
研磨装置および研磨方法
【課題】研磨中における研磨テープのテンション(張力)をほぼ一定として安定した研磨性能を実現することができ、かつ研磨速度を上げることができる研磨装置を提供する。
【解決手段】本発明の研磨装置は、研磨テープ41を研磨対象物に接触させる研磨ヘッド42と、研磨ヘッド42を所定の点を中心として揺動運動させる揺動機構とを備える。揺動機構は、研磨ヘッド42が固定される揺動アーム60と、支持アーム62と、揺動アーム60を回転自在に支持アーム62に連結する連結軸67と、揺動アーム60を連結軸67を中心として揺動運動させる駆動機構M1とを有する。研磨ヘッド42の揺動運動の中心点は、連結軸67の中心線上にある。
【解決手段】本発明の研磨装置は、研磨テープ41を研磨対象物に接触させる研磨ヘッド42と、研磨ヘッド42を所定の点を中心として揺動運動させる揺動機構とを備える。揺動機構は、研磨ヘッド42が固定される揺動アーム60と、支持アーム62と、揺動アーム60を回転自在に支持アーム62に連結する連結軸67と、揺動アーム60を連結軸67を中心として揺動運動させる駆動機構M1とを有する。研磨ヘッド42の揺動運動の中心点は、連結軸67の中心線上にある。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体ウエハなどの基板を研磨する研磨装置および研磨方法に関し、特に研磨テープを用いて基板の周縁部を研磨する研磨装置および研磨方法に関するものである。
【背景技術】
【0002】
半導体製造における歩留まり向上の観点から、半導体ウエハの周縁部の表面状態の管理が近年注目されている。半導体製造工程では、多くの材料がウエハ上に成膜され、積層されていくため、製品には使用されない周縁部には不必要な材料や表面荒れが形成される。近年では、ウエハの周縁部のみをアームで保持してウエハを搬送する方法が一般的になってきている。このような背景のもとでは、周縁部に残存した不要物質が種々の工程を経ていく間に剥離してデバイス表面に付着し、歩留まりを低下させてしまう。そこで、研磨装置を用いて、ウエハの周縁部を研磨して不要な銅膜や表面荒れを除去することが従来から行われている。
【0003】
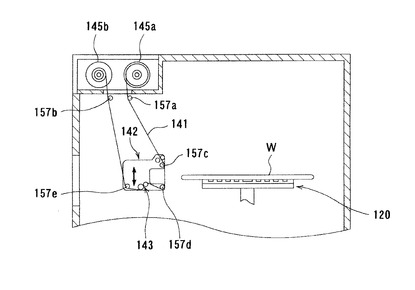
図1はウエハの周縁部を研磨するための従来の研磨装置を示す概略図である。図1に示すように、この種の研磨装置は、ウエハWを保持するウエハステージユニット120と、研磨テープ141をウエハWの周縁部に押し当てる研磨ヘッド142と、研磨テープ141を研磨ヘッド142に供給する供給リール145aと、使用済みの研磨テープ141を回収する回収リール145bとを備えている。これら供給リール145aおよび回収リール145bは、研磨テープ141を供給、回収するために回転する。供給リール145aおよび回収リール145bは、研磨装置を構成する固定側部材に固定されている。
【0004】
研磨ヘッド142はその内部にテープ送り機構143を有している。このテープ送り機構143は、テープ送りローラと保持ローラとを備えており、テープ送りローラと保持ローラとの間に研磨テープ141を挟むことにより研磨テープ141を把持し、テープ送りローラを回転させることにより研磨テープ141を送ることができるようになっている。研磨テープ141は、テープ送り機構143によって研磨ヘッド142に向かって引き出され、研磨テープ141がウエハWの周縁部に当接するようにガイドローラ157a,157b,157c,157d,157eによってその進行方向がガイドされる。そして、ウエハWの周縁部と当接した後、研磨テープ141は回収リール145bに巻き取られる。供給リール145aおよび回収リール145bは、図示しないモータを用いて研磨テープ141に適度なテンション(張力)を付与している。研磨ヘッド142は、図1の矢印で示すように、上下方向に直線往復運動を行い、これにより研磨テープ141と研磨対象物であるウエハWとを相対移動させてウエハWの周縁部を研磨する。
【0005】
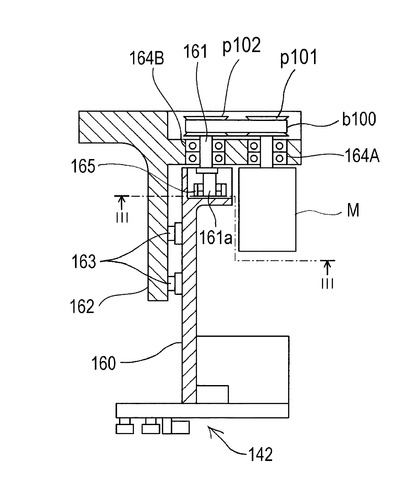
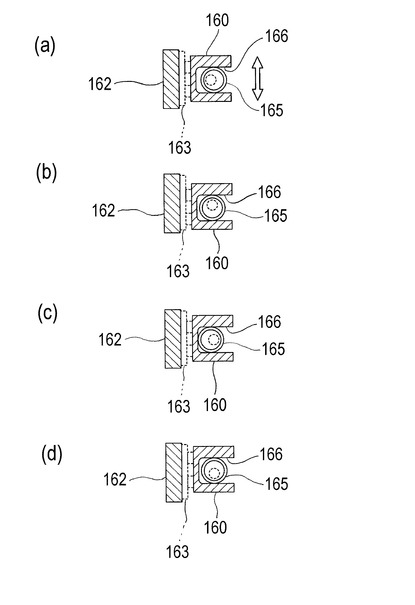
図2は研磨ヘッド142の直線往復運動の機構を説明するための上面図であり、図3(a)乃至図3(d)は図2のIII-III線断面図である。
研磨ヘッド142は可動アーム160の一端部に固定され、可動アーム160の他端部にはカムシャフト161が配置されている。可動アーム160は支持アーム162にリニアガイド163を介して支持されており、このリニアガイド163によって可動アーム160は支持アーム162に対して直線運動するようにガイドされている。支持アーム162にはカムシャフト161を駆動するためのモータMが取り付けられており、モータMの回転軸はプーリp101,p102とベルトb100を介してカムシャフト161に連結されている。モータMの回転軸およびカムシャフト161は、支持アーム162に固定された軸受164A,164Bによって回転自在に支持されている。カムシャフト161は、軸受164Bの中心線から偏心した偏心シャフト161aを有している。この偏心シャフト161aの先端にはカム165が取り付けられている。カム165は可動アーム160の端部に形成されたコの字形状の溝166にはめ込まれている(図3(a)参照)。
【0006】
このような構成において、モータMを回転すると、プーリp101,p102およびベルトb100を介してカムシャフト161が回転駆動される。偏心シャフト161aは軸受164Bの中心線に対して偏心回転するので、偏心シャフト161aに取り付けられたカム165も偏心回転する。その結果、図3(a)乃至図3(d)に示すように、溝166内でカム165が偏心回転することにより可動アーム160は上下に直線往復運動し、可動アーム160の先端に取り付けられた研磨ヘッド142が直線往復運動する。
【0007】
テープ送り機構143は、研磨テープ141を供給リール145aから回収リール145bへ一定の速度で送る。このテープ送り速度は極めて低速である一方、研磨ヘッド142が上下に直線往復運動する速度は高速である。したがって、次に説明する供給リール145aおよび回収リール145bの引き出しと巻き取りの動作では、研磨ヘッド142の直前往復運動の速度に対して、テープ送り速度はほとんど無視することができる。
【0008】
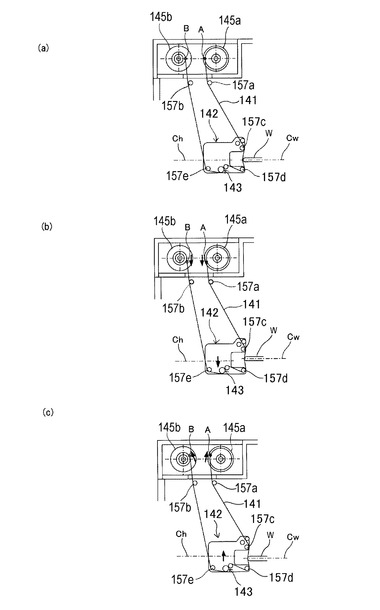
図4(a)乃至図4(c)は、研磨ヘッド142、供給リール145a、および回収リール145bの動作を説明するための図である。図4(a)乃至図4(c)において、供給リール145aおよび回収リール145bに取り付けられた研磨テープ141のある箇所をそれぞれA,Bで表す。
【0009】
図4(a)は、研磨ヘッド142の中心ChがウエハWの厚さ方向の中心(以下、単にウエハ中心という)Cwと一致している状態を示している。ウエハ中心Cwの位置は研磨中には同じ位置にある。研磨ヘッド142はこのウエハ中心Cwを中心に上下に直線往復運動する。
図4(b)は研磨ヘッド142がウエハ中心Cwから下方へ直線的に移動した状態を示している。この時、供給リール145aおよび回収リール145bからは研磨テープ141が引き出され、研磨テープ141のA点,B点は、図4(b)に示すように下方に移動する。すなわち、供給リール145aおよび回収リール145bは研磨テープ141が引き出された分だけ回転する。
【0010】
図4(c)は研磨ヘッド142がウエハ中心Cwから上方へ直線的に移動した状態を示している。この時、供給リール145aおよび回収リール145bは研磨テープ141を巻き取り、研磨テープ141のA点,B点は、図4(c)に示すように上方に移動する。すなわち、供給リール145aおよび回収リール145bは研磨テープ141を巻き取った分だけ回転する。このように、研磨ヘッド142と供給および回収リール145a,145bとの距離の変化に伴って、図4(b)および図4(c)に示すように、供給リール145aおよび回収リール145bは研磨テープ141を送り出す動作と巻き取る動作を繰り返すことになる。
【0011】
ところが、このように研磨テープ141を送り出す動作と巻き取る動作を繰り返すと、これら動作の切り替え時においてテンションが変化してしまい、研磨性能が安定しないという問題がある。特に、往復運動を高速にした場合、進行方向の切り替わり時に過度なテンションが研磨テープ141にかかり、研磨テープ141の切れや伸び(永久歪み)を生じてしまう。また、逆に研磨テープ141のテンションがゼロになって研磨テープ141がたるみ、所望の研磨性能が得られないという問題がある。
【0012】
研磨ヘッド142の往復運動の速度を高速にできれば、単位時間当たりの研磨量、すなわち研磨速度を上げることができるので、研磨装置の処理能力を上げることができるのであるが、上記の問題があるために、ある速度以上に研磨ヘッド142の往復運動の速度を上げることができなかった。このような問題の解決策として、供給リール145aを研磨ヘッド142に内蔵することが考えられるが、研磨テープ141にテンションを付与するモータの重量や、長尺の研磨テープ141を使用する場合に供給リール145aが大きくなるため、研磨ヘッド142のサイズおよび往復運動させる駆動源が大型化することとなる。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開2006−303112号公報
【特許文献2】特開2004−241434号公報
【特許文献3】WO2006−112530公報
【特許文献4】特開2003−77872号公報
【特許文献5】特開2003−234314号公報
【特許文献6】特開2004−98218号公報
【特許文献7】特開2002−93755号公報
【特許文献8】WO2006−041196公報
【特許文献9】特開2001−239445号公報
【特許文献10】特開2001−347444号公報
【特許文献11】特許第3081140号公報
【特許文献12】特許第3391001号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
本発明は、上述した問題点に鑑みてなされたもので、研磨中における研磨テープのテンション(張力)をほぼ一定として安定した研磨性能を実現することができ、かつ研磨速度を上げることができる研磨装置および研磨方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
上述した目的を達成するために、本発明の一態様は、研磨テープと研磨対象物とを相対移動させることにより研磨対象物を研磨する研磨装置において、研磨対象物を保持する保持部と、前記研磨テープを研磨対象物に接触させる研磨ヘッドと、前記研磨テープを前記研磨ヘッドに供給する供給リールと、研磨対象物に接触した研磨テープを回収する回収リールと、前記研磨テープを研磨対象物に接触させた状態で前記研磨ヘッドを揺動運動させる揺動機構とを備え、前記揺動機構は、前記研磨ヘッドが固定される揺動アームと、支持アームと、前記揺動アームを回転自在に前記支持アームに連結する連結軸と、前記揺動アームを前記連結軸を中心として揺動運動させる駆動機構とを有し、前記研磨ヘッドの揺動運動の中心点は、前記連結軸の中心線上にあることを特徴とする。
【0016】
本発明の好ましい態様は、前記研磨テープは、前記供給リールから前記研磨ヘッドの揺動運動の中心点を通って研磨対象物まで延びることを特徴とする。
本発明の好ましい態様は、前記揺動運動の中心点は前記研磨ヘッド内に位置することを特徴とする。
本発明の好ましい態様は、前記研磨対象物は半導体ウエハであり、該半導体ウエハの周縁部を研磨することを特徴とする。
本発明の好ましい態様は、前記研磨ヘッドおよび前記揺動機構を研磨対象物の表面に対して傾斜させる傾斜機構をさらに備えたことを特徴とする。
【0017】
本発明の好ましい態様は、前記傾斜機構は、前記支持アームを支持する回転自在な支持軸と、前記支持軸を回転させる回転機構とを有することを特徴とする。
本発明の好ましい態様は、前記連結軸と前記支持軸とは互いに平行であることを特徴とする。
本発明の好ましい態様は、揺動運動するときの前記研磨ヘッドは、時計回りおよび反時計回りに同じ角度だけ交互に回転することを特徴とする。
【0018】
本発明の他の態様は、研磨テープと研磨対象物とを相対移動させることにより研磨対象物を研磨する研磨方法において、研磨対象物を保持し、前記研磨テープを供給リールから研磨ヘッドに送りながら、前記研磨ヘッドにより前記研磨テープを研磨対象物に接触させ、前記研磨テープを前記研磨対象物に接触させた状態で前記研磨ヘッドを揺動機構により揺動運動させる工程を含み、前記揺動機構は、前記研磨ヘッドが固定される揺動アームと、支持アームと、前記揺動アームを回転自在に前記支持アームに連結する連結軸と、前記揺動アームを前記連結軸を中心として揺動運動させる駆動機構とを有し、前記研磨ヘッドの揺動運動の中心点は、前記連結軸の中心線上にあることを特徴とする。
【0019】
本発明の好ましい態様は、前記研磨テープは、前記供給リールから前記研磨ヘッドの揺動運動の中心点を通って研磨対象物まで延びることを特徴とする。
本発明の好ましい態様は、前記揺動運動の中心点は前記研磨ヘッド内に位置することを特徴とする。
本発明の好ましい態様は、前記研磨対象物は半導体ウエハであり、該半導体ウエハの周縁部を研磨することを特徴とする。
本発明の好ましい態様は、前記研磨ヘッドを揺動させながら、前記研磨ヘッドを前記研磨対象物の表面に対して傾斜させる工程をさらに含むことを特徴とする。
【発明の効果】
【0020】
本発明によれば、揺動運動を高速にしても、研磨テープのテンションがほぼ一定となるので、研磨性能を安定に保つことができる。したがって、単位時間当たりの研磨量、すなわち、研磨速度を速くすることができ、その結果、研磨装置の稼動率を上げることができる。
【図面の簡単な説明】
【0021】
【図1】ウエハの周縁部を研磨するための従来の研磨装置を示す概略図である。
【図2】研磨ヘッドの直線往復運動の機構を説明するための上面図である。
【図3】図3(a)乃至図3(d)は図2のIII-III線断面図である。
【図4】図4(a)乃至図4(c)は、研磨ヘッド、供給リール、および回収リールの動作を説明するための図である。
【図5】本発明の一実施形態に係る研磨装置を示す平面図である。
【図6】図5に示す研磨装置の断面図である。
【図7】ウエハチャック機構のチャックハンドを示す平面図である。
【図8】揺動機構を説明するための上面図である。
【図9】図9(a)乃至図9(d)は図8のIX-IX線断面図である。
【図10】図10(a)乃至図10(c)は研磨ヘッドの傾斜動作を説明するための図である。
【図11】図11(a)乃至図11(c)は、図6に示す研磨装置の一部を示す図である。
【図12】研磨ヘッドを従来の直線往復運動で動作させた場合と、本発明の揺動運動をさせた場合の研磨テープにかかっているテンションの測定値の一例を示すグラフである。
【発明を実施するための形態】
【0022】
以下、本発明の実施形態について図面を参照して説明する。
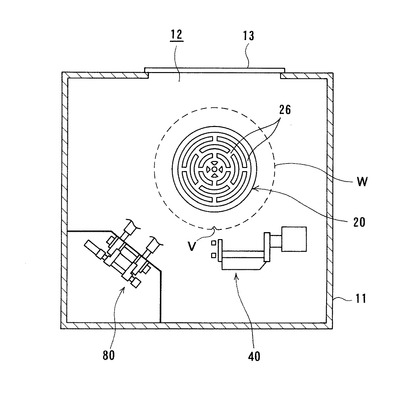
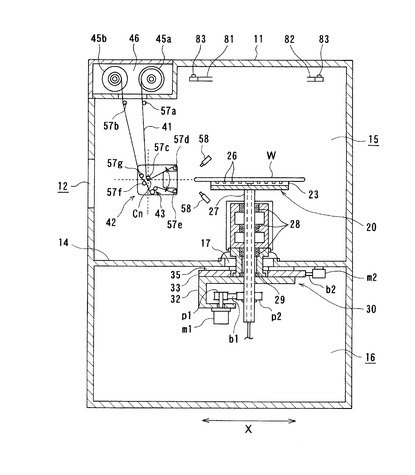
図5は、本発明の一実施形態に係る研磨装置を示す平面図である。図6は図5に示す研磨装置の断面図である。本実施形態に係る研磨装置は、半導体ウエハなどの基板の周縁部に形成されたベベル部またはノッチ部の研磨に好適に用いることができる。ここで、ベベル部とは、ウエハの周縁部において角取りされた部分であり、ウエハの欠けやパーティクルの発生などを防止するために形成されるものである。ノッチ部とは、ウエハの方向(周方向の位置)を特定しやすくするためにウエハの周縁部に形成された切り欠きである。以下では、ウエハのノッチ部を研磨する研磨装置に本発明を適用した例について説明する。
【0023】
図5および図6に示すように、本実施形態に係る研磨装置は、ウエハWを保持するためのウエハステージ23を有するウエハステージユニット(基板保持部)20と、ウエハステージユニット20をウエハステージ23の上面(ウエハ保持面)と平行な方向に移動させるためのステージ移動機構30と、ウエハステージ23に保持されたウエハWのノッチ部Vを研磨するノッチ研磨ユニット40とを備えている。
【0024】
ウエハステージユニット20、ステージ移動機構30、ノッチ研磨ユニット40は、ハウジング11内に収容されている。このハウジング11は仕切板14によって2つの空間、すなわち上室(研磨室)15と下室(機械室)16とに区画されている。上述したウエハステージ23およびノッチ研磨ユニット40は上室15内に配置され、ステージ移動機構30は下室16内に配置されている。上室15の側壁には開口部12が形成されており、この開口部12は図示しないエアシリンダにより駆動されるシャッター13により閉じられる。
【0025】
ウエハWは、開口部12を通じてハウジング11の内外に搬入および搬出される。ウエハWの搬送は、搬送ロボットのような既知のウエハ搬送機構(図示せず)により行われる。ウエハステージ23の上面には複数の溝26が形成されている。これらの溝26は垂直に延びる中空シャフト27を介して図示しない真空ポンプに連通している。この真空ポンプを駆動すると、溝26に真空が形成され、これによりウエハWがウエハステージ23の上面に保持される。中空シャフト27は軸受28によって回転可能に支持され、さらにプーリp1,p2およびベルトb1を介してモータm1の回転軸に連結されている。このような構成により、ウエハWは、ウエハステージ23の上面に保持された状態でモータm1により回転する。
【0026】
研磨装置は、ハウジング11内に配置されたウエハチャック機構80を更に備えている。このウエハチャック機構80は、上記ウエハ搬送機構によりハウジング11内に搬入されたウエハWを受け取ってウエハステージ23に載置し、またウエハWをウエハステージ23から取り上げて上記ウエハ搬送機構に渡すように構成されている。なお、図5にはウエハチャック機構80の一部のみが示されている。
【0027】
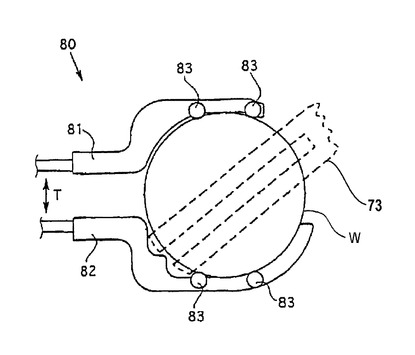
図7は、ウエハチャック機構のチャックハンドを示す平面図である。図7に示すように、ウエハチャック機構80は、複数のコマ83を有する第一のチャックハンド81と、複数のコマ83を有する第二のチャックハンド82とを有している。これらの第一及び第二のチャックハンド81,82は、図示しない開閉機構により互いに近接および離間する方向(矢印Tで示す)に移動する。また、第一及び第二のチャックハンド81,82は、図示しないチャック移動機構によりウエハステージ23に保持されたウエハWの表面に垂直な方向に移動する。
【0028】
ウエハ搬送機構のハンド73は、ウエハWを第一及び第二のチャックハンド81,82の間の位置にまで搬送する。そして、第一及び第二のチャックハンド81,82を互いに近接する方向に移動させると、これら第一及び第二のチャックハンド81,82のコマ83がウエハWの周縁部に接触する。これにより、ウエハWが第一及び第二のチャックハンド81,82に挟持される。このときのウエハWの中心とウエハステージ23の中心(ウエハステージ23の回転軸)とは一致するように構成されている。したがって、第一及び第二のチャックハンド81,82はセンタリング機構としても機能する。
【0029】
図6に示すように、ステージ移動機構30は、中空シャフト27を回転自在に支持する円筒状の軸台29と、軸台29が固定される支持板32と、支持板32と一体に移動可能な可動板33と、可動板33に連結されるボールねじb2と、このボールねじb2を回転させるモータm2とを備えている。可動板33はリニアガイド35を介して仕切板14の下面に連結されており、これにより可動板33はウエハステージ23の上面と平行な方向に移動可能となっている。軸台29は、仕切板14に形成された貫通孔17を通って延びている。支持板32には、中空シャフト27を回転させる上述のモータm1が固定されている。
【0030】
このような構成において、モータm2によりボールねじb2を回転させると、可動板33、軸台29、および中空シャフト27がリニアガイド35の長手方向に沿って移動する。これにより、ウエハステージ23がその上面と平行な方向に移動する。なお、図6においては、ステージ移動機構30によるウエハステージ23の移動方向を矢印Xで示している。
【0031】
図6に示すように、ノッチ研磨ユニット40は、研磨テープ41と、この研磨テープ41をウエハWのノッチ部Vに押圧する研磨ヘッド42と、研磨テープ41を研磨ヘッド42に供給する供給リール45aと、研磨ヘッド42に繰り出された研磨テープ41を巻き取る回収リール45bとを備えている。供給リール45aおよび回収リール45bは、研磨装置のハウジング11に設けられたリール室46に収容されている。これら供給リール45aおよび回収リール45bの位置は固定されている。
【0032】
研磨ヘッド42は、その内部にテープ送り機構43を有している。このテープ送り機構43は、テープ送りローラと保持ローラとを備えており、テープ送りローラと保持ローラとの間に研磨テープ41を挟むことにより研磨テープ41を把持し、テープ送りローラを回転させることにより研磨テープ41を送ることができるようになっている。研磨テープ41は、テープ送り機構43によって供給リール45aから引き出され、ガイドローラ57aを通って研磨ヘッド42に向かう。研磨ヘッド42は研磨テープ41の研磨面をウエハWのノッチ部Vに接触させる。そして、ノッチ部Vと接触した後、研磨テープ41はガイドローラ57bを通って回収リール45bに巻き取られるようになっている。図6に示すように、ウエハWの上方および下方には研磨液供給ノズル58がそれぞれ配置されており、研磨液や冷却水などがウエハWと研磨テープ41との接触箇所に供給されるようになっている。
【0033】
研磨ヘッド42は、研磨テープ41の進行方向をガイドする複数のガイドローラ57c,57d,57e,57f,57gをその内部に有している。研磨ヘッド42は、ガイドローラ57cの下端点(ガイドローラ57cの外周面上の最下点)Cnを中心としてスイング運動(オシレーション動作)をするように構成されている。より詳しくは、研磨ヘッド42は、以下に説明する揺動機構によりガイドローラ57cの下端点Cnを中心として所定の角度だけ回転するようになっている。以下の説明では、このガイドローラ57cの下端点を中心点Cnという。
【0034】
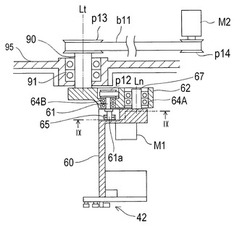
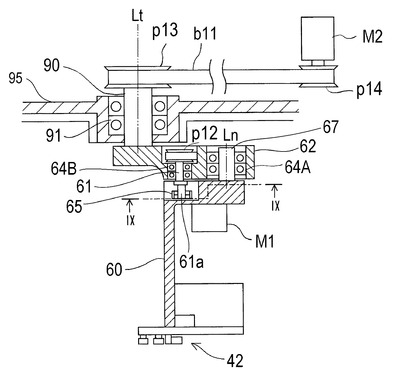
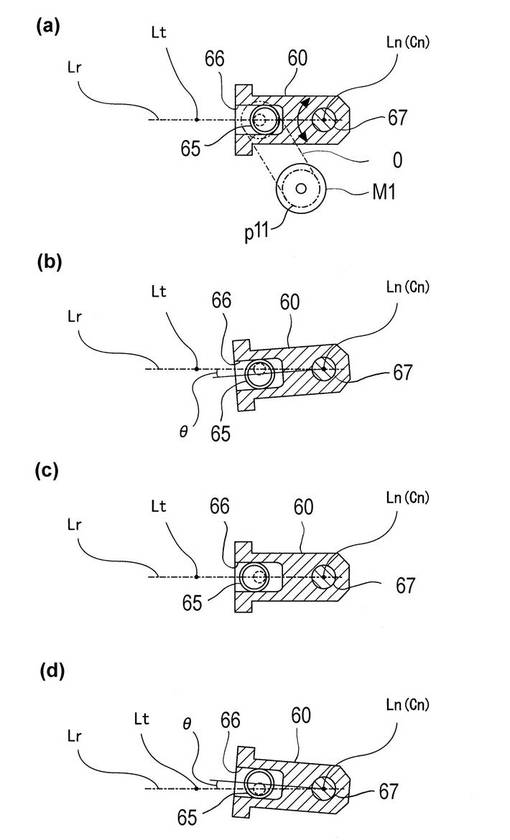
図8は揺動機構を説明するための上面図であり、図9(a)乃至図9(d)は図8のIX-IX線断面図である。
図8に示すように、揺動機構は、研磨ヘッド42が固定される揺動アーム60と、揺動アーム60を支持する支持アーム62と、揺動アーム60と支持アーム62とを互いに回転自在に連結する連結軸67と、揺動アーム60を揺動(スイング)させる駆動機構とを備えている。この駆動機構は、偏心シャフト61aを有するカムシャフト(クランクシャフト)61と、カムシャフト61に固定されたカム65と、カムシャフト61を回転させる動力源としてのモータM1とを備えている。
【0035】
研磨ヘッド42は揺動アーム60の一端部に配置され、揺動アーム60の他端部にカムシャフト61が配置されている。連結軸67は揺動アーム60に固定されており、さらに連結軸67は支持アーム62に固定された軸受64Aにより回転自在に支持されている。したがって、揺動アーム60は、連結軸67を中心として回転可能となっている。上述した中心点Cnは連結軸67の中心線Ln上に位置している。モータM1は支持アーム62に固定されており、モータM1の回転軸はプーリp11,p12とベルトb10を介してカムシャフト61に連結されている。カムシャフト61は、支持アーム62に固定された軸受64Bによって回転自在に支持されている。カムシャフト61は、軸受64Bの中心軸から偏心した偏心シャフト61aを有している。この偏心シャフト61aの先端にはカム65が取り付けられている。カム65は揺動アーム60の端部に形成されたコの字形状の溝66にはめ込まれている(図9(a)参照)。
【0036】
上述の構成において、モータM1を回転すると、プーリp11,p12およびベルトb10を介してカムシャフト61が回転駆動される。偏心シャフト61aは軸受64Bの中心線に対して偏心回転するので、偏心シャフト61aに取り付けられたカム65も偏心回転する。揺動アーム60は、連結軸67を中心として回転するように連結軸67により規制されているので、図9(a)乃至図9(d)に示すように、カム65が溝66の中で偏心回転することにより揺動アーム60は連結軸67を中心として揺動運動する。上述したように、連結軸67の中心線Lnの位置は、図6に示す中心点Cnの位置に一致する。したがって、揺動アーム60の先端に取り付けられた研磨ヘッド42は、中心点Cnを中心として揺動運動する。このように、本明細書において、揺動運動とは、ある点(本実施形態ではCn)を中心として研磨ヘッド42が時計回りおよび反時計回りにある角度だけ交互に回転することをいう。
【0037】
また、研磨ヘッド42および揺動機構全体が一体的にウエハWの表面に対して傾斜できるように、支持アーム62は図8に示す支持軸90を中心に回転できるように支持されている。支持軸90は連結軸67に平行に延びており、固定部材95に固定された軸受91に回転自在に支持されている。支持軸90はプーリp13,p14およびベルトb11を介して動力源としてのモータM2の回転軸に連結されている。研磨点(研磨テープ41とウエハWとの接触点)は支持軸90の中心線Lt上に位置している。したがって、モータM2により支持軸90を回転させることにより、研磨ヘッド42および揺動機構全体を研磨点を中心として回転させる(すなわち傾斜させる)ことができる。本実施形態においては、支持軸90、プーリp13,p14、ベルトb11、およびモータM2により、研磨ヘッド42を傾斜させるための傾斜機構が構成される。
【0038】
図9(b)および図9(c)に示すように、研磨ヘッド42が時計回りに回転するときの角度θと反時計回りに回転するときの角度θとは互いに同じである。すなわち、研磨ヘッド42は、基準線Lrから同じ角度θだけ時計回り及び反時計回りに交互に回転する。この基準線Lrは、連結軸67の中心線Lnと支持軸90の中心線Ltとを通り、かつこれら中心線Ln,Ltに垂直に延びる線として定義される。このような研磨ヘッド42の揺動運動は、傾斜機構により研磨ヘッド42が傾斜しているときも同様に行われる。
【0039】
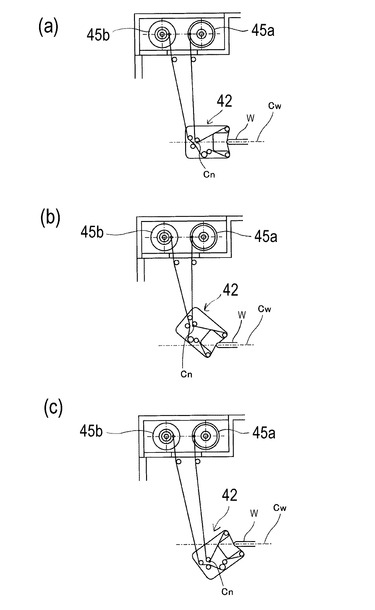
図10(a)乃至図10(c)は研磨ヘッド42の傾斜動作を説明するための図である。より詳しくは、図10(a)は、研磨ヘッド42の中心点CnとウエハWの中心Cwとが一致している状態を示し、図10(b)は研磨ヘッド42が上方に傾いている状態を示し、図10(c)は研磨ヘッド42が下方に傾いている状態を示している。
【0040】
支持アーム62と一体的に揺動アーム60および研磨ヘッド42が傾斜するので、研磨ヘッド42の傾斜角度によらず、揺動運動の中心点Cnは常に研磨ヘッド42の内部に位置する。したがって、研磨ヘッド42が傾斜しても、中心点Cnを中心に研磨ヘッド42が揺動運動することが可能となっている。また、研磨ヘッド42の傾斜角度によらず、研磨ヘッド42が中心点Cnを中心に時計回りに回転するときの角度と反時計回りに回転するときの角度とは互いに同じである。
【0041】
供給リール45aから供給された研磨テープ41は、ガイドローラ57aおよびガイドローラ57cにガイドされ、中心点Cnを通って研磨ヘッド42の先端に配置されたガイドローラ57dおよび57eに送られる。これらガイドローラ57dおよび57eは上下に配置されており、研磨テープ41はこれらガイドローラ57dおよび57eによってその進行方向がガイドされ、ウエハWに接触する。
【0042】
供給リール45aおよび回収リール45bは、研磨テープ41がたるまないように、図示しないモータを用いて研磨テープ41に適度なテンション(張力)を付与している。テープ送り機構43は、研磨テープ41を供給リール45aから回収リール45bへ一定の速度で送るようになっている。このテープ送り速度は、毎分数ミリメートル〜数十ミリメートルである。一方、研磨ヘッド42が上下に揺動運動する速度は、毎分数百回という高速である。したがって、研磨ヘッド42の揺動運動の速度に対して、テープ送り速度はほとんど無視することができる。
【0043】
研磨テープ41としては、研磨面となるその片面に、例えば、ダイヤモンド粒子やSiC粒子などの砥粒をベースフィルムに接着した研磨テープを用いることができる。研磨テープ41に接着する砥粒は、ウエハWの種類や要求される性能に応じて選択されるが、例えば平均粒径0.1μm〜5.0μmの範囲にあるダイヤモンド粒子やSiC粒子を用いることができる。また、砥粒を接着させていない帯状の研磨布でもよい。また、ベースフィルムとしては、例えば、ポリエステル、ポリウレタン、ポリエチレンテレフタレートなどの可撓性を有する材料からなるフィルムが使用できる。
【0044】
次に、上述のように構成された研磨装置の動作ついて説明する。ウエハWは、図示しないウエハ搬送機構により開口部12を通ってハウジング11内に搬入される。ウエハチャック機構80はウエハ搬送機構のハンド73(図7参照)からウエハWを受け取り、第一及び第二のチャックハンド81,82によりウエハWを把持する。ウエハ搬送機構のハンド73はウエハWを第一及び第二のチャックハンド81,82に受け渡した後、ハウジング11の外に移動し、次いでシャッター13が閉じられる。ウエハWを保持したウエハチャック機構80はウエハWを下降させ、ウエハステージ23の上面に載置する。そして、図示しない真空ポンプを駆動してウエハWをウエハステージ23の上面に吸着させる。
【0045】
その後、ウエハステージ23は、ウエハWとともにステージ移動機構30によって研磨ヘッド42の近傍まで移動する。次に、モータm1によりウエハステージ23を回転させて、ウエハWのノッチ部Vを研磨ヘッド42に対向させる。次いで研磨液供給ノズル58からウエハWに研磨液の供給を開始する。研磨液の供給流量が所定の値になった時点で、ウエハWを研磨テープ41と接触する位置までステージ移動機構30によって移動させる。そして、揺動機構により研磨ヘッド42を揺動運動させる。これにより研磨テープ41をウエハWの表面と垂直な方向にオシレートさせ、研磨テープ41の研磨面をノッチ部Vに摺接させる。このようにして、ウエハWのノッチ部Vが研磨される。さらに、研磨ヘッド42を傾斜させて、研磨テープ41がウエハWに接触する角度を変更することにより、ノッチ部Vの上面から下面まで全体を研磨する。
【0046】
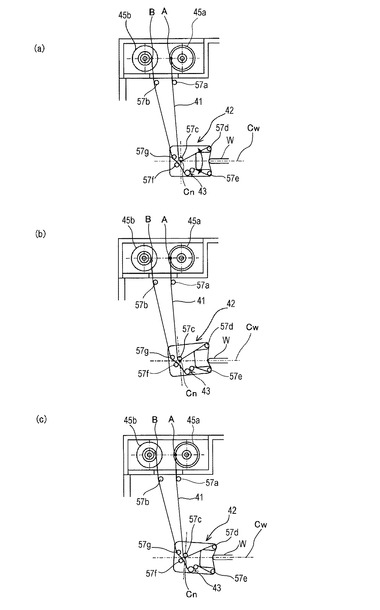
図11(a)乃至図11(c)は、図6に示す研磨装置の一部を示す図である。以下、図11(a)乃至図11(c)に基づいて、研磨ヘッド42が揺動運動した場合の研磨ヘッド42、供給リール45a、および回収リール45bの動作について説明する。図11(a)乃至図11(c)において、供給リール45aおよび回収リール45bに取り付けられた研磨テープ41のある箇所をそれぞれA,Bで表す。なお、上述したように、研磨ヘッド42の揺動運動の速度に対して、研磨テープ41の送り速度はほとんど無視することができるので、以下の説明では、研磨テープ41の送り速度を0と仮定する。
【0047】
図11(a)は中心点CnがウエハWの厚さ方向の中心線Cwと同一平面内にある状態を示している。研磨ヘッド42は研磨ヘッド42内の中心点Cnを中心として矢印で示すように揺動運動をする。したがって、供給リール45aと中心点Cnとの距離は、研磨ヘッド42が揺動運動をしているかしていないかにかかわらず、常に一定である。
【0048】
図11(b)は研磨ヘッド42が揺動運動をして研磨ヘッド42の先端が上方へ移動した状態を示している。この上方への移動中、供給リール45aと中心点Cn上に配置されたガイドローラ57cとの間に渡された研磨テープ41の長さはほとんど変化しない。同様に、ガイドローラ57cと研磨ヘッド42の先端に配置されたガイドローラ57dとの間に渡された研磨テープ41の長さもほとんど変化しない。このため、図11(a)および図11(b)から分かるように、供給リール側のA点の位置はほとんど変わらず、回収リール側のB点も僅かな移動量となる。
【0049】
図11(c)は研磨ヘッド42が揺動運動をして研磨ヘッド42の先端が下方へ移動した状態を示している。この下方への移動中、供給リール45aと中心点Cn上に配置されたガイドローラ57cとの間に渡された研磨テープ41の長さはほとんど変化しない。同様に、ガイドローラ57cと研磨ヘッド42の先端に配置されたガイドローラ57dとの間に渡された研磨テープ41の長さもほとんど変化しない。このため、図11(a)および図11(c)から分かるように、供給リール側のA点の位置はほとんど変わらず、回収リール側のB点の移動量も僅かとなる。
【0050】
このようにして、図11(b)および図11(c)に示すように、研磨ヘッド42が揺動運動をすることによって、研磨ヘッド42の先端に位置する研磨テープ41がウエハWに対して相対移動する。この研磨テープ41の移動の間、供給リール側のA点の位置はほとんど変わることがない。
【0051】
研磨テープ41はテープ送り機構43によって把持されているので、研磨性能に重要な研磨テープ41のテンションはテープ送り機構43と供給リール45aの間では維持されている。したがって、研磨ヘッド42の回収リール側のガイドローラ57f,57gは、研磨テープ41の回収に悪影響を及ぼさない配置、例えば研磨テープ41がたるみすぎてガイドローラから外れるようなことがないような配置とすることが好ましい。さらに、回収リール側のB点の移動量を少なくするためには、ガイドローラ57f,57gは、研磨テープ41が研磨ヘッド42の揺動運動の中心点Cnにできるだけ近い点を通って回収リール45bへ戻るように配置されることが好ましい。
【0052】
また、研磨ヘッド42と供給および回収リール45a,45bとの間では、研磨テープ41の移動量がほとんど無い、あるいは小さくできるので、研磨テープの巻き取りと引き出しを繰り返す従来の直線往復運動と比較して、研磨テープ41のテンションを安定させることができる。したがって、揺動運動を高速にした場合でも、研磨ヘッド42の移動方向の切り替え時に過度なテンションが研磨テープ41にかかることがなく、安定した研磨性能を維持することができる。さらに、研磨テープ41の切断や伸び(永久歪み)を生じることもない。また、研磨テープ41のテンションがゼロになることもなく、研磨テープ41がたるむこともない。
【0053】
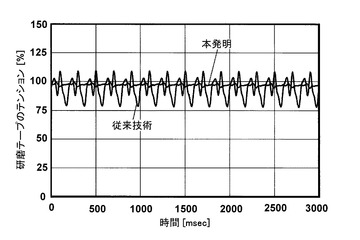
図12は研磨ヘッドを従来の直線往復運動で動作させた場合と、本発明の揺動運動をさせた場合の研磨テープにかかっているテンションの測定値の一例を示すグラフである。横軸が時間を示し、縦軸は研磨テープの設定テンション(100%)に対する実際のテンションの割合(パーセンテージ)を示している。テンションは市販のテンションセンサを取り付けて測定した。
【0054】
図12は直線往復運動と揺動運動ともに毎分300サイクルで研磨ヘッドを動作させたときのデータを示す。図12から、従来の直線往復運動では研磨テープが引き出し、巻き取りを繰り返すためにテンションが変動している様子がわかる。研磨ヘッドの直線往復運動の方向の切り換わりの影響だけでなく、ガイドローラの回転方向も変わるので、ガイドローラの回転摩擦も影響していると考えられる。一方、図12に示した本発明の揺動運動のテンションは、変動が小さく、かつ安定していることがわかる。これは研磨ヘッド42の運動によって研磨テープ41の移動量がほとんどないため、研磨テープ41の引き出しおよび巻き取り、ガイドローラの摩擦などの影響を受けなくなったことによるものである。
【0055】
研磨ヘッドを毎分500サイクルで動作させた場合には、直線往復運動のテンションの変動は大きくなったが、揺動運動では依然変動が少ない結果となった。これにより、研磨テープと研磨対象物であるウエハとの相対速度を上げることが可能となり、研磨速度が格段に速くなることが実験的に証明された。
【0056】
さらに、表面に100nmの酸化膜が成膜されたシリコンウエハを研磨し、ノッチ部の酸化膜を研磨し除去するのに要した時間を測定した。その結果、直線往復運動を行う従来の研磨ヘッドが28秒を要したのに対して、揺動運動を行う研磨ヘッドでは15秒で完全に除去することができた。これは、毎分300サイクルで研磨ヘッドを動作させた条件での結果である。研磨ヘッドを毎分500サイクルで揺動運動させたときでも安定して研磨可能であった。この場合は、10秒以下で完全に酸化膜を除去することができた。さらに、研磨後の研磨箇所の検査を通して、深い傷が入りにくくなる傾向があるという評価結果を得た。これはテンションの変動が小さく、変動のピークで大きな荷重がかからなくなったためであると推測される。
【0057】
以上述べたように、本発明によれば、研磨性能を安定に保ちながら、揺動運動を高速にすることができるので、単位時間当たりの研磨量、すなわち、研磨速度を速くすることができ、その結果、研磨装置の稼動率を上げることができる。
【符号の説明】
【0058】
11 ハウジング
12 開口部
13 シャッター
14 仕切板
15 上室
16 下室
17 貫通孔
20,120 ウエハステージユニット
23 ウエハステージ
26 溝
27 中空シャフト
28 軸受
29 軸台
30 ステージ移動機構
32 支持板
33 可動板
35 リニアガイド
40 ノッチ研磨ユニット
41,141 研磨テープ
42,142 研磨ヘッド
43,143 テープ送り機構
45a,145a 供給リール
45b,145b 回収リール
46 リール室
57a〜57g,157a〜157e ガイドローラ
58 研磨液供給ノズル
60 揺動アーム
61 カムシャフト
62 支持アーム
65 カム
66 溝
67 連結軸
73 ハンド
80 ウエハチャック機構
81 第一のチャックハンド
82 第二のチャックハンド
83 コマ
90 支持軸
91 軸受
95 固定部材
W ウエハ
b1 ベルト
b2 ボールねじ
m1,m2,M1,M2 モータ
p1,p2,p11〜p14 プーリ
【技術分野】
【0001】
本発明は、半導体ウエハなどの基板を研磨する研磨装置および研磨方法に関し、特に研磨テープを用いて基板の周縁部を研磨する研磨装置および研磨方法に関するものである。
【背景技術】
【0002】
半導体製造における歩留まり向上の観点から、半導体ウエハの周縁部の表面状態の管理が近年注目されている。半導体製造工程では、多くの材料がウエハ上に成膜され、積層されていくため、製品には使用されない周縁部には不必要な材料や表面荒れが形成される。近年では、ウエハの周縁部のみをアームで保持してウエハを搬送する方法が一般的になってきている。このような背景のもとでは、周縁部に残存した不要物質が種々の工程を経ていく間に剥離してデバイス表面に付着し、歩留まりを低下させてしまう。そこで、研磨装置を用いて、ウエハの周縁部を研磨して不要な銅膜や表面荒れを除去することが従来から行われている。
【0003】
図1はウエハの周縁部を研磨するための従来の研磨装置を示す概略図である。図1に示すように、この種の研磨装置は、ウエハWを保持するウエハステージユニット120と、研磨テープ141をウエハWの周縁部に押し当てる研磨ヘッド142と、研磨テープ141を研磨ヘッド142に供給する供給リール145aと、使用済みの研磨テープ141を回収する回収リール145bとを備えている。これら供給リール145aおよび回収リール145bは、研磨テープ141を供給、回収するために回転する。供給リール145aおよび回収リール145bは、研磨装置を構成する固定側部材に固定されている。
【0004】
研磨ヘッド142はその内部にテープ送り機構143を有している。このテープ送り機構143は、テープ送りローラと保持ローラとを備えており、テープ送りローラと保持ローラとの間に研磨テープ141を挟むことにより研磨テープ141を把持し、テープ送りローラを回転させることにより研磨テープ141を送ることができるようになっている。研磨テープ141は、テープ送り機構143によって研磨ヘッド142に向かって引き出され、研磨テープ141がウエハWの周縁部に当接するようにガイドローラ157a,157b,157c,157d,157eによってその進行方向がガイドされる。そして、ウエハWの周縁部と当接した後、研磨テープ141は回収リール145bに巻き取られる。供給リール145aおよび回収リール145bは、図示しないモータを用いて研磨テープ141に適度なテンション(張力)を付与している。研磨ヘッド142は、図1の矢印で示すように、上下方向に直線往復運動を行い、これにより研磨テープ141と研磨対象物であるウエハWとを相対移動させてウエハWの周縁部を研磨する。
【0005】
図2は研磨ヘッド142の直線往復運動の機構を説明するための上面図であり、図3(a)乃至図3(d)は図2のIII-III線断面図である。
研磨ヘッド142は可動アーム160の一端部に固定され、可動アーム160の他端部にはカムシャフト161が配置されている。可動アーム160は支持アーム162にリニアガイド163を介して支持されており、このリニアガイド163によって可動アーム160は支持アーム162に対して直線運動するようにガイドされている。支持アーム162にはカムシャフト161を駆動するためのモータMが取り付けられており、モータMの回転軸はプーリp101,p102とベルトb100を介してカムシャフト161に連結されている。モータMの回転軸およびカムシャフト161は、支持アーム162に固定された軸受164A,164Bによって回転自在に支持されている。カムシャフト161は、軸受164Bの中心線から偏心した偏心シャフト161aを有している。この偏心シャフト161aの先端にはカム165が取り付けられている。カム165は可動アーム160の端部に形成されたコの字形状の溝166にはめ込まれている(図3(a)参照)。
【0006】
このような構成において、モータMを回転すると、プーリp101,p102およびベルトb100を介してカムシャフト161が回転駆動される。偏心シャフト161aは軸受164Bの中心線に対して偏心回転するので、偏心シャフト161aに取り付けられたカム165も偏心回転する。その結果、図3(a)乃至図3(d)に示すように、溝166内でカム165が偏心回転することにより可動アーム160は上下に直線往復運動し、可動アーム160の先端に取り付けられた研磨ヘッド142が直線往復運動する。
【0007】
テープ送り機構143は、研磨テープ141を供給リール145aから回収リール145bへ一定の速度で送る。このテープ送り速度は極めて低速である一方、研磨ヘッド142が上下に直線往復運動する速度は高速である。したがって、次に説明する供給リール145aおよび回収リール145bの引き出しと巻き取りの動作では、研磨ヘッド142の直前往復運動の速度に対して、テープ送り速度はほとんど無視することができる。
【0008】
図4(a)乃至図4(c)は、研磨ヘッド142、供給リール145a、および回収リール145bの動作を説明するための図である。図4(a)乃至図4(c)において、供給リール145aおよび回収リール145bに取り付けられた研磨テープ141のある箇所をそれぞれA,Bで表す。
【0009】
図4(a)は、研磨ヘッド142の中心ChがウエハWの厚さ方向の中心(以下、単にウエハ中心という)Cwと一致している状態を示している。ウエハ中心Cwの位置は研磨中には同じ位置にある。研磨ヘッド142はこのウエハ中心Cwを中心に上下に直線往復運動する。
図4(b)は研磨ヘッド142がウエハ中心Cwから下方へ直線的に移動した状態を示している。この時、供給リール145aおよび回収リール145bからは研磨テープ141が引き出され、研磨テープ141のA点,B点は、図4(b)に示すように下方に移動する。すなわち、供給リール145aおよび回収リール145bは研磨テープ141が引き出された分だけ回転する。
【0010】
図4(c)は研磨ヘッド142がウエハ中心Cwから上方へ直線的に移動した状態を示している。この時、供給リール145aおよび回収リール145bは研磨テープ141を巻き取り、研磨テープ141のA点,B点は、図4(c)に示すように上方に移動する。すなわち、供給リール145aおよび回収リール145bは研磨テープ141を巻き取った分だけ回転する。このように、研磨ヘッド142と供給および回収リール145a,145bとの距離の変化に伴って、図4(b)および図4(c)に示すように、供給リール145aおよび回収リール145bは研磨テープ141を送り出す動作と巻き取る動作を繰り返すことになる。
【0011】
ところが、このように研磨テープ141を送り出す動作と巻き取る動作を繰り返すと、これら動作の切り替え時においてテンションが変化してしまい、研磨性能が安定しないという問題がある。特に、往復運動を高速にした場合、進行方向の切り替わり時に過度なテンションが研磨テープ141にかかり、研磨テープ141の切れや伸び(永久歪み)を生じてしまう。また、逆に研磨テープ141のテンションがゼロになって研磨テープ141がたるみ、所望の研磨性能が得られないという問題がある。
【0012】
研磨ヘッド142の往復運動の速度を高速にできれば、単位時間当たりの研磨量、すなわち研磨速度を上げることができるので、研磨装置の処理能力を上げることができるのであるが、上記の問題があるために、ある速度以上に研磨ヘッド142の往復運動の速度を上げることができなかった。このような問題の解決策として、供給リール145aを研磨ヘッド142に内蔵することが考えられるが、研磨テープ141にテンションを付与するモータの重量や、長尺の研磨テープ141を使用する場合に供給リール145aが大きくなるため、研磨ヘッド142のサイズおよび往復運動させる駆動源が大型化することとなる。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開2006−303112号公報
【特許文献2】特開2004−241434号公報
【特許文献3】WO2006−112530公報
【特許文献4】特開2003−77872号公報
【特許文献5】特開2003−234314号公報
【特許文献6】特開2004−98218号公報
【特許文献7】特開2002−93755号公報
【特許文献8】WO2006−041196公報
【特許文献9】特開2001−239445号公報
【特許文献10】特開2001−347444号公報
【特許文献11】特許第3081140号公報
【特許文献12】特許第3391001号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
本発明は、上述した問題点に鑑みてなされたもので、研磨中における研磨テープのテンション(張力)をほぼ一定として安定した研磨性能を実現することができ、かつ研磨速度を上げることができる研磨装置および研磨方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
上述した目的を達成するために、本発明の一態様は、研磨テープと研磨対象物とを相対移動させることにより研磨対象物を研磨する研磨装置において、研磨対象物を保持する保持部と、前記研磨テープを研磨対象物に接触させる研磨ヘッドと、前記研磨テープを前記研磨ヘッドに供給する供給リールと、研磨対象物に接触した研磨テープを回収する回収リールと、前記研磨テープを研磨対象物に接触させた状態で前記研磨ヘッドを揺動運動させる揺動機構とを備え、前記揺動機構は、前記研磨ヘッドが固定される揺動アームと、支持アームと、前記揺動アームを回転自在に前記支持アームに連結する連結軸と、前記揺動アームを前記連結軸を中心として揺動運動させる駆動機構とを有し、前記研磨ヘッドの揺動運動の中心点は、前記連結軸の中心線上にあることを特徴とする。
【0016】
本発明の好ましい態様は、前記研磨テープは、前記供給リールから前記研磨ヘッドの揺動運動の中心点を通って研磨対象物まで延びることを特徴とする。
本発明の好ましい態様は、前記揺動運動の中心点は前記研磨ヘッド内に位置することを特徴とする。
本発明の好ましい態様は、前記研磨対象物は半導体ウエハであり、該半導体ウエハの周縁部を研磨することを特徴とする。
本発明の好ましい態様は、前記研磨ヘッドおよび前記揺動機構を研磨対象物の表面に対して傾斜させる傾斜機構をさらに備えたことを特徴とする。
【0017】
本発明の好ましい態様は、前記傾斜機構は、前記支持アームを支持する回転自在な支持軸と、前記支持軸を回転させる回転機構とを有することを特徴とする。
本発明の好ましい態様は、前記連結軸と前記支持軸とは互いに平行であることを特徴とする。
本発明の好ましい態様は、揺動運動するときの前記研磨ヘッドは、時計回りおよび反時計回りに同じ角度だけ交互に回転することを特徴とする。
【0018】
本発明の他の態様は、研磨テープと研磨対象物とを相対移動させることにより研磨対象物を研磨する研磨方法において、研磨対象物を保持し、前記研磨テープを供給リールから研磨ヘッドに送りながら、前記研磨ヘッドにより前記研磨テープを研磨対象物に接触させ、前記研磨テープを前記研磨対象物に接触させた状態で前記研磨ヘッドを揺動機構により揺動運動させる工程を含み、前記揺動機構は、前記研磨ヘッドが固定される揺動アームと、支持アームと、前記揺動アームを回転自在に前記支持アームに連結する連結軸と、前記揺動アームを前記連結軸を中心として揺動運動させる駆動機構とを有し、前記研磨ヘッドの揺動運動の中心点は、前記連結軸の中心線上にあることを特徴とする。
【0019】
本発明の好ましい態様は、前記研磨テープは、前記供給リールから前記研磨ヘッドの揺動運動の中心点を通って研磨対象物まで延びることを特徴とする。
本発明の好ましい態様は、前記揺動運動の中心点は前記研磨ヘッド内に位置することを特徴とする。
本発明の好ましい態様は、前記研磨対象物は半導体ウエハであり、該半導体ウエハの周縁部を研磨することを特徴とする。
本発明の好ましい態様は、前記研磨ヘッドを揺動させながら、前記研磨ヘッドを前記研磨対象物の表面に対して傾斜させる工程をさらに含むことを特徴とする。
【発明の効果】
【0020】
本発明によれば、揺動運動を高速にしても、研磨テープのテンションがほぼ一定となるので、研磨性能を安定に保つことができる。したがって、単位時間当たりの研磨量、すなわち、研磨速度を速くすることができ、その結果、研磨装置の稼動率を上げることができる。
【図面の簡単な説明】
【0021】
【図1】ウエハの周縁部を研磨するための従来の研磨装置を示す概略図である。
【図2】研磨ヘッドの直線往復運動の機構を説明するための上面図である。
【図3】図3(a)乃至図3(d)は図2のIII-III線断面図である。
【図4】図4(a)乃至図4(c)は、研磨ヘッド、供給リール、および回収リールの動作を説明するための図である。
【図5】本発明の一実施形態に係る研磨装置を示す平面図である。
【図6】図5に示す研磨装置の断面図である。
【図7】ウエハチャック機構のチャックハンドを示す平面図である。
【図8】揺動機構を説明するための上面図である。
【図9】図9(a)乃至図9(d)は図8のIX-IX線断面図である。
【図10】図10(a)乃至図10(c)は研磨ヘッドの傾斜動作を説明するための図である。
【図11】図11(a)乃至図11(c)は、図6に示す研磨装置の一部を示す図である。
【図12】研磨ヘッドを従来の直線往復運動で動作させた場合と、本発明の揺動運動をさせた場合の研磨テープにかかっているテンションの測定値の一例を示すグラフである。
【発明を実施するための形態】
【0022】
以下、本発明の実施形態について図面を参照して説明する。
図5は、本発明の一実施形態に係る研磨装置を示す平面図である。図6は図5に示す研磨装置の断面図である。本実施形態に係る研磨装置は、半導体ウエハなどの基板の周縁部に形成されたベベル部またはノッチ部の研磨に好適に用いることができる。ここで、ベベル部とは、ウエハの周縁部において角取りされた部分であり、ウエハの欠けやパーティクルの発生などを防止するために形成されるものである。ノッチ部とは、ウエハの方向(周方向の位置)を特定しやすくするためにウエハの周縁部に形成された切り欠きである。以下では、ウエハのノッチ部を研磨する研磨装置に本発明を適用した例について説明する。
【0023】
図5および図6に示すように、本実施形態に係る研磨装置は、ウエハWを保持するためのウエハステージ23を有するウエハステージユニット(基板保持部)20と、ウエハステージユニット20をウエハステージ23の上面(ウエハ保持面)と平行な方向に移動させるためのステージ移動機構30と、ウエハステージ23に保持されたウエハWのノッチ部Vを研磨するノッチ研磨ユニット40とを備えている。
【0024】
ウエハステージユニット20、ステージ移動機構30、ノッチ研磨ユニット40は、ハウジング11内に収容されている。このハウジング11は仕切板14によって2つの空間、すなわち上室(研磨室)15と下室(機械室)16とに区画されている。上述したウエハステージ23およびノッチ研磨ユニット40は上室15内に配置され、ステージ移動機構30は下室16内に配置されている。上室15の側壁には開口部12が形成されており、この開口部12は図示しないエアシリンダにより駆動されるシャッター13により閉じられる。
【0025】
ウエハWは、開口部12を通じてハウジング11の内外に搬入および搬出される。ウエハWの搬送は、搬送ロボットのような既知のウエハ搬送機構(図示せず)により行われる。ウエハステージ23の上面には複数の溝26が形成されている。これらの溝26は垂直に延びる中空シャフト27を介して図示しない真空ポンプに連通している。この真空ポンプを駆動すると、溝26に真空が形成され、これによりウエハWがウエハステージ23の上面に保持される。中空シャフト27は軸受28によって回転可能に支持され、さらにプーリp1,p2およびベルトb1を介してモータm1の回転軸に連結されている。このような構成により、ウエハWは、ウエハステージ23の上面に保持された状態でモータm1により回転する。
【0026】
研磨装置は、ハウジング11内に配置されたウエハチャック機構80を更に備えている。このウエハチャック機構80は、上記ウエハ搬送機構によりハウジング11内に搬入されたウエハWを受け取ってウエハステージ23に載置し、またウエハWをウエハステージ23から取り上げて上記ウエハ搬送機構に渡すように構成されている。なお、図5にはウエハチャック機構80の一部のみが示されている。
【0027】
図7は、ウエハチャック機構のチャックハンドを示す平面図である。図7に示すように、ウエハチャック機構80は、複数のコマ83を有する第一のチャックハンド81と、複数のコマ83を有する第二のチャックハンド82とを有している。これらの第一及び第二のチャックハンド81,82は、図示しない開閉機構により互いに近接および離間する方向(矢印Tで示す)に移動する。また、第一及び第二のチャックハンド81,82は、図示しないチャック移動機構によりウエハステージ23に保持されたウエハWの表面に垂直な方向に移動する。
【0028】
ウエハ搬送機構のハンド73は、ウエハWを第一及び第二のチャックハンド81,82の間の位置にまで搬送する。そして、第一及び第二のチャックハンド81,82を互いに近接する方向に移動させると、これら第一及び第二のチャックハンド81,82のコマ83がウエハWの周縁部に接触する。これにより、ウエハWが第一及び第二のチャックハンド81,82に挟持される。このときのウエハWの中心とウエハステージ23の中心(ウエハステージ23の回転軸)とは一致するように構成されている。したがって、第一及び第二のチャックハンド81,82はセンタリング機構としても機能する。
【0029】
図6に示すように、ステージ移動機構30は、中空シャフト27を回転自在に支持する円筒状の軸台29と、軸台29が固定される支持板32と、支持板32と一体に移動可能な可動板33と、可動板33に連結されるボールねじb2と、このボールねじb2を回転させるモータm2とを備えている。可動板33はリニアガイド35を介して仕切板14の下面に連結されており、これにより可動板33はウエハステージ23の上面と平行な方向に移動可能となっている。軸台29は、仕切板14に形成された貫通孔17を通って延びている。支持板32には、中空シャフト27を回転させる上述のモータm1が固定されている。
【0030】
このような構成において、モータm2によりボールねじb2を回転させると、可動板33、軸台29、および中空シャフト27がリニアガイド35の長手方向に沿って移動する。これにより、ウエハステージ23がその上面と平行な方向に移動する。なお、図6においては、ステージ移動機構30によるウエハステージ23の移動方向を矢印Xで示している。
【0031】
図6に示すように、ノッチ研磨ユニット40は、研磨テープ41と、この研磨テープ41をウエハWのノッチ部Vに押圧する研磨ヘッド42と、研磨テープ41を研磨ヘッド42に供給する供給リール45aと、研磨ヘッド42に繰り出された研磨テープ41を巻き取る回収リール45bとを備えている。供給リール45aおよび回収リール45bは、研磨装置のハウジング11に設けられたリール室46に収容されている。これら供給リール45aおよび回収リール45bの位置は固定されている。
【0032】
研磨ヘッド42は、その内部にテープ送り機構43を有している。このテープ送り機構43は、テープ送りローラと保持ローラとを備えており、テープ送りローラと保持ローラとの間に研磨テープ41を挟むことにより研磨テープ41を把持し、テープ送りローラを回転させることにより研磨テープ41を送ることができるようになっている。研磨テープ41は、テープ送り機構43によって供給リール45aから引き出され、ガイドローラ57aを通って研磨ヘッド42に向かう。研磨ヘッド42は研磨テープ41の研磨面をウエハWのノッチ部Vに接触させる。そして、ノッチ部Vと接触した後、研磨テープ41はガイドローラ57bを通って回収リール45bに巻き取られるようになっている。図6に示すように、ウエハWの上方および下方には研磨液供給ノズル58がそれぞれ配置されており、研磨液や冷却水などがウエハWと研磨テープ41との接触箇所に供給されるようになっている。
【0033】
研磨ヘッド42は、研磨テープ41の進行方向をガイドする複数のガイドローラ57c,57d,57e,57f,57gをその内部に有している。研磨ヘッド42は、ガイドローラ57cの下端点(ガイドローラ57cの外周面上の最下点)Cnを中心としてスイング運動(オシレーション動作)をするように構成されている。より詳しくは、研磨ヘッド42は、以下に説明する揺動機構によりガイドローラ57cの下端点Cnを中心として所定の角度だけ回転するようになっている。以下の説明では、このガイドローラ57cの下端点を中心点Cnという。
【0034】
図8は揺動機構を説明するための上面図であり、図9(a)乃至図9(d)は図8のIX-IX線断面図である。
図8に示すように、揺動機構は、研磨ヘッド42が固定される揺動アーム60と、揺動アーム60を支持する支持アーム62と、揺動アーム60と支持アーム62とを互いに回転自在に連結する連結軸67と、揺動アーム60を揺動(スイング)させる駆動機構とを備えている。この駆動機構は、偏心シャフト61aを有するカムシャフト(クランクシャフト)61と、カムシャフト61に固定されたカム65と、カムシャフト61を回転させる動力源としてのモータM1とを備えている。
【0035】
研磨ヘッド42は揺動アーム60の一端部に配置され、揺動アーム60の他端部にカムシャフト61が配置されている。連結軸67は揺動アーム60に固定されており、さらに連結軸67は支持アーム62に固定された軸受64Aにより回転自在に支持されている。したがって、揺動アーム60は、連結軸67を中心として回転可能となっている。上述した中心点Cnは連結軸67の中心線Ln上に位置している。モータM1は支持アーム62に固定されており、モータM1の回転軸はプーリp11,p12とベルトb10を介してカムシャフト61に連結されている。カムシャフト61は、支持アーム62に固定された軸受64Bによって回転自在に支持されている。カムシャフト61は、軸受64Bの中心軸から偏心した偏心シャフト61aを有している。この偏心シャフト61aの先端にはカム65が取り付けられている。カム65は揺動アーム60の端部に形成されたコの字形状の溝66にはめ込まれている(図9(a)参照)。
【0036】
上述の構成において、モータM1を回転すると、プーリp11,p12およびベルトb10を介してカムシャフト61が回転駆動される。偏心シャフト61aは軸受64Bの中心線に対して偏心回転するので、偏心シャフト61aに取り付けられたカム65も偏心回転する。揺動アーム60は、連結軸67を中心として回転するように連結軸67により規制されているので、図9(a)乃至図9(d)に示すように、カム65が溝66の中で偏心回転することにより揺動アーム60は連結軸67を中心として揺動運動する。上述したように、連結軸67の中心線Lnの位置は、図6に示す中心点Cnの位置に一致する。したがって、揺動アーム60の先端に取り付けられた研磨ヘッド42は、中心点Cnを中心として揺動運動する。このように、本明細書において、揺動運動とは、ある点(本実施形態ではCn)を中心として研磨ヘッド42が時計回りおよび反時計回りにある角度だけ交互に回転することをいう。
【0037】
また、研磨ヘッド42および揺動機構全体が一体的にウエハWの表面に対して傾斜できるように、支持アーム62は図8に示す支持軸90を中心に回転できるように支持されている。支持軸90は連結軸67に平行に延びており、固定部材95に固定された軸受91に回転自在に支持されている。支持軸90はプーリp13,p14およびベルトb11を介して動力源としてのモータM2の回転軸に連結されている。研磨点(研磨テープ41とウエハWとの接触点)は支持軸90の中心線Lt上に位置している。したがって、モータM2により支持軸90を回転させることにより、研磨ヘッド42および揺動機構全体を研磨点を中心として回転させる(すなわち傾斜させる)ことができる。本実施形態においては、支持軸90、プーリp13,p14、ベルトb11、およびモータM2により、研磨ヘッド42を傾斜させるための傾斜機構が構成される。
【0038】
図9(b)および図9(c)に示すように、研磨ヘッド42が時計回りに回転するときの角度θと反時計回りに回転するときの角度θとは互いに同じである。すなわち、研磨ヘッド42は、基準線Lrから同じ角度θだけ時計回り及び反時計回りに交互に回転する。この基準線Lrは、連結軸67の中心線Lnと支持軸90の中心線Ltとを通り、かつこれら中心線Ln,Ltに垂直に延びる線として定義される。このような研磨ヘッド42の揺動運動は、傾斜機構により研磨ヘッド42が傾斜しているときも同様に行われる。
【0039】
図10(a)乃至図10(c)は研磨ヘッド42の傾斜動作を説明するための図である。より詳しくは、図10(a)は、研磨ヘッド42の中心点CnとウエハWの中心Cwとが一致している状態を示し、図10(b)は研磨ヘッド42が上方に傾いている状態を示し、図10(c)は研磨ヘッド42が下方に傾いている状態を示している。
【0040】
支持アーム62と一体的に揺動アーム60および研磨ヘッド42が傾斜するので、研磨ヘッド42の傾斜角度によらず、揺動運動の中心点Cnは常に研磨ヘッド42の内部に位置する。したがって、研磨ヘッド42が傾斜しても、中心点Cnを中心に研磨ヘッド42が揺動運動することが可能となっている。また、研磨ヘッド42の傾斜角度によらず、研磨ヘッド42が中心点Cnを中心に時計回りに回転するときの角度と反時計回りに回転するときの角度とは互いに同じである。
【0041】
供給リール45aから供給された研磨テープ41は、ガイドローラ57aおよびガイドローラ57cにガイドされ、中心点Cnを通って研磨ヘッド42の先端に配置されたガイドローラ57dおよび57eに送られる。これらガイドローラ57dおよび57eは上下に配置されており、研磨テープ41はこれらガイドローラ57dおよび57eによってその進行方向がガイドされ、ウエハWに接触する。
【0042】
供給リール45aおよび回収リール45bは、研磨テープ41がたるまないように、図示しないモータを用いて研磨テープ41に適度なテンション(張力)を付与している。テープ送り機構43は、研磨テープ41を供給リール45aから回収リール45bへ一定の速度で送るようになっている。このテープ送り速度は、毎分数ミリメートル〜数十ミリメートルである。一方、研磨ヘッド42が上下に揺動運動する速度は、毎分数百回という高速である。したがって、研磨ヘッド42の揺動運動の速度に対して、テープ送り速度はほとんど無視することができる。
【0043】
研磨テープ41としては、研磨面となるその片面に、例えば、ダイヤモンド粒子やSiC粒子などの砥粒をベースフィルムに接着した研磨テープを用いることができる。研磨テープ41に接着する砥粒は、ウエハWの種類や要求される性能に応じて選択されるが、例えば平均粒径0.1μm〜5.0μmの範囲にあるダイヤモンド粒子やSiC粒子を用いることができる。また、砥粒を接着させていない帯状の研磨布でもよい。また、ベースフィルムとしては、例えば、ポリエステル、ポリウレタン、ポリエチレンテレフタレートなどの可撓性を有する材料からなるフィルムが使用できる。
【0044】
次に、上述のように構成された研磨装置の動作ついて説明する。ウエハWは、図示しないウエハ搬送機構により開口部12を通ってハウジング11内に搬入される。ウエハチャック機構80はウエハ搬送機構のハンド73(図7参照)からウエハWを受け取り、第一及び第二のチャックハンド81,82によりウエハWを把持する。ウエハ搬送機構のハンド73はウエハWを第一及び第二のチャックハンド81,82に受け渡した後、ハウジング11の外に移動し、次いでシャッター13が閉じられる。ウエハWを保持したウエハチャック機構80はウエハWを下降させ、ウエハステージ23の上面に載置する。そして、図示しない真空ポンプを駆動してウエハWをウエハステージ23の上面に吸着させる。
【0045】
その後、ウエハステージ23は、ウエハWとともにステージ移動機構30によって研磨ヘッド42の近傍まで移動する。次に、モータm1によりウエハステージ23を回転させて、ウエハWのノッチ部Vを研磨ヘッド42に対向させる。次いで研磨液供給ノズル58からウエハWに研磨液の供給を開始する。研磨液の供給流量が所定の値になった時点で、ウエハWを研磨テープ41と接触する位置までステージ移動機構30によって移動させる。そして、揺動機構により研磨ヘッド42を揺動運動させる。これにより研磨テープ41をウエハWの表面と垂直な方向にオシレートさせ、研磨テープ41の研磨面をノッチ部Vに摺接させる。このようにして、ウエハWのノッチ部Vが研磨される。さらに、研磨ヘッド42を傾斜させて、研磨テープ41がウエハWに接触する角度を変更することにより、ノッチ部Vの上面から下面まで全体を研磨する。
【0046】
図11(a)乃至図11(c)は、図6に示す研磨装置の一部を示す図である。以下、図11(a)乃至図11(c)に基づいて、研磨ヘッド42が揺動運動した場合の研磨ヘッド42、供給リール45a、および回収リール45bの動作について説明する。図11(a)乃至図11(c)において、供給リール45aおよび回収リール45bに取り付けられた研磨テープ41のある箇所をそれぞれA,Bで表す。なお、上述したように、研磨ヘッド42の揺動運動の速度に対して、研磨テープ41の送り速度はほとんど無視することができるので、以下の説明では、研磨テープ41の送り速度を0と仮定する。
【0047】
図11(a)は中心点CnがウエハWの厚さ方向の中心線Cwと同一平面内にある状態を示している。研磨ヘッド42は研磨ヘッド42内の中心点Cnを中心として矢印で示すように揺動運動をする。したがって、供給リール45aと中心点Cnとの距離は、研磨ヘッド42が揺動運動をしているかしていないかにかかわらず、常に一定である。
【0048】
図11(b)は研磨ヘッド42が揺動運動をして研磨ヘッド42の先端が上方へ移動した状態を示している。この上方への移動中、供給リール45aと中心点Cn上に配置されたガイドローラ57cとの間に渡された研磨テープ41の長さはほとんど変化しない。同様に、ガイドローラ57cと研磨ヘッド42の先端に配置されたガイドローラ57dとの間に渡された研磨テープ41の長さもほとんど変化しない。このため、図11(a)および図11(b)から分かるように、供給リール側のA点の位置はほとんど変わらず、回収リール側のB点も僅かな移動量となる。
【0049】
図11(c)は研磨ヘッド42が揺動運動をして研磨ヘッド42の先端が下方へ移動した状態を示している。この下方への移動中、供給リール45aと中心点Cn上に配置されたガイドローラ57cとの間に渡された研磨テープ41の長さはほとんど変化しない。同様に、ガイドローラ57cと研磨ヘッド42の先端に配置されたガイドローラ57dとの間に渡された研磨テープ41の長さもほとんど変化しない。このため、図11(a)および図11(c)から分かるように、供給リール側のA点の位置はほとんど変わらず、回収リール側のB点の移動量も僅かとなる。
【0050】
このようにして、図11(b)および図11(c)に示すように、研磨ヘッド42が揺動運動をすることによって、研磨ヘッド42の先端に位置する研磨テープ41がウエハWに対して相対移動する。この研磨テープ41の移動の間、供給リール側のA点の位置はほとんど変わることがない。
【0051】
研磨テープ41はテープ送り機構43によって把持されているので、研磨性能に重要な研磨テープ41のテンションはテープ送り機構43と供給リール45aの間では維持されている。したがって、研磨ヘッド42の回収リール側のガイドローラ57f,57gは、研磨テープ41の回収に悪影響を及ぼさない配置、例えば研磨テープ41がたるみすぎてガイドローラから外れるようなことがないような配置とすることが好ましい。さらに、回収リール側のB点の移動量を少なくするためには、ガイドローラ57f,57gは、研磨テープ41が研磨ヘッド42の揺動運動の中心点Cnにできるだけ近い点を通って回収リール45bへ戻るように配置されることが好ましい。
【0052】
また、研磨ヘッド42と供給および回収リール45a,45bとの間では、研磨テープ41の移動量がほとんど無い、あるいは小さくできるので、研磨テープの巻き取りと引き出しを繰り返す従来の直線往復運動と比較して、研磨テープ41のテンションを安定させることができる。したがって、揺動運動を高速にした場合でも、研磨ヘッド42の移動方向の切り替え時に過度なテンションが研磨テープ41にかかることがなく、安定した研磨性能を維持することができる。さらに、研磨テープ41の切断や伸び(永久歪み)を生じることもない。また、研磨テープ41のテンションがゼロになることもなく、研磨テープ41がたるむこともない。
【0053】
図12は研磨ヘッドを従来の直線往復運動で動作させた場合と、本発明の揺動運動をさせた場合の研磨テープにかかっているテンションの測定値の一例を示すグラフである。横軸が時間を示し、縦軸は研磨テープの設定テンション(100%)に対する実際のテンションの割合(パーセンテージ)を示している。テンションは市販のテンションセンサを取り付けて測定した。
【0054】
図12は直線往復運動と揺動運動ともに毎分300サイクルで研磨ヘッドを動作させたときのデータを示す。図12から、従来の直線往復運動では研磨テープが引き出し、巻き取りを繰り返すためにテンションが変動している様子がわかる。研磨ヘッドの直線往復運動の方向の切り換わりの影響だけでなく、ガイドローラの回転方向も変わるので、ガイドローラの回転摩擦も影響していると考えられる。一方、図12に示した本発明の揺動運動のテンションは、変動が小さく、かつ安定していることがわかる。これは研磨ヘッド42の運動によって研磨テープ41の移動量がほとんどないため、研磨テープ41の引き出しおよび巻き取り、ガイドローラの摩擦などの影響を受けなくなったことによるものである。
【0055】
研磨ヘッドを毎分500サイクルで動作させた場合には、直線往復運動のテンションの変動は大きくなったが、揺動運動では依然変動が少ない結果となった。これにより、研磨テープと研磨対象物であるウエハとの相対速度を上げることが可能となり、研磨速度が格段に速くなることが実験的に証明された。
【0056】
さらに、表面に100nmの酸化膜が成膜されたシリコンウエハを研磨し、ノッチ部の酸化膜を研磨し除去するのに要した時間を測定した。その結果、直線往復運動を行う従来の研磨ヘッドが28秒を要したのに対して、揺動運動を行う研磨ヘッドでは15秒で完全に除去することができた。これは、毎分300サイクルで研磨ヘッドを動作させた条件での結果である。研磨ヘッドを毎分500サイクルで揺動運動させたときでも安定して研磨可能であった。この場合は、10秒以下で完全に酸化膜を除去することができた。さらに、研磨後の研磨箇所の検査を通して、深い傷が入りにくくなる傾向があるという評価結果を得た。これはテンションの変動が小さく、変動のピークで大きな荷重がかからなくなったためであると推測される。
【0057】
以上述べたように、本発明によれば、研磨性能を安定に保ちながら、揺動運動を高速にすることができるので、単位時間当たりの研磨量、すなわち、研磨速度を速くすることができ、その結果、研磨装置の稼動率を上げることができる。
【符号の説明】
【0058】
11 ハウジング
12 開口部
13 シャッター
14 仕切板
15 上室
16 下室
17 貫通孔
20,120 ウエハステージユニット
23 ウエハステージ
26 溝
27 中空シャフト
28 軸受
29 軸台
30 ステージ移動機構
32 支持板
33 可動板
35 リニアガイド
40 ノッチ研磨ユニット
41,141 研磨テープ
42,142 研磨ヘッド
43,143 テープ送り機構
45a,145a 供給リール
45b,145b 回収リール
46 リール室
57a〜57g,157a〜157e ガイドローラ
58 研磨液供給ノズル
60 揺動アーム
61 カムシャフト
62 支持アーム
65 カム
66 溝
67 連結軸
73 ハンド
80 ウエハチャック機構
81 第一のチャックハンド
82 第二のチャックハンド
83 コマ
90 支持軸
91 軸受
95 固定部材
W ウエハ
b1 ベルト
b2 ボールねじ
m1,m2,M1,M2 モータ
p1,p2,p11〜p14 プーリ
【特許請求の範囲】
【請求項1】
研磨テープと研磨対象物とを相対移動させることにより研磨対象物を研磨する研磨装置において、
研磨対象物を保持する保持部と、
前記研磨テープを研磨対象物に接触させる研磨ヘッドと、
前記研磨テープを前記研磨ヘッドに供給する供給リールと、
研磨対象物に接触した研磨テープを回収する回収リールと、
前記研磨テープを研磨対象物に接触させた状態で前記研磨ヘッドを揺動運動させる揺動機構とを備え、
前記揺動機構は、
前記研磨ヘッドが固定される揺動アームと、
支持アームと、
前記揺動アームを回転自在に前記支持アームに連結する連結軸と、
前記揺動アームを前記連結軸を中心として揺動運動させる駆動機構とを有し、
前記研磨ヘッドの揺動運動の中心点は、前記連結軸の中心線上にあることを特徴とする研磨装置。
【請求項2】
前記研磨テープは、前記供給リールから前記研磨ヘッドの揺動運動の中心点を通って研磨対象物まで延びることを特徴とする請求項1に記載の研磨装置。
【請求項3】
前記揺動運動の中心点は前記研磨ヘッド内に位置することを特徴とする請求項1に記載の研磨装置。
【請求項4】
前記研磨対象物は半導体ウエハであり、該半導体ウエハの周縁部を研磨することを特徴とする請求項1に記載の研磨装置。
【請求項5】
前記研磨ヘッドおよび前記揺動機構を研磨対象物の表面に対して傾斜させる傾斜機構をさらに備えたことを特徴とする請求項1に記載の研磨装置。
【請求項6】
前記傾斜機構は、
前記支持アームを支持する回転自在な支持軸と、
前記支持軸を回転させる回転機構とを有することを特徴とする請求項5に記載の研磨装置。
【請求項7】
前記連結軸と前記支持軸とは互いに平行であることを特徴とする請求項6に記載の研磨装置。
【請求項8】
揺動運動するときの前記研磨ヘッドは、時計回りおよび反時計回りに同じ角度だけ交互に回転することを特徴とする請求項7に記載の研磨装置。
【請求項9】
研磨テープと研磨対象物とを相対移動させることにより研磨対象物を研磨する研磨方法において、
研磨対象物を保持し、
前記研磨テープを供給リールから研磨ヘッドに送りながら、前記研磨ヘッドにより前記研磨テープを研磨対象物に接触させ、
前記研磨テープを前記研磨対象物に接触させた状態で前記研磨ヘッドを揺動機構により揺動運動させる工程を含み、
前記揺動機構は、
前記研磨ヘッドが固定される揺動アームと、
支持アームと、
前記揺動アームを回転自在に前記支持アームに連結する連結軸と、
前記揺動アームを前記連結軸を中心として揺動運動させる駆動機構とを有し、
前記研磨ヘッドの揺動運動の中心点は、前記連結軸の中心線上にあることを特徴とする研磨方法。
【請求項10】
前記研磨テープは、前記供給リールから前記研磨ヘッドの揺動運動の中心点を通って研磨対象物まで延びることを特徴とする請求項9に研磨方法。
【請求項11】
前記揺動運動の中心点は前記研磨ヘッド内に位置することを特徴とする請求項10に記載の研磨方法。
【請求項12】
前記研磨対象物は半導体ウエハであり、該半導体ウエハの周縁部を研磨することを特徴とする請求項9に記載の研磨方法。
【請求項13】
前記研磨ヘッドを揺動させながら、前記研磨ヘッドを前記研磨対象物の表面に対して傾斜させる工程をさらに含むことを特徴とする請求項9に記載の研磨方法。
【請求項1】
研磨テープと研磨対象物とを相対移動させることにより研磨対象物を研磨する研磨装置において、
研磨対象物を保持する保持部と、
前記研磨テープを研磨対象物に接触させる研磨ヘッドと、
前記研磨テープを前記研磨ヘッドに供給する供給リールと、
研磨対象物に接触した研磨テープを回収する回収リールと、
前記研磨テープを研磨対象物に接触させた状態で前記研磨ヘッドを揺動運動させる揺動機構とを備え、
前記揺動機構は、
前記研磨ヘッドが固定される揺動アームと、
支持アームと、
前記揺動アームを回転自在に前記支持アームに連結する連結軸と、
前記揺動アームを前記連結軸を中心として揺動運動させる駆動機構とを有し、
前記研磨ヘッドの揺動運動の中心点は、前記連結軸の中心線上にあることを特徴とする研磨装置。
【請求項2】
前記研磨テープは、前記供給リールから前記研磨ヘッドの揺動運動の中心点を通って研磨対象物まで延びることを特徴とする請求項1に記載の研磨装置。
【請求項3】
前記揺動運動の中心点は前記研磨ヘッド内に位置することを特徴とする請求項1に記載の研磨装置。
【請求項4】
前記研磨対象物は半導体ウエハであり、該半導体ウエハの周縁部を研磨することを特徴とする請求項1に記載の研磨装置。
【請求項5】
前記研磨ヘッドおよび前記揺動機構を研磨対象物の表面に対して傾斜させる傾斜機構をさらに備えたことを特徴とする請求項1に記載の研磨装置。
【請求項6】
前記傾斜機構は、
前記支持アームを支持する回転自在な支持軸と、
前記支持軸を回転させる回転機構とを有することを特徴とする請求項5に記載の研磨装置。
【請求項7】
前記連結軸と前記支持軸とは互いに平行であることを特徴とする請求項6に記載の研磨装置。
【請求項8】
揺動運動するときの前記研磨ヘッドは、時計回りおよび反時計回りに同じ角度だけ交互に回転することを特徴とする請求項7に記載の研磨装置。
【請求項9】
研磨テープと研磨対象物とを相対移動させることにより研磨対象物を研磨する研磨方法において、
研磨対象物を保持し、
前記研磨テープを供給リールから研磨ヘッドに送りながら、前記研磨ヘッドにより前記研磨テープを研磨対象物に接触させ、
前記研磨テープを前記研磨対象物に接触させた状態で前記研磨ヘッドを揺動機構により揺動運動させる工程を含み、
前記揺動機構は、
前記研磨ヘッドが固定される揺動アームと、
支持アームと、
前記揺動アームを回転自在に前記支持アームに連結する連結軸と、
前記揺動アームを前記連結軸を中心として揺動運動させる駆動機構とを有し、
前記研磨ヘッドの揺動運動の中心点は、前記連結軸の中心線上にあることを特徴とする研磨方法。
【請求項10】
前記研磨テープは、前記供給リールから前記研磨ヘッドの揺動運動の中心点を通って研磨対象物まで延びることを特徴とする請求項9に研磨方法。
【請求項11】
前記揺動運動の中心点は前記研磨ヘッド内に位置することを特徴とする請求項10に記載の研磨方法。
【請求項12】
前記研磨対象物は半導体ウエハであり、該半導体ウエハの周縁部を研磨することを特徴とする請求項9に記載の研磨方法。
【請求項13】
前記研磨ヘッドを揺動させながら、前記研磨ヘッドを前記研磨対象物の表面に対して傾斜させる工程をさらに含むことを特徴とする請求項9に記載の研磨方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図10】
【図11】
【図12】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図10】
【図11】
【図12】
【図9】
【公開番号】特開2013−75358(P2013−75358A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2012−273699(P2012−273699)
【出願日】平成24年12月14日(2012.12.14)
【分割の表示】特願2008−160380(P2008−160380)の分割
【原出願日】平成20年6月19日(2008.6.19)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成24年12月14日(2012.12.14)
【分割の表示】特願2008−160380(P2008−160380)の分割
【原出願日】平成20年6月19日(2008.6.19)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
[ Back to top ]