
竿体とその製造方法
【課題】雌ネジ部の強度低下を防止できる竿体とその製造方法を提供する。
【解決手段】加熱焼成により形成され、内周面に雌ネジ部2が形成された竿体であって、強化繊維を有する内層10と、該内層10の外側に位置し、強化繊維を有するメイン層11とを備え、雌ネジ部2は成形により形成されていて、該雌ネジ部2の山部2aと谷部2bに対応して内層10は径方向に凹凸変形しており、メイン層11と内層10との間であって雌ネジ部2の山部2aに対応した箇所に樹脂溜まり部20が形成されている。該樹脂溜まり部20は、樹脂充填層13の厚肉部13aから形成されている。
【解決手段】加熱焼成により形成され、内周面に雌ネジ部2が形成された竿体であって、強化繊維を有する内層10と、該内層10の外側に位置し、強化繊維を有するメイン層11とを備え、雌ネジ部2は成形により形成されていて、該雌ネジ部2の山部2aと谷部2bに対応して内層10は径方向に凹凸変形しており、メイン層11と内層10との間であって雌ネジ部2の山部2aに対応した箇所に樹脂溜まり部20が形成されている。該樹脂溜まり部20は、樹脂充填層13の厚肉部13aから形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内周面に雌ネジ部が形成された竿体とその製造方法に関する。
【背景技術】
【0002】
例えば、尻栓付きの釣竿は、竿本体の竿尻部の内周面に雌ネジ部が形成され、該雌ネジ部に尻栓が螺着される構成である。そして、竿本体の雌ネジ部はネジ切りと呼ばれるように焼成後の竿本体の内周面を刃物で螺旋状にカットしていくことにより形成されていた。
【0003】
しかしながら、ネジ切りによって雌ネジ部を形成すると、竿本体を構成している強化繊維が切断されることになるため雌ネジ部における強度が低下するという問題がある。
【0004】
そこで本発明者らは雌ネジ部をネジ切りではなく成形によって形成することを試みた。即ち、竿本体を加熱焼成するためのマンドレルに、雌ネジ部を形成するための雄ネジ部を設けておき、竿本体を加熱焼成する際に雌ネジ部を成形によって同時に形成した。しかしながら、雌ネジ部の形状自体は形成されたものの、雌ネジ部の特に山部においてボイドが発生したりネジ山が欠落する等の問題が生じた。ボイドは内部に発生するものであるが、それによってネジ山が欠落するなど雌ネジ部が強度不足となるため、その発生を防止しなければならない。そして、かかる問題は、釣竿の竿本体の他、玉ノ柄にも起こりうることであって、加熱焼成により形成されてその内周面に雌ネジ部を有する竿体全般に生じうる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−59490号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
それゆえに本発明は上記従来の問題点に鑑みてなされ、雌ネジ部の強度低下を防止できる竿体とその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明は上記課題を解決すべくなされたものであって、本発明に係る竿体は、加熱焼成により形成され、内周面に雌ネジ部が形成された竿体であって、強化繊維を有する内層と、該内層の外側に位置し、強化繊維を有するメイン層とを備え、雌ネジ部は成形により形成されていて、該雌ネジ部の山部と谷部に対応して内層は径方向に凹凸変形しており、メイン層と内層との間であって雌ネジ部の山部に対応した箇所に樹脂溜まり部が形成されていることを特徴とする。
【0008】
該構成の竿体にあっては、雌ネジ部が従来のようなネジ切りによって形成されているのではなく加熱焼成時に成形によって形成されているので、強化繊維が切断されることがない。そして、メイン層と内層との間であって雌ネジ部の山部に対応した箇所に樹脂溜まり部が形成されているので、雌ネジ部の山部におけるボイドの発生が防止される。
【0009】
特に、メイン層と内層との間には、雌ネジ部の山部においては厚く谷部においては薄くなった樹脂充填層が形成され、該樹脂充填層の厚肉部から前記樹脂溜まり部が形成されていることが好ましい。メイン層と内層との間に樹脂充填層を設けることでその厚肉部から容易に樹脂溜まり部を形成することができ、雌ネジ部の山部におけるボイドの発生をより一層確実に防止できる。
【0010】
更に、樹脂充填層は竿体の全長のうち雌ネジ部が形成された領域のみに形成されていることが好ましい。雌ネジ部を形成した領域のみに形成することによって過度の重量増加を防止することができる。
【0011】
一方、雌ネジ部の竿先側には、竿体の勾配よりも大きな勾配でその厚さが竿先側に向けて徐々に薄くなったテーパー層が内層の内側に形成されていることが好ましい。テーパー層を設けることにより雌ネジ部の竿先側の端部において竿体の径が急激に変化することを防止することができ、その端部における応力集中の発生を防止することができる。尚、竿体が竿先に向けて細くならずに勾配0のストレート形状である場合も含まれる。
【0012】
また、内層の強化繊維が周方向に沿っていることが好ましい。尚、周方向には、螺旋状に巻回された場合のように斜め方向も含まれる。内層の強化繊維が周方向に沿っていると、成形によって雌ネジ部の山部と谷部を形成する際に、内層を構成するプリプレグの強化繊維が雌ネジ部の山部と谷部に対応して容易に径方向に凹凸変形でき、高い精度で雌ネジ部を形成することができると共に、ボイドの発生が防止されて雌ネジ部の強度が向上する。
【0013】
その場合特にテープ状のプリプレグを雌ネジ部の螺旋方向と同じ方向に螺旋状に巻回することにより内層が形成されていることが好ましい。テープ状のプリプレグを雌ネジ部の螺旋方向とは逆方向に螺旋状に巻回して内層を形成する場合に比して、雌ネジ部の山部と谷部に対応して内層がより一層スムーズに径方向に凹凸変形することになり、雌ネジ部の山部におけるボイドがより一層確実に防止される。
【0014】
また本発明に係る竿体の製造方法は、内層を構成するためのプリプレグとメイン層を構成するためのプリプレグとの間に、内層のプリプレグの樹脂含有率よりも高い樹脂含有率を有するシートを巻き付けて加熱焼成することを特徴とする。
【0015】
該製造方法にあっては、内層のプリプレグの樹脂含有率よりも高い樹脂含有率を有するシートを、内層のプリプレグとメイン層のプリプレグとの間に巻回することにより、加熱焼成時にメイン層と内層との間にシートの樹脂が充満することになって樹脂溜まり部が確実に形成され、雌ネジ部の山部におけるボイドが防止される。
【発明の効果】
【0016】
以上のように、メイン層と内層との間の樹脂溜まり部によってボイドのない雌ネジ部を成形によって形成することができ、雌ネジ部において高い強度を確保することができる。
【図面の簡単な説明】
【0017】
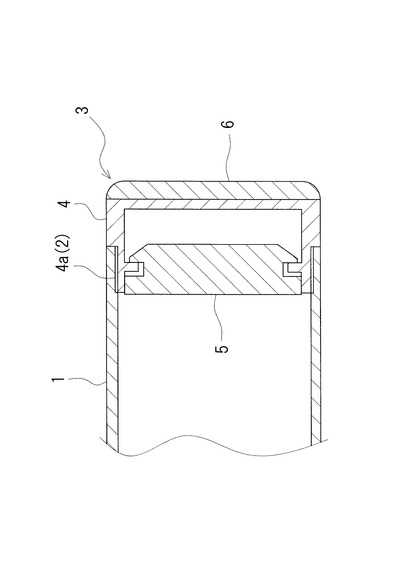
【図1】本発明の一実施形態における竿体の要部を示す断面図。
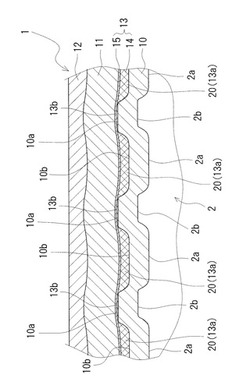
【図2】同実施形態の竿体の雌ネジ部を示す拡大断面図。
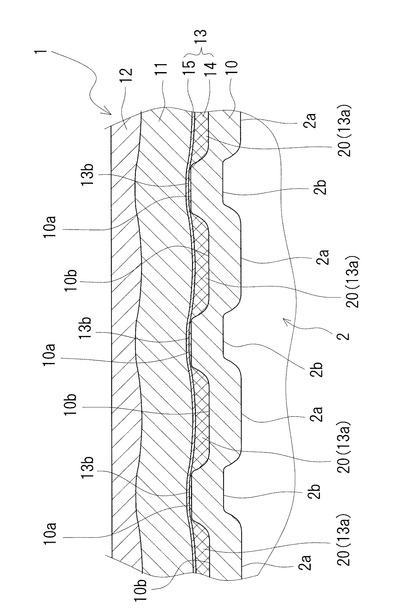
【図3】同実施形態の竿体の要部を示す拡大断面図。
【図4】同実施形態の竿体の製造方法を示す正面図。
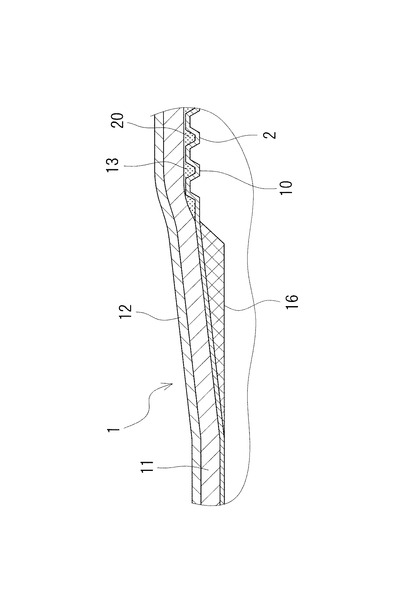
【図5】同実施形態の竿体の製造途中の状態を示す要部断面図。
【発明を実施するための形態】
【0018】
以下、本発明の一実施形態に係る釣竿について図1〜図3を参酌しつつ説明する。図1に示すように、本実施形態における釣竿は、竿体としての竿本体1の竿尻部(後端部)の内周面に雌ネジ部2が形成され、該雌ネジ部2に尻栓3が螺着された尻栓付き釣竿である。尻栓3は、先端部外周面に雄ネジ部4aが形成された金属製の尻栓本体4と、該尻栓本体4の先端側に嵌め込まれたゴムや樹脂からなる座部材5と、尻栓本体4の後端面に装着されたゴムや樹脂からなるカバー体6とから構成される。尚、振り出し式の釣竿の場合には、図1に示す竿本体1は元竿となり、該元竿に収納される元上竿(図示省略)の後端部が座部材5に当接する。
【0019】
竿本体1はプリプレグを巻回して加熱焼成されて形成された複数の層から構成されており、図2及び図3に示すように、内面側から順に、内層10とメイン層11と外層12とを備えている。内層10は、テープ状のプリプレグを螺旋状に巻回することにより形成され、その巻回方向は雌ネジ部2の螺旋方向と同一の方向である。テープ状のプリプレグは、その長手方向に強化繊維としてのカーボン繊維が引き揃えられたものであり、従って、内層10の強化繊維は周方向に沿っている。内層10を構成するプリプレグは、カーボン繊維にエポキシ樹脂等の熱硬化性樹脂を含浸させたものであるが、その熱硬化性樹脂の樹脂含有率は例えば30%程度である。
【0020】
メイン層11は、メインパターンとも称され、強化繊維としてのカーボン繊維が竿本体1の軸線方向に引き揃えられたプリプレグを巻回することによって形成されている。該メイン層11を構成するプリプレグは、樹脂含有率が内層10のそれよりも小さく、例えば20%程度である。尚、強化繊維は軸線方向に対して傾斜していてもよい。
【0021】
外層12は、内層10と同様のテープ状のプリプレグを螺旋状に巻回することにより形成されている。従って、強化繊維としてのカーボン繊維は周方向に沿っている。テープ状のプリプレグの巻回方向は、内層10と同じであってもよいが、内層10とは逆の方向とすることが好ましい。内層10と外層12の螺旋方向が逆向きとなることで内層10のカーボン繊維と外層12のカーボン繊維がメイン層11を介してX状に交差することになり、特に竿本体1の捻れの抑制に効果が大きい。該外層12を構成するプリプレグは、内層10のプリプレグと同様の仕様であってよい。
【0022】
このような内層10とメイン層11と外層12が竿本体1の全長に亘って設けられているのであるが、雌ネジ部2が形成された領域近傍は他の領域とは異なる層構造となっている。即ち、雌ネジ部2は成形によって形成されているものであるため、雌ネジ部2の形成領域において最も内側に位置する内層10は、雌ネジ部2の形成領域においては図2に示すように径方向に凹凸変形した形状となっている。つまり、雌ネジ部2の山部2aにおいては径方向内側に突出し、雌ネジ部2の谷部2bにおいては逆に径方向外側に突出した形状となっている。内層10は、雌ネジ部2の形成領域以外の領域においては径方向に凹凸のほとんどない形状であり、雌ネジ部2の形成領域のみにおいて径方向に凹凸変形している。また、メイン層11は、雌ネジ部2の形成領域においても内層10のように凹凸変形しておらず、図2のように雌ネジ部2の山部2aにおいて若干径方向外側に膨出し谷部2bにおいて若干径方向内側に凹状に湾曲するように軸線方向にうねった形状となっている。
【0023】
そして、雌ネジ部2の形成領域には、メイン層11と内層10との間であって雌ネジ部2の山部2aに対応した箇所に樹脂溜まり部20が形成されている。該樹脂溜まり部20は、メイン層11や内層10のプリプレグに含浸された熱硬化性樹脂と同様の熱硬化性樹脂が集まって形成されたものであり、雌ネジ部2の全ての山部2aに対応した箇所にそれぞれ形成される一方で雌ネジ部2の谷部2bに対応した箇所には形成されていない。即ち、樹脂溜まり部20は雌ネジ部2に対応して螺旋状に形成されており、内層10の外周面における凸条10aと凸条10aとの間の凹溝10bを埋めるように形成されている。
【0024】
具体的には、メイン層11と内層10との間には、雌ネジ部2の形成領域のみに樹脂充填層13が形成されている。該樹脂充填層13には、雌ネジ部2の山部2aにおいてはその厚さが厚くなった厚肉部13aが形成され、雌ネジ部2の谷部2bにおいてはその厚さが薄くなった薄肉部13bが形成されており、この厚肉部13aと薄肉部13bは軸線方向に交互に形成されている。厚肉部13aと薄肉部13bが雌ネジ部2の山部2aと谷部2bに対応して形成されていることから、厚肉部13aと薄肉部13bも螺旋状に形成されている。厚肉部13aは、薄肉部13bよりも径方向内側に突出することによりその厚さが厚く形成されており、該厚肉部13aから上述の樹脂溜まり部20が構成されている。
【0025】
より詳細には、樹脂充填層13は、樹脂層14と基材層15とから構成され、樹脂層14は基材層15の内側に位置している。基材層15の厚さは一定であり、従って、樹脂層14に厚い箇所と薄い箇所が形成されることによって樹脂充填層13に厚肉部13aと薄肉部13bが形成されている。樹脂層14は、雌ネジ部2の谷部2bに対応した位置、即ち、内層10の外周面の凸条10aの外側においては薄く、ほとんど存在しないこともある。樹脂層14は、内層10を構成するプリプレグに含浸された熱硬化性樹脂と同様の熱硬化性樹脂から構成され、基材層15はその熱硬化性樹脂を含浸させる対象となる基材シートであって例えば不織布から構成されている。この樹脂充填層13は、後述のように熱硬化性樹脂を高い比率で含有した高樹脂含有シート41を、メイン層11と内層10との間において雌ネジ部2が形成された領域のみに局所的にサンドイッチすることにより形成される。
【0026】
また、図3に示すように、雌ネジ部2の竿先側(先端側)には隣接してテーパ層16が形成されている。該テーパ層16は、内層10の更に内側に形成されていて、その竿本体1の軸線方向に沿った長さは適宜設定可能であるが、例えば雌ネジ部2の長さと略同じ、あるいは、雌ネジ部2の長さよりも短い長さである。該テーパ層16は、樹脂充填層13の竿先側の端部を基点としてそこから竿先側に向けて徐々にその厚さが薄くなっていくように形成されており、その厚さは竿本体1の径の変化率である勾配よりも大きい勾配で竿先側に向けて減少している。該テーパ層16は、カーボン繊維やガラス繊維等の各種の強化繊維を有するプリプレグから形成されている。
【0027】
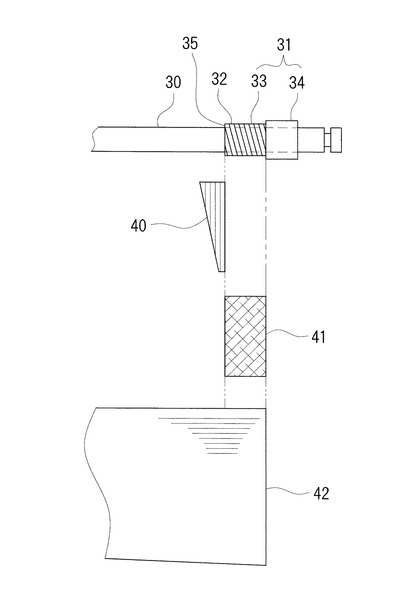
以上のように構成された竿本体1は、図4に示すようにマンドレル30にプリプレグを巻回して加熱焼成することにより形成される。具体的には、雌ネジ部2を形成するための雄ネジ部32が形成されたネジ成形用筒体31をマンドレル30の基端部側に装着する。ネジ成形用筒体31は、外周面に雄ネジ部32が形成されたネジ筒部33と、該ネジ筒部33の後側に位置してネジ筒部33よりも一段大径となったチャック用筒部34とから構成されている。
【0028】
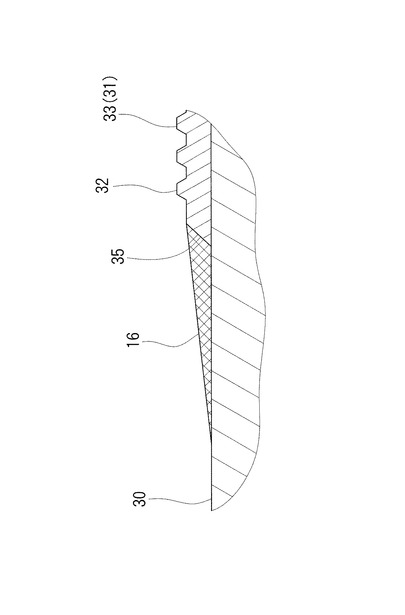
まずマンドレル30のネジ成形用筒体31の竿先側に隣接した位置にテーパ層16を形成するためのプリプレグ40を巻回する。該プリプレグ40は竿先側に向かって幅が狭くなった形状のものを使用する。図5にテーパ層16を形成するためのプリプレグ40をマンドレル30に巻回した後の状態を断面図で示している、このようにマンドレル30の周面にネジ成形用筒体31を装着することによりネジ成形用筒体31の先端側の端面において段差35が生じることになる。該段差35は0.1mm〜1mm程度であるが、この段差35を埋めるようにプリプレグ40を巻回する。
【0029】
次に、内層10を形成するための図示しないテープ状のプリプレグを雌ネジ部2の螺旋方向と同一方向に螺旋状に隙間なく密に巻回する。該テープ状のプリプレグは竿本体1の全長に亘って巻回する。尚、テープ状のプリプレグの巻回ピッチは、雌ネジ部2のネジピッチと同じピッチにすることが好ましく、全長に亘って雌ネジ部2のネジピッチと同じにする他、雌ネジ部2を形成する領域のみネジピッチと同じピッチとしてもよい。
【0030】
続いて、雌ネジ部2を形成する領域のみに高樹脂含有シート41を巻回する。該高樹脂含有シート41は例えば矩形に形成する。該高樹脂含有シート41としては、内層10を構成するプリプレグの樹脂含有率よりも高い樹脂含有率のシートを使用する。具体的にはポリエステル樹脂やエポキシ樹脂等の熱硬化性樹脂を60%以上の樹脂含有率で含浸させたシートを使用することが好ましい。その厚さとしては例えば0.3〜0.5mm程度のものが好ましい。より具体的には、ポリエステル系繊維から形成した不織布に、ポリエステル樹脂等の熱硬化性樹脂を60%以上の樹脂含有率で含浸させた不織布プリプレグを、高樹脂含有シート41として使用することが好ましい。この不織布プリプレグとしては、例えば、(株)日本バイリーン社製の製品名:OL−310(樹脂含有率68%)等を使用できる。
【0031】
そして、その外側にメイン層11を形成するためのプリプレグ42を巻回し、その外側に外層12を形成するためのテープ状のプリプレグ(図示省略)を全長に亘って螺旋状に巻回する。該外層12のテープ状のプリプレグも内層10のテープ状のプリプレグの場合と同様に隙間なく密に巻回するが、その巻回方向は内層10とは逆向きとすることが好ましい。尚、テープ状のプリプレグの外側あるいは内側に各種形状のシート状のプリプレグを巻回してもよい。最後に外側にポリエチレンテレフタラート(PET)やポリプロピレン(PP)からなる成形用テープ(図示省略)を巻回して竿素材を形成する。
【0032】
このようにして得られた竿素材を加熱焼成して竿本体1を形成するのであるが、その際にネジ成形用筒体31の雄ネジ部32によって内層10のプリプレグが径方向に凹凸変形して雌ネジ部2の山部2aと谷部2bが形成される。加熱焼成後、竿本体1からマンドレル30を抜き取る。その際、まずマンドレル30(マンドレル本体)のみを抜き取ってネジ成形用筒体31は抜き取らずにそのまま残しておき、その後、チャック用筒部34を掴んで回転させながらネジ筒部33を竿本体1から引き抜いていくと、竿本体1の内周面に雌ネジ部2が形成される。そして、竿本体1から成形用テープを剥離して両端部を切り落として所定の長さとしたうえで表面を研磨処理等する。
【0033】
以上のようにして竿本体1の内周面には雌ネジ部2が成形によって形成されることになるが、内層10のカーボン繊維が周方向に沿っているので内層10が容易に径方向に凹凸変形しやすく、特に、テープ状のプリプレグを雌ネジ部2の螺旋方向と同一方向に螺旋状に巻回し、しかも、その巻回ピッチを雌ネジ部2のネジピッチに合わせているので、内層10が雌ネジ部2の形状に合わせてスムーズに凹凸変形できる。このように内層10が径方向に凹凸変形する結果その外周面には凸条10aと凹溝10bが交互に形成されることになるが、内層10の外周面の凹溝10bには熱硬化性樹脂が集まって樹脂溜まり部20が形成される。内層10のプリプレグやメイン層11のプリプレグ42、外層12のプリプレグにはそれぞれ熱硬化性樹脂が含有しているが、釣竿の軽量化のためにその樹脂含有率は小さく、従って、それらのプリプレグから熱硬化性樹脂が内層10の外周面の凹溝10bのところに集まりにくい。しかしながら、内層10とメイン層11との間に高樹脂含有シート41を介在させているので、その高樹脂含有シート41の熱硬化性樹脂が内層10の外周面の凹溝10bに集まって該凹溝10bが熱硬化性樹脂で充満されることになる。即ち、高樹脂含有シート41はそれ自体樹脂量が多いうえに、内層10の外周面の凸条10aのところから凹溝10bのところへと熱硬化性樹脂が流れてくるので、内層10の外周面の凹溝10bが熱硬化性樹脂で容易に充満されることになるのである。その結果、高樹脂含有シート41から形成される樹脂充填層13には厚肉部13aと薄肉部13bが形成されることになる。このように高樹脂含有シート41を介在させて厚肉部13aと薄肉部13bとを有する樹脂充填層13を形成することにより、内層10の外周面の凹溝10bのところに容易に樹脂溜まり部20を形成することができ、その結果、ボイドの発生やネジ山の欠落を防止することができる。
【0034】
また、高樹脂含有シート41を雌ネジ部2を形成する領域のみに介在させているので、それ以外の領域まで介在させる場合に比して重量増加を抑制することができ、竿本体1の軽量化とのバランスを図ることができる。
【0035】
一方、メイン層11のカーボン繊維は軸線方向に沿っているので内層10が径方向に凹凸変形してもそれにはほとんど追従せず多少湾曲する程度に留まる。そのためメイン層11による竿本体1の剛性や強度が設計値から低下することなく確保され、また必要以上に竿本体1の全厚が増加するということもない。
【0036】
更に、ネジ成形用筒体31の装着によってマンドレル30の周面に形成された段差35をテーパ層16の形成によって解消しているので、雌ネジ部2の竿先側の端部において竿本体1に大きな応力集中が生じることを防止することができる。
【0037】
尚、本実施形態では、樹脂充填層13を形成するための高樹脂含有シート41として不織布プリプレグを使用したが、例えば強化繊維としてガラス繊維を使用した樹脂含有率が40%程度のプリプレグを使用してもよい。
【0038】
尚、内層10やメイン層11、外層12の強化繊維はカーボン繊維の他に、ガラス繊維や、アラミド繊維、アルミナ繊維等であってもよい。
【0039】
また、高樹脂含有シート41を内層10とメイン層11との間に介在させたが、他の層間に介在させてもよい。但し、高樹脂含有シート41を内層10とメイン層11との間に介在させることにより、他の層間、例えばメイン層11と外層12との間に高樹脂含有シート41を介在させる場合に比して樹脂の流れがスムーズとなり、より一層確実に樹脂溜まり部20を形成できてボイドの発生を確実に防止できる。
【0040】
また、上記実施形態では、竿体が釣竿の竿本体1である場合について説明したが、玉ノ柄であってもよく、内周面に雌ネジ部2が形成される竿体全般に適用できる。
【符号の説明】
【0041】
1 竿本体
2 雌ネジ部
2a 山部
2b 谷部
3 尻栓
4 尻栓本体
4a 雄ネジ部
5 座部材
6 カバー体
10 内層
10a 凸条
10b 凹溝
11 メイン層
12 外層
13 樹脂充填層
13a 厚肉部
13b 薄肉部
14 樹脂層
15 基材層
16 テーパ層
20 樹脂溜まり部
30 マンドレル
31 ネジ成形用筒体
32 雄ネジ部
33 ネジ筒部
34 チャック用筒部
35 段差
40 プリプレグ
41 高樹脂含有シート
42 プリプレグ
【技術分野】
【0001】
本発明は、内周面に雌ネジ部が形成された竿体とその製造方法に関する。
【背景技術】
【0002】
例えば、尻栓付きの釣竿は、竿本体の竿尻部の内周面に雌ネジ部が形成され、該雌ネジ部に尻栓が螺着される構成である。そして、竿本体の雌ネジ部はネジ切りと呼ばれるように焼成後の竿本体の内周面を刃物で螺旋状にカットしていくことにより形成されていた。
【0003】
しかしながら、ネジ切りによって雌ネジ部を形成すると、竿本体を構成している強化繊維が切断されることになるため雌ネジ部における強度が低下するという問題がある。
【0004】
そこで本発明者らは雌ネジ部をネジ切りではなく成形によって形成することを試みた。即ち、竿本体を加熱焼成するためのマンドレルに、雌ネジ部を形成するための雄ネジ部を設けておき、竿本体を加熱焼成する際に雌ネジ部を成形によって同時に形成した。しかしながら、雌ネジ部の形状自体は形成されたものの、雌ネジ部の特に山部においてボイドが発生したりネジ山が欠落する等の問題が生じた。ボイドは内部に発生するものであるが、それによってネジ山が欠落するなど雌ネジ部が強度不足となるため、その発生を防止しなければならない。そして、かかる問題は、釣竿の竿本体の他、玉ノ柄にも起こりうることであって、加熱焼成により形成されてその内周面に雌ネジ部を有する竿体全般に生じうる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−59490号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
それゆえに本発明は上記従来の問題点に鑑みてなされ、雌ネジ部の強度低下を防止できる竿体とその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明は上記課題を解決すべくなされたものであって、本発明に係る竿体は、加熱焼成により形成され、内周面に雌ネジ部が形成された竿体であって、強化繊維を有する内層と、該内層の外側に位置し、強化繊維を有するメイン層とを備え、雌ネジ部は成形により形成されていて、該雌ネジ部の山部と谷部に対応して内層は径方向に凹凸変形しており、メイン層と内層との間であって雌ネジ部の山部に対応した箇所に樹脂溜まり部が形成されていることを特徴とする。
【0008】
該構成の竿体にあっては、雌ネジ部が従来のようなネジ切りによって形成されているのではなく加熱焼成時に成形によって形成されているので、強化繊維が切断されることがない。そして、メイン層と内層との間であって雌ネジ部の山部に対応した箇所に樹脂溜まり部が形成されているので、雌ネジ部の山部におけるボイドの発生が防止される。
【0009】
特に、メイン層と内層との間には、雌ネジ部の山部においては厚く谷部においては薄くなった樹脂充填層が形成され、該樹脂充填層の厚肉部から前記樹脂溜まり部が形成されていることが好ましい。メイン層と内層との間に樹脂充填層を設けることでその厚肉部から容易に樹脂溜まり部を形成することができ、雌ネジ部の山部におけるボイドの発生をより一層確実に防止できる。
【0010】
更に、樹脂充填層は竿体の全長のうち雌ネジ部が形成された領域のみに形成されていることが好ましい。雌ネジ部を形成した領域のみに形成することによって過度の重量増加を防止することができる。
【0011】
一方、雌ネジ部の竿先側には、竿体の勾配よりも大きな勾配でその厚さが竿先側に向けて徐々に薄くなったテーパー層が内層の内側に形成されていることが好ましい。テーパー層を設けることにより雌ネジ部の竿先側の端部において竿体の径が急激に変化することを防止することができ、その端部における応力集中の発生を防止することができる。尚、竿体が竿先に向けて細くならずに勾配0のストレート形状である場合も含まれる。
【0012】
また、内層の強化繊維が周方向に沿っていることが好ましい。尚、周方向には、螺旋状に巻回された場合のように斜め方向も含まれる。内層の強化繊維が周方向に沿っていると、成形によって雌ネジ部の山部と谷部を形成する際に、内層を構成するプリプレグの強化繊維が雌ネジ部の山部と谷部に対応して容易に径方向に凹凸変形でき、高い精度で雌ネジ部を形成することができると共に、ボイドの発生が防止されて雌ネジ部の強度が向上する。
【0013】
その場合特にテープ状のプリプレグを雌ネジ部の螺旋方向と同じ方向に螺旋状に巻回することにより内層が形成されていることが好ましい。テープ状のプリプレグを雌ネジ部の螺旋方向とは逆方向に螺旋状に巻回して内層を形成する場合に比して、雌ネジ部の山部と谷部に対応して内層がより一層スムーズに径方向に凹凸変形することになり、雌ネジ部の山部におけるボイドがより一層確実に防止される。
【0014】
また本発明に係る竿体の製造方法は、内層を構成するためのプリプレグとメイン層を構成するためのプリプレグとの間に、内層のプリプレグの樹脂含有率よりも高い樹脂含有率を有するシートを巻き付けて加熱焼成することを特徴とする。
【0015】
該製造方法にあっては、内層のプリプレグの樹脂含有率よりも高い樹脂含有率を有するシートを、内層のプリプレグとメイン層のプリプレグとの間に巻回することにより、加熱焼成時にメイン層と内層との間にシートの樹脂が充満することになって樹脂溜まり部が確実に形成され、雌ネジ部の山部におけるボイドが防止される。
【発明の効果】
【0016】
以上のように、メイン層と内層との間の樹脂溜まり部によってボイドのない雌ネジ部を成形によって形成することができ、雌ネジ部において高い強度を確保することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態における竿体の要部を示す断面図。
【図2】同実施形態の竿体の雌ネジ部を示す拡大断面図。
【図3】同実施形態の竿体の要部を示す拡大断面図。
【図4】同実施形態の竿体の製造方法を示す正面図。
【図5】同実施形態の竿体の製造途中の状態を示す要部断面図。
【発明を実施するための形態】
【0018】
以下、本発明の一実施形態に係る釣竿について図1〜図3を参酌しつつ説明する。図1に示すように、本実施形態における釣竿は、竿体としての竿本体1の竿尻部(後端部)の内周面に雌ネジ部2が形成され、該雌ネジ部2に尻栓3が螺着された尻栓付き釣竿である。尻栓3は、先端部外周面に雄ネジ部4aが形成された金属製の尻栓本体4と、該尻栓本体4の先端側に嵌め込まれたゴムや樹脂からなる座部材5と、尻栓本体4の後端面に装着されたゴムや樹脂からなるカバー体6とから構成される。尚、振り出し式の釣竿の場合には、図1に示す竿本体1は元竿となり、該元竿に収納される元上竿(図示省略)の後端部が座部材5に当接する。
【0019】
竿本体1はプリプレグを巻回して加熱焼成されて形成された複数の層から構成されており、図2及び図3に示すように、内面側から順に、内層10とメイン層11と外層12とを備えている。内層10は、テープ状のプリプレグを螺旋状に巻回することにより形成され、その巻回方向は雌ネジ部2の螺旋方向と同一の方向である。テープ状のプリプレグは、その長手方向に強化繊維としてのカーボン繊維が引き揃えられたものであり、従って、内層10の強化繊維は周方向に沿っている。内層10を構成するプリプレグは、カーボン繊維にエポキシ樹脂等の熱硬化性樹脂を含浸させたものであるが、その熱硬化性樹脂の樹脂含有率は例えば30%程度である。
【0020】
メイン層11は、メインパターンとも称され、強化繊維としてのカーボン繊維が竿本体1の軸線方向に引き揃えられたプリプレグを巻回することによって形成されている。該メイン層11を構成するプリプレグは、樹脂含有率が内層10のそれよりも小さく、例えば20%程度である。尚、強化繊維は軸線方向に対して傾斜していてもよい。
【0021】
外層12は、内層10と同様のテープ状のプリプレグを螺旋状に巻回することにより形成されている。従って、強化繊維としてのカーボン繊維は周方向に沿っている。テープ状のプリプレグの巻回方向は、内層10と同じであってもよいが、内層10とは逆の方向とすることが好ましい。内層10と外層12の螺旋方向が逆向きとなることで内層10のカーボン繊維と外層12のカーボン繊維がメイン層11を介してX状に交差することになり、特に竿本体1の捻れの抑制に効果が大きい。該外層12を構成するプリプレグは、内層10のプリプレグと同様の仕様であってよい。
【0022】
このような内層10とメイン層11と外層12が竿本体1の全長に亘って設けられているのであるが、雌ネジ部2が形成された領域近傍は他の領域とは異なる層構造となっている。即ち、雌ネジ部2は成形によって形成されているものであるため、雌ネジ部2の形成領域において最も内側に位置する内層10は、雌ネジ部2の形成領域においては図2に示すように径方向に凹凸変形した形状となっている。つまり、雌ネジ部2の山部2aにおいては径方向内側に突出し、雌ネジ部2の谷部2bにおいては逆に径方向外側に突出した形状となっている。内層10は、雌ネジ部2の形成領域以外の領域においては径方向に凹凸のほとんどない形状であり、雌ネジ部2の形成領域のみにおいて径方向に凹凸変形している。また、メイン層11は、雌ネジ部2の形成領域においても内層10のように凹凸変形しておらず、図2のように雌ネジ部2の山部2aにおいて若干径方向外側に膨出し谷部2bにおいて若干径方向内側に凹状に湾曲するように軸線方向にうねった形状となっている。
【0023】
そして、雌ネジ部2の形成領域には、メイン層11と内層10との間であって雌ネジ部2の山部2aに対応した箇所に樹脂溜まり部20が形成されている。該樹脂溜まり部20は、メイン層11や内層10のプリプレグに含浸された熱硬化性樹脂と同様の熱硬化性樹脂が集まって形成されたものであり、雌ネジ部2の全ての山部2aに対応した箇所にそれぞれ形成される一方で雌ネジ部2の谷部2bに対応した箇所には形成されていない。即ち、樹脂溜まり部20は雌ネジ部2に対応して螺旋状に形成されており、内層10の外周面における凸条10aと凸条10aとの間の凹溝10bを埋めるように形成されている。
【0024】
具体的には、メイン層11と内層10との間には、雌ネジ部2の形成領域のみに樹脂充填層13が形成されている。該樹脂充填層13には、雌ネジ部2の山部2aにおいてはその厚さが厚くなった厚肉部13aが形成され、雌ネジ部2の谷部2bにおいてはその厚さが薄くなった薄肉部13bが形成されており、この厚肉部13aと薄肉部13bは軸線方向に交互に形成されている。厚肉部13aと薄肉部13bが雌ネジ部2の山部2aと谷部2bに対応して形成されていることから、厚肉部13aと薄肉部13bも螺旋状に形成されている。厚肉部13aは、薄肉部13bよりも径方向内側に突出することによりその厚さが厚く形成されており、該厚肉部13aから上述の樹脂溜まり部20が構成されている。
【0025】
より詳細には、樹脂充填層13は、樹脂層14と基材層15とから構成され、樹脂層14は基材層15の内側に位置している。基材層15の厚さは一定であり、従って、樹脂層14に厚い箇所と薄い箇所が形成されることによって樹脂充填層13に厚肉部13aと薄肉部13bが形成されている。樹脂層14は、雌ネジ部2の谷部2bに対応した位置、即ち、内層10の外周面の凸条10aの外側においては薄く、ほとんど存在しないこともある。樹脂層14は、内層10を構成するプリプレグに含浸された熱硬化性樹脂と同様の熱硬化性樹脂から構成され、基材層15はその熱硬化性樹脂を含浸させる対象となる基材シートであって例えば不織布から構成されている。この樹脂充填層13は、後述のように熱硬化性樹脂を高い比率で含有した高樹脂含有シート41を、メイン層11と内層10との間において雌ネジ部2が形成された領域のみに局所的にサンドイッチすることにより形成される。
【0026】
また、図3に示すように、雌ネジ部2の竿先側(先端側)には隣接してテーパ層16が形成されている。該テーパ層16は、内層10の更に内側に形成されていて、その竿本体1の軸線方向に沿った長さは適宜設定可能であるが、例えば雌ネジ部2の長さと略同じ、あるいは、雌ネジ部2の長さよりも短い長さである。該テーパ層16は、樹脂充填層13の竿先側の端部を基点としてそこから竿先側に向けて徐々にその厚さが薄くなっていくように形成されており、その厚さは竿本体1の径の変化率である勾配よりも大きい勾配で竿先側に向けて減少している。該テーパ層16は、カーボン繊維やガラス繊維等の各種の強化繊維を有するプリプレグから形成されている。
【0027】
以上のように構成された竿本体1は、図4に示すようにマンドレル30にプリプレグを巻回して加熱焼成することにより形成される。具体的には、雌ネジ部2を形成するための雄ネジ部32が形成されたネジ成形用筒体31をマンドレル30の基端部側に装着する。ネジ成形用筒体31は、外周面に雄ネジ部32が形成されたネジ筒部33と、該ネジ筒部33の後側に位置してネジ筒部33よりも一段大径となったチャック用筒部34とから構成されている。
【0028】
まずマンドレル30のネジ成形用筒体31の竿先側に隣接した位置にテーパ層16を形成するためのプリプレグ40を巻回する。該プリプレグ40は竿先側に向かって幅が狭くなった形状のものを使用する。図5にテーパ層16を形成するためのプリプレグ40をマンドレル30に巻回した後の状態を断面図で示している、このようにマンドレル30の周面にネジ成形用筒体31を装着することによりネジ成形用筒体31の先端側の端面において段差35が生じることになる。該段差35は0.1mm〜1mm程度であるが、この段差35を埋めるようにプリプレグ40を巻回する。
【0029】
次に、内層10を形成するための図示しないテープ状のプリプレグを雌ネジ部2の螺旋方向と同一方向に螺旋状に隙間なく密に巻回する。該テープ状のプリプレグは竿本体1の全長に亘って巻回する。尚、テープ状のプリプレグの巻回ピッチは、雌ネジ部2のネジピッチと同じピッチにすることが好ましく、全長に亘って雌ネジ部2のネジピッチと同じにする他、雌ネジ部2を形成する領域のみネジピッチと同じピッチとしてもよい。
【0030】
続いて、雌ネジ部2を形成する領域のみに高樹脂含有シート41を巻回する。該高樹脂含有シート41は例えば矩形に形成する。該高樹脂含有シート41としては、内層10を構成するプリプレグの樹脂含有率よりも高い樹脂含有率のシートを使用する。具体的にはポリエステル樹脂やエポキシ樹脂等の熱硬化性樹脂を60%以上の樹脂含有率で含浸させたシートを使用することが好ましい。その厚さとしては例えば0.3〜0.5mm程度のものが好ましい。より具体的には、ポリエステル系繊維から形成した不織布に、ポリエステル樹脂等の熱硬化性樹脂を60%以上の樹脂含有率で含浸させた不織布プリプレグを、高樹脂含有シート41として使用することが好ましい。この不織布プリプレグとしては、例えば、(株)日本バイリーン社製の製品名:OL−310(樹脂含有率68%)等を使用できる。
【0031】
そして、その外側にメイン層11を形成するためのプリプレグ42を巻回し、その外側に外層12を形成するためのテープ状のプリプレグ(図示省略)を全長に亘って螺旋状に巻回する。該外層12のテープ状のプリプレグも内層10のテープ状のプリプレグの場合と同様に隙間なく密に巻回するが、その巻回方向は内層10とは逆向きとすることが好ましい。尚、テープ状のプリプレグの外側あるいは内側に各種形状のシート状のプリプレグを巻回してもよい。最後に外側にポリエチレンテレフタラート(PET)やポリプロピレン(PP)からなる成形用テープ(図示省略)を巻回して竿素材を形成する。
【0032】
このようにして得られた竿素材を加熱焼成して竿本体1を形成するのであるが、その際にネジ成形用筒体31の雄ネジ部32によって内層10のプリプレグが径方向に凹凸変形して雌ネジ部2の山部2aと谷部2bが形成される。加熱焼成後、竿本体1からマンドレル30を抜き取る。その際、まずマンドレル30(マンドレル本体)のみを抜き取ってネジ成形用筒体31は抜き取らずにそのまま残しておき、その後、チャック用筒部34を掴んで回転させながらネジ筒部33を竿本体1から引き抜いていくと、竿本体1の内周面に雌ネジ部2が形成される。そして、竿本体1から成形用テープを剥離して両端部を切り落として所定の長さとしたうえで表面を研磨処理等する。
【0033】
以上のようにして竿本体1の内周面には雌ネジ部2が成形によって形成されることになるが、内層10のカーボン繊維が周方向に沿っているので内層10が容易に径方向に凹凸変形しやすく、特に、テープ状のプリプレグを雌ネジ部2の螺旋方向と同一方向に螺旋状に巻回し、しかも、その巻回ピッチを雌ネジ部2のネジピッチに合わせているので、内層10が雌ネジ部2の形状に合わせてスムーズに凹凸変形できる。このように内層10が径方向に凹凸変形する結果その外周面には凸条10aと凹溝10bが交互に形成されることになるが、内層10の外周面の凹溝10bには熱硬化性樹脂が集まって樹脂溜まり部20が形成される。内層10のプリプレグやメイン層11のプリプレグ42、外層12のプリプレグにはそれぞれ熱硬化性樹脂が含有しているが、釣竿の軽量化のためにその樹脂含有率は小さく、従って、それらのプリプレグから熱硬化性樹脂が内層10の外周面の凹溝10bのところに集まりにくい。しかしながら、内層10とメイン層11との間に高樹脂含有シート41を介在させているので、その高樹脂含有シート41の熱硬化性樹脂が内層10の外周面の凹溝10bに集まって該凹溝10bが熱硬化性樹脂で充満されることになる。即ち、高樹脂含有シート41はそれ自体樹脂量が多いうえに、内層10の外周面の凸条10aのところから凹溝10bのところへと熱硬化性樹脂が流れてくるので、内層10の外周面の凹溝10bが熱硬化性樹脂で容易に充満されることになるのである。その結果、高樹脂含有シート41から形成される樹脂充填層13には厚肉部13aと薄肉部13bが形成されることになる。このように高樹脂含有シート41を介在させて厚肉部13aと薄肉部13bとを有する樹脂充填層13を形成することにより、内層10の外周面の凹溝10bのところに容易に樹脂溜まり部20を形成することができ、その結果、ボイドの発生やネジ山の欠落を防止することができる。
【0034】
また、高樹脂含有シート41を雌ネジ部2を形成する領域のみに介在させているので、それ以外の領域まで介在させる場合に比して重量増加を抑制することができ、竿本体1の軽量化とのバランスを図ることができる。
【0035】
一方、メイン層11のカーボン繊維は軸線方向に沿っているので内層10が径方向に凹凸変形してもそれにはほとんど追従せず多少湾曲する程度に留まる。そのためメイン層11による竿本体1の剛性や強度が設計値から低下することなく確保され、また必要以上に竿本体1の全厚が増加するということもない。
【0036】
更に、ネジ成形用筒体31の装着によってマンドレル30の周面に形成された段差35をテーパ層16の形成によって解消しているので、雌ネジ部2の竿先側の端部において竿本体1に大きな応力集中が生じることを防止することができる。
【0037】
尚、本実施形態では、樹脂充填層13を形成するための高樹脂含有シート41として不織布プリプレグを使用したが、例えば強化繊維としてガラス繊維を使用した樹脂含有率が40%程度のプリプレグを使用してもよい。
【0038】
尚、内層10やメイン層11、外層12の強化繊維はカーボン繊維の他に、ガラス繊維や、アラミド繊維、アルミナ繊維等であってもよい。
【0039】
また、高樹脂含有シート41を内層10とメイン層11との間に介在させたが、他の層間に介在させてもよい。但し、高樹脂含有シート41を内層10とメイン層11との間に介在させることにより、他の層間、例えばメイン層11と外層12との間に高樹脂含有シート41を介在させる場合に比して樹脂の流れがスムーズとなり、より一層確実に樹脂溜まり部20を形成できてボイドの発生を確実に防止できる。
【0040】
また、上記実施形態では、竿体が釣竿の竿本体1である場合について説明したが、玉ノ柄であってもよく、内周面に雌ネジ部2が形成される竿体全般に適用できる。
【符号の説明】
【0041】
1 竿本体
2 雌ネジ部
2a 山部
2b 谷部
3 尻栓
4 尻栓本体
4a 雄ネジ部
5 座部材
6 カバー体
10 内層
10a 凸条
10b 凹溝
11 メイン層
12 外層
13 樹脂充填層
13a 厚肉部
13b 薄肉部
14 樹脂層
15 基材層
16 テーパ層
20 樹脂溜まり部
30 マンドレル
31 ネジ成形用筒体
32 雄ネジ部
33 ネジ筒部
34 チャック用筒部
35 段差
40 プリプレグ
41 高樹脂含有シート
42 プリプレグ
【特許請求の範囲】
【請求項1】
加熱焼成により形成され、内周面に雌ネジ部が形成された竿体であって、
強化繊維を有する内層と、該内層の外側に位置し、強化繊維を有するメイン層とを備え、
雌ネジ部は成形により形成されていて、該雌ネジ部の山部と谷部に対応して内層は径方向に凹凸変形しており、
メイン層と内層との間であって雌ネジ部の山部に対応した箇所に樹脂溜まり部が形成されていることを特徴とする竿体。
【請求項2】
メイン層と内層との間には、雌ネジ部の山部においては厚く谷部においては薄くなった樹脂充填層が形成され、該樹脂充填層の厚肉部から前記樹脂溜まり部が形成されている請求項1記載の竿体。
【請求項3】
樹脂充填層は竿体の全長のうち雌ネジ部が形成された領域のみに形成されている請求項2記載の竿体。
【請求項4】
雌ネジ部の竿先側には、竿体の勾配よりも大きな勾配でその厚さが竿先側に向けて徐々に薄くなったテーパー層が内層の内側に形成されている請求項1乃至3の何れかに記載の竿体。
【請求項5】
内層の強化繊維が周方向に沿っている請求項1乃至4の何れかに記載の竿体。
【請求項6】
テープ状のプリプレグを雌ネジ部の螺旋方向と同じ方向に螺旋状に巻回することにより内層が形成されている請求項5記載の竿体。
【請求項7】
請求項1乃至6の何れかに記載の竿体の製造方法であって、
内層を構成するためのプリプレグとメイン層を構成するためのプリプレグとの間に、内層のプリプレグの樹脂含有率よりも高い樹脂含有率を有するシートを巻き付けて加熱焼成することを特徴とする竿体の製造方法。
【請求項1】
加熱焼成により形成され、内周面に雌ネジ部が形成された竿体であって、
強化繊維を有する内層と、該内層の外側に位置し、強化繊維を有するメイン層とを備え、
雌ネジ部は成形により形成されていて、該雌ネジ部の山部と谷部に対応して内層は径方向に凹凸変形しており、
メイン層と内層との間であって雌ネジ部の山部に対応した箇所に樹脂溜まり部が形成されていることを特徴とする竿体。
【請求項2】
メイン層と内層との間には、雌ネジ部の山部においては厚く谷部においては薄くなった樹脂充填層が形成され、該樹脂充填層の厚肉部から前記樹脂溜まり部が形成されている請求項1記載の竿体。
【請求項3】
樹脂充填層は竿体の全長のうち雌ネジ部が形成された領域のみに形成されている請求項2記載の竿体。
【請求項4】
雌ネジ部の竿先側には、竿体の勾配よりも大きな勾配でその厚さが竿先側に向けて徐々に薄くなったテーパー層が内層の内側に形成されている請求項1乃至3の何れかに記載の竿体。
【請求項5】
内層の強化繊維が周方向に沿っている請求項1乃至4の何れかに記載の竿体。
【請求項6】
テープ状のプリプレグを雌ネジ部の螺旋方向と同じ方向に螺旋状に巻回することにより内層が形成されている請求項5記載の竿体。
【請求項7】
請求項1乃至6の何れかに記載の竿体の製造方法であって、
内層を構成するためのプリプレグとメイン層を構成するためのプリプレグとの間に、内層のプリプレグの樹脂含有率よりも高い樹脂含有率を有するシートを巻き付けて加熱焼成することを特徴とする竿体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−81411(P2013−81411A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−222786(P2011−222786)
【出願日】平成23年10月7日(2011.10.7)
【出願人】(000002439)株式会社シマノ (1,038)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月7日(2011.10.7)
【出願人】(000002439)株式会社シマノ (1,038)
【Fターム(参考)】
[ Back to top ]