泡を内包する熱可塑性の樹脂シートを意味する。このような発泡樹脂シートとしては、例えば、ポリスチレン系発泡樹脂シート、ポリエチレン系発泡樹脂シート、ポリプロピレン系発泡樹脂シート、ポリエチレンテレフタレート(PET)系発泡樹脂シートなどの発泡樹脂シートが挙げられる。なかでも高発泡倍率で断熱性と強度に優れ、成形性も良好なポリスチレン系発泡樹脂シートが好ましい。
【0012】
ポリスチレン系発泡樹脂シートとしては、従来公知のポリスチレン系樹脂、例えば、ポリスチレン、ゴム変性ポリスチレン、スチレンアクリル酸共重合体、スチレンメタクリル酸共重合体、スチレン無水マレイン酸共重合体などの単独あるいは混合樹脂などと、公知の発泡剤と気泡調整剤を押出機で加熱溶融混練し、発泡に適する温度に調節されたダイからシート状に押し出して発泡させるか、あるいは一旦円筒状に押し出して発泡させた後、任意のラインで切開して長尺のシート状に成形したものを用いることができる。
【0013】
また、この発明による金型において、シボとは、凹凸によって形成された模様を意味し、当該模様が規則性を有するか否かは問わない。したがって、シボには凹凸によって形成された皮革模様、木目、岩目、砂目、なし地、幾何学模様など様々な模様が含まれる。
【0014】
なお、この発明による金型において、シボの形成された平坦面とは、所定の模様またはパターンを形成する細かな凹凸が表面に形成されているものの、全体としては実質的に平坦をなす面を意味し、全く凹凸のない平滑な面を意味するものではない。
【0015】
この発明による金型において、発泡樹脂製トレイの隆起部は発泡樹脂製トレイの開口部を囲むように一定の幅で隆起する枠状の形状を有し、雄型の前記隆起部に対応する部分は約5mm以上の幅を有する平坦面であってもよい。
このような構成によれば、発泡樹脂シートが雄型の平坦面に密着し易くなり、シボの再現性がより一層向上する。
【0016】
この発明による金型において、シボは鋳物の肌を模した凹凸からなっていてもよい。
このような構成によれば、鉄板のような風合いをもつ高級感のある発泡樹脂製トレイを提供できる。
【0017】
以下、図面に基づいてこの発明の実施形態に係る発泡樹脂製トレイとその製造方法、並びに、その製造方法に用いられる金型について説明する。
【0018】
本発明の実施形態に係る金型によって製造された発泡樹脂製トレイについて図1〜5に基づいて説明する。図1は本発明の実施形態に係る金型によって製造された発泡樹脂製トレイの斜視図、図2は図1に示される発泡樹脂製トレイの平面図、図3は図2のA−A矢視断面図、図4は本発明の実施形態に係る金型によって製造された発泡樹脂製トレイに食品を収容しラップ包装した状態を示す説明図、図5は図4のB部拡大図である。
【0019】
図1〜3に示されるように、本発明の実施形態に係る金型によって製造された発泡樹脂製トレイ1は、発泡ポリスチレンからなり、底部2と、底部2の周縁から立ち上がり上縁開口3aを形成する側壁部3と、側壁部3の上縁開口3aから外方へ向かって延びる平坦なフランジ部4とを備えている。図示しないが、発泡樹脂製トレイ1の表面(内面)は熱可塑性の樹脂フィルムで被覆されている。
フランジ部4はその一部に側壁部3の上縁開口3aを取り囲むように隆起する隆起部5が形成されている。
また、図3に示されるように、フランジ部4の端には一旦緩やかに下方へ屈曲する屈曲部4aを経て再び外方へ張り出す補助フランジ部4bが形成されている。屈曲部4aと補助フランジ部4bはフランジ部4の強度を向上させる。
【0020】
図1および図2に示されるように、隆起部5、側壁部3および底部2の周縁2aにはシボ6が形成されている。本実施形態においてシボ6は鋳物の表面を模したような凹凸によって形成されており、発泡樹脂製トレイ1を鉄板のような高級感のあるものとしている。
また、底部2の周縁2aを除く領域には複数の畝状の溝7が平行に形成されている。複数の畝状の溝7は収容する物品を載置する載置部8を構成している。
【0021】
図4に示されるように、載置部8の上には、例えば、食肉などの食品10が載置され、ラップ11で発泡樹脂製トレイ1ごと包装される。
この際、図5に示されるように、ラップ11はフランジ部4の端、すなわち補助フランジ部4bで折り返され、発泡樹脂製トレイ1の開口部9(図1および図2参照)には強い力が加わる。
【0022】
しかし、発泡樹脂製トレイ1は、フランジ部4と隆起部5が側壁部3の上縁開口3aを補強するように作用するため、開口部9の強度が改善されており、上縁開口3aに皺が生じたり、上縁開口3aが折れ曲がったりすることを防止できる。これは、見栄えの向上と良好な密封状態の確保に繋がる。
また、図5に示されるように、ラップ11は隆起部5、屈曲部4aおよび補助フランジ部4bの3箇所で支持されているため、強固な密封状態を作り出すことができる。特に、補助フランジ部4bは他の部分よりも薄く形成されており、ラップ11と高い圧力で密着するため折り返し易く、強固な密封状態を作り出す上でも有利に作用する。
【0023】
なお、ラップ包装の際、ラップ11は上述の通り隆起部5、屈曲部4a、補助フランジ部4bの3箇所で支持されるため、平坦なフランジ部4には接触しない。すなわち、ラップ11は隆起部5によって持ち上げられた状態となる。
このため、ラップ包装の際に平坦で比較的面積の広いフランジ部4にラップ11が不要に貼り付いてラップ包装の作業性を悪化させることを防止できる。
しかも、上述の通り、隆起部5はその表面にシボ6が形成されているため、ラップ11は折り返しの起点となる隆起部5にも貼り付き難く、ある程度の滑りが確保されるため、ラップ包装の作業性は極めて良好なものとなる。これは、発泡樹脂製トレイ1に高級感を付与するシボ6がもたらす予想外の意外な効果である。
【0024】
また、図4に示されるように、食品10は畝状の溝7が形成された載置部8上に載置されるため、載置部8上で部分的に支持された状態となる。
このため、食品10から汁が滲み出たとしても、その汁を溝7を介して底部2の周縁2aへ流動させることができ、食品10が汁に浸かったままの状態となることを防止できる。これは衛生的であり、食品10の劣化抑制にもなる。
【0025】
上述のような構成よりなる発泡樹脂製トレイ1の製造方法について図6に基づいて説明する。図6は本発明の実施形態に係る金型を用いた発泡樹脂製トレイの製造方法を示す説明図である。
【0026】
図6に示されるように、成形機20は、成形前の発泡樹脂シート30を加熱する加熱炉21と、加熱された発泡樹脂シート30を上下から挟み付ける一対の雄型23と雌型24からなる金型22と、成形された発泡樹脂シート30から個々の発泡樹脂製トレイ1を切り出すカッター(図示せず)とから主に構成されている。
図示しないが、雄型23と雌型24はそれぞれ真空ポンプに接続され、表面に形成された多数の微細な真空引き孔から真空引きを行うことができるように構成されている。また、雄型23と雌型24はシリンダ機構27,28にてそれぞれ昇降可能に構成されている。
【0027】
成形機20には原料としてポリスチレン系発泡樹脂シート(PSPシート)をロール状に巻き取った原反ロールR1と、熱可塑性樹脂フィルムをロール状に巻き取ったフィルムロールR2がそれぞれセットされる。
原反ロールR1とフィルムロールR2からそれぞれ繰り出された発泡樹脂シート30と熱可塑性樹脂フィルム40は、互いに対向するように配され所定の温度に加熱された一対の熱ロール29a,29bを通る際に熱溶着されて一体となる。熱可塑性樹脂フィルム40と一体になった発泡樹脂シート30は加熱炉21に通されて加熱され可塑化と二次発泡が始まる。
【0028】
加熱炉21から出た熱可塑性樹脂フィルム40と発泡樹脂シート30は、一対の雄型23と雌型24の間に通され、雄型23と雌型24に挟まれる。この際、雄型23と雌型24によって真空引きが行われ、熱可塑性樹脂フィルム40と一体になった発泡樹脂シート30は速やかに雄型23と雌型24に形状に倣って速やかに成形される。
その後、雄型23と雌型24の嵌合が解かれ、冷却により形状を安定させた後、図示しないカッターで個々の発泡樹脂製トレイ1に切り出すことにより一連の工程が終了する。
【0029】
上述の製造方法で用いた本発明の実施形態に係る金型22について図7および図8に基づいて説明する。図7は本発明の実施形態に係る金型の構成を示す説明図、図8は図7に示される金型のC部拡大図である。
【0030】
図7に示されるように、上述の製造方法で用いた金型22は、一対の雄型23と雌型24とから構成されている。
図8に示されるように雄型23は、発泡樹脂製トレイ1の隆起部5(図3参照)と対応する部分がシボ26の形成された平坦面25とされている。
このため、雄型23と雌型24で発泡樹脂シート30(図6参照)を挟み付けた際に、発泡樹脂シート30が隆起部5と対応する部分で延伸させられずに済み、当該部分において発泡樹脂シート30の肉厚の減少を抑えることができる。
発泡樹脂シート30の肉厚が適正に維持されることから、発泡樹脂シート30は、隆起部5と対応する部分において雄型23の表面に強く圧着し、平坦面25に形成されたシボ26は発泡樹脂製トレイ1のシボ6(図1、図2および図5参照)として再現性よく転写される。
【0031】
なお、シボ26の形成には、エッチングに代表される化学的除去法、或いはサンドブラストに代表される物理的除去法を利用でき、一定の所望のパターンを得るうえでは化学的除去法が再現性の観点から好ましい。
化学的除去法では、雄型23の表面に感光性耐薬品皮膜を層状に形成した後、所望のパターンを介して露光し、現像処理することにより所望パターンの耐薬品皮膜層を形成する。
その後、酸又はアルカリ液による化学的或いは電気化学的浸食作用を雄型23の露出部に作用させることにより露出部を溶解し、不要となった耐薬品皮膜層を除去すると所望パターンのシボ26が形成された雄型23を得ることができる。
【符号の説明】
【0032】
1 発泡樹脂製トレイ
2 底部
2a 周縁
3 側壁部
3a 上縁開口
4 フランジ部
4a 屈曲部
4b 補助フランジ部
5 隆起部
6,26 シボ
7 溝
8 載置部
9 開口部
10 食品
11 ラップ
20 成形機
21 加熱炉
22 金型
23 雄型
24 雌型
25 平坦面
27,28 シリンダ機構
29a,29b 熱ロール
30 発泡樹脂シート
40 熱可塑性樹脂フィルム
R1 原反ロール
R2 フィルムロール
【特許請求の範囲】
【請求項1】
発泡樹脂シートから、表面にシボが形成された隆起部を有する発泡樹脂製トレイを製造するのに用いられる金型であって、前記発泡樹脂製トレイに対応したキャビティを形成する一対の雄型と雌型からなり、雄型は前記発泡樹脂製トレイの隆起部と対応する部分がシボの形成された平坦面とされてなることを特徴とする金型。
【請求項2】
発泡樹脂製トレイの隆起部は発泡樹脂製トレイの開口部を囲むように一定の幅で隆起する枠状の形状を有し、雄型の前記隆起部に対応する部分は5mm以上の幅を有する平坦面である請求項1に記載の金型。
【請求項3】
シボが鋳物の肌を模した凹凸からなる請求項1又は2に記載の金型。
【請求項1】
発泡樹脂シートから、表面にシボが形成された隆起部を有する発泡樹脂製トレイを製造するのに用いられる金型であって、前記発泡樹脂製トレイに対応したキャビティを形成する一対の雄型と雌型からなり、雄型は前記発泡樹脂製トレイの隆起部と対応する部分がシボの形成された平坦面とされてなることを特徴とする金型。
【請求項2】
発泡樹脂製トレイの隆起部は発泡樹脂製トレイの開口部を囲むように一定の幅で隆起する枠状の形状を有し、雄型の前記隆起部に対応する部分は5mm以上の幅を有する平坦面である請求項1に記載の金型。
【請求項3】
シボが鋳物の肌を模した凹凸からなる請求項1又は2に記載の金型。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−94993(P2013−94993A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−237535(P2011−237535)
【出願日】平成23年10月28日(2011.10.28)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【出願人】(000158943)株式会社積水技研 (35)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月28日(2011.10.28)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【出願人】(000158943)株式会社積水技研 (35)
【Fターム(参考)】
[ Back to top ]