
研磨方法および研磨装置
【課題】基板の研磨中にシリコン層の正確な厚さを取得し、得られたシリコン層の厚さに基づいて基板の研磨終点を正確に決定することができる研磨方法を提供する。
【解決手段】本研磨方法は、基板から反射した赤外線の強度を所定の基準強度で割って相対反射率を算出し、相対反射率と赤外線の波長との関係を示す分光波形を生成し、分光波形にフーリエ変換処理を行なって、シリコン層の厚さおよび対応する周波数成分の強度を決定し、上記決定された周波数成分の強度が所定のしきい値よりも高い場合には、上記決定されたシリコン層の厚さを信頼性の高い測定値と認定し、該信頼性の高い測定値が所定の目標値に達した時点に基づいて、基板の研磨終点を決定する。
【解決手段】本研磨方法は、基板から反射した赤外線の強度を所定の基準強度で割って相対反射率を算出し、相対反射率と赤外線の波長との関係を示す分光波形を生成し、分光波形にフーリエ変換処理を行なって、シリコン層の厚さおよび対応する周波数成分の強度を決定し、上記決定された周波数成分の強度が所定のしきい値よりも高い場合には、上記決定されたシリコン層の厚さを信頼性の高い測定値と認定し、該信頼性の高い測定値が所定の目標値に達した時点に基づいて、基板の研磨終点を決定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シリコン層が表面に形成されている基板を研磨する方法および装置に関し、特に基板からの反射光に含まれる光学情報に基づいて基板の研磨終点を検出することができる研磨方法および研磨装置に関する。
【背景技術】
【0002】
半導体デバイスの製造プロセスには、SiO2などの絶縁膜を研磨する工程や、銅、タングステンなどの金属膜を研磨する工程などの様々な工程が含まれる。裏面照射型CMOSセンサの製造工程では、絶縁膜や金属膜の研磨工程の他にも、シリコン層(シリコンウェハ)を研磨する工程が含まれる。裏面照射型CMOSセンサは、裏面照射(BSI: Backside illumination)技術を利用したイメージセンサであり、その受光面はシリコン層から形成されている。シリコン貫通電極(TSV: Through-silicon via)の製造工程にも、シリコン層を研磨する工程が含まれる。シリコン貫通電極は、シリコン層を貫通する孔に形成された銅などの金属から構成された電極である。
【0003】
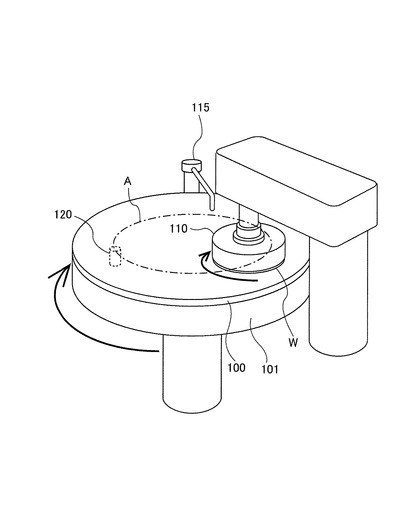
シリコン層の研磨は、その厚さが所定の目標値に達したときに終了される。シリコン層の研磨には、CMP(Chemical Mechanical Polishing)装置が使用される。図1は、CMP装置を示す模式図である。CMP装置は、研磨パッド100が上面に取り付けられた研磨テーブル101と、ウェハWを保持するトップリング110と、研磨パッド100に研磨液(スラリー)を供給するスラリー供給機構115と、ウェハWの膜厚を測定する膜厚測定器120とを備えている。膜厚測定器120は、研磨テーブル101内に埋設されている。
【0004】
トップリング110および研磨テーブル101は、矢印で示すように回転し、この状態でトップリング110は、ウェハWを研磨パッド110に押し付ける。スラリー供給機構115からは研磨液が研磨パッド110上に供給され、ウェハWは、研磨液の存在下で研磨パッド110との摺接により研磨される。ウェハWの研磨中、膜厚測定器120は研磨テーブル101と共に回転し、ウェハWの表面を横切りながら膜厚を測定する。そして、膜厚が所定の目標値に達したときに、ウェハWの研磨が終了される。
【0005】
光学式膜厚測定器は、上記CMP装置に使用される膜厚測定器120の1例である。この光学式膜厚測定器は、ウェハの表面に光を導き、ウェハからの反射光を分析することによって、ウェハの表面に形成されている膜の厚さを決定する。シリコン(Si)は、SiO2などの絶縁材料に比べて屈折率が大きく、かつ、可視光が透過しにくいという性質を持っている。このため、シリコン層の厚さ測定には、可視光ではなく、透過性のよい赤外線が使用される。
【0006】
赤外線を用いた膜厚測定器は、シリコン層の厚さを測定することは可能である。しかしながら、CMP装置に組み込まれた膜厚測定器は、図1に示すように、それ自身が移動しながらシリコン層の厚さを測定するため、シリコン層の厚さにばらつきがあることに起因して、測定に失敗することがある。特に、上述したBSI製造プロセスやTSV製造プロセスで研磨されるシリコン層は、その表面の平坦度が低いため、測定の失敗が起こりやすい。このような測定の失敗を避けるために、1回当たりの測定時間を短くすることも考えられるが、この場合は、反射する赤外線の量が減りS/N比が低下するために、正確な測定が難しくなる。しかも、シリコン層は研磨テーブルが1回転するたびに削られるため、同一の条件下で同じ位置での厚さを再び計測することができない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−154928号公報
【特許文献2】特開平10−125634号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上述した従来の問題点を解決するためになされたもので、基板(例えばウェハ)の研磨中にシリコン層(または基板上に形成された膜)の正確な厚さを取得し、得られたシリコン層の厚さに基づいて基板の研磨終点を正確に決定することができる研磨方法および研磨装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上述した目的を達成するために、本発明の一態様は、シリコン層を有する基板を研磨する方法であって、回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、前記基板の研磨中に、前記基板に赤外線を照射し、前記基板から反射した赤外線を受光し、前記反射した赤外線の強度を波長ごとに測定し、測定された前記赤外線の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記赤外線の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さおよび対応する周波数成分の強度を決定し、前記決定されたシリコン層の厚さが所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【0010】
本発明の他の態様は、膜が表面に形成された基板を研磨する方法であって、回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、前記基板の研磨中に、前記基板に光を照射し、前記基板から反射した光を受光し、前記反射した光の強度を波長ごとに測定し、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さおよび対応する周波数成分の強度を決定し、前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定された膜の厚さが所定の範囲内にある場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定する工程を含み、前記所定のしきい値は、過去に取得された周波数成分の強度の度数分布に基づいて決定されることを特徴とする。
【0011】
本発明の他の態様は、膜が表面に形成された基板を研磨する方法であって、回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、前記基板の研磨中に、前記基板に光を照射し、前記基板から反射した光を受光し、前記反射した光の強度を波長ごとに測定し、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さを決定し、所定の観測厚さにおける前記周波数成分の強度が、所定のしきい値よりも低い場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【0012】
本発明の他の態様は、膜が表面に形成された基板を研磨する方法であって、回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、前記基板の研磨中に、前記基板に光を照射し、前記基板から反射した光を受光し、前記反射した光の強度を波長ごとに測定し、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さおよび対応する前記周波数成分の強度を決定し、所定の観測厚さにおける前記周波数成分の強度と前記決定された周波数成分の強度との差分の絶対値が所定のしきい値よりも大きい場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【0013】
本発明の他の態様は、シリコン層を有する基板を研磨する装置であって、研磨具を支持する回転可能な研磨テーブルと、前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、前記トップリングに保持された前記基板に赤外線を照射する照射部と、前記基板から反射した赤外線を受光する受光部と、前記反射した赤外線の強度を波長ごとに測定する分光器と、前記分光器により取得された赤外線強度データから前記シリコン層の厚さを決定する研磨監視部とを備え、前記研磨監視部は、測定された前記赤外線の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記赤外線の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さおよび対応する周波数成分の強度を決定し、前記決定されたシリコン層の厚さが所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【0014】
本発明の他の態様は、膜が表面に形成された基板を研磨する装置であって、研磨具を支持する回転可能な研磨テーブルと、前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、前記トップリングに保持された前記基板に光を照射する照射部と、前記基板から反射した光を受光する受光部と、前記反射した光の強度を波長ごとに測定する分光器と、前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、前記研磨監視部は、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さおよび対応する周波数成分の強度を決定し、前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定された膜の厚さが所定の範囲内にある場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定するように構成されており、前記所定のしきい値は、過去に取得された複数の測定値から作成された前記周波数成分の強度の度数分布に基づいて決定されることを特徴とする。
【0015】
本発明の他の態様は、膜が表面に形成された基板を研磨する装置であって、研磨具を支持する回転可能な研磨テーブルと、前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、前記トップリングに保持された前記基板に光を照射する照射部と、前記基板から反射した光を受光する受光部と、前記反射した光の強度を波長ごとに測定する分光器と、前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、前記研磨監視部は、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さを決定し、所定の観測厚さにおける前記周波数成分の強度が、所定のしきい値よりも低い場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【0016】
本発明の他の態様は、膜が表面に形成された基板を研磨する装置であって、研磨具を支持する回転可能な研磨テーブルと、前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、前記トップリングに保持された前記基板に光を照射する照射部と、前記基板から反射した光を受光する受光部と、前記反射した光の強度を波長ごとに測定する分光器と、前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、前記研磨監視部は、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さおよび対応する前記周波数成分の強度を決定し、所定の観測厚さにおける前記周波数成分の強度と前記決定された周波数成分の強度との差分の絶対値が所定のしきい値よりも大きい場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【発明の効果】
【0017】
本発明によれば、シリコン層(または基板上に形成された膜)の厚さを正確に反映した測定値、すなわち信頼性の高い測定値が取得される。したがって、得られた測定値から正確な研磨終点を検出することが可能となる。
【図面の簡単な説明】
【0018】
【図1】CMP装置を示す模式図である。
【図2】光学式研磨終点検出方法の原理を説明するための模式図である。
【図3】ウェハと研磨テーブルとの位置関係を示す平面図である。
【図4】第1の処理部によって生成された分光波形を示す図である。
【図5】第1の処理部によって生成された周波数スペクトルを示す図である。
【図6】研磨テーブルが1回転する間に、5回測定が行われる例を示す図である。
【図7】裏面照射(BSI)型イメージセンサが形成されたウェハを研磨したときに取得された測定データを示すテーブルである。
【図8】裏面照射(BSI)型イメージセンサが形成されたウェハを研磨したときに取得された分光波形を示す図である。
【図9】図8に示す分光波形から生成された周波数スペクトルを示す図である。
【図10】シリコン層の厚さと研磨時間との関係を示す図である。
【図11】研磨前と研磨後の研磨プロファイルを示す図である。
【図12】測定値を選別する基準として、周波数成分の強度に関する所定のしきい値を用いた例を示す図である。
【図13】測定値を選別する基準として、周波数成分の強度に関する所定のしきい値と、シリコン層の厚さに関する所定の範囲とを用いた例を示す図である。
【図14】シリコン貫通電極(TSV)の製造において実施されるシリコン層の研磨時に取得された分光波形を示す図である。
【図15】図14に示す分光波形から生成された周波数スペクトルを示す図である。
【図16】周波数成分の強度の度数分布を示すヒストグラムである。
【図17】図16に示すヒストグラムから生成した累積折れ線グラフを示す図である。
【図18】信頼性の高い測定値と信頼性の低い測定値とを判別する他の方法を説明するための図である。
【図19】図18に示した判別方法の変形例を説明するための図である。
【図20】研磨装置を模式的に示す断面図である。
【図21】図20に示す研磨装置の変形例を示す断面図である。
【発明を実施するための形態】
【0019】
以下、本発明の実施形態について図面を参照して説明する。
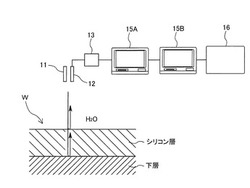
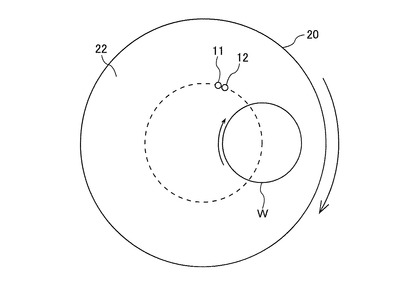
図2は、光学式研磨終点検出方法の原理を説明するための模式図であり、図3はウェハと研磨テーブルとの位置関係を示す平面図である。ウェハ(基板)Wは、裏面照射(BSI)型イメージセンサまたはシリコン貫通電極(TSV)の製造に使用されるウェハである。図2に示すように、ウェハWは、下地層(例えば、集積回路)と、その上に形成されたシリコン層を有している。ウェハWはトップリング(図2および図3には図示せず)に保持され、図3の矢印で示すようにウェハWの中心周りに回転される。ウェハWの表面は、回転する研磨テーブル20上の研磨パッド22にトップリングによって押圧され、ウェハWのシリコン層は研磨パッド22との摺接により研磨される。研磨パッド22は、ウェハWを研磨するための研磨面を有する研磨具である。
【0020】
照射部11および受光部12は、研磨テーブル20内に設置されており、ウェハWの表面に対向して配置されている。照射部11は、赤外線を発するLED(図示せず)を備えており、ウェハWの表面に赤外線を導く。研磨テーブル20が1回転するたびにウェハWの中心を含む複数の領域に赤外線が照射される。
【0021】
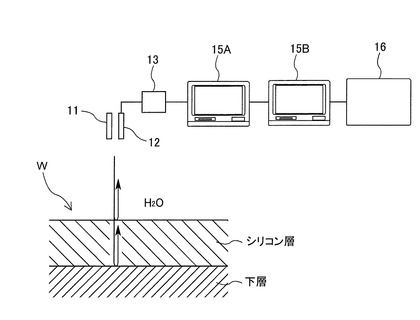
受光部12はウェハWから反射した赤外線を受ける。受光部12には分光器13が接続されており、分光器13は、反射した赤外線を波長に従って分解し、反射した赤外線の強度を波長ごとに測定する。分光器13には、第1の処理部15Aが接続されている。この第1の処理部15Aは、分光器13によって取得された赤外線強度データを読み込み、反射した赤外線の強度分布を生成する。より具体的には、第1の処理部15Aは、波長ごとの赤外線の強度を表わす分光波形を生成する。この分光波形は、赤外線の波長と強度との関係を示す線グラフ(波形)として表される。
【0022】
ウェハWに照射された赤外線は、媒質(図2の例では水)とシリコン層との界面と、シリコン層とその下層との界面で反射し、これらの界面で反射した赤外線が互いに干渉する。この赤外線の干渉の仕方は、シリコン層の厚さ(すなわち光路長)に応じて変化する。このため、ウェハWから戻ってくる赤外線から生成される分光波形は、シリコン層の厚さに従って変化する。第1の処理部15Aは、分光波形に対してFFT(高速フーリエ変換)処理を行って分光波形を解析し、その解析結果から現在のシリコン層の厚さを決定する。図2に示すように媒質が水である場合は、赤外線が水に吸収されることを防ぐために、赤外線として、波長800nm〜1000nmの近赤外線を使用することが好ましい。800nm〜900nmの近赤外線は薄いシリコン層(厚さ2μm以下)に適している。
【0023】
第1の処理部15Aは、第2の処理部15Bに接続されており、第1の処理部15Aによって決定されたシリコン層の厚さの測定値が第2の処理部15Bに送られる。第2の処理部15Bは、シリコン層の厚さを所定の目標値と比較し、シリコン層の厚さが目標値に達したか否かを決定する。シリコン層の厚さが目標値に達すると、第2の処理部15Bはシリコン層の研磨がその終点に達したと判断し、研磨装置(CMP装置)の動作コントローラ16に研磨終点検出信号を送信する。動作コントローラ16は、この研磨終点検出信号を受けてウェハWの研磨動作を終了する。この実施形態では、第1の処理部15Aと第2の処理部15Bとにより、研磨監視部が構成される。第1の処理部15Aと第2の処理部15Bは1つの処理部として設けてもよい。
【0024】
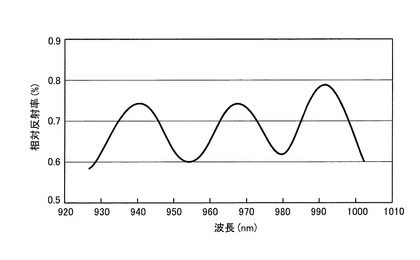
以下、第1の処理部15Aについて、より詳細に説明する。図4は、第1の処理部15Aによって生成された分光波形を示す図である。図4において、横軸はウェハから反射した赤外線の波長を表わし、縦軸は反射した赤外線の強度から導かれる相対反射率を表わす。この相対反射率とは、赤外線の反射強度を表わす1つの指標であり、具体的には、赤外線の強度と所定の基準強度との比である。各波長において赤外線の強度(実測強度)を所定の基準強度で割ることにより、装置の光学系や光源固有の強度のばらつきなどの不要な要素が実測強度から除去され、これによりシリコン層の厚さ情報のみを反映した分光波形を得ることができる。
【0025】
所定の基準強度は、例えば、膜が形成されていないシリコンウェハ(ベアウェハ)を水の存在下で研磨しているときに得られた赤外線の強度とすることができる。実際の研磨では、実測強度からダークレベル(光を遮断した条件下で得られた背景強度)を引き算して補正実測強度を求め、さらに基準強度から上記ダークレベルを引き算して補正基準強度を求め、そして、補正実測強度を補正基準強度で割り算することにより、相対反射率が求められる。具体的には、相対反射率R(λ)は、次の式を用いて求めることができる。
【数1】

ここで、λは波長であり、E(λ)はウェハから反射した赤外線の強度であり、B(λ)は基準強度であり、D(λ)はウェハが存在しない状態で取得された背景強度(ダークレベル)である。
【0026】
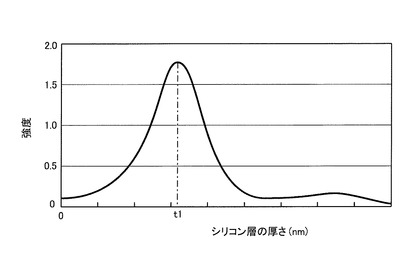
第1の処理部15Aは、得られた分光波形に対して高速フーリエ変換(フーリエ変換でもよい)処理を行って分光波形を解析する。より具体的には、第1の処理部15Aは、分光波形に含まれる周波数成分とその強さを抽出し、得られた周波数成分を所定の関係式を用いてシリコン層の厚さに変換し、そして、シリコン層の厚さと周波数成分の強度との関係を示す周波数スペクトルを生成する。上述した所定の関係式は、周波数成分を変数とした、シリコン層の厚さを表す一次関数であり、実測結果などから求めることができる。
【0027】
図5は、第1の処理部15Aによって生成された周波数スペクトルを示す図である。図5において、縦軸は、分光波形に含まれる周波数成分の強度を表し、横軸は、シリコン層の厚さを表している。図5から分かるように、厚さt1のときに、強度の値が最も大きくなる。つまり、この周波数スペクトルは、シリコン層の厚さがt1であることを示している。このようにして、周波数スペクトルのピークから、シリコン層の厚さが決定される。
【0028】
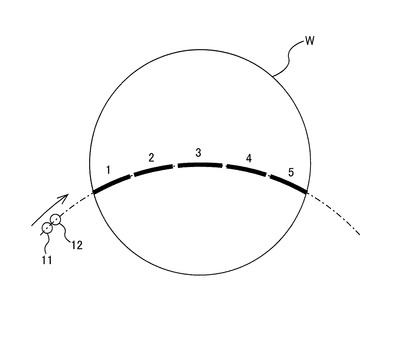
シリコン層の厚さの測定は、研磨テーブル20が1回転する間に複数回行われることが好ましい。1回の測定時間は、ウェハWの露光時間、すなわちウェハWが赤外線に晒される時間に依存する。したがって、研磨テーブル20が1回転する間に実施される測定回数は、露光時間と、研磨テーブル20の回転速度と、トップリングの回転速度により決定される。図6は、研磨テーブル20とトップリングの回転速度がほぼ同じときの研磨テーブル20が1回転する間に、5回測定が行われる例を示す図である。図6に示すように、照射部11および受光部12の先端は、ウェハWの中心を通って横切り、その間に5回の測定が行われる。したがって、研磨テーブル20が1回転するたびに、シリコン層の厚さを示す5つの測定値が得られる。これらの測定値は、第1の処理部15Aから第2の処理部15Bに送られ、第2の処理部15Bは、シリコン層の厚さの測定値に基づいて研磨終点を決定する。
【0029】
上述したように、1回の研磨テーブル20の回転で複数の測定値が得られるのであるが、これら測定値のうちの幾つかは、シリコン層の厚さを正確に表していないことがある。このような信頼性の低い測定値が取得される原因としては、シリコン層の表面に比較的大きな段差が存在する場合に、この段差を含む領域の厚さを1回の測定で取得したため、または反射した赤外線の量が何らの理由で少なかったためなどが考えられる。
【0030】
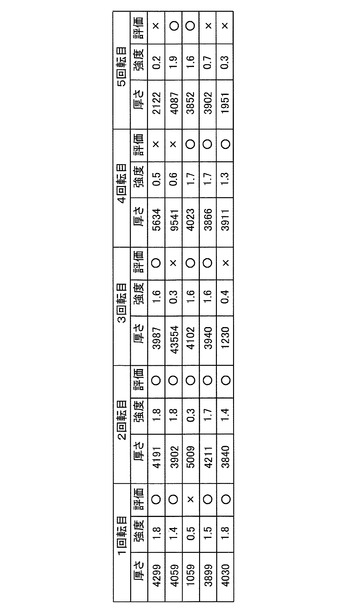
図7は、裏面照射(BSI)型イメージセンサが形成されたウェハを研磨したときに取得された測定データを示すテーブルである。通常、裏面照射型イメージセンサの製造工程では、厚さ約10μm未満のシリコン層が研磨される。図7から分かるように、研磨テーブル20が1回転する間に、シリコン層の厚さを示す5つの測定値と、これら測定値にそれぞれ対応する周波数成分の強度を示す5つの値とが取得される。
【0031】
しかしながら、強度が低い測定値は、他の測定値から大きくかけ離れている傾向にある。言い換えれば、周波数成分の強度が低い測定値は、実際のシリコン層の厚さを正確に表していない。そこで、周波数成分の強度が所定のしきい値よりも低い測定値は、測定データから排除され、信頼性の高い測定値のみを含む監視データが第2の処理部15Bによって取得される。図7に示す記号○は、しきい値以上の強度を伴う測定値を示し、記号×は、しきい値よりも低い強度を伴う測定値を示す。図7において、監視データは、記号○が付された測定値から構成される。
【0032】
測定値が得られるたびに、その測定値に対応する周波数成分の強度がしきい値と比較される。そして、強度がしきい値以上であれば、その測定値(記号○が付された測定値)は、信頼性の高い測定値であると第2の処理部15Bによって認定される。この信頼性の高い測定値は監視データに加えられ、シリコン層の厚さの監視に使用される。これに対し、強度がしきい値未満であれば、その測定値(記号×が付された測定値)は、監視データには含まれない。したがって、監視データは信頼性の高い測定値のみから構成される。
【0033】
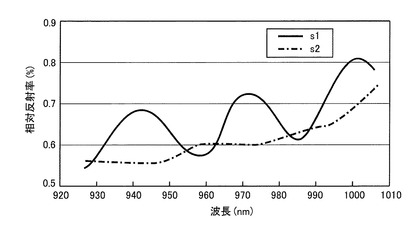
図8は、上記裏面照射(BSI)型イメージセンサが形成されたウェハを研磨したときに取得された分光波形を示す図である。図8に示す2つの分光波形s1,s2は、研磨テーブル20が1回転する間にウェハ上の異なる領域で取得されたものである。図8から分かるように、分光波形s1は比較的明瞭な正弦波を含んでいるが、他方の分光波形s2は明瞭な正弦波を含んでいない。これは、上述したように、シリコン層の表面に形成されている段差に起因したり、または反射した赤外線の量が足りないことに起因すると考えられる。
【0034】
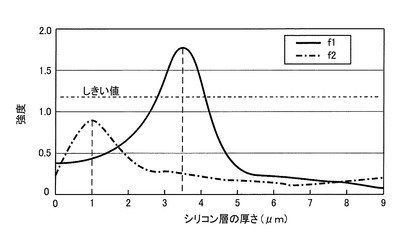
図9は、図8に示す分光波形から生成された周波数スペクトルを示す図である。図9の縦軸は、分光波形に含まれる周波数成分の強度を表し、横軸は、周波数成分から変換されたシリコン層の厚さを表している。周波数成分の強度は、分光波形を構成する正弦波の大きさを表し、正弦波の振幅に概ね比例する。図9に示す周波数スペクトルf1は図8の分光波形s1に対応し、図9に示す周波数スペクトルf2は図8の分光波形s2に対応する。
【0035】
図9から分かるように、周波数スペクトルf1のピークは、シリコン層の厚さが3.5μmであることを示している。すなわち、周波数スペクトルf1は、シリコン層の厚さが3.5μmであることを示している。これに対し、周波数スペクトルf2のピークは、シリコン層の厚さが1μmであることを示している。したがって、周波数スペクトルf2から得られるシリコン層の厚さの測定値は、1μmである。しかしながら、この測定値1μmは周波数スペクトルf1から得られる測定値3.5μmから大きくかけ離れている。
【0036】
図8および図9から分かるように、分光波形に明瞭な正弦波が現れる場合には、周波数スペクトルのピークが示す強度は高くなる。分光波形に明瞭な正弦波が現れるということは、図2に示す赤外線同士の干渉が、シリコン層の厚さのばらつきの影響を受けずに行われたことを意味すると考えられる。したがって、そのような分光波形は、正確なシリコン層の厚さの情報を含んでいるということができる。そこで、第2の処理部15Bは、周波数スペクトルのピークが示す強度に基づいて不正確な測定値を測定データから排除し、正確な測定値のみからなる監視データを生成する。より具体的には、第2の処理部15Bは、周波数スペクトルのピークが示す強度が所定のしきい値以上の測定値のみを監視データに加える。
【0037】
しきい値は次のようにして決定することができる。1枚のウェハを研磨して測定データを取得し、その取得された測定データに対して仮のしきい値を設定し、仮のしきい値以下である測定値の総数が測定データの例えば20%以下であれば、その仮のしきい値をしきい値として採用する。
【0038】
図9に示す例では、しきい値は1.2に設定されている。周波数スペクトルf1のピークが示す強度は約1.8である。したがって、周波数スペクトルf1のピークから得られる測定値3.5μmは、信頼性が高い測定値であると認定され、監視データとして使用される。一方、周波数スペクトルf2のピークが示す強度は約0.9である。したがって、周波数スペクトルf2から得られる測定値1μmは、監視データとしては使用されない。このようにして、測定値は、その対応する周波数成分の強度に基づいて、信頼性の高い測定値と信頼性の低い測定値とに選別される。
【0039】
上述の例では、しきい値は予め設定された固定値である。これに代えて、しきい値は、監視データに含まれる過去に取得された複数の測定値に基づいて変化させてもよい。例えば、最新の複数の測定値に対応した複数の周波数成分の強度の平均値を算出し、その平均値に対する所定の割合をしきい値として用いてもよい。例えば、得られた平均値の80%をしきい値と決定することができる。過去に取得された複数の測定値の例としては、現在研磨しているウェハについて既に取得された測定値、先行して研磨された別のウェハについて取得された測定値、および別の研磨装置で過去に取得された測定値などが挙げられる。
【0040】
第2の処理部15Bは、第1の処理部15Aから測定データを受け取り、この測定データから上記監視データを生成する。監視データは、上述したように、信頼性が高いと認定された測定値のみを含む。第2の処理部15Bは、監視データに含まれる測定値を監視し、該測定値が所定の目標値に達した時点に、研磨終点に達したと判断する。より正確に研磨終点を決定するために、得られた信頼性の高い測定値の移動平均値を算出することが好ましい。この場合は、移動平均値が所定の目標値に達した時点が研磨終点と判断される。また、より正確に研磨終点を決定するために、研磨テーブル20が1回転する間に取得された複数の信頼性が高い測定値の平均値を求めることが好ましい。さらに、得られた平均値の移動平均値を求めることが好ましい。
【0041】
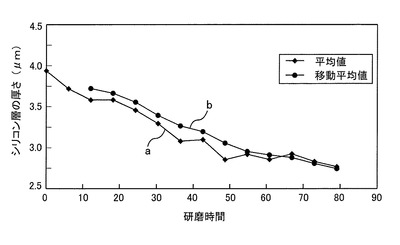
図10は、シリコン層の厚さと研磨時間との関係を示す図である。図10において、グラフaは、研磨テーブル20が1回転する間に取得された複数の測定値の平均値の時間変化を示し、グラフbは、上記平均値の移動平均値の時間変化を示している。移動平均値は、最新の複数の(例えば最新の3つの)平均値の平均値である。測定値の平均値(グラフa)またはその移動平均値(グラフb)が予め設定された目標値に達した時点が、研磨終点である。第2の処理部15Bは、測定値の平均値(グラフa)またはその移動平均値(グラフb)が予め設定された目標値に達した時点から、ウェハの研磨終点(すなわち、シリコン層の研磨終点)を決定する。図10から分かるように、グラフbは、グラフaに比べて平滑化されている。したがって、より正確な研磨終点を検出するためには、グラフbに示す移動平均値を算出し、これを監視することが好ましい。
【0042】
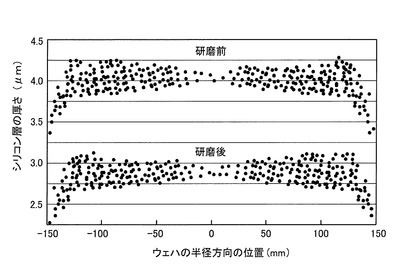
図11は、研磨前と研磨後の研磨プロファイルを示す図である。縦軸は、シリコン層の厚さを表し、横軸は、ウェハの半径方向の位置を表している。図11に示す点は、シリコン層の測定値である。図11から分かるように、ウェハの中心部での測定値のばらつきは比較的小さい。言い換えれば、ウェハの中心部で取得された測定値の信頼性は高いといえる。したがって、ウェハの中心部で取得された測定値のみを使用して研磨終点を検出することが好ましい。しかしながら、本発明はこの例に限定されず、ウェハの中心部以外の領域で取得された測定値を使用してもよい。例えば、ウェハの周縁部で取得された測定値のみを使用して研磨終点を検出してもよい。さらには、予め選択された複数の領域(例えば、図6に示すウェハの中心部と周縁部)で取得された測定値を使用してもよい。
【0043】
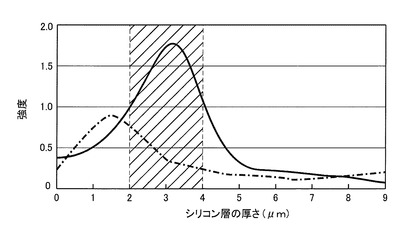
図7および図9に示す例では、周波数成分の強度に基づいて測定値を信頼性の高いものと信頼性の低いものに選別したが、測定値自身に基づいてその測定値を選別してもよい。具体的には、得られた測定値が所定の範囲内にあれば、その測定値は信頼性の高い測定値として認定される。例えば、研磨されるシリコン層の厚さがおおよそ3μm〜4μmと既知である場合、得られた測定値が2.0μm〜4.0μmの範囲内(図12では斜線で示す)であれば、その測定値は信頼性の高い測定値であると判断することができる。その一方で、得られた測定値が2.0μm〜4.0μmの範囲から外れていれば、その測定値は信頼性の低い測定値であると判断することができる。このように、研磨されるシリコン層の厚さが既知である場合には、その既知の厚さの範囲を測定値の信頼性の判断基準として用いることができる。
【0044】
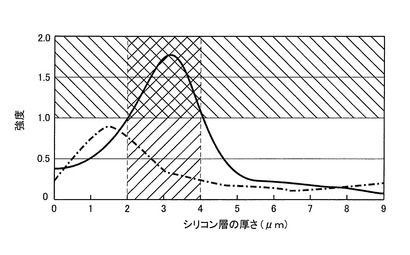
さらに、周波数成分の強度に対する所定のしきい値と、シリコン層の厚さに対する所定の範囲の両方を用いて、得られた測定値を選別してもよい。図13は、測定値を選別する基準として、周波数成分の強度に関する所定のしきい値と、シリコン層の厚さに関する所定の範囲とを用いた例を示す図である。この例では、周波数成分の強度についてのしきい値は1であり、シリコン層の厚さについてのしきい値は2.0μm〜4.0μmの範囲に設定されている。周波数成分の強度が1以上であって、かつシリコン層の厚さが2.0μm〜4.0μmの範囲内にある場合、すなわち、周波数スペクトルのピークが図13の網線で表される範囲内にある場合は、その測定値は信頼性が高いと第2の処理部15Bによって判断され、監視データに加えられる。これに対し、周波数スペクトルのピークが図13の網線で表される範囲から外れる場合は、その測定値は信頼性が低いと判断され、監視データには含まれない。
【0045】
図8に示す2つの分光波形は、その全体が右斜め上に傾いている。このような分光波形全体の傾きはノイズとして周波数スペクトルに現れ、正確なシリコン層の厚さ測定を妨げる。そこで、ノイズを含まない周波数スペクトルを得るために、次のようなノイズ除去プロセスを行なってもよい。すなわち、基準シリコンウェハ(ベアシリコンウェハ)を用意し、この基準シリコンウェハに赤外線を当て、該基準シリコンウェハから反射した赤外線の波長ごとの相対反射率を算出することにより基準分光波形を取得し、この基準分光波形に高速フーリエ変換処理を施して基準周波数スペクトルを予め取得し、ウェハWの研磨中に得られた図9に示すような周波数スペクトルを上記基準周波数スペクトルで割ることにより、ノイズの含まない周波数スペクトルが得られる。より具体的には、研磨中に得られた周波数スペクトル上の各シリコン層厚さでの周波数成分の強度を、基準周波数スペクトル上の対応する周波数成分の強度で割り算することにより、周波数スペクトルを補正する。シリコン層の厚さおよび対応する周波数成分の強度は、この補正された周波数スペクトルに基づいて決定されることが好ましい。
【0046】
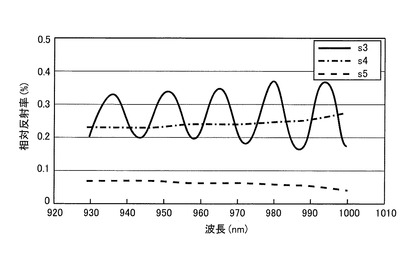
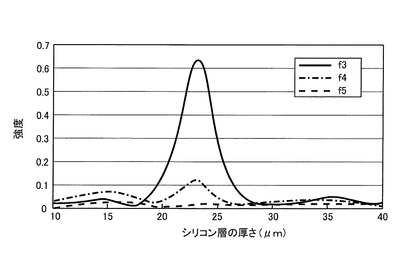
図14は、シリコン貫通電極(TSV)の製造において実施されるシリコン層の研磨時に取得された分光波形を示す図であり、図15は、図14に示す分光波形から生成された周波数スペクトルを示す図である。図14に示す分光波形s3,s4,s5は、図15に示す周波数スペクトルf3,f4,f5にそれぞれ対応する。図14に示す分光波形および図15に示す周波数スペクトルは、図4に示す分光波形および図5に示す周波数スペクトルと同様にして生成されるので、その重複する説明を省略する。
【0047】
シリコン貫通電極(TSV)の製造では、研磨されるシリコン層の厚さは約20μm〜50μmである。この場合でも、測定値を選別する基準として、周波数成分の強度の所定のしきい値および/またはシリコン層の厚さの所定の範囲を用いることができる。本発明の研磨終点検出技術は、厚さ10μm未満のシリコン層を研磨するBSIプロセス、および厚さ約20μm〜50μmのシリコン層を研磨するTSVプロセスの両方に適用することが可能である。
【0048】
照射部11は、該照射部11から発せられる赤外線の量を切り替える機能を有している、赤外線の量は研磨されるシリコン層の状態に従って変えることが好ましい。シリコン層の状態の具体例としては、シリコン層の厚さ、シリコン層の表面の平坦度(面内均一性)、シリコン層の下に存在する膜の厚さ、材質、配線パターン密度が挙げられる。例えば、BSIプロセスのような薄いシリコン層を研磨するときは、照射部11から発せられる赤外線の量を少なくし、TSVプロセスのような厚いシリコン層を研磨するときは、照射部11から発せられる赤外線の量を多くすることが好ましい。
【0049】
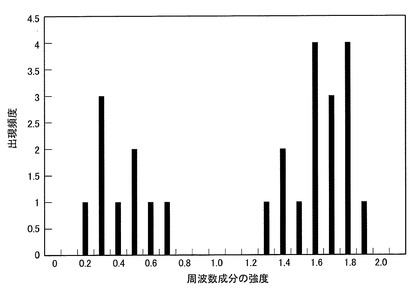
次に、しきい値を決定する方法の一例を説明する。図16は、周波数成分の強度の度数分布を示すヒストグラムである。図16のヒストグラムにおいて、縦軸は強度の出現頻度を表し、横軸は周波数成分の強度を表している。図16のヒストグラムには、25個の測定値に対応する周波数成分の強度が示されている。これらの25個の測定値は、研磨テーブルが5回転する間に、ウェハ上の5つの領域(図6参照)で取得されたものである。したがって、出現頻度の総数は25である。
【0050】
周波数成分の強度の度数分布は、研磨されるウェハの特性によって異なる。図16に示す例においては、度数分布に示される周波数成分の強度は、信頼性の高いグループと信頼性の低いグループとに二極化する傾向を示している。この場合、2つのグループの加重平均間の中間値(平均値)が、上記しきい値として使用される。図16に示す例では、信頼性の高いグループに属する周波数成分の強度の加重平均は約0.4であり、信頼性の低いグループに属する周波数成分の強度の加重平均は約1.6である。これら2つの加重平均の中間値は1.0(=(0.4+1.6)/2)である。したがって、この例では、周波数成分の強度のしきい値として1.0が使用される。周波数成分の強度が二極化しない場合には、度数分布(ヒストグラム)に示された周波数成分の強度全体の加重平均が上記しきい値として使用される。このように、過去に取得された周波数成分の強度の度数分布から算出された加重平均に基づいてしきい値を決定することで、信頼性に基づく測定値の選別を安定して行うことができる。
【0051】
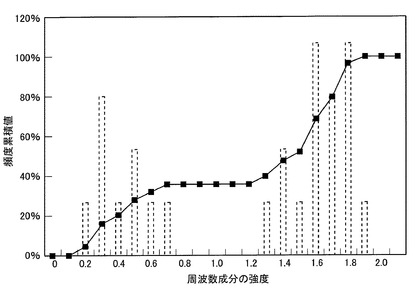
次に、しきい値を決定する方法の他の例を説明する。図17は、図16に示すヒストグラムから生成した累積折れ線グラフを示す図である。縦軸は、周波数成分の強度の出現頻度の累積値をパーセントで表したものである。100%は、測定値の総数である25に対応する。したがって、測定値1つ当たりのパーセントは、100%/25=4%である。強度0.2の測定値は1つ存在するので、その頻度は4%である。強度0.3の測定値は3つ存在するので、その頻度は12%(=4%×3)である。図17の縦軸は、頻度の累積値を表すから、強度0.3での累積値は4+12=16%である。このように、測定値の総数に対する頻度累積値の割合を表現したグラフが、累積折れ線グラフである。
【0052】
しきい値は、過去に取得された測定値に占める信頼性が高い測定値の割合から決定される。例えば、過去の測定データから、測定値全体に占める信頼性の低い測定値の割合が約20%であることが既知であり、測定値の全体数の20%まで捨てることが許容される場合、縦軸の20%に対応する横軸の強度は0.4であるので、しきい値は0.4と決定される。この場合は、測定値全体の80%を使って研磨終点が検出される。
【0053】
上述した度数分布および累積折れ線グラフの両方を用いて、しきい値を決定してもよい。例えば、度数分布から決定したしきい値と、累積折れ線グラフから決定したしきい値の平均値を、測定値を判別するためのしきい値として用いてもよい。しきい値を決定する上述の方法では、過去に得られた測定データが用いられる。過去に得られた測定データの例としては、現在研磨しているウェハについて既に取得された測定値、先行して研磨された別のウェハについて取得された測定値、および別の研磨装置で過去に取得された測定値などが挙げられる。
【0054】
図16および図17を用いて説明したしきい値の決定方法は、画像処理分野における二値化処理に用いられるしきい値決定方法に基づいている。例えば、図17に示す方法は、Pタイル法(Percentile Method)である。さらに、分離度(separation metrics)を使用した判別分析法(Discriminate Analysis Method、大津の二値化とも呼ばれる)など、その他の画像処理分野のしきい値決定方法を適用することももちろん可能である。
【0055】
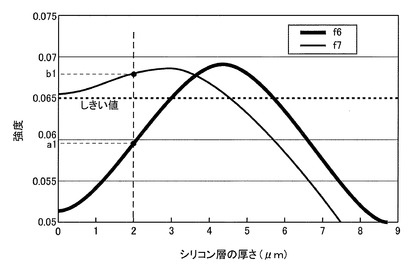
図18は、信頼性の高い測定値と信頼性の低い測定値とを判別する他の方法を説明するための図である。図18に示す2つの周波数スペクトルf6,f7の各ピークが示す強度は比較的高い。このため、例えばしきい値が0.065である場合は、周波数スペクトルf6,f7から得られるシリコン層の厚さの測定値は、どちらも信頼性が高いと判断される。しかしながら、周波数スペクトルf7は、周波数スペクトルf6に比べて、不明瞭なピーク形状を有している。一般に、ピーク形状が明瞭である周波数スペクトルは、信頼性の高い測定値を示し、ピーク形状が不明瞭である周波数スペクトルは、信頼性の低い測定値を示す傾向がある。
【0056】
そこで、この方法においては、周波数スペクトルのピークでの強度に代えて、所定の観測厚さでの周波数成分の強度を用いて、測定値の信頼性を判断する。すなわち、所定の観測厚さでの周波数成分の強度が所定のしきい値よりも低い場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が高いと認定される。これに対し、所定の観測厚さでの周波数成分の強度が上記所定のしきい値以上である場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が低いと認定される。
【0057】
図18に示す例では、観測厚さは2μmに設定され、しきい値は0.065に設定されている。周波数スペクトルf6では、観測厚さ2μmでの周波数成分の強度a1は、しきい値0.065よりも低い。したがって、周波数スペクトルf6から得られる測定値は、信頼性が高いと判断される。これに対し、周波数スペクトルf7では、観測厚さ2μmでの周波数成分の強度b1はしきい値0.065よりも高い。したがって、周波数スペクトルf7から得られる測定値は、信頼性が低いと判断される。観測厚さは、複数あってもよい。この場合は、各観測厚さでの強度と上記しきい値とが比較され、上述と同様に測定値の信頼性が判断される。
【0058】
この方法において、周波数スペクトルのピークでの強度に加えて、所定の観測厚さでの周波数成分の強度を用いて、測定値の信頼性を判断してもよい。すなわち、周波数スペクトルのピークが示す強度が所定のしきい値よりも高く、かつ所定の観測厚さでの周波数成分の強度が上記所定のしきい値よりも低い場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が高いと認定される。これに対し、周波数スペクトルのピークが示す強度が所定のしきい値以下であり、および/または所定の観測厚さでの周波数成分の強度が上記所定のしきい値以上である場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が低いと認定される。このように、ピークでの強度を用いた信頼性判断と、所定の観測厚さでの強度を用いた信頼性判断とを組み合わせることにより、より正確に測定値を判別することが可能となる。
【0059】
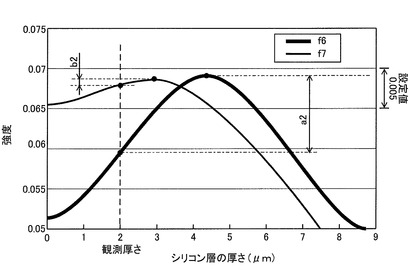
図19は、図18に示した判別方法の変形例を説明するための図である。この方法においては、周波数スペクトルのピークでの強度と、所定の観測厚さでの周波数成分の強度との差分(絶対値)が、所定の設定値と比較される。上記差分が設定値よりも大きければ、その周波数スペクトルのピークから決定されるシリコン層の厚さの測定値は、信頼性が高いと判断される。これに対して、上記差分が設定値以下であれば、その周波数スペクトルのピークから決定されるシリコン層の厚さの測定値は、信頼性が低いと判断される。
【0060】
図19に示す例においては、上記差分の設定値は0.005に設定されている。周波数スペクトルf6のピークでの強度と、観測厚さ2μmでの周波数成分の強度との差分a2は、設定値0.005よりも大きい。したがって、周波数スペクトルf6のピークから決定されるシリコン層の厚さの測定値は、信頼性が高いと判断される。これに対し、周波数スペクトルf7のピークでの強度と、観測厚さ2μmでの周波数成分の強度との差分b2は、設定値0.005よりも小さい。したがって、周波数スペクトルf7のピークから決定されるシリコン層の厚さの測定値は、信頼性が低いと判断される。この例においても、観測厚さは複数あってもよい。
【0061】
この方法においても、周波数スペクトルのピークでの強度に基づく信頼性の判断と、上記差分に基づく信頼性の判断とを組み合わせてもよい。すなわち、周波数スペクトルのピークが示す強度が所定のしきい値よりも高く、かつ上記差分が所定の設定値よりも大きい場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が高いと認定される。これに対し、周波数スペクトルのピークが示す強度が所定のしきい値以下であり、および/または上記差分が所定の設定値以下である場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が低いと認定される。図16乃至図19を用いて説明した上記方法は、赤外線を用いたシリコン層の厚さ測定に適用することができるが、本発明はこれに限らず、可視光を用いた基板上の膜(例えば、SiO2などの絶縁膜)の厚さ測定にも適用することは可能である。
【0062】
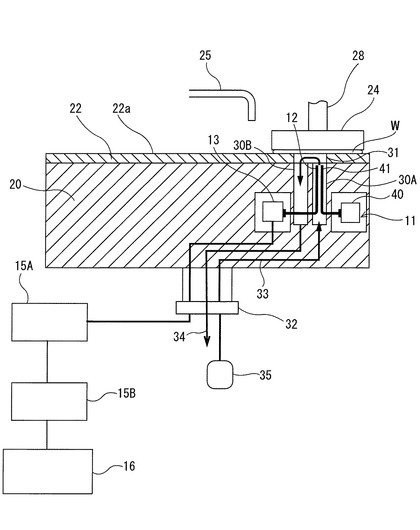
図20は、上述した研磨終点検出方法を実行することができる研磨装置を模式的に示す断面図である。図20に示すように、研磨装置は、研磨パッド22を支持する研磨テーブル20と、ウェハWを保持して研磨パッド22に押圧するトップリング24と、研磨パッド22に研磨液(スラリー)を供給する研磨液供給機構25とを備えている。研磨テーブル20は、その下方に配置されるモータ(図示せず)に連結されており、軸心周りに回転可能になっている。研磨パッド22は、研磨テーブル20の上面に固定されている。
【0063】
研磨パッド22の上面22aは、ウェハWを研磨する研磨面を構成している。トップリング24は、トップリングシャフト28を介してモータ及び昇降シリンダ(図示せず)に連結されている。これにより、トップリング24は昇降可能かつトップリングシャフト28周りに回転可能となっている。このトップリング24の下面には、ウェハWが真空吸着等によって保持される。
【0064】
トップリング24の下面に保持されたウェハWはトップリング24によって回転させられつつ、回転している研磨テーブル20上の研磨パッド22の研磨面22aにトップリング24によって押圧される。このとき、研磨液供給機構25から研磨パッド22の研磨面22aに研磨液が供給され、ウェハWの表面と研磨パッド22との間に研磨液が存在した状態でウェハWの表面が研磨される。ウェハWと研磨パッド22とを摺接させる相対移動機構は、研磨テーブル20およびトップリング24によって構成される。
【0065】
研磨テーブル20には、その上面で開口する第1の孔30Aおよび第2の孔30Bが形成されている。また、研磨パッド22には、これら孔30A,30Bに対応する位置に通孔31が形成されている。孔30A,30Bと通孔31とは連通し、通孔31は研磨面22aで開口している。第1の孔30Aは液体供給路33およびロータリージョイント32を介して液体供給源35に連結されており、第2の孔30Bは、液体排出路34に連結されている。
【0066】
ウェハWの研磨中は、液体供給源35からは、透明な液体として水(好ましくは純水)が液体供給路33を介して第1の孔30Aに供給され、ウェハWの下面と光ファイバー12,41の先端との間の空間を満たす。水は、さらに第2の孔30Bに流れ込み、液体排出路34を通じて排出される。研磨液は水と共に排出され、これにより光路が確保される。液体供給路33には、研磨テーブル20の回転に同期して作動するバルブ(図示せず)が設けられている。このバルブは、通孔31の上にウェハWが位置しないときは水の流れを止める、または水の流量を少なくするように動作する。本実施形態においては、液体供給源35および液体供給路33により、水供給機構が構成される。
【0067】
研磨装置は、上述した方法に従って研磨の進捗を監視し、かつ、研磨終点を検出する研磨監視装置を有している。この研磨監視装置は、研磨終点検出装置としても機能する。研磨監視装置は、赤外線をウェハWの被研磨面に照射する照射部11と、ウェハWから戻ってくる赤外線反射を受光する受光部としての光ファイバー12と、ウェハWから反射した赤外線を波長に従って分解し、所定の波長範囲に亘って赤外線の強度を測定する分光器13と、分光器13によって取得された赤外線強度データからシリコン層の厚さを決定する第1の処理部15Aと、第1の処理部15Aからから得られるシリコン層の厚さを監視し、かつウェハWの研磨終点(シリコン層の研磨終点)を決定する第2の処理部15Bとを備えている。第1の処理部15Aと第2の処理部15Bは、1つの処理部として設けてもよい。
【0068】
照射部11は、光源40と、光源40に接続された光ファイバー41とを備えている。光ファイバー41は、光源40によって発せられた赤外線をウェハWの表面まで導く光伝送部である。光ファイバー41および光ファイバー12の先端は、第1の孔30A内に位置しており、ウェハWの被研磨面の近傍に位置している。光ファイバー41および光ファイバー12の各先端は、トップリング24に保持されたウェハWの中心に対向して配置され、図3および図6に示すように、研磨テーブル20が回転するたびにウェハWの中心を含む複数の領域に赤外線が照射されるようになっている。800nm〜900nmの近赤外線は水の中を比較的容易に通りやすいので、近赤外線を使用することが好ましい。
【0069】
光源40としては、発光ダイオード(LED)が用いられる。光源40が発する赤外線は、波長920nm〜980nmの近赤外線であることが好ましい。この範囲の波長を持つ近赤外線は、より長波長の赤外線に比べて水に吸収されにくいので、より精度の高い測定が可能となる。光ファイバー41と光ファイバー12は互いに並列に配置されている。光ファイバー41および光ファイバー12の各先端は、ウェハWの表面に対してほぼ垂直に配置されており、光ファイバー41はウェハWの表面にほぼ垂直に赤外線を照射するようになっている。
【0070】
ウェハWの研磨中は、照射部11から赤外線がウェハWに照射され、光ファイバー12によってウェハWから反射した赤外線が受光される。赤外線が照射される間、孔30A,30Bおよび通孔31には水が供給され、これにより、光ファイバー41および光ファイバー12の各先端と、ウェハWの表面との間の空間は水で満たされる。分光器13は、反射した赤外線の強度を所定の波長範囲に亘って測定し、得られた赤外線強度データを第1の処理部15Aに送る。第1の処理部15Aは、上述のよう分光波形にFFT(高速フーリエ変換)処理を行なってシリコン層の厚さを決定し、第2の処理部15Bは、第1の処理部15Aから得られたシリコン層の厚さに基づいて研磨終点を決定する。
【0071】
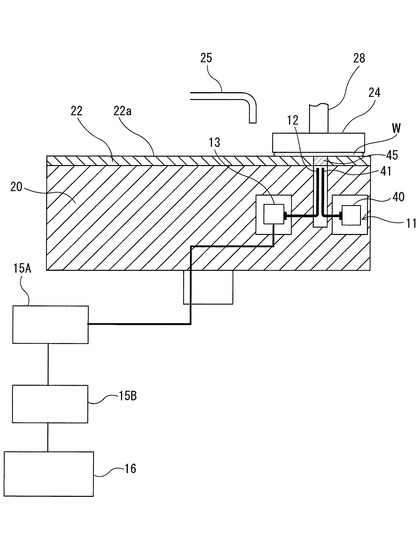
図21は、図20に示す研磨装置の変形例を示す断面図である。図21に示す例では、液体供給路、液体排出路、液体供給源は設けられていない。これに代えて、研磨パッド22には透明窓45が形成されている。照射部11の光ファイバー41は、この透明窓45を通じて研磨パッド22上のウェハWの表面に赤外線を照射し、受光部としての光ファイバー12は、ウェハWから反射した赤外線を透明窓45を通じて受光する。その他の構成は、図20に示す研磨装置と同様である。
【0072】
上述したシリコン層は、シリコン基板自体であってもよい。本発明は、シリコン基板自体の研磨(研削)にも適用することが可能である。例えば、本発明は、シリコン基板の裏面研削に適用することができる。シリコン基板を研磨(研削)する装置は、研磨パッド22に代えて、砥石が研磨具として使用される。
【0073】
上述した実施形態は、本発明が属する技術分野における通常の知識を有する者が本発明を実施できることを目的として記載されたものである。上記実施形態の種々の変形例は、当業者であれば当然になしうることであり、本発明の技術的思想は他の実施形態にも適用しうることである。したがって、本発明は、記載された実施形態に限定されることはなく、特許請求の範囲によって定義される技術的思想に従った最も広い範囲とすべきである。
【符号の説明】
【0074】
11 照射部
12 受光部(光ファイバー)
13 分光器
15A,15B 処理部(研磨監視部)
16 動作コントローラ
20 研磨テーブル
22 研磨パッド(研磨具)
24 トップリング
25 研磨液供給機構
28 トップリングシャフト
30A,30B 孔
31 通孔
32 ロータリージョイント
33 液体供給路
34 液体排出路
35 液体供給源
40 光源
41 光ファイバー
45 透明窓
【技術分野】
【0001】
本発明は、シリコン層が表面に形成されている基板を研磨する方法および装置に関し、特に基板からの反射光に含まれる光学情報に基づいて基板の研磨終点を検出することができる研磨方法および研磨装置に関する。
【背景技術】
【0002】
半導体デバイスの製造プロセスには、SiO2などの絶縁膜を研磨する工程や、銅、タングステンなどの金属膜を研磨する工程などの様々な工程が含まれる。裏面照射型CMOSセンサの製造工程では、絶縁膜や金属膜の研磨工程の他にも、シリコン層(シリコンウェハ)を研磨する工程が含まれる。裏面照射型CMOSセンサは、裏面照射(BSI: Backside illumination)技術を利用したイメージセンサであり、その受光面はシリコン層から形成されている。シリコン貫通電極(TSV: Through-silicon via)の製造工程にも、シリコン層を研磨する工程が含まれる。シリコン貫通電極は、シリコン層を貫通する孔に形成された銅などの金属から構成された電極である。
【0003】
シリコン層の研磨は、その厚さが所定の目標値に達したときに終了される。シリコン層の研磨には、CMP(Chemical Mechanical Polishing)装置が使用される。図1は、CMP装置を示す模式図である。CMP装置は、研磨パッド100が上面に取り付けられた研磨テーブル101と、ウェハWを保持するトップリング110と、研磨パッド100に研磨液(スラリー)を供給するスラリー供給機構115と、ウェハWの膜厚を測定する膜厚測定器120とを備えている。膜厚測定器120は、研磨テーブル101内に埋設されている。
【0004】
トップリング110および研磨テーブル101は、矢印で示すように回転し、この状態でトップリング110は、ウェハWを研磨パッド110に押し付ける。スラリー供給機構115からは研磨液が研磨パッド110上に供給され、ウェハWは、研磨液の存在下で研磨パッド110との摺接により研磨される。ウェハWの研磨中、膜厚測定器120は研磨テーブル101と共に回転し、ウェハWの表面を横切りながら膜厚を測定する。そして、膜厚が所定の目標値に達したときに、ウェハWの研磨が終了される。
【0005】
光学式膜厚測定器は、上記CMP装置に使用される膜厚測定器120の1例である。この光学式膜厚測定器は、ウェハの表面に光を導き、ウェハからの反射光を分析することによって、ウェハの表面に形成されている膜の厚さを決定する。シリコン(Si)は、SiO2などの絶縁材料に比べて屈折率が大きく、かつ、可視光が透過しにくいという性質を持っている。このため、シリコン層の厚さ測定には、可視光ではなく、透過性のよい赤外線が使用される。
【0006】
赤外線を用いた膜厚測定器は、シリコン層の厚さを測定することは可能である。しかしながら、CMP装置に組み込まれた膜厚測定器は、図1に示すように、それ自身が移動しながらシリコン層の厚さを測定するため、シリコン層の厚さにばらつきがあることに起因して、測定に失敗することがある。特に、上述したBSI製造プロセスやTSV製造プロセスで研磨されるシリコン層は、その表面の平坦度が低いため、測定の失敗が起こりやすい。このような測定の失敗を避けるために、1回当たりの測定時間を短くすることも考えられるが、この場合は、反射する赤外線の量が減りS/N比が低下するために、正確な測定が難しくなる。しかも、シリコン層は研磨テーブルが1回転するたびに削られるため、同一の条件下で同じ位置での厚さを再び計測することができない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−154928号公報
【特許文献2】特開平10−125634号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上述した従来の問題点を解決するためになされたもので、基板(例えばウェハ)の研磨中にシリコン層(または基板上に形成された膜)の正確な厚さを取得し、得られたシリコン層の厚さに基づいて基板の研磨終点を正確に決定することができる研磨方法および研磨装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上述した目的を達成するために、本発明の一態様は、シリコン層を有する基板を研磨する方法であって、回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、前記基板の研磨中に、前記基板に赤外線を照射し、前記基板から反射した赤外線を受光し、前記反射した赤外線の強度を波長ごとに測定し、測定された前記赤外線の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記赤外線の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さおよび対応する周波数成分の強度を決定し、前記決定されたシリコン層の厚さが所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【0010】
本発明の他の態様は、膜が表面に形成された基板を研磨する方法であって、回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、前記基板の研磨中に、前記基板に光を照射し、前記基板から反射した光を受光し、前記反射した光の強度を波長ごとに測定し、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さおよび対応する周波数成分の強度を決定し、前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定された膜の厚さが所定の範囲内にある場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定する工程を含み、前記所定のしきい値は、過去に取得された周波数成分の強度の度数分布に基づいて決定されることを特徴とする。
【0011】
本発明の他の態様は、膜が表面に形成された基板を研磨する方法であって、回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、前記基板の研磨中に、前記基板に光を照射し、前記基板から反射した光を受光し、前記反射した光の強度を波長ごとに測定し、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さを決定し、所定の観測厚さにおける前記周波数成分の強度が、所定のしきい値よりも低い場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【0012】
本発明の他の態様は、膜が表面に形成された基板を研磨する方法であって、回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、前記基板の研磨中に、前記基板に光を照射し、前記基板から反射した光を受光し、前記反射した光の強度を波長ごとに測定し、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さおよび対応する前記周波数成分の強度を決定し、所定の観測厚さにおける前記周波数成分の強度と前記決定された周波数成分の強度との差分の絶対値が所定のしきい値よりも大きい場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【0013】
本発明の他の態様は、シリコン層を有する基板を研磨する装置であって、研磨具を支持する回転可能な研磨テーブルと、前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、前記トップリングに保持された前記基板に赤外線を照射する照射部と、前記基板から反射した赤外線を受光する受光部と、前記反射した赤外線の強度を波長ごとに測定する分光器と、前記分光器により取得された赤外線強度データから前記シリコン層の厚さを決定する研磨監視部とを備え、前記研磨監視部は、測定された前記赤外線の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記赤外線の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さおよび対応する周波数成分の強度を決定し、前記決定されたシリコン層の厚さが所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【0014】
本発明の他の態様は、膜が表面に形成された基板を研磨する装置であって、研磨具を支持する回転可能な研磨テーブルと、前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、前記トップリングに保持された前記基板に光を照射する照射部と、前記基板から反射した光を受光する受光部と、前記反射した光の強度を波長ごとに測定する分光器と、前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、前記研磨監視部は、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さおよび対応する周波数成分の強度を決定し、前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定された膜の厚さが所定の範囲内にある場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定するように構成されており、前記所定のしきい値は、過去に取得された複数の測定値から作成された前記周波数成分の強度の度数分布に基づいて決定されることを特徴とする。
【0015】
本発明の他の態様は、膜が表面に形成された基板を研磨する装置であって、研磨具を支持する回転可能な研磨テーブルと、前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、前記トップリングに保持された前記基板に光を照射する照射部と、前記基板から反射した光を受光する受光部と、前記反射した光の強度を波長ごとに測定する分光器と、前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、前記研磨監視部は、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さを決定し、所定の観測厚さにおける前記周波数成分の強度が、所定のしきい値よりも低い場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【0016】
本発明の他の態様は、膜が表面に形成された基板を研磨する装置であって、研磨具を支持する回転可能な研磨テーブルと、前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、前記トップリングに保持された前記基板に光を照射する照射部と、前記基板から反射した光を受光する受光部と、前記反射した光の強度を波長ごとに測定する分光器と、前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、前記研磨監視部は、測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、前記相対反射率と前記光の波長との関係を示す分光波形を生成し、前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さおよび対応する前記周波数成分の強度を決定し、所定の観測厚さにおける前記周波数成分の強度と前記決定された周波数成分の強度との差分の絶対値が所定のしきい値よりも大きい場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする。
【発明の効果】
【0017】
本発明によれば、シリコン層(または基板上に形成された膜)の厚さを正確に反映した測定値、すなわち信頼性の高い測定値が取得される。したがって、得られた測定値から正確な研磨終点を検出することが可能となる。
【図面の簡単な説明】
【0018】
【図1】CMP装置を示す模式図である。
【図2】光学式研磨終点検出方法の原理を説明するための模式図である。
【図3】ウェハと研磨テーブルとの位置関係を示す平面図である。
【図4】第1の処理部によって生成された分光波形を示す図である。
【図5】第1の処理部によって生成された周波数スペクトルを示す図である。
【図6】研磨テーブルが1回転する間に、5回測定が行われる例を示す図である。
【図7】裏面照射(BSI)型イメージセンサが形成されたウェハを研磨したときに取得された測定データを示すテーブルである。
【図8】裏面照射(BSI)型イメージセンサが形成されたウェハを研磨したときに取得された分光波形を示す図である。
【図9】図8に示す分光波形から生成された周波数スペクトルを示す図である。
【図10】シリコン層の厚さと研磨時間との関係を示す図である。
【図11】研磨前と研磨後の研磨プロファイルを示す図である。
【図12】測定値を選別する基準として、周波数成分の強度に関する所定のしきい値を用いた例を示す図である。
【図13】測定値を選別する基準として、周波数成分の強度に関する所定のしきい値と、シリコン層の厚さに関する所定の範囲とを用いた例を示す図である。
【図14】シリコン貫通電極(TSV)の製造において実施されるシリコン層の研磨時に取得された分光波形を示す図である。
【図15】図14に示す分光波形から生成された周波数スペクトルを示す図である。
【図16】周波数成分の強度の度数分布を示すヒストグラムである。
【図17】図16に示すヒストグラムから生成した累積折れ線グラフを示す図である。
【図18】信頼性の高い測定値と信頼性の低い測定値とを判別する他の方法を説明するための図である。
【図19】図18に示した判別方法の変形例を説明するための図である。
【図20】研磨装置を模式的に示す断面図である。
【図21】図20に示す研磨装置の変形例を示す断面図である。
【発明を実施するための形態】
【0019】
以下、本発明の実施形態について図面を参照して説明する。
図2は、光学式研磨終点検出方法の原理を説明するための模式図であり、図3はウェハと研磨テーブルとの位置関係を示す平面図である。ウェハ(基板)Wは、裏面照射(BSI)型イメージセンサまたはシリコン貫通電極(TSV)の製造に使用されるウェハである。図2に示すように、ウェハWは、下地層(例えば、集積回路)と、その上に形成されたシリコン層を有している。ウェハWはトップリング(図2および図3には図示せず)に保持され、図3の矢印で示すようにウェハWの中心周りに回転される。ウェハWの表面は、回転する研磨テーブル20上の研磨パッド22にトップリングによって押圧され、ウェハWのシリコン層は研磨パッド22との摺接により研磨される。研磨パッド22は、ウェハWを研磨するための研磨面を有する研磨具である。
【0020】
照射部11および受光部12は、研磨テーブル20内に設置されており、ウェハWの表面に対向して配置されている。照射部11は、赤外線を発するLED(図示せず)を備えており、ウェハWの表面に赤外線を導く。研磨テーブル20が1回転するたびにウェハWの中心を含む複数の領域に赤外線が照射される。
【0021】
受光部12はウェハWから反射した赤外線を受ける。受光部12には分光器13が接続されており、分光器13は、反射した赤外線を波長に従って分解し、反射した赤外線の強度を波長ごとに測定する。分光器13には、第1の処理部15Aが接続されている。この第1の処理部15Aは、分光器13によって取得された赤外線強度データを読み込み、反射した赤外線の強度分布を生成する。より具体的には、第1の処理部15Aは、波長ごとの赤外線の強度を表わす分光波形を生成する。この分光波形は、赤外線の波長と強度との関係を示す線グラフ(波形)として表される。
【0022】
ウェハWに照射された赤外線は、媒質(図2の例では水)とシリコン層との界面と、シリコン層とその下層との界面で反射し、これらの界面で反射した赤外線が互いに干渉する。この赤外線の干渉の仕方は、シリコン層の厚さ(すなわち光路長)に応じて変化する。このため、ウェハWから戻ってくる赤外線から生成される分光波形は、シリコン層の厚さに従って変化する。第1の処理部15Aは、分光波形に対してFFT(高速フーリエ変換)処理を行って分光波形を解析し、その解析結果から現在のシリコン層の厚さを決定する。図2に示すように媒質が水である場合は、赤外線が水に吸収されることを防ぐために、赤外線として、波長800nm〜1000nmの近赤外線を使用することが好ましい。800nm〜900nmの近赤外線は薄いシリコン層(厚さ2μm以下)に適している。
【0023】
第1の処理部15Aは、第2の処理部15Bに接続されており、第1の処理部15Aによって決定されたシリコン層の厚さの測定値が第2の処理部15Bに送られる。第2の処理部15Bは、シリコン層の厚さを所定の目標値と比較し、シリコン層の厚さが目標値に達したか否かを決定する。シリコン層の厚さが目標値に達すると、第2の処理部15Bはシリコン層の研磨がその終点に達したと判断し、研磨装置(CMP装置)の動作コントローラ16に研磨終点検出信号を送信する。動作コントローラ16は、この研磨終点検出信号を受けてウェハWの研磨動作を終了する。この実施形態では、第1の処理部15Aと第2の処理部15Bとにより、研磨監視部が構成される。第1の処理部15Aと第2の処理部15Bは1つの処理部として設けてもよい。
【0024】
以下、第1の処理部15Aについて、より詳細に説明する。図4は、第1の処理部15Aによって生成された分光波形を示す図である。図4において、横軸はウェハから反射した赤外線の波長を表わし、縦軸は反射した赤外線の強度から導かれる相対反射率を表わす。この相対反射率とは、赤外線の反射強度を表わす1つの指標であり、具体的には、赤外線の強度と所定の基準強度との比である。各波長において赤外線の強度(実測強度)を所定の基準強度で割ることにより、装置の光学系や光源固有の強度のばらつきなどの不要な要素が実測強度から除去され、これによりシリコン層の厚さ情報のみを反映した分光波形を得ることができる。
【0025】
所定の基準強度は、例えば、膜が形成されていないシリコンウェハ(ベアウェハ)を水の存在下で研磨しているときに得られた赤外線の強度とすることができる。実際の研磨では、実測強度からダークレベル(光を遮断した条件下で得られた背景強度)を引き算して補正実測強度を求め、さらに基準強度から上記ダークレベルを引き算して補正基準強度を求め、そして、補正実測強度を補正基準強度で割り算することにより、相対反射率が求められる。具体的には、相対反射率R(λ)は、次の式を用いて求めることができる。
【数1】
ここで、λは波長であり、E(λ)はウェハから反射した赤外線の強度であり、B(λ)は基準強度であり、D(λ)はウェハが存在しない状態で取得された背景強度(ダークレベル)である。
【0026】
第1の処理部15Aは、得られた分光波形に対して高速フーリエ変換(フーリエ変換でもよい)処理を行って分光波形を解析する。より具体的には、第1の処理部15Aは、分光波形に含まれる周波数成分とその強さを抽出し、得られた周波数成分を所定の関係式を用いてシリコン層の厚さに変換し、そして、シリコン層の厚さと周波数成分の強度との関係を示す周波数スペクトルを生成する。上述した所定の関係式は、周波数成分を変数とした、シリコン層の厚さを表す一次関数であり、実測結果などから求めることができる。
【0027】
図5は、第1の処理部15Aによって生成された周波数スペクトルを示す図である。図5において、縦軸は、分光波形に含まれる周波数成分の強度を表し、横軸は、シリコン層の厚さを表している。図5から分かるように、厚さt1のときに、強度の値が最も大きくなる。つまり、この周波数スペクトルは、シリコン層の厚さがt1であることを示している。このようにして、周波数スペクトルのピークから、シリコン層の厚さが決定される。
【0028】
シリコン層の厚さの測定は、研磨テーブル20が1回転する間に複数回行われることが好ましい。1回の測定時間は、ウェハWの露光時間、すなわちウェハWが赤外線に晒される時間に依存する。したがって、研磨テーブル20が1回転する間に実施される測定回数は、露光時間と、研磨テーブル20の回転速度と、トップリングの回転速度により決定される。図6は、研磨テーブル20とトップリングの回転速度がほぼ同じときの研磨テーブル20が1回転する間に、5回測定が行われる例を示す図である。図6に示すように、照射部11および受光部12の先端は、ウェハWの中心を通って横切り、その間に5回の測定が行われる。したがって、研磨テーブル20が1回転するたびに、シリコン層の厚さを示す5つの測定値が得られる。これらの測定値は、第1の処理部15Aから第2の処理部15Bに送られ、第2の処理部15Bは、シリコン層の厚さの測定値に基づいて研磨終点を決定する。
【0029】
上述したように、1回の研磨テーブル20の回転で複数の測定値が得られるのであるが、これら測定値のうちの幾つかは、シリコン層の厚さを正確に表していないことがある。このような信頼性の低い測定値が取得される原因としては、シリコン層の表面に比較的大きな段差が存在する場合に、この段差を含む領域の厚さを1回の測定で取得したため、または反射した赤外線の量が何らの理由で少なかったためなどが考えられる。
【0030】
図7は、裏面照射(BSI)型イメージセンサが形成されたウェハを研磨したときに取得された測定データを示すテーブルである。通常、裏面照射型イメージセンサの製造工程では、厚さ約10μm未満のシリコン層が研磨される。図7から分かるように、研磨テーブル20が1回転する間に、シリコン層の厚さを示す5つの測定値と、これら測定値にそれぞれ対応する周波数成分の強度を示す5つの値とが取得される。
【0031】
しかしながら、強度が低い測定値は、他の測定値から大きくかけ離れている傾向にある。言い換えれば、周波数成分の強度が低い測定値は、実際のシリコン層の厚さを正確に表していない。そこで、周波数成分の強度が所定のしきい値よりも低い測定値は、測定データから排除され、信頼性の高い測定値のみを含む監視データが第2の処理部15Bによって取得される。図7に示す記号○は、しきい値以上の強度を伴う測定値を示し、記号×は、しきい値よりも低い強度を伴う測定値を示す。図7において、監視データは、記号○が付された測定値から構成される。
【0032】
測定値が得られるたびに、その測定値に対応する周波数成分の強度がしきい値と比較される。そして、強度がしきい値以上であれば、その測定値(記号○が付された測定値)は、信頼性の高い測定値であると第2の処理部15Bによって認定される。この信頼性の高い測定値は監視データに加えられ、シリコン層の厚さの監視に使用される。これに対し、強度がしきい値未満であれば、その測定値(記号×が付された測定値)は、監視データには含まれない。したがって、監視データは信頼性の高い測定値のみから構成される。
【0033】
図8は、上記裏面照射(BSI)型イメージセンサが形成されたウェハを研磨したときに取得された分光波形を示す図である。図8に示す2つの分光波形s1,s2は、研磨テーブル20が1回転する間にウェハ上の異なる領域で取得されたものである。図8から分かるように、分光波形s1は比較的明瞭な正弦波を含んでいるが、他方の分光波形s2は明瞭な正弦波を含んでいない。これは、上述したように、シリコン層の表面に形成されている段差に起因したり、または反射した赤外線の量が足りないことに起因すると考えられる。
【0034】
図9は、図8に示す分光波形から生成された周波数スペクトルを示す図である。図9の縦軸は、分光波形に含まれる周波数成分の強度を表し、横軸は、周波数成分から変換されたシリコン層の厚さを表している。周波数成分の強度は、分光波形を構成する正弦波の大きさを表し、正弦波の振幅に概ね比例する。図9に示す周波数スペクトルf1は図8の分光波形s1に対応し、図9に示す周波数スペクトルf2は図8の分光波形s2に対応する。
【0035】
図9から分かるように、周波数スペクトルf1のピークは、シリコン層の厚さが3.5μmであることを示している。すなわち、周波数スペクトルf1は、シリコン層の厚さが3.5μmであることを示している。これに対し、周波数スペクトルf2のピークは、シリコン層の厚さが1μmであることを示している。したがって、周波数スペクトルf2から得られるシリコン層の厚さの測定値は、1μmである。しかしながら、この測定値1μmは周波数スペクトルf1から得られる測定値3.5μmから大きくかけ離れている。
【0036】
図8および図9から分かるように、分光波形に明瞭な正弦波が現れる場合には、周波数スペクトルのピークが示す強度は高くなる。分光波形に明瞭な正弦波が現れるということは、図2に示す赤外線同士の干渉が、シリコン層の厚さのばらつきの影響を受けずに行われたことを意味すると考えられる。したがって、そのような分光波形は、正確なシリコン層の厚さの情報を含んでいるということができる。そこで、第2の処理部15Bは、周波数スペクトルのピークが示す強度に基づいて不正確な測定値を測定データから排除し、正確な測定値のみからなる監視データを生成する。より具体的には、第2の処理部15Bは、周波数スペクトルのピークが示す強度が所定のしきい値以上の測定値のみを監視データに加える。
【0037】
しきい値は次のようにして決定することができる。1枚のウェハを研磨して測定データを取得し、その取得された測定データに対して仮のしきい値を設定し、仮のしきい値以下である測定値の総数が測定データの例えば20%以下であれば、その仮のしきい値をしきい値として採用する。
【0038】
図9に示す例では、しきい値は1.2に設定されている。周波数スペクトルf1のピークが示す強度は約1.8である。したがって、周波数スペクトルf1のピークから得られる測定値3.5μmは、信頼性が高い測定値であると認定され、監視データとして使用される。一方、周波数スペクトルf2のピークが示す強度は約0.9である。したがって、周波数スペクトルf2から得られる測定値1μmは、監視データとしては使用されない。このようにして、測定値は、その対応する周波数成分の強度に基づいて、信頼性の高い測定値と信頼性の低い測定値とに選別される。
【0039】
上述の例では、しきい値は予め設定された固定値である。これに代えて、しきい値は、監視データに含まれる過去に取得された複数の測定値に基づいて変化させてもよい。例えば、最新の複数の測定値に対応した複数の周波数成分の強度の平均値を算出し、その平均値に対する所定の割合をしきい値として用いてもよい。例えば、得られた平均値の80%をしきい値と決定することができる。過去に取得された複数の測定値の例としては、現在研磨しているウェハについて既に取得された測定値、先行して研磨された別のウェハについて取得された測定値、および別の研磨装置で過去に取得された測定値などが挙げられる。
【0040】
第2の処理部15Bは、第1の処理部15Aから測定データを受け取り、この測定データから上記監視データを生成する。監視データは、上述したように、信頼性が高いと認定された測定値のみを含む。第2の処理部15Bは、監視データに含まれる測定値を監視し、該測定値が所定の目標値に達した時点に、研磨終点に達したと判断する。より正確に研磨終点を決定するために、得られた信頼性の高い測定値の移動平均値を算出することが好ましい。この場合は、移動平均値が所定の目標値に達した時点が研磨終点と判断される。また、より正確に研磨終点を決定するために、研磨テーブル20が1回転する間に取得された複数の信頼性が高い測定値の平均値を求めることが好ましい。さらに、得られた平均値の移動平均値を求めることが好ましい。
【0041】
図10は、シリコン層の厚さと研磨時間との関係を示す図である。図10において、グラフaは、研磨テーブル20が1回転する間に取得された複数の測定値の平均値の時間変化を示し、グラフbは、上記平均値の移動平均値の時間変化を示している。移動平均値は、最新の複数の(例えば最新の3つの)平均値の平均値である。測定値の平均値(グラフa)またはその移動平均値(グラフb)が予め設定された目標値に達した時点が、研磨終点である。第2の処理部15Bは、測定値の平均値(グラフa)またはその移動平均値(グラフb)が予め設定された目標値に達した時点から、ウェハの研磨終点(すなわち、シリコン層の研磨終点)を決定する。図10から分かるように、グラフbは、グラフaに比べて平滑化されている。したがって、より正確な研磨終点を検出するためには、グラフbに示す移動平均値を算出し、これを監視することが好ましい。
【0042】
図11は、研磨前と研磨後の研磨プロファイルを示す図である。縦軸は、シリコン層の厚さを表し、横軸は、ウェハの半径方向の位置を表している。図11に示す点は、シリコン層の測定値である。図11から分かるように、ウェハの中心部での測定値のばらつきは比較的小さい。言い換えれば、ウェハの中心部で取得された測定値の信頼性は高いといえる。したがって、ウェハの中心部で取得された測定値のみを使用して研磨終点を検出することが好ましい。しかしながら、本発明はこの例に限定されず、ウェハの中心部以外の領域で取得された測定値を使用してもよい。例えば、ウェハの周縁部で取得された測定値のみを使用して研磨終点を検出してもよい。さらには、予め選択された複数の領域(例えば、図6に示すウェハの中心部と周縁部)で取得された測定値を使用してもよい。
【0043】
図7および図9に示す例では、周波数成分の強度に基づいて測定値を信頼性の高いものと信頼性の低いものに選別したが、測定値自身に基づいてその測定値を選別してもよい。具体的には、得られた測定値が所定の範囲内にあれば、その測定値は信頼性の高い測定値として認定される。例えば、研磨されるシリコン層の厚さがおおよそ3μm〜4μmと既知である場合、得られた測定値が2.0μm〜4.0μmの範囲内(図12では斜線で示す)であれば、その測定値は信頼性の高い測定値であると判断することができる。その一方で、得られた測定値が2.0μm〜4.0μmの範囲から外れていれば、その測定値は信頼性の低い測定値であると判断することができる。このように、研磨されるシリコン層の厚さが既知である場合には、その既知の厚さの範囲を測定値の信頼性の判断基準として用いることができる。
【0044】
さらに、周波数成分の強度に対する所定のしきい値と、シリコン層の厚さに対する所定の範囲の両方を用いて、得られた測定値を選別してもよい。図13は、測定値を選別する基準として、周波数成分の強度に関する所定のしきい値と、シリコン層の厚さに関する所定の範囲とを用いた例を示す図である。この例では、周波数成分の強度についてのしきい値は1であり、シリコン層の厚さについてのしきい値は2.0μm〜4.0μmの範囲に設定されている。周波数成分の強度が1以上であって、かつシリコン層の厚さが2.0μm〜4.0μmの範囲内にある場合、すなわち、周波数スペクトルのピークが図13の網線で表される範囲内にある場合は、その測定値は信頼性が高いと第2の処理部15Bによって判断され、監視データに加えられる。これに対し、周波数スペクトルのピークが図13の網線で表される範囲から外れる場合は、その測定値は信頼性が低いと判断され、監視データには含まれない。
【0045】
図8に示す2つの分光波形は、その全体が右斜め上に傾いている。このような分光波形全体の傾きはノイズとして周波数スペクトルに現れ、正確なシリコン層の厚さ測定を妨げる。そこで、ノイズを含まない周波数スペクトルを得るために、次のようなノイズ除去プロセスを行なってもよい。すなわち、基準シリコンウェハ(ベアシリコンウェハ)を用意し、この基準シリコンウェハに赤外線を当て、該基準シリコンウェハから反射した赤外線の波長ごとの相対反射率を算出することにより基準分光波形を取得し、この基準分光波形に高速フーリエ変換処理を施して基準周波数スペクトルを予め取得し、ウェハWの研磨中に得られた図9に示すような周波数スペクトルを上記基準周波数スペクトルで割ることにより、ノイズの含まない周波数スペクトルが得られる。より具体的には、研磨中に得られた周波数スペクトル上の各シリコン層厚さでの周波数成分の強度を、基準周波数スペクトル上の対応する周波数成分の強度で割り算することにより、周波数スペクトルを補正する。シリコン層の厚さおよび対応する周波数成分の強度は、この補正された周波数スペクトルに基づいて決定されることが好ましい。
【0046】
図14は、シリコン貫通電極(TSV)の製造において実施されるシリコン層の研磨時に取得された分光波形を示す図であり、図15は、図14に示す分光波形から生成された周波数スペクトルを示す図である。図14に示す分光波形s3,s4,s5は、図15に示す周波数スペクトルf3,f4,f5にそれぞれ対応する。図14に示す分光波形および図15に示す周波数スペクトルは、図4に示す分光波形および図5に示す周波数スペクトルと同様にして生成されるので、その重複する説明を省略する。
【0047】
シリコン貫通電極(TSV)の製造では、研磨されるシリコン層の厚さは約20μm〜50μmである。この場合でも、測定値を選別する基準として、周波数成分の強度の所定のしきい値および/またはシリコン層の厚さの所定の範囲を用いることができる。本発明の研磨終点検出技術は、厚さ10μm未満のシリコン層を研磨するBSIプロセス、および厚さ約20μm〜50μmのシリコン層を研磨するTSVプロセスの両方に適用することが可能である。
【0048】
照射部11は、該照射部11から発せられる赤外線の量を切り替える機能を有している、赤外線の量は研磨されるシリコン層の状態に従って変えることが好ましい。シリコン層の状態の具体例としては、シリコン層の厚さ、シリコン層の表面の平坦度(面内均一性)、シリコン層の下に存在する膜の厚さ、材質、配線パターン密度が挙げられる。例えば、BSIプロセスのような薄いシリコン層を研磨するときは、照射部11から発せられる赤外線の量を少なくし、TSVプロセスのような厚いシリコン層を研磨するときは、照射部11から発せられる赤外線の量を多くすることが好ましい。
【0049】
次に、しきい値を決定する方法の一例を説明する。図16は、周波数成分の強度の度数分布を示すヒストグラムである。図16のヒストグラムにおいて、縦軸は強度の出現頻度を表し、横軸は周波数成分の強度を表している。図16のヒストグラムには、25個の測定値に対応する周波数成分の強度が示されている。これらの25個の測定値は、研磨テーブルが5回転する間に、ウェハ上の5つの領域(図6参照)で取得されたものである。したがって、出現頻度の総数は25である。
【0050】
周波数成分の強度の度数分布は、研磨されるウェハの特性によって異なる。図16に示す例においては、度数分布に示される周波数成分の強度は、信頼性の高いグループと信頼性の低いグループとに二極化する傾向を示している。この場合、2つのグループの加重平均間の中間値(平均値)が、上記しきい値として使用される。図16に示す例では、信頼性の高いグループに属する周波数成分の強度の加重平均は約0.4であり、信頼性の低いグループに属する周波数成分の強度の加重平均は約1.6である。これら2つの加重平均の中間値は1.0(=(0.4+1.6)/2)である。したがって、この例では、周波数成分の強度のしきい値として1.0が使用される。周波数成分の強度が二極化しない場合には、度数分布(ヒストグラム)に示された周波数成分の強度全体の加重平均が上記しきい値として使用される。このように、過去に取得された周波数成分の強度の度数分布から算出された加重平均に基づいてしきい値を決定することで、信頼性に基づく測定値の選別を安定して行うことができる。
【0051】
次に、しきい値を決定する方法の他の例を説明する。図17は、図16に示すヒストグラムから生成した累積折れ線グラフを示す図である。縦軸は、周波数成分の強度の出現頻度の累積値をパーセントで表したものである。100%は、測定値の総数である25に対応する。したがって、測定値1つ当たりのパーセントは、100%/25=4%である。強度0.2の測定値は1つ存在するので、その頻度は4%である。強度0.3の測定値は3つ存在するので、その頻度は12%(=4%×3)である。図17の縦軸は、頻度の累積値を表すから、強度0.3での累積値は4+12=16%である。このように、測定値の総数に対する頻度累積値の割合を表現したグラフが、累積折れ線グラフである。
【0052】
しきい値は、過去に取得された測定値に占める信頼性が高い測定値の割合から決定される。例えば、過去の測定データから、測定値全体に占める信頼性の低い測定値の割合が約20%であることが既知であり、測定値の全体数の20%まで捨てることが許容される場合、縦軸の20%に対応する横軸の強度は0.4であるので、しきい値は0.4と決定される。この場合は、測定値全体の80%を使って研磨終点が検出される。
【0053】
上述した度数分布および累積折れ線グラフの両方を用いて、しきい値を決定してもよい。例えば、度数分布から決定したしきい値と、累積折れ線グラフから決定したしきい値の平均値を、測定値を判別するためのしきい値として用いてもよい。しきい値を決定する上述の方法では、過去に得られた測定データが用いられる。過去に得られた測定データの例としては、現在研磨しているウェハについて既に取得された測定値、先行して研磨された別のウェハについて取得された測定値、および別の研磨装置で過去に取得された測定値などが挙げられる。
【0054】
図16および図17を用いて説明したしきい値の決定方法は、画像処理分野における二値化処理に用いられるしきい値決定方法に基づいている。例えば、図17に示す方法は、Pタイル法(Percentile Method)である。さらに、分離度(separation metrics)を使用した判別分析法(Discriminate Analysis Method、大津の二値化とも呼ばれる)など、その他の画像処理分野のしきい値決定方法を適用することももちろん可能である。
【0055】
図18は、信頼性の高い測定値と信頼性の低い測定値とを判別する他の方法を説明するための図である。図18に示す2つの周波数スペクトルf6,f7の各ピークが示す強度は比較的高い。このため、例えばしきい値が0.065である場合は、周波数スペクトルf6,f7から得られるシリコン層の厚さの測定値は、どちらも信頼性が高いと判断される。しかしながら、周波数スペクトルf7は、周波数スペクトルf6に比べて、不明瞭なピーク形状を有している。一般に、ピーク形状が明瞭である周波数スペクトルは、信頼性の高い測定値を示し、ピーク形状が不明瞭である周波数スペクトルは、信頼性の低い測定値を示す傾向がある。
【0056】
そこで、この方法においては、周波数スペクトルのピークでの強度に代えて、所定の観測厚さでの周波数成分の強度を用いて、測定値の信頼性を判断する。すなわち、所定の観測厚さでの周波数成分の強度が所定のしきい値よりも低い場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が高いと認定される。これに対し、所定の観測厚さでの周波数成分の強度が上記所定のしきい値以上である場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が低いと認定される。
【0057】
図18に示す例では、観測厚さは2μmに設定され、しきい値は0.065に設定されている。周波数スペクトルf6では、観測厚さ2μmでの周波数成分の強度a1は、しきい値0.065よりも低い。したがって、周波数スペクトルf6から得られる測定値は、信頼性が高いと判断される。これに対し、周波数スペクトルf7では、観測厚さ2μmでの周波数成分の強度b1はしきい値0.065よりも高い。したがって、周波数スペクトルf7から得られる測定値は、信頼性が低いと判断される。観測厚さは、複数あってもよい。この場合は、各観測厚さでの強度と上記しきい値とが比較され、上述と同様に測定値の信頼性が判断される。
【0058】
この方法において、周波数スペクトルのピークでの強度に加えて、所定の観測厚さでの周波数成分の強度を用いて、測定値の信頼性を判断してもよい。すなわち、周波数スペクトルのピークが示す強度が所定のしきい値よりも高く、かつ所定の観測厚さでの周波数成分の強度が上記所定のしきい値よりも低い場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が高いと認定される。これに対し、周波数スペクトルのピークが示す強度が所定のしきい値以下であり、および/または所定の観測厚さでの周波数成分の強度が上記所定のしきい値以上である場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が低いと認定される。このように、ピークでの強度を用いた信頼性判断と、所定の観測厚さでの強度を用いた信頼性判断とを組み合わせることにより、より正確に測定値を判別することが可能となる。
【0059】
図19は、図18に示した判別方法の変形例を説明するための図である。この方法においては、周波数スペクトルのピークでの強度と、所定の観測厚さでの周波数成分の強度との差分(絶対値)が、所定の設定値と比較される。上記差分が設定値よりも大きければ、その周波数スペクトルのピークから決定されるシリコン層の厚さの測定値は、信頼性が高いと判断される。これに対して、上記差分が設定値以下であれば、その周波数スペクトルのピークから決定されるシリコン層の厚さの測定値は、信頼性が低いと判断される。
【0060】
図19に示す例においては、上記差分の設定値は0.005に設定されている。周波数スペクトルf6のピークでの強度と、観測厚さ2μmでの周波数成分の強度との差分a2は、設定値0.005よりも大きい。したがって、周波数スペクトルf6のピークから決定されるシリコン層の厚さの測定値は、信頼性が高いと判断される。これに対し、周波数スペクトルf7のピークでの強度と、観測厚さ2μmでの周波数成分の強度との差分b2は、設定値0.005よりも小さい。したがって、周波数スペクトルf7のピークから決定されるシリコン層の厚さの測定値は、信頼性が低いと判断される。この例においても、観測厚さは複数あってもよい。
【0061】
この方法においても、周波数スペクトルのピークでの強度に基づく信頼性の判断と、上記差分に基づく信頼性の判断とを組み合わせてもよい。すなわち、周波数スペクトルのピークが示す強度が所定のしきい値よりも高く、かつ上記差分が所定の設定値よりも大きい場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が高いと認定される。これに対し、周波数スペクトルのピークが示す強度が所定のしきい値以下であり、および/または上記差分が所定の設定値以下である場合は、周波数スペクトルのピークが示すシリコン層の厚さの測定値は、信頼性が低いと認定される。図16乃至図19を用いて説明した上記方法は、赤外線を用いたシリコン層の厚さ測定に適用することができるが、本発明はこれに限らず、可視光を用いた基板上の膜(例えば、SiO2などの絶縁膜)の厚さ測定にも適用することは可能である。
【0062】
図20は、上述した研磨終点検出方法を実行することができる研磨装置を模式的に示す断面図である。図20に示すように、研磨装置は、研磨パッド22を支持する研磨テーブル20と、ウェハWを保持して研磨パッド22に押圧するトップリング24と、研磨パッド22に研磨液(スラリー)を供給する研磨液供給機構25とを備えている。研磨テーブル20は、その下方に配置されるモータ(図示せず)に連結されており、軸心周りに回転可能になっている。研磨パッド22は、研磨テーブル20の上面に固定されている。
【0063】
研磨パッド22の上面22aは、ウェハWを研磨する研磨面を構成している。トップリング24は、トップリングシャフト28を介してモータ及び昇降シリンダ(図示せず)に連結されている。これにより、トップリング24は昇降可能かつトップリングシャフト28周りに回転可能となっている。このトップリング24の下面には、ウェハWが真空吸着等によって保持される。
【0064】
トップリング24の下面に保持されたウェハWはトップリング24によって回転させられつつ、回転している研磨テーブル20上の研磨パッド22の研磨面22aにトップリング24によって押圧される。このとき、研磨液供給機構25から研磨パッド22の研磨面22aに研磨液が供給され、ウェハWの表面と研磨パッド22との間に研磨液が存在した状態でウェハWの表面が研磨される。ウェハWと研磨パッド22とを摺接させる相対移動機構は、研磨テーブル20およびトップリング24によって構成される。
【0065】
研磨テーブル20には、その上面で開口する第1の孔30Aおよび第2の孔30Bが形成されている。また、研磨パッド22には、これら孔30A,30Bに対応する位置に通孔31が形成されている。孔30A,30Bと通孔31とは連通し、通孔31は研磨面22aで開口している。第1の孔30Aは液体供給路33およびロータリージョイント32を介して液体供給源35に連結されており、第2の孔30Bは、液体排出路34に連結されている。
【0066】
ウェハWの研磨中は、液体供給源35からは、透明な液体として水(好ましくは純水)が液体供給路33を介して第1の孔30Aに供給され、ウェハWの下面と光ファイバー12,41の先端との間の空間を満たす。水は、さらに第2の孔30Bに流れ込み、液体排出路34を通じて排出される。研磨液は水と共に排出され、これにより光路が確保される。液体供給路33には、研磨テーブル20の回転に同期して作動するバルブ(図示せず)が設けられている。このバルブは、通孔31の上にウェハWが位置しないときは水の流れを止める、または水の流量を少なくするように動作する。本実施形態においては、液体供給源35および液体供給路33により、水供給機構が構成される。
【0067】
研磨装置は、上述した方法に従って研磨の進捗を監視し、かつ、研磨終点を検出する研磨監視装置を有している。この研磨監視装置は、研磨終点検出装置としても機能する。研磨監視装置は、赤外線をウェハWの被研磨面に照射する照射部11と、ウェハWから戻ってくる赤外線反射を受光する受光部としての光ファイバー12と、ウェハWから反射した赤外線を波長に従って分解し、所定の波長範囲に亘って赤外線の強度を測定する分光器13と、分光器13によって取得された赤外線強度データからシリコン層の厚さを決定する第1の処理部15Aと、第1の処理部15Aからから得られるシリコン層の厚さを監視し、かつウェハWの研磨終点(シリコン層の研磨終点)を決定する第2の処理部15Bとを備えている。第1の処理部15Aと第2の処理部15Bは、1つの処理部として設けてもよい。
【0068】
照射部11は、光源40と、光源40に接続された光ファイバー41とを備えている。光ファイバー41は、光源40によって発せられた赤外線をウェハWの表面まで導く光伝送部である。光ファイバー41および光ファイバー12の先端は、第1の孔30A内に位置しており、ウェハWの被研磨面の近傍に位置している。光ファイバー41および光ファイバー12の各先端は、トップリング24に保持されたウェハWの中心に対向して配置され、図3および図6に示すように、研磨テーブル20が回転するたびにウェハWの中心を含む複数の領域に赤外線が照射されるようになっている。800nm〜900nmの近赤外線は水の中を比較的容易に通りやすいので、近赤外線を使用することが好ましい。
【0069】
光源40としては、発光ダイオード(LED)が用いられる。光源40が発する赤外線は、波長920nm〜980nmの近赤外線であることが好ましい。この範囲の波長を持つ近赤外線は、より長波長の赤外線に比べて水に吸収されにくいので、より精度の高い測定が可能となる。光ファイバー41と光ファイバー12は互いに並列に配置されている。光ファイバー41および光ファイバー12の各先端は、ウェハWの表面に対してほぼ垂直に配置されており、光ファイバー41はウェハWの表面にほぼ垂直に赤外線を照射するようになっている。
【0070】
ウェハWの研磨中は、照射部11から赤外線がウェハWに照射され、光ファイバー12によってウェハWから反射した赤外線が受光される。赤外線が照射される間、孔30A,30Bおよび通孔31には水が供給され、これにより、光ファイバー41および光ファイバー12の各先端と、ウェハWの表面との間の空間は水で満たされる。分光器13は、反射した赤外線の強度を所定の波長範囲に亘って測定し、得られた赤外線強度データを第1の処理部15Aに送る。第1の処理部15Aは、上述のよう分光波形にFFT(高速フーリエ変換)処理を行なってシリコン層の厚さを決定し、第2の処理部15Bは、第1の処理部15Aから得られたシリコン層の厚さに基づいて研磨終点を決定する。
【0071】
図21は、図20に示す研磨装置の変形例を示す断面図である。図21に示す例では、液体供給路、液体排出路、液体供給源は設けられていない。これに代えて、研磨パッド22には透明窓45が形成されている。照射部11の光ファイバー41は、この透明窓45を通じて研磨パッド22上のウェハWの表面に赤外線を照射し、受光部としての光ファイバー12は、ウェハWから反射した赤外線を透明窓45を通じて受光する。その他の構成は、図20に示す研磨装置と同様である。
【0072】
上述したシリコン層は、シリコン基板自体であってもよい。本発明は、シリコン基板自体の研磨(研削)にも適用することが可能である。例えば、本発明は、シリコン基板の裏面研削に適用することができる。シリコン基板を研磨(研削)する装置は、研磨パッド22に代えて、砥石が研磨具として使用される。
【0073】
上述した実施形態は、本発明が属する技術分野における通常の知識を有する者が本発明を実施できることを目的として記載されたものである。上記実施形態の種々の変形例は、当業者であれば当然になしうることであり、本発明の技術的思想は他の実施形態にも適用しうることである。したがって、本発明は、記載された実施形態に限定されることはなく、特許請求の範囲によって定義される技術的思想に従った最も広い範囲とすべきである。
【符号の説明】
【0074】
11 照射部
12 受光部(光ファイバー)
13 分光器
15A,15B 処理部(研磨監視部)
16 動作コントローラ
20 研磨テーブル
22 研磨パッド(研磨具)
24 トップリング
25 研磨液供給機構
28 トップリングシャフト
30A,30B 孔
31 通孔
32 ロータリージョイント
33 液体供給路
34 液体排出路
35 液体供給源
40 光源
41 光ファイバー
45 透明窓
【特許請求の範囲】
【請求項1】
シリコン層を有する基板を研磨する方法であって、
回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、
前記基板の研磨中に、前記基板に赤外線を照射し、
前記基板から反射した赤外線を受光し、
前記反射した赤外線の強度を波長ごとに測定し、
測定された前記赤外線の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記赤外線の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さおよび対応する周波数成分の強度を決定し、
前記決定されたシリコン層の厚さが所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする方法。
【請求項2】
前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定されたシリコン層の厚さが所定の範囲内にある場合には、前記決定されたシリコン層の厚さを信頼性の高い測定値と認定する工程をさらに含み、
前記信頼性の高い測定値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項1に記載の方法。
【請求項3】
前記研磨テーブルが1回転する間に、前記基板への赤外線の照射から前記信頼性の高い測定値の認定までの工程を複数回繰り返して、複数の信頼性の高い測定値を取得し、
前記複数の信頼性の高い測定値の平均値を算出し、
前記平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項2に記載の方法。
【請求項4】
前記平均値の移動平均値を算出し、
前記移動平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項3に記載の方法。
【請求項5】
前記基板への赤外線の照射から前記信頼性の高い測定値の認定までの工程を複数回繰り返して、複数の信頼性の高い測定値を取得し、
前記複数の信頼性の高い測定値の移動平均値を算出し、
前記移動平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項2に記載の方法。
【請求項6】
前記赤外線は前記基板の中心部に照射され、
前記信頼性の高い測定値は、前記基板の中心部における前記シリコン層の厚さの測定値であることを特徴とする請求項2に記載の方法。
【請求項7】
前記赤外線は前記基板の複数の領域に照射され、
前記信頼性の高い測定値は、前記複数の領域から予め選択された少なくとも1つの領域における前記シリコン層の厚さの測定値であることを特徴とする請求項2に記載の方法。
【請求項8】
前記所定のしきい値は、過去に取得された複数の信頼性の高い測定値に基づいて変動することを特徴とする請求項2に記載の方法。
【請求項9】
前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さおよび対応する周波数成分の強度を決定する工程は、
前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さと周波数成分の強度との関係を示す周波数スペクトルを取得し、
基準シリコンウェハに赤外線を当て、該基準シリコンウェハから反射した赤外線の波長ごとの相対反射率を算出することにより基準分光波形を取得し、
前記基準分光波形にフーリエ変換処理を行なって基準周波数スペクトルを取得し、
前記周波数スペクトル上の各シリコン層厚さでの周波数成分の強度を、前記基準周波数スペクトル上の対応する周波数成分の強度で割り算することにより、前記周波数スペクトルを補正し、
前記補正された周波数スペクトルから前記シリコン層の厚さおよび対応する周波数成分の強度を決定する工程を含むことを特徴とする請求項1に記載の方法。
【請求項10】
前記基板に照射される前記赤外線の量を、研磨される前記シリコン層の状態に従って変えることを特徴とする請求項1に記載の方法。
【請求項11】
前記シリコン層は、裏面照射型イメージセンサの受光面を構成するシリコン層であることを特徴とする請求項1に記載の方法。
【請求項12】
前記シリコン層は、シリコン貫通電極のシリコン層であることを特徴とする請求項1に記載の方法。
【請求項13】
前記赤外線は、波長800nm〜1000nmの近赤外線であることを特徴とする請求項1に記載の方法。
【請求項14】
膜が表面に形成された基板を研磨する方法であって、
回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、
前記基板の研磨中に、前記基板に光を照射し、
前記基板から反射した光を受光し、
前記反射した光の強度を波長ごとに測定し、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さおよび対応する周波数成分の強度を決定し、
前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定された膜の厚さが所定の範囲内にある場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定する工程を含み、
前記所定のしきい値は、過去に取得された周波数成分の強度の度数分布に基づいて決定されることを特徴とする方法。
【請求項15】
前記所定のしきい値は、前記度数分布に示された前記周波数成分の強度の加重平均であることを特徴とする請求項14に記載の方法。
【請求項16】
前記所定のしきい値は、前記度数分布において二極化された信頼性の高いグループに属する周波数成分の強度の加重平均と信頼性の低いグループに属する周波数成分の強度の加重平均との間の中間値であることを特徴とする請求項14に記載の方法。
【請求項17】
前記所定のしきい値は、過去に取得された測定値に占める信頼性の高い測定値の割合に基づいて決定されることを特徴とする請求項14に記載の方法。
【請求項18】
膜が表面に形成された基板を研磨する方法であって、
回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、
前記基板の研磨中に、前記基板に光を照射し、
前記基板から反射した光を受光し、
前記反射した光の強度を波長ごとに測定し、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さを決定し、
所定の観測厚さにおける前記周波数成分の強度が、所定のしきい値よりも低い場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする方法。
【請求項19】
膜が表面に形成された基板を研磨する方法であって、
回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、
前記基板の研磨中に、前記基板に光を照射し、
前記基板から反射した光を受光し、
前記反射した光の強度を波長ごとに測定し、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さおよび対応する前記周波数成分の強度を決定し、
所定の観測厚さにおける前記周波数成分の強度と前記決定された周波数成分の強度との差分の絶対値が所定のしきい値よりも大きい場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする方法。
【請求項20】
シリコン層を有する基板を研磨する装置であって、
研磨具を支持する回転可能な研磨テーブルと、
前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、
前記トップリングに保持された前記基板に赤外線を照射する照射部と、
前記基板から反射した赤外線を受光する受光部と、
前記反射した赤外線の強度を波長ごとに測定する分光器と、
前記分光器により取得された赤外線強度データから前記シリコン層の厚さを決定する研磨監視部とを備え、
前記研磨監視部は、
測定された前記赤外線の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記赤外線の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さおよび対応する周波数成分の強度を決定し、
前記決定されたシリコン層の厚さが所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする装置。
【請求項21】
前記研磨監視部は、
前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定されたシリコン層の厚さが所定の範囲内にある場合には、前記決定されたシリコン層の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項20に記載の装置。
【請求項22】
前記研磨テーブルが1回転する間に、前記基板への赤外線の照射から前記信頼性の高い測定値の認定までの工程を複数回繰り返して、複数の信頼性の高い測定値を取得し、
前記研磨監視部は、前記複数の信頼性の高い測定値の平均値を算出し、前記平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項21に記載の装置。
【請求項23】
前記研磨監視部は、前記平均値の移動平均値を算出し、前記移動平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項22に記載の装置。
【請求項24】
前記基板への赤外線の照射から前記信頼性の高い測定値の認定までの工程を複数回繰り返して、複数の信頼性の高い測定値を取得し、
前記研磨監視部は、前記複数の信頼性の高い測定値の移動平均値を算出し、前記移動平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項21に記載の装置。
【請求項25】
前記赤外線は前記基板の中心部に照射され、
前記信頼性の高い測定値は、前記基板の中心部における前記シリコン層の厚さの測定値であることを特徴とする請求項21に記載の装置。
【請求項26】
前記赤外線は前記基板の複数の領域に照射され、
前記信頼性の高い測定値は、前記複数の領域から予め選択された少なくとも1つの領域における前記シリコン層の厚さの測定値であることを特徴とする請求項21に記載の装置。
【請求項27】
前記所定のしきい値は、過去に取得された複数の信頼性の高い測定値に基づいて変動することを特徴とする請求項21に記載の装置。
【請求項28】
前記研磨監視部は、
前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さと周波数成分の強度との関係を示す周波数スペクトルを取得し、
基準シリコンウェハに赤外線を当て、該基準シリコンウェハから反射した赤外線の波長ごとの相対反射率を算出することにより基準分光波形を取得し、
前記基準分光波形にフーリエ変換処理を行なって基準周波数スペクトルを取得し、
前記周波数スペクトル上の各シリコン層厚さでの周波数成分の強度を、前記基準周波数スペクトル上の対応する周波数成分の強度で割り算することにより、前記周波数スペクトルを補正し、
前記補正された周波数スペクトルから前記シリコン層の厚さおよび対応する周波数成分の強度を決定することを特徴とする請求項20に記載の装置。
【請求項29】
前記照射部は、前記基板に照射される前記赤外線の量を、研磨される前記シリコン層の状態に従って変えることが可能に構成されていることを特徴とする請求項20に記載の装置。
【請求項30】
前記シリコン層は、裏面照射型イメージセンサの受光面を構成するシリコン層であることを特徴とする請求項20に記載の装置。
【請求項31】
前記シリコン層は、シリコン貫通電極のシリコン層であることを特徴とする請求項20に記載の装置。
【請求項32】
前記赤外線は、波長800nm〜1000nmの近赤外線であることを特徴とする請求項20に記載の装置。
【請求項33】
前記研磨具に押し付けられた前記基板と、前記照射部および前記受光部の先端との間の空間に水を供給する水供給機構をさらに備えたことを特徴とする請求項20に記載の装置。
【請求項34】
膜が表面に形成された基板を研磨する装置であって、
研磨具を支持する回転可能な研磨テーブルと、
前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、
前記トップリングに保持された前記基板に光を照射する照射部と、
前記基板から反射した光を受光する受光部と、
前記反射した光の強度を波長ごとに測定する分光器と、
前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、
前記研磨監視部は、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さおよび対応する周波数成分の強度を決定し、
前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定された膜の厚さが所定の範囲内にある場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定するように構成されており、
前記所定のしきい値は、過去に取得された複数の測定値から作成された前記周波数成分の強度の度数分布に基づいて決定されることを特徴とする装置。
【請求項35】
前記所定のしきい値は、前記度数分布に示された前記周波数成分の強度の加重平均であることを特徴とする請求項34に記載の装置。
【請求項36】
前記所定のしきい値は、前記度数分布において二極化された信頼性の高いグループに属する周波数成分の強度の加重平均と信頼性の低いグループに属する周波数成分の強度の加重平均との間の中間値であることを特徴とする請求項34に記載の装置。
【請求項37】
前記所定のしきい値は、過去に取得された測定値に占める信頼性の高い測定値の割合に基づいて決定されることを特徴とする請求項34に記載の装置。
【請求項38】
膜が表面に形成された基板を研磨する装置であって、
研磨具を支持する回転可能な研磨テーブルと、
前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、
前記トップリングに保持された前記基板に光を照射する照射部と、
前記基板から反射した光を受光する受光部と、
前記反射した光の強度を波長ごとに測定する分光器と、
前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、
前記研磨監視部は、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さを決定し、
所定の観測厚さにおける前記周波数成分の強度が、所定のしきい値よりも低い場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする装置。
【請求項39】
膜が表面に形成された基板を研磨する装置であって、
研磨具を支持する回転可能な研磨テーブルと、
前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、
前記トップリングに保持された前記基板に光を照射する照射部と、
前記基板から反射した光を受光する受光部と、
前記反射した光の強度を波長ごとに測定する分光器と、
前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、
前記研磨監視部は、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さおよび対応する前記周波数成分の強度を決定し、
所定の観測厚さにおける前記周波数成分の強度と前記対応する周波数成分の強度との差分の絶対値が所定のしきい値よりも大きい場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする装置。
【請求項1】
シリコン層を有する基板を研磨する方法であって、
回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、
前記基板の研磨中に、前記基板に赤外線を照射し、
前記基板から反射した赤外線を受光し、
前記反射した赤外線の強度を波長ごとに測定し、
測定された前記赤外線の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記赤外線の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さおよび対応する周波数成分の強度を決定し、
前記決定されたシリコン層の厚さが所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする方法。
【請求項2】
前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定されたシリコン層の厚さが所定の範囲内にある場合には、前記決定されたシリコン層の厚さを信頼性の高い測定値と認定する工程をさらに含み、
前記信頼性の高い測定値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項1に記載の方法。
【請求項3】
前記研磨テーブルが1回転する間に、前記基板への赤外線の照射から前記信頼性の高い測定値の認定までの工程を複数回繰り返して、複数の信頼性の高い測定値を取得し、
前記複数の信頼性の高い測定値の平均値を算出し、
前記平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項2に記載の方法。
【請求項4】
前記平均値の移動平均値を算出し、
前記移動平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項3に記載の方法。
【請求項5】
前記基板への赤外線の照射から前記信頼性の高い測定値の認定までの工程を複数回繰り返して、複数の信頼性の高い測定値を取得し、
前記複数の信頼性の高い測定値の移動平均値を算出し、
前記移動平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項2に記載の方法。
【請求項6】
前記赤外線は前記基板の中心部に照射され、
前記信頼性の高い測定値は、前記基板の中心部における前記シリコン層の厚さの測定値であることを特徴とする請求項2に記載の方法。
【請求項7】
前記赤外線は前記基板の複数の領域に照射され、
前記信頼性の高い測定値は、前記複数の領域から予め選択された少なくとも1つの領域における前記シリコン層の厚さの測定値であることを特徴とする請求項2に記載の方法。
【請求項8】
前記所定のしきい値は、過去に取得された複数の信頼性の高い測定値に基づいて変動することを特徴とする請求項2に記載の方法。
【請求項9】
前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さおよび対応する周波数成分の強度を決定する工程は、
前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さと周波数成分の強度との関係を示す周波数スペクトルを取得し、
基準シリコンウェハに赤外線を当て、該基準シリコンウェハから反射した赤外線の波長ごとの相対反射率を算出することにより基準分光波形を取得し、
前記基準分光波形にフーリエ変換処理を行なって基準周波数スペクトルを取得し、
前記周波数スペクトル上の各シリコン層厚さでの周波数成分の強度を、前記基準周波数スペクトル上の対応する周波数成分の強度で割り算することにより、前記周波数スペクトルを補正し、
前記補正された周波数スペクトルから前記シリコン層の厚さおよび対応する周波数成分の強度を決定する工程を含むことを特徴とする請求項1に記載の方法。
【請求項10】
前記基板に照射される前記赤外線の量を、研磨される前記シリコン層の状態に従って変えることを特徴とする請求項1に記載の方法。
【請求項11】
前記シリコン層は、裏面照射型イメージセンサの受光面を構成するシリコン層であることを特徴とする請求項1に記載の方法。
【請求項12】
前記シリコン層は、シリコン貫通電極のシリコン層であることを特徴とする請求項1に記載の方法。
【請求項13】
前記赤外線は、波長800nm〜1000nmの近赤外線であることを特徴とする請求項1に記載の方法。
【請求項14】
膜が表面に形成された基板を研磨する方法であって、
回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、
前記基板の研磨中に、前記基板に光を照射し、
前記基板から反射した光を受光し、
前記反射した光の強度を波長ごとに測定し、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さおよび対応する周波数成分の強度を決定し、
前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定された膜の厚さが所定の範囲内にある場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定する工程を含み、
前記所定のしきい値は、過去に取得された周波数成分の強度の度数分布に基づいて決定されることを特徴とする方法。
【請求項15】
前記所定のしきい値は、前記度数分布に示された前記周波数成分の強度の加重平均であることを特徴とする請求項14に記載の方法。
【請求項16】
前記所定のしきい値は、前記度数分布において二極化された信頼性の高いグループに属する周波数成分の強度の加重平均と信頼性の低いグループに属する周波数成分の強度の加重平均との間の中間値であることを特徴とする請求項14に記載の方法。
【請求項17】
前記所定のしきい値は、過去に取得された測定値に占める信頼性の高い測定値の割合に基づいて決定されることを特徴とする請求項14に記載の方法。
【請求項18】
膜が表面に形成された基板を研磨する方法であって、
回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、
前記基板の研磨中に、前記基板に光を照射し、
前記基板から反射した光を受光し、
前記反射した光の強度を波長ごとに測定し、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さを決定し、
所定の観測厚さにおける前記周波数成分の強度が、所定のしきい値よりも低い場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする方法。
【請求項19】
膜が表面に形成された基板を研磨する方法であって、
回転する研磨テーブル上の研磨具に基板を押し付けて前記基板を研磨し、
前記基板の研磨中に、前記基板に光を照射し、
前記基板から反射した光を受光し、
前記反射した光の強度を波長ごとに測定し、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さおよび対応する前記周波数成分の強度を決定し、
所定の観測厚さにおける前記周波数成分の強度と前記決定された周波数成分の強度との差分の絶対値が所定のしきい値よりも大きい場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする方法。
【請求項20】
シリコン層を有する基板を研磨する装置であって、
研磨具を支持する回転可能な研磨テーブルと、
前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、
前記トップリングに保持された前記基板に赤外線を照射する照射部と、
前記基板から反射した赤外線を受光する受光部と、
前記反射した赤外線の強度を波長ごとに測定する分光器と、
前記分光器により取得された赤外線強度データから前記シリコン層の厚さを決定する研磨監視部とを備え、
前記研磨監視部は、
測定された前記赤外線の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記赤外線の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さおよび対応する周波数成分の強度を決定し、
前記決定されたシリコン層の厚さが所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする装置。
【請求項21】
前記研磨監視部は、
前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定されたシリコン層の厚さが所定の範囲内にある場合には、前記決定されたシリコン層の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項20に記載の装置。
【請求項22】
前記研磨テーブルが1回転する間に、前記基板への赤外線の照射から前記信頼性の高い測定値の認定までの工程を複数回繰り返して、複数の信頼性の高い測定値を取得し、
前記研磨監視部は、前記複数の信頼性の高い測定値の平均値を算出し、前記平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項21に記載の装置。
【請求項23】
前記研磨監視部は、前記平均値の移動平均値を算出し、前記移動平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項22に記載の装置。
【請求項24】
前記基板への赤外線の照射から前記信頼性の高い測定値の認定までの工程を複数回繰り返して、複数の信頼性の高い測定値を取得し、
前記研磨監視部は、前記複数の信頼性の高い測定値の移動平均値を算出し、前記移動平均値が前記所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする請求項21に記載の装置。
【請求項25】
前記赤外線は前記基板の中心部に照射され、
前記信頼性の高い測定値は、前記基板の中心部における前記シリコン層の厚さの測定値であることを特徴とする請求項21に記載の装置。
【請求項26】
前記赤外線は前記基板の複数の領域に照射され、
前記信頼性の高い測定値は、前記複数の領域から予め選択された少なくとも1つの領域における前記シリコン層の厚さの測定値であることを特徴とする請求項21に記載の装置。
【請求項27】
前記所定のしきい値は、過去に取得された複数の信頼性の高い測定値に基づいて変動することを特徴とする請求項21に記載の装置。
【請求項28】
前記研磨監視部は、
前記分光波形にフーリエ変換処理を行なって、前記シリコン層の厚さと周波数成分の強度との関係を示す周波数スペクトルを取得し、
基準シリコンウェハに赤外線を当て、該基準シリコンウェハから反射した赤外線の波長ごとの相対反射率を算出することにより基準分光波形を取得し、
前記基準分光波形にフーリエ変換処理を行なって基準周波数スペクトルを取得し、
前記周波数スペクトル上の各シリコン層厚さでの周波数成分の強度を、前記基準周波数スペクトル上の対応する周波数成分の強度で割り算することにより、前記周波数スペクトルを補正し、
前記補正された周波数スペクトルから前記シリコン層の厚さおよび対応する周波数成分の強度を決定することを特徴とする請求項20に記載の装置。
【請求項29】
前記照射部は、前記基板に照射される前記赤外線の量を、研磨される前記シリコン層の状態に従って変えることが可能に構成されていることを特徴とする請求項20に記載の装置。
【請求項30】
前記シリコン層は、裏面照射型イメージセンサの受光面を構成するシリコン層であることを特徴とする請求項20に記載の装置。
【請求項31】
前記シリコン層は、シリコン貫通電極のシリコン層であることを特徴とする請求項20に記載の装置。
【請求項32】
前記赤外線は、波長800nm〜1000nmの近赤外線であることを特徴とする請求項20に記載の装置。
【請求項33】
前記研磨具に押し付けられた前記基板と、前記照射部および前記受光部の先端との間の空間に水を供給する水供給機構をさらに備えたことを特徴とする請求項20に記載の装置。
【請求項34】
膜が表面に形成された基板を研磨する装置であって、
研磨具を支持する回転可能な研磨テーブルと、
前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、
前記トップリングに保持された前記基板に光を照射する照射部と、
前記基板から反射した光を受光する受光部と、
前記反射した光の強度を波長ごとに測定する分光器と、
前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、
前記研磨監視部は、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さおよび対応する周波数成分の強度を決定し、
前記決定された周波数成分の強度が所定のしきい値よりも高く、および/または前記決定された膜の厚さが所定の範囲内にある場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定するように構成されており、
前記所定のしきい値は、過去に取得された複数の測定値から作成された前記周波数成分の強度の度数分布に基づいて決定されることを特徴とする装置。
【請求項35】
前記所定のしきい値は、前記度数分布に示された前記周波数成分の強度の加重平均であることを特徴とする請求項34に記載の装置。
【請求項36】
前記所定のしきい値は、前記度数分布において二極化された信頼性の高いグループに属する周波数成分の強度の加重平均と信頼性の低いグループに属する周波数成分の強度の加重平均との間の中間値であることを特徴とする請求項34に記載の装置。
【請求項37】
前記所定のしきい値は、過去に取得された測定値に占める信頼性の高い測定値の割合に基づいて決定されることを特徴とする請求項34に記載の装置。
【請求項38】
膜が表面に形成された基板を研磨する装置であって、
研磨具を支持する回転可能な研磨テーブルと、
前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、
前記トップリングに保持された前記基板に光を照射する照射部と、
前記基板から反射した光を受光する受光部と、
前記反射した光の強度を波長ごとに測定する分光器と、
前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、
前記研磨監視部は、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さを決定し、
所定の観測厚さにおける前記周波数成分の強度が、所定のしきい値よりも低い場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする装置。
【請求項39】
膜が表面に形成された基板を研磨する装置であって、
研磨具を支持する回転可能な研磨テーブルと、
前記回転する研磨テーブル上の前記研磨具に前記基板を押し付けるトップリングと、
前記トップリングに保持された前記基板に光を照射する照射部と、
前記基板から反射した光を受光する受光部と、
前記反射した光の強度を波長ごとに測定する分光器と、
前記分光器により取得された光強度データから前記膜の厚さを決定する研磨監視部とを備え、
前記研磨監視部は、
測定された前記光の強度を所定の基準強度で割って相対反射率を算出し、
前記相対反射率と前記光の波長との関係を示す分光波形を生成し、
前記分光波形にフーリエ変換処理を行なって、前記膜の厚さと周波数成分の強度との関係を取得して、前記膜の厚さおよび対応する前記周波数成分の強度を決定し、
所定の観測厚さにおける前記周波数成分の強度と前記対応する周波数成分の強度との差分の絶対値が所定のしきい値よりも大きい場合には、前記決定された膜の厚さを信頼性の高い測定値と認定し、
前記信頼性の高い測定値が所定の目標値に達した時点に基づいて前記基板の研磨終点を決定することを特徴とする装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2013−110390(P2013−110390A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2012−222682(P2012−222682)
【出願日】平成24年10月5日(2012.10.5)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成24年10月5日(2012.10.5)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
[ Back to top ]