
磁気記録媒体用ガラス基板、および該磁気記録媒体用ガラス基板を用いた磁気記録媒体

【課題】磁気ディスク装置における磁気記録媒体のフラッタリング変位を抑制するとともに、耐衝撃性を向上させた磁気記録媒体用ガラス基板を提供する。
【解決手段】本発明の磁気記録媒体用ガラス基板は、中央部に貫通する円孔を有し、互いに対向する1対の主平面を有する円盤形状の磁気記録媒体用ガラス基板であって、前記主平面において、磁気記録媒体をハードディスクドライブに固定する時に締結部材により締付けられる箇所を含むクランプ領域は、平坦度が1μm以下であり、かつ前記クランプ領域は板厚偏差が0.3μm以下であることを特徴とする。
【解決手段】本発明の磁気記録媒体用ガラス基板は、中央部に貫通する円孔を有し、互いに対向する1対の主平面を有する円盤形状の磁気記録媒体用ガラス基板であって、前記主平面において、磁気記録媒体をハードディスクドライブに固定する時に締結部材により締付けられる箇所を含むクランプ領域は、平坦度が1μm以下であり、かつ前記クランプ領域は板厚偏差が0.3μm以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁気記録媒体用ガラス基板および磁気記録媒体に関する。
【背景技術】
【0002】
近年、磁気ディスク装置においては、高記録密度化が急激に進んでいる。磁気ディスク装置では、磁気ヘッドを高速回転する磁気記録媒体(磁気ディスク)上にわずかに浮上させて走査することによって、高記録密度と高速アクセスを両立させている。磁気ディスクの基材は、従来アルミニウム(Al)にニッケル−リン(Ni−P)メッキを施した基板が主流であったが、アルミニウム合金基板に比べて硬く、磁気ヘッドによる衝撃に対する耐性に優れ、かつ平坦性や平滑性に優れるガラス基板が使われるようになってきている。
【0003】
磁気ディスク装置では、記録密度の向上のため、磁気ヘッドの浮上量をより小さくする傾向にあるが、それに伴い磁気ヘッドが磁気記録媒体(磁気ディスク)に衝突するヘッドクラッシュ等の不具合が発生するおそれが増大している。一方、磁気ディスクのデータへの高速アクセスを実現するには、磁気ディスクの高速回転が必要となるが、磁気ディスクの高速回転で発生する気流によりフラッタリングと呼ばれる磁気ディスクの振動が起こるため、磁気ヘッドの浮上安定性が悪化し、ヘッドクラッシュ等の不具合がさらに生じ易くなる問題があった。また、磁気ヘッドが磁気ディスクの表面に接触し、磁気ディスクが破損するおそれもある。したがって、高速回転時の磁気ディスクのフラッタリングを抑制することが、従来にも増して重要となっている。
【0004】
従来から、スピンドルモーターのハブに固定されるガラス基板内周部の断面形状を規定することで、ガラス基板の耐衝撃強度を向上させた磁気ディスク装置が提案されている(例えば、特許文献1参照。)。また、磁気ディスクをハードディスクドライブ(HDD)に取り付けるための部材の剛性および構造を所定の関係とすることで、磁気ディスクの変形を防止し、磁気ヘッドの浮上を安定化させた磁気ディスク装置も提案されている(例えば、特許文献2参照。)。
【0005】
しかしながら、特許文献1および特許文献2に記載された磁気ディスクでは、いずれも、HDDに取り付けられた磁気ディスクの形状の変形、およびその結果生じるフラッタリング変位を十分に抑えることができないため、磁気ヘッドの浮上安定性が悪化し、ヘッドクラッシュ等を十分に防止できなかった。また、従来の磁気ディスクは、落下などにより磁気ディスク装置に衝撃が加わった場合の耐衝撃性も十分ではなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開WO2008/111427号公報
【特許文献2】特開2003−217249号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記問題を解決するためになされたもので、磁気ディスク装置において磁気記録媒体を高速回転したときのフラッタリングの変位を抑制するとともに、磁気記録媒体の耐衝撃性を向上させる磁気記録媒体用ガラス基板を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の磁気記録媒体用ガラス基板は、中央部に貫通する円孔を有し、互いに対向する1対の主平面を有する円盤形状の磁気記録媒体用ガラス基板であって、前記主平面において、磁気記録媒体をハードディスクドライブに固定する時に締結部材により締付けられる箇所を含むクランプ領域は、平坦度が1μm以下であり、かつ前記クランプ領域は板厚偏差が0.3μm以下であることを特徴とする。
【0009】
本発明の磁気記録媒体用ガラス基板において、前記平坦度は0.7μm以下であることが好ましく、0.5μm以下であることがさらに好ましい。また、前記主平面において、前記クランプ領域は、表面うねりの振幅値が20nm以下であることが好ましい。前記表面うねりの振幅値は、10nm以下であることがさらに好ましい。また、前記板厚偏差は0.2μm以下であることが好ましい。さらに、前記クランプ領域は、前記主平面において、前記円孔の直径の128%の直径を有する、前記円孔と同心の円の周上より中央部側の円環の領域であることが好ましい。
【0010】
本発明の磁気記録媒体は、前記した本発明の磁気記録媒体用ガラス基板を用いたものである。
【発明の効果】
【0011】
本発明の磁気記録媒体用ガラス基板によれば、該磁気記録媒体用ガラス基板の表面に磁性層などを形成した磁気記録媒体を磁気ディスク装置に搭載した場合に、磁気記録媒体を高速回転したときのフラッタリングが抑えられるため、ヘッドクラッシュ等の不具合の発生を防止でき、磁気ディスク装置の信頼性を向上させるとともに、高記録密度化を図ることができる。また、磁気ディスク装置に強い衝撃が加えられた場合も磁気記録媒体が破損しないので、信頼性の高い磁気ディスク装置を得ることができる。
【図面の簡単な説明】
【0012】
【図1】本発明の磁気記録媒体用ガラス基板の一例を示す断面斜視図である。
【図2】本発明の実施例において、上下定盤の研磨面の平行度を測定する方法を説明するための平面図である。
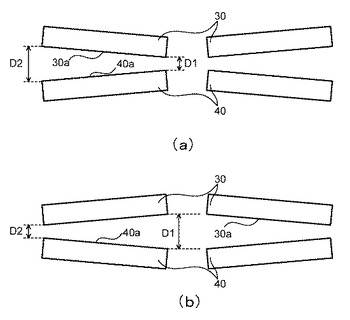
【図3】上下定盤の研磨面の形状を示し、(a)はD2がD1より大きい形状を模式的に表す断面図であり、(b)はD2がD1より小さい形状を模式的に表す断面図である。
【発明を実施するための形態】
【0013】
本発明を実施するための形態について説明するが、本発明は以下に記載される実施形態に限定されない。
【0014】
本発明者は、磁気ディスク(磁気記録媒体)に使用されるガラス基板の所定の領域の平坦度等が、前記フラッタリングの変位の大きさや、前記磁気ディスク装置に落下などの衝撃が加わった場合の磁気ディスクの耐衝撃性に影響を与えることを見出した。
すなわち、磁気ディスクをハードディスクドライブ(HDD)に搭載する際は、磁気ディスクの主平面の内周端部寄りの所定の箇所をクランプ等の部材(以下、クランプ部材という。)により締付けて固定するとともに、このクランプ部材をハブと結束してスピンドルモーターに取り付けるが、磁気記録媒体用ガラス基板の主平面において、前記クランプ部材により締付け固定される箇所の平坦度が悪いと、クランプ部材を締付けたときにガラス基板の形状が変形し、磁気ディスク全体としての平坦度が悪化する。その結果、磁気ヘッドの浮上安定性が悪化し、ヘッドクラッシュ等が生じ易くなる。なお、クランプ部材により締付け固定される箇所を含む領域を、クランプ領域ともいう。
【0015】
また、磁気記録媒体用ガラス基板のクランプ領域の平坦度が悪いと、クランプ部材を締付け固定したときに、ガラス基板の凸部分に応力が集中し、衝撃強度が低下する、耐衝撃性の許容範囲(マージン)が減少する、などの不具合が生じる。
【0016】
さらに、磁気記録媒体用ガラス基板において、クランプ領域に対応する部位の板厚が不均一であると、クランプ部材によりその領域を締付け固定したときに、ガラス基板の固定が適切に行われず、磁気ディスクを高速回転したときにフラッタリングが大きくなる問題が生じる。その結果、磁気ヘッドの浮上安定性が悪化し、ヘッドクラッシュ等が生じ易くなる。
【0017】
本発明の実施形態の磁気記録媒体用ガラス基板は、中央部に貫通する円孔を有し、互いに対向する1対の主平面を有する円盤形状のガラス基板である。そして、1対の主平面において、クランプ領域の平坦度が1μm以下であり、かつこのクランプ領域におけるガラス基板の板厚偏差が0.3μm以下であることを特徴としている。
【0018】
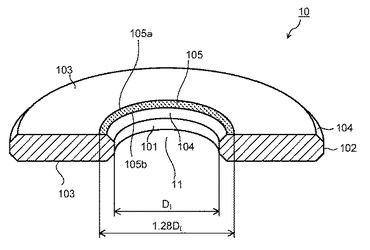
まず、本発明の磁気記録媒体用ガラス基板の一例を、図1に示す。本発明の磁気記録媒体用ガラス基板10は、中央部に円形の貫通孔である円孔11を有し、円孔11の内壁面である内周側面101と、外周側面102、および上下1対の主平面103からなる円盤形状を有している。また、内周側面101および外周側面102と上下両方の主平面103との交差部に、それぞれ面取り部104(内周面取り部および外周面取り部)が形成されている。そして、1対の主平面103である上下両主平面103において、クランプ領域105の平坦度が1μm以下であるとともに、このクランプ領域105におけるガラス基板10の板厚偏差が0.3μm以下となっている。
【0019】
本明細書において、クランプ領域105とは、磁気記録媒体用ガラス基板10を磁気記録媒体としてHDDに組み込んで使用する際に、クランプ等の締結部材により締付け固定される主平面の箇所を含む領域をいう。
具体的には、所定の主平面103において、円孔11の内径DIの128%の直径(1.28DI)を有する、円孔と同心の円(以下、同心円という。)105aの周上から、主平面103の内周端部105bまでの円環形(105aの周上より中央部側の円環)の領域を、クランプ等の締結部材により締付け固定される主平面の箇所を含む、クランプ領域105とすることが好ましい。例えば、外径65mmで円孔11の内径DIが20mmの磁気記録媒体用ガラス基板10では、主平面103において、直径25.6mmの同心円の周上から内周端部105bまでの領域(クランプ領域105)、またはその一部において、クランプ等の締結部材による締付け固定がなされる。また、外径95mmで円孔11の内径DIが25mmの磁気記録媒体用ガラス基板10では、主平面103において、直径32.0mmの同心円105aの周上から内周端部105bまでの領域がクランプ領域105となり、この領域よりも内側の領域においてクランプ等の締結部材により締付け固定されることとなる。
【0020】
このようなクランプ領域105の平坦度は、最大山高さと最大谷深さの差であるTIR(Total Indicated Runout)値で表わされる。平坦度の測定は、例えば、干渉式平坦度測定機を使用し、所定の測定波長で位相測定干渉法(フェイズシフト法)により行うことができる。
【0021】
本発明の磁気記録媒体用ガラス基板において、主平面のクランプ領域105の平坦度は、1μm以下であり、好ましくは0.7μm以下、さらに好ましくは0.5μm以下、特に好ましくは0.3μm以下である。平坦度が1.0μm超では、高速回転時の磁気記録媒体の振動(フラッタリング変位)が大きくなり、ヘッドクラッシュ等の不具合が生じるおそれがある。
【0022】
また、本発明の磁気記録媒体用ガラス基板において、クランプ領域105における磁気記録媒体用ガラス基板10の板厚偏差は、0.3μm以下であり、好ましくは0.2μm以下、さらに好ましくは0.1μm以下である。板厚偏差が0.3μmを超える場合には、主平面103のクランプ領域105の平坦度が1μm以下であっても、磁気記録媒体を高速回転した時のフラッタリングの変位が大きくなり、ヘッドクラッシュ等の不具合が生じるおそれがある。
【0023】
クランプ領域105におけるガラス基板10の板厚偏差は、以下に示す方法で求められる。すなわち、ガラス基板の板厚測定器を用いて、磁気記録媒体用ガラス基板10のクランプ領域105内の複数箇所(例えば、同心円105aの周上で中心角が0°、90°、180°、270°の計4箇所)の位置で、それぞれ板厚を測定し、得られた板厚値の最大値と最小値の差を求め、これを板厚偏差とする。
【0024】
さらに、本発明の磁気記録媒体用ガラス基板10においては、上下両主平面103において、クランプ領域105の表面うねりの振幅値が20nm以下であることが好ましい。
【0025】
ここで、表面うねりとは、磁気記録媒体用ガラス基板10の主平面における、周期が数十μm〜数mmである微小なうねり形状をいう。また、表面うねりの振幅値とは、うねり形状の最大山高さと最小谷深さとの差であるPV(Peak to Valley)値をいう。
本発明では、500μm〜5000μmの周期を有する表面うねりの振幅値(PV値)が20nm以下であることが好ましい。表面うねりの振幅値(PV値)は、より好ましくは10nm以下であり、さらに好ましくは5nm以下である。
【0026】
磁気記録媒体用ガラス基板のクランプ領域の表面うねりの振幅値(PV値)を小さくすることにより、クランプ部材を締付け固定したときに、ガラス基板の凸部分に応力が集中し、衝撃強度が低下してしまうことを抑制し、耐衝撃性の許容範囲(マージン)を増加させることができる。そのため、表面うねりの振幅値(PV値)が20nm以下である場合は、耐衝撃性が高い磁気記録媒体を得ることができる。すなわち、磁気ディスク装置に強い衝撃が加えられた場合でも、搭載された磁気記録媒体が破損しにくい。
【0027】
磁気記録媒体用ガラス基板10の表面うねりの測定は、例えば、白色光干渉計型形状測定機を使用し、白色光による干渉方式でバンドパスフィルタを500μm〜5000μmの範囲に設定して行う。そして、測定された表面うねりの最大山高さと最小谷深さとの差であるPV値を求めて、表面うねりの振幅値とする。
【0028】
このように構成される実施形態の磁気記録媒体用ガラス基板10では、主平面103のクランプ領域105の平坦度が1μm以下であるとともに、このクランプ領域105におけるガラス基板10の板厚偏差が0.3μm以下となっているので、この磁気記録媒体用ガラス基板10から得られる磁気記録媒体をクランプ部材等により締付け固定してHDDに組み込んだ磁気ディスク装置において、磁気記録媒体のフラッタリングが抑制される。その結果、磁気ヘッドの浮上安定性が向上し、ヘッドクラッシュ等の不具合が生じにくくなる。また、クランプ領域における局部的な応力集中が防止されるので、磁気記録媒体用ガラス基板の耐衝撃性が向上し、磁気ディスク装置に強い衝撃が加えられた場合でも磁気記録媒体が破損しにくい。
【0029】
本発明の磁気記録媒体用ガラス基板は、以下の各工程を有する製造方法により得ることができる。なお、以下に示す各工程間に、ガラス基板の洗浄(工程間洗浄)やガラス基板表面(ガラス基板の一部または全面)のエッチング(工程間エッチング)を実施してもよい。また、磁気記録媒体用ガラス基板に高い機械的強度が求められる場合、ガラス基板の表層に強化層(圧縮応力層)を形成する強化工程(例えば、化学強化工程)を、主平面研磨工程前または主平面研磨工程後、あるいは主平面研磨工程の間(一次研磨工程と二次研磨工程との間、または二次研磨工程と三次研磨工程との間)に実施してもよい。
【0030】
<円形加工工程>
まず、フロート法、フュージョン法、ダウンドロー法またはプレス成形法で成形されたガラス原板を、中央部に円孔を有する円盤形状に加工する。ガラス原板は、フロート法で成形されたものでも、フュージョン法で成形されたものでも、ダウンドロー法またはプレス成形法で成形されたものでもよい。また、ガラス原板を構成するガラスは、アモルファスガラスでもよく、結晶化ガラスでもよい。
【0031】
<面取り加工工程>
円形加工されたガラス基板の内周側面と上下両主平面との交差部、および外周側面と上下両主平面との交差部にそれぞれ面取り加工を行い、内周面取り部および外周面取り部を形成する。
【0032】
<主平面の一次研削工程:遊離砥粒研削工程>
ガラス基板の平坦度や板厚を調整するために、両面研削装置または片面研削装置により、ガラス基板の上下両主平面を、砥粒を含有する研削液を用いて研削(ラッピング)する(遊離砥粒研削工程)。遊離砥粒としては、後述する二次研削工程で使用する固定砥粒よりも平均粒子径が大きいダイヤモンド粒子、アルミナ粒子、炭化ケイ素粒子等を使用することができる。一次研削した後、ガラス基板を洗浄し砥粒を除去することが好ましい。
【0033】
<主平面の二次研削工程:固定砥粒研削工程>
ガラス基板の平坦度や板厚を調整するために、両面研削装置または片面研削装置により、固定砥粒工具を用いた固定砥粒研削を行うことが好ましい。固定砥粒工具に含まれる砥粒としては、例えば、平均粒子径が0.5〜10μmのダイヤモンド粒子、アルミナ粒子、炭化ケイ素粒子等を使用することができる。
なお、磁気記録媒体用ガラス基板の製造工程において、ガラス基板の平坦度や板厚を調整するための研削工程としては、遊離砥粒研削工程のみを実施するものでもよく、固定砥粒研削工程のみを実施するものでもよく、遊離砥粒研削工程と固定砥粒研削工程の両方を実施するものであってもよい。
【0034】
<端面研磨工程>
ガラス基板の内周端面(内周側面と内周面取り部)を、砥粒を含有する研磨液と研磨ブラシを用いて研磨し、円形加工および面取り加工等の際に内周端面に生じたキズなどを除去し、鏡面となるように平滑化する。また、ガラス基板の外周端面(外周側面と外周面取り部)を、砥粒を含有する研磨液と研磨ブラシを用いて研磨し、円形加工および面取り加工等の際に外周端面に生じたキズなどを除去し、鏡面となるように平滑化する。
【0035】
端面研磨工程においては、例えば、ガラス基板の複数枚を積層してガラス基板積層体を形成し、このガラス基板積層体に対して研磨液と研磨ブラシを用いて研磨を行うことが好ましい。内周端面の研磨と外周端面の研磨を同時に行うことも、別々に行うこともできる。また、内周端面の研磨または外周端面の研磨のうち、一方のみを実施してもよい。内周端面研磨と外周端面研磨を別々に行う場合、行う順序は特に限定されず、どちらの研磨を先に行ってもよい。例えば、ガラス基板を積層したガラス基板積層体に対して外周端面の研磨を行い、次いでガラス基板積層体のままで内周端面の研磨を行った後、積層をばらしてガラス基板を1枚ずつカセット等に収納し、次工程に送る方法を採ることができる。
【0036】
砥粒としては、酸化セリウム粒子、シリカ粒子、アルミナ粒子、ジルコニア粒子、ジルコン粒子、炭化ケイ素粒子、炭化ホウ素粒子、ダイヤモンド粒子、酸化マンガン粒子等を用いることができる。研磨速度の点から、酸化セリウム粒子の使用が好ましい。砥粒の平均粒子径は、端面研磨の効率(研磨速度)と研磨により得られる端面の平滑性等の観点から、0.1〜5μmが好ましい。なお、本明細書において、平均粒子径は、粒度分布の累積50%の粒子直径を示すd50値とする。平均粒子径は、レーザー回折方式またはレーザー散乱方式等の粒度分布計を使用して測定して求めた値である。
【0037】
<主平面研磨工程>
ガラス基板の主平面の研磨は、円形加工や面取り加工、主平面の研削等の際に生じたキズ等を除去し、凹凸を平滑化して鏡面とするために行う。主平面研磨工程では、砥粒を含有する研磨液と発泡樹脂製等の研磨パッド(硬質研磨パッドまたは軟質研磨パッド)とを使用し、両面研磨装置により上下両主平面を研磨することが好ましい。
【0038】
砥粒としては、シリカ粒子、アルミナ粒子、ジルコニア粒子、ジルコン粒子、酸化セリウム粒子、酸化マンガン粒子等を使用できる。例えば、平均粒子径が0.3〜5μmの前記砥粒を使用して研磨(一次研磨)を行うことができる。一次研磨のみを行ってもよいが、一次研磨を行った後、平均粒子径がより小さい砥粒を使用して二次研磨を行ってもよい。また、二次研磨の後にさらに平均粒子径が小さい砥粒を使用して三次研磨(仕上げ研磨)を行ってもよい。
【0039】
<精密洗浄工程>
精密洗浄工程では、主平面が研磨されたガラス基板に対して、例えば、洗剤を用いたスクラブ洗浄を行った後、洗剤溶液に浸漬した状態での超音波洗浄、純水に浸漬した状態での超音波洗浄などを順次行う。洗浄後は、乾燥を実施する。乾燥方法としては、例えば、イソプロピルアルコール蒸気による蒸気乾燥、温風による温水温風乾燥、スピン乾燥等がある。
【0040】
このような各工程を経て、本発明の磁気記録媒体用ガラス基板が得られる。磁気ディスク(磁気記録媒体)は、こうして得られた磁気記録媒体用ガラス基板の主平面に、磁性層、保護層、および潤滑膜等を設けた構造を有する。
【0041】
磁性層は、長手方向記録方式のものでも垂直記録方式のものでもよいが、特に記録密度向上の点から、垂直記録方式のものが好ましい。
垂直記録用磁性層は、磁化容易軸が基板面に対して垂直方向を向いた磁性層であり、少なくともCo,Ptを含む。高い固有媒体ノイズの原因となる粒間交換結合を低減するため、良好に隔離された微粒子構造とするのがよい。具体的には、CoPt系合金等に、酸化物(SiO2,SiO,Cr2O3,CoO,Ta2O3,TiO2等)や、Cr,B,Cu,Ta,Zr等を添加するのがよい。
【0042】
垂直記録方式の場合、磁気ヘッドからの記録磁界を環流させる役割を果たす軟磁性材料からなる軟磁性下地層を、磁性層の下層に配設するのが一般的である。軟磁性下地層には、CoNiFe,FeCoB,CoCuFe,NiFe,FeAlSi,FeTaN,FeN,FeTaC,CoFeB,CoZrN等を用いることができる。また、軟磁性下地層と垂直記録用磁性層との間に、RuやRu合金などの非磁性中間層を形成することが好ましい。この非磁性中間層は、垂直記録用磁性層のエピタキシャル成長を容易にする機能、および軟磁性下地層と垂直記録用磁性層との磁気交換結合を断つ機能を持つ。
【0043】
これら軟磁性下地層、非磁性中間層、および垂直記録用磁性層等の磁性層は、インラインスパッタ法、DCマグネトロンスパッタ法などで連続的に形成することができる。
【0044】
磁性層の腐食を防ぎ、かつ磁気ヘッドが磁気記録媒体に接触した時の媒体表面の損傷を防ぐために、磁性層の上に保護層を設ける。保護層は、C,ZrO2,SiO2等を含む材料を用いて形成することができる。形成方法としては、インラインスパッタ法、プラズマCVD法、スピンコート法等を用いることができる。
【0045】
保護膜の表面には、磁気ヘッドと磁気記録媒体との摩擦を低減するため、潤滑膜を形成することが好ましい。潤滑膜は、例えばパーフルオロポリエーテル、フッ素化アルコール、フッ素化カルボン酸等で構成され、ディップ法、スプレー法等で形成することができる。
【実施例】
【0046】
以下、本発明の実施例について具体的に説明するが、本発明は実施例に限定されるものではない。なお、以下の例1〜13のうちで、例1〜8は本発明の実施例であり、例9〜13は比較例である。
【0047】
例1〜13
以下に示す各工程を順に行い、磁気記録媒体用ガラス基板を製造した。
【0048】
<円形加工工程>
フロート法で成形されたSiO2を主成分とするガラス原板を、外径65mm、内径20mm、板厚0.635mmの磁気記録媒体用ガラス基板が得られるように、中央部に円孔を有する円盤形状に加工した。
【0049】
<面取り加工工程>
中央部に円孔を有する円盤形状に加工されたガラス基板の内周側面と上下両主平面との交差部、および外周側面と上下両主平面との交差部を、最終的に面取り幅0.15mm、面取り角度45°の磁気記録媒体用ガラス基板が得られるように面取り加工した。
【0050】
<主平面の一次研削工程>
両面研削装置(スピードファム社製、製品名:DSM−16B−5PV−4MH)により、平均粒子径25μmのアルミナ砥粒を含有する研削液を用いて、ガラス基板の上下両主平面の一次研削を行った。一次研削後、基板を洗浄し砥粒を除去した。
【0051】
例1〜4、例7〜8および例12〜13では、2ステップの研削加工を行った。すなわち、表1に示すように、初期(第1ステップ)に主圧力として2または3kPaの低圧を適用して8分間または7分間研削した後、第2ステップに主圧力として9kPaの圧力で15分間研削した。例5〜6および例9〜11では、表1に示すように、主圧力として8〜12kPaの圧力を16〜22分間適用した。加工圧力が高い例9〜11においては、研削時の主圧力によりガラス基板の平坦度が矯正された状態で研削されるため、研削加工後に研削の圧力を開放すると平坦度が元に戻る、いわゆる「スプリングバック」の現象が観察された。
【0052】
<端面研磨工程>
ガラス基板の外周端面を、酸化セリウム砥粒を含む研磨液と研磨ブラシとを用いて研磨し、外周端面のキズを除去し、鏡面となるように研磨した。外周端面研磨後、ガラス基板を洗浄し砥粒を除去した。次に、ガラス基板の内周端面を、酸化セリウム砥粒を含む研磨液と研磨ブラシとを用いて研磨し、内周端面のキズを除去し、鏡面となるように研磨した。内周端面研磨後、ガラス基板を洗浄し砥粒を除去した。
【0053】
<主平面の二次研削工程>
平均粒子径4μmのダイヤモンド砥粒を含有する固定砥粒工具と研削液を用いて、両面研削装置(スピードファム社製、製品名:DSM−16B−5PV−4MH)により、ガラス基板の上下両主平面を研削した。10kPaの主圧力で10分間研削した。
【0054】
<主平面研磨工程>
両面研磨装置を用いて、ガラス基板の両主平面を研磨した。研磨は、一次研磨と二次研磨および三次研磨(仕上げ研磨)の3段研磨とした。
【0055】
(一次研磨工程)
一次研磨工程では、平均粒子径が1.2μmの酸化セリウム砥粒を含む研磨液と硬質ウレタン製の研磨パッドを使用し、16B型両面研磨装置(スピードファム社製、製品名:DSM−16B−5PV)により、ガラス基板の主平面を研磨した。1ロットは100枚とした。また、研磨パッド表面に形成された溝の深さ、および上下定盤の研磨面の平行度を、それぞれ表1に示す。
【0056】
なお、上下定盤の研磨面は、研磨装置の上下定盤に装着した研磨パッドの表面を、ドレス治具で削るドレス処理により形成した。上下定盤の研磨面(上下定盤に装着した研磨パッドの研磨面)の平行度は、上下定盤の内周端側における上定盤の研磨面と下定盤の研磨面との距離をD1、外周端側における上定盤の研磨面と下定盤の研磨面との距離をD2としたとき、(D2−D1)の絶対値を前記平行度とした。
【0057】
前記(D2−D1)は、真直度計(Hitzハイテクノロジー社製、製品名:HSS−1700)を用いて測定した。上定盤30の研磨面30a、下定盤40の研磨面40bに、図2に示すように直線Xに沿って真直度計を設置し、真直度計の測定子が研磨面30a、40aの外周端(X1およびX4)と内周端(X2およびX3)を通過するように走査して、上定盤30の研磨面30aの研磨面と下定盤40の研磨面40aの形状を測定することにより得た。
【0058】
なお、上下定盤の研磨面の形状の例を模式的に表す断面図を、図3に示す。図3(a)は、上定盤30の研磨面30aと下定盤40の研磨面40aとの距離が、内周端側に比べて外周端側で大きくなっている形状の例を示し、この場合、(D2−D1)の値は正になる。図3(b)は、上定盤30の研磨面30aと下定盤40の研磨面40aとの距離が、外周端側に比べて内周端側で大きくなっている形状の例を示し、この場合、(D2−D1)の値は負になる。いずれの形状においても、(D2−D1)の絶対値が0に近いほど、上下定盤の研磨面の平行度が高いということができる。
【0059】
一次研磨工程では、主研磨圧力を8.5kPa、定盤回転数を30rpmとし、総研磨量が両主平面の厚さ方向の合計で40μmになるように研磨時間を設定して、研磨を実施した。一次研磨後、ガラス基板を洗浄し、酸化セリウム砥粒を除去した
【0060】
なお、例1〜6および例9〜13では、研磨パッドの溝の深さを表1に示すように0.8〜1.0mmとし、研磨キャリアの穴径とガラス基板の外径とのクリアランスを1.7mmとして研磨を行った。これに対して、例7〜8では、研磨パッドの溝の深さを表1に示すように0.1〜0.2mmとし、研磨キャリアの穴径とガラス基板の外径とのクリアランスを0.2mmとして研磨を行った。
【0061】
(二次研磨工程)
一次研磨後のガラス基板の両主平面を、平均粒子径が0.5μmの酸化セリウム砥粒を含む研磨液と軟質ウレタン製の研磨パッドを使用し、一次研磨と同じ両面研磨装置により研磨した。二次研磨工程では、主研磨圧力を9.5MPa、定盤回転数を9rpmとし、総研磨量が両主平面の厚さ方向の合計で5μmとなるように研磨時間を設定して、研磨を実施した。二次研磨後、ガラス基板を洗浄し、酸化セリウム砥粒を除去した。
【0062】
(三次研磨工程)
二次研磨後のガラス基板の両主平面を、一次粒子の平均粒子径が20〜30nmのコロイダルシリカを主成分とする研磨液と軟質ウレタン製の研磨パッドを使用し、16B型両面研磨装置(スピードファム社製、製品名:DSM−16B−5PV)により研磨(仕上げ研磨)した。三次研磨工程では、総研磨量が上下両主平面の厚さ方向の合計で1μmになるように研磨時間を設定して、研磨を実施した。
【0063】
<精密洗浄工程>
三次研磨後のガラス基板に対して、洗剤によるスクラブ洗浄、洗剤溶液に浸漬した状態での超音波洗浄、純水に浸漬した状態での超音波洗浄を順次行い、次いでイソプロピルアルコール蒸気により乾燥した。
【0064】
【表1】

【0065】
次に、例1〜13で得られた磁気記録媒体用ガラス基板について、主平面のクランプ領域の平坦度と、クランプ領域における板厚偏差、およびクランプ領域の表面うねりを、それぞれ以下に示す方法で測定した。測定結果を表2に示す。なお、これらの磁気記録媒体用ガラス基板において、主平面のクランプ領域は、円孔と同心である直径25.6mmの円(同心円)の周上から主平面の内周端部までの領域である。
【0066】
[クランプ領域の平坦度]
干渉式平坦度測定機(Zygo社製、型式;Zygo GI Flat(MESA))を使用し、測定波長680nmの光源を用いて位相測定干渉法(フェイズシフト法)により、磁気記録媒体用ガラス基板の両主平面のクランプ領域の平坦度を測定した。なお、平坦度は両主平面のクランプ領域で測定し、高い方の平坦度を表2に記した。
【0067】
[クランプ領域の板厚偏差]
ガラス基板の円孔の中心から半径12.8mmの周上(すなわち、クランプ領域の外周側端部)で中心角が0°、90°、180°、270°の計4箇所の位置で、レーザー変位計(キーエンス社製、レーザーヘッドはLK−G15/アンプLK-G3000V)を用いて、ガラス基板の板厚を測定した。測定した板厚値(4点)の最大値と最小値の差を求め、その値をクランプ領域の板厚偏差として表2に示した。
【0068】
[クランプ領域の表面うねり]
白色光干渉計型形状測定機(ADE Phaseshift社製、型式;Opti Flat)を使用し、白色光による干渉方式でバンドパスフィルタを500μm〜5000μmの範囲に設定し、磁気記録媒体用ガラス基板のクランプ領域における周期が500μm〜5000μmの表面うねりを測定した。そして、表面うねりの最大山高さと最小谷深さとの差である表面うねりの振幅値(PV値)を求めた。なお、両主平面のクランプ領域でそれぞれ表面うねりを測定し、高い方の表面うねりのPV値を表2に記した。
【0069】
次に、例1〜13で得られたガラス基板に対して、以下に示すフラッタリングの変位量測定およびHDD耐衝撃試験を行い、磁気記録媒体用ガラス基板としての特性を測定した。測定結果を表2に示す。
【0070】
[フラッタリングの変位量]
磁気記録媒体用ガラス基板のクランプ領域を、スピンスタンド(ナノテスト社製;エアスピンドル)にクランプ部材を介して締付け固定した。固定した磁気記録媒体用ガラス基板を所定の回転数(7500rpm)で回転させ、フラッタリングの変位量を、レーザードップラー振動計(小野測器社製、測定機本体;LV-1720A、ロガーユニット;AU4100、制御・FFT解析ソフト;Repolyzer2)により測定した。なお、フラッタリングの変位量が40nm以上の場合、磁気記録媒体としてHDDに組み込み、磁気記録媒体に磁気ヘッドで信号の読み書きなどを行った際に、データの書き込み、読み出しの精度に悪影響を及ぼしたり、ヘッドがディスク表面に接触するおそれがある。
【0071】
[HDD耐衝撃性]
磁気記録媒体用ガラス基板のクランプ領域を、2.5インチ型HDDのスピンドル部分にスペーサーを介しクランプ部材により固定した後、前記HDDを水平にした状態で、その側面2辺を、落下衝撃試験機のアルミニウム製試料台に固定した。なお、アルミニウム製試料台には加速度センサが設置され、落下の衝撃が測定されるように構成されている。そして、磁気記録媒体用ガラス基板を固定したHDDを、1100Gの加速度が加わる高さから10回落下させた後、磁気記録媒体用ガラス基板が割れたかどうかを確認した。
【0072】
次に、例1〜13の磁気記録媒体用ガラス基板を用いて磁気記録媒体(磁気ディスク用)を以下に示す方法で製造した後、磁気記録媒体の特性を評価するために、グライドハイテストを行った。
【0073】
[磁気録媒体の製造]
例1〜13で得られた磁気記録媒体用ガラス基板を精密洗浄して表面のパーティクルを除去した後、DCマグネトロンスパッタリング装置により、軟磁性層として厚さ150nmのCoFeZrNb層を、非磁性中間層として厚さ10nmのRu層を、垂直記録用磁性層として厚さ15nmのCoCrPtBのグラニュラ構造層を、順に積層して形成した。次いで、こうして形成された垂直記録用磁性層の上に、保護層として厚さ4nmの非晶質ダイヤモンド状カーボン膜をCVD法により形成した後、その表面にパーフルオロポリエーテル潤滑膜をディップ法により形成した。
【0074】
[グライドハイト評価]
グライドハイト評価では、ピエゾ素子またはアコースティックエミッション等のグライドハイトテスト用センサをヘッドスライダに設けた検査用ヘッドを用い、磁気ディスク装置の磁気ヘッドと磁気ディスクとの関係を再現する。そして、磁気ディスクの表面上でヘッドスライダの浮上面の幅に対応する多数のトラックを含む一定範囲の記録エリア毎に、一定高さ以上の異常突起等がテストヘッドのヘッドスライダに衝突したとき、これによって生ずる過大振動エネルギをセンサにより検出し、異常突起の存在を検出する。
【0075】
このグライドハイト評価を、以下に示すようにして行った。すなわち、例1〜13のガラス基板を用いて製造された磁気記録媒体を回転速度7200rpmで回転し、浮上量が5nmの検査用ヘッドを磁気記録媒体上で浮上走行させ、検査用ヘッドのヒット(ヘッドが磁気記録媒体表面の突起にかすること)やクラッシュ(ヘッドが磁気記録媒体表面の突起に衝突すること)の有無を確認した。
【0076】
そして、検査用ヘッドのヒットとクラッシュが発生しなかった磁気記録媒体を合格品として、グライドハイト評価の合格率(%)を求めた。グライドハイト評価の結果を表2に示す。
【0077】
【表2】
【0078】
表1および表2からわかるように、例1〜8では、主平面において、クランプ領域の平坦度が1μm以下となっているうえに、このクランプ領域におけるガラス基板の板厚偏差が0.3μm以下となっているので、これらの磁気記録媒体用ガラス基板をHDDにクランプ部材により締付け固定して高速回転したとき、フラッタリングの変位量が小さい範囲に抑えられている。また、これらの磁気記録媒体用ガラス基板を用いて製造された磁気記録媒体は、グライドハイト評価において優れた特性を示している。これは、磁気記録媒体を高速回転した時のフラッタリングの変位量が小さくなり、磁気ヘッドの浮上姿勢が安定化されたためと考えられる。
【0079】
さらに、例1〜6では、クランプ領域の表面うねりの振幅値が20nm以下と極めて小さくなっているので、HDDに落下などの衝撃が加わった際、クランプ領域における局部的な応力集中が緩和される結果、ガラス基板の耐衝撃性が高くなっており、HDD耐衝撃性試験における磁気記録媒体用ガラス基板の割れ発生率が0%となっている。
【0080】
これに対して、例9〜11では、少なくとも一方の主平面において、クランプ領域の平坦度が1μmを超えている。また、例12〜13では、クランプ領域におけるガラス基板の板厚偏差が0.3μmを超える値となっている。そのため、例9〜13では、これらのガラス基板をクランプ部材により締付け固定してHDDに組み込んで高速回転したときのフラッタリングの変位量が、大きくなっている。また、これらの磁気記録媒体用ガラス基板を用いて製造された磁気記録媒体は、グライドハイト評価の合格率も低い値を示している。さらに、HDD耐衝撃性試験における磁気記録媒体用ガラス基板の割れ発生率も大きくなっている。
【0081】
なお、例1〜6および例9〜13では、一次研磨工程において、研磨パッドの溝の深さが0.8〜1.0mmで、研磨キャリアの穴径とガラス基板の外径とのクリアランスを1.7mmとして研磨を行ったので、研磨液の流通が良好であり、かつ研磨キャリア穴内でのガラス基板の自転が十分に行われた結果、均一な研磨が行われ、ガラス基板の主平面のうねりが小さくなったと考えられる。
これに対して、例7〜8では、研磨パッドの溝深さが0.1〜0.2mmで、研磨キャリアの穴径とガラス基板の外径とのクリアランスを0.2mmとして研磨を行ったので、研磨液の流通が不十分であり、かつキャリア穴内でのガラス基板の自転が行われにくい状態で研磨が行われた結果、均一な研磨が行われず、ガラス基板の内周部の一部から主平面の面内に局部的に表面うねりが大きくなる領域が生じたと考えられる。
【産業上の利用可能性】
【0082】
本発明の磁気記録媒体用ガラス基板によれば、磁気ディスク装置に搭載した場合に、ヘッドクラッシュ等のHDDで発生する不具合を防止し、磁気記録媒体の耐衝撃性を向上させ、高記録密度化が可能で信頼性の高い磁気ディスク装置を提供できる。
【符号の説明】
【0083】
10…磁気記録媒体用ガラス基板、11…円孔、101…内周側面、102…外周側面、103…主平面、104…面取り部、105…クランプ領域、30…上定盤、40…下定盤。
【技術分野】
【0001】
本発明は、磁気記録媒体用ガラス基板および磁気記録媒体に関する。
【背景技術】
【0002】
近年、磁気ディスク装置においては、高記録密度化が急激に進んでいる。磁気ディスク装置では、磁気ヘッドを高速回転する磁気記録媒体(磁気ディスク)上にわずかに浮上させて走査することによって、高記録密度と高速アクセスを両立させている。磁気ディスクの基材は、従来アルミニウム(Al)にニッケル−リン(Ni−P)メッキを施した基板が主流であったが、アルミニウム合金基板に比べて硬く、磁気ヘッドによる衝撃に対する耐性に優れ、かつ平坦性や平滑性に優れるガラス基板が使われるようになってきている。
【0003】
磁気ディスク装置では、記録密度の向上のため、磁気ヘッドの浮上量をより小さくする傾向にあるが、それに伴い磁気ヘッドが磁気記録媒体(磁気ディスク)に衝突するヘッドクラッシュ等の不具合が発生するおそれが増大している。一方、磁気ディスクのデータへの高速アクセスを実現するには、磁気ディスクの高速回転が必要となるが、磁気ディスクの高速回転で発生する気流によりフラッタリングと呼ばれる磁気ディスクの振動が起こるため、磁気ヘッドの浮上安定性が悪化し、ヘッドクラッシュ等の不具合がさらに生じ易くなる問題があった。また、磁気ヘッドが磁気ディスクの表面に接触し、磁気ディスクが破損するおそれもある。したがって、高速回転時の磁気ディスクのフラッタリングを抑制することが、従来にも増して重要となっている。
【0004】
従来から、スピンドルモーターのハブに固定されるガラス基板内周部の断面形状を規定することで、ガラス基板の耐衝撃強度を向上させた磁気ディスク装置が提案されている(例えば、特許文献1参照。)。また、磁気ディスクをハードディスクドライブ(HDD)に取り付けるための部材の剛性および構造を所定の関係とすることで、磁気ディスクの変形を防止し、磁気ヘッドの浮上を安定化させた磁気ディスク装置も提案されている(例えば、特許文献2参照。)。
【0005】
しかしながら、特許文献1および特許文献2に記載された磁気ディスクでは、いずれも、HDDに取り付けられた磁気ディスクの形状の変形、およびその結果生じるフラッタリング変位を十分に抑えることができないため、磁気ヘッドの浮上安定性が悪化し、ヘッドクラッシュ等を十分に防止できなかった。また、従来の磁気ディスクは、落下などにより磁気ディスク装置に衝撃が加わった場合の耐衝撃性も十分ではなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開WO2008/111427号公報
【特許文献2】特開2003−217249号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記問題を解決するためになされたもので、磁気ディスク装置において磁気記録媒体を高速回転したときのフラッタリングの変位を抑制するとともに、磁気記録媒体の耐衝撃性を向上させる磁気記録媒体用ガラス基板を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の磁気記録媒体用ガラス基板は、中央部に貫通する円孔を有し、互いに対向する1対の主平面を有する円盤形状の磁気記録媒体用ガラス基板であって、前記主平面において、磁気記録媒体をハードディスクドライブに固定する時に締結部材により締付けられる箇所を含むクランプ領域は、平坦度が1μm以下であり、かつ前記クランプ領域は板厚偏差が0.3μm以下であることを特徴とする。
【0009】
本発明の磁気記録媒体用ガラス基板において、前記平坦度は0.7μm以下であることが好ましく、0.5μm以下であることがさらに好ましい。また、前記主平面において、前記クランプ領域は、表面うねりの振幅値が20nm以下であることが好ましい。前記表面うねりの振幅値は、10nm以下であることがさらに好ましい。また、前記板厚偏差は0.2μm以下であることが好ましい。さらに、前記クランプ領域は、前記主平面において、前記円孔の直径の128%の直径を有する、前記円孔と同心の円の周上より中央部側の円環の領域であることが好ましい。
【0010】
本発明の磁気記録媒体は、前記した本発明の磁気記録媒体用ガラス基板を用いたものである。
【発明の効果】
【0011】
本発明の磁気記録媒体用ガラス基板によれば、該磁気記録媒体用ガラス基板の表面に磁性層などを形成した磁気記録媒体を磁気ディスク装置に搭載した場合に、磁気記録媒体を高速回転したときのフラッタリングが抑えられるため、ヘッドクラッシュ等の不具合の発生を防止でき、磁気ディスク装置の信頼性を向上させるとともに、高記録密度化を図ることができる。また、磁気ディスク装置に強い衝撃が加えられた場合も磁気記録媒体が破損しないので、信頼性の高い磁気ディスク装置を得ることができる。
【図面の簡単な説明】
【0012】
【図1】本発明の磁気記録媒体用ガラス基板の一例を示す断面斜視図である。
【図2】本発明の実施例において、上下定盤の研磨面の平行度を測定する方法を説明するための平面図である。
【図3】上下定盤の研磨面の形状を示し、(a)はD2がD1より大きい形状を模式的に表す断面図であり、(b)はD2がD1より小さい形状を模式的に表す断面図である。
【発明を実施するための形態】
【0013】
本発明を実施するための形態について説明するが、本発明は以下に記載される実施形態に限定されない。
【0014】
本発明者は、磁気ディスク(磁気記録媒体)に使用されるガラス基板の所定の領域の平坦度等が、前記フラッタリングの変位の大きさや、前記磁気ディスク装置に落下などの衝撃が加わった場合の磁気ディスクの耐衝撃性に影響を与えることを見出した。
すなわち、磁気ディスクをハードディスクドライブ(HDD)に搭載する際は、磁気ディスクの主平面の内周端部寄りの所定の箇所をクランプ等の部材(以下、クランプ部材という。)により締付けて固定するとともに、このクランプ部材をハブと結束してスピンドルモーターに取り付けるが、磁気記録媒体用ガラス基板の主平面において、前記クランプ部材により締付け固定される箇所の平坦度が悪いと、クランプ部材を締付けたときにガラス基板の形状が変形し、磁気ディスク全体としての平坦度が悪化する。その結果、磁気ヘッドの浮上安定性が悪化し、ヘッドクラッシュ等が生じ易くなる。なお、クランプ部材により締付け固定される箇所を含む領域を、クランプ領域ともいう。
【0015】
また、磁気記録媒体用ガラス基板のクランプ領域の平坦度が悪いと、クランプ部材を締付け固定したときに、ガラス基板の凸部分に応力が集中し、衝撃強度が低下する、耐衝撃性の許容範囲(マージン)が減少する、などの不具合が生じる。
【0016】
さらに、磁気記録媒体用ガラス基板において、クランプ領域に対応する部位の板厚が不均一であると、クランプ部材によりその領域を締付け固定したときに、ガラス基板の固定が適切に行われず、磁気ディスクを高速回転したときにフラッタリングが大きくなる問題が生じる。その結果、磁気ヘッドの浮上安定性が悪化し、ヘッドクラッシュ等が生じ易くなる。
【0017】
本発明の実施形態の磁気記録媒体用ガラス基板は、中央部に貫通する円孔を有し、互いに対向する1対の主平面を有する円盤形状のガラス基板である。そして、1対の主平面において、クランプ領域の平坦度が1μm以下であり、かつこのクランプ領域におけるガラス基板の板厚偏差が0.3μm以下であることを特徴としている。
【0018】
まず、本発明の磁気記録媒体用ガラス基板の一例を、図1に示す。本発明の磁気記録媒体用ガラス基板10は、中央部に円形の貫通孔である円孔11を有し、円孔11の内壁面である内周側面101と、外周側面102、および上下1対の主平面103からなる円盤形状を有している。また、内周側面101および外周側面102と上下両方の主平面103との交差部に、それぞれ面取り部104(内周面取り部および外周面取り部)が形成されている。そして、1対の主平面103である上下両主平面103において、クランプ領域105の平坦度が1μm以下であるとともに、このクランプ領域105におけるガラス基板10の板厚偏差が0.3μm以下となっている。
【0019】
本明細書において、クランプ領域105とは、磁気記録媒体用ガラス基板10を磁気記録媒体としてHDDに組み込んで使用する際に、クランプ等の締結部材により締付け固定される主平面の箇所を含む領域をいう。
具体的には、所定の主平面103において、円孔11の内径DIの128%の直径(1.28DI)を有する、円孔と同心の円(以下、同心円という。)105aの周上から、主平面103の内周端部105bまでの円環形(105aの周上より中央部側の円環)の領域を、クランプ等の締結部材により締付け固定される主平面の箇所を含む、クランプ領域105とすることが好ましい。例えば、外径65mmで円孔11の内径DIが20mmの磁気記録媒体用ガラス基板10では、主平面103において、直径25.6mmの同心円の周上から内周端部105bまでの領域(クランプ領域105)、またはその一部において、クランプ等の締結部材による締付け固定がなされる。また、外径95mmで円孔11の内径DIが25mmの磁気記録媒体用ガラス基板10では、主平面103において、直径32.0mmの同心円105aの周上から内周端部105bまでの領域がクランプ領域105となり、この領域よりも内側の領域においてクランプ等の締結部材により締付け固定されることとなる。
【0020】
このようなクランプ領域105の平坦度は、最大山高さと最大谷深さの差であるTIR(Total Indicated Runout)値で表わされる。平坦度の測定は、例えば、干渉式平坦度測定機を使用し、所定の測定波長で位相測定干渉法(フェイズシフト法)により行うことができる。
【0021】
本発明の磁気記録媒体用ガラス基板において、主平面のクランプ領域105の平坦度は、1μm以下であり、好ましくは0.7μm以下、さらに好ましくは0.5μm以下、特に好ましくは0.3μm以下である。平坦度が1.0μm超では、高速回転時の磁気記録媒体の振動(フラッタリング変位)が大きくなり、ヘッドクラッシュ等の不具合が生じるおそれがある。
【0022】
また、本発明の磁気記録媒体用ガラス基板において、クランプ領域105における磁気記録媒体用ガラス基板10の板厚偏差は、0.3μm以下であり、好ましくは0.2μm以下、さらに好ましくは0.1μm以下である。板厚偏差が0.3μmを超える場合には、主平面103のクランプ領域105の平坦度が1μm以下であっても、磁気記録媒体を高速回転した時のフラッタリングの変位が大きくなり、ヘッドクラッシュ等の不具合が生じるおそれがある。
【0023】
クランプ領域105におけるガラス基板10の板厚偏差は、以下に示す方法で求められる。すなわち、ガラス基板の板厚測定器を用いて、磁気記録媒体用ガラス基板10のクランプ領域105内の複数箇所(例えば、同心円105aの周上で中心角が0°、90°、180°、270°の計4箇所)の位置で、それぞれ板厚を測定し、得られた板厚値の最大値と最小値の差を求め、これを板厚偏差とする。
【0024】
さらに、本発明の磁気記録媒体用ガラス基板10においては、上下両主平面103において、クランプ領域105の表面うねりの振幅値が20nm以下であることが好ましい。
【0025】
ここで、表面うねりとは、磁気記録媒体用ガラス基板10の主平面における、周期が数十μm〜数mmである微小なうねり形状をいう。また、表面うねりの振幅値とは、うねり形状の最大山高さと最小谷深さとの差であるPV(Peak to Valley)値をいう。
本発明では、500μm〜5000μmの周期を有する表面うねりの振幅値(PV値)が20nm以下であることが好ましい。表面うねりの振幅値(PV値)は、より好ましくは10nm以下であり、さらに好ましくは5nm以下である。
【0026】
磁気記録媒体用ガラス基板のクランプ領域の表面うねりの振幅値(PV値)を小さくすることにより、クランプ部材を締付け固定したときに、ガラス基板の凸部分に応力が集中し、衝撃強度が低下してしまうことを抑制し、耐衝撃性の許容範囲(マージン)を増加させることができる。そのため、表面うねりの振幅値(PV値)が20nm以下である場合は、耐衝撃性が高い磁気記録媒体を得ることができる。すなわち、磁気ディスク装置に強い衝撃が加えられた場合でも、搭載された磁気記録媒体が破損しにくい。
【0027】
磁気記録媒体用ガラス基板10の表面うねりの測定は、例えば、白色光干渉計型形状測定機を使用し、白色光による干渉方式でバンドパスフィルタを500μm〜5000μmの範囲に設定して行う。そして、測定された表面うねりの最大山高さと最小谷深さとの差であるPV値を求めて、表面うねりの振幅値とする。
【0028】
このように構成される実施形態の磁気記録媒体用ガラス基板10では、主平面103のクランプ領域105の平坦度が1μm以下であるとともに、このクランプ領域105におけるガラス基板10の板厚偏差が0.3μm以下となっているので、この磁気記録媒体用ガラス基板10から得られる磁気記録媒体をクランプ部材等により締付け固定してHDDに組み込んだ磁気ディスク装置において、磁気記録媒体のフラッタリングが抑制される。その結果、磁気ヘッドの浮上安定性が向上し、ヘッドクラッシュ等の不具合が生じにくくなる。また、クランプ領域における局部的な応力集中が防止されるので、磁気記録媒体用ガラス基板の耐衝撃性が向上し、磁気ディスク装置に強い衝撃が加えられた場合でも磁気記録媒体が破損しにくい。
【0029】
本発明の磁気記録媒体用ガラス基板は、以下の各工程を有する製造方法により得ることができる。なお、以下に示す各工程間に、ガラス基板の洗浄(工程間洗浄)やガラス基板表面(ガラス基板の一部または全面)のエッチング(工程間エッチング)を実施してもよい。また、磁気記録媒体用ガラス基板に高い機械的強度が求められる場合、ガラス基板の表層に強化層(圧縮応力層)を形成する強化工程(例えば、化学強化工程)を、主平面研磨工程前または主平面研磨工程後、あるいは主平面研磨工程の間(一次研磨工程と二次研磨工程との間、または二次研磨工程と三次研磨工程との間)に実施してもよい。
【0030】
<円形加工工程>
まず、フロート法、フュージョン法、ダウンドロー法またはプレス成形法で成形されたガラス原板を、中央部に円孔を有する円盤形状に加工する。ガラス原板は、フロート法で成形されたものでも、フュージョン法で成形されたものでも、ダウンドロー法またはプレス成形法で成形されたものでもよい。また、ガラス原板を構成するガラスは、アモルファスガラスでもよく、結晶化ガラスでもよい。
【0031】
<面取り加工工程>
円形加工されたガラス基板の内周側面と上下両主平面との交差部、および外周側面と上下両主平面との交差部にそれぞれ面取り加工を行い、内周面取り部および外周面取り部を形成する。
【0032】
<主平面の一次研削工程:遊離砥粒研削工程>
ガラス基板の平坦度や板厚を調整するために、両面研削装置または片面研削装置により、ガラス基板の上下両主平面を、砥粒を含有する研削液を用いて研削(ラッピング)する(遊離砥粒研削工程)。遊離砥粒としては、後述する二次研削工程で使用する固定砥粒よりも平均粒子径が大きいダイヤモンド粒子、アルミナ粒子、炭化ケイ素粒子等を使用することができる。一次研削した後、ガラス基板を洗浄し砥粒を除去することが好ましい。
【0033】
<主平面の二次研削工程:固定砥粒研削工程>
ガラス基板の平坦度や板厚を調整するために、両面研削装置または片面研削装置により、固定砥粒工具を用いた固定砥粒研削を行うことが好ましい。固定砥粒工具に含まれる砥粒としては、例えば、平均粒子径が0.5〜10μmのダイヤモンド粒子、アルミナ粒子、炭化ケイ素粒子等を使用することができる。
なお、磁気記録媒体用ガラス基板の製造工程において、ガラス基板の平坦度や板厚を調整するための研削工程としては、遊離砥粒研削工程のみを実施するものでもよく、固定砥粒研削工程のみを実施するものでもよく、遊離砥粒研削工程と固定砥粒研削工程の両方を実施するものであってもよい。
【0034】
<端面研磨工程>
ガラス基板の内周端面(内周側面と内周面取り部)を、砥粒を含有する研磨液と研磨ブラシを用いて研磨し、円形加工および面取り加工等の際に内周端面に生じたキズなどを除去し、鏡面となるように平滑化する。また、ガラス基板の外周端面(外周側面と外周面取り部)を、砥粒を含有する研磨液と研磨ブラシを用いて研磨し、円形加工および面取り加工等の際に外周端面に生じたキズなどを除去し、鏡面となるように平滑化する。
【0035】
端面研磨工程においては、例えば、ガラス基板の複数枚を積層してガラス基板積層体を形成し、このガラス基板積層体に対して研磨液と研磨ブラシを用いて研磨を行うことが好ましい。内周端面の研磨と外周端面の研磨を同時に行うことも、別々に行うこともできる。また、内周端面の研磨または外周端面の研磨のうち、一方のみを実施してもよい。内周端面研磨と外周端面研磨を別々に行う場合、行う順序は特に限定されず、どちらの研磨を先に行ってもよい。例えば、ガラス基板を積層したガラス基板積層体に対して外周端面の研磨を行い、次いでガラス基板積層体のままで内周端面の研磨を行った後、積層をばらしてガラス基板を1枚ずつカセット等に収納し、次工程に送る方法を採ることができる。
【0036】
砥粒としては、酸化セリウム粒子、シリカ粒子、アルミナ粒子、ジルコニア粒子、ジルコン粒子、炭化ケイ素粒子、炭化ホウ素粒子、ダイヤモンド粒子、酸化マンガン粒子等を用いることができる。研磨速度の点から、酸化セリウム粒子の使用が好ましい。砥粒の平均粒子径は、端面研磨の効率(研磨速度)と研磨により得られる端面の平滑性等の観点から、0.1〜5μmが好ましい。なお、本明細書において、平均粒子径は、粒度分布の累積50%の粒子直径を示すd50値とする。平均粒子径は、レーザー回折方式またはレーザー散乱方式等の粒度分布計を使用して測定して求めた値である。
【0037】
<主平面研磨工程>
ガラス基板の主平面の研磨は、円形加工や面取り加工、主平面の研削等の際に生じたキズ等を除去し、凹凸を平滑化して鏡面とするために行う。主平面研磨工程では、砥粒を含有する研磨液と発泡樹脂製等の研磨パッド(硬質研磨パッドまたは軟質研磨パッド)とを使用し、両面研磨装置により上下両主平面を研磨することが好ましい。
【0038】
砥粒としては、シリカ粒子、アルミナ粒子、ジルコニア粒子、ジルコン粒子、酸化セリウム粒子、酸化マンガン粒子等を使用できる。例えば、平均粒子径が0.3〜5μmの前記砥粒を使用して研磨(一次研磨)を行うことができる。一次研磨のみを行ってもよいが、一次研磨を行った後、平均粒子径がより小さい砥粒を使用して二次研磨を行ってもよい。また、二次研磨の後にさらに平均粒子径が小さい砥粒を使用して三次研磨(仕上げ研磨)を行ってもよい。
【0039】
<精密洗浄工程>
精密洗浄工程では、主平面が研磨されたガラス基板に対して、例えば、洗剤を用いたスクラブ洗浄を行った後、洗剤溶液に浸漬した状態での超音波洗浄、純水に浸漬した状態での超音波洗浄などを順次行う。洗浄後は、乾燥を実施する。乾燥方法としては、例えば、イソプロピルアルコール蒸気による蒸気乾燥、温風による温水温風乾燥、スピン乾燥等がある。
【0040】
このような各工程を経て、本発明の磁気記録媒体用ガラス基板が得られる。磁気ディスク(磁気記録媒体)は、こうして得られた磁気記録媒体用ガラス基板の主平面に、磁性層、保護層、および潤滑膜等を設けた構造を有する。
【0041】
磁性層は、長手方向記録方式のものでも垂直記録方式のものでもよいが、特に記録密度向上の点から、垂直記録方式のものが好ましい。
垂直記録用磁性層は、磁化容易軸が基板面に対して垂直方向を向いた磁性層であり、少なくともCo,Ptを含む。高い固有媒体ノイズの原因となる粒間交換結合を低減するため、良好に隔離された微粒子構造とするのがよい。具体的には、CoPt系合金等に、酸化物(SiO2,SiO,Cr2O3,CoO,Ta2O3,TiO2等)や、Cr,B,Cu,Ta,Zr等を添加するのがよい。
【0042】
垂直記録方式の場合、磁気ヘッドからの記録磁界を環流させる役割を果たす軟磁性材料からなる軟磁性下地層を、磁性層の下層に配設するのが一般的である。軟磁性下地層には、CoNiFe,FeCoB,CoCuFe,NiFe,FeAlSi,FeTaN,FeN,FeTaC,CoFeB,CoZrN等を用いることができる。また、軟磁性下地層と垂直記録用磁性層との間に、RuやRu合金などの非磁性中間層を形成することが好ましい。この非磁性中間層は、垂直記録用磁性層のエピタキシャル成長を容易にする機能、および軟磁性下地層と垂直記録用磁性層との磁気交換結合を断つ機能を持つ。
【0043】
これら軟磁性下地層、非磁性中間層、および垂直記録用磁性層等の磁性層は、インラインスパッタ法、DCマグネトロンスパッタ法などで連続的に形成することができる。
【0044】
磁性層の腐食を防ぎ、かつ磁気ヘッドが磁気記録媒体に接触した時の媒体表面の損傷を防ぐために、磁性層の上に保護層を設ける。保護層は、C,ZrO2,SiO2等を含む材料を用いて形成することができる。形成方法としては、インラインスパッタ法、プラズマCVD法、スピンコート法等を用いることができる。
【0045】
保護膜の表面には、磁気ヘッドと磁気記録媒体との摩擦を低減するため、潤滑膜を形成することが好ましい。潤滑膜は、例えばパーフルオロポリエーテル、フッ素化アルコール、フッ素化カルボン酸等で構成され、ディップ法、スプレー法等で形成することができる。
【実施例】
【0046】
以下、本発明の実施例について具体的に説明するが、本発明は実施例に限定されるものではない。なお、以下の例1〜13のうちで、例1〜8は本発明の実施例であり、例9〜13は比較例である。
【0047】
例1〜13
以下に示す各工程を順に行い、磁気記録媒体用ガラス基板を製造した。
【0048】
<円形加工工程>
フロート法で成形されたSiO2を主成分とするガラス原板を、外径65mm、内径20mm、板厚0.635mmの磁気記録媒体用ガラス基板が得られるように、中央部に円孔を有する円盤形状に加工した。
【0049】
<面取り加工工程>
中央部に円孔を有する円盤形状に加工されたガラス基板の内周側面と上下両主平面との交差部、および外周側面と上下両主平面との交差部を、最終的に面取り幅0.15mm、面取り角度45°の磁気記録媒体用ガラス基板が得られるように面取り加工した。
【0050】
<主平面の一次研削工程>
両面研削装置(スピードファム社製、製品名:DSM−16B−5PV−4MH)により、平均粒子径25μmのアルミナ砥粒を含有する研削液を用いて、ガラス基板の上下両主平面の一次研削を行った。一次研削後、基板を洗浄し砥粒を除去した。
【0051】
例1〜4、例7〜8および例12〜13では、2ステップの研削加工を行った。すなわち、表1に示すように、初期(第1ステップ)に主圧力として2または3kPaの低圧を適用して8分間または7分間研削した後、第2ステップに主圧力として9kPaの圧力で15分間研削した。例5〜6および例9〜11では、表1に示すように、主圧力として8〜12kPaの圧力を16〜22分間適用した。加工圧力が高い例9〜11においては、研削時の主圧力によりガラス基板の平坦度が矯正された状態で研削されるため、研削加工後に研削の圧力を開放すると平坦度が元に戻る、いわゆる「スプリングバック」の現象が観察された。
【0052】
<端面研磨工程>
ガラス基板の外周端面を、酸化セリウム砥粒を含む研磨液と研磨ブラシとを用いて研磨し、外周端面のキズを除去し、鏡面となるように研磨した。外周端面研磨後、ガラス基板を洗浄し砥粒を除去した。次に、ガラス基板の内周端面を、酸化セリウム砥粒を含む研磨液と研磨ブラシとを用いて研磨し、内周端面のキズを除去し、鏡面となるように研磨した。内周端面研磨後、ガラス基板を洗浄し砥粒を除去した。
【0053】
<主平面の二次研削工程>
平均粒子径4μmのダイヤモンド砥粒を含有する固定砥粒工具と研削液を用いて、両面研削装置(スピードファム社製、製品名:DSM−16B−5PV−4MH)により、ガラス基板の上下両主平面を研削した。10kPaの主圧力で10分間研削した。
【0054】
<主平面研磨工程>
両面研磨装置を用いて、ガラス基板の両主平面を研磨した。研磨は、一次研磨と二次研磨および三次研磨(仕上げ研磨)の3段研磨とした。
【0055】
(一次研磨工程)
一次研磨工程では、平均粒子径が1.2μmの酸化セリウム砥粒を含む研磨液と硬質ウレタン製の研磨パッドを使用し、16B型両面研磨装置(スピードファム社製、製品名:DSM−16B−5PV)により、ガラス基板の主平面を研磨した。1ロットは100枚とした。また、研磨パッド表面に形成された溝の深さ、および上下定盤の研磨面の平行度を、それぞれ表1に示す。
【0056】
なお、上下定盤の研磨面は、研磨装置の上下定盤に装着した研磨パッドの表面を、ドレス治具で削るドレス処理により形成した。上下定盤の研磨面(上下定盤に装着した研磨パッドの研磨面)の平行度は、上下定盤の内周端側における上定盤の研磨面と下定盤の研磨面との距離をD1、外周端側における上定盤の研磨面と下定盤の研磨面との距離をD2としたとき、(D2−D1)の絶対値を前記平行度とした。
【0057】
前記(D2−D1)は、真直度計(Hitzハイテクノロジー社製、製品名:HSS−1700)を用いて測定した。上定盤30の研磨面30a、下定盤40の研磨面40bに、図2に示すように直線Xに沿って真直度計を設置し、真直度計の測定子が研磨面30a、40aの外周端(X1およびX4)と内周端(X2およびX3)を通過するように走査して、上定盤30の研磨面30aの研磨面と下定盤40の研磨面40aの形状を測定することにより得た。
【0058】
なお、上下定盤の研磨面の形状の例を模式的に表す断面図を、図3に示す。図3(a)は、上定盤30の研磨面30aと下定盤40の研磨面40aとの距離が、内周端側に比べて外周端側で大きくなっている形状の例を示し、この場合、(D2−D1)の値は正になる。図3(b)は、上定盤30の研磨面30aと下定盤40の研磨面40aとの距離が、外周端側に比べて内周端側で大きくなっている形状の例を示し、この場合、(D2−D1)の値は負になる。いずれの形状においても、(D2−D1)の絶対値が0に近いほど、上下定盤の研磨面の平行度が高いということができる。
【0059】
一次研磨工程では、主研磨圧力を8.5kPa、定盤回転数を30rpmとし、総研磨量が両主平面の厚さ方向の合計で40μmになるように研磨時間を設定して、研磨を実施した。一次研磨後、ガラス基板を洗浄し、酸化セリウム砥粒を除去した
【0060】
なお、例1〜6および例9〜13では、研磨パッドの溝の深さを表1に示すように0.8〜1.0mmとし、研磨キャリアの穴径とガラス基板の外径とのクリアランスを1.7mmとして研磨を行った。これに対して、例7〜8では、研磨パッドの溝の深さを表1に示すように0.1〜0.2mmとし、研磨キャリアの穴径とガラス基板の外径とのクリアランスを0.2mmとして研磨を行った。
【0061】
(二次研磨工程)
一次研磨後のガラス基板の両主平面を、平均粒子径が0.5μmの酸化セリウム砥粒を含む研磨液と軟質ウレタン製の研磨パッドを使用し、一次研磨と同じ両面研磨装置により研磨した。二次研磨工程では、主研磨圧力を9.5MPa、定盤回転数を9rpmとし、総研磨量が両主平面の厚さ方向の合計で5μmとなるように研磨時間を設定して、研磨を実施した。二次研磨後、ガラス基板を洗浄し、酸化セリウム砥粒を除去した。
【0062】
(三次研磨工程)
二次研磨後のガラス基板の両主平面を、一次粒子の平均粒子径が20〜30nmのコロイダルシリカを主成分とする研磨液と軟質ウレタン製の研磨パッドを使用し、16B型両面研磨装置(スピードファム社製、製品名:DSM−16B−5PV)により研磨(仕上げ研磨)した。三次研磨工程では、総研磨量が上下両主平面の厚さ方向の合計で1μmになるように研磨時間を設定して、研磨を実施した。
【0063】
<精密洗浄工程>
三次研磨後のガラス基板に対して、洗剤によるスクラブ洗浄、洗剤溶液に浸漬した状態での超音波洗浄、純水に浸漬した状態での超音波洗浄を順次行い、次いでイソプロピルアルコール蒸気により乾燥した。
【0064】
【表1】
【0065】
次に、例1〜13で得られた磁気記録媒体用ガラス基板について、主平面のクランプ領域の平坦度と、クランプ領域における板厚偏差、およびクランプ領域の表面うねりを、それぞれ以下に示す方法で測定した。測定結果を表2に示す。なお、これらの磁気記録媒体用ガラス基板において、主平面のクランプ領域は、円孔と同心である直径25.6mmの円(同心円)の周上から主平面の内周端部までの領域である。
【0066】
[クランプ領域の平坦度]
干渉式平坦度測定機(Zygo社製、型式;Zygo GI Flat(MESA))を使用し、測定波長680nmの光源を用いて位相測定干渉法(フェイズシフト法)により、磁気記録媒体用ガラス基板の両主平面のクランプ領域の平坦度を測定した。なお、平坦度は両主平面のクランプ領域で測定し、高い方の平坦度を表2に記した。
【0067】
[クランプ領域の板厚偏差]
ガラス基板の円孔の中心から半径12.8mmの周上(すなわち、クランプ領域の外周側端部)で中心角が0°、90°、180°、270°の計4箇所の位置で、レーザー変位計(キーエンス社製、レーザーヘッドはLK−G15/アンプLK-G3000V)を用いて、ガラス基板の板厚を測定した。測定した板厚値(4点)の最大値と最小値の差を求め、その値をクランプ領域の板厚偏差として表2に示した。
【0068】
[クランプ領域の表面うねり]
白色光干渉計型形状測定機(ADE Phaseshift社製、型式;Opti Flat)を使用し、白色光による干渉方式でバンドパスフィルタを500μm〜5000μmの範囲に設定し、磁気記録媒体用ガラス基板のクランプ領域における周期が500μm〜5000μmの表面うねりを測定した。そして、表面うねりの最大山高さと最小谷深さとの差である表面うねりの振幅値(PV値)を求めた。なお、両主平面のクランプ領域でそれぞれ表面うねりを測定し、高い方の表面うねりのPV値を表2に記した。
【0069】
次に、例1〜13で得られたガラス基板に対して、以下に示すフラッタリングの変位量測定およびHDD耐衝撃試験を行い、磁気記録媒体用ガラス基板としての特性を測定した。測定結果を表2に示す。
【0070】
[フラッタリングの変位量]
磁気記録媒体用ガラス基板のクランプ領域を、スピンスタンド(ナノテスト社製;エアスピンドル)にクランプ部材を介して締付け固定した。固定した磁気記録媒体用ガラス基板を所定の回転数(7500rpm)で回転させ、フラッタリングの変位量を、レーザードップラー振動計(小野測器社製、測定機本体;LV-1720A、ロガーユニット;AU4100、制御・FFT解析ソフト;Repolyzer2)により測定した。なお、フラッタリングの変位量が40nm以上の場合、磁気記録媒体としてHDDに組み込み、磁気記録媒体に磁気ヘッドで信号の読み書きなどを行った際に、データの書き込み、読み出しの精度に悪影響を及ぼしたり、ヘッドがディスク表面に接触するおそれがある。
【0071】
[HDD耐衝撃性]
磁気記録媒体用ガラス基板のクランプ領域を、2.5インチ型HDDのスピンドル部分にスペーサーを介しクランプ部材により固定した後、前記HDDを水平にした状態で、その側面2辺を、落下衝撃試験機のアルミニウム製試料台に固定した。なお、アルミニウム製試料台には加速度センサが設置され、落下の衝撃が測定されるように構成されている。そして、磁気記録媒体用ガラス基板を固定したHDDを、1100Gの加速度が加わる高さから10回落下させた後、磁気記録媒体用ガラス基板が割れたかどうかを確認した。
【0072】
次に、例1〜13の磁気記録媒体用ガラス基板を用いて磁気記録媒体(磁気ディスク用)を以下に示す方法で製造した後、磁気記録媒体の特性を評価するために、グライドハイテストを行った。
【0073】
[磁気録媒体の製造]
例1〜13で得られた磁気記録媒体用ガラス基板を精密洗浄して表面のパーティクルを除去した後、DCマグネトロンスパッタリング装置により、軟磁性層として厚さ150nmのCoFeZrNb層を、非磁性中間層として厚さ10nmのRu層を、垂直記録用磁性層として厚さ15nmのCoCrPtBのグラニュラ構造層を、順に積層して形成した。次いで、こうして形成された垂直記録用磁性層の上に、保護層として厚さ4nmの非晶質ダイヤモンド状カーボン膜をCVD法により形成した後、その表面にパーフルオロポリエーテル潤滑膜をディップ法により形成した。
【0074】
[グライドハイト評価]
グライドハイト評価では、ピエゾ素子またはアコースティックエミッション等のグライドハイトテスト用センサをヘッドスライダに設けた検査用ヘッドを用い、磁気ディスク装置の磁気ヘッドと磁気ディスクとの関係を再現する。そして、磁気ディスクの表面上でヘッドスライダの浮上面の幅に対応する多数のトラックを含む一定範囲の記録エリア毎に、一定高さ以上の異常突起等がテストヘッドのヘッドスライダに衝突したとき、これによって生ずる過大振動エネルギをセンサにより検出し、異常突起の存在を検出する。
【0075】
このグライドハイト評価を、以下に示すようにして行った。すなわち、例1〜13のガラス基板を用いて製造された磁気記録媒体を回転速度7200rpmで回転し、浮上量が5nmの検査用ヘッドを磁気記録媒体上で浮上走行させ、検査用ヘッドのヒット(ヘッドが磁気記録媒体表面の突起にかすること)やクラッシュ(ヘッドが磁気記録媒体表面の突起に衝突すること)の有無を確認した。
【0076】
そして、検査用ヘッドのヒットとクラッシュが発生しなかった磁気記録媒体を合格品として、グライドハイト評価の合格率(%)を求めた。グライドハイト評価の結果を表2に示す。
【0077】
【表2】
【0078】
表1および表2からわかるように、例1〜8では、主平面において、クランプ領域の平坦度が1μm以下となっているうえに、このクランプ領域におけるガラス基板の板厚偏差が0.3μm以下となっているので、これらの磁気記録媒体用ガラス基板をHDDにクランプ部材により締付け固定して高速回転したとき、フラッタリングの変位量が小さい範囲に抑えられている。また、これらの磁気記録媒体用ガラス基板を用いて製造された磁気記録媒体は、グライドハイト評価において優れた特性を示している。これは、磁気記録媒体を高速回転した時のフラッタリングの変位量が小さくなり、磁気ヘッドの浮上姿勢が安定化されたためと考えられる。
【0079】
さらに、例1〜6では、クランプ領域の表面うねりの振幅値が20nm以下と極めて小さくなっているので、HDDに落下などの衝撃が加わった際、クランプ領域における局部的な応力集中が緩和される結果、ガラス基板の耐衝撃性が高くなっており、HDD耐衝撃性試験における磁気記録媒体用ガラス基板の割れ発生率が0%となっている。
【0080】
これに対して、例9〜11では、少なくとも一方の主平面において、クランプ領域の平坦度が1μmを超えている。また、例12〜13では、クランプ領域におけるガラス基板の板厚偏差が0.3μmを超える値となっている。そのため、例9〜13では、これらのガラス基板をクランプ部材により締付け固定してHDDに組み込んで高速回転したときのフラッタリングの変位量が、大きくなっている。また、これらの磁気記録媒体用ガラス基板を用いて製造された磁気記録媒体は、グライドハイト評価の合格率も低い値を示している。さらに、HDD耐衝撃性試験における磁気記録媒体用ガラス基板の割れ発生率も大きくなっている。
【0081】
なお、例1〜6および例9〜13では、一次研磨工程において、研磨パッドの溝の深さが0.8〜1.0mmで、研磨キャリアの穴径とガラス基板の外径とのクリアランスを1.7mmとして研磨を行ったので、研磨液の流通が良好であり、かつ研磨キャリア穴内でのガラス基板の自転が十分に行われた結果、均一な研磨が行われ、ガラス基板の主平面のうねりが小さくなったと考えられる。
これに対して、例7〜8では、研磨パッドの溝深さが0.1〜0.2mmで、研磨キャリアの穴径とガラス基板の外径とのクリアランスを0.2mmとして研磨を行ったので、研磨液の流通が不十分であり、かつキャリア穴内でのガラス基板の自転が行われにくい状態で研磨が行われた結果、均一な研磨が行われず、ガラス基板の内周部の一部から主平面の面内に局部的に表面うねりが大きくなる領域が生じたと考えられる。
【産業上の利用可能性】
【0082】
本発明の磁気記録媒体用ガラス基板によれば、磁気ディスク装置に搭載した場合に、ヘッドクラッシュ等のHDDで発生する不具合を防止し、磁気記録媒体の耐衝撃性を向上させ、高記録密度化が可能で信頼性の高い磁気ディスク装置を提供できる。
【符号の説明】
【0083】
10…磁気記録媒体用ガラス基板、11…円孔、101…内周側面、102…外周側面、103…主平面、104…面取り部、105…クランプ領域、30…上定盤、40…下定盤。
【特許請求の範囲】
【請求項1】
中央部に貫通する円孔を有し、互いに対向する1対の主平面を有する円盤形状の磁気記録媒体用ガラス基板であって、
前記主平面において、磁気記録媒体をハードディスクドライブに固定する時に締結部材により締付けられる箇所を含むクランプ領域は、平坦度が1μm以下であり、かつ前記クランプ領域は板厚偏差が0.3μm以下であることを特徴とする磁気記録媒体用ガラス基板。
【請求項2】
前記平坦度は0.7μm以下である請求項1に記載の磁気記録媒体用ガラス基板。
【請求項3】
前記平坦度は0.5μm以下である請求項2に記載の磁気記録媒体用ガラス基板。
【請求項4】
前記主平面において、前記クランプ領域は、表面うねりの振幅値が20nm以下であることを特徴とする請求項1〜3のいずれか1項に記載の磁気記録媒体用ガラス基板。
【請求項5】
前記表面うねりの振幅値は10nm以下である請求項4に記載の磁気記録媒体用ガラス基板。
【請求項6】
前記板厚偏差は0.2μm以下である請求項1〜5のいずれか1項に記載の磁気記録媒体用ガラス基板。
【請求項7】
前記クランプ領域は、前記主平面において、前記円孔の直径の128%の直径を有する、前記円孔と同心の円の周上より中央部側の円環の領域であることを特徴とする請求項1〜6のいずれか1項に記載の磁気記録媒体用ガラス基板。
【請求項8】
請求項1〜7のいずれか1項に記載された磁気記録媒体用ガラス基板を用いた磁気記録媒体。
【請求項1】
中央部に貫通する円孔を有し、互いに対向する1対の主平面を有する円盤形状の磁気記録媒体用ガラス基板であって、
前記主平面において、磁気記録媒体をハードディスクドライブに固定する時に締結部材により締付けられる箇所を含むクランプ領域は、平坦度が1μm以下であり、かつ前記クランプ領域は板厚偏差が0.3μm以下であることを特徴とする磁気記録媒体用ガラス基板。
【請求項2】
前記平坦度は0.7μm以下である請求項1に記載の磁気記録媒体用ガラス基板。
【請求項3】
前記平坦度は0.5μm以下である請求項2に記載の磁気記録媒体用ガラス基板。
【請求項4】
前記主平面において、前記クランプ領域は、表面うねりの振幅値が20nm以下であることを特徴とする請求項1〜3のいずれか1項に記載の磁気記録媒体用ガラス基板。
【請求項5】
前記表面うねりの振幅値は10nm以下である請求項4に記載の磁気記録媒体用ガラス基板。
【請求項6】
前記板厚偏差は0.2μm以下である請求項1〜5のいずれか1項に記載の磁気記録媒体用ガラス基板。
【請求項7】
前記クランプ領域は、前記主平面において、前記円孔の直径の128%の直径を有する、前記円孔と同心の円の周上より中央部側の円環の領域であることを特徴とする請求項1〜6のいずれか1項に記載の磁気記録媒体用ガラス基板。
【請求項8】
請求項1〜7のいずれか1項に記載された磁気記録媒体用ガラス基板を用いた磁気記録媒体。
【図1】

【図2】

【図3】
【図2】
【図3】
【公開番号】特開2013−109806(P2013−109806A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−255069(P2011−255069)
【出願日】平成23年11月22日(2011.11.22)
【特許番号】特許第5029777号(P5029777)
【特許公報発行日】平成24年9月19日(2012.9.19)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月22日(2011.11.22)
【特許番号】特許第5029777号(P5029777)
【特許公報発行日】平成24年9月19日(2012.9.19)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
[ Back to top ]