
積層シート及びその製造方法
【課題】 本発明は、人の手によって容易に切断することができ且つ切断面にフラットヤーンクロスを構成しているフラットヤーンの切断端部が殆ど突出することがない積層シートを提供する。
【解決手段】 本発明の積層シートAは、ポリエチレン系樹脂を含むフラットヤーン1aを並設してなる第一フラットヤーン列1Aと、上記第一フラットヤーン列1Aのフラットヤーン1aに交差するようにポリエチレン系樹脂を含むフラットヤーンを並設してなる第二フラットヤーン列1Bとを含み、フラットヤーン1a、1bとの交差部を一体化することにより形成されたフラットヤーンクロス1と、このフラットヤーンクロス1の両面に積層一体化されたポリエチレン系樹脂を含む表面層とからなり、第一フラットヤーン列1Aを構成しているフラットヤーン1aが熱劣化により人手によって破断可能に形成されていることを特徴とする。
【解決手段】 本発明の積層シートAは、ポリエチレン系樹脂を含むフラットヤーン1aを並設してなる第一フラットヤーン列1Aと、上記第一フラットヤーン列1Aのフラットヤーン1aに交差するようにポリエチレン系樹脂を含むフラットヤーンを並設してなる第二フラットヤーン列1Bとを含み、フラットヤーン1a、1bとの交差部を一体化することにより形成されたフラットヤーンクロス1と、このフラットヤーンクロス1の両面に積層一体化されたポリエチレン系樹脂を含む表面層とからなり、第一フラットヤーン列1Aを構成しているフラットヤーン1aが熱劣化により人手によって破断可能に形成されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は積層シート及びその製造方法に関し、特に、テープ基材として好適に用いられるテープ基材及びその製造方法に関する。
【背景技術】
【0002】
従来から、複数の部材を一体化させるために粘着テープが用いられており、テープ基材の片面に粘着剤層が積層一体化されてなる粘着テープが汎用されている。粘着テープを直ちに所定長さにて切断したいことが多いことから、ハサミなどの切断具を用いることなく人手によって切断可能な粘着テープ、即ち、手切れ性を有する粘着テープが提供されている。
【0003】
このような手切れ性を有する粘着テープとしては、特許文献1に、布帛とこの布帛の片面もしくは両面に積層されたラミネ−ト被覆層とからテ−プ基材が形成されてなり、少なくとも一層のラミネ−ト被覆層面に感圧接着剤層を設けてなる粘着テ−プ1において、前記布帛が、融点の異なる2種以上の合成樹脂からなり、そのうち高融点成分を芯部とし、低融点成分を外皮部とする複合糸条を、多数本略平行に配列した2つの糸条群が相互に直交すべく配列し重ね合わせて経緯糸となし、前記糸条の外皮部樹脂の融点以上、芯部樹脂の融点以下の温度範囲で熱融着し交差部を融着一体化せしめてなる不織布である粘着テ−プが提案されている。
【0004】
上記粘着テープは、そのテープ基材を構成している不織布の経緯糸同士の交差部を融着一体化し、切断時における経糸と緯糸とのずれを防止して不織布に加わる切断応力を経糸又は緯糸に確実に加えることによって手切れ性を付与している。
【0005】
一方、段落番号〔0021〕〜〔0023〕に記載の実施例1では、芯部にポリプロピレンを、外皮部にポリエチレン−ポリプロピレンランダムコポリマーを用い、多層TダイスからTダイフラット法により250℃にて押出して多層フィルムとした後、テープ状とした上で延伸して複合フラットヤーンを製造しており、複合フラットヤーンを構成している芯部及び外皮部を構成している樹脂はそれが有する強度を十分に保持している。
【0006】
従って、粘着テープのテープ基材を構成している不織布の経緯糸はその引張強度や引張伸度などの強度が強く、粘着テープを人手で切断することができたとしても、経緯糸の切断に大きな力を必要とし非力な者では切断することができず、或いは、人手で切断することができたとしても、経緯糸が所望箇所にて切断せず、粘着テープの切断面から経糸又は緯糸が突出した状態となることが多いという問題点を有している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−81463号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、人の手によって容易に切断することができ且つ切断面にフラットヤーンクロスを構成しているフラットヤーンの切断端部が殆ど突出することがない、粘着テープのテープ基材として好適に用いることができる積層シート及びその製造方法を提供する。
【課題を解決するための手段】
【0009】
本発明の積層シートは、ポリエチレン系樹脂を含むフラットヤーンを複数本、所定間隔毎に並設してなる第一フラットヤーン列と、上記第一フラットヤーン列のフラットヤーンに交差するように複数本のポリエチレン系樹脂を含むフラットヤーンを所定間隔毎に並設してなる第二フラットヤーン列とを有し、上記第一フラットヤーン列のフラットヤーンと上記第二フラットヤーン列のフラットヤーンとの交差部を一体化することにより形成されたフラットヤーンクロスと、このフラットヤーンクロスの両面のそれぞれに積層一体化されたポリエチレン系樹脂を含む表面層とからなる積層シートであり、上記第一フラットヤーン列を構成しているフラットヤーンが熱劣化により人手によって破断可能に形成されていることを特徴とする。
【0010】
そして、本発明の積層シートの製造方法は、ポリエチレン系樹脂を含む長尺状のフラットヤーンを複数本、所定間隔毎に並設してなる第一フラットヤーン列と、この第一フラットヤーン列上にて上記第一フラットヤーン列のフラットヤーンに交差するように複数本のポリエチレン系樹脂を含むフラットヤーンを所定間隔毎に並設してなる第二フラットヤーン列とを含み、上記第一フラットヤーン列のフラットヤーンと上記第二フラットヤーン列のフラットヤーンとの交差部を一体化することにより形成されたフラットヤーンクロスの上記第一フラットヤーン列上に310〜330℃のポリエチレン系樹脂シートを表面層として押出ラミネートし、第一フラットヤーン列のフラットヤーンを熱劣化させると共に、上記フラットヤーンクロスの上記第二フラットヤーン列上にポリエチレン系樹脂シートを表面層として押出ラミネートすることを特徴とする。
【発明の効果】
【0011】
本発明の積層シートは、上述の如き構成を有し、フラットヤーンクロスを有しているので優れた機械的強度を有している。そして、積層シートを構成しているフラットヤーンの第一フラットヤーン列のフラットヤーンは熱劣化されていることから、第一フラットヤーン列のフラットヤーンは人の手で切断できる程度の強度となっており、所望部分から人の手で容易に切断することができる。
【0012】
そして、本発明の積層シートは、第一フラットヤーン列に交差して第二フラットヤーン列が並設されており、人手によって、表面層と共に第一フラットヤーン列のフラットヤーンをその幅方向に切断するにあたって、第二フラットヤーン列のフラットヤーンがガイドの役割を果たし、万一、切断方向が第二フラットヤーン列のフラットヤーンに対して交差する方向となった場合にあっても、切断部分が第二フラットヤーン列のフラットヤーンに衝突し、切断方向が第二フラットヤーンのフラットヤーンによってフラットヤーンの長さ方向に矯正される。従って、本発明の積層シートは、第二フラットヤーン列のフラットヤーンに概ね沿った状態に人手によって略直線状に切断することができる。
【図面の簡単な説明】
【0013】
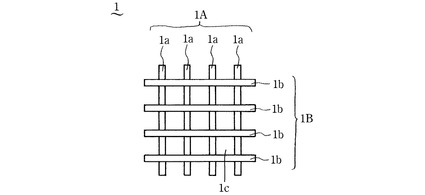
【図1】フラットヤーンクロスを示した平面図である。
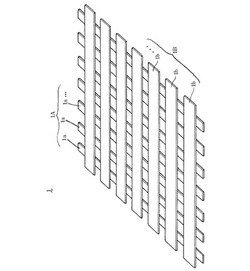
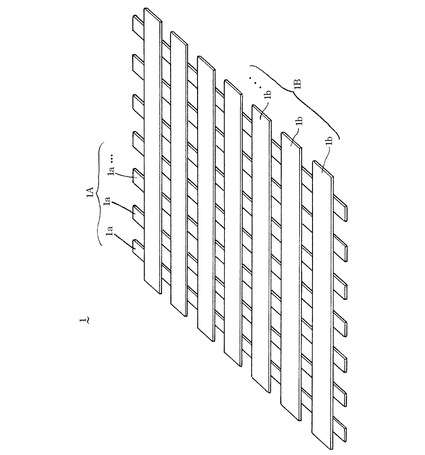
【図2】フラットヤーンクロスを示した斜視図である。
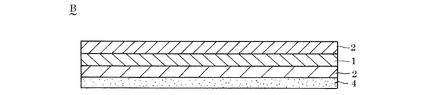
【図3】本発明の積層シートの一例を示した断面図である。
【図4】粘着テープの一例を示した断面図である。
【図5】粘着テープの他の一例を示した断面図である。
【図6】粘着テープを示した斜視図である。
【図7】粘着テープを示した斜視図である。
【図8】粘着テープの使用要領を示した斜視図である。
【発明を実施するための形態】
【0014】
本発明の積層シートの一例を図面を参照しつつ説明する。積層シートAを構成しているフラットヤーンクロス1は、図1、2に示したように、長尺状のフラットヤーン1a、1a・・・を多数本、所定間隔毎に並設してなる第一フラットヤーン列1Aと、多数の所定長さのフラットヤーン1b、1b・・・をフラットヤーン列1Aのフラットヤーン1aに交差するように、好ましくは直交するように所定間隔毎に並設してなる第二フラットヤーン列1Bとを有し、第一フラットヤーン列1A上に第二フラットヤーン列が配設され、第一フラットヤーン列1Aのフラットヤーン1aと、第二フラットヤーン列1Bのフラットヤーン1bとの交差部分を熱融着や接着剤などの公知の手段でもって一体化することによって形成されている。本発明で用いられるフラットヤーンクロス1において、第一フラットヤーン列1Aのフラットヤーン1a上に、第一フラットヤーン1Bの全てのフラットヤーン1bが配設された状態となっており、平織状のように、一方のフラットヤーンが他方のフラットヤーンに対して交互に上下に位置するような構成は採っていないことが好ましい。
【0015】
フラットヤーン1a、1bとは、ポリエチレン系樹脂フィルムを融点以下、好ましくは融点未満の適当な温度に加熱し、縦方向に数倍以上引き伸ばしてテープ状とした一軸延伸テープである。フラットヤーン1a、1bとしては、未延伸のポリエチレン系樹脂フィルムを所定幅毎に切断してなる帯状体をその長さ方向に延伸してなるものや、一軸延伸ポリエチレン系樹脂フィルムをその延伸方向に直交する方向に所定幅に切断してなるものなどが挙げられる。
【0016】
具体的には、上記フラットヤーンの製造方法としては、例えば、(1)押出機にポリエチレン系樹脂を供給し、溶融混練した後、押出機から押出してポリエチレン系樹脂フィルムを製膜し、このポリエチレン系樹脂フィルムをその幅方向(押出方向に直交する方向)に所定間隔毎に押出方向に沿って切断して帯状体を製造し、この帯状体をその長さ方向に2〜10倍延伸加工してフラットヤーンを製造する方法、(2)押出機にポリエチレン系樹脂を供給し、溶融混練した後、押出機から押出してポリエチレン系樹脂フィルムを製膜し、このポリエチレン系樹脂フィルムを縦方向に2〜10倍延伸加工して一軸延伸ポリエチレン系樹脂フィルムを製造し、この一軸延伸ポリエチレン系樹脂フィルムをその延伸方向がフラットヤーンの長さ方向になるように所定幅に切断してフラットヤーンを製造する方法が挙げられる。
【0017】
又、上記フラットヤーンはポリエチレン系樹脂から構成されているが、ポリエチレン系樹脂としては、特に限定されず、例えば、低密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン−α−オレフィン共重合体などが挙げられ、ポリエチレン系樹脂は、単独で用いられても二種以上が併用されてもよい。なお、上記エチレン−α−オレフィン共重合体を構成するα−オレフィンとしては、例えば、プロピレン、1−ブテン、3−メチル−1−ブテン、1−ヘキセン、4−メチル−1−ペンテン、1−オクテンなどが挙げられる。
【0018】
そして、第一フラットヤーン列1Aのフラットヤーン1aは、加熱されることによって熱劣化されて引張強度及び引張伸度が低下しており、人手によって幅方向に容易に切断可能に構成されている。
【0019】
第一フラットヤーン列1Aのフラットヤーン1aにおいて、熱劣化前の引張強度は通常、1500〜2000cN/本であるが、熱劣化後の引張強度は500〜1000cN/本であることが好ましい。なお、フラットヤーンの引張強度はISO 554:1976に準拠して測定された値をいう。
【0020】
第一フラットヤーン列1Aのフラットヤーン1aにおいて、熱劣化前の引張伸度は通常、30〜35%であるが、熱劣化後の引張強度は5〜10%であることが好ましい。なお、フラットヤーンの引張伸度はISO 554:1976に準拠して測定された値をいう。
【0021】
又、第二フラットヤーン列1Bのフラットヤーン1bは、第一フラットヤーン列1Aのフラットヤーン1aのように熱劣化されていてもよいし、熱劣化されていなくてもよいが、第一フラットヤーン列1Aのフラットヤーン1aをその幅方向に切断する際に第二フラットヤーン列1Bのフラットヤーン1bがガイドの作用を効果的に奏し、積層シートを略直線状に容易に切断することができるので、熱劣化されていないことが好ましい。第二フラットヤーン列1Bのフラットヤーン1bを熱劣化させる場合、熱劣化前のフラットヤーン1bの引張強度は通常、3500〜4000cN/本であるが、熱劣化後のフラットヤーン1bの引張強度は、熱劣化前のフラットヤーン1bの引張強度の75%以上であることが好ましく、75〜85%であることがより好ましい。
【0022】
第二フラットヤーン列1Bのフラットヤーン1bを熱劣化させる場合、熱劣化前のフラットヤーン1bの引張伸度は20〜25%であるが、熱劣化後のフラットヤーン1bの引張伸度は、熱劣化前のフラットヤーン1bの引張伸度の75〜80%であることが好ましい。
【0023】
第一フラットヤーン列1Aのフラットヤーン1aの繊度は、小さいと、フラットヤーンクロスの強度が低下するため、インチ当たりのフラットヤーンの本数を増加させる必要があり、積層シートの軽量性が低下することがあり、大きいと、積層シートの手切れ性が低下することがあるので、200〜400dtexが好ましく、250〜350dtexがより好ましい。
【0024】
又、第二フラットヤーン列1Bのフラットヤーン1Bの繊度は、小さいと、フラットヤーンクロスの強度が低下することがあるため、積層シートの手切れ性が低下することがあり、大きいと、積層シートの強度が低下して積層シートが望まない部分から切断してしまう虞れがあるので、600〜800dtexが好ましく、700〜800dtexがより好ましい。
【0025】
第一フラットヤーン列1Aのフラットヤーン1aの厚みは、薄いと、フラットヤーンクロスの強度が低下することがあり、厚いと、積層シートの手切れ性が低下することがあるので、10〜40μmが好ましく、20〜30μmがより好ましい。
【0026】
又、第二フラットヤーン列1Bのフラットヤーン1bの厚みは、薄いと、フラットヤーンクロスの強度が低下することがあるため、積層シートの手切れ性が低下することがあり、厚いと、積層シートの強度が低下して積層シートが望まない部分から切断してしまう虞れがあるので、20〜50μmが好ましく、25〜35μmがより好ましい。
【0027】
第一フラットヤーン列1Aのフラットヤーン1a、1a間の間隔は、狭いと、積層シートの手切れ性が低下することがあり、広いと、フラットヤーンクロスの強度が低下することがあるので、1〜2mmが好ましい。なお、フラットヤーン1a、1a間の間隔とは、互いに隣接するフラットヤーン1a、1aの対向端面間の距離をいう。
【0028】
又、第二フラットヤーン列1Bのフラットヤーン1b、1b間の間隔は、狭いと、積層シートの手切れ性が低下することがあり、広いと、フラットヤーンクロスの強度が低下することがあるので、1〜2mmが好ましい。なお、フラットヤーン1b、1b間の間隔とは、互いに隣接するフラットヤーン1a、1aの対向端面間の距離をいう。
【0029】
そして、図3に示したように、フラットヤーンクロス1の両面には、ポリエチレン系樹脂を含む表面層2、2が積層一体化されている。なお、ポリエチレン系樹脂は上述と同様であるのでその説明を省略する。フラットヤーンクロス1の両面に積層一体化される表面層2、2は互いに同一であっても相違してもよい。なお、図3において、フラットヤーンクロス1の層構成は省略した。
【0030】
フラットヤーンクロス1の両面に表面層2を積層一体化する要領について説明する。フラットヤーンクロス1の両面に表面層2を積層一体化する方法としては、特に限定されず、例えば、長尺状のフラットヤーンを複数本、所定間隔毎に並設してなる第一フラットヤーン列と、この第一フラットヤーン列上にて上記第一フラットヤーン列のフラットヤーンに交差するように、好ましくは直交するように複数本のポリエチレン系樹脂を含む所定長さを有するフラットヤーンを所定間隔毎に並設してなる第二フラットヤーン列とを含み、上記第一フラットヤーン列のフラットヤーンと上記第二フラットヤーン列のフラットヤーンとの交差部を一体化することにより形成された長尺状のフラットヤーンクロス1を用意し、ポリエチレン系樹脂を押出機に供給して溶融混練し、押出機からシート状に押出してフラットヤーンクロス1の両面のそれぞれにポリエチレン系樹脂シートを表面層2、2として連続的に押出ラミネートすることによってフラットヤーンクロス1の両面に表面層2、2を積層一体化する方法が好ましい。
【0031】
本発明では、フラットヤーンクロス1の両面にポリエチレン系樹脂シートを積層一体化させる際に、フラットヤーンクロス1の第一フラットヤーン列1A上に積層一体化させるポリエチレン系樹脂シートの温度を通常のラミネート時の温度よりも高く設定し、ポリエチレン系樹脂シートの熱によって第一フラットヤーン列1Aのフラットヤーン1aを熱劣化させており、フラットヤーン1aは、その長さ方向には人手で切断することはできないが、幅方向には人手によって切断可能に構成されている。
【0032】
具体的には、上記(1)の方法の場合には、フラットヤーンクロス1の第一フラットヤーン列1A上に押出ラミネートするポリエチレン系樹脂シートの温度を310〜330℃、好ましくは320〜330℃とし、高温に加熱されたポリエチレン系樹脂シートの熱によって第一フラットヤーン列1Aのフラットヤーン1aを熱劣化させる。
【0033】
一方、フラットヤーンクロス1の第二フラットヤーン列1Bのフラットヤーン1bは熱劣化されていても、熱劣化されていなくてもよいが、熱劣化されていないことが好ましい。第二フラットヤーン列1Bのフラットヤーン1bを熱劣化させる要領は、第一フラットヤーン列1Aのフラットヤーン1aの場合と同様であるのでその説明を省略する。
【0034】
上記(1)の方法において、フラットヤーン列1Bのフラットヤーン1bをできるだけ熱劣化させない場合は、フラットヤーンクロス1の第二フラットヤーン列1B上に押出すポリエチレン系樹脂シートの温度を好ましくは280〜300℃とし、ポリエチレン系樹脂シートの熱によって第一フラットヤーン列1Aのフラットヤーン1aが熱劣化されないようにすればよい。
【0035】
そして、フラットヤーンクロス1の両面に積層一体化された表面層2、2は、フラットヤーンクロス1のフラットヤーン1a、1b間に形成された貫通孔を通じて一体化しており、表面層2、2はフラットヤーンクロス1の両面に強固に積層一体化されている。従って、積層シートAの使用中にフラットヤーンクロス1から表面層2が不測に剥離するようなことはない。
【0036】
更に、上述のように、フラットヤーンクロス1の第一フラットヤーン列1A上に積層一体化させるポリエチレン系樹脂シートの温度を通常のラミネート時の温度よりも高く設定することによって、ポリエチレン系樹脂シートを構成しているポリエチレン系樹脂が酸化し且つポリエチレン系樹脂の流動性が高くなって濡れ性が向上しており、ポリエチレン系樹脂シートとフラットヤーンクロスとが強固に一体化されており、積層シートAを人手によって切断した際に積層シートAの切断端面において表面層2とフラットヤーンクロス1とがそれらの界面において不測に剥離するようなことはない。
【0037】
積層シートAの表面層2、2の何れか一方或いは双方上、好ましくは、第二フラットヤーン列1Bのフラットヤーン1b上に、必要に応じて合成樹脂層3が積層一体化されていてもよい。図4では、積層シートAの一方の表面層2上に合成樹脂層3を積層一体化した場合を示した。図4において、フラットヤーンクロス1の層構成は省略した。合成樹脂層3を構成している合成樹脂としては、特に限定されず、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂などのポリオレフィン系樹脂、ポリ塩化ビニル樹脂、ポリエステル系樹脂、ポリアミド系樹脂などが挙げられる。なお、ポリエチレン系樹脂は上述と同様であるのでその説明を省略する。
【0038】
ポリプロピレン系樹脂としては、特に限定されず、例えば、プロピレン単独重合体、プロピレンと他のオレフィンとの共重合体などが挙げられ、単独で用いられても二種以上が併用されてもよい。又、プロピレンと他のオレフィンとの共重合体は、ブロック共重合体、ランダム共重合体の何れであってもよい。
【0039】
なお、プロピレンと共重合されるオレフィンとしては、例えば、エチレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセン等のα−オレフィン等が挙げられる。
【0040】
表面層2及び合成樹脂シート3には必要に応じて、難燃剤、帯電防止剤などの添加剤が含有されていてもよい。
【0041】
更に、図5に示したように、積層シートAの表面層2、2の何れか一方或いは双方上に、好ましくは、第一フラットヤーン列1Aのフラットヤーン1a上に積層一体化した表面層2上に粘着剤層4を積層一体化させて粘着テープを構成してもよい。なお、粘着剤層を構成する粘着剤としては、特に限定されず、例えば、アクリル系粘着剤、ゴム系粘着剤、ビニルアルキルエーテル系粘着剤、シリコーン系粘着剤、ポリエステル系粘着剤、ポリアミド系粘着剤、ウレタン系粘着剤、フッ素系粘着剤、エポキシ系粘着剤などが挙げられる。図5において、フラットヤーンクロス1の層構成は省略した。
【0042】
又、図6に示したように、積層シートAの何れか一方の表面層2上に、好ましくは、第一フラットヤーン列1Aのフラットヤーン1a上に積層一体化した表面層2上に粘着剤層4を積層一体化させると共に、他方の表面層2上に上述した合成樹脂層を積層一体化させて粘着テープを構成してもよい。
【0043】
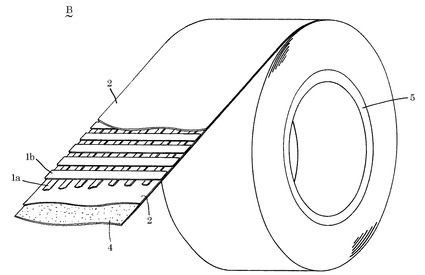
粘着テープBとしては、図7に示したように、長尺状のフラットヤーン1aを複数本、所定間隔毎に並設してなる第一フラットヤーン列1Aと、この第一フラットヤーン列1A上にて複数本のポリエチレン系樹脂を含む所定長さを有するフラットヤーン1bを第一フラットヤーン列1Aのフラットヤーン1aに直交するように所定間隔毎に並設してなる第二フラットヤーン列1Bとを含み、上記第一フラットヤーン列1Aのフラットヤーン1aと上記第二フラットヤーン列1Bのフラットヤーン1bとの交差部を一体化することにより形成された長尺状のフラットヤーンクロス1の両面にポリエチレン系樹脂シートが表面層2、2として積層一体化されてなる長尺状の積層シートをテープ基材とし、この積層シートにおける第一フラットヤーン列1Aのフラットヤーン1a上に積層一体化されてなる表面層2上に粘着剤層4を積層一体化してなるものが好ましい。
【0044】
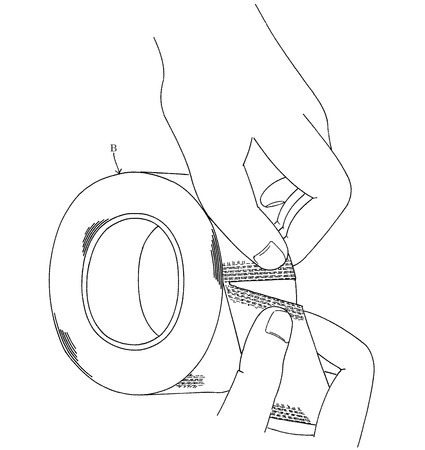
このような長尺状の粘着テープBは図8に示したように通常、軸体5に巻回されて巻回体とされており、使用にあたっては、所定長さを巻き出した上で所定長さに切断して用いられる。この際、本発明の積層シートAをテープ基材として用いている粘着テープBは、その所望箇所において幅方向に人手によって容易に切断することができる。
【0045】
上述のようにして粘着テープBを切断するに際し、フラットヤーンクロス1の第二フラットヤーン列1Bのフラットヤーン1bが粘着テープBの幅方向にその長さ方向を指向させた状態にて配設されており、粘着テープBをその幅方向に切断するにあたって、第二フラットヤーン列1Bのフラットヤーン1bがガイドの役割を果たし、よって、粘着テープBを人手で切断した場合にあっても、粘着テープBの切断方向が蛇行して切断面が波打ち或いは切断面が粘着テープBの端縁に対して斜行するようなことはなく、粘着テープBをその端縁に対して略直交方向に容易に切断することができる。
【実施例】
【0046】
次に本発明の実施例を説明するが、本発明は下記実施例に限定されるものではない。
【0047】
(実施例1,2、比較例1)
長尺状のフラットヤーン1a、1a・・・を表1に示した本数、表1に示した間隔毎に並設してなる第一フラットヤーン列1Aと、このフラットヤーン列1Aのフラットヤーン1aに直交し且つ第一フラットヤーン列1Aを全面的に横断し得る長さを有する多数のフラットヤーン1b、1b・・・を表1に示した間隔毎に並設してなる第二フラットヤーン列1Bとからなり、第一フラットヤーン列1A上に第二フラットヤーン列1Bが配設され、第一フラットヤーン列1Aのフラットヤーン1aと、第二フラットヤーン列1Bのフラットヤーン1bとの交差部分をエチレン−酢酸ビニル共重合体ホットメルト接着剤を介して一体化してなる長尺状のフラットヤーンクロスを用意した。なお、フラットヤーンクロスにおいて、フラットヤーン列1Aのフラットヤーン1aは、その長さ方向がフラットヤーンクロスの長さ方向に指向していた。
【0048】
フラットヤーンクロスの第一フラットヤーン列1A、1Bを構成しているフラットヤーン1a、1bは共に高密度ポリエチレンから形成されており、表1に示した繊度、厚み及び幅を有していた。
【0049】
次に、低密度ポリエチレンを押出機に供給して溶融混練し、押出機の先端に取り付けたTダイから低密度ポリエチレンシートを表1の「第一フラットヤーン列」の欄に示した温度にて押出し、この低密度ポリエチレンシートを上記フラットヤーンクロス1の第一フラットヤーン列1A上に押出ラミネートすると共に、低密度ポリエチレンを別の押出機に供給して溶融混練し、押出機の先端に取り付けたTダイから低密度ポリエチレンシートを表1の「第二フラットヤーン列」の欄に示した温度にて押出し、この低密度ポリエチレンシートを上記フラットヤーンクロスの第二フラットヤーン列1B上に押出ラミネートして、フラットヤーンクロス1の第一フラットヤーン列1A上に表面層2として低密度ポリエチレンシートが積層一体化されてなると共に、フラットヤーンクロス1の第二フラットヤーン列1B上に表面層2として低密度ポリエチレンシートが積層一体化されてなる積層シートAを得た。なお、フラットヤーンクロス1の両面に積層一体化された表面層同士は、フラットヤーンクロス1のフラットヤーン間に形成された貫通孔を通じて一体化していた。
【0050】
【表1】

【0051】
得られた積層シートについて、手切れ性、引張強度及び層間剥離を下記の要領で測定し、その結果を表2に示した。又、フラットヤーンクロス1を構成している第一、第二フラットヤーン列1A、1Bのフラットヤーン1a、1bについて、フラットヤーン1a、1b上に低密度ポリエチレンを積層する前後の引張強度及び引張伸度を表3に示した。なお、表3において、フラットヤーン1a、1b上に低密度ポリエチレンを積層する前を「熱劣化前」と、フラットヤーン1a、1b上に低密度ポリエチレンを積層した後を「熱劣化後」と表記した。
【0052】
(手切れ性)
積層シートの任意の箇所を人手でもって幅方向に切断し、その切断面を目視観察して下記基準に基づいて評価した。
◎・・・任意の箇所で容易に切断することができ且つ切断面も美麗であった。
○・・・任意の箇所で容易に切断することができたが、切断の仕方によっては切断面に
おいてフラットヤーンクロスと何れか一方或いは双方の表面層との界面におい
て剥離が生じていた。
△・・・積層シートの切断時の抵抗がやや強く、積層シートの切断箇所によってはうま
く切断できない場合があった。
×・・・積層シートの切断時の抵抗がやや強く、積層シートを所望箇所でうまく切断す
ることができなかった。
【0053】
(引張強度)
積層シートの引張強度をJIS L1096 A法に準拠して測定した。
【0054】
(層間剥離)
積層シートの任意の箇所を人手でもって幅方向に切断し、その切断面を目視観察してフラットヤーンクロス1と表面層2との間の界面を目視観察し、フラットヤーンクロス1と双方の表面層2、2との界面において剥離が生じていなかった場合を「なし」、フラットヤーンクロス1と何れか一方或いは双方の表面層2との界面において剥離が生じていた場合を「あり」とした。
【0055】
【表2】
【0056】
【表3】
【符号の説明】
【0057】
1 フラットヤーンクロス
1A 第一フラットヤーン列
1B 第二フラットヤーン列
1a フラットヤーン
1b フラットヤーン
2 表面層
3 合成樹脂シート
4 粘着剤層
A 積層シート
B 粘着テープ
【技術分野】
【0001】
本発明は積層シート及びその製造方法に関し、特に、テープ基材として好適に用いられるテープ基材及びその製造方法に関する。
【背景技術】
【0002】
従来から、複数の部材を一体化させるために粘着テープが用いられており、テープ基材の片面に粘着剤層が積層一体化されてなる粘着テープが汎用されている。粘着テープを直ちに所定長さにて切断したいことが多いことから、ハサミなどの切断具を用いることなく人手によって切断可能な粘着テープ、即ち、手切れ性を有する粘着テープが提供されている。
【0003】
このような手切れ性を有する粘着テープとしては、特許文献1に、布帛とこの布帛の片面もしくは両面に積層されたラミネ−ト被覆層とからテ−プ基材が形成されてなり、少なくとも一層のラミネ−ト被覆層面に感圧接着剤層を設けてなる粘着テ−プ1において、前記布帛が、融点の異なる2種以上の合成樹脂からなり、そのうち高融点成分を芯部とし、低融点成分を外皮部とする複合糸条を、多数本略平行に配列した2つの糸条群が相互に直交すべく配列し重ね合わせて経緯糸となし、前記糸条の外皮部樹脂の融点以上、芯部樹脂の融点以下の温度範囲で熱融着し交差部を融着一体化せしめてなる不織布である粘着テ−プが提案されている。
【0004】
上記粘着テープは、そのテープ基材を構成している不織布の経緯糸同士の交差部を融着一体化し、切断時における経糸と緯糸とのずれを防止して不織布に加わる切断応力を経糸又は緯糸に確実に加えることによって手切れ性を付与している。
【0005】
一方、段落番号〔0021〕〜〔0023〕に記載の実施例1では、芯部にポリプロピレンを、外皮部にポリエチレン−ポリプロピレンランダムコポリマーを用い、多層TダイスからTダイフラット法により250℃にて押出して多層フィルムとした後、テープ状とした上で延伸して複合フラットヤーンを製造しており、複合フラットヤーンを構成している芯部及び外皮部を構成している樹脂はそれが有する強度を十分に保持している。
【0006】
従って、粘着テープのテープ基材を構成している不織布の経緯糸はその引張強度や引張伸度などの強度が強く、粘着テープを人手で切断することができたとしても、経緯糸の切断に大きな力を必要とし非力な者では切断することができず、或いは、人手で切断することができたとしても、経緯糸が所望箇所にて切断せず、粘着テープの切断面から経糸又は緯糸が突出した状態となることが多いという問題点を有している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−81463号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、人の手によって容易に切断することができ且つ切断面にフラットヤーンクロスを構成しているフラットヤーンの切断端部が殆ど突出することがない、粘着テープのテープ基材として好適に用いることができる積層シート及びその製造方法を提供する。
【課題を解決するための手段】
【0009】
本発明の積層シートは、ポリエチレン系樹脂を含むフラットヤーンを複数本、所定間隔毎に並設してなる第一フラットヤーン列と、上記第一フラットヤーン列のフラットヤーンに交差するように複数本のポリエチレン系樹脂を含むフラットヤーンを所定間隔毎に並設してなる第二フラットヤーン列とを有し、上記第一フラットヤーン列のフラットヤーンと上記第二フラットヤーン列のフラットヤーンとの交差部を一体化することにより形成されたフラットヤーンクロスと、このフラットヤーンクロスの両面のそれぞれに積層一体化されたポリエチレン系樹脂を含む表面層とからなる積層シートであり、上記第一フラットヤーン列を構成しているフラットヤーンが熱劣化により人手によって破断可能に形成されていることを特徴とする。
【0010】
そして、本発明の積層シートの製造方法は、ポリエチレン系樹脂を含む長尺状のフラットヤーンを複数本、所定間隔毎に並設してなる第一フラットヤーン列と、この第一フラットヤーン列上にて上記第一フラットヤーン列のフラットヤーンに交差するように複数本のポリエチレン系樹脂を含むフラットヤーンを所定間隔毎に並設してなる第二フラットヤーン列とを含み、上記第一フラットヤーン列のフラットヤーンと上記第二フラットヤーン列のフラットヤーンとの交差部を一体化することにより形成されたフラットヤーンクロスの上記第一フラットヤーン列上に310〜330℃のポリエチレン系樹脂シートを表面層として押出ラミネートし、第一フラットヤーン列のフラットヤーンを熱劣化させると共に、上記フラットヤーンクロスの上記第二フラットヤーン列上にポリエチレン系樹脂シートを表面層として押出ラミネートすることを特徴とする。
【発明の効果】
【0011】
本発明の積層シートは、上述の如き構成を有し、フラットヤーンクロスを有しているので優れた機械的強度を有している。そして、積層シートを構成しているフラットヤーンの第一フラットヤーン列のフラットヤーンは熱劣化されていることから、第一フラットヤーン列のフラットヤーンは人の手で切断できる程度の強度となっており、所望部分から人の手で容易に切断することができる。
【0012】
そして、本発明の積層シートは、第一フラットヤーン列に交差して第二フラットヤーン列が並設されており、人手によって、表面層と共に第一フラットヤーン列のフラットヤーンをその幅方向に切断するにあたって、第二フラットヤーン列のフラットヤーンがガイドの役割を果たし、万一、切断方向が第二フラットヤーン列のフラットヤーンに対して交差する方向となった場合にあっても、切断部分が第二フラットヤーン列のフラットヤーンに衝突し、切断方向が第二フラットヤーンのフラットヤーンによってフラットヤーンの長さ方向に矯正される。従って、本発明の積層シートは、第二フラットヤーン列のフラットヤーンに概ね沿った状態に人手によって略直線状に切断することができる。
【図面の簡単な説明】
【0013】
【図1】フラットヤーンクロスを示した平面図である。
【図2】フラットヤーンクロスを示した斜視図である。
【図3】本発明の積層シートの一例を示した断面図である。
【図4】粘着テープの一例を示した断面図である。
【図5】粘着テープの他の一例を示した断面図である。
【図6】粘着テープを示した斜視図である。
【図7】粘着テープを示した斜視図である。
【図8】粘着テープの使用要領を示した斜視図である。
【発明を実施するための形態】
【0014】
本発明の積層シートの一例を図面を参照しつつ説明する。積層シートAを構成しているフラットヤーンクロス1は、図1、2に示したように、長尺状のフラットヤーン1a、1a・・・を多数本、所定間隔毎に並設してなる第一フラットヤーン列1Aと、多数の所定長さのフラットヤーン1b、1b・・・をフラットヤーン列1Aのフラットヤーン1aに交差するように、好ましくは直交するように所定間隔毎に並設してなる第二フラットヤーン列1Bとを有し、第一フラットヤーン列1A上に第二フラットヤーン列が配設され、第一フラットヤーン列1Aのフラットヤーン1aと、第二フラットヤーン列1Bのフラットヤーン1bとの交差部分を熱融着や接着剤などの公知の手段でもって一体化することによって形成されている。本発明で用いられるフラットヤーンクロス1において、第一フラットヤーン列1Aのフラットヤーン1a上に、第一フラットヤーン1Bの全てのフラットヤーン1bが配設された状態となっており、平織状のように、一方のフラットヤーンが他方のフラットヤーンに対して交互に上下に位置するような構成は採っていないことが好ましい。
【0015】
フラットヤーン1a、1bとは、ポリエチレン系樹脂フィルムを融点以下、好ましくは融点未満の適当な温度に加熱し、縦方向に数倍以上引き伸ばしてテープ状とした一軸延伸テープである。フラットヤーン1a、1bとしては、未延伸のポリエチレン系樹脂フィルムを所定幅毎に切断してなる帯状体をその長さ方向に延伸してなるものや、一軸延伸ポリエチレン系樹脂フィルムをその延伸方向に直交する方向に所定幅に切断してなるものなどが挙げられる。
【0016】
具体的には、上記フラットヤーンの製造方法としては、例えば、(1)押出機にポリエチレン系樹脂を供給し、溶融混練した後、押出機から押出してポリエチレン系樹脂フィルムを製膜し、このポリエチレン系樹脂フィルムをその幅方向(押出方向に直交する方向)に所定間隔毎に押出方向に沿って切断して帯状体を製造し、この帯状体をその長さ方向に2〜10倍延伸加工してフラットヤーンを製造する方法、(2)押出機にポリエチレン系樹脂を供給し、溶融混練した後、押出機から押出してポリエチレン系樹脂フィルムを製膜し、このポリエチレン系樹脂フィルムを縦方向に2〜10倍延伸加工して一軸延伸ポリエチレン系樹脂フィルムを製造し、この一軸延伸ポリエチレン系樹脂フィルムをその延伸方向がフラットヤーンの長さ方向になるように所定幅に切断してフラットヤーンを製造する方法が挙げられる。
【0017】
又、上記フラットヤーンはポリエチレン系樹脂から構成されているが、ポリエチレン系樹脂としては、特に限定されず、例えば、低密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン−α−オレフィン共重合体などが挙げられ、ポリエチレン系樹脂は、単独で用いられても二種以上が併用されてもよい。なお、上記エチレン−α−オレフィン共重合体を構成するα−オレフィンとしては、例えば、プロピレン、1−ブテン、3−メチル−1−ブテン、1−ヘキセン、4−メチル−1−ペンテン、1−オクテンなどが挙げられる。
【0018】
そして、第一フラットヤーン列1Aのフラットヤーン1aは、加熱されることによって熱劣化されて引張強度及び引張伸度が低下しており、人手によって幅方向に容易に切断可能に構成されている。
【0019】
第一フラットヤーン列1Aのフラットヤーン1aにおいて、熱劣化前の引張強度は通常、1500〜2000cN/本であるが、熱劣化後の引張強度は500〜1000cN/本であることが好ましい。なお、フラットヤーンの引張強度はISO 554:1976に準拠して測定された値をいう。
【0020】
第一フラットヤーン列1Aのフラットヤーン1aにおいて、熱劣化前の引張伸度は通常、30〜35%であるが、熱劣化後の引張強度は5〜10%であることが好ましい。なお、フラットヤーンの引張伸度はISO 554:1976に準拠して測定された値をいう。
【0021】
又、第二フラットヤーン列1Bのフラットヤーン1bは、第一フラットヤーン列1Aのフラットヤーン1aのように熱劣化されていてもよいし、熱劣化されていなくてもよいが、第一フラットヤーン列1Aのフラットヤーン1aをその幅方向に切断する際に第二フラットヤーン列1Bのフラットヤーン1bがガイドの作用を効果的に奏し、積層シートを略直線状に容易に切断することができるので、熱劣化されていないことが好ましい。第二フラットヤーン列1Bのフラットヤーン1bを熱劣化させる場合、熱劣化前のフラットヤーン1bの引張強度は通常、3500〜4000cN/本であるが、熱劣化後のフラットヤーン1bの引張強度は、熱劣化前のフラットヤーン1bの引張強度の75%以上であることが好ましく、75〜85%であることがより好ましい。
【0022】
第二フラットヤーン列1Bのフラットヤーン1bを熱劣化させる場合、熱劣化前のフラットヤーン1bの引張伸度は20〜25%であるが、熱劣化後のフラットヤーン1bの引張伸度は、熱劣化前のフラットヤーン1bの引張伸度の75〜80%であることが好ましい。
【0023】
第一フラットヤーン列1Aのフラットヤーン1aの繊度は、小さいと、フラットヤーンクロスの強度が低下するため、インチ当たりのフラットヤーンの本数を増加させる必要があり、積層シートの軽量性が低下することがあり、大きいと、積層シートの手切れ性が低下することがあるので、200〜400dtexが好ましく、250〜350dtexがより好ましい。
【0024】
又、第二フラットヤーン列1Bのフラットヤーン1Bの繊度は、小さいと、フラットヤーンクロスの強度が低下することがあるため、積層シートの手切れ性が低下することがあり、大きいと、積層シートの強度が低下して積層シートが望まない部分から切断してしまう虞れがあるので、600〜800dtexが好ましく、700〜800dtexがより好ましい。
【0025】
第一フラットヤーン列1Aのフラットヤーン1aの厚みは、薄いと、フラットヤーンクロスの強度が低下することがあり、厚いと、積層シートの手切れ性が低下することがあるので、10〜40μmが好ましく、20〜30μmがより好ましい。
【0026】
又、第二フラットヤーン列1Bのフラットヤーン1bの厚みは、薄いと、フラットヤーンクロスの強度が低下することがあるため、積層シートの手切れ性が低下することがあり、厚いと、積層シートの強度が低下して積層シートが望まない部分から切断してしまう虞れがあるので、20〜50μmが好ましく、25〜35μmがより好ましい。
【0027】
第一フラットヤーン列1Aのフラットヤーン1a、1a間の間隔は、狭いと、積層シートの手切れ性が低下することがあり、広いと、フラットヤーンクロスの強度が低下することがあるので、1〜2mmが好ましい。なお、フラットヤーン1a、1a間の間隔とは、互いに隣接するフラットヤーン1a、1aの対向端面間の距離をいう。
【0028】
又、第二フラットヤーン列1Bのフラットヤーン1b、1b間の間隔は、狭いと、積層シートの手切れ性が低下することがあり、広いと、フラットヤーンクロスの強度が低下することがあるので、1〜2mmが好ましい。なお、フラットヤーン1b、1b間の間隔とは、互いに隣接するフラットヤーン1a、1aの対向端面間の距離をいう。
【0029】
そして、図3に示したように、フラットヤーンクロス1の両面には、ポリエチレン系樹脂を含む表面層2、2が積層一体化されている。なお、ポリエチレン系樹脂は上述と同様であるのでその説明を省略する。フラットヤーンクロス1の両面に積層一体化される表面層2、2は互いに同一であっても相違してもよい。なお、図3において、フラットヤーンクロス1の層構成は省略した。
【0030】
フラットヤーンクロス1の両面に表面層2を積層一体化する要領について説明する。フラットヤーンクロス1の両面に表面層2を積層一体化する方法としては、特に限定されず、例えば、長尺状のフラットヤーンを複数本、所定間隔毎に並設してなる第一フラットヤーン列と、この第一フラットヤーン列上にて上記第一フラットヤーン列のフラットヤーンに交差するように、好ましくは直交するように複数本のポリエチレン系樹脂を含む所定長さを有するフラットヤーンを所定間隔毎に並設してなる第二フラットヤーン列とを含み、上記第一フラットヤーン列のフラットヤーンと上記第二フラットヤーン列のフラットヤーンとの交差部を一体化することにより形成された長尺状のフラットヤーンクロス1を用意し、ポリエチレン系樹脂を押出機に供給して溶融混練し、押出機からシート状に押出してフラットヤーンクロス1の両面のそれぞれにポリエチレン系樹脂シートを表面層2、2として連続的に押出ラミネートすることによってフラットヤーンクロス1の両面に表面層2、2を積層一体化する方法が好ましい。
【0031】
本発明では、フラットヤーンクロス1の両面にポリエチレン系樹脂シートを積層一体化させる際に、フラットヤーンクロス1の第一フラットヤーン列1A上に積層一体化させるポリエチレン系樹脂シートの温度を通常のラミネート時の温度よりも高く設定し、ポリエチレン系樹脂シートの熱によって第一フラットヤーン列1Aのフラットヤーン1aを熱劣化させており、フラットヤーン1aは、その長さ方向には人手で切断することはできないが、幅方向には人手によって切断可能に構成されている。
【0032】
具体的には、上記(1)の方法の場合には、フラットヤーンクロス1の第一フラットヤーン列1A上に押出ラミネートするポリエチレン系樹脂シートの温度を310〜330℃、好ましくは320〜330℃とし、高温に加熱されたポリエチレン系樹脂シートの熱によって第一フラットヤーン列1Aのフラットヤーン1aを熱劣化させる。
【0033】
一方、フラットヤーンクロス1の第二フラットヤーン列1Bのフラットヤーン1bは熱劣化されていても、熱劣化されていなくてもよいが、熱劣化されていないことが好ましい。第二フラットヤーン列1Bのフラットヤーン1bを熱劣化させる要領は、第一フラットヤーン列1Aのフラットヤーン1aの場合と同様であるのでその説明を省略する。
【0034】
上記(1)の方法において、フラットヤーン列1Bのフラットヤーン1bをできるだけ熱劣化させない場合は、フラットヤーンクロス1の第二フラットヤーン列1B上に押出すポリエチレン系樹脂シートの温度を好ましくは280〜300℃とし、ポリエチレン系樹脂シートの熱によって第一フラットヤーン列1Aのフラットヤーン1aが熱劣化されないようにすればよい。
【0035】
そして、フラットヤーンクロス1の両面に積層一体化された表面層2、2は、フラットヤーンクロス1のフラットヤーン1a、1b間に形成された貫通孔を通じて一体化しており、表面層2、2はフラットヤーンクロス1の両面に強固に積層一体化されている。従って、積層シートAの使用中にフラットヤーンクロス1から表面層2が不測に剥離するようなことはない。
【0036】
更に、上述のように、フラットヤーンクロス1の第一フラットヤーン列1A上に積層一体化させるポリエチレン系樹脂シートの温度を通常のラミネート時の温度よりも高く設定することによって、ポリエチレン系樹脂シートを構成しているポリエチレン系樹脂が酸化し且つポリエチレン系樹脂の流動性が高くなって濡れ性が向上しており、ポリエチレン系樹脂シートとフラットヤーンクロスとが強固に一体化されており、積層シートAを人手によって切断した際に積層シートAの切断端面において表面層2とフラットヤーンクロス1とがそれらの界面において不測に剥離するようなことはない。
【0037】
積層シートAの表面層2、2の何れか一方或いは双方上、好ましくは、第二フラットヤーン列1Bのフラットヤーン1b上に、必要に応じて合成樹脂層3が積層一体化されていてもよい。図4では、積層シートAの一方の表面層2上に合成樹脂層3を積層一体化した場合を示した。図4において、フラットヤーンクロス1の層構成は省略した。合成樹脂層3を構成している合成樹脂としては、特に限定されず、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂などのポリオレフィン系樹脂、ポリ塩化ビニル樹脂、ポリエステル系樹脂、ポリアミド系樹脂などが挙げられる。なお、ポリエチレン系樹脂は上述と同様であるのでその説明を省略する。
【0038】
ポリプロピレン系樹脂としては、特に限定されず、例えば、プロピレン単独重合体、プロピレンと他のオレフィンとの共重合体などが挙げられ、単独で用いられても二種以上が併用されてもよい。又、プロピレンと他のオレフィンとの共重合体は、ブロック共重合体、ランダム共重合体の何れであってもよい。
【0039】
なお、プロピレンと共重合されるオレフィンとしては、例えば、エチレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセン等のα−オレフィン等が挙げられる。
【0040】
表面層2及び合成樹脂シート3には必要に応じて、難燃剤、帯電防止剤などの添加剤が含有されていてもよい。
【0041】
更に、図5に示したように、積層シートAの表面層2、2の何れか一方或いは双方上に、好ましくは、第一フラットヤーン列1Aのフラットヤーン1a上に積層一体化した表面層2上に粘着剤層4を積層一体化させて粘着テープを構成してもよい。なお、粘着剤層を構成する粘着剤としては、特に限定されず、例えば、アクリル系粘着剤、ゴム系粘着剤、ビニルアルキルエーテル系粘着剤、シリコーン系粘着剤、ポリエステル系粘着剤、ポリアミド系粘着剤、ウレタン系粘着剤、フッ素系粘着剤、エポキシ系粘着剤などが挙げられる。図5において、フラットヤーンクロス1の層構成は省略した。
【0042】
又、図6に示したように、積層シートAの何れか一方の表面層2上に、好ましくは、第一フラットヤーン列1Aのフラットヤーン1a上に積層一体化した表面層2上に粘着剤層4を積層一体化させると共に、他方の表面層2上に上述した合成樹脂層を積層一体化させて粘着テープを構成してもよい。
【0043】
粘着テープBとしては、図7に示したように、長尺状のフラットヤーン1aを複数本、所定間隔毎に並設してなる第一フラットヤーン列1Aと、この第一フラットヤーン列1A上にて複数本のポリエチレン系樹脂を含む所定長さを有するフラットヤーン1bを第一フラットヤーン列1Aのフラットヤーン1aに直交するように所定間隔毎に並設してなる第二フラットヤーン列1Bとを含み、上記第一フラットヤーン列1Aのフラットヤーン1aと上記第二フラットヤーン列1Bのフラットヤーン1bとの交差部を一体化することにより形成された長尺状のフラットヤーンクロス1の両面にポリエチレン系樹脂シートが表面層2、2として積層一体化されてなる長尺状の積層シートをテープ基材とし、この積層シートにおける第一フラットヤーン列1Aのフラットヤーン1a上に積層一体化されてなる表面層2上に粘着剤層4を積層一体化してなるものが好ましい。
【0044】
このような長尺状の粘着テープBは図8に示したように通常、軸体5に巻回されて巻回体とされており、使用にあたっては、所定長さを巻き出した上で所定長さに切断して用いられる。この際、本発明の積層シートAをテープ基材として用いている粘着テープBは、その所望箇所において幅方向に人手によって容易に切断することができる。
【0045】
上述のようにして粘着テープBを切断するに際し、フラットヤーンクロス1の第二フラットヤーン列1Bのフラットヤーン1bが粘着テープBの幅方向にその長さ方向を指向させた状態にて配設されており、粘着テープBをその幅方向に切断するにあたって、第二フラットヤーン列1Bのフラットヤーン1bがガイドの役割を果たし、よって、粘着テープBを人手で切断した場合にあっても、粘着テープBの切断方向が蛇行して切断面が波打ち或いは切断面が粘着テープBの端縁に対して斜行するようなことはなく、粘着テープBをその端縁に対して略直交方向に容易に切断することができる。
【実施例】
【0046】
次に本発明の実施例を説明するが、本発明は下記実施例に限定されるものではない。
【0047】
(実施例1,2、比較例1)
長尺状のフラットヤーン1a、1a・・・を表1に示した本数、表1に示した間隔毎に並設してなる第一フラットヤーン列1Aと、このフラットヤーン列1Aのフラットヤーン1aに直交し且つ第一フラットヤーン列1Aを全面的に横断し得る長さを有する多数のフラットヤーン1b、1b・・・を表1に示した間隔毎に並設してなる第二フラットヤーン列1Bとからなり、第一フラットヤーン列1A上に第二フラットヤーン列1Bが配設され、第一フラットヤーン列1Aのフラットヤーン1aと、第二フラットヤーン列1Bのフラットヤーン1bとの交差部分をエチレン−酢酸ビニル共重合体ホットメルト接着剤を介して一体化してなる長尺状のフラットヤーンクロスを用意した。なお、フラットヤーンクロスにおいて、フラットヤーン列1Aのフラットヤーン1aは、その長さ方向がフラットヤーンクロスの長さ方向に指向していた。
【0048】
フラットヤーンクロスの第一フラットヤーン列1A、1Bを構成しているフラットヤーン1a、1bは共に高密度ポリエチレンから形成されており、表1に示した繊度、厚み及び幅を有していた。
【0049】
次に、低密度ポリエチレンを押出機に供給して溶融混練し、押出機の先端に取り付けたTダイから低密度ポリエチレンシートを表1の「第一フラットヤーン列」の欄に示した温度にて押出し、この低密度ポリエチレンシートを上記フラットヤーンクロス1の第一フラットヤーン列1A上に押出ラミネートすると共に、低密度ポリエチレンを別の押出機に供給して溶融混練し、押出機の先端に取り付けたTダイから低密度ポリエチレンシートを表1の「第二フラットヤーン列」の欄に示した温度にて押出し、この低密度ポリエチレンシートを上記フラットヤーンクロスの第二フラットヤーン列1B上に押出ラミネートして、フラットヤーンクロス1の第一フラットヤーン列1A上に表面層2として低密度ポリエチレンシートが積層一体化されてなると共に、フラットヤーンクロス1の第二フラットヤーン列1B上に表面層2として低密度ポリエチレンシートが積層一体化されてなる積層シートAを得た。なお、フラットヤーンクロス1の両面に積層一体化された表面層同士は、フラットヤーンクロス1のフラットヤーン間に形成された貫通孔を通じて一体化していた。
【0050】
【表1】
【0051】
得られた積層シートについて、手切れ性、引張強度及び層間剥離を下記の要領で測定し、その結果を表2に示した。又、フラットヤーンクロス1を構成している第一、第二フラットヤーン列1A、1Bのフラットヤーン1a、1bについて、フラットヤーン1a、1b上に低密度ポリエチレンを積層する前後の引張強度及び引張伸度を表3に示した。なお、表3において、フラットヤーン1a、1b上に低密度ポリエチレンを積層する前を「熱劣化前」と、フラットヤーン1a、1b上に低密度ポリエチレンを積層した後を「熱劣化後」と表記した。
【0052】
(手切れ性)
積層シートの任意の箇所を人手でもって幅方向に切断し、その切断面を目視観察して下記基準に基づいて評価した。
◎・・・任意の箇所で容易に切断することができ且つ切断面も美麗であった。
○・・・任意の箇所で容易に切断することができたが、切断の仕方によっては切断面に
おいてフラットヤーンクロスと何れか一方或いは双方の表面層との界面におい
て剥離が生じていた。
△・・・積層シートの切断時の抵抗がやや強く、積層シートの切断箇所によってはうま
く切断できない場合があった。
×・・・積層シートの切断時の抵抗がやや強く、積層シートを所望箇所でうまく切断す
ることができなかった。
【0053】
(引張強度)
積層シートの引張強度をJIS L1096 A法に準拠して測定した。
【0054】
(層間剥離)
積層シートの任意の箇所を人手でもって幅方向に切断し、その切断面を目視観察してフラットヤーンクロス1と表面層2との間の界面を目視観察し、フラットヤーンクロス1と双方の表面層2、2との界面において剥離が生じていなかった場合を「なし」、フラットヤーンクロス1と何れか一方或いは双方の表面層2との界面において剥離が生じていた場合を「あり」とした。
【0055】
【表2】
【0056】
【表3】
【符号の説明】
【0057】
1 フラットヤーンクロス
1A 第一フラットヤーン列
1B 第二フラットヤーン列
1a フラットヤーン
1b フラットヤーン
2 表面層
3 合成樹脂シート
4 粘着剤層
A 積層シート
B 粘着テープ
【特許請求の範囲】
【請求項1】
ポリエチレン系樹脂を含むフラットヤーンを複数本、所定間隔毎に並設してなる第一フラットヤーン列と、上記第一フラットヤーン列のフラットヤーンに交差するように複数本のポリエチレン系樹脂を含むフラットヤーンを所定間隔毎に並設してなる第二フラットヤーン列とを有し、上記第一フラットヤーン列のフラットヤーンと上記第二フラットヤーン列のフラットヤーンとの交差部を一体化することにより形成されたフラットヤーンクロスと、このフラットヤーンクロスの両面のそれぞれに積層一体化されたポリエチレン系樹脂を含む表面層とからなる積層シートであり、上記第一フラットヤーン列を構成しているフラットヤーンが熱劣化により人手によって破断可能に形成されていることを特徴とする積層シート。
【請求項2】
長尺状に形成されており、第一フラットヤーン列のフラットヤーンを長さ方向に指向させていることを特徴とする請求項1に記載の積層シート。
【請求項3】
ポリエチレン系樹脂を含む長尺状のフラットヤーンを複数本、所定間隔毎に並設してなる第一フラットヤーン列と、この第一フラットヤーン列上にて上記第一フラットヤーン列のフラットヤーンに交差するように複数本のポリエチレン系樹脂を含むフラットヤーンを所定間隔毎に並設してなる第二フラットヤーン列とを含み、上記第一フラットヤーン列のフラットヤーンと上記第二フラットヤーン列のフラットヤーンとの交差部を一体化することにより形成されたフラットヤーンクロスの上記第一フラットヤーン列上に310〜330℃のポリエチレン系樹脂シートを表面層として押出ラミネートし、第一フラットヤーン列のフラットヤーンを熱劣化させると共に、上記フラットヤーンクロスの上記第二フラットヤーン列上にポリエチレン系樹脂シートを表面層として押出ラミネートすることを特徴とする積層シートの製造方法。
【請求項1】
ポリエチレン系樹脂を含むフラットヤーンを複数本、所定間隔毎に並設してなる第一フラットヤーン列と、上記第一フラットヤーン列のフラットヤーンに交差するように複数本のポリエチレン系樹脂を含むフラットヤーンを所定間隔毎に並設してなる第二フラットヤーン列とを有し、上記第一フラットヤーン列のフラットヤーンと上記第二フラットヤーン列のフラットヤーンとの交差部を一体化することにより形成されたフラットヤーンクロスと、このフラットヤーンクロスの両面のそれぞれに積層一体化されたポリエチレン系樹脂を含む表面層とからなる積層シートであり、上記第一フラットヤーン列を構成しているフラットヤーンが熱劣化により人手によって破断可能に形成されていることを特徴とする積層シート。
【請求項2】
長尺状に形成されており、第一フラットヤーン列のフラットヤーンを長さ方向に指向させていることを特徴とする請求項1に記載の積層シート。
【請求項3】
ポリエチレン系樹脂を含む長尺状のフラットヤーンを複数本、所定間隔毎に並設してなる第一フラットヤーン列と、この第一フラットヤーン列上にて上記第一フラットヤーン列のフラットヤーンに交差するように複数本のポリエチレン系樹脂を含むフラットヤーンを所定間隔毎に並設してなる第二フラットヤーン列とを含み、上記第一フラットヤーン列のフラットヤーンと上記第二フラットヤーン列のフラットヤーンとの交差部を一体化することにより形成されたフラットヤーンクロスの上記第一フラットヤーン列上に310〜330℃のポリエチレン系樹脂シートを表面層として押出ラミネートし、第一フラットヤーン列のフラットヤーンを熱劣化させると共に、上記フラットヤーンクロスの上記第二フラットヤーン列上にポリエチレン系樹脂シートを表面層として押出ラミネートすることを特徴とする積層シートの製造方法。
【図1】

【図2】
【図3】

【図4】

【図5】
【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−206453(P2012−206453A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−75275(P2011−75275)
【出願日】平成23年3月30日(2011.3.30)
【出願人】(596111276)積水フイルム株式会社 (133)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月30日(2011.3.30)
【出願人】(596111276)積水フイルム株式会社 (133)
【Fターム(参考)】
[ Back to top ]