
積繊装置
【課題】回転ドラムの集積用凹部内の積繊物の離型がスムーズで転写不良を起こし難く、所望の形状の成形体を効率良く製造することができる積繊装置を提供すること。
【解決手段】積繊装置10の回転ドラム1は、集積用凹部2を外周面に有し、ドラム本体3と集積用凹部2の底面2Aを形成する通気性の開孔部材4とを備えている。集積用凹部2の底面2A上に、集積用凹部2を回転ドラム1の周方向及び幅方向Xに複数の領域に区画する、非通気性の凹部区画部60を有する成形部材6が、開孔部材4に重ねて配されている。開孔部材4は、凹部区画部60に対応する部分40に、非通気性部45を有している。
【解決手段】積繊装置10の回転ドラム1は、集積用凹部2を外周面に有し、ドラム本体3と集積用凹部2の底面2Aを形成する通気性の開孔部材4とを備えている。集積用凹部2の底面2A上に、集積用凹部2を回転ドラム1の周方向及び幅方向Xに複数の領域に区画する、非通気性の凹部区画部60を有する成形部材6が、開孔部材4に重ねて配されている。開孔部材4は、凹部区画部60に対応する部分40に、非通気性部45を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外周面に集積用凹部を有する回転ドラムを備え、該集積用凹部に、パルプ等の繊維材料や吸水性ポリマー等の成形体材料を積繊させ、所定形状の成形体(吸収体)を得るのに用いられる積繊装置に関する。
【背景技術】
【0002】
使い捨ておむつや生理用ナプキン等の衛生品(吸収性物品)に用いられる吸収体の製造装置として、外周面に集積用凹部を有する回転ドラムを備え、回転ドラムを回転させつつ、その外周面にパルプ等の成形体材料を飛散状態にて供給し、成形体材料を集積用凹部の底面からの吸引により集積用凹部内に積繊させ、この集積用凹部内の積繊物を、集積用凹部に対向配置させた吸引手段からの吸引により集積用凹部から離型して、吸引手段上に転写する積繊装置が知られている。
【0003】
前述の如き構成の積繊装置の回転ドラムに関し、例えば特許文献1には、集積用凹部の底面に、有効領域と無孔領域とを形成し、且つ該無孔領域を該有孔領域によって囲まれるように配置することが記載されており、集積用凹部の底面に、該底面からの成形体材料の吸引を行わない非吸引部(無孔領域)を設けることが記載されている。特許文献1によれば、このような構成の回転ドラムを用いることで、安定的に低目付化可能な吸収体を成形できるとされている。
【0004】
また特許文献2には、集積用凹部の通気性の底面全域に、ドラムの径方向外方へ突出してドラムの周り方向へ長く延びる複数の凸部が形成され、該凸部が、該周り方向へ連続的又は間欠的に並ぶと共に、ドラムの軸方向へ所定寸法離間して並んでいる回転ドラムが記載されている。特許文献2によれば、このような構成の回転ドラムを用いることで、成形体材料が前記凸部を除く凹部のスペースに積繊するため、最終的に得られる成形体(吸収体)は、前記凸部によって形成された間欠的に並ぶ複数の低剛性部を有し、それによって、均一な剛性と高い柔軟性とを有し、全域に体液を効率良く吸収することができるとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−232959号公報
【特許文献2】特開2006−141615号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前述の如き構成の積繊装置においては、回転ドラムの集積用凹部内に成形体材料を積繊させて得られた積繊物を、該集積用凹部に対向配置させた吸引手段からの吸引により該集積用凹部から離型して該吸引手段上に転写するときに、積繊物が集積用凹部内の構成部材の隙間等に引っ掛かって該集積用凹部からスムーズに離型されない場合があり、積繊物の転写不良を起こすおそれがあった。積繊物の転写不良は、製造効率の低下の他、型崩れ、転写位置のズレ等、最終製品である成形体の品質低下につながる不都合を引き起こすおそれがあり、その発生防止が望まれる。
【0007】
従って、本発明は、回転ドラムの集積用凹部内の積繊物の離型がスムーズで転写不良を起こし難く、所望の形状の成形体を効率良く製造することができる積繊装置に関する。
【課題を解決するための手段】
【0008】
本発明は、外周面に集積用凹部を有する回転ドラムを備え、該回転ドラムが成形体材料を該集積用凹部の底面で吸引により積繊して成形体を形成する積繊装置であって、前記回転ドラムは、ドラム本体と、前記集積用凹部の底面を形成する通気性の開孔部材とを備え、前記集積用凹部の底面上に、該集積用凹部を前記回転ドラムの周方向及び幅方向に複数の領域に区画する、非通気性の凹部区画部を有する成形部材が、前記開孔部材に重ねて配されており、前記開孔部材は、前記凹部区画部に対応する部分に非通気性部を有している積繊装置を提供するものである。
【0009】
また本発明は、前記積繊装置を用いた吸収体の製造方法であって、空気流に乗せて供給した吸収体原料を、前記回転ドラムの集積用凹部に吸引して積繊させる積繊工程を具備する吸収体の製造方法を提供するものである。
【発明の効果】
【0010】
本発明の積繊装置によれば、回転ドラムの集積用凹部内の積繊物の離型がスムーズで転写不良を起こし難く、所望の形状の成形体を効率良く製造することができる。また、本発明の吸収体の製造方法によれば、型崩れ等の無い高品質の吸収体を効率良く製造することができる。
【図面の簡単な説明】
【0011】
【図1】図1は、本発明の積繊装置の一実施態様の概略斜視図である。
【図2】図2は、図1に示す積繊装置の回転ドラムを示す斜視図である。
【図3】図3は、図2に示す回転ドラムの構成を説明する図である。
【図4】図4は、図2に示す回転ドラムの外周面及びその近傍のドラム幅方向に沿う断面を示す断面図である。
【図5】図5(a)及び図5(b)は、それぞれ、本発明に係る非通気性部の一例を示す平面図である。
【図6】図6(a)は、本発明の積繊装置の回転ドラムにおけるバキュームエアーの流れを説明する図、図6(b)は、本発明の範囲外の積繊装置の回転ドラムにおけるバキュームエアーの流れを説明する図である。
【図7】図7は、図2に示す回転ドラムの集積用凹部に成形体材料が積繊した状態を示す断面図(図4対応図)である。
【図8】図8(a)は、図7に示す集積用凹部から離型した積繊物を示す斜視図、図8(b)は、図8(a)のI−I線断面図である。
【図9】図9(a)は、本発明の他の実施形態に係る成形部材の一部(凹部区画部)を示す斜視図であり、図9(b)は、図9(a)に示す成形部材と開孔部材とを組み合わせて用いた形態のドラム周方向に沿う断面を模式的に示す断面図である。
【発明を実施するための形態】
【0012】
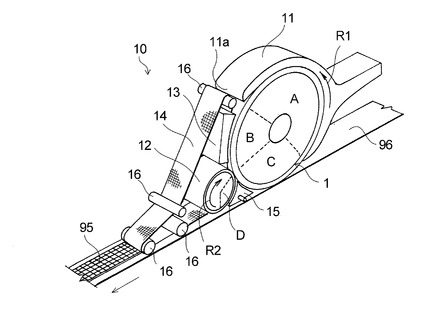
以下、本発明の積繊装置を、その好ましい一実施態様に基づいて図面を参照しながら説明する。図1には、本発明の積繊装置の一実施態様である積繊装置10が示されており、また、図2〜図4には、積繊装置10が備える回転ドラム1が示されている。積繊装置10は、外周面に集積用凹部2を有する回転ドラム1を備え、回転ドラム1が成形体材料を集積用凹部2の底面2Aで吸引により積繊して成形体を形成する装置である。
【0013】
積繊装置10は、図1に示すように、矢印R1方向に回転駆動される回転ドラム1と、回転ドラム1の外周面に成形体材料を供給するダクト11と、回転ドラム1の斜め下方に配置され、矢印R2方向に回転駆動されるトランスファーロール12と、トランスファーロール12の下方に配されたバキュームコンベア(図示せず)とを備えている。積繊装置10におけるバキュームコンベアは、この種の積繊装置における通常のバキュームコンベアと同様に構成されており、駆動ロール及び従動ロールに架け渡された無端状の通気性ベルトと、該通気性ベルトを挟んでトランスファーロール12と対向する位置に配されたバキュームボックスとを備えている。
【0014】
積繊装置10においては、更に、バキュームボックス13が、回転ドラム1の周方向におけるダクト11とトランスファーロール12との間に設けられおり、メッシュベルト14が、バキュームボックス13と回転ドラム1との間及びトランスファーロール12と回転ドラム1との間を通るように配されており、風除けプレート15が、トランスファーロール12の外周面に近接させて設けられている。
【0015】
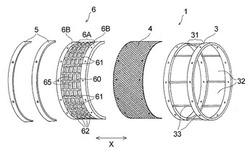
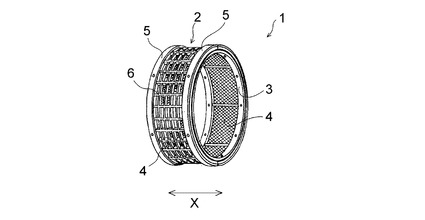
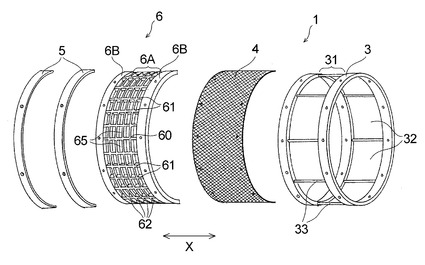
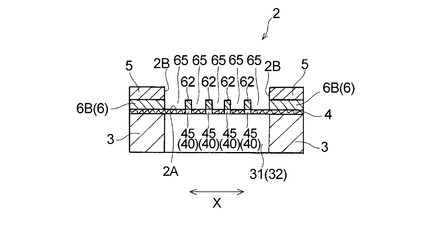
以下、積繊装置10の主たる特長部分である回転ドラム1について説明する。本実施態様の回転ドラム1は、図2〜図4に示すように、成形体材料が積繊される集積用凹部2を外周面に有し、ドラム本体3と、集積用凹部2の底面2Aを形成し且つ通気孔が多数形成された開孔部材4とを備えている。集積用凹部2は、回転ドラム1の外周面に周方向の全長に亘って連続している。
【0016】
ドラム本体3は、剛性を有する金属製の筒状体からなり、集積用凹部2の平面視においてその底面2Aと重なる凹部底面対応部31を、図3に示すように、ドラム幅方向(回転ドラムの回転軸方向、図中符号Xで示す方向)の中央部に有している。ここで、「平面視」とは、対象物(集積用凹部等)を、回転ドラム1の外周面の法線方向(回転ドラム1の回転軸方向と直交する方向)の外方から見た場合を意味する。ドラム本体3の凹部底面対応部31は、該凹部底面対応部31を厚み方向に貫通する複数(図3に示す形態では8つ)の貫通口32と、隣接する2つの貫通口32,32の間に位置する非通気性のリブ33とを含んで構成されており、貫通口32を有していることによって、該凹部底面対応部31全体として通気性を有している。複数の貫通口32は、ドラム本体3の周方向に所定間隔を置いて形成されており、該周方向に隣接する2つの貫通口32,32の間に、非通気性のリブ33がドラム幅方向Xに延びて形成されている。リブ33は、主として、ドラム本体3自体の強度を向上させると共に、集積用凹部2の底部の強度を向上させる役割を果たす。
【0017】
開孔部材4は、ドラム内方から発生されるバキュームエアーをドラム外方に伝え、バキュームエアーに乗って運ばれてくるパルプ等の成形体材料を保持するものである。開孔部材4自体(通気孔を画成する部材自体)は難又は非通気性材料からなるものの、開孔部材4の全域には、多数の通気孔が形成されており、集積用凹部2が、回転ドラム1内における負圧に維持された空間上を通過している間、該通気孔が成形体材料を吸引する吸引孔として機能する。開孔部材4には、通気孔として、例えば直径0.2〜0.6mm程度の円孔を、0.4〜1.5mm程度のピッチで千鳥状に形成することができる。非通気性材料としては、例えば、ステンレス、鉄、アルミ、高分子材料等が挙げられ、難通気性材料としては、例えば、非通気性材料からなる部材に微小細孔が形成された材料等が挙げられる。開孔部材4としては、金属又は樹脂製のメッシュや、金属又は樹脂製の板にエッチングやパンチングで多数の開孔を形成した、多孔性の金属板又は樹脂板等を用いることができる。開孔部材4を形成する多孔性の金属板又は樹脂板としては、例えば、厚み0.1〜0.5mm程度の金属又は樹脂製の板(ステンレス板等)に、パンチングやエッチング等の手法により多数の開孔を形成したものが用いられる。
【0018】
本実施態様の回転ドラム1は、図2〜図4に示すように、ドラム本体3及び開孔部材4に加えて更に、集積用凹部2の内側面2Bを形成するリング部材5を備えている。リング部材5は、集積用凹部2のドラム幅方向Xの長さ(集積用凹部2の幅)を規定するもので、集積用凹部2を挟んで回転ドラム1の外周面の幅方向両側部に配されており、この幅方向一側部側のリング部材5と他側部側のリング部材5との間隔(左右一対のリング部材の間隔)が、集積用凹部2の幅となる。また、リング部材5は、その回転ドラム1の周方向に沿う内側端面が、集積用凹部2の内側面2Bの一部を形成しており、集積用凹部2の深さを決定する要素の1つとなっている。リング部材5の取り付け位置(前記左右一対のリング部材の間隔)や厚み(前記内側端面の高さ)は、成形体(積繊物)の幅や成形体材料の積繊量等を考慮して決定される。リング部材5は、非通気性であり、例えばステンレス板等の金属板からなり、その厚みは例えば2〜12mm程度である。
【0019】
集積用凹部2の底面2A上には、集積用凹部2を回転ドラム1の周方向及び幅方向X(集積用凹部2の底面2Aあるいは回転ドラム1の外周面に沿う方向)に複数の領域に区画する、非通気性の凹部区画部60を有する成形部材6が、開孔部材4に重ねて配されている。
【0020】
成形部材6について更に説明すると、成形部材6は、そのドラム幅方向Xの長さ(幅)が開孔部材4と同じであり、集積用凹部2の平面視においてその底面2Aと重なる凹部底面対応部6Aをドラム幅方向Xの中央部に有している。ここでいう「平面視」は前述した通りである。成形部材6の凹部底面対応部6Aは、非通気性の凹部区画部60と、凹部区画部60によって区画された各該領域に位置し且つ成形部材6を厚み方向に貫通する複数の開口部65とを含んで構成されており、空気を通す開孔部65を有していることによって、凹部底面対応部6A全体として通気性を有している。複数の開口部65は、図3に示すように、凹部区画部60(後述する線状部材61,62)によって分け隔てられて個々独立している。成形部材6の非通気性部(凹部区画部60)の形成材料としては、ステンレス、アルミニウム、鉄等の金属や樹脂等を用いることができる。
【0021】
ここで、凹部区画部60(後述する線状部材61,62)の「非通気性」は、ドラム内方から発生されるバキュームエアーが当該部材(凹部区画部60)を通過し難い性質を意味し、バキュームエアーを全く通過させない場合(通気性無しの場合)のみならず、低いながらも通気性を有しているが、ドラム外方にて空気中を飛散状態の成形体材料(パルプ等)を、当該部材を通過するバキュームエアーによっては当該部材に吸着させることができない場合(実質的に通気性無しの場合)も含む。特に断らない限り、本明細書中に記載の「非通気性」については前記の説明が適用され、例えば、開孔部材4自体(通気孔を画成する部材自体)の非通気性も、凹部区画部60の非通気性と同じである。
【0022】
凹部区画部60は、集積用凹部2の底面2A(回転ドラム1の外周面)に沿って延びる非通気性の線状部材61,62を含んで構成されている。ここで、「集積用凹部2の底面2Aに沿って延びる」とは、凹部区画部60(線状部材61,62)と底面2A(開孔部材4)とが接触している場合及び接触していない場合の両方を含む。より具体的には、凹部区画部60は、図3に示すように、ドラム幅方向Xに延びる平面視直線状の複数本の幅方向線状部材61と、該複数本の幅方向線状部材61と直交する平面視直線状の複数本(本実施態様では4本)の周方向線状部材62とからなり、これら線状部材61,62によって平面視して格子状に形成されている。開口部65は、その格子の目の部分に位置し、平面視して矩形形状を有している。本実施態様において、成形部材6の外側が形成する仮想の外側面は平坦であり、凹部区画部60(線状部材61,62)もドラム幅方向Xおよび周方向にその外面が平坦となっている。
【0023】
成形部材6における凹部底面対応部6Aを除く部分、即ち、成形部材6のドラム幅方向Xの両側部6Bは、本実施態様においては、回転ドラム1の外周面の平面視においてリング部材5と重なる、リング部材対応部となっており、そのドラム幅方向Xの長さ(幅)は、リング部材5の幅と同じになっている。成形部材6の両側部6Bは、図3に示すように、その回転ドラム1の周方向に沿う内側端面が、リング部材5の内側端面と面一の面を形成しており、リング部材5と共に集積用凹部2の内側面2Bを形成している。成形部材6の両側部6Bは、線状部材61,62と同様の非通気性部材からなり、その全域が非通気性である。
【0024】
本実施態様の回転ドラム1の主たる特長の1つとして、図4に示すように、通気性の開孔部材4が、成形部材6の凹部区画部60に対応する部分(凹部区画部対応部)40に、非通気性部45を有している点が挙げられる。ここで、非通気性部45の「非通気性」は、前述した凹部区画部60の非通気性と同じであり、実質的に通気性無しを意味する。凹部区画部対応部40は、開孔部材4における、集積用凹部2の平面視において凹部区画部60と重なる部分を意味する。本実施態様においては、凹部区画部60は平面視して格子状であるので、凹部区画部対応部40も格子状である。非通気性部45は、開孔部材4の他の部位に形成されている通気孔(開孔部材4を厚み方向に貫通する孔)を有しておらず非通気性であるため、成形体材料の積繊時においてドラム外方から内方に向かって流れるバキュームエアーを通さず、集積用凹部2の底面2Aからの吸引を行わない非吸引部として機能する。つまり、開孔部材4の難又は非通気性材料が、凹部区画部対応部40に対し、凹部区画部対応部40以外の開孔部材4の他の部位と同様構造で存在していたとしても、それは非通気性部45とは異なる。
【0025】
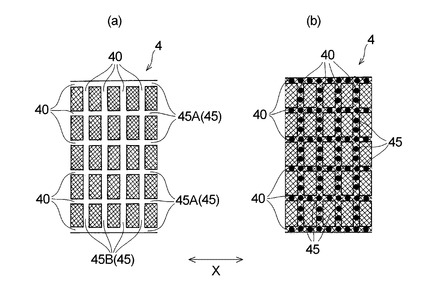
図5には、非通気性部45の具体例が示されている。図5(a)に示す形態においては、開孔部材4の凹部区画部対応部40(集積用凹部2の平面視において凹部区画部60と重なる部分)の全域が非通気性部45となっており、開孔部材4における凹部区画部対応部40以外の部位は、非通気性部45となっておらず通気孔を有している。つまり、図5(a)に示す形態においては、非通気性部45は、凹部区画部60を構成する複数本の幅方向線状部材61に1対1で対応する複数本の平面視連続直線状の幅方向非通気性部45Aと、凹部区画部60を構成する複数本(本実施態様では4本)の周方向線状部材62に1対1で対応する複数本(4本)の平面視連続直線状の周方向非通気性部45Bとからなり、凹部区画部60と非通気性部45とで、集積用凹部2の平面視における形状が同じであり、両者共に平面視格子状である。尚、ここでいう「形状が同じ」は、凹部区画部60と非通気性部45とが互いに相似の関係にあることを意味し、両部材60,45の大きさの違いは問わず、大きさの異なる相似形を含む。本実施態様においては、非通気性部45(45A,45B)は、対応する凹部区画部60(線状部材61,62)に対する相似比が1であり、非通気性部45と凹部区画部60とは、平面視形状が互いに合同の関係にある。
【0026】
図5(a)に示す非通気性部45(45A,45B)は、細孔(通気孔)が多数形成された開孔部材4における通気孔の形成部位に、非通気性の別部材、例えば金属、樹脂、シリコーン等の非通気性部材を接合することで形成することができる。従って、開孔部材4における非通気性部材が接合されていない部位は非通気性部45とは異なる。また、図5(a)に示す非通気性部45(45A,45B)は、開孔部材4における通気孔が形成されていない部位から形成されていても良く、具体的には例えば、開孔部材4として、非通気性の金属又は樹脂製の板にエッチングやパンチングで多数の細孔を形成したものを用いる場合は、該板の所定箇所に意図的に細孔を形成しないことで、図5(a)に示す非通気性部45(45A,45B)を形成することもできる。
【0027】
また、非通気性部45は、開孔部材4(凹部区画部対応部40)と成形部材6〔凹部区画部60(線状部材61,62)〕とを接合して形成することもできる。この接合方法としては、開孔部材4及び成形部材6の接合予定箇所を熱で溶かし、その溶融箇所どうしを直接融着させる溶着(溶接)の他、開孔部材4と成形部材6とを接着剤を介して接合させる方法が挙げられる。開孔部材4に本来形成されていた通気孔は、溶着や接着剤により閉塞するため、成形部材6との溶着や接着剤による接合箇所は、非通気性部45となる。
【0028】
図5(b)には、このような、開孔部材4と成形部材6との溶着や接着剤による接合箇所からなる、非通気性部45の一例が示されている。図5(b)に示す形態においては、開孔部材4の平面視格子状の凹部区画部対応部40に、平面視円形状の非通気性部45、即ち、開孔部材4と成形部材6との溶着や接着剤による接合箇所が、所定間隔を置いて複数個形成されており、ドラム幅方向X及びこれに直交するドラム周方向の両方向に非連続に形成されている。隣接する2個の非通気性部45,45の間隔に相当する部位は、通気孔(開孔部材4に本来形成されていた通気孔)が形成されており通気性を有している。
【0029】
このように、開孔部材4の凹部区画部対応部40(集積用凹部2の平面視において凹部区画部60と重なる部分)は、図5(a)に示すように、その全域が非通気性部45となっていても良く、あるいは図5(b)に示すように、その一部(開孔部材4と成形部材6との溶着や接着剤による接合箇所)のみが非通気性部45となっていて、凹部区画部対応部40全体としては、開孔部材4における該凹部区画部対応部40以外の部位よりも通気性の低い「弱通気性」を有していても良い。図5(b)に示す形態では、非通気性部45において開孔部材4と成形部材6とが接合されていることにより、開孔部材4の凹部区画部対応部40が通気孔を有していて通気性を有していても、その通気性を低くすることができる。また、図5(a)に示す形態においても、開孔部材4と成形部材6とが非通気性部45の一部又は全部において接合されていても良い。
【0030】
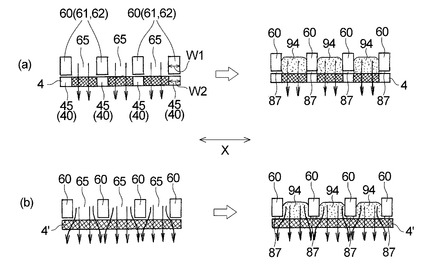
このように、本実施態様においては、開孔部材4の凹部区画部対応部40(集積用凹部2の平面視において凹部区画部60と重なる部分)に、非通気性部45が形成されており、それによって、前述した積繊物の転写不良や型崩れを効果的に防止される。この本実施態様による作用効果を図6を参照して説明すると、図6(b)の左側の図に示すように、ドラム外方から内方に向かって流れるバキュームエアー(図6中矢印で示す)に対し、その風上に、非通気性の凹部区画部60(線状部材61,62)及び開口部65を有する成形部材6が位置し、風下に、非通気性部を有しない開孔部材4’(全域に通気孔が形成されている開孔部材)が位置している場合(本発明の範囲外の場合)には、バキュームエアーは、開口部65を直進するのみならず、開口部65を経由して凹部区画部60の下方にも流れ込み、乱流となってしまうため、成形体材料の積繊時には、図6(b)の右側の図に示すように、バキュームエアーによって運ばれてきた成形体材料94は、凹部区画部60と開孔部材4’との隙間87に入り込み、それによって、前述した積繊物の転写不良や型崩れ等の不都合が生じ易くなる。
【0031】
斯かる不都合は、凹部区画部60によって区画された領域(開口部65)の数が多くなり、各領域(開口部65)の面積が小さくなるほど起こり易い。特に本実施態様のように、凹部区画部60によって集積用凹部2が回転ドラム1の周方向及び幅方向Xに複数の領域(開口部65)に区画され、そうして形成された複数の開口部65が、凹部区画部60によって分け隔てられて個々独立している場合は、バキュームエアーが乱流となり易く、また、得られた積繊物における各開口部65に対応する部分(図8に示す積繊物95における肉厚部95A)が比較的小さいため、転写不良や型崩れが起こり易い。とりわけ、1つの開口部65の面積が100cm2以下、特に35cm2以下、又は開口部65の数が、集積用凹部2の底面2Aの単位面積100cm2当たり、1個以上、特に3個以上であると、転写不良や型崩れが起こり易い。
【0032】
これに対し、本実施態様においては、図6(a)の左側の図に示すように、バキュームエアー対し、非通気性の凹部区画部60(線状部材61,62)よりも風下に位置する、開孔部材4の凹部区画部対応部40が非通気性部45となっているため、バキュームエアーは、開口部65を底面2Aに向かって直進し凹部区画部60の下方に流れ込まない、整流となり、それによって、成形体材料の積繊時には、図6(a)の右側の図に示すように、バキュームエアーによって運ばれてきた成形体材料94は、開口部65内に積繊しても、凹部区画部60と開孔部材4(凹部区画部対応部40)との隙間87には入り込まない。そのため、本実施態様の回転ドラム1によれば、転写不良や型崩れが起こり易い形態である、複数の開口部65が凹部区画部60によって分け隔てられて個々独立している形態であるにもかかわらず、斯かる隙間に積繊物が引っ掛かることによって生じる、前述した積繊物の転写不良を起こし難く、また、集積用凹部2(開口部65)内での成形体材料の均一な積繊が促進され、型崩れの無い良好な形状の成形体を効率良く製造できる。
【0033】
また、成形部材6の凹部区画部60と開孔部材4(凹部区画部対応部40)との間の隙間を無くすことは、積繊物の転写不良や型崩れ防止の点で有効であり、斯かる観点から、非通気性部45は、開孔部材4(凹部区画部対応部40)と成形部材6〔凹部区画部60(線状部材61,62)〕との溶着(溶接)や接着剤による接合によって形成されることが好ましい。
【0034】
凹部区画部60を構成する線状部材61,62の幅(線状方向と直交する方向の長さ)をW1(図6(a)参照)、集積用凹部2の平面視において線状部材61,62と重なる非通気性部45の幅をW2(図6(a)参照)とした場合、幅W1と幅W2とは同じでも良く、異なっていても良い。幅W1,W2の大小関係によって、集積用凹部2を通過するバキュームエアーの流れが変わるため、その調整如何によって、凹部区画部60と開孔部材4との間の隙間への成形体材料の入り込み難さ(詰まり防止性)、積繊物転写性及び型崩れ防止性の結果が異なってくる。尚、型崩れ防止性が高いと、例えば本実施態様のように、凹部区画部60によって区画された集積用凹部2の各領域(開口部65)の平面視形状が矩形形状である場合、該凹部2に成形体材料を積繊して得られた成形体(積繊物)に、該領域に対応した平面視矩形形状の部分(後述する肉厚部95Aに相当)が形成され、所望の形状の成形体が安定して得られることになる。尚、線状部材61,62の幅W1は、本実施態様においては、図6(a)に示すように、線状部材61,62(凹部区画部60)の厚み方向(集積用凹部2の深さ方向)に変化せずに一定となっているが、該厚み方向に変化していても良く、例えば、開孔部材4に向かって漸次増加又は減少していても良い。その場合、線状部材61,62の幅W1は、当該線状部材における、開孔部材4(底面2A)に最も近接している部位の幅(当該線状部材61,62と開孔部材4とが接触している場合は、その接触部位の幅)を意味する。
【0035】
本発明者らの知見によれば、線状部材61,62の幅W1と非通気性部45の幅W2とが同じ場合(W1=W2の場合)における前記の詰まり防止性、積繊物転写性及び型崩れ防止性をそれぞれ基準として、幅W2が幅W1よりも大きい場合(W1<W2の場合)は、詰まり防止性及び積繊物転写性共に前記基準以上となった。また、幅W1が幅W2よりも大きい場合(W1>W2の場合)は、型崩れ防止性は前記基準以上となった。従って、幅W1,W2の大小関係は、これら3つの特性の重要度を考慮して適宜決定することが好ましい。
【0036】
詰まり防止性及び積繊物転写性の重要性を考慮すれば、線状部材61,62の幅W1が、集積用凹部2の平面視において該線状部材61,62と重なる、非通気性部45の幅W2よりも小さいこと、即ち、非通気性部45の方が、これに対応する線状部材61,62よりも平面視において幅広であることが好ましい。その場合、幅W1と幅W2との比(W1/W2)は、好ましくは0.1〜1、更に好ましくは0.4〜0.8である。凹部区画部60を構成する線状部材61,62の幅W1は、成形体(積繊物)の形状に影響を及ぼすものであるから成形体の用途等に応じて適宜設定され、好ましくは1〜10mmである。
【0037】
前述した開孔部材4、成形部材6及びリング部材5は、図示しないボルト等により、この順でドラム本体3の外周部に脱着自在に固定されている。本実施態様においては、ドラム本体3に固定されるこれらの部材は、それぞれ、図3に示すように、その長手方向(ドラム周方向)の長さが回転ドラム1の周長を略2等分した長さとなっており、各部材につき2つずつをドラム本体3に固定することで、回転ドラム1を組み立てることができる。
【0038】
積繊装置10において、回転ドラム1のドラム幅方向X(回転ドラム1の回転軸方向)の一端には、モータ等の原動機からの動力を受けて回転する平面視円形状の回転板が固定されており、ドラム本体3、開孔部材4、成形部材6及びリング部材5は、この回転板の回転によって水平軸回りを一体的に回転する。一方、回転ドラム1のドラム幅方向Xの他端には、積繊装置10の他の構成部材に固定されていて回転しない平面視円形状の固定板が固定されている。この固定板には、回転ドラム1(ドラム本体3)の内部を周方向に複数の領域に仕切るプレートが固定されており、このプレートによって、回転ドラム1(ドラム本体3)の内部には、図1に示すように、相互間が仕切られた空間A、B及びCが形成されている。つまり、空間A〜Cどうし間は、前記固定板から前記回転板に向かって設けられたプレートにより仕切られている。前記回転板に固定されたドラム本体3等が回転しても、前記固定板に固定されたプレートは回転せず、従って、空間A、B及びCの位置は変わらず一定である。空間Aには、吸気ファン等の図示しない公知の排気装置(吸引手段)が接続されており、該排気装置を作動させることにより、該空間A内を負圧に維持可能である。集積用凹部2が、負圧に維持された空間A上を通過している間、集積用凹部2の底面2Aを形成する開孔部材4の微細な通気孔が吸引孔として機能する。
【0039】
積繊装置10について更に説明すると、ダクト11は、図1に示すように、その一端側が、前記空間A上に位置する回転ドラム1の外周面を覆っており、図示しない他端側には、成形体材料導入装置を有している。成形体材料導入装置は、例えば、シート状の木材パルプを粉砕して解繊パルプとし、その解繊パルプ(繊維材料)をダクト内に送り込む粉砕機を備えている。ダクト11の途中に吸水性ポリマーの粒子を導入する吸水性ポリマー導入部を設けることもできる。
【0040】
トランスファーロール12は、通気性を有する円筒状の外周部を有しており、モータ等の原動機からの動力を受けて、その外周部が水平軸回りを回転する。トランスファーロール12の内側(回転軸側)の非回転部分には、内部を減圧可能な空間Dが形成されている。空間Dには、吸気ファン等の公知の排気装置(図示せず)が接続されており、該排気装置を作動させることにより、該空間D内を負圧に維持可能である。トランスファーロール12の外周面には、内外を連通する吸引孔が多数形成されている。それらの吸引孔は、負圧に維持された空間D上を通過している間、外部から内部に空気を吸入し、その吸引力により、集積用凹部2内の積繊物(成形体)が、回転ドラム1上からトランスファーロール12上へとスムーズに移行する。
【0041】
バキュームボックス13は、上下面、左右の両側面及び背面を有する箱状の形状を有し、回転ドラム1方向に向かって開口する開口部を有している。バキュームボックス13は、図示しない排気管等を介して、吸気ファン等の公知の排気装置(図示せず)が接続されており、該排気装置の作動により、バキュームボックス13内を負圧に維持可能である。尚、バキュームボックス13は、集積用凹部2内の積繊物を型崩れさせずに安定的に転写させるための装置であり、本実施態様のように比較的型崩れし難い形状の積繊物95(図8参照)が得られる場合は、特に設置しなくても良く、あるいは設置しても用いる必要は無い。メッシュベルト14は、網目を有する帯状の通気性ベルトが無端状に連結されたものであり、複数のフリーロール16及びトランスファーロール12に案内されて所定の経路を連続的に移動する。メッシュベルト14は、トランスファーロール12の回転によって駆動される。メッシュベルト14は、図1に示すように、ダクト11の下流側端部11aの近傍において、回転ドラム1の外周面上に導入された後、バキュームボックス13と回転ドラム1との間及びトランスファーロール12と回転ドラム1との間を順次通過するように配されている。メッシュベルト14は、バキュームボックス13の開口部の前を通過している間は、回転ドラム1の外周面に接触しており、トランスファーロール12と回転ドラム1との最接近部付近で、回転ドラム1の外周面から離れてトランスファーロール12上へと移行する。
【0042】
メッシュベルト14は、トランスファーロール12の前記吸引孔に比して小さい細孔を有し、トランスファーロール12の該吸引孔からの吸引に伴い、該吸引孔と重なるメッシュベルト14の細孔からの吸引も行われる。風除けプレート15は、トランスファーロール12の外周面の幅方向における前記吸引孔が形成されている領域を挟んでその両側に一対設けられており、側方からの風の流入を防止ないし軽減して、集積用凹部2から離型された積繊物(成形体)の型崩れ等を防止する。
【0043】
次に、前述した積繊装置10を用いて吸収体を連続的に製造する方法、即ち、本発明の吸収体の製造方法の一実施態様について説明する。本実施態様の製造方法は、空気流に乗せて供給した吸収体原料(成形体材料)を、回転ドラム1の集積用凹部2に吸引して積繊させる積繊工程を具備する。
【0044】
前記積繊工程の実施に先立ち、先ず、回転ドラム1内の空間A、トランスファーロール12内の空間D、及びバキュームボックス13内を、それぞれに接続された排気装置を作動させて負圧にする。空間A内を負圧にすることで、ダクト11内に、吸収体原料を回転ドラム1の外周面に搬送する空気流(バキュームエアー)が生じる。また、回転ドラム1及びトランスファーロール12を回転させ、トランスファーロール12の下方に配された図示しないバキュームコンベアを作動させる。
【0045】
そして、前記繊維材料導入装置を作動させて、ダクト11内に吸収体原料を供給すると、該吸収体原料は、ダクト11内を流れる空気流に乗り、飛散状態となって回転ドラム1の外周面に向けて供給される。
【0046】
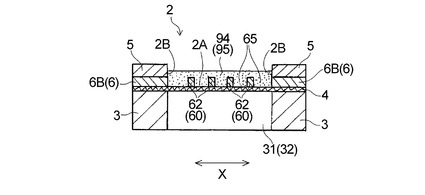
ダクト11に覆われた部分を搬送されている間に、回転ドラム1の集積用凹部2には、図7に示すように、吸収体原料94が吸引されて積繊する。本実施態様においては、図7に示すように、底面2Aからの吸引が行われる、成形部材6の凹部底面対応部6Aの開口部65のみならず、底面2Aからの吸引が行われない、凹部区画部60(線状部材61,62)にも吸収体原料94を積繊させる。吸収体原料は、ダクト11の上流側においては、開口部65にのみ積繊し、積繊した吸収体原料の高さが凹部区画部60(線状部材61,62)の厚みまで達すると、吸収体原料どうしの絡み合いと吸収体原料を搬送するダクト11内の空気の流れに従い、吸収体原料は凹部区画部60(線状部材61,62)の上にも積繊し始める。ダクト11の下流側においては、集積用凹部2が完全に吸収体原料によって覆われた状態になる。
【0047】
このようにして、集積用凹部2内に吸収体原料94を積繊させて積繊物95を得た後、更に回転ドラム1を回転させる。そして、集積用凹部2内の積繊物95は、バキュームボックス13の対向位置にくると、バキュームボックス13からの吸引によって、メッシュベルト14に吸い付けられた状態となり、その状態で、トランスファーロール12と回転ドラム1との最接近部又はその近傍まで搬送される。そして、メッシュベルト14に吸い付けられた状態の積繊物95は、トランスファーロール12側からの吸引により、集積用凹部2から離型し、メッシュベルト14と共にトランスファーロール12上へと転写される。この積繊物95の集積用凹部2からの離型及びトランスファーロール12上への転写は、前述した回転ドラム1の特定構成に起因する作用効果によって、問題なくスムーズに実施される。
【0048】
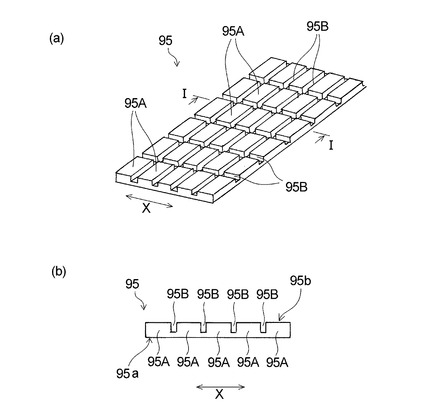
図8には、集積用凹部2から離型した直後の積繊物95の一部が示されている。積繊物95は、図8に示すように、成形部材6の凹部底面対応部6Aの開口部65に対応する部分が、相対的に吸収体原料の積繊量が多い肉厚部(高坪量部)95A、凹部底面対応部6Aの凹部区画部60(線状部材61,62)に対応する部分が、相対的に吸収体原料の積繊量が少ない肉薄部(低坪量部)95Bとなっている。また、この積繊物95の一方の面95aがほぼ平坦である一方、他方の面95bは起伏の大きな凹凸面となっている。凹凸面95bには、ドラム幅方向X及びこれに直交する方向(ドラム周方向に対応する方向)に延びる複数本の平面視連続直線状の凹部(溝部、肉薄部95B)が格子状に配され、その格子の目の部分に、平面視矩形形状の凸部(肉厚部95A)が配されている。
【0049】
トランスファーロール12上に転写された積繊物95は、トランスファーロール12側からの吸引を受けながら搬送され、トランスファーロール12の下方に配された図示しないバキュームコンベア上に導入された、ティッシュペーパー又は透液性の不織布等からなるコアラップシート96上へと受け渡される。その後、コアラップシート96の搬送方向に沿う両側部が折り返され、積繊物95の上下両面がコアラップシート96に被覆される。そして、コアラップシート96に被覆された状態の積繊物95は、必要に応じ、プレスロール等の圧縮手段(図示せず)によって厚み方向に圧縮された後、カッターによって所定の大きさに切断され、コアラップシート96に被覆された成形体からなる吸収体が得られる。尚、積繊物95が厚み方向に圧縮された場合、肉厚部(高坪量部)95Aは、相対的に密度が高い高密度部となり、肉薄部(低坪量部)95Bは、相対的に密度が低い低密度部となる。
【0050】
本発明は、前記実施形態に制限されず適宜変更可能である。例えば、前記実施形態では、集積用凹部2は、回転ドラム1の外周面に周方向の全長に亘って連続的に形成されていたが、周方向に間欠的に形成されていても良く、その場合、周方向に隣接する2つの集積用凹部2,2間の最外表面を非通気性のリング部材5で形成し、該凹部2,2間に成形体材料を堆積させないようにすることができる。また、前記実施形態では、ドラム本体3に固定される各部材4,6,5は、それぞれ、回転ドラム1の周長を略2等分した長さを有し、各部材につき2つを組み合わせて構成されていたが、単一の環状部材から構成されていても良く、3つ以上を組み合わせて構成されていても良い。また、凹部区画部60を構成する線状部材61,62における「線状」は、集積用凹部2の平面視において、前記実施形態の如き直線状に限られず、曲線、折曲線を含む。
【0051】
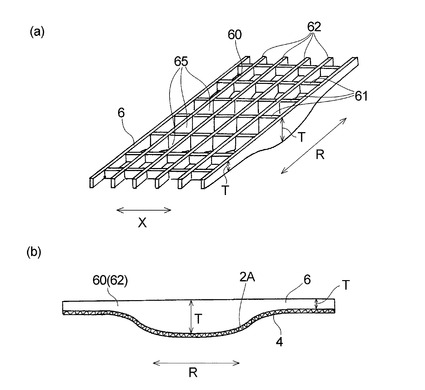
また、前記実施形態では、成形部材6の凹部区画部60(線状部材61,62)の厚みは、ドラム周方向の全域において均一であったが、図9に示すように、該厚みTはドラム周方向Rにおいて変化しても良い。その場合、開孔部材4(底面2A)は、図9(b)に示すように、凹部区画部60のドラム周方向Rの厚み変化に対応した凹凸形状を有するものとなり、このような凹凸形状を有する開孔部材4(凹部区画部対応部40)に非通気性部45を形成する必要があるところ、前述した、開孔部材4と成形部材6との溶着(溶接)によれば、両部材4,6間に隙間を作らずに非通気性部45を確実に形成することができる。このように、開孔部材4と成形部材6との溶着(溶接)による非通気性部45の形成は、成形部材6の厚み変化にも対応可能で、適用範囲が広いという利点を有している。
【0052】
また、前記実施形態では、成形部材6は、単層構造であったが、比較的厚みの薄い成形部材を複数積層させた多層構造であっても良い。成形部材6をこのような多層構造にすると、単層構造の場合に比して加工が容易になり、様々な形状の成形体の製造が可能になる。また、外側成形部材6の外側にリング部材5は配さなくても良い。
【0053】
また、図5(a)に示す形態においては、開孔部材4の凹部区画部対応部40の全域が非通気性部45となっていたが、凹部区画部対応部40を成形部材6と接合させずに、凹部区画部対応部40の一部に通気孔が形成されていても良い。その場合、非通気性部45の凹部区画部対応部40に占める面積比率は、60%以上が好ましく、80%が更に好ましい。また、図5(b)に示す形態のように、非通気性部45において開孔部材4と成形部材6とが接合される場合には、非通気性部45の凹部区画部対応部40に占める面積比率は、30%以上が好ましく、50%が更に好ましい。
【符号の説明】
【0054】
1 回転ドラム
2 集積用凹部
2A 集積用凹部の底面
2B 集積用凹部の内側面
3 ドラム本体
31 ドラム本体の凹部底面対応部
32 貫通口
33 リブ
4 開孔部材
40 凹部区画部対応部
45,45A,45B 非通気性部
5 リング部材
6 成形部材
6A 成形部材の凹部底面対応部
6B 成形部材の両側部(リング部材対応部)
60 凹部区画部
61 幅方向線状部材
62 周方向線状部材
65 開口部
10 積繊装置
11 ダクト
12 トランスファーロール
13 バキュームボックス
14 メッシュベルト
95 積繊物
96 コアラップシート
【技術分野】
【0001】
本発明は、外周面に集積用凹部を有する回転ドラムを備え、該集積用凹部に、パルプ等の繊維材料や吸水性ポリマー等の成形体材料を積繊させ、所定形状の成形体(吸収体)を得るのに用いられる積繊装置に関する。
【背景技術】
【0002】
使い捨ておむつや生理用ナプキン等の衛生品(吸収性物品)に用いられる吸収体の製造装置として、外周面に集積用凹部を有する回転ドラムを備え、回転ドラムを回転させつつ、その外周面にパルプ等の成形体材料を飛散状態にて供給し、成形体材料を集積用凹部の底面からの吸引により集積用凹部内に積繊させ、この集積用凹部内の積繊物を、集積用凹部に対向配置させた吸引手段からの吸引により集積用凹部から離型して、吸引手段上に転写する積繊装置が知られている。
【0003】
前述の如き構成の積繊装置の回転ドラムに関し、例えば特許文献1には、集積用凹部の底面に、有効領域と無孔領域とを形成し、且つ該無孔領域を該有孔領域によって囲まれるように配置することが記載されており、集積用凹部の底面に、該底面からの成形体材料の吸引を行わない非吸引部(無孔領域)を設けることが記載されている。特許文献1によれば、このような構成の回転ドラムを用いることで、安定的に低目付化可能な吸収体を成形できるとされている。
【0004】
また特許文献2には、集積用凹部の通気性の底面全域に、ドラムの径方向外方へ突出してドラムの周り方向へ長く延びる複数の凸部が形成され、該凸部が、該周り方向へ連続的又は間欠的に並ぶと共に、ドラムの軸方向へ所定寸法離間して並んでいる回転ドラムが記載されている。特許文献2によれば、このような構成の回転ドラムを用いることで、成形体材料が前記凸部を除く凹部のスペースに積繊するため、最終的に得られる成形体(吸収体)は、前記凸部によって形成された間欠的に並ぶ複数の低剛性部を有し、それによって、均一な剛性と高い柔軟性とを有し、全域に体液を効率良く吸収することができるとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−232959号公報
【特許文献2】特開2006−141615号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前述の如き構成の積繊装置においては、回転ドラムの集積用凹部内に成形体材料を積繊させて得られた積繊物を、該集積用凹部に対向配置させた吸引手段からの吸引により該集積用凹部から離型して該吸引手段上に転写するときに、積繊物が集積用凹部内の構成部材の隙間等に引っ掛かって該集積用凹部からスムーズに離型されない場合があり、積繊物の転写不良を起こすおそれがあった。積繊物の転写不良は、製造効率の低下の他、型崩れ、転写位置のズレ等、最終製品である成形体の品質低下につながる不都合を引き起こすおそれがあり、その発生防止が望まれる。
【0007】
従って、本発明は、回転ドラムの集積用凹部内の積繊物の離型がスムーズで転写不良を起こし難く、所望の形状の成形体を効率良く製造することができる積繊装置に関する。
【課題を解決するための手段】
【0008】
本発明は、外周面に集積用凹部を有する回転ドラムを備え、該回転ドラムが成形体材料を該集積用凹部の底面で吸引により積繊して成形体を形成する積繊装置であって、前記回転ドラムは、ドラム本体と、前記集積用凹部の底面を形成する通気性の開孔部材とを備え、前記集積用凹部の底面上に、該集積用凹部を前記回転ドラムの周方向及び幅方向に複数の領域に区画する、非通気性の凹部区画部を有する成形部材が、前記開孔部材に重ねて配されており、前記開孔部材は、前記凹部区画部に対応する部分に非通気性部を有している積繊装置を提供するものである。
【0009】
また本発明は、前記積繊装置を用いた吸収体の製造方法であって、空気流に乗せて供給した吸収体原料を、前記回転ドラムの集積用凹部に吸引して積繊させる積繊工程を具備する吸収体の製造方法を提供するものである。
【発明の効果】
【0010】
本発明の積繊装置によれば、回転ドラムの集積用凹部内の積繊物の離型がスムーズで転写不良を起こし難く、所望の形状の成形体を効率良く製造することができる。また、本発明の吸収体の製造方法によれば、型崩れ等の無い高品質の吸収体を効率良く製造することができる。
【図面の簡単な説明】
【0011】
【図1】図1は、本発明の積繊装置の一実施態様の概略斜視図である。
【図2】図2は、図1に示す積繊装置の回転ドラムを示す斜視図である。
【図3】図3は、図2に示す回転ドラムの構成を説明する図である。
【図4】図4は、図2に示す回転ドラムの外周面及びその近傍のドラム幅方向に沿う断面を示す断面図である。
【図5】図5(a)及び図5(b)は、それぞれ、本発明に係る非通気性部の一例を示す平面図である。
【図6】図6(a)は、本発明の積繊装置の回転ドラムにおけるバキュームエアーの流れを説明する図、図6(b)は、本発明の範囲外の積繊装置の回転ドラムにおけるバキュームエアーの流れを説明する図である。
【図7】図7は、図2に示す回転ドラムの集積用凹部に成形体材料が積繊した状態を示す断面図(図4対応図)である。
【図8】図8(a)は、図7に示す集積用凹部から離型した積繊物を示す斜視図、図8(b)は、図8(a)のI−I線断面図である。
【図9】図9(a)は、本発明の他の実施形態に係る成形部材の一部(凹部区画部)を示す斜視図であり、図9(b)は、図9(a)に示す成形部材と開孔部材とを組み合わせて用いた形態のドラム周方向に沿う断面を模式的に示す断面図である。
【発明を実施するための形態】
【0012】
以下、本発明の積繊装置を、その好ましい一実施態様に基づいて図面を参照しながら説明する。図1には、本発明の積繊装置の一実施態様である積繊装置10が示されており、また、図2〜図4には、積繊装置10が備える回転ドラム1が示されている。積繊装置10は、外周面に集積用凹部2を有する回転ドラム1を備え、回転ドラム1が成形体材料を集積用凹部2の底面2Aで吸引により積繊して成形体を形成する装置である。
【0013】
積繊装置10は、図1に示すように、矢印R1方向に回転駆動される回転ドラム1と、回転ドラム1の外周面に成形体材料を供給するダクト11と、回転ドラム1の斜め下方に配置され、矢印R2方向に回転駆動されるトランスファーロール12と、トランスファーロール12の下方に配されたバキュームコンベア(図示せず)とを備えている。積繊装置10におけるバキュームコンベアは、この種の積繊装置における通常のバキュームコンベアと同様に構成されており、駆動ロール及び従動ロールに架け渡された無端状の通気性ベルトと、該通気性ベルトを挟んでトランスファーロール12と対向する位置に配されたバキュームボックスとを備えている。
【0014】
積繊装置10においては、更に、バキュームボックス13が、回転ドラム1の周方向におけるダクト11とトランスファーロール12との間に設けられおり、メッシュベルト14が、バキュームボックス13と回転ドラム1との間及びトランスファーロール12と回転ドラム1との間を通るように配されており、風除けプレート15が、トランスファーロール12の外周面に近接させて設けられている。
【0015】
以下、積繊装置10の主たる特長部分である回転ドラム1について説明する。本実施態様の回転ドラム1は、図2〜図4に示すように、成形体材料が積繊される集積用凹部2を外周面に有し、ドラム本体3と、集積用凹部2の底面2Aを形成し且つ通気孔が多数形成された開孔部材4とを備えている。集積用凹部2は、回転ドラム1の外周面に周方向の全長に亘って連続している。
【0016】
ドラム本体3は、剛性を有する金属製の筒状体からなり、集積用凹部2の平面視においてその底面2Aと重なる凹部底面対応部31を、図3に示すように、ドラム幅方向(回転ドラムの回転軸方向、図中符号Xで示す方向)の中央部に有している。ここで、「平面視」とは、対象物(集積用凹部等)を、回転ドラム1の外周面の法線方向(回転ドラム1の回転軸方向と直交する方向)の外方から見た場合を意味する。ドラム本体3の凹部底面対応部31は、該凹部底面対応部31を厚み方向に貫通する複数(図3に示す形態では8つ)の貫通口32と、隣接する2つの貫通口32,32の間に位置する非通気性のリブ33とを含んで構成されており、貫通口32を有していることによって、該凹部底面対応部31全体として通気性を有している。複数の貫通口32は、ドラム本体3の周方向に所定間隔を置いて形成されており、該周方向に隣接する2つの貫通口32,32の間に、非通気性のリブ33がドラム幅方向Xに延びて形成されている。リブ33は、主として、ドラム本体3自体の強度を向上させると共に、集積用凹部2の底部の強度を向上させる役割を果たす。
【0017】
開孔部材4は、ドラム内方から発生されるバキュームエアーをドラム外方に伝え、バキュームエアーに乗って運ばれてくるパルプ等の成形体材料を保持するものである。開孔部材4自体(通気孔を画成する部材自体)は難又は非通気性材料からなるものの、開孔部材4の全域には、多数の通気孔が形成されており、集積用凹部2が、回転ドラム1内における負圧に維持された空間上を通過している間、該通気孔が成形体材料を吸引する吸引孔として機能する。開孔部材4には、通気孔として、例えば直径0.2〜0.6mm程度の円孔を、0.4〜1.5mm程度のピッチで千鳥状に形成することができる。非通気性材料としては、例えば、ステンレス、鉄、アルミ、高分子材料等が挙げられ、難通気性材料としては、例えば、非通気性材料からなる部材に微小細孔が形成された材料等が挙げられる。開孔部材4としては、金属又は樹脂製のメッシュや、金属又は樹脂製の板にエッチングやパンチングで多数の開孔を形成した、多孔性の金属板又は樹脂板等を用いることができる。開孔部材4を形成する多孔性の金属板又は樹脂板としては、例えば、厚み0.1〜0.5mm程度の金属又は樹脂製の板(ステンレス板等)に、パンチングやエッチング等の手法により多数の開孔を形成したものが用いられる。
【0018】
本実施態様の回転ドラム1は、図2〜図4に示すように、ドラム本体3及び開孔部材4に加えて更に、集積用凹部2の内側面2Bを形成するリング部材5を備えている。リング部材5は、集積用凹部2のドラム幅方向Xの長さ(集積用凹部2の幅)を規定するもので、集積用凹部2を挟んで回転ドラム1の外周面の幅方向両側部に配されており、この幅方向一側部側のリング部材5と他側部側のリング部材5との間隔(左右一対のリング部材の間隔)が、集積用凹部2の幅となる。また、リング部材5は、その回転ドラム1の周方向に沿う内側端面が、集積用凹部2の内側面2Bの一部を形成しており、集積用凹部2の深さを決定する要素の1つとなっている。リング部材5の取り付け位置(前記左右一対のリング部材の間隔)や厚み(前記内側端面の高さ)は、成形体(積繊物)の幅や成形体材料の積繊量等を考慮して決定される。リング部材5は、非通気性であり、例えばステンレス板等の金属板からなり、その厚みは例えば2〜12mm程度である。
【0019】
集積用凹部2の底面2A上には、集積用凹部2を回転ドラム1の周方向及び幅方向X(集積用凹部2の底面2Aあるいは回転ドラム1の外周面に沿う方向)に複数の領域に区画する、非通気性の凹部区画部60を有する成形部材6が、開孔部材4に重ねて配されている。
【0020】
成形部材6について更に説明すると、成形部材6は、そのドラム幅方向Xの長さ(幅)が開孔部材4と同じであり、集積用凹部2の平面視においてその底面2Aと重なる凹部底面対応部6Aをドラム幅方向Xの中央部に有している。ここでいう「平面視」は前述した通りである。成形部材6の凹部底面対応部6Aは、非通気性の凹部区画部60と、凹部区画部60によって区画された各該領域に位置し且つ成形部材6を厚み方向に貫通する複数の開口部65とを含んで構成されており、空気を通す開孔部65を有していることによって、凹部底面対応部6A全体として通気性を有している。複数の開口部65は、図3に示すように、凹部区画部60(後述する線状部材61,62)によって分け隔てられて個々独立している。成形部材6の非通気性部(凹部区画部60)の形成材料としては、ステンレス、アルミニウム、鉄等の金属や樹脂等を用いることができる。
【0021】
ここで、凹部区画部60(後述する線状部材61,62)の「非通気性」は、ドラム内方から発生されるバキュームエアーが当該部材(凹部区画部60)を通過し難い性質を意味し、バキュームエアーを全く通過させない場合(通気性無しの場合)のみならず、低いながらも通気性を有しているが、ドラム外方にて空気中を飛散状態の成形体材料(パルプ等)を、当該部材を通過するバキュームエアーによっては当該部材に吸着させることができない場合(実質的に通気性無しの場合)も含む。特に断らない限り、本明細書中に記載の「非通気性」については前記の説明が適用され、例えば、開孔部材4自体(通気孔を画成する部材自体)の非通気性も、凹部区画部60の非通気性と同じである。
【0022】
凹部区画部60は、集積用凹部2の底面2A(回転ドラム1の外周面)に沿って延びる非通気性の線状部材61,62を含んで構成されている。ここで、「集積用凹部2の底面2Aに沿って延びる」とは、凹部区画部60(線状部材61,62)と底面2A(開孔部材4)とが接触している場合及び接触していない場合の両方を含む。より具体的には、凹部区画部60は、図3に示すように、ドラム幅方向Xに延びる平面視直線状の複数本の幅方向線状部材61と、該複数本の幅方向線状部材61と直交する平面視直線状の複数本(本実施態様では4本)の周方向線状部材62とからなり、これら線状部材61,62によって平面視して格子状に形成されている。開口部65は、その格子の目の部分に位置し、平面視して矩形形状を有している。本実施態様において、成形部材6の外側が形成する仮想の外側面は平坦であり、凹部区画部60(線状部材61,62)もドラム幅方向Xおよび周方向にその外面が平坦となっている。
【0023】
成形部材6における凹部底面対応部6Aを除く部分、即ち、成形部材6のドラム幅方向Xの両側部6Bは、本実施態様においては、回転ドラム1の外周面の平面視においてリング部材5と重なる、リング部材対応部となっており、そのドラム幅方向Xの長さ(幅)は、リング部材5の幅と同じになっている。成形部材6の両側部6Bは、図3に示すように、その回転ドラム1の周方向に沿う内側端面が、リング部材5の内側端面と面一の面を形成しており、リング部材5と共に集積用凹部2の内側面2Bを形成している。成形部材6の両側部6Bは、線状部材61,62と同様の非通気性部材からなり、その全域が非通気性である。
【0024】
本実施態様の回転ドラム1の主たる特長の1つとして、図4に示すように、通気性の開孔部材4が、成形部材6の凹部区画部60に対応する部分(凹部区画部対応部)40に、非通気性部45を有している点が挙げられる。ここで、非通気性部45の「非通気性」は、前述した凹部区画部60の非通気性と同じであり、実質的に通気性無しを意味する。凹部区画部対応部40は、開孔部材4における、集積用凹部2の平面視において凹部区画部60と重なる部分を意味する。本実施態様においては、凹部区画部60は平面視して格子状であるので、凹部区画部対応部40も格子状である。非通気性部45は、開孔部材4の他の部位に形成されている通気孔(開孔部材4を厚み方向に貫通する孔)を有しておらず非通気性であるため、成形体材料の積繊時においてドラム外方から内方に向かって流れるバキュームエアーを通さず、集積用凹部2の底面2Aからの吸引を行わない非吸引部として機能する。つまり、開孔部材4の難又は非通気性材料が、凹部区画部対応部40に対し、凹部区画部対応部40以外の開孔部材4の他の部位と同様構造で存在していたとしても、それは非通気性部45とは異なる。
【0025】
図5には、非通気性部45の具体例が示されている。図5(a)に示す形態においては、開孔部材4の凹部区画部対応部40(集積用凹部2の平面視において凹部区画部60と重なる部分)の全域が非通気性部45となっており、開孔部材4における凹部区画部対応部40以外の部位は、非通気性部45となっておらず通気孔を有している。つまり、図5(a)に示す形態においては、非通気性部45は、凹部区画部60を構成する複数本の幅方向線状部材61に1対1で対応する複数本の平面視連続直線状の幅方向非通気性部45Aと、凹部区画部60を構成する複数本(本実施態様では4本)の周方向線状部材62に1対1で対応する複数本(4本)の平面視連続直線状の周方向非通気性部45Bとからなり、凹部区画部60と非通気性部45とで、集積用凹部2の平面視における形状が同じであり、両者共に平面視格子状である。尚、ここでいう「形状が同じ」は、凹部区画部60と非通気性部45とが互いに相似の関係にあることを意味し、両部材60,45の大きさの違いは問わず、大きさの異なる相似形を含む。本実施態様においては、非通気性部45(45A,45B)は、対応する凹部区画部60(線状部材61,62)に対する相似比が1であり、非通気性部45と凹部区画部60とは、平面視形状が互いに合同の関係にある。
【0026】
図5(a)に示す非通気性部45(45A,45B)は、細孔(通気孔)が多数形成された開孔部材4における通気孔の形成部位に、非通気性の別部材、例えば金属、樹脂、シリコーン等の非通気性部材を接合することで形成することができる。従って、開孔部材4における非通気性部材が接合されていない部位は非通気性部45とは異なる。また、図5(a)に示す非通気性部45(45A,45B)は、開孔部材4における通気孔が形成されていない部位から形成されていても良く、具体的には例えば、開孔部材4として、非通気性の金属又は樹脂製の板にエッチングやパンチングで多数の細孔を形成したものを用いる場合は、該板の所定箇所に意図的に細孔を形成しないことで、図5(a)に示す非通気性部45(45A,45B)を形成することもできる。
【0027】
また、非通気性部45は、開孔部材4(凹部区画部対応部40)と成形部材6〔凹部区画部60(線状部材61,62)〕とを接合して形成することもできる。この接合方法としては、開孔部材4及び成形部材6の接合予定箇所を熱で溶かし、その溶融箇所どうしを直接融着させる溶着(溶接)の他、開孔部材4と成形部材6とを接着剤を介して接合させる方法が挙げられる。開孔部材4に本来形成されていた通気孔は、溶着や接着剤により閉塞するため、成形部材6との溶着や接着剤による接合箇所は、非通気性部45となる。
【0028】
図5(b)には、このような、開孔部材4と成形部材6との溶着や接着剤による接合箇所からなる、非通気性部45の一例が示されている。図5(b)に示す形態においては、開孔部材4の平面視格子状の凹部区画部対応部40に、平面視円形状の非通気性部45、即ち、開孔部材4と成形部材6との溶着や接着剤による接合箇所が、所定間隔を置いて複数個形成されており、ドラム幅方向X及びこれに直交するドラム周方向の両方向に非連続に形成されている。隣接する2個の非通気性部45,45の間隔に相当する部位は、通気孔(開孔部材4に本来形成されていた通気孔)が形成されており通気性を有している。
【0029】
このように、開孔部材4の凹部区画部対応部40(集積用凹部2の平面視において凹部区画部60と重なる部分)は、図5(a)に示すように、その全域が非通気性部45となっていても良く、あるいは図5(b)に示すように、その一部(開孔部材4と成形部材6との溶着や接着剤による接合箇所)のみが非通気性部45となっていて、凹部区画部対応部40全体としては、開孔部材4における該凹部区画部対応部40以外の部位よりも通気性の低い「弱通気性」を有していても良い。図5(b)に示す形態では、非通気性部45において開孔部材4と成形部材6とが接合されていることにより、開孔部材4の凹部区画部対応部40が通気孔を有していて通気性を有していても、その通気性を低くすることができる。また、図5(a)に示す形態においても、開孔部材4と成形部材6とが非通気性部45の一部又は全部において接合されていても良い。
【0030】
このように、本実施態様においては、開孔部材4の凹部区画部対応部40(集積用凹部2の平面視において凹部区画部60と重なる部分)に、非通気性部45が形成されており、それによって、前述した積繊物の転写不良や型崩れを効果的に防止される。この本実施態様による作用効果を図6を参照して説明すると、図6(b)の左側の図に示すように、ドラム外方から内方に向かって流れるバキュームエアー(図6中矢印で示す)に対し、その風上に、非通気性の凹部区画部60(線状部材61,62)及び開口部65を有する成形部材6が位置し、風下に、非通気性部を有しない開孔部材4’(全域に通気孔が形成されている開孔部材)が位置している場合(本発明の範囲外の場合)には、バキュームエアーは、開口部65を直進するのみならず、開口部65を経由して凹部区画部60の下方にも流れ込み、乱流となってしまうため、成形体材料の積繊時には、図6(b)の右側の図に示すように、バキュームエアーによって運ばれてきた成形体材料94は、凹部区画部60と開孔部材4’との隙間87に入り込み、それによって、前述した積繊物の転写不良や型崩れ等の不都合が生じ易くなる。
【0031】
斯かる不都合は、凹部区画部60によって区画された領域(開口部65)の数が多くなり、各領域(開口部65)の面積が小さくなるほど起こり易い。特に本実施態様のように、凹部区画部60によって集積用凹部2が回転ドラム1の周方向及び幅方向Xに複数の領域(開口部65)に区画され、そうして形成された複数の開口部65が、凹部区画部60によって分け隔てられて個々独立している場合は、バキュームエアーが乱流となり易く、また、得られた積繊物における各開口部65に対応する部分(図8に示す積繊物95における肉厚部95A)が比較的小さいため、転写不良や型崩れが起こり易い。とりわけ、1つの開口部65の面積が100cm2以下、特に35cm2以下、又は開口部65の数が、集積用凹部2の底面2Aの単位面積100cm2当たり、1個以上、特に3個以上であると、転写不良や型崩れが起こり易い。
【0032】
これに対し、本実施態様においては、図6(a)の左側の図に示すように、バキュームエアー対し、非通気性の凹部区画部60(線状部材61,62)よりも風下に位置する、開孔部材4の凹部区画部対応部40が非通気性部45となっているため、バキュームエアーは、開口部65を底面2Aに向かって直進し凹部区画部60の下方に流れ込まない、整流となり、それによって、成形体材料の積繊時には、図6(a)の右側の図に示すように、バキュームエアーによって運ばれてきた成形体材料94は、開口部65内に積繊しても、凹部区画部60と開孔部材4(凹部区画部対応部40)との隙間87には入り込まない。そのため、本実施態様の回転ドラム1によれば、転写不良や型崩れが起こり易い形態である、複数の開口部65が凹部区画部60によって分け隔てられて個々独立している形態であるにもかかわらず、斯かる隙間に積繊物が引っ掛かることによって生じる、前述した積繊物の転写不良を起こし難く、また、集積用凹部2(開口部65)内での成形体材料の均一な積繊が促進され、型崩れの無い良好な形状の成形体を効率良く製造できる。
【0033】
また、成形部材6の凹部区画部60と開孔部材4(凹部区画部対応部40)との間の隙間を無くすことは、積繊物の転写不良や型崩れ防止の点で有効であり、斯かる観点から、非通気性部45は、開孔部材4(凹部区画部対応部40)と成形部材6〔凹部区画部60(線状部材61,62)〕との溶着(溶接)や接着剤による接合によって形成されることが好ましい。
【0034】
凹部区画部60を構成する線状部材61,62の幅(線状方向と直交する方向の長さ)をW1(図6(a)参照)、集積用凹部2の平面視において線状部材61,62と重なる非通気性部45の幅をW2(図6(a)参照)とした場合、幅W1と幅W2とは同じでも良く、異なっていても良い。幅W1,W2の大小関係によって、集積用凹部2を通過するバキュームエアーの流れが変わるため、その調整如何によって、凹部区画部60と開孔部材4との間の隙間への成形体材料の入り込み難さ(詰まり防止性)、積繊物転写性及び型崩れ防止性の結果が異なってくる。尚、型崩れ防止性が高いと、例えば本実施態様のように、凹部区画部60によって区画された集積用凹部2の各領域(開口部65)の平面視形状が矩形形状である場合、該凹部2に成形体材料を積繊して得られた成形体(積繊物)に、該領域に対応した平面視矩形形状の部分(後述する肉厚部95Aに相当)が形成され、所望の形状の成形体が安定して得られることになる。尚、線状部材61,62の幅W1は、本実施態様においては、図6(a)に示すように、線状部材61,62(凹部区画部60)の厚み方向(集積用凹部2の深さ方向)に変化せずに一定となっているが、該厚み方向に変化していても良く、例えば、開孔部材4に向かって漸次増加又は減少していても良い。その場合、線状部材61,62の幅W1は、当該線状部材における、開孔部材4(底面2A)に最も近接している部位の幅(当該線状部材61,62と開孔部材4とが接触している場合は、その接触部位の幅)を意味する。
【0035】
本発明者らの知見によれば、線状部材61,62の幅W1と非通気性部45の幅W2とが同じ場合(W1=W2の場合)における前記の詰まり防止性、積繊物転写性及び型崩れ防止性をそれぞれ基準として、幅W2が幅W1よりも大きい場合(W1<W2の場合)は、詰まり防止性及び積繊物転写性共に前記基準以上となった。また、幅W1が幅W2よりも大きい場合(W1>W2の場合)は、型崩れ防止性は前記基準以上となった。従って、幅W1,W2の大小関係は、これら3つの特性の重要度を考慮して適宜決定することが好ましい。
【0036】
詰まり防止性及び積繊物転写性の重要性を考慮すれば、線状部材61,62の幅W1が、集積用凹部2の平面視において該線状部材61,62と重なる、非通気性部45の幅W2よりも小さいこと、即ち、非通気性部45の方が、これに対応する線状部材61,62よりも平面視において幅広であることが好ましい。その場合、幅W1と幅W2との比(W1/W2)は、好ましくは0.1〜1、更に好ましくは0.4〜0.8である。凹部区画部60を構成する線状部材61,62の幅W1は、成形体(積繊物)の形状に影響を及ぼすものであるから成形体の用途等に応じて適宜設定され、好ましくは1〜10mmである。
【0037】
前述した開孔部材4、成形部材6及びリング部材5は、図示しないボルト等により、この順でドラム本体3の外周部に脱着自在に固定されている。本実施態様においては、ドラム本体3に固定されるこれらの部材は、それぞれ、図3に示すように、その長手方向(ドラム周方向)の長さが回転ドラム1の周長を略2等分した長さとなっており、各部材につき2つずつをドラム本体3に固定することで、回転ドラム1を組み立てることができる。
【0038】
積繊装置10において、回転ドラム1のドラム幅方向X(回転ドラム1の回転軸方向)の一端には、モータ等の原動機からの動力を受けて回転する平面視円形状の回転板が固定されており、ドラム本体3、開孔部材4、成形部材6及びリング部材5は、この回転板の回転によって水平軸回りを一体的に回転する。一方、回転ドラム1のドラム幅方向Xの他端には、積繊装置10の他の構成部材に固定されていて回転しない平面視円形状の固定板が固定されている。この固定板には、回転ドラム1(ドラム本体3)の内部を周方向に複数の領域に仕切るプレートが固定されており、このプレートによって、回転ドラム1(ドラム本体3)の内部には、図1に示すように、相互間が仕切られた空間A、B及びCが形成されている。つまり、空間A〜Cどうし間は、前記固定板から前記回転板に向かって設けられたプレートにより仕切られている。前記回転板に固定されたドラム本体3等が回転しても、前記固定板に固定されたプレートは回転せず、従って、空間A、B及びCの位置は変わらず一定である。空間Aには、吸気ファン等の図示しない公知の排気装置(吸引手段)が接続されており、該排気装置を作動させることにより、該空間A内を負圧に維持可能である。集積用凹部2が、負圧に維持された空間A上を通過している間、集積用凹部2の底面2Aを形成する開孔部材4の微細な通気孔が吸引孔として機能する。
【0039】
積繊装置10について更に説明すると、ダクト11は、図1に示すように、その一端側が、前記空間A上に位置する回転ドラム1の外周面を覆っており、図示しない他端側には、成形体材料導入装置を有している。成形体材料導入装置は、例えば、シート状の木材パルプを粉砕して解繊パルプとし、その解繊パルプ(繊維材料)をダクト内に送り込む粉砕機を備えている。ダクト11の途中に吸水性ポリマーの粒子を導入する吸水性ポリマー導入部を設けることもできる。
【0040】
トランスファーロール12は、通気性を有する円筒状の外周部を有しており、モータ等の原動機からの動力を受けて、その外周部が水平軸回りを回転する。トランスファーロール12の内側(回転軸側)の非回転部分には、内部を減圧可能な空間Dが形成されている。空間Dには、吸気ファン等の公知の排気装置(図示せず)が接続されており、該排気装置を作動させることにより、該空間D内を負圧に維持可能である。トランスファーロール12の外周面には、内外を連通する吸引孔が多数形成されている。それらの吸引孔は、負圧に維持された空間D上を通過している間、外部から内部に空気を吸入し、その吸引力により、集積用凹部2内の積繊物(成形体)が、回転ドラム1上からトランスファーロール12上へとスムーズに移行する。
【0041】
バキュームボックス13は、上下面、左右の両側面及び背面を有する箱状の形状を有し、回転ドラム1方向に向かって開口する開口部を有している。バキュームボックス13は、図示しない排気管等を介して、吸気ファン等の公知の排気装置(図示せず)が接続されており、該排気装置の作動により、バキュームボックス13内を負圧に維持可能である。尚、バキュームボックス13は、集積用凹部2内の積繊物を型崩れさせずに安定的に転写させるための装置であり、本実施態様のように比較的型崩れし難い形状の積繊物95(図8参照)が得られる場合は、特に設置しなくても良く、あるいは設置しても用いる必要は無い。メッシュベルト14は、網目を有する帯状の通気性ベルトが無端状に連結されたものであり、複数のフリーロール16及びトランスファーロール12に案内されて所定の経路を連続的に移動する。メッシュベルト14は、トランスファーロール12の回転によって駆動される。メッシュベルト14は、図1に示すように、ダクト11の下流側端部11aの近傍において、回転ドラム1の外周面上に導入された後、バキュームボックス13と回転ドラム1との間及びトランスファーロール12と回転ドラム1との間を順次通過するように配されている。メッシュベルト14は、バキュームボックス13の開口部の前を通過している間は、回転ドラム1の外周面に接触しており、トランスファーロール12と回転ドラム1との最接近部付近で、回転ドラム1の外周面から離れてトランスファーロール12上へと移行する。
【0042】
メッシュベルト14は、トランスファーロール12の前記吸引孔に比して小さい細孔を有し、トランスファーロール12の該吸引孔からの吸引に伴い、該吸引孔と重なるメッシュベルト14の細孔からの吸引も行われる。風除けプレート15は、トランスファーロール12の外周面の幅方向における前記吸引孔が形成されている領域を挟んでその両側に一対設けられており、側方からの風の流入を防止ないし軽減して、集積用凹部2から離型された積繊物(成形体)の型崩れ等を防止する。
【0043】
次に、前述した積繊装置10を用いて吸収体を連続的に製造する方法、即ち、本発明の吸収体の製造方法の一実施態様について説明する。本実施態様の製造方法は、空気流に乗せて供給した吸収体原料(成形体材料)を、回転ドラム1の集積用凹部2に吸引して積繊させる積繊工程を具備する。
【0044】
前記積繊工程の実施に先立ち、先ず、回転ドラム1内の空間A、トランスファーロール12内の空間D、及びバキュームボックス13内を、それぞれに接続された排気装置を作動させて負圧にする。空間A内を負圧にすることで、ダクト11内に、吸収体原料を回転ドラム1の外周面に搬送する空気流(バキュームエアー)が生じる。また、回転ドラム1及びトランスファーロール12を回転させ、トランスファーロール12の下方に配された図示しないバキュームコンベアを作動させる。
【0045】
そして、前記繊維材料導入装置を作動させて、ダクト11内に吸収体原料を供給すると、該吸収体原料は、ダクト11内を流れる空気流に乗り、飛散状態となって回転ドラム1の外周面に向けて供給される。
【0046】
ダクト11に覆われた部分を搬送されている間に、回転ドラム1の集積用凹部2には、図7に示すように、吸収体原料94が吸引されて積繊する。本実施態様においては、図7に示すように、底面2Aからの吸引が行われる、成形部材6の凹部底面対応部6Aの開口部65のみならず、底面2Aからの吸引が行われない、凹部区画部60(線状部材61,62)にも吸収体原料94を積繊させる。吸収体原料は、ダクト11の上流側においては、開口部65にのみ積繊し、積繊した吸収体原料の高さが凹部区画部60(線状部材61,62)の厚みまで達すると、吸収体原料どうしの絡み合いと吸収体原料を搬送するダクト11内の空気の流れに従い、吸収体原料は凹部区画部60(線状部材61,62)の上にも積繊し始める。ダクト11の下流側においては、集積用凹部2が完全に吸収体原料によって覆われた状態になる。
【0047】
このようにして、集積用凹部2内に吸収体原料94を積繊させて積繊物95を得た後、更に回転ドラム1を回転させる。そして、集積用凹部2内の積繊物95は、バキュームボックス13の対向位置にくると、バキュームボックス13からの吸引によって、メッシュベルト14に吸い付けられた状態となり、その状態で、トランスファーロール12と回転ドラム1との最接近部又はその近傍まで搬送される。そして、メッシュベルト14に吸い付けられた状態の積繊物95は、トランスファーロール12側からの吸引により、集積用凹部2から離型し、メッシュベルト14と共にトランスファーロール12上へと転写される。この積繊物95の集積用凹部2からの離型及びトランスファーロール12上への転写は、前述した回転ドラム1の特定構成に起因する作用効果によって、問題なくスムーズに実施される。
【0048】
図8には、集積用凹部2から離型した直後の積繊物95の一部が示されている。積繊物95は、図8に示すように、成形部材6の凹部底面対応部6Aの開口部65に対応する部分が、相対的に吸収体原料の積繊量が多い肉厚部(高坪量部)95A、凹部底面対応部6Aの凹部区画部60(線状部材61,62)に対応する部分が、相対的に吸収体原料の積繊量が少ない肉薄部(低坪量部)95Bとなっている。また、この積繊物95の一方の面95aがほぼ平坦である一方、他方の面95bは起伏の大きな凹凸面となっている。凹凸面95bには、ドラム幅方向X及びこれに直交する方向(ドラム周方向に対応する方向)に延びる複数本の平面視連続直線状の凹部(溝部、肉薄部95B)が格子状に配され、その格子の目の部分に、平面視矩形形状の凸部(肉厚部95A)が配されている。
【0049】
トランスファーロール12上に転写された積繊物95は、トランスファーロール12側からの吸引を受けながら搬送され、トランスファーロール12の下方に配された図示しないバキュームコンベア上に導入された、ティッシュペーパー又は透液性の不織布等からなるコアラップシート96上へと受け渡される。その後、コアラップシート96の搬送方向に沿う両側部が折り返され、積繊物95の上下両面がコアラップシート96に被覆される。そして、コアラップシート96に被覆された状態の積繊物95は、必要に応じ、プレスロール等の圧縮手段(図示せず)によって厚み方向に圧縮された後、カッターによって所定の大きさに切断され、コアラップシート96に被覆された成形体からなる吸収体が得られる。尚、積繊物95が厚み方向に圧縮された場合、肉厚部(高坪量部)95Aは、相対的に密度が高い高密度部となり、肉薄部(低坪量部)95Bは、相対的に密度が低い低密度部となる。
【0050】
本発明は、前記実施形態に制限されず適宜変更可能である。例えば、前記実施形態では、集積用凹部2は、回転ドラム1の外周面に周方向の全長に亘って連続的に形成されていたが、周方向に間欠的に形成されていても良く、その場合、周方向に隣接する2つの集積用凹部2,2間の最外表面を非通気性のリング部材5で形成し、該凹部2,2間に成形体材料を堆積させないようにすることができる。また、前記実施形態では、ドラム本体3に固定される各部材4,6,5は、それぞれ、回転ドラム1の周長を略2等分した長さを有し、各部材につき2つを組み合わせて構成されていたが、単一の環状部材から構成されていても良く、3つ以上を組み合わせて構成されていても良い。また、凹部区画部60を構成する線状部材61,62における「線状」は、集積用凹部2の平面視において、前記実施形態の如き直線状に限られず、曲線、折曲線を含む。
【0051】
また、前記実施形態では、成形部材6の凹部区画部60(線状部材61,62)の厚みは、ドラム周方向の全域において均一であったが、図9に示すように、該厚みTはドラム周方向Rにおいて変化しても良い。その場合、開孔部材4(底面2A)は、図9(b)に示すように、凹部区画部60のドラム周方向Rの厚み変化に対応した凹凸形状を有するものとなり、このような凹凸形状を有する開孔部材4(凹部区画部対応部40)に非通気性部45を形成する必要があるところ、前述した、開孔部材4と成形部材6との溶着(溶接)によれば、両部材4,6間に隙間を作らずに非通気性部45を確実に形成することができる。このように、開孔部材4と成形部材6との溶着(溶接)による非通気性部45の形成は、成形部材6の厚み変化にも対応可能で、適用範囲が広いという利点を有している。
【0052】
また、前記実施形態では、成形部材6は、単層構造であったが、比較的厚みの薄い成形部材を複数積層させた多層構造であっても良い。成形部材6をこのような多層構造にすると、単層構造の場合に比して加工が容易になり、様々な形状の成形体の製造が可能になる。また、外側成形部材6の外側にリング部材5は配さなくても良い。
【0053】
また、図5(a)に示す形態においては、開孔部材4の凹部区画部対応部40の全域が非通気性部45となっていたが、凹部区画部対応部40を成形部材6と接合させずに、凹部区画部対応部40の一部に通気孔が形成されていても良い。その場合、非通気性部45の凹部区画部対応部40に占める面積比率は、60%以上が好ましく、80%が更に好ましい。また、図5(b)に示す形態のように、非通気性部45において開孔部材4と成形部材6とが接合される場合には、非通気性部45の凹部区画部対応部40に占める面積比率は、30%以上が好ましく、50%が更に好ましい。
【符号の説明】
【0054】
1 回転ドラム
2 集積用凹部
2A 集積用凹部の底面
2B 集積用凹部の内側面
3 ドラム本体
31 ドラム本体の凹部底面対応部
32 貫通口
33 リブ
4 開孔部材
40 凹部区画部対応部
45,45A,45B 非通気性部
5 リング部材
6 成形部材
6A 成形部材の凹部底面対応部
6B 成形部材の両側部(リング部材対応部)
60 凹部区画部
61 幅方向線状部材
62 周方向線状部材
65 開口部
10 積繊装置
11 ダクト
12 トランスファーロール
13 バキュームボックス
14 メッシュベルト
95 積繊物
96 コアラップシート
【特許請求の範囲】
【請求項1】
外周面に集積用凹部を有する回転ドラムを備え、該回転ドラムが成形体材料を該集積用凹部の底面で吸引により積繊して成形体を形成する積繊装置であって、
前記回転ドラムは、ドラム本体と、前記集積用凹部の底面を形成する通気性の開孔部材とを備え、
前記集積用凹部の底面上に、該集積用凹部を前記回転ドラムの周方向及び幅方向に複数の領域に区画する、非通気性の凹部区画部を有する成形部材が、前記開孔部材に重ねて配されており、
前記開孔部材は、前記凹部区画部に対応する部分に非通気性部を有している積繊装置。
【請求項2】
前記成形部材は、前記凹部区画部によって区画された複数の前記領域に位置し且つ該成形部材を厚み方向に貫通する複数の開口部を有し、複数の該開口部は、該凹部区画部によって分け隔てられて個々独立している請求項1記載の積繊装置。
【請求項3】
前記凹部区画部と前記非通気性部とは、前記集積用凹部の平面視における形状が同じである請求項1又は2記載の積繊装置。
【請求項4】
前記凹部区画部は、前記集積用凹部の底面に沿って延びる線状部材を含んで構成されており、
前記線状部材と、前記集積用凹部の平面視において該線状部材と重なる、前記非通気性部とで、幅が異なる請求項3記載の積繊装置。
【請求項5】
前記非通気性部は、前記開孔部材における前記通気孔の形成部位に、非通気性の別部材が接合されて形成されているか、又は前記開孔部材における前記通気孔が形成されていない部位からなる請求項1〜4の何れか一項に記載の積繊装置。
【請求項6】
前記開孔部材の前記凹部区画部に対応する部分の全域が前記非通気性部である請求項5記載の積繊装置。
【請求項7】
前記非通気性部は、前記開孔部材と前記成形部材とが接合されて形成されている請求項1〜4の何れか一項に記載の積繊装置。
【請求項8】
請求項1〜7の何れか一項に記載の積繊装置を用いた吸収体の製造方法であって、
空気流に乗せて供給した吸収体原料を、前記回転ドラムの集積用凹部に吸引して積繊させる積繊工程を具備する吸収体の製造方法。
【請求項1】
外周面に集積用凹部を有する回転ドラムを備え、該回転ドラムが成形体材料を該集積用凹部の底面で吸引により積繊して成形体を形成する積繊装置であって、
前記回転ドラムは、ドラム本体と、前記集積用凹部の底面を形成する通気性の開孔部材とを備え、
前記集積用凹部の底面上に、該集積用凹部を前記回転ドラムの周方向及び幅方向に複数の領域に区画する、非通気性の凹部区画部を有する成形部材が、前記開孔部材に重ねて配されており、
前記開孔部材は、前記凹部区画部に対応する部分に非通気性部を有している積繊装置。
【請求項2】
前記成形部材は、前記凹部区画部によって区画された複数の前記領域に位置し且つ該成形部材を厚み方向に貫通する複数の開口部を有し、複数の該開口部は、該凹部区画部によって分け隔てられて個々独立している請求項1記載の積繊装置。
【請求項3】
前記凹部区画部と前記非通気性部とは、前記集積用凹部の平面視における形状が同じである請求項1又は2記載の積繊装置。
【請求項4】
前記凹部区画部は、前記集積用凹部の底面に沿って延びる線状部材を含んで構成されており、
前記線状部材と、前記集積用凹部の平面視において該線状部材と重なる、前記非通気性部とで、幅が異なる請求項3記載の積繊装置。
【請求項5】
前記非通気性部は、前記開孔部材における前記通気孔の形成部位に、非通気性の別部材が接合されて形成されているか、又は前記開孔部材における前記通気孔が形成されていない部位からなる請求項1〜4の何れか一項に記載の積繊装置。
【請求項6】
前記開孔部材の前記凹部区画部に対応する部分の全域が前記非通気性部である請求項5記載の積繊装置。
【請求項7】
前記非通気性部は、前記開孔部材と前記成形部材とが接合されて形成されている請求項1〜4の何れか一項に記載の積繊装置。
【請求項8】
請求項1〜7の何れか一項に記載の積繊装置を用いた吸収体の製造方法であって、
空気流に乗せて供給した吸収体原料を、前記回転ドラムの集積用凹部に吸引して積繊させる積繊工程を具備する吸収体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−85856(P2013−85856A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−231326(P2011−231326)
【出願日】平成23年10月21日(2011.10.21)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月21日(2011.10.21)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]