
細径トンネルプレートヒートパイプの製造方法
【課題】軽金属の一工程押出し成型で得られる極めて安価な、多孔扁平管を有効利用して、蛇行細管ヒートパイプ技術応用の各種プレートヒートパイプの製造コストを大幅に低減する。
【解決手段】多孔扁平管の両側端末端面側から貫通細孔群の隔壁を一条おきに所定の深さだけ切除し且つ反対側端面における切除は相互に一条ずつずらせて実施し、次に切除部はその最深部から1〜3mmの長さは圧潰せず残置して扁平管の両端末端縁部を圧潰し、次に圧潰端縁部を溶接封止した。これにより細孔群は一連の蛇行トンネルとなり、これに所定の手段により所定量の作動液を封入してプレートヒートパイプを構成した。多孔扁平管の低価格、素材使用量の減少、工程の短縮化、作業の簡易化、等の相乗効果により製造コストは1/10に低減され、更にヒートパイプとしての性能及び信頼性が大幅に向上した。
【解決手段】多孔扁平管の両側端末端面側から貫通細孔群の隔壁を一条おきに所定の深さだけ切除し且つ反対側端面における切除は相互に一条ずつずらせて実施し、次に切除部はその最深部から1〜3mmの長さは圧潰せず残置して扁平管の両端末端縁部を圧潰し、次に圧潰端縁部を溶接封止した。これにより細孔群は一連の蛇行トンネルとなり、これに所定の手段により所定量の作動液を封入してプレートヒートパイプを構成した。多孔扁平管の低価格、素材使用量の減少、工程の短縮化、作業の簡易化、等の相乗効果により製造コストは1/10に低減され、更にヒートパイプとしての性能及び信頼性が大幅に向上した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はヒートパイプの製造方法に関するものであり、特に軽金属を素材とする貫通細孔群を有する多孔扁平管を用いてなされる安価で且つ高機能を有する細径トンネルプレートヒートパイプの製造方法に関するものである。
【背景技術】
【0002】
本発明は蛇行細管ヒートパイプ技術の応用でありその改善された製造方法を提供する。蛇行細管ヒートパイプは従来の二相凝縮性作動液の相変化応用のヒートパイプとは異なり、細管内作動液がその表面張力により常に管内を充填閉塞し、蒸気泡と液滴が交互に管内全体に分散配置され、受熱部における作動液の核沸騰による圧力波により、蒸気泡と液滴の軸方向振動を発生し、その振動により熱量を高温部から低温部に輸送するものであった。この様な作動原理は本発明者が発明し実用化した特許第1881122号(ループ型細管ヒートパイプ)、特公平6−97147号(ループ型細管ヒートパイプ)及び特開平4−251189号(マイクロヒートパイプ)に詳述されてある通りであり、数多くの実施態様にて実用化されている。その特徴とする所は通常ヒートパイプが不可能とするトップヒートモードにおいても極めて良好な熱輸送特性を示すことを初めとして、自在に屈曲せしめて使用することが出来る、薄肉軽量のプレートヒートパイプを構成することが出来る、フィン群の装着を必要としないから全体的に容積を小さくすることが出来る、等の実装上の多くの利点があり近来の業界の要望として装置の小型化軽量化の傾向が強まり実装上の困難が増加しつつあることにより、その市場が拡大しつつある。
【0003】
これらの蛇行細管ヒートパイプの応用として実用化されている最も先進的な技術として特願平5−241918号(プレート形ヒートパイプ)がある。これは厚さ1mmの如き薄肉の金属平板の中に蛇行細径トンネルヒートパイプを作り込んだプレート形ヒートパイプであって、極めて薄肉軽量であるにも拘らず効率的に熱量を拡散せしめたり熱量を輸送せしめたりすることを可能にするもので、今後の電子機器等に不可決の新技術として市場が拡大しつつある。
【0004】
これらの蛇行細管ヒートパイプ技術の構成において最も重要な第一の点は細管の内径が十分に細く、作動液がその表面張力により常に内径を充填閉塞してそのままの状態で管内を移動するように構成されてあり、細管内は作動液の蒸気泡と作動液の液滴が自ら交互に配置されて充満されてあることであり、次に重要な点は細管は高温部と低温部の間を往復蛇行して多数の作動液蒸発部と多数の作動液凝縮部を有することである。蛇行細管ヒートパイプの蛇行ターン数が多い程ヒートパイプの性能の重力依存性が少なくなる特徴がありこれが蛇行細管ヒートパイプに優れた特性を与える。
【0005】
従来の蛇行細管ヒートパイプの製造方法はまず細管の製造に始まる。その第一工程はインゴットまたはビュレットの鋳造工程である。第二工程はプレス押出しによる大径中空管の押出成形工程である。第三工程は大径中空管から細管に至るまで多数の工程を経て細径化せしめる伸管工程である。この工程は外径を規制するダイスと内径を規制するプラグを用いて引抜成形により実施される。必要とする細管が得られるまでにはこのダイス及びプラグによる数十パスの引抜工程が必要である。
【0006】
この様にして得られた細管は屈曲成形機により蛇行成形されて蛇行細管に形成される。その後の工程としては端末封止工程、高真空脱気工程、作動液封入工程、を経て蛇行細管ヒートパイプが完成する。
【0007】
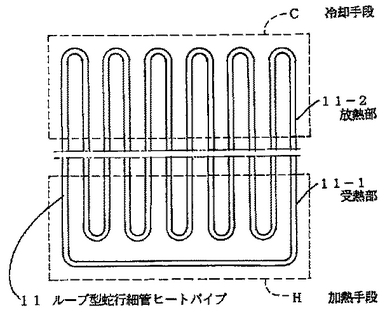
図6は上述の如き製造工程で構成されるループ型蛇行細管ヒートパイプ11の基本的な構造を示す。細管コンテナは加熱手段Hと冷却手段Cの間を多数回の往復蛇行を繰り返しながら全体としてはループ型に構成される。受熱部11−1及び放熱部11−2は何れも多数の直管部と多数のターン部から構成されてある。
【0008】
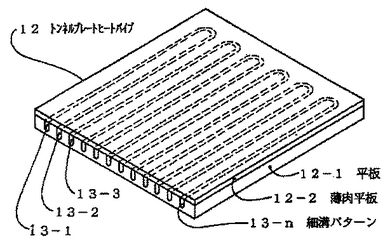
図7によって蛇行細径トンネルヒートパイプの製造方法を説明する。図7はこのプレートヒートパイプの構成を明らかにするため一部断面の斜視図で示してある。その製造方法は純銅または純アルミ等の平板12−1を素材とする外形切削が第一の工程である。第二の工程においては外形切削された平板12−1の片側平面に所定の幅、深さ、蛇行形状の細溝パターン13−nが切削またはホトエッチングで形成される。第三の工程はラミネート工程であり、パターンが形成された平板12−1をパターン面を内側にパターンの形成されていない薄肉平板12−2と積層接着して、蛇行細径トンネルを内蔵した平板12を構成する。この工程には高温高圧を必要とし特殊な高度の技術が必要である。第四の工程で蛇行細径トンネル内を高真空に脱気した後、所定量の作動液を封入封止して蛇行細径トンネルヒートパイプとして完成させる。
【特許文献1】特許第1881122号公報
【特許文献2】特公平6−97147号公報
【特許文献3】特開平4−251189号公報
【特許文献4】特願平5−241918号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
蛇行細管ヒートパイプ技術は上述の様な多くの優れた特徴を有する反面、その製作コストが嵩む点が問題点となっている。即ち細管そのものの形成に数多くの工程と加工時間を必要とし高価なものとなっている。更に細管ヒートパイプとして高性能を発揮せしめる為には多くの蛇行ターン数を必要とし、細管群の整列配置に多くの加工時間を必要とし、この作業は自動化が困難である為コスト低減に困難さがあった。
【0010】
またトンネルプレートヒートパイプは先端技術に不可欠の新技術であり、その用途は極めて広く、従来技術のあらゆる部門でその活用に依る改善が期待されている。然しその製造には、薄肉金属プレートの片面に精細な蛇行細溝を切削する高度な技術、この金属プレートの複数枚を積層溶接して蛇行細径トンネルを内蔵したプレートに構成する高度な技術、等が不可欠であり、それらに起因して最先端高級機器以外には適用が困難な程に、高価格なプレートになる点が問題点であり、他の従来技術に広く適用して技術的改善を実施する為には、その大幅なコストダウンの必要性が重要な課題となっている。
【0011】
本発明は各種業界の強い要望に応えて、蛇行細管ヒートパイプ技術の優れた利点を失うことなく、上記の課題を解決して大幅なコスト低減を可能にする細径トンネルプレートヒートパイプの新規な製造方法を提供する。
【課題を解決する為の手段】
【0012】
近来のプレス押出成型技術の進歩は目覚ましく、特にアルミ系、マグネシゥム系金属の如き軽量柔軟性金属の押出成型においては長さ方向に平行並列に整列配置された多数の貫通細孔を有するテープ状多孔扁平管の製作が可能になっている。この貫通細孔の直径は0.9mm以下に細径化することが可能であり、僅かに幅20mmm以下、厚さ1.3mm以下のテープ状扁平管の中に20本もの貫通細孔を設けることが可能になっている。更にその長さは数100mの長さに形成することが可能である。この様な多孔扁平管は薄肉であり且つ軽金属の押出成型品であるから極めて可撓性に富み、自在に屈曲せしめて使用することが出来る。
【0013】
この様な多孔扁平管の両端末を溶接封止し、その貫通細孔群を両端末にてターンを繰り返す所定の本数の蛇行細径トンネルとして再成形することが可能であれば、この多孔扁平管を用いて安価で且つ機能の優れたリボン状の細径トンネルプレートヒートパイプを構成することが出来る筈である。本発明は多孔扁平管のこの様な点に着目して発想されたもので、以下に課題を解決する為の手段としての多孔扁平管を用いた蛇行細径トンネルを内蔵したプレートヒートパイプの製造方法について述べる。
【0014】
本発明の蛇行細径トンネルを内蔵した多孔扁平管ヒートパイプの基本的な製造方法は以下の五工程を含む工程である。図面による説明は実施例と重複するので省略する。軽金属を素材とし、管内にその長さ方向に平行並列に整列配置され、且つ其等各々の流体直径が3mm以下の多数の貫通細孔を有し且つ厚さ1mm乃至4mmに含まれる所定の厚さの多孔扁平管の両端末の端縁を所定の形状に切削成形する第一の工程、多孔扁平管の両端末において貫通細孔間の隔壁を一条おきにまたは複数条おきに、一条ずつまたは複数条ずつ、多孔扁平管の両端縁から3mm以上10mm以下の範囲を標準とする所定の深さに至るまで切除し、この隔壁の切除部は多孔扁平管の両端末側において切除隔壁を一条ずつまたは複数条ずつずらして切除するのとし、この切除手段は放電加工、超音波研削加工、高水圧研磨加工の何れかの加工方法である第二の工程、上記切除部深さに対応し多孔扁平管の両端縁から所定の長さに至る部分を貫通細孔群が気密に閉鎖する迄圧潰し、且つこの圧潰は上記切除部深さの最深部から1mm乃至3mmの範囲を標準とする距離の部分は閉鎖せしめることなく残置せしめて圧潰する第三の工程、この圧潰部を溶接またはろう接により完全に密閉し管内を耐内圧性の良好な密閉コンテナとして形成する第四の工程、然る後にこの密閉コンテナにその内容積に対する所定の割合の量の二相凝縮性作動液を所定の手段により真空封入しヒートパイプとして構成する第五の工程。これらの工程の中で最も重要な工程は第二の工程の隔壁の除去であって、これにより貫通細孔群は最終的に一条のまたは複数条並列の蛇行細径トンネルとして再加工されることになる。各工程の中で次に重要な工程は第三の工程の多孔扁平管の両端末部における圧潰であって、これにより端末封止溶接時の溶融金属がトンネル内に侵入することを防ぎ、更に重要なこととしてトンネルの蛇行ターン部となる隔壁切除部の圧潰残置部分を必要最小限にとどめることを可能にし、蛇行細径トンネルの機能の低下を防ぐことが出来る。
【0015】
このような細径トンネルプレートヒートパイプの製造方法には次のような作用がある。
(1)多孔扁平管はビュレットから細孔群内蔵リボン状平板構成に至るまで一工程押出成形で形成されるから大径中空管押出工程、多数パスの伸管工程、平板の外形切削工程、蛇行細溝パターン形成工程、ラミネート工程が省略される。この中で極めて高度な技術と高級高価な設備を必要とする蛇行細溝パターン形成工程とラミネート工程の省略は細径トンネルプレートヒートパイプのコスト低減に極めて大きく貢献する。
(2)多孔扁平管は一例として厚さ1.9mm、幅20mmの扁平管1本で内径1mm相当の貫通細孔20本を有するから、性能的に内径1mmの蛇行細管20本に相当する性能を発揮する。このようであるから蛇行細管ヒートパイプの蛇行受放熱部を多孔扁平管に替えて形成する場合扁平管の使用本数を大幅に減少せしめることが可能になる。このことはa.材料費用の大幅な削減。b.屈曲加工費の大幅な削減。c.管の整列配置の為の加工費の大幅な削減を意味する。
(3)多孔扁平管を受放熱部間を往復合蛇行せしめて形成する場合は、蛇行回数は扁平管の蛇行回数と扁平管内の蛇行の相乗積と同等の効果を発揮し性能が著しく向上する。また扁平管内のトンネルを並列トンネルとする場合は夫々のトンネルの蛇行回数は減少するがトンネルの条数の増加分だけ最大熱輸送量を増加せしめることが出来る。これらの点を組合わせ有効に活用して、目標とする性能を発揮せしめる為の多孔扁平管コンテナ使用長さを減少せしめることが出来る。
(4)多孔扁平管の両端末端面の封止にはキャップのろう接を必要とせず、圧潰のままの溶接接合や圧接接合及び抵抗溶接接合が可能になり、簡易な構造になるから封止の為の時間が大幅に短縮され、溶接強度が増加し、信頼性が向上する。
(5)放電加工に依る細管群両端末の処理は「バリ」の発生を皆無とし、作業ミスの発生を皆無にすることに依り歩留を向上せしめ、「バリ」取りの為の無為な時間を無くし、端末の処理時間を大幅に短縮せしめてコスト低減に大きく貢献する。また放電加工用電極の数を増加せしめることに依り、細管群両端末の処理の為の細管穿孔は一括して一工程で実施することが出来る。本発明の細径トンネルプレートヒートパイプの製造方法は上述の如き材料使用量の削減及び加工作業の容易さ等に依り従来の蛇行細管ヒートパイプ及びトンネルプレートヒートパイプの製造方法に比較して大幅なコスト低減を実現する。
【発明の効果】
【0016】
上述の如き本発明に掛る細径トンネルプレートヒートパイプの製造方法は次の如き効果を発揮する。
(1)リボン状多孔扁平管の一本はその表面積において数倍、作動液の振動エネルギー量または循環量において十数倍、であるから純銅細管の代替として適用する場合の必要長さは数分の一に減少する。厚さ2mm幅20mmの多孔扁平管の市場価格は外径3mm内径2mmの純銅細管の市場価格の1.5倍に過ぎない。したがって多孔扁平管を有効利用したヒートパイプは材料コストを数分の一に削減することが出来る。
(2)使用量が数分の一になるから曲げ加工作業等の部品加工時間を数分の一に削減することが出来る。
(3)使用本数が数分の一に減少し、構成が簡素化されるので組立加工時間も数分の一に削減することが出来る。
(4)細管ヒートパイプは発熱素子搭載に際してはまず搭載用プレートを取りつけてこれを仲介せしめて搭載を実施するる必要がありその為の付加的作業が発生する。これに対して多孔扁平管ヒートパイプの場合は、その平面にそのままで発熱素子を直接搭載することが可能であるから、プレートを仲介せしめる為の付加的作業が不必要となり、実装費用が削減出来る。
(5)細管ヒートパイプは熱伝達率が大きいからそれ自身を放熱フィンとして適用できる利点がある反面ヒートパイプ表面の放熱性能に限りがある点が欠点であり、所定の性能に対して比較的多数のターン数を必要とし、曲げ加工に要する時間が増加する欠点があった。。多孔扁平管ヒートパイプには蛇行薄肉テープを高性能フィンとして装着することが容易であるから、細管ヒートパイプより高い放熱部を構成することが出来る。従って多孔扁平管ヒートパイプはその必要長さを大幅に短くすることが出来る上に、フィン装着は炉中ろう接により一括ろう接することが出米るから全体として放熱部形成時間を大幅に削減することが出来る。
(6)細管ヒートパイプは従来のアルミヒートシンクより大幅に軽量化することが可能であったが、多孔扁平管ヒートパイプを有効利用する場合は更に約1/3に軽量化することが可能である。従って軽量化により、作業上の手扱いが容易且つ迅速化され加工時間を大幅に短縮せしめることが出来る。
(7)従来のトンネルプレートヒートパイプはその製作に極めて高度な技術を必要とした。特に薄肉平板に精細なトンネルパターンを切削する技術、及びトンネルパターンを切削した薄肉平板の複数枚を積層ラミネートして蛇行細径トンネルを内蔵せしめた薄肉平板に形成する技術、は高度な最新技術を必要とすると共に極めて特殊な且つ高価大型な設備を使用する必要があり、その製作費は想像を絶するほどに高価なものであった。それに対して多孔扁平管はそのような製作工程を全く必要としないから製作費用は数十分の一に低減される。
(8)本発明の製造方法による多孔扁平管の端末封止方法は、無造作な剪断作業と数秒で加工出来る一括放電加工による隔壁切除作業とその端縁溶接作業とからなり、極めて迅速簡易な作業で実施出来るから、歩留が良好で信頼性が高く、考え得る如何なる端末封止方法より迅速安価に製造することが出来る。
(9)多孔扁平管ヒートパイプはその厚さが極めて薄く放熱性が良好であり、更に貫通細孔群の夫々の流体直径が細径化されることにより更に放熱特性が改善され、蛇行細管ヒートパイプより性能が大きく改善される。本発明の製造方法は上述の各項の総合効果により、従来のトンネルプレートヒートパイプの製造方法に比較して製造コストを1/10以下に削減することが可能であり、更に放熱器として構成する場合大幅な放熱性能の向上を図ることが出来る。従来のトンネルプレートヒートパイプは業界の強い要望を満足せしめるヒートパイプであるにも拘らず市場拡大が困難であった。その要因は価格が高価な点のみであったから今後は大幅な市場拡大が期待される。
【発明を実施するための最良の形態】
【0017】
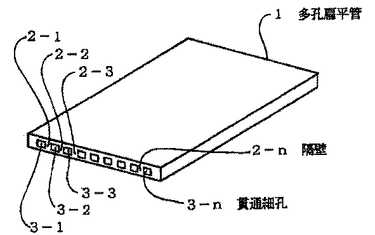
[第一実施例]図1〜図4は夫々本発明製造方法の第一実施例製造工程の説明図である。この実施例は本発明の製造方法の基本に従っており、基本構造の説明において図面による説明を省略したので本説明においては基本構造の説明を兼ねて説明する。図1は多孔扁平管の両端末を所定の形状に切削成形する第一の工程が終了した状態を示す斜視図である。1は多孔扁平管、2−nは貫通細孔群3−nの相互間の隔壁群である。図において所定の形状としては端面は直交直線状に切断してある。この端面切断は傾斜角をなして切断する場合も、曲線状に切断する場合もある。軟質軽金属の多孔扁平管をその様に切断する場合、一殻には「バリ」の発生や、貫通細孔群3−nの口元の変形など防ぎ、または発生した「バリ」の除去をする作業など困難な仕事を伴うものである。然し本発明においては後に説明するごとく端面には断面の平面精度が要求されないから、「バリ」の発生や、細孔群の閉塞についての配慮の必要がなく、無造作に剪断切断するだけで良い。従って極めて短時間で切断加工が完了するこの製造方法は本発明の製造方法の大きな利点である。
【0018】
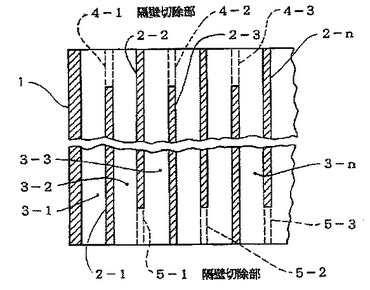
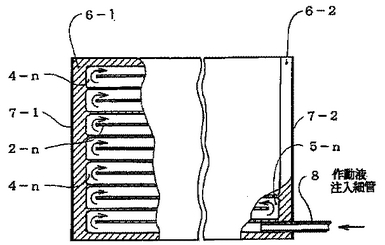
図2は本発明製造方法の第二工程完了後の多孔扁平管の内部状態を示す平面断面図である。第二工程は多孔扁平管1の貫通細孔3−nの群の隔壁2−nを多孔扁平管1の両端末側から一条おきに所定の深さまで部分切除する工程である。隔壁の部分切除作業は最終的に形成される蛇行細径トンネルの相互に隣接するトンネル間の作動液の相互連通部分を形成し、トンネルを蛇行せしめる為の連通孔を形成する為の準備作業である。隔壁切除部の片側端末の隔壁切除部4−nと他の片側端末の隔壁切除部5−nとは一条ずつずらして切除するものとし、即ち切除部は各隔壁の一条につき一個所であるよう切除する。またこの工程により貫通細孔3−nはその端末において順次隣接する貫通細孔3−nと流通自在に連結されることになり、後工程で蛇行細径トンネルとして形成する為の基本構造となる。
【0019】
図2においては隔壁の切除は扁平管1の両端末側から一条おきに切除してあるが、これは図面の通りに限定するものではない。図面においては一条の細径トンネルが蛇行する蛇行細径トンネルを構成する場合の製造方法を示してある。複数条並列の蛇行細径トンネルを構成する場合は両端末側から複数条おきに複数条ずつ切除し、各端末側においては切除は相互に複数条ずつずらせて切除する。この複数並列の蛇行細径トンネルの構成は振動または循環する作動液量を増加せしめて最大熱輸送量の大きなプレートヒートパイプを提供する。
【0020】
切除部の深さの標準は多孔扁平管1の両端末端縁から少なくとも4mm以上大くとも10mm以下の範囲である。この深さは後の工程における多孔扁平管1の端縁封止の為に必要な深さである。然しこの深さはあくまでも端縁封止の為に必要な深さであって、プレートヒートパイプの取り付け穴等を設ける為のスペースが必要な場合や作動液封入時のかしめ部分のスペースを必要とする場合はそれに応じて標準より深く切除して次工程における端縁圧潰部面積を拡大せしめる必要がある。本発明においては隔壁2−nの切除手段としては放電加工、超音波研削加工、高水圧研磨加工の何れかの加工方法により切削する。これは軟質軽合金の切削による「バリ」の発生を生じさせない為であり、「バリ」の発生は完成後のプレートヒートパイプの性能を低下せしめまた信頼性を低下せしめる。この工程では切削により必然的に発生する微粉末を除去する洗浄作業が必要であり第二工程にはこの作業も含まれる。
【0021】
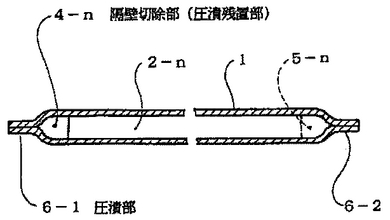
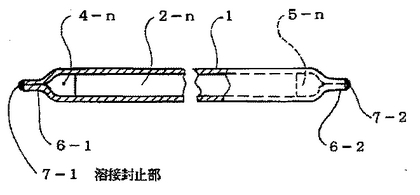
図3は本発明製造方法の第三工程完了後の多孔扁平管1の断面図を示す。この工程は多孔扁平管1の両端末を封止する為の準備工程である。図において6−1、6−2は圧潰部であって、隔壁切除部4−n、5−nの切除深さに対応し多孔扁平管の両端末から所定の長さに至る部分を貫通細孔群3−nが完全に閉鎖する迄圧潰してある。この圧潰部6−1、6−2は上記切除部深さの最深部から1mm乃至3mmの範囲の部分は閉鎖せしめることなく残置せしめて圧潰する所にその特徴がある。この圧潰構造は一見何の変哲もなく容易に考えられる構造に見えるが、この構造に到達するまでには多くの端末封止方式についての試行錯誤の末に到達したものであり、各種の端末封止方式の中で、溶接またはろう接時の熔融金属が貫通細孔3−nまたは隔壁切除部4−n、5−nを閉塞せしめる危険のない唯一の製造方法である。この結論に到達する迄には数多くの試作と長い試験期間が必要であった。4−n、5−nの圧潰残置部(隔壁切除部)は切除部の最深部から1〜3mmのみを圧潰されない部分として残置してある部分である。この部分は蛇行細径トンネルヒートパイプが構成された時の隣接トンネル相互間の連通部分即ち蛇行ターン部に相当するものであり、この長さは細径トンネルの内径(流体直径)に等しい場合がトンネルプレートヒートパイプに最も良好な性能を与えることが理論的にも実験的にも分かっている。然し各種の他の端末端縁封止方式においては溶接時の熔融金属に依る閉塞の危険があることににより、隣接トンネル間相互の連結長さ(隔壁切除部圧潰残置部長さ)をこのように小さくすることは不可能であった。本第3工程における、隣接トンネル間相互の連結長さを隔壁切除部の圧潰残置部長さにより決定するこの発想に依り、隣接トンネル間相互の連結長さを流体直径と同等の1〜3mmとすることが初めて可能になった。
【0022】
図4は本発明製造方法の第四工程の完了状態を示す多孔扁平管1の一部断面側面図である。この工程は多孔扁平管1の両端末端縁を溶接またはろう接することに依り気密に封止し、貫通細孔群を蛇行細径トンネルコンテナとして完成せしめる工程である。図において6−1、6−2は多孔扁平管1の両端末における圧潰部であり、7−1、7−2はその端縁の溶接封止部(またはろう接封止部)である。この部分は端縁を気密に封止するだけでなく、溶融金属は毛管作用に依り圧潰接合部の微細間隙に侵入し、その部分を完全に一体化せしめている。このような封止部の気密信頼性は抜群であり、熟練作業者で無くても作業ミスは殆ど発生せず耐圧検査の必要が無い程である。更に耐内圧強度は素材の多孔扁平管の耐内圧強度よりかえって強くなる程であり、例えば厚さ2mm、幅20mm、貫通細孔の流体直径1.8mm、貫通細孔の数20本の多孔扁平管の両端末端縁部を本実施例にて封止した場合の耐内圧強度は150Kgf/cm2を優に越えるものである。これに対し他の製造方法に依る場合例えばキャップに依るろう接封止の場合は耐内圧強度はほぼ40kgf/cm2にすぎない。またキャップに依るろう接封止の場合は作業者の熟練度に依り信頼性が著しく異なり全数検査の必要があり、検査に際しては時に依ると上記と同じ例で20Kgf/cm2の内圧にも絶えられない場合が発生するものであった。
【0023】
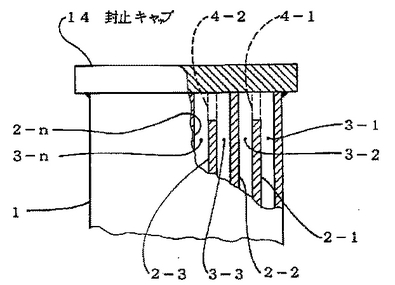
図8は一般的に考えられる他の製造方法による多孔扁平管の端末封止方法の一例であるキャップろう接に依る封止方法の説明図である。図において14は封止キャップである。封止キャップは素材多孔扁平管より厚肉広幅になっている。封止キャップ14と多孔扁平管1とは気密にろう接されて端面を封止している。
【0024】
また本実施例に依ると溶接またはろう接の熔融金属は毛管作用に依り微細間隙に侵入して接合するするのみで、隔壁切除部の圧潰残置部4−n、5−nの中に流入してこれを閉塞せしめる恐れは全くない。多孔扁平管ヒートパイプの他の製造方法の場合例えばキャップろう接に依る封止の如き場合はキャップろう接用の余剰のろう材が流入して貫通細孔(細径トンネル)を閉塞せしめる事故が多発する為X線に依る全数検査が必要であり、更に作業者の熟練度に依る品質差異が大きく検査合格品でもヒートパイプとしての信頼性が不安定である欠点があった。
【0025】
更に本実施例の封止部の厚さは素材多孔扁平管よりも厚くなることが無いので完成プレートヒートパイプの適用に際して発熱体間に挿入して使用したり、貼りつけて使用したりする場合に容易に密着せしめることができる等の利点がある。他の製造方法に依る一例として例えばキャップろう接に依る封止の場合は素材多孔扁平管より封止部の厚さが大幅に厚くなることに依り、扁平管の薄さの利点が損なわれることが多かった。
【0026】
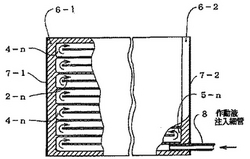
[第二実施例]多孔扁平管に依り蛇行細径トンネルプレートヒートパイプを製造する場合その実施に際しては作動液注入細管を取りつけること無しにはその実施は不可能である。この場合は所定の貫通細孔の端末に予め細管を溶接またはろう接により接続しておき、然る後この部分を避けて端縁部を圧潰し、残置された細管を作動液注入細管として適用する。またループ型トンネルプレートヒートパイプとして構成する場合には多孔扁平管の貫通細孔の最外側の端末を細管で相互に連結する必要がある。このような場合は予め最外側の貫通細孔の端末にこれらを連結する細管をろう接または溶接に依り連結しておき、その部分は圧潰対象から除外して圧潰を実施する必要がある。図5にはそのような第2実施例を示してある。図においてはその一例として貫通細孔の最外側の端末に作動液注入細管8を予め溶接して実施した例を示してある。
【0027】
図5は本発明の第一実施例及び第2実施例を適用して完成したプレートヒートパイプの第一実施例第5工程実施の直前の構成状態を示す一部断面の平面図である。第5工程は第四工程の完了し密閉コンテナとなった多孔扁平管1の中を作動液注入細管8を介して高度に真空脱気を施した後内容積に対する所定の割合の二相凝縮性作動液を注入した後作動液注入細管8を溶接封止して細径トンネルプレートヒートパイプとして完成させる。図中の矢印は作動液の連通状態を示してある。
【図面の簡単な説明】
【0028】
【図1】本発明製造方法の第一実施例の第一工程を説明する斜視図である。
【図2】本発明製造方法の第一実施例の第二工程を示す平面断面図である。
【図3】本発明製造方法の第一実施例の第三工程を示す側面断面図である。
【図4】本発明製造方法の第一実施例の第四工程を示す一部断面側面図である。
【図5】本発明製造方法の第一実施例の第五工程を示す一部断面平面図であり、同時に第二実施例をも説明する一部断面平面図である。
【図6】従来のループ型蛇行細管ヒートパイプの基本構造を示す説明図である。
【図7】従来のトンネルプレートヒートパイプの製造方法を説明する一部断面斜視図である。
【図8】他の製造方法による端末端面封止方法の一例の説明図である。
【符号の説明】
【0029】
1 多孔扁平管
2−n 隔壁
3−n 貫通細孔
4−n 隔壁切除部
5−n 隔壁切除部
6−1 圧潰部
6−2 圧潰部
7−1 溶接封止部
7−2 溶接封止部
8 作動液注入細管
11 ループ型蛇行細管ヒートパイプ
11−1 放熱部
11−2 受熱部
12 トンネルプレートヒートパイプ
12−1 平板
12−2 薄肉平板
13−n 細孔パターン
14 封止キャップ
C 冷却手段
H 加熱手段
【技術分野】
【0001】
本発明はヒートパイプの製造方法に関するものであり、特に軽金属を素材とする貫通細孔群を有する多孔扁平管を用いてなされる安価で且つ高機能を有する細径トンネルプレートヒートパイプの製造方法に関するものである。
【背景技術】
【0002】
本発明は蛇行細管ヒートパイプ技術の応用でありその改善された製造方法を提供する。蛇行細管ヒートパイプは従来の二相凝縮性作動液の相変化応用のヒートパイプとは異なり、細管内作動液がその表面張力により常に管内を充填閉塞し、蒸気泡と液滴が交互に管内全体に分散配置され、受熱部における作動液の核沸騰による圧力波により、蒸気泡と液滴の軸方向振動を発生し、その振動により熱量を高温部から低温部に輸送するものであった。この様な作動原理は本発明者が発明し実用化した特許第1881122号(ループ型細管ヒートパイプ)、特公平6−97147号(ループ型細管ヒートパイプ)及び特開平4−251189号(マイクロヒートパイプ)に詳述されてある通りであり、数多くの実施態様にて実用化されている。その特徴とする所は通常ヒートパイプが不可能とするトップヒートモードにおいても極めて良好な熱輸送特性を示すことを初めとして、自在に屈曲せしめて使用することが出来る、薄肉軽量のプレートヒートパイプを構成することが出来る、フィン群の装着を必要としないから全体的に容積を小さくすることが出来る、等の実装上の多くの利点があり近来の業界の要望として装置の小型化軽量化の傾向が強まり実装上の困難が増加しつつあることにより、その市場が拡大しつつある。
【0003】
これらの蛇行細管ヒートパイプの応用として実用化されている最も先進的な技術として特願平5−241918号(プレート形ヒートパイプ)がある。これは厚さ1mmの如き薄肉の金属平板の中に蛇行細径トンネルヒートパイプを作り込んだプレート形ヒートパイプであって、極めて薄肉軽量であるにも拘らず効率的に熱量を拡散せしめたり熱量を輸送せしめたりすることを可能にするもので、今後の電子機器等に不可決の新技術として市場が拡大しつつある。
【0004】
これらの蛇行細管ヒートパイプ技術の構成において最も重要な第一の点は細管の内径が十分に細く、作動液がその表面張力により常に内径を充填閉塞してそのままの状態で管内を移動するように構成されてあり、細管内は作動液の蒸気泡と作動液の液滴が自ら交互に配置されて充満されてあることであり、次に重要な点は細管は高温部と低温部の間を往復蛇行して多数の作動液蒸発部と多数の作動液凝縮部を有することである。蛇行細管ヒートパイプの蛇行ターン数が多い程ヒートパイプの性能の重力依存性が少なくなる特徴がありこれが蛇行細管ヒートパイプに優れた特性を与える。
【0005】
従来の蛇行細管ヒートパイプの製造方法はまず細管の製造に始まる。その第一工程はインゴットまたはビュレットの鋳造工程である。第二工程はプレス押出しによる大径中空管の押出成形工程である。第三工程は大径中空管から細管に至るまで多数の工程を経て細径化せしめる伸管工程である。この工程は外径を規制するダイスと内径を規制するプラグを用いて引抜成形により実施される。必要とする細管が得られるまでにはこのダイス及びプラグによる数十パスの引抜工程が必要である。
【0006】
この様にして得られた細管は屈曲成形機により蛇行成形されて蛇行細管に形成される。その後の工程としては端末封止工程、高真空脱気工程、作動液封入工程、を経て蛇行細管ヒートパイプが完成する。
【0007】
図6は上述の如き製造工程で構成されるループ型蛇行細管ヒートパイプ11の基本的な構造を示す。細管コンテナは加熱手段Hと冷却手段Cの間を多数回の往復蛇行を繰り返しながら全体としてはループ型に構成される。受熱部11−1及び放熱部11−2は何れも多数の直管部と多数のターン部から構成されてある。
【0008】
図7によって蛇行細径トンネルヒートパイプの製造方法を説明する。図7はこのプレートヒートパイプの構成を明らかにするため一部断面の斜視図で示してある。その製造方法は純銅または純アルミ等の平板12−1を素材とする外形切削が第一の工程である。第二の工程においては外形切削された平板12−1の片側平面に所定の幅、深さ、蛇行形状の細溝パターン13−nが切削またはホトエッチングで形成される。第三の工程はラミネート工程であり、パターンが形成された平板12−1をパターン面を内側にパターンの形成されていない薄肉平板12−2と積層接着して、蛇行細径トンネルを内蔵した平板12を構成する。この工程には高温高圧を必要とし特殊な高度の技術が必要である。第四の工程で蛇行細径トンネル内を高真空に脱気した後、所定量の作動液を封入封止して蛇行細径トンネルヒートパイプとして完成させる。
【特許文献1】特許第1881122号公報
【特許文献2】特公平6−97147号公報
【特許文献3】特開平4−251189号公報
【特許文献4】特願平5−241918号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
蛇行細管ヒートパイプ技術は上述の様な多くの優れた特徴を有する反面、その製作コストが嵩む点が問題点となっている。即ち細管そのものの形成に数多くの工程と加工時間を必要とし高価なものとなっている。更に細管ヒートパイプとして高性能を発揮せしめる為には多くの蛇行ターン数を必要とし、細管群の整列配置に多くの加工時間を必要とし、この作業は自動化が困難である為コスト低減に困難さがあった。
【0010】
またトンネルプレートヒートパイプは先端技術に不可欠の新技術であり、その用途は極めて広く、従来技術のあらゆる部門でその活用に依る改善が期待されている。然しその製造には、薄肉金属プレートの片面に精細な蛇行細溝を切削する高度な技術、この金属プレートの複数枚を積層溶接して蛇行細径トンネルを内蔵したプレートに構成する高度な技術、等が不可欠であり、それらに起因して最先端高級機器以外には適用が困難な程に、高価格なプレートになる点が問題点であり、他の従来技術に広く適用して技術的改善を実施する為には、その大幅なコストダウンの必要性が重要な課題となっている。
【0011】
本発明は各種業界の強い要望に応えて、蛇行細管ヒートパイプ技術の優れた利点を失うことなく、上記の課題を解決して大幅なコスト低減を可能にする細径トンネルプレートヒートパイプの新規な製造方法を提供する。
【課題を解決する為の手段】
【0012】
近来のプレス押出成型技術の進歩は目覚ましく、特にアルミ系、マグネシゥム系金属の如き軽量柔軟性金属の押出成型においては長さ方向に平行並列に整列配置された多数の貫通細孔を有するテープ状多孔扁平管の製作が可能になっている。この貫通細孔の直径は0.9mm以下に細径化することが可能であり、僅かに幅20mmm以下、厚さ1.3mm以下のテープ状扁平管の中に20本もの貫通細孔を設けることが可能になっている。更にその長さは数100mの長さに形成することが可能である。この様な多孔扁平管は薄肉であり且つ軽金属の押出成型品であるから極めて可撓性に富み、自在に屈曲せしめて使用することが出来る。
【0013】
この様な多孔扁平管の両端末を溶接封止し、その貫通細孔群を両端末にてターンを繰り返す所定の本数の蛇行細径トンネルとして再成形することが可能であれば、この多孔扁平管を用いて安価で且つ機能の優れたリボン状の細径トンネルプレートヒートパイプを構成することが出来る筈である。本発明は多孔扁平管のこの様な点に着目して発想されたもので、以下に課題を解決する為の手段としての多孔扁平管を用いた蛇行細径トンネルを内蔵したプレートヒートパイプの製造方法について述べる。
【0014】
本発明の蛇行細径トンネルを内蔵した多孔扁平管ヒートパイプの基本的な製造方法は以下の五工程を含む工程である。図面による説明は実施例と重複するので省略する。軽金属を素材とし、管内にその長さ方向に平行並列に整列配置され、且つ其等各々の流体直径が3mm以下の多数の貫通細孔を有し且つ厚さ1mm乃至4mmに含まれる所定の厚さの多孔扁平管の両端末の端縁を所定の形状に切削成形する第一の工程、多孔扁平管の両端末において貫通細孔間の隔壁を一条おきにまたは複数条おきに、一条ずつまたは複数条ずつ、多孔扁平管の両端縁から3mm以上10mm以下の範囲を標準とする所定の深さに至るまで切除し、この隔壁の切除部は多孔扁平管の両端末側において切除隔壁を一条ずつまたは複数条ずつずらして切除するのとし、この切除手段は放電加工、超音波研削加工、高水圧研磨加工の何れかの加工方法である第二の工程、上記切除部深さに対応し多孔扁平管の両端縁から所定の長さに至る部分を貫通細孔群が気密に閉鎖する迄圧潰し、且つこの圧潰は上記切除部深さの最深部から1mm乃至3mmの範囲を標準とする距離の部分は閉鎖せしめることなく残置せしめて圧潰する第三の工程、この圧潰部を溶接またはろう接により完全に密閉し管内を耐内圧性の良好な密閉コンテナとして形成する第四の工程、然る後にこの密閉コンテナにその内容積に対する所定の割合の量の二相凝縮性作動液を所定の手段により真空封入しヒートパイプとして構成する第五の工程。これらの工程の中で最も重要な工程は第二の工程の隔壁の除去であって、これにより貫通細孔群は最終的に一条のまたは複数条並列の蛇行細径トンネルとして再加工されることになる。各工程の中で次に重要な工程は第三の工程の多孔扁平管の両端末部における圧潰であって、これにより端末封止溶接時の溶融金属がトンネル内に侵入することを防ぎ、更に重要なこととしてトンネルの蛇行ターン部となる隔壁切除部の圧潰残置部分を必要最小限にとどめることを可能にし、蛇行細径トンネルの機能の低下を防ぐことが出来る。
【0015】
このような細径トンネルプレートヒートパイプの製造方法には次のような作用がある。
(1)多孔扁平管はビュレットから細孔群内蔵リボン状平板構成に至るまで一工程押出成形で形成されるから大径中空管押出工程、多数パスの伸管工程、平板の外形切削工程、蛇行細溝パターン形成工程、ラミネート工程が省略される。この中で極めて高度な技術と高級高価な設備を必要とする蛇行細溝パターン形成工程とラミネート工程の省略は細径トンネルプレートヒートパイプのコスト低減に極めて大きく貢献する。
(2)多孔扁平管は一例として厚さ1.9mm、幅20mmの扁平管1本で内径1mm相当の貫通細孔20本を有するから、性能的に内径1mmの蛇行細管20本に相当する性能を発揮する。このようであるから蛇行細管ヒートパイプの蛇行受放熱部を多孔扁平管に替えて形成する場合扁平管の使用本数を大幅に減少せしめることが可能になる。このことはa.材料費用の大幅な削減。b.屈曲加工費の大幅な削減。c.管の整列配置の為の加工費の大幅な削減を意味する。
(3)多孔扁平管を受放熱部間を往復合蛇行せしめて形成する場合は、蛇行回数は扁平管の蛇行回数と扁平管内の蛇行の相乗積と同等の効果を発揮し性能が著しく向上する。また扁平管内のトンネルを並列トンネルとする場合は夫々のトンネルの蛇行回数は減少するがトンネルの条数の増加分だけ最大熱輸送量を増加せしめることが出来る。これらの点を組合わせ有効に活用して、目標とする性能を発揮せしめる為の多孔扁平管コンテナ使用長さを減少せしめることが出来る。
(4)多孔扁平管の両端末端面の封止にはキャップのろう接を必要とせず、圧潰のままの溶接接合や圧接接合及び抵抗溶接接合が可能になり、簡易な構造になるから封止の為の時間が大幅に短縮され、溶接強度が増加し、信頼性が向上する。
(5)放電加工に依る細管群両端末の処理は「バリ」の発生を皆無とし、作業ミスの発生を皆無にすることに依り歩留を向上せしめ、「バリ」取りの為の無為な時間を無くし、端末の処理時間を大幅に短縮せしめてコスト低減に大きく貢献する。また放電加工用電極の数を増加せしめることに依り、細管群両端末の処理の為の細管穿孔は一括して一工程で実施することが出来る。本発明の細径トンネルプレートヒートパイプの製造方法は上述の如き材料使用量の削減及び加工作業の容易さ等に依り従来の蛇行細管ヒートパイプ及びトンネルプレートヒートパイプの製造方法に比較して大幅なコスト低減を実現する。
【発明の効果】
【0016】
上述の如き本発明に掛る細径トンネルプレートヒートパイプの製造方法は次の如き効果を発揮する。
(1)リボン状多孔扁平管の一本はその表面積において数倍、作動液の振動エネルギー量または循環量において十数倍、であるから純銅細管の代替として適用する場合の必要長さは数分の一に減少する。厚さ2mm幅20mmの多孔扁平管の市場価格は外径3mm内径2mmの純銅細管の市場価格の1.5倍に過ぎない。したがって多孔扁平管を有効利用したヒートパイプは材料コストを数分の一に削減することが出来る。
(2)使用量が数分の一になるから曲げ加工作業等の部品加工時間を数分の一に削減することが出来る。
(3)使用本数が数分の一に減少し、構成が簡素化されるので組立加工時間も数分の一に削減することが出来る。
(4)細管ヒートパイプは発熱素子搭載に際してはまず搭載用プレートを取りつけてこれを仲介せしめて搭載を実施するる必要がありその為の付加的作業が発生する。これに対して多孔扁平管ヒートパイプの場合は、その平面にそのままで発熱素子を直接搭載することが可能であるから、プレートを仲介せしめる為の付加的作業が不必要となり、実装費用が削減出来る。
(5)細管ヒートパイプは熱伝達率が大きいからそれ自身を放熱フィンとして適用できる利点がある反面ヒートパイプ表面の放熱性能に限りがある点が欠点であり、所定の性能に対して比較的多数のターン数を必要とし、曲げ加工に要する時間が増加する欠点があった。。多孔扁平管ヒートパイプには蛇行薄肉テープを高性能フィンとして装着することが容易であるから、細管ヒートパイプより高い放熱部を構成することが出来る。従って多孔扁平管ヒートパイプはその必要長さを大幅に短くすることが出来る上に、フィン装着は炉中ろう接により一括ろう接することが出米るから全体として放熱部形成時間を大幅に削減することが出来る。
(6)細管ヒートパイプは従来のアルミヒートシンクより大幅に軽量化することが可能であったが、多孔扁平管ヒートパイプを有効利用する場合は更に約1/3に軽量化することが可能である。従って軽量化により、作業上の手扱いが容易且つ迅速化され加工時間を大幅に短縮せしめることが出来る。
(7)従来のトンネルプレートヒートパイプはその製作に極めて高度な技術を必要とした。特に薄肉平板に精細なトンネルパターンを切削する技術、及びトンネルパターンを切削した薄肉平板の複数枚を積層ラミネートして蛇行細径トンネルを内蔵せしめた薄肉平板に形成する技術、は高度な最新技術を必要とすると共に極めて特殊な且つ高価大型な設備を使用する必要があり、その製作費は想像を絶するほどに高価なものであった。それに対して多孔扁平管はそのような製作工程を全く必要としないから製作費用は数十分の一に低減される。
(8)本発明の製造方法による多孔扁平管の端末封止方法は、無造作な剪断作業と数秒で加工出来る一括放電加工による隔壁切除作業とその端縁溶接作業とからなり、極めて迅速簡易な作業で実施出来るから、歩留が良好で信頼性が高く、考え得る如何なる端末封止方法より迅速安価に製造することが出来る。
(9)多孔扁平管ヒートパイプはその厚さが極めて薄く放熱性が良好であり、更に貫通細孔群の夫々の流体直径が細径化されることにより更に放熱特性が改善され、蛇行細管ヒートパイプより性能が大きく改善される。本発明の製造方法は上述の各項の総合効果により、従来のトンネルプレートヒートパイプの製造方法に比較して製造コストを1/10以下に削減することが可能であり、更に放熱器として構成する場合大幅な放熱性能の向上を図ることが出来る。従来のトンネルプレートヒートパイプは業界の強い要望を満足せしめるヒートパイプであるにも拘らず市場拡大が困難であった。その要因は価格が高価な点のみであったから今後は大幅な市場拡大が期待される。
【発明を実施するための最良の形態】
【0017】
[第一実施例]図1〜図4は夫々本発明製造方法の第一実施例製造工程の説明図である。この実施例は本発明の製造方法の基本に従っており、基本構造の説明において図面による説明を省略したので本説明においては基本構造の説明を兼ねて説明する。図1は多孔扁平管の両端末を所定の形状に切削成形する第一の工程が終了した状態を示す斜視図である。1は多孔扁平管、2−nは貫通細孔群3−nの相互間の隔壁群である。図において所定の形状としては端面は直交直線状に切断してある。この端面切断は傾斜角をなして切断する場合も、曲線状に切断する場合もある。軟質軽金属の多孔扁平管をその様に切断する場合、一殻には「バリ」の発生や、貫通細孔群3−nの口元の変形など防ぎ、または発生した「バリ」の除去をする作業など困難な仕事を伴うものである。然し本発明においては後に説明するごとく端面には断面の平面精度が要求されないから、「バリ」の発生や、細孔群の閉塞についての配慮の必要がなく、無造作に剪断切断するだけで良い。従って極めて短時間で切断加工が完了するこの製造方法は本発明の製造方法の大きな利点である。
【0018】
図2は本発明製造方法の第二工程完了後の多孔扁平管の内部状態を示す平面断面図である。第二工程は多孔扁平管1の貫通細孔3−nの群の隔壁2−nを多孔扁平管1の両端末側から一条おきに所定の深さまで部分切除する工程である。隔壁の部分切除作業は最終的に形成される蛇行細径トンネルの相互に隣接するトンネル間の作動液の相互連通部分を形成し、トンネルを蛇行せしめる為の連通孔を形成する為の準備作業である。隔壁切除部の片側端末の隔壁切除部4−nと他の片側端末の隔壁切除部5−nとは一条ずつずらして切除するものとし、即ち切除部は各隔壁の一条につき一個所であるよう切除する。またこの工程により貫通細孔3−nはその端末において順次隣接する貫通細孔3−nと流通自在に連結されることになり、後工程で蛇行細径トンネルとして形成する為の基本構造となる。
【0019】
図2においては隔壁の切除は扁平管1の両端末側から一条おきに切除してあるが、これは図面の通りに限定するものではない。図面においては一条の細径トンネルが蛇行する蛇行細径トンネルを構成する場合の製造方法を示してある。複数条並列の蛇行細径トンネルを構成する場合は両端末側から複数条おきに複数条ずつ切除し、各端末側においては切除は相互に複数条ずつずらせて切除する。この複数並列の蛇行細径トンネルの構成は振動または循環する作動液量を増加せしめて最大熱輸送量の大きなプレートヒートパイプを提供する。
【0020】
切除部の深さの標準は多孔扁平管1の両端末端縁から少なくとも4mm以上大くとも10mm以下の範囲である。この深さは後の工程における多孔扁平管1の端縁封止の為に必要な深さである。然しこの深さはあくまでも端縁封止の為に必要な深さであって、プレートヒートパイプの取り付け穴等を設ける為のスペースが必要な場合や作動液封入時のかしめ部分のスペースを必要とする場合はそれに応じて標準より深く切除して次工程における端縁圧潰部面積を拡大せしめる必要がある。本発明においては隔壁2−nの切除手段としては放電加工、超音波研削加工、高水圧研磨加工の何れかの加工方法により切削する。これは軟質軽合金の切削による「バリ」の発生を生じさせない為であり、「バリ」の発生は完成後のプレートヒートパイプの性能を低下せしめまた信頼性を低下せしめる。この工程では切削により必然的に発生する微粉末を除去する洗浄作業が必要であり第二工程にはこの作業も含まれる。
【0021】
図3は本発明製造方法の第三工程完了後の多孔扁平管1の断面図を示す。この工程は多孔扁平管1の両端末を封止する為の準備工程である。図において6−1、6−2は圧潰部であって、隔壁切除部4−n、5−nの切除深さに対応し多孔扁平管の両端末から所定の長さに至る部分を貫通細孔群3−nが完全に閉鎖する迄圧潰してある。この圧潰部6−1、6−2は上記切除部深さの最深部から1mm乃至3mmの範囲の部分は閉鎖せしめることなく残置せしめて圧潰する所にその特徴がある。この圧潰構造は一見何の変哲もなく容易に考えられる構造に見えるが、この構造に到達するまでには多くの端末封止方式についての試行錯誤の末に到達したものであり、各種の端末封止方式の中で、溶接またはろう接時の熔融金属が貫通細孔3−nまたは隔壁切除部4−n、5−nを閉塞せしめる危険のない唯一の製造方法である。この結論に到達する迄には数多くの試作と長い試験期間が必要であった。4−n、5−nの圧潰残置部(隔壁切除部)は切除部の最深部から1〜3mmのみを圧潰されない部分として残置してある部分である。この部分は蛇行細径トンネルヒートパイプが構成された時の隣接トンネル相互間の連通部分即ち蛇行ターン部に相当するものであり、この長さは細径トンネルの内径(流体直径)に等しい場合がトンネルプレートヒートパイプに最も良好な性能を与えることが理論的にも実験的にも分かっている。然し各種の他の端末端縁封止方式においては溶接時の熔融金属に依る閉塞の危険があることににより、隣接トンネル間相互の連結長さ(隔壁切除部圧潰残置部長さ)をこのように小さくすることは不可能であった。本第3工程における、隣接トンネル間相互の連結長さを隔壁切除部の圧潰残置部長さにより決定するこの発想に依り、隣接トンネル間相互の連結長さを流体直径と同等の1〜3mmとすることが初めて可能になった。
【0022】
図4は本発明製造方法の第四工程の完了状態を示す多孔扁平管1の一部断面側面図である。この工程は多孔扁平管1の両端末端縁を溶接またはろう接することに依り気密に封止し、貫通細孔群を蛇行細径トンネルコンテナとして完成せしめる工程である。図において6−1、6−2は多孔扁平管1の両端末における圧潰部であり、7−1、7−2はその端縁の溶接封止部(またはろう接封止部)である。この部分は端縁を気密に封止するだけでなく、溶融金属は毛管作用に依り圧潰接合部の微細間隙に侵入し、その部分を完全に一体化せしめている。このような封止部の気密信頼性は抜群であり、熟練作業者で無くても作業ミスは殆ど発生せず耐圧検査の必要が無い程である。更に耐内圧強度は素材の多孔扁平管の耐内圧強度よりかえって強くなる程であり、例えば厚さ2mm、幅20mm、貫通細孔の流体直径1.8mm、貫通細孔の数20本の多孔扁平管の両端末端縁部を本実施例にて封止した場合の耐内圧強度は150Kgf/cm2を優に越えるものである。これに対し他の製造方法に依る場合例えばキャップに依るろう接封止の場合は耐内圧強度はほぼ40kgf/cm2にすぎない。またキャップに依るろう接封止の場合は作業者の熟練度に依り信頼性が著しく異なり全数検査の必要があり、検査に際しては時に依ると上記と同じ例で20Kgf/cm2の内圧にも絶えられない場合が発生するものであった。
【0023】
図8は一般的に考えられる他の製造方法による多孔扁平管の端末封止方法の一例であるキャップろう接に依る封止方法の説明図である。図において14は封止キャップである。封止キャップは素材多孔扁平管より厚肉広幅になっている。封止キャップ14と多孔扁平管1とは気密にろう接されて端面を封止している。
【0024】
また本実施例に依ると溶接またはろう接の熔融金属は毛管作用に依り微細間隙に侵入して接合するするのみで、隔壁切除部の圧潰残置部4−n、5−nの中に流入してこれを閉塞せしめる恐れは全くない。多孔扁平管ヒートパイプの他の製造方法の場合例えばキャップろう接に依る封止の如き場合はキャップろう接用の余剰のろう材が流入して貫通細孔(細径トンネル)を閉塞せしめる事故が多発する為X線に依る全数検査が必要であり、更に作業者の熟練度に依る品質差異が大きく検査合格品でもヒートパイプとしての信頼性が不安定である欠点があった。
【0025】
更に本実施例の封止部の厚さは素材多孔扁平管よりも厚くなることが無いので完成プレートヒートパイプの適用に際して発熱体間に挿入して使用したり、貼りつけて使用したりする場合に容易に密着せしめることができる等の利点がある。他の製造方法に依る一例として例えばキャップろう接に依る封止の場合は素材多孔扁平管より封止部の厚さが大幅に厚くなることに依り、扁平管の薄さの利点が損なわれることが多かった。
【0026】
[第二実施例]多孔扁平管に依り蛇行細径トンネルプレートヒートパイプを製造する場合その実施に際しては作動液注入細管を取りつけること無しにはその実施は不可能である。この場合は所定の貫通細孔の端末に予め細管を溶接またはろう接により接続しておき、然る後この部分を避けて端縁部を圧潰し、残置された細管を作動液注入細管として適用する。またループ型トンネルプレートヒートパイプとして構成する場合には多孔扁平管の貫通細孔の最外側の端末を細管で相互に連結する必要がある。このような場合は予め最外側の貫通細孔の端末にこれらを連結する細管をろう接または溶接に依り連結しておき、その部分は圧潰対象から除外して圧潰を実施する必要がある。図5にはそのような第2実施例を示してある。図においてはその一例として貫通細孔の最外側の端末に作動液注入細管8を予め溶接して実施した例を示してある。
【0027】
図5は本発明の第一実施例及び第2実施例を適用して完成したプレートヒートパイプの第一実施例第5工程実施の直前の構成状態を示す一部断面の平面図である。第5工程は第四工程の完了し密閉コンテナとなった多孔扁平管1の中を作動液注入細管8を介して高度に真空脱気を施した後内容積に対する所定の割合の二相凝縮性作動液を注入した後作動液注入細管8を溶接封止して細径トンネルプレートヒートパイプとして完成させる。図中の矢印は作動液の連通状態を示してある。
【図面の簡単な説明】
【0028】
【図1】本発明製造方法の第一実施例の第一工程を説明する斜視図である。
【図2】本発明製造方法の第一実施例の第二工程を示す平面断面図である。
【図3】本発明製造方法の第一実施例の第三工程を示す側面断面図である。
【図4】本発明製造方法の第一実施例の第四工程を示す一部断面側面図である。
【図5】本発明製造方法の第一実施例の第五工程を示す一部断面平面図であり、同時に第二実施例をも説明する一部断面平面図である。
【図6】従来のループ型蛇行細管ヒートパイプの基本構造を示す説明図である。
【図7】従来のトンネルプレートヒートパイプの製造方法を説明する一部断面斜視図である。
【図8】他の製造方法による端末端面封止方法の一例の説明図である。
【符号の説明】
【0029】
1 多孔扁平管
2−n 隔壁
3−n 貫通細孔
4−n 隔壁切除部
5−n 隔壁切除部
6−1 圧潰部
6−2 圧潰部
7−1 溶接封止部
7−2 溶接封止部
8 作動液注入細管
11 ループ型蛇行細管ヒートパイプ
11−1 放熱部
11−2 受熱部
12 トンネルプレートヒートパイプ
12−1 平板
12−2 薄肉平板
13−n 細孔パターン
14 封止キャップ
C 冷却手段
H 加熱手段
【特許請求の範囲】
【請求項1】
軽金属を素材とし、管内にその長さ方向に平行並列に整列配置され、且つ其等各々の流体直径が3mm以下の多数の貫通細孔を有する多孔扁平管に依り形成されてあり、貫通細孔はヒートパイプの受熱部と放熱部の間を多数回往復蛇行して蛇行細径トンネルとして形成される、細径トンネルプレートヒートパイプの製造方法であって、厚さ1mm乃至4mmに含まれる所定の厚さの多孔扁平管の両端末の端縁を所定の形状に切削成形する第一の工程、多孔扁平管の両端末において貫通細孔間の隔壁を一条おきにまたは複数条おきに、一条ずつまたは複数条ずつ、且つ多孔扁平管の両端縁から3mm以上10mm以下の範囲を標準とする所定の深さに至るまで切除し、この隔壁の切除部は多孔扁平管の両端縁側において切除隔壁を一条ずつまたは複数条ずつずらして切除するものとし、この切除手段は放電加工、超音波研削加工、高水圧研磨加工の何れかの加工方法である第二の工程、上記の隔壁切除部の深さに対応し多孔扁平管の両端末端縁から所定の長さに至る部分を貫通細孔群が気密に閉鎖する迄圧潰し、且つこの圧潰は上記の隔壁切除部深さの最深部から1mm乃至3mmの範囲の距離を標準とする部分は閉鎖せしめることなく残置せしめて圧潰する圧潰である第三の工程、この圧潰部を溶接またはろう接により完全に密閉一体化せしめ管内を耐内圧性の良好な密閉コンテナとして形成する第四の工程、この密閉コンテナにその内容積に対する所定の割合の量の二相凝縮性作動液を所定の手段により真空封入しヒートパイプとして構成する第五の工程、の五工程を含む工程で製造することを特徴とする細径トンネルプレートヒートパイプの製造方法。
【請求項2】
第三の工程は多孔扁平管の所定の貫通細孔の端末に所定の長さの金属細管を予め接合して実施し、この細管の内径は圧潰することなく残置し、密閉コンテナと多孔扁平管外の所定の手段とを連通せしめることが可能なようにして実施することを特徴とする請求項1に記載の細径トンネルプレートヒートパイプの製造方法。
【請求項1】
軽金属を素材とし、管内にその長さ方向に平行並列に整列配置され、且つ其等各々の流体直径が3mm以下の多数の貫通細孔を有する多孔扁平管に依り形成されてあり、貫通細孔はヒートパイプの受熱部と放熱部の間を多数回往復蛇行して蛇行細径トンネルとして形成される、細径トンネルプレートヒートパイプの製造方法であって、厚さ1mm乃至4mmに含まれる所定の厚さの多孔扁平管の両端末の端縁を所定の形状に切削成形する第一の工程、多孔扁平管の両端末において貫通細孔間の隔壁を一条おきにまたは複数条おきに、一条ずつまたは複数条ずつ、且つ多孔扁平管の両端縁から3mm以上10mm以下の範囲を標準とする所定の深さに至るまで切除し、この隔壁の切除部は多孔扁平管の両端縁側において切除隔壁を一条ずつまたは複数条ずつずらして切除するものとし、この切除手段は放電加工、超音波研削加工、高水圧研磨加工の何れかの加工方法である第二の工程、上記の隔壁切除部の深さに対応し多孔扁平管の両端末端縁から所定の長さに至る部分を貫通細孔群が気密に閉鎖する迄圧潰し、且つこの圧潰は上記の隔壁切除部深さの最深部から1mm乃至3mmの範囲の距離を標準とする部分は閉鎖せしめることなく残置せしめて圧潰する圧潰である第三の工程、この圧潰部を溶接またはろう接により完全に密閉一体化せしめ管内を耐内圧性の良好な密閉コンテナとして形成する第四の工程、この密閉コンテナにその内容積に対する所定の割合の量の二相凝縮性作動液を所定の手段により真空封入しヒートパイプとして構成する第五の工程、の五工程を含む工程で製造することを特徴とする細径トンネルプレートヒートパイプの製造方法。
【請求項2】
第三の工程は多孔扁平管の所定の貫通細孔の端末に所定の長さの金属細管を予め接合して実施し、この細管の内径は圧潰することなく残置し、密閉コンテナと多孔扁平管外の所定の手段とを連通せしめることが可能なようにして実施することを特徴とする請求項1に記載の細径トンネルプレートヒートパイプの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2006−52942(P2006−52942A)
【公開日】平成18年2月23日(2006.2.23)
【国際特許分類】
【出願番号】特願2005−259870(P2005−259870)
【出願日】平成17年8月11日(2005.8.11)
【分割の表示】特願平7−233151の分割
【原出願日】平成7年8月9日(1995.8.9)
【出願人】(000101086)アクトロニクス株式会社 (6)
【出願人】(000198949)
【公開日】平成18年2月23日(2006.2.23)
【国際特許分類】
【出願日】平成17年8月11日(2005.8.11)
【分割の表示】特願平7−233151の分割
【原出願日】平成7年8月9日(1995.8.9)
【出願人】(000101086)アクトロニクス株式会社 (6)
【出願人】(000198949)
[ Back to top ]