
穿孔ビット
【課題】穿孔能力は維持しつつも超硬合金ハウス形チップを効率よく配置して、超硬合金の使用量を効率良く減らすことができる、穿孔ビットを提供すること。
【解決手段】超硬合金からなる5個の超硬合金ハウス形チップ2a〜2eが台金1のチップ装着面12上に放射状に配設され、回転により5個の超硬合金ハウス形チップ2a〜2eが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔を行う穿孔ビットであって、5個の超硬合金ハウス形チップ2a〜2eのうち、短尺超硬合金チップ2b,2eは、長尺超硬合金チップ2a,2c,2dよりも長手方向の長さが短く、5個の超硬合金ハウス形チップ2a〜2eそれぞれの外側端部2a1〜2e1を、穿孔負荷(穿孔量)の大きいチップ装着面12の外周側に沿って配設した。
【解決手段】超硬合金からなる5個の超硬合金ハウス形チップ2a〜2eが台金1のチップ装着面12上に放射状に配設され、回転により5個の超硬合金ハウス形チップ2a〜2eが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔を行う穿孔ビットであって、5個の超硬合金ハウス形チップ2a〜2eのうち、短尺超硬合金チップ2b,2eは、長尺超硬合金チップ2a,2c,2dよりも長手方向の長さが短く、5個の超硬合金ハウス形チップ2a〜2eそれぞれの外側端部2a1〜2e1を、穿孔負荷(穿孔量)の大きいチップ装着面12の外周側に沿って配設した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、削岩機やロックボルト等の先端に装着されて使用されるもので、超硬合金からなる複数の超硬合金ハウス形チップが台金のチップ装着面上に放射状に配設され、回転により複数の超硬合金ハウス形チップが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔(削孔)を行う穿孔を行う穿孔ビットに関する。
【背景技術】
【0002】
鉄製の台金にいわゆるハウス形(チゼル形等ともいう。)と呼ばれる超硬合金からなる複数の超硬合金ハウス形チップが設けられた穿孔ビットは、例えば、削岩機やロックボルト等の先端に装着されて、回転により複数の超硬合金ハウス形チップが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔行う。このような穿孔ビットでは、複数の超硬合金ハウス形チップを台座の先端部であるチップ装着面にロウ付けにより固着すると共に、台金の外周側面を窪ませて、スライム(くり粉)の排出溝を形成することが基本形態とされている(例えば、特許文献1、2参照。)。そして、かかる超硬合金ハウス形チップを採用した穿孔ビットは、ロックボルトの先端に装着して使用された場合、例えば、1分間に数百回転しながらその10倍近い回数、穿孔ビットの軸心方向に前後方向に振動して、岩石等の穿孔対象物に打撃を加え、排出溝からロックボルトの後端部方向にスライム(くり粉)を排出しながら、穿孔ビットの最大外径に応じた削孔径の長孔を形成して進む。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−170035号公報
【特許文献2】実開平6−67593号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、チップ装着面では、中心から離れ外周側に近づくほど、台金が回転する際の移動(回転)距離が長くなり、打撃による穿孔を受け持つ面積が増えるので、ハウス形チップに大きな穿孔(削孔)負荷がかかり、超硬合金ハウス形チップであることが不可欠である。
【0005】
しかし、超硬合金ハウス形チップは、高価な超硬合金からなるため、超硬合金ハウス形チップの数が少ないほどコスト低減効果が大きい。特に、ロックボルトの先端に穿孔ビットを連結した自穿孔ロックボルトの場合、ロックボルトと穿孔ビットとをそのまま地中に埋め込む1回使い切りタイプのものであるため、なるべくコスト削減することが要求されている。
【0006】
その一方、チップ装着面の中心側では、その中心に近づくほど、台金が回転する際の移動(回転)距離が短くなり、打撃による穿孔を受け持つ面積が狭くなるので、チップにかかる穿孔(削孔)負荷が小さく、超硬合金ハウス形チップを省略しても、あるいは超硬合金ハウス形チップより軟質なチップでも、穿孔能力にそれほど影響を与えることがない。
【0007】
そこで、本発明は、穿孔能力は維持しつつも超硬合金ハウス形チップを効率よく配置して、超硬合金の使用量を効率良く減らすことができる、穿孔ビットを提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明の穿孔ビットは、超硬合金からなる複数の超硬合金ハウス形チップが台金のチップ装着面上に放射状に配設され、回転により前記複数の超硬合金ハウス形チップが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔を行う穿孔ビットであって、前記複数の超硬合金ハウス形チップのうち、一部の超硬合金ハウス形チップは、他の超硬合金ハウス形チップよりも長手方向の長さが短く、前記複数の超硬合金ハウス形チップそれぞれの外側端部が前記チップ装着面の最外周に沿って配設されている、ことを特徴とする穿孔ビットである。
このようにすれば、穿孔負荷(穿孔量)の大きいチップ装着面の外周側には複数の超硬合金ハウス形チップの外側端部が並ぶ一方、穿孔負荷(穿孔量)の小さいチップ装着面の中心側には、長手方向の長さの短い超硬合金ハウス形チップの内側端部は並ばず、それが長い超硬合金ハウス形チップの内側端部のみが並ぶので、穿孔能力は維持しつつも超硬合金ハウス形チップを効率よく配置して、超硬合金の使用量を効率良く減らすことができる。
ここで、前記チップ装着面には、さらに、前記複数の超硬合金ハウス形チップのうち、長手方向の長さが短い超硬合金ハウス形チップの内側端部から前記チップ装着面の中心まで連続して前記台金と一体成形された台金一体ハウス形チップを設ける、ようにしても良い。
これにより、穿孔負荷(穿孔量)の大きいチップ装着面の外周側には所定間隔で複数の超硬合金ハウス形チップが並ぶ一方、穿孔負荷(穿孔量)の小さいチップ装着面の中心側には、適宜、長さの長い複数の超硬合金ハウス形チップと、台金一体ハウス形チップとが並ぶので、台金一体ハウス形チップを設けない場合より、チップ装着面の中心C側の穿孔能力を確保しつつも超硬合金ハウス形チップを効率よく配置して、超硬合金の使用量を効率良く減らすことができる。
ここで、前記複数の超硬合金ハウス形チップは、長手方向の長さにより、少なくとも、長尺超硬合金ハウス形チップと、短尺超硬合金ハウス形チップとに分けられ、前記長尺超硬合金ハウス形チップと、前記短尺超硬合金ハウス形チップとを交互に配設していき、前記長尺超硬合金ハウス形チップと前記短尺超硬合金ハウス形チップとのうち数が少ない方がなくなった場合、余った方を連続して配設する、ようにしても良い。
このようにした場合、長尺超硬合金ハウス形チップと、短尺超硬合金ハウス形チップとが交互に並ぶので、さらに、台金の回転と相俟ってバランスよく穿孔することが可能となる。
また、前記複数の超硬合金ハウス形チップのうち、一の超硬合金ハウス形チップは、、当該超硬合金ハウス形チップの外側端部から内側端部までの長手方向の長さが、前記チップ装着面の半径とほぼ同一であり、当該超硬合金ハウス形チップの外側端部が前記チップ装着面の最外周に位置し、かつ、当該超硬合金ハウス形チップの内側端部が前記チップ装着面の中心に位置するように配設される、ようにしても良い。
このようにした場合、一の超硬合金ハウス形チップの内側端部は、チップ装着面の中心に位置するので、短尺超硬合金ハウス形チップにより超硬合金の使用量を減らしつつもチップ装着面の中心部分における穿孔能力を向上させることができる。
【発明の効果】
【0009】
本発明の穿孔ビットでは、台金のチップ装着面上に放射状に設けられる複数の超硬合金ハウス形チップのうち、一部の超硬合金ハウス形チップは、他の超硬合金ハウス形チップよりも長手方向の長さが短く、それぞれの外側端部がほぼチップ装着面の外周側に沿って配設されているので、穿孔負荷(穿孔量)の大きいチップ装着面の外周側には、長手方向の長短にかかわらず各超硬合金ハウス形チップの外側端部が並ぶ一方、穿孔負荷(穿孔量)の小さいチップ装着面の中心側には、長手方向の長さが長い超硬合金ハウス形チップの内側端部のみ並ぶので、穿孔能力は維持しつつも超硬合金ハウス形チップを効率よく配置して、超硬合金の使用量を効率良く減らすことができる。
【図面の簡単な説明】
【0010】
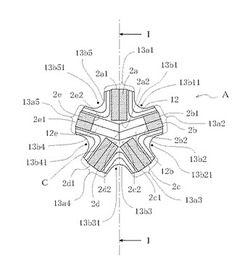
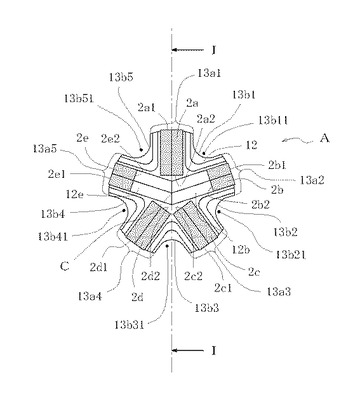
【図1】本発明の実施形態の穿孔ビットの平面図である。
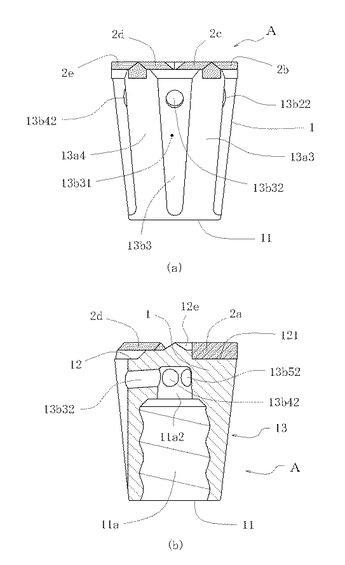
【図2】(a),(b)は、それぞれ、図1に示す実施形態の穿孔ビットの正面図、I−I線断面図である。
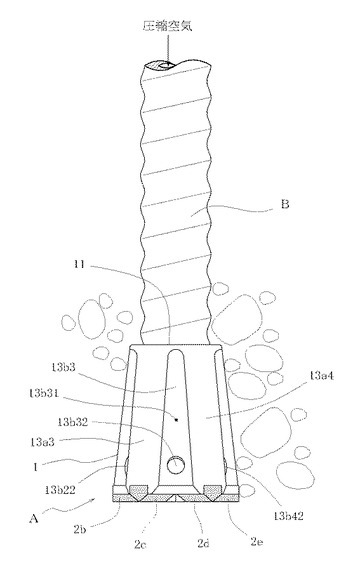
【図3】本発明の実施形態の穿孔ビットにロックボルトを連結し、自穿孔ロックボルトとして穿孔を行っている状態を示す図である。
【図4】本発明の実施形態の穿孔ビットの他の例を示す平面図である。
【図5】(a),(b)は、それぞれ、本発明の実施形態の穿孔ビットのさらに他の例を示す平面図である。
【発明を実施するための形態】
【0011】
次に、本発明にかかる穿孔ビットの実施形態について説明する。本実施形態の穿孔ビットは、例えば、削岩機やロックボルト、特に、ロックボルトの先端に装着されるもので、超硬合金からなる複数の超硬合金ハウス形チップが台金のチップ装着面上に放射状に配設され、回転により複数の超硬合金ハウス形チップが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔を行う穿孔ビットである。
【0012】
図1は、実施形態の穿孔ビットAの平面図である。また、図2(a),(b)は、それぞれ、図1に示す実施形態の穿孔ビットAの正面図、I−I線断面図である。
【0013】
実施形態の穿孔ビットAは、ロックボルトの先端に装着されるもので、前述のように、超硬合金からなる複数の超硬合金ハウス形チップ2a〜2eが台金1のチップ装着面12上に放射状に配設され、回転により前記複数の超硬合金ハウス形チップ2a〜2eが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔を行う穿孔ビットである。なお、穿孔ビットAの回転数は、例えば、1分間に200回転程度であり、前後方向の振動による打撃数は、1分間に約1800回程度であり、回転数の9倍であり、1回の打撃で40度ずつの穿孔ビットAが回転することにより、ハウス形チップ2a〜2eが当る位置を回転させ、9回の打撃で1回転する。
【0014】
台金1は、図2(a),(b)に示すように、削岩機やロックボルト等の先端部(図示せず)が連結される連結面11と、当該穿孔ビットAの軸心方向に対し垂直な平面に複数の超硬合金ハウス形チップ2a〜2eが配置されるチップ装着面12と、連結面11とチップ装着面12との間に、穿孔(削孔)時に直進性を保つため当該穿孔ビットAの中心Cを軸とした周側面を有する5個のガイド面13a1〜13a5と、そのガイド面13a1〜13a5より窪み、穿孔時に発生するスライムを排出するための複数の排出溝13b11〜13b51を形成する排出溝面13b1〜13b5が設けられた外周側面13と、を有する。
【0015】
連結面11には、図1(b)に示すように、圧縮空気圧送用の中空孔(図示せず)を備えた削岩機のロッドや中空ロッドからなるロックボルト等の先端部(図示せず)が螺合するネジ穴等の連結穴11aが形成されている。そして、連結穴11aの先端には、削岩機やロックボルト等の中空孔(図示せず)を介して送られてくる圧縮空気を各ブローホール13b12〜13b52に分岐するための圧縮空気溜り11a2が設けられている。
【0016】
チップ装着面12は、5個の超硬合金ハウス形チップ2a〜2eを、当該穿孔ビットの中心Cに対し等角度すなわちほぼ72度で、5個の超硬合金ハウス形チップ2a〜2eの中心側を離して配置し、ロウ付け等により固着している。なお、超硬合金ハウス形チップ2a〜2eは、両刃であり、その両刃は鋭角に形成された先端を有している。
【0017】
ここで、超硬合金ハウス形チップ2a〜2eは、例えば、炭化タングステン等の超硬合金から構成されている。そのため、超硬合金ハウス形チップ2a〜2eは、高価であり、1回限りの使用を前提とする自穿孔ロックボルト用の穿孔ビットでは、なるべく、超硬合金の使用量を減らすことが要求されている。
【0018】
そのため、本実施形態の穿孔ビットAでは、例えば、図1(a),(b)および図2(a),(b)に示すように、5個の超硬合金ハウス形チップ2a〜2eのうち、2個の超硬合金ハウス形チップ2b,2eを、他の3個の超硬合金ハウス形チップ2a,2c,2dよりも長手方向の長さを短くしている。なお、これは一例であり、5個の超硬合金ハウス形チップ2a〜2eのうち、3個の超硬合金ハウス形チップの長さを短くしても良いし、4個の超硬合金ハウス形チップの長さを短くしても良い。以降、長手方向の長さが短い超硬合金ハウス形チップ2b,2eを、短尺超硬合金チップと略して呼び、長手方向の長さが長い超硬合金ハウス形チップ2a,2c,2dを、長尺超硬合金チップと略して呼ぶことにする。
【0019】
そして、実施形態の穿孔ビットAでは、5個の超硬合金ハウス形チップ2a〜2eそれぞれの外側端部2a1〜2e1は、チップ装着面12の最外周であるガイド面13a1〜13a5の上端部に沿ってほぼ同一円周上に配設されている。なお、外側端部2a1〜2e1の配置の多少の凹凸は誤差の範囲である。
【0020】
これに対し、5個の超硬合金ハウス形チップ2a〜2eそれぞれの外側端部2a1〜2e1をチップ装着面12の最外周であるガイド面13a1〜13a5の上端部に沿って同一円周上に揃えて配設したため、長尺超硬合金チップ2a,2c,2dの内側端部2a2,2c2,2e2がチップ装着面12の中心Cに近づく一方、短尺超硬合金チップ2b,2eの内側端部2b2,2f2は中心Cから離れた場所に位置することになる。
【0021】
そのため、本実施形態の穿孔ビットAでは、移動(回転)距離が長く、つまり穿孔範囲が広く穿孔負荷(穿孔量)の大きいチップ装着面12の最外周には、全ての超硬合金ハウス形チップ2a〜2eの外側端部2a1〜2e1が並ぶ一方、移動(回転)距離が短く、つまり穿孔範囲が狭く穿孔負荷(穿孔量)の小さいチップ装着面12の中心C側には、短尺超硬合金チップ2b,2eの内側端部2b2,2f2は並ばず、長尺超硬合金チップ2a,2c,2dの内側端部2a2,2c2,2e2のみが並ぶことになる。
【0022】
これにより、本実施形態の穿孔ビットAによれば、穿孔能力を維持しつつも超硬合金ハウス形チップを効率よく配置して、超硬合金の使用量を効率良く減らすことができ、コストを削減して、安価な穿孔ビットを提供することができる。
【0023】
また、本実施形態の穿孔ビットAによれば、台金1の外周側面13の形状に変更はないので、ガイド面13a1〜13a5の数や面積も従来と変わらず、穿孔ビットAがブレずに、直進性を担保したまま効率よく穿孔(削孔)することができる。
【0024】
そのため、実施形態の穿孔ビットAでは、短尺超硬合金チップ2b,2eの内側端部2b2,2f2とチップ装着面12の中心C側との間は、隙間が空くため、実施形態の穿孔ビットAでは、短尺超硬合金チップ2b,2eの内側端部2b2,2f2からチップ装着面12の中心Cまで連続して台金1と一体成形された台金一体ハウス形チップ12b,12eを形成している。ここで、台金一体ハウス形チップ12bと、台金一体ハウス形チップ12eとは、チップ装着面12の中心Cにおいて連続させている。
【0025】
このようにすれば、穿孔負荷(穿孔量)の大きいチップ装着面12の最外周には、所定間隔で5個の超硬合金ハウス形チップ2a〜2eの外側端部2a1〜2e1が並ぶ一方、穿孔負荷(穿孔量)の小さいチップ装着面12の中心C側には、適宜、長尺超硬合金チップ2a,2c,2dの内側端部2a2,2c2,2e2と、台金一体ハウス形チップ12b,12eとが並ぶので、台金一体ハウス形チップ12b,12eを設けない場合より、チップ装着面12の中心C側の穿孔能力を確保しつつも5個の超硬合金ハウス形チップ2a〜2eを効率よく配置して、超硬合金の使用量を効率良く減らすことができる。なお、本発明では、台金一体ハウス形チップ12b,12eを形成するか否かは任意である。
【0026】
また、実施形態の穿孔ビットAでは、チップ装着面12上には、長尺超硬合金チップ2a,2c,2dと、短尺超硬合金チップ2b,2eとを交互に配設していき、数が多い長尺超硬合金チップ2a,2c,2dは余るので、長尺超硬合金チップ2c,2dを連続して配設している。
【0027】
その結果、チップ装着面12上には、長尺超硬合金チップ2a,2c,2dと、短尺超硬合金チップ2b,2eとが可能な範囲で交互に並ぶので、さらに、台金1の回転と相俟ってバランスよく穿孔することが可能となる。
【0028】
図3は、実施形態の穿孔ビットAにロックボルトBを連結してなる自穿孔ロックボルトの形態で穿孔を行っている状態を示す図である。
【0029】
図3に示すように、実施形態の穿孔ビットAでは、台金1の外周側面13の形状が、先端側であるチップ装着面12から後端側である連結面11側に向かうに従い細くなるように直線的にテーパー状に傾斜しているので、穿孔ビットAの軸心方向に対し垂直な段部が形成されている台金のものと比較すると、自穿孔ロックボルトを引き戻そうとした場合には、スライムが削孔壁と穿孔ビットAまたはロックボルトBとの間を移動し易くなり、自穿孔ロックボルトの引き戻し操作が円滑になり、操作性(作業性)が向上する。
【0030】
このように、実施形態の穿孔ビットAをロックボルトB先端に連結した自穿孔ロックボルトでは、1回きりの使用となるので、前述のように、超硬合金の使用量を減らした本実施形態の穿孔ビットAでは、コストの面で有効になる。
【0031】
なお、本実施形態の穿孔ビットAでは、説明の便宜上、5個の超硬合金ハウス形チップ2a〜2eは、長手方向の長さが2種類の長さのものとして説明したが、本発明では、これに限定されるものではなく、超硬合金ハウス形チップの長手方向の長さは、3種類でも、4種類以上の長さでも良く、また、超硬合金ハウス形チップの数は、3個でも、4個でも、6個以上でも勿論よい。
【0032】
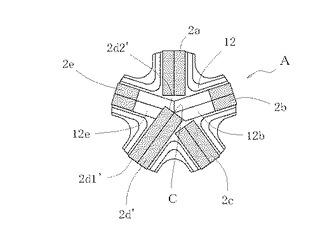
例えば、図4に示すように、3個の長尺超硬合金チップ2a,2c,2d’のうち、一の長尺超硬合金チップ2d’のみ長手方向の長さをチップ装着面12の半径とほぼ同じ長さにして、長尺超硬合金チップ2d’の外側端部2d1’をチップ装着面12の最外周に位置させ、長尺超硬合金チップ2d’の内側端部2d2’がチップ装着面12の中心Cに位置するように配設するようにしても勿論よい。
【0033】
このようにした場合、一の長尺超硬合金チップ2d’の内側端部2d2’は、チップ装着面12の中心Cに位置するので、短尺超硬合金ハウス形チップ12b,12eにより超硬合金の使用量を減らしつつもチップ装着面12の中心C部分における穿孔能力を向上させることができる。
【0034】
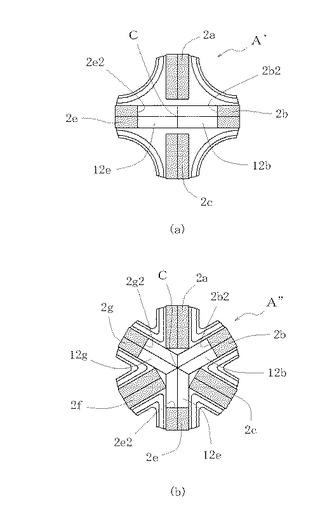
また、図5(a)に示す穿孔ビットA’のように、4個の超硬合金ハウス形チップ2a,2b,2c,2eをほぼ90度の角度で配設したり、図5(b)に示す穿孔ビットA”のように、6個の超硬合金ハウス形チップ2a〜2c,2e〜2gをほぼ60度の角度で配設するようにしても勿論よい。
【0035】
具体的には、図5(a)に示す穿孔ビットA’の場合、4個の超硬合金ハウス形チップ2a,2b,2c,2eのうち、2個の長尺超硬合金チップ2a,2cと、短尺超硬合金チップ2b,2eとを交互に配設し、短尺超硬合金チップ2b,2eの内側端部2b2,2e2とチップ装着面12の中心C側との間は、隙間が空かないように、短尺超硬合金チップ2b,2eの内側端部2b2,2e2からチップ装着面12の中心Cまで連続して台金1と一体成形された台金一体ハウス形チップ12b,12eを形成している。ここで、台金一体ハウス形チップ12bと、台金一体ハウス形チップ12eとは、チップ装着面12の中心Cにおいて連続して、隙間が空かないようにしている。
【0036】
また、図5(b)に示す穿孔ビットA”の場合、6個の超硬合金ハウス形チップチップ2a〜2c,2e〜2gのうち、3個の長尺超硬合金チップ2a,2c,2fと、3個の短尺超硬合金チップ2b,2e,2gとを交互に配設し、短尺超硬合金チップ2b,2e,2gの内側端部2b2,2e2,2g2とチップ装着面12の中心C側との間は、隙間が空かないように、短尺超硬合金チップ2b,2e,2gの内側端部2b2,2e2,2g2からチップ装着面12の中心Cまで連続して台金1と一体成形された台金一体ハウス形チップ12b,12e,12gを形成している。ここで、台金一体ハウス形チップ12b,12e,12gは、チップ装着面12の中心Cにおいて連続して、隙間が空かないようにしている。
【符号の説明】
【0037】
A,A’,A” 穿孔ビット
B ロックボルト
1 台金
11 連結面
11a 連結穴
12 チップ装着面
13 外周側面
13a1〜13a5 ガイド面
13b1〜13b5 排出溝面
13b11〜13b51 排出溝
13b12〜13b52 ブローホール
2a〜2g 超硬合金ハウス形チップ
2a,2c,2d,2d’,2f 長尺超硬合金チップ
2b,2e,2g 短尺超硬合金チップ
2a1,2b1,2c1,2d1,2d1’,2e1,2f1,2g1 外側端部
2a2,2b2,2c2,2d2,2d2’,2e2,2f2,2g2 内側端部
12b,12e,12g 台金一体ハウス形チップ
【技術分野】
【0001】
本発明は、例えば、削岩機やロックボルト等の先端に装着されて使用されるもので、超硬合金からなる複数の超硬合金ハウス形チップが台金のチップ装着面上に放射状に配設され、回転により複数の超硬合金ハウス形チップが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔(削孔)を行う穿孔を行う穿孔ビットに関する。
【背景技術】
【0002】
鉄製の台金にいわゆるハウス形(チゼル形等ともいう。)と呼ばれる超硬合金からなる複数の超硬合金ハウス形チップが設けられた穿孔ビットは、例えば、削岩機やロックボルト等の先端に装着されて、回転により複数の超硬合金ハウス形チップが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔行う。このような穿孔ビットでは、複数の超硬合金ハウス形チップを台座の先端部であるチップ装着面にロウ付けにより固着すると共に、台金の外周側面を窪ませて、スライム(くり粉)の排出溝を形成することが基本形態とされている(例えば、特許文献1、2参照。)。そして、かかる超硬合金ハウス形チップを採用した穿孔ビットは、ロックボルトの先端に装着して使用された場合、例えば、1分間に数百回転しながらその10倍近い回数、穿孔ビットの軸心方向に前後方向に振動して、岩石等の穿孔対象物に打撃を加え、排出溝からロックボルトの後端部方向にスライム(くり粉)を排出しながら、穿孔ビットの最大外径に応じた削孔径の長孔を形成して進む。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−170035号公報
【特許文献2】実開平6−67593号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、チップ装着面では、中心から離れ外周側に近づくほど、台金が回転する際の移動(回転)距離が長くなり、打撃による穿孔を受け持つ面積が増えるので、ハウス形チップに大きな穿孔(削孔)負荷がかかり、超硬合金ハウス形チップであることが不可欠である。
【0005】
しかし、超硬合金ハウス形チップは、高価な超硬合金からなるため、超硬合金ハウス形チップの数が少ないほどコスト低減効果が大きい。特に、ロックボルトの先端に穿孔ビットを連結した自穿孔ロックボルトの場合、ロックボルトと穿孔ビットとをそのまま地中に埋め込む1回使い切りタイプのものであるため、なるべくコスト削減することが要求されている。
【0006】
その一方、チップ装着面の中心側では、その中心に近づくほど、台金が回転する際の移動(回転)距離が短くなり、打撃による穿孔を受け持つ面積が狭くなるので、チップにかかる穿孔(削孔)負荷が小さく、超硬合金ハウス形チップを省略しても、あるいは超硬合金ハウス形チップより軟質なチップでも、穿孔能力にそれほど影響を与えることがない。
【0007】
そこで、本発明は、穿孔能力は維持しつつも超硬合金ハウス形チップを効率よく配置して、超硬合金の使用量を効率良く減らすことができる、穿孔ビットを提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明の穿孔ビットは、超硬合金からなる複数の超硬合金ハウス形チップが台金のチップ装着面上に放射状に配設され、回転により前記複数の超硬合金ハウス形チップが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔を行う穿孔ビットであって、前記複数の超硬合金ハウス形チップのうち、一部の超硬合金ハウス形チップは、他の超硬合金ハウス形チップよりも長手方向の長さが短く、前記複数の超硬合金ハウス形チップそれぞれの外側端部が前記チップ装着面の最外周に沿って配設されている、ことを特徴とする穿孔ビットである。
このようにすれば、穿孔負荷(穿孔量)の大きいチップ装着面の外周側には複数の超硬合金ハウス形チップの外側端部が並ぶ一方、穿孔負荷(穿孔量)の小さいチップ装着面の中心側には、長手方向の長さの短い超硬合金ハウス形チップの内側端部は並ばず、それが長い超硬合金ハウス形チップの内側端部のみが並ぶので、穿孔能力は維持しつつも超硬合金ハウス形チップを効率よく配置して、超硬合金の使用量を効率良く減らすことができる。
ここで、前記チップ装着面には、さらに、前記複数の超硬合金ハウス形チップのうち、長手方向の長さが短い超硬合金ハウス形チップの内側端部から前記チップ装着面の中心まで連続して前記台金と一体成形された台金一体ハウス形チップを設ける、ようにしても良い。
これにより、穿孔負荷(穿孔量)の大きいチップ装着面の外周側には所定間隔で複数の超硬合金ハウス形チップが並ぶ一方、穿孔負荷(穿孔量)の小さいチップ装着面の中心側には、適宜、長さの長い複数の超硬合金ハウス形チップと、台金一体ハウス形チップとが並ぶので、台金一体ハウス形チップを設けない場合より、チップ装着面の中心C側の穿孔能力を確保しつつも超硬合金ハウス形チップを効率よく配置して、超硬合金の使用量を効率良く減らすことができる。
ここで、前記複数の超硬合金ハウス形チップは、長手方向の長さにより、少なくとも、長尺超硬合金ハウス形チップと、短尺超硬合金ハウス形チップとに分けられ、前記長尺超硬合金ハウス形チップと、前記短尺超硬合金ハウス形チップとを交互に配設していき、前記長尺超硬合金ハウス形チップと前記短尺超硬合金ハウス形チップとのうち数が少ない方がなくなった場合、余った方を連続して配設する、ようにしても良い。
このようにした場合、長尺超硬合金ハウス形チップと、短尺超硬合金ハウス形チップとが交互に並ぶので、さらに、台金の回転と相俟ってバランスよく穿孔することが可能となる。
また、前記複数の超硬合金ハウス形チップのうち、一の超硬合金ハウス形チップは、、当該超硬合金ハウス形チップの外側端部から内側端部までの長手方向の長さが、前記チップ装着面の半径とほぼ同一であり、当該超硬合金ハウス形チップの外側端部が前記チップ装着面の最外周に位置し、かつ、当該超硬合金ハウス形チップの内側端部が前記チップ装着面の中心に位置するように配設される、ようにしても良い。
このようにした場合、一の超硬合金ハウス形チップの内側端部は、チップ装着面の中心に位置するので、短尺超硬合金ハウス形チップにより超硬合金の使用量を減らしつつもチップ装着面の中心部分における穿孔能力を向上させることができる。
【発明の効果】
【0009】
本発明の穿孔ビットでは、台金のチップ装着面上に放射状に設けられる複数の超硬合金ハウス形チップのうち、一部の超硬合金ハウス形チップは、他の超硬合金ハウス形チップよりも長手方向の長さが短く、それぞれの外側端部がほぼチップ装着面の外周側に沿って配設されているので、穿孔負荷(穿孔量)の大きいチップ装着面の外周側には、長手方向の長短にかかわらず各超硬合金ハウス形チップの外側端部が並ぶ一方、穿孔負荷(穿孔量)の小さいチップ装着面の中心側には、長手方向の長さが長い超硬合金ハウス形チップの内側端部のみ並ぶので、穿孔能力は維持しつつも超硬合金ハウス形チップを効率よく配置して、超硬合金の使用量を効率良く減らすことができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態の穿孔ビットの平面図である。
【図2】(a),(b)は、それぞれ、図1に示す実施形態の穿孔ビットの正面図、I−I線断面図である。
【図3】本発明の実施形態の穿孔ビットにロックボルトを連結し、自穿孔ロックボルトとして穿孔を行っている状態を示す図である。
【図4】本発明の実施形態の穿孔ビットの他の例を示す平面図である。
【図5】(a),(b)は、それぞれ、本発明の実施形態の穿孔ビットのさらに他の例を示す平面図である。
【発明を実施するための形態】
【0011】
次に、本発明にかかる穿孔ビットの実施形態について説明する。本実施形態の穿孔ビットは、例えば、削岩機やロックボルト、特に、ロックボルトの先端に装着されるもので、超硬合金からなる複数の超硬合金ハウス形チップが台金のチップ装着面上に放射状に配設され、回転により複数の超硬合金ハウス形チップが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔を行う穿孔ビットである。
【0012】
図1は、実施形態の穿孔ビットAの平面図である。また、図2(a),(b)は、それぞれ、図1に示す実施形態の穿孔ビットAの正面図、I−I線断面図である。
【0013】
実施形態の穿孔ビットAは、ロックボルトの先端に装着されるもので、前述のように、超硬合金からなる複数の超硬合金ハウス形チップ2a〜2eが台金1のチップ装着面12上に放射状に配設され、回転により前記複数の超硬合金ハウス形チップ2a〜2eが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔を行う穿孔ビットである。なお、穿孔ビットAの回転数は、例えば、1分間に200回転程度であり、前後方向の振動による打撃数は、1分間に約1800回程度であり、回転数の9倍であり、1回の打撃で40度ずつの穿孔ビットAが回転することにより、ハウス形チップ2a〜2eが当る位置を回転させ、9回の打撃で1回転する。
【0014】
台金1は、図2(a),(b)に示すように、削岩機やロックボルト等の先端部(図示せず)が連結される連結面11と、当該穿孔ビットAの軸心方向に対し垂直な平面に複数の超硬合金ハウス形チップ2a〜2eが配置されるチップ装着面12と、連結面11とチップ装着面12との間に、穿孔(削孔)時に直進性を保つため当該穿孔ビットAの中心Cを軸とした周側面を有する5個のガイド面13a1〜13a5と、そのガイド面13a1〜13a5より窪み、穿孔時に発生するスライムを排出するための複数の排出溝13b11〜13b51を形成する排出溝面13b1〜13b5が設けられた外周側面13と、を有する。
【0015】
連結面11には、図1(b)に示すように、圧縮空気圧送用の中空孔(図示せず)を備えた削岩機のロッドや中空ロッドからなるロックボルト等の先端部(図示せず)が螺合するネジ穴等の連結穴11aが形成されている。そして、連結穴11aの先端には、削岩機やロックボルト等の中空孔(図示せず)を介して送られてくる圧縮空気を各ブローホール13b12〜13b52に分岐するための圧縮空気溜り11a2が設けられている。
【0016】
チップ装着面12は、5個の超硬合金ハウス形チップ2a〜2eを、当該穿孔ビットの中心Cに対し等角度すなわちほぼ72度で、5個の超硬合金ハウス形チップ2a〜2eの中心側を離して配置し、ロウ付け等により固着している。なお、超硬合金ハウス形チップ2a〜2eは、両刃であり、その両刃は鋭角に形成された先端を有している。
【0017】
ここで、超硬合金ハウス形チップ2a〜2eは、例えば、炭化タングステン等の超硬合金から構成されている。そのため、超硬合金ハウス形チップ2a〜2eは、高価であり、1回限りの使用を前提とする自穿孔ロックボルト用の穿孔ビットでは、なるべく、超硬合金の使用量を減らすことが要求されている。
【0018】
そのため、本実施形態の穿孔ビットAでは、例えば、図1(a),(b)および図2(a),(b)に示すように、5個の超硬合金ハウス形チップ2a〜2eのうち、2個の超硬合金ハウス形チップ2b,2eを、他の3個の超硬合金ハウス形チップ2a,2c,2dよりも長手方向の長さを短くしている。なお、これは一例であり、5個の超硬合金ハウス形チップ2a〜2eのうち、3個の超硬合金ハウス形チップの長さを短くしても良いし、4個の超硬合金ハウス形チップの長さを短くしても良い。以降、長手方向の長さが短い超硬合金ハウス形チップ2b,2eを、短尺超硬合金チップと略して呼び、長手方向の長さが長い超硬合金ハウス形チップ2a,2c,2dを、長尺超硬合金チップと略して呼ぶことにする。
【0019】
そして、実施形態の穿孔ビットAでは、5個の超硬合金ハウス形チップ2a〜2eそれぞれの外側端部2a1〜2e1は、チップ装着面12の最外周であるガイド面13a1〜13a5の上端部に沿ってほぼ同一円周上に配設されている。なお、外側端部2a1〜2e1の配置の多少の凹凸は誤差の範囲である。
【0020】
これに対し、5個の超硬合金ハウス形チップ2a〜2eそれぞれの外側端部2a1〜2e1をチップ装着面12の最外周であるガイド面13a1〜13a5の上端部に沿って同一円周上に揃えて配設したため、長尺超硬合金チップ2a,2c,2dの内側端部2a2,2c2,2e2がチップ装着面12の中心Cに近づく一方、短尺超硬合金チップ2b,2eの内側端部2b2,2f2は中心Cから離れた場所に位置することになる。
【0021】
そのため、本実施形態の穿孔ビットAでは、移動(回転)距離が長く、つまり穿孔範囲が広く穿孔負荷(穿孔量)の大きいチップ装着面12の最外周には、全ての超硬合金ハウス形チップ2a〜2eの外側端部2a1〜2e1が並ぶ一方、移動(回転)距離が短く、つまり穿孔範囲が狭く穿孔負荷(穿孔量)の小さいチップ装着面12の中心C側には、短尺超硬合金チップ2b,2eの内側端部2b2,2f2は並ばず、長尺超硬合金チップ2a,2c,2dの内側端部2a2,2c2,2e2のみが並ぶことになる。
【0022】
これにより、本実施形態の穿孔ビットAによれば、穿孔能力を維持しつつも超硬合金ハウス形チップを効率よく配置して、超硬合金の使用量を効率良く減らすことができ、コストを削減して、安価な穿孔ビットを提供することができる。
【0023】
また、本実施形態の穿孔ビットAによれば、台金1の外周側面13の形状に変更はないので、ガイド面13a1〜13a5の数や面積も従来と変わらず、穿孔ビットAがブレずに、直進性を担保したまま効率よく穿孔(削孔)することができる。
【0024】
そのため、実施形態の穿孔ビットAでは、短尺超硬合金チップ2b,2eの内側端部2b2,2f2とチップ装着面12の中心C側との間は、隙間が空くため、実施形態の穿孔ビットAでは、短尺超硬合金チップ2b,2eの内側端部2b2,2f2からチップ装着面12の中心Cまで連続して台金1と一体成形された台金一体ハウス形チップ12b,12eを形成している。ここで、台金一体ハウス形チップ12bと、台金一体ハウス形チップ12eとは、チップ装着面12の中心Cにおいて連続させている。
【0025】
このようにすれば、穿孔負荷(穿孔量)の大きいチップ装着面12の最外周には、所定間隔で5個の超硬合金ハウス形チップ2a〜2eの外側端部2a1〜2e1が並ぶ一方、穿孔負荷(穿孔量)の小さいチップ装着面12の中心C側には、適宜、長尺超硬合金チップ2a,2c,2dの内側端部2a2,2c2,2e2と、台金一体ハウス形チップ12b,12eとが並ぶので、台金一体ハウス形チップ12b,12eを設けない場合より、チップ装着面12の中心C側の穿孔能力を確保しつつも5個の超硬合金ハウス形チップ2a〜2eを効率よく配置して、超硬合金の使用量を効率良く減らすことができる。なお、本発明では、台金一体ハウス形チップ12b,12eを形成するか否かは任意である。
【0026】
また、実施形態の穿孔ビットAでは、チップ装着面12上には、長尺超硬合金チップ2a,2c,2dと、短尺超硬合金チップ2b,2eとを交互に配設していき、数が多い長尺超硬合金チップ2a,2c,2dは余るので、長尺超硬合金チップ2c,2dを連続して配設している。
【0027】
その結果、チップ装着面12上には、長尺超硬合金チップ2a,2c,2dと、短尺超硬合金チップ2b,2eとが可能な範囲で交互に並ぶので、さらに、台金1の回転と相俟ってバランスよく穿孔することが可能となる。
【0028】
図3は、実施形態の穿孔ビットAにロックボルトBを連結してなる自穿孔ロックボルトの形態で穿孔を行っている状態を示す図である。
【0029】
図3に示すように、実施形態の穿孔ビットAでは、台金1の外周側面13の形状が、先端側であるチップ装着面12から後端側である連結面11側に向かうに従い細くなるように直線的にテーパー状に傾斜しているので、穿孔ビットAの軸心方向に対し垂直な段部が形成されている台金のものと比較すると、自穿孔ロックボルトを引き戻そうとした場合には、スライムが削孔壁と穿孔ビットAまたはロックボルトBとの間を移動し易くなり、自穿孔ロックボルトの引き戻し操作が円滑になり、操作性(作業性)が向上する。
【0030】
このように、実施形態の穿孔ビットAをロックボルトB先端に連結した自穿孔ロックボルトでは、1回きりの使用となるので、前述のように、超硬合金の使用量を減らした本実施形態の穿孔ビットAでは、コストの面で有効になる。
【0031】
なお、本実施形態の穿孔ビットAでは、説明の便宜上、5個の超硬合金ハウス形チップ2a〜2eは、長手方向の長さが2種類の長さのものとして説明したが、本発明では、これに限定されるものではなく、超硬合金ハウス形チップの長手方向の長さは、3種類でも、4種類以上の長さでも良く、また、超硬合金ハウス形チップの数は、3個でも、4個でも、6個以上でも勿論よい。
【0032】
例えば、図4に示すように、3個の長尺超硬合金チップ2a,2c,2d’のうち、一の長尺超硬合金チップ2d’のみ長手方向の長さをチップ装着面12の半径とほぼ同じ長さにして、長尺超硬合金チップ2d’の外側端部2d1’をチップ装着面12の最外周に位置させ、長尺超硬合金チップ2d’の内側端部2d2’がチップ装着面12の中心Cに位置するように配設するようにしても勿論よい。
【0033】
このようにした場合、一の長尺超硬合金チップ2d’の内側端部2d2’は、チップ装着面12の中心Cに位置するので、短尺超硬合金ハウス形チップ12b,12eにより超硬合金の使用量を減らしつつもチップ装着面12の中心C部分における穿孔能力を向上させることができる。
【0034】
また、図5(a)に示す穿孔ビットA’のように、4個の超硬合金ハウス形チップ2a,2b,2c,2eをほぼ90度の角度で配設したり、図5(b)に示す穿孔ビットA”のように、6個の超硬合金ハウス形チップ2a〜2c,2e〜2gをほぼ60度の角度で配設するようにしても勿論よい。
【0035】
具体的には、図5(a)に示す穿孔ビットA’の場合、4個の超硬合金ハウス形チップ2a,2b,2c,2eのうち、2個の長尺超硬合金チップ2a,2cと、短尺超硬合金チップ2b,2eとを交互に配設し、短尺超硬合金チップ2b,2eの内側端部2b2,2e2とチップ装着面12の中心C側との間は、隙間が空かないように、短尺超硬合金チップ2b,2eの内側端部2b2,2e2からチップ装着面12の中心Cまで連続して台金1と一体成形された台金一体ハウス形チップ12b,12eを形成している。ここで、台金一体ハウス形チップ12bと、台金一体ハウス形チップ12eとは、チップ装着面12の中心Cにおいて連続して、隙間が空かないようにしている。
【0036】
また、図5(b)に示す穿孔ビットA”の場合、6個の超硬合金ハウス形チップチップ2a〜2c,2e〜2gのうち、3個の長尺超硬合金チップ2a,2c,2fと、3個の短尺超硬合金チップ2b,2e,2gとを交互に配設し、短尺超硬合金チップ2b,2e,2gの内側端部2b2,2e2,2g2とチップ装着面12の中心C側との間は、隙間が空かないように、短尺超硬合金チップ2b,2e,2gの内側端部2b2,2e2,2g2からチップ装着面12の中心Cまで連続して台金1と一体成形された台金一体ハウス形チップ12b,12e,12gを形成している。ここで、台金一体ハウス形チップ12b,12e,12gは、チップ装着面12の中心Cにおいて連続して、隙間が空かないようにしている。
【符号の説明】
【0037】
A,A’,A” 穿孔ビット
B ロックボルト
1 台金
11 連結面
11a 連結穴
12 チップ装着面
13 外周側面
13a1〜13a5 ガイド面
13b1〜13b5 排出溝面
13b11〜13b51 排出溝
13b12〜13b52 ブローホール
2a〜2g 超硬合金ハウス形チップ
2a,2c,2d,2d’,2f 長尺超硬合金チップ
2b,2e,2g 短尺超硬合金チップ
2a1,2b1,2c1,2d1,2d1’,2e1,2f1,2g1 外側端部
2a2,2b2,2c2,2d2,2d2’,2e2,2f2,2g2 内側端部
12b,12e,12g 台金一体ハウス形チップ
【特許請求の範囲】
【請求項1】
超硬合金からなる複数の超硬合金ハウス形チップが台金のチップ装着面上に放射状に配設され、回転により前記複数の超硬合金ハウス形チップが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔を行う穿孔ビットであって、
前記複数の超硬合金ハウス形チップのうち、一部の超硬合金ハウス形チップは、他の超硬合金ハウス形チップよりも長手方向の長さが短く、前記複数の超硬合金ハウス形チップそれぞれの外側端部が前記チップ装着面の最外周に沿って配設されている、
ことを特徴とする穿孔ビット。
【請求項2】
請求項1記載の穿孔ビットにおいて、
前記チップ装着面には、さらに、
前記複数の超硬合金ハウス形チップのうち、長手方向の長さが短い超硬合金ハウス形チップの内側端部から前記チップ装着面の中心まで連続して前記台金と一体成形された台金一体ハウス形チップを設ける、
ことを特徴とする穿孔ビット。
【請求項3】
請求項1または請求項2記載の穿孔ビットにおいて、
前記複数の超硬合金ハウス形チップは、
長手方向の長さにより、少なくとも、長尺超硬合金ハウス形チップと、短尺超硬合金ハウス形チップとに分けられ、
前記長尺超硬合金ハウス形チップと、前記短尺超硬合金ハウス形チップとを交互に配設していき、
前記長尺超硬合金ハウス形チップと前記短尺超硬合金ハウス形チップとのうち数が少ない方がなくなった場合、余った方を連続して配設する、
ことを特徴とする穿孔ビット。
【請求項4】
請求項1〜請求項3のいずれか一の請求項に記載の穿孔ビットにおいて、
前記複数の超硬合金ハウス形チップのうち、一の超硬合金ハウス形チップは、
当該超硬合金ハウス形チップの外側端部から内側端部までの長手方向の長さが、前記チップ装着面の半径とほぼ同一であり、当該超硬合金ハウス形チップの外側端部が前記チップ装着面の最外周に位置し、かつ、当該超硬合金ハウス形チップの内側端部が前記チップ装着面の中心に位置するように配設される、
ことを特徴とする穿孔ビット。
【請求項1】
超硬合金からなる複数の超硬合金ハウス形チップが台金のチップ装着面上に放射状に配設され、回転により前記複数の超硬合金ハウス形チップが当る位置をずらしながら前後方向の振動により穿孔対象物に対し衝撃を与えて穿孔を行う穿孔ビットであって、
前記複数の超硬合金ハウス形チップのうち、一部の超硬合金ハウス形チップは、他の超硬合金ハウス形チップよりも長手方向の長さが短く、前記複数の超硬合金ハウス形チップそれぞれの外側端部が前記チップ装着面の最外周に沿って配設されている、
ことを特徴とする穿孔ビット。
【請求項2】
請求項1記載の穿孔ビットにおいて、
前記チップ装着面には、さらに、
前記複数の超硬合金ハウス形チップのうち、長手方向の長さが短い超硬合金ハウス形チップの内側端部から前記チップ装着面の中心まで連続して前記台金と一体成形された台金一体ハウス形チップを設ける、
ことを特徴とする穿孔ビット。
【請求項3】
請求項1または請求項2記載の穿孔ビットにおいて、
前記複数の超硬合金ハウス形チップは、
長手方向の長さにより、少なくとも、長尺超硬合金ハウス形チップと、短尺超硬合金ハウス形チップとに分けられ、
前記長尺超硬合金ハウス形チップと、前記短尺超硬合金ハウス形チップとを交互に配設していき、
前記長尺超硬合金ハウス形チップと前記短尺超硬合金ハウス形チップとのうち数が少ない方がなくなった場合、余った方を連続して配設する、
ことを特徴とする穿孔ビット。
【請求項4】
請求項1〜請求項3のいずれか一の請求項に記載の穿孔ビットにおいて、
前記複数の超硬合金ハウス形チップのうち、一の超硬合金ハウス形チップは、
当該超硬合金ハウス形チップの外側端部から内側端部までの長手方向の長さが、前記チップ装着面の半径とほぼ同一であり、当該超硬合金ハウス形チップの外側端部が前記チップ装着面の最外周に位置し、かつ、当該超硬合金ハウス形チップの内側端部が前記チップ装着面の中心に位置するように配設される、
ことを特徴とする穿孔ビット。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−237150(P2012−237150A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−107258(P2011−107258)
【出願日】平成23年5月12日(2011.5.12)
【出願人】(000000446)岡部株式会社 (277)
【出願人】(000006839)日鐵住金建材株式会社 (371)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月12日(2011.5.12)
【出願人】(000000446)岡部株式会社 (277)
【出願人】(000006839)日鐵住金建材株式会社 (371)
【Fターム(参考)】
[ Back to top ]