
耐熱マグネシウム合金および合金鋳物の製造方法
【課題】ダイカスト鋳造による量産品と比較して機械的特性が略75%得られる鋳物製造を砂型鋳造により具現化することを可能した耐熱マグネシウム合金およびその合金鋳物の製造方法を提供する。
【解決手段】アルミニウムを9.20〜12.6質量%、カルシウムを0.9〜2.0質量%、ベリリウム0.0005〜0.1000質量%、マンガンを0.10〜0.45質量%を含有し、残部がマグネシウムおよび不可避不純物からなる耐熱マグネシウム合金であり、当該耐熱マグネシウム合金溶湯に対して、630〜670℃でのフラックスによる精錬処理、または、630〜730℃での不活性ガスによる脱ガス処理、あるいは、200Torr以下の減圧下に放置する脱気処理のうち、いずれか一つ以上の処理工程の後に、キャビティ表面の温度が平均で45℃以上の鋳型内に、670〜730℃の注湯温度で合金溶湯を注湯する充填工程を含む製造方法である。
【解決手段】アルミニウムを9.20〜12.6質量%、カルシウムを0.9〜2.0質量%、ベリリウム0.0005〜0.1000質量%、マンガンを0.10〜0.45質量%を含有し、残部がマグネシウムおよび不可避不純物からなる耐熱マグネシウム合金であり、当該耐熱マグネシウム合金溶湯に対して、630〜670℃でのフラックスによる精錬処理、または、630〜730℃での不活性ガスによる脱ガス処理、あるいは、200Torr以下の減圧下に放置する脱気処理のうち、いずれか一つ以上の処理工程の後に、キャビティ表面の温度が平均で45℃以上の鋳型内に、670〜730℃の注湯温度で合金溶湯を注湯する充填工程を含む製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐熱マグネシウム合金および合金鋳物の製造方法に係り、特に、ダイカスト鋳造などによる量産前の新製品の試作段階において、砂型鋳造による試作品の鋳造のための耐熱マグネシウム合金および耐熱マグネシウム合金鋳物の製造方法に関する。
【背景技術】
【0002】
近年の軽量化ニーズの高まりにより、アルミニウム合金よりさらに軽量なマグネシウム合金が注目を集めている。このマグネシウム合金は、実用金属材料の中で最も軽量な材料であり、機体の軽量化を求めている航空機産業の他、環境意識の高揚に伴い、車体(車両)のさらなる軽量化を進めている自動車産業などの各産業界において部品材料として特に注目されている。
【0003】
そこで、このような産業界の要望に答え、耐熱性などの機械的特性と、生産コストを抑えるダイカスト鋳造などによる量産性などに優れたマグネシウム−アルミニウム−カルシウムの3元系からなる耐熱マグネシウム合金が提案されている(例えば、特許文献1〜特許文献4などを参照)。
【0004】
特許文献1には、アルミニウムを6〜12重量%、カルシウムを0.05〜4重量%、希土類元素を0.5〜4重量%、マンガンを0.05〜0.50重量%、スズを0.1〜14重量%含有し、残部がマグネシウムならびに不可避不純物からなる耐熱性、鋳造性に優れた耐熱マグネシウム合金が開示され、また、このような成分組成からなる耐熱マグネシウム合金に、さらに、ジルコニウムを0.05〜0.2重量%、炭素を0.03〜0.2重量%のうち、少なくとも1種を含有してなる耐熱性、鋳造性に優れた耐熱マグネシウム合金が開示されている。
【0005】
特許文献2には、少なくとも86重量%のマグネシウム、4.8〜9.2重量%のアルミニウム、0.08〜0.38重量%のマンガン、0.00〜0.9重量%の亜鉛、0.2〜1.2重量%のカルシウム、0.05〜1.4重量%のストロンチウム、0.00〜0.8重量%の希土類元素を含有してなるマグネシウム合金が開示されている。
【0006】
特許文献3には、少なくとも85.4重量%のマグネシウム、4.7〜7.3重量%のアルミニウム、0.17〜0.60重量%のマンガン、0.0〜0.8重量%の亜鉛、1.8〜3.2重量%のカルシウム、0.3〜2.2重量%の錫、0.0〜0.5重量%のストロンチウムを含有してなるマグネシウム合金が開示されている。
【0007】
特許文献4には、2〜9重量%のアルミニウム、6〜12重量%の亜鉛、0.1〜2.0重量%のカルシウムを含有し、残部がマグネシウムおよび不可避不純物からなるマグネシウム合金に対して、溶体化処理と人工時効処理とを順に施した状態で、室温時に少なくとも140MPaの0.2%耐力を有し、かつ、65HV以上のビッカース硬さを有するマグネシウム合金が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−68550号公報
【特許文献2】特開2004−238678号公報
【特許文献3】特開2004−238676号公報
【特許文献4】特開2002−266044号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、新たに設計された新製品、例えば、オイルパン、シリンダヘッドカバー、シリンダブロックなどの自動車用部品を、耐熱マグネシウム合金を用いて高圧ダイカスト法により量産および実用化する場合には、それ以前の部品設計から実用化に至る開発段階で、量産時に近い機械的特性を具備する試作品を少量個数鋳造して、これにより新規設計部品を検証、すなわち、単体並びに複数個の部品による組み立て後の状態として各種機能や特性を事前評価、確認することが必須である。
【0010】
しかしながら、従来技術によりマグネシウム合金を用いて新製品の試作品を製造する場合、低コストで短期間にて鋳造することが可能な鋳型の中でもっとも簡易な砂型を用いた鋳造技術の具現化が確立されていないために、従来では、新製品の開発段階(試作段階)から量産時と同じダイカスト鋳造用の金型を製作した上でないと、試作品を試作鋳造することができないものであった。
そのために、従来では、開発期間を費やして試作鋳造に取り掛からなければならず、結果として開発費用が嵩むと同時に期間が長引くこととなり、航空機産業や自動車産業などの各産業界の開発技術者からより安価で、かつ、短期間で試作品を試作鋳造し、機械的特性などを評価確認(実験証)することができる試作鋳造技術の具現化が強く切望されている。つまり、金型に比べて、安価で短期間で製作することができる砂型による試作品の試作鋳造技術の具現化が強く切望されていた。
【0011】
そこで、本発明は、前記課題を解消するために創案されたものであり、ダイカスト鋳造などによる量産鋳造を前提に、新製品の設計・開発段階における試作品の試作鋳造を、安価で、かつ、短期間で可能とする簡易な砂型鋳造により具現化すること、また、ダイカスト鋳造による量産品の概ね75%以上の機械的特性が得られる試作品の試作鋳造を砂型鋳造で可能にすること、などを目的に改良された耐熱マグネシウム合金および耐熱マグネシウム合金鋳物の製造方法を提供することにある。
ここで、ダイカスト鋳造品の75%以上の機械的特性とは、試作機能評価において主に必要なスペックであるとされる静的引張り試験における0.2%耐力が、ダイカスト鋳造対比75%以上を意味するものである。
【課題を解決するための手段】
【0012】
本発明者は、長年にわたり鋭意研究し各種の実験を重ねた結果、前記課題を解決することができることを見出し、本発明を完成させるに至ったものである。
すなわち、本発明の耐熱マグネシウム合金は、マグネシウム、アルミニウム、カルシウムを含有する耐熱マグネシウム合金であって、
アルミニウムを9.20質量%超え〜12.6質量%、カルシウムを0.9〜2.0質量%、ベリリウム0.0005〜0.1000質量%、マンガン(Mn)を0.10〜0.45質量%含有し、残部がマグネシウムおよび不可避不純物からなることを特徴とする。
【0013】
ここで、本発明の耐熱マグネシウム合金は、前記アルミニウムを9.50質量%超え〜10.5質量%、前記カルシウムを1.2質量%超え〜2.0質量%、前記ベリリウム0.0010〜0.0100質量%含有していることが好適なものとなる。
また、本発明の耐熱マグネシウム合金は、さらに、亜鉛を1.0質量%以下または/およびストロンチウムを0.60質量%以下、鉄を0.005質量%以下、珪素を0.10質量%以下、ニッケルを0.020質量%以下、銅を0.030質量%以下含有していることが好適なものとなる
【0014】
そして、本発明の耐熱マグネシウム合金鋳物の製造方法では、耐熱マグネシウム合金を溶解し、その合金溶湯を鋳型に注湯して鋳物を鋳造する製造方法であって、
前記合金溶湯に対して、630〜670℃でのフラックスによる精錬処理、または、630〜730℃での不活性ガスによる脱ガス処理、あるいは、200Torr以下の減圧下に前記合金溶湯を放置することによる脱気処理のうち、いずれか一つ以上の処理を行う処理工程と、この処理工程の後に、キャビティ表面の温度が平均で45℃以上の前記鋳型内に、670〜730℃の溶湯温度で前記合金溶湯を注湯する充填工程と、を含むことを特徴とする。
【0015】
ここで、前記耐熱マグネシウム合金は、アルミニウムを9.20質量%超え〜12.6質量%、カルシウムを0.9〜2.0質量%、ベリリウム0.0005〜0.1000質量%、マンガンを0.10〜0.45質量%含有し、残部がマグネシウムおよび不可避不純物からなること、そして、アルミニウムを9.50質量%超え〜10.5質量%、カルシウムを1.2質量%超え〜2.0質量%、ベリリウム0.0010〜0.0100質量%含有していること、さらに、亜鉛を1.0質量%以下、ストロンチウムを0.60質量%以下、鉄を0.005質量%以下、珪素を0.10質量%以下、ニッケルを0.020質量%以下、銅を0.030質量%以下含有していることが好適なものとなる。
【0016】
また、前記フラックスは、10〜15質量%のふっ化カルシウムと、40〜46質量%の塩化バリウムと、6〜11質量%の塩化カリウムと、30〜38質量%の塩化マグネシウムと、不可避不純物がそれぞれ混入された粉体からなり、この粉体を、前記鋳型に注湯される全溶湯重量の0.2〜0.5質量%の範囲内で前記合金溶湯に投入混練させた後に、20分間以内の前記合金溶湯の攪拌作業と、この攪拌作業後5分以上の溶湯鎮静とを続けて行うことが好適である。
【0017】
また、前記脱ガス処理は、前記合金溶湯内に、流量3〜10リットル/分、3分以上の時間でアルゴンガスが送込まれることで行われ、前記アルゴンガスは、純度97%以上であること、また、前記アルゴンガスの前記合金溶湯内への送込みが、アルゴンガスが気泡となって噴出する微細な孔を多数有するガス供給パイプを、前記合金溶湯内に浸漬させて行われること、また、前記鋳型が砂型であり、その型主材が30%以上のジルコンサンドを含むことが好適である。
また、本発明の耐熱マグネシウム合金鋳物の製造方法では、前記鋳物の含有水素量が、20cc/100gMg以下であることが好適なものとなる。
【発明の効果】
【0018】
本発明によれば、新たに設計された新製品、オイルパン、シリンダヘッドカバー、シリンダブロックなどの自動車用部品において、これら各部品の用途に応じて要求される機械的特性(軸力保持率、引張強さ、0.2耐力、伸びなど)、そして鋳造における鋳造性(流動性、鋳造割れ、型への固着性など)の評価確認を行うための試作品の試作鋳造などを、簡易な砂型によって行うことができる。すなわち、耐熱マグネシウム合金を用いて新しい形状や構造の新製品を設計開発するときに、製品をダイカスト鋳造などによって量産するための鋳型方案やその鋳造条件などを簡易な砂型鋳造を用いて短期間で見出すことが可能となる。
【図面の簡単な説明】
【0019】
【図1】締結したボルトの軸力を測定する状態を模式的に示す概略説明図である。
【図2】引張特性を評価する試料片を示す説明図である。
【発明を実施するための形態】
【0020】
[耐熱マグネシウム合金]
本発明の耐熱マグネシウム合金は、9.21質量%超え〜12.6質量%のアルミニウム(Al)、0.9〜2.0質量%のカルシウム(Ca)、0.0005〜0.00999質量%のベリリウム(Be)、0.10〜0.45質量%のマンガン(Mn)含有し、残部が主成分のマグネシウム(Mg)および微少量の不可避不純物からなる。
また、本発明の耐熱マグネシウム合金は、さらに、1.0質量%以下の亜鉛(Zn)、0.60質量%以下のストロンチウム(Sr)、0.005質量%以下の鉄(Fe)、0.10質量%以下の珪素(Si)、0.020質量%以下のニッケル(Ni)、0.030質量%以下の銅(Cu)を含有してなる。
以下、組成の限定理由について説明する。
【0021】
≪アルミニウム9.21質量%超え〜12.6質量%≫
アルミニウムは、耐食性および鋳造性の向上に寄与するとともに、マグネシウム合金の強化に寄与して鋳造品の機械的強度を向上させる元素であるために、含有量が過小であると、鋳造性が著しく低下するおそれ、特に、良好な流動性(湯流れ)が得られなくなるおそれがある。一方、含有量が過剰であると、マグネシウム合金の母相(matrix)中におけるアルミニウムの固溶限界を超えることもあり、非平衡晶出したβ(Mg17,Al12)相が著しく増大し、鋳物品の靭性および延性(伸び)が低下するおそれがある。
そのために、アルミニウムの含有量は、9.21質量%超え〜12.6質量%の範囲内に設定することが本発明を成立させる上で重要で、好ましくは9.50質量%超え〜10.5質量%の範囲内である。
【0022】
≪カルシウム0.9〜2.0質量%≫
カルシウムは、マグネシウム合金中においてアルミニウムと共存した場合、Al2Caに代表されるAl−Ca系化合物相が凝固中に結晶粒界、セル境界に主に晶出生成し、これらの熱的に安定な化合物相が結晶粒内の変形および粒界すべりなどを抑制し、マグネシウム合金の高温強度(耐熱性)を改善する元素であるために、含有量が過小であると、Al2Ca相の生成が少なく、耐熱性の向上効果が少なくなる。一方、含有量が過剰であると、実用性に耐え得ないほどに靭性および延性が低下するおそれがある。
そのために、カルシウムの含有量は、0.9〜2.0質量%の範囲内に設定することが本発明を成立させる上で重要で、好ましいくは1.21〜1.90質量%の範囲内である。
【0023】
≪ベリリウム0.0005〜0.1000質量%≫
ベリリウムは、溶解、フラックス精錬、脱ガス、溶湯保持および鋳造中(型内への合金溶湯の充填中)における耐熱マグネシウム合金の合金溶湯の酸化燃焼を防止する役目を成す元素であるが、この防止効果は、金属酸化物の生成自由エネルギーがマグネシウムよりもベリリウムのほうが低く、優先酸化し易いことに起因する。このため、含有量が0.0005質量%より過小であると、ベリリウムの優先酸化量が少なくなるので、溶湯自体の酸化燃焼が著しく進むこととなり、鋳造時の流動性(湯流れ性)が低下する。一方、含有量が0.1000質量%より過剰であると、必要以上に厚肉、かつ、強固な酸化ベリリウム(BeO)の保護皮膜が合金溶湯の表面にできてしまい、流動性(湯流れ性)の弊害となって湯回り不良を引き起こす要因となるばかりか、保護皮膜が介在物となって鋳物品中に混入し、機械的特性の低下を招く要因となる。
そのために、ベリリウムの含有量は、0.0005〜0.1000質量%の範囲内に設定することが本発明を成立させる上で重要で、好ましくは0.0010〜0.0100質量%の範囲内である。
【0024】
≪マンガン0.10〜0.45質量%≫
マンガンは、マグネシウム合金の耐食性の向上に寄与する元素であるために、含有量が0.10質量%より過小であると、耐食性の向上効果が少なくなる。一方、含有量が0.45質量%より過剰であると、合金溶湯中に溶解しきれなくなり、Al6Mnなどの脆弱な化合物相の生成に起因した靭性の低下を招くおそれがある。
そのために、マンガンの含有量は、0.10〜0.45質量%の範囲内に設定することが本発明を成立させる上で重要で、好ましくは0.15〜0.35質量%の範囲内である。
【0025】
≪亜鉛1.0質量%以下≫
亜鉛は、Mg−Al合金中に添加した場合、マグネシウム合金の母相(matrix)中へ優先固溶して固溶強化に寄与するとともに晶出ならびに析出β(Mg17,Al12)相の微細、かつ、均一な分散に寄与する元素であるために、含有量が1.0質量%より過剰であると、Mg−Zn系晶出相とこれに伴う低融点な多元共晶反応の生成に繋がるおそれがあり、この多元共晶反応の生成が生じると、凝固途中の鋳造割れが著しく増大するおそれがある。
そのため、亜鉛の含有量は、1.0質量%以下に設定することが本発明を成立させる上で重要で、好ましくは0.90質量%以下である。
【0026】
≪ストロンチウム0.60質量%以下≫
ストロンチウムは、Al2Caに代表されるAl−Ca系化合物相へ均一に固溶することにより、マグネシウム合金の耐熱性の向上に有利な元素である。しかし、含有量が0.60質量%より過剰になると、前記の耐熱改善効果が飽和してしまい、0.60質量%を越えて含有しても意味がなくなる。加えて、0.60質量%より過剰の含有は、Al―Sr化合物相が生成されるおそれがある。このAl―Sr化合物相は脆弱であるために、マグネシウム合金の強度や延性などの機械的特性を低下させるおそれがある。
そのため、ストロンチウムの含有量は、0.60質量%以下に設定することが本発明を成立させる上で重要で、好ましくは0.40質量%以下である。
【0027】
≪鉄0.005質量%以下≫
鉄は、鋳造品の耐食性に大きく影響を与える元素であるために、含有量が0.005質量%より過剰になると、鋳造品の耐食性が著しく低下するおそれがある。
そのために、鉄の含有量は、0.005質量%以下に設定することが本発明を成立させる上で重要で、好ましい含有量は
0.003質量%以下である。
【0028】
≪珪素0.10質量%以下≫
珪素は、微量であれば有害元素ではなく、耐熱マグネシウム合金の特性変化をあまりもたらさないが、含有量が0.10質量%より過剰になると、Mg2Si化合物相が生成されて延性および疲労強度が低下する傾向がある。
そのために、含有量は、0.10質量%以下に設定することが本発明を成立させる上で重要で、好ましい含有量は0.07質量%以下である。
【0029】
≪ニッケル0.020質量%以下≫
ニッケルは、鋳造品の耐食性に大きく影響を与える元素であるために、含有量が0.002質量%より過剰になると、鋳造品の耐食性が著しく低下するおそれがある。
そのために、ニッケルの含有量は、0.020質量%以下に設定することが本発明を成立させる上で重要で、好ましい含有量は0.001質量%以下である。
【0030】
≪銅0.030質量%以下≫
銅は、ニッケルと同じく、鋳造品の耐食性に大きく影響を与える元素であるために、含有量が0.030質量%より過剰になると、鋳造品の耐食性が著しく低下するおそれがある。
そのために、銅の含有量は0.030質量%以下に設定することが本発明を成立させる上で重要で、好ましい含有量は0.020質量%以下である。
【0031】
≪不可避不純物≫
本発明に係る耐熱マグネシウム合金中の不可避不純物としては、例えば、鉛(Pb)、チタン(Ti)、スズ(Sn)、そして酸化マグネシウム(MgO)などの酸化物を挙げられる。
鉛およびチタンは、微量であれば有害元素ではなく、耐熱マグネシウム合金の特性変化をあまりもたらさないが、含有量が0.01質量%より過剰になると、金属間化合物相が生成されて延性が低下する傾向がある。そのために、耐熱マグネシウム合金中において0.01%質量%以下となるように調製(調合)することが好ましい。
スズは、微量添加では特に大きな影響を及ぼさないが、0.02%以上含有すると、高温で安定なMg−Sn−Ca系金属間化合物相を生成する。この金属間化合物相の生成量が増えると、耐熱性の向上を目的として添加しているCaが、Mg−Sn−Ca系金属間化合物相の生成に消費されてしまい、相対的に本系耐熱合金の主要な耐熱強化相であるAl2Ca相の減少、ひいては、耐熱特性の低下に繋がってしまう。そのために、耐熱マグネシウム合金中において0.01質量%以下となるように調製することが好ましい。
酸化マグネシウムは、鋳造時の溶湯の湯流れ性および鋳造後の鋳物の機械的性質に主に影響を及ぼす非金属介在物であるため、含有量の増加は、比例的にこれらの特性を相対的に低下させる傾向にある。そのため、耐熱マグネシウム合金中において1.0質量%以下となるように調製することが好ましい。
【実施例】
【0032】
つぎに、実施例を挙げて、本発明の耐熱マグネシウム合金について具体的に説明する。
主成分のマグネシウムに、アルミニウムを9.50質量%超え〜10.5質量%、カルシウムを1.21〜1.90質量%、ベリリウムを0.0010〜0.0100質量%、マンガンを0.15〜0.35質量%、不可避不純物(鉛、チタン、スズ、そして酸化マグネシウムなどの酸化物)を含有し、さらに、亜鉛を1.0質量%以下、ストロンチウムを0.60質量%以下、鉄を0.005質量%以下、珪素を0.10質量%以下、ニッケルを0.020質量%以下、銅を0.030質量%以下に含有調製した各種Mg−Al−Ca系合金をそれぞれ準備した(表1の実施例1〜6)。
そして、準備した本発明合金から後記する製造方法(砂型鋳造)によって鋳物を鋳造し、このときの本各種Mg−Al−Ca系合金の鋳造性を観察するとともに、得られた本各種Mg−Al−Ca系合金鋳物を用いて機械的特性を評価する試験を行い、それらの結果を表2に示す。
[比較例]
【0033】
また、前記したアルミニウム、カルシウム、ベリリウムの含有範囲においてその含有上限値を上回る。そして、含有下限値を下回る各種Mg−Al−Ca系合金をそれぞれ準備し(表1の比較例1〜6)、前記と同じく後記する製造方法による鋳造時における鋳造性を観察するとともに、得られた各種Mg−Al−Ca系合金鋳物を用いて機械的特性を評価する試験を行い、それらの結果を表2に示す。
【0034】
【表1】

【0035】
[耐熱マグネシウム合金鋳物の製造方法]
つぎに、表1に示す実施例1〜6の各組成からなる本各種Mg−Al−Ca系合金を用いて耐熱マグネシウム合金鋳物を鋳造する本発明の製造方法について説明する。
本実施例の製造方法は、溶解された耐熱マグネシウム合金(合金インゴット)の合金溶湯に対して、630〜670℃でのフラックスによる精錬処理、または、630〜730℃での不活性ガスによる脱ガス処理、あるいは、200Torr以下の減圧下に合金溶湯を放置することによる脱気処理のうち、これらいずれか一つ以上の処理を行う処理工程、この処理工程の後に、鋳型キャビティ表面の温度が平均で45℃以上の鋳型内に、670〜730℃の注湯温度で合金溶湯を注湯する充填工程にて行われる。
また、本実施例の製造方法では、合金溶湯を注湯して鋳物を製造する鋳型として砂型が使用される。この砂型は、30%以上のジルコンサンド(ZrO2,ZrO)を含む型母材によって製作されている。
【0036】
そして、本実施例に係る製造方法において、以下に説明する精錬処理、脱ガス処理、脱気処理、充填(注湯)、砂型の各条件を満たすことが本発明を成立させる上で重要である。
【0037】
≪精錬処理≫
表1に示す実施例1〜6の本各種Mg−Al−Ca系合金の合金溶湯(以後、単に「溶湯」と称する)のフラックスによる精錬処理、すなわち、溶湯へのフラックス散布と攪拌による酸化物などのゴミ、介在物のフラックスへの反応吸着と塩化物生成およびこの塩化物の重力分離(溶湯表面への浮上除去或いは溶湯底部側への沈殿)による溶湯の清浄化処理を行うことを目的として溶湯中の介在物除去を行うには630〜670℃の範囲における溶湯温度でフラックスによる精錬処理が重要である。
その理由は、630℃より低温の場合は、介在物のフラックスへの反応吸着と塩化物生成が進まず、溶湯の清浄化処理を達成することができない。670℃より高温の場合では、フラックスへの反応吸着が促進されすぎることとなり、正常なマグネシウム合金溶湯自体の吸着反応も進むこととなり、結果として、溶湯は清浄となるが、溶湯自体が減量してしまい、精錬歩留まりが低下してしまうからである。
そのために、フラックスによる溶湯の精錬処理では、溶湯温度を630〜670℃の範囲内に設定することが本発明の製造方法を成立させる上で重要で、好ましくは640〜660℃の範囲内である。
【0038】
また、精錬処理において、フラックスは、10〜15質量%のふっ化カルシウム(CaF2)と、40〜46質量%の塩化バリウム(BaCl2)と、6〜11質量%の塩化カリウム(KCI)と、30〜38質量%の塩化マグネシウム(MgCl2)と、不可避不純物がそれぞれ混入された粉体であって、この粉体を、鋳型に注湯される全溶湯重量の0.2〜0.5質量%の範囲内で溶湯に投入混練させた後に、20分間以内の溶湯の攪拌作業と、この攪拌作業後5分以上の溶湯鎮静とを続けて行うことが本発明の製造方法を成立させる上で重要である。
その理由は、ふっ化カルシウム、塩化バリウム、塩化カリウム、塩化マグネシウムの配合量が前記範囲内から外れると、フラックス自体の粘性変化および酸化物との吸着性低下などが生じ易くなり、精錬処理における精錬能力(溶湯中の介在物除去効果)が著しく低下するおそれがあるからである。
そのために、精錬処理時に溶湯に投入混練されるフラックスは、10〜15質量%のふっ化カルシウムと、40〜46質量%の塩化バリウムと、6〜11質量%の塩化カリウムと、30〜38質量%の塩化マグネシウムと、不可避不純物がそれぞれ混入された粉体であることが本発明の製造方法を成立させる上で重要である。
【0039】
また、精錬処理において、前記配合成分からなるフラックス(粉体)の溶湯への投入は、鋳型に注湯される全溶湯重量の0.2〜0.5質量%の範囲内で溶湯に投入混練させた後に、20分間以内の溶湯の攪拌作業と、この攪拌作業後5分以上の溶湯鎮静とを続けて行うことが本発明の製造方法を成立させる上で重要である。
その理由は、投入量が全溶湯重量の0.2重量%より少なすぎると、介在物除去が不十分となり、0.5重量%より多すぎると、反応に寄与しないばかりか、不要なフラックス成分が増大し、実生産上、コスト高となる。また、溶湯へ投入混練させた後、20分以内で溶湯とフラックスの攪拌反応を十分に完了させないと、20分を越えた攪拌は不必要かつ無駄な作業となる。
そのために、精錬処理において、フラックスは、注湯される全溶湯重量の0.2〜0.5質量%の範囲内で溶湯に投入混練させた後に、20分間以内の溶湯の攪拌作業と、この攪拌作業後5分以上の溶湯鎮静とを続けて行うことが本発明の製造方法を成立させる上で重要である。
【0040】
≪脱ガス処理≫
不活性ガスによる溶湯の脱ガス処理では、溶湯内へ不活性ガスを吹き込みバブリングすることによって溶湯中の固溶された水素を泡に吸着させて浮上分離させる。これにより、溶湯中の含有水素量を低減させる効果をもたらす。この含有水素量の低減効果をもたらすためには630〜730℃の範囲における溶湯温度での不活性ガスによる脱ガス処理が重要である。
その理由は、630℃より低温の場合は、溶湯粘性が高く、低温であることにより吸着反応が進み難く脱ガス効果が乏しくなる。730℃より高温の場合は、吸着反応が進んで脱ガス効果が得られるものの、泡立てた溶湯表面での水素吸収ならびに介在物生成も進むこととなって脱ガス効果の低減と溶湯の汚染が進むこととなるために、好ましくない。
そのために、不活性ガスによる脱ガス処理では、溶湯温度を630〜730℃の範囲内に設定することが本発明の製造方法を成立させる上で重要で、好ましくは640〜660℃の範囲内である。
【0041】
また、脱ガス処理において、溶湯内に、流量3〜10リットル/分、3分以上の時間でアルゴンガスが送込まれて行われること、そしてアルゴンガスは純度97%以上であること、が本発明の製造方法を成立させる上で重要である。
流量3〜10リットル/分、3分以上の時間でアルゴンガスを溶湯に送込むことは、例えば、50〜1000kg程度の溶湯重量の溶解、保持炉に適用させた場合の条件であって、この条件以上の流量および/または時間でアルゴンガスを溶湯内に送込んでも、溶湯中の含有水素量の低減が本発明工法での限界レベルに達しているため、意味がなくなる。
そして、アルゴンガスの純度が97%より過少であると、溶湯中の含有水素量の低減効果が低下、すなわち、脱ガス効果が低下するために、アルゴンガスは純度97%以上であることが重要である。
また、溶湯内へのアルゴンガスの送込みを、アルゴンガスが気泡となって噴出する微細な孔を多数有するガス供給パイプを用い、このガス供給パイプを溶湯内に浸漬させて行うようにすることが好ましい。
【0042】
≪脱気処理≫
主に溶湯中の不要気体(ガス)を減圧下で低減することで、鋳造前の溶湯を清浄にすることを目的にしている。溶湯中の窒素、水素などのガス化成分を効果的に低減するには、適切な溶湯温度、630〜730℃に加えて減圧度の臨界値があり、これが概ね200Torr以下となる。200Torr以上では、溶湯中の脱気効果が顕著に得られなくなる。
そのために、200Torr以下の減圧下に溶湯を放置することによる脱気処理が有効であり、本発明の製造方法を成立させる上で重要である。
【0043】
≪充填≫
溶湯温度が670〜730℃の溶湯をキャビティ表面温度が平均で45℃以上の鋳型内に注湯することが本発明の製造方法を成立させる上で重要である。
その理由は、溶湯温度が630℃より低温でキャビティ表面温度が45度以下では、溶湯の流動性が低下し、凝固を早まるなどから、鋳型(キャビティ)内への完全充填が不可能となる。所謂湯回り不良を引き起こすおそれがある。
そのために、前記した精錬処理、脱ガス処理、脱気処理のうち、いずれか一つ以上の処理が行われた後の溶湯を鋳型に注湯する鋳造時には、溶湯温度が670〜730℃でキャビティ表面温度が平均で45℃以上にて鋳型へ注湯する充填を行うことが本発明の製造方法を成立させる上で重要である。
【0044】
≪砂型≫
砂型の型主材として、30%以上のジルコンサンド(ZrO2,ZrO)を含むことが本発明の製造方法を成立させる上で重要である。
つまり、砂型は、通常けい砂(SiO2)を型主材としている。本発明の耐熱マグネシウム合金は、合金設計段階で鋳造性(湯流れ性、焼き付き、鋳造割れなど)を十分に考慮した、所謂良鋳造性材料となっている。しかし、合金設計が災いし、一方で従来の微細化剤(C系化合物を微細化核とするもの全て)では鋳物の結晶粒を微細化(機械的特性、強度や伸び向上)ができないことから、金型鋳造に比べて凝固速度が遅い砂型鋳造においては、差異として最も顕著に現れる。
そのために、けい砂より熱伝導係数が小さな(熱伝導の良い)ジルコニウム砂を、型主材として、30%以上使うことで、けい砂100%よりも凝固が速まり、この効果により過冷による結晶核生成数の増大が生じ、結果として、鋳物の微細化組織が得られる。つまり、機械的特性(軸力保持率、引張強さ、0.2耐力%、伸び)に優れた鋳物を鋳造が可能になる。
そのために、砂型の型主材として、30%以上のジルコンサンド(ZrO2,ZrO)を含むことが本発明の製造方法を成立させる上で重要である。
【0045】
[試作品の製造]
前記した製造方法の精錬処理、脱ガス処理、脱気処理、充填(注湯)、砂型の各条件で、表1に示す実施例1〜6の本各種Mg−Al−Ca系合金、比較例1〜6の各種Mg−Al−Ca系合金による試作品の製造を以下の鋳造条件により試みた。
鋳造条件
使用鋳型:JIS−H5203砂型(4号試験片4本取り、木型で造型)
溶湯処理:合金溶け落ち後、フラックス精錬:at650〜670℃
⇒Ar脱ガス:3リットル/分×5分 at630〜700℃
(ここで酸化燃焼が激しい場合は精錬用フラックスを散布)
⇒鎮静:5〜10分
溶湯充填:at700〜720℃
試作品a:150×150×3.5t(実部品試作時の平均肉厚部を想定)
試作品b:140×60×30t(実部品試作時の厚肉部を想定)
【0046】
[評価]
そして、前記の鋳造条件による鋳造時における鋳造性と、この鋳造条件によって得られた鋳物(試作品a,b)の機械的特性を評価する試験を行った。
【0047】
[鋳造性]
前記の鋳造条件における鋳造性の評価を、鋳造過程で合金の性質を特徴つける流動性および鋳造割れの二つのパラメータによって行い、その結果を表2に示す。
【0048】
≪流動性≫
流動性(湯流れ)については、鋳型に溶湯を注湯する鋳造時において、溶湯のオーバフロー量、溶湯が流れ込むチルベルトなどの空間における溶湯の充填量の大きさを評価基準として判定し、以下の3段階に分けて評価した。
a.良好
b.やや劣る
c.劣る
【0049】
≪鋳造割れ≫
鋳造割れ(熱間割れ発生)については、得られた鋳物(試作品)の外観検査で行い、割れの有無で判定し、以下の3段階に分けて評価した。
a.殆ど無し
b.少々有り
c.有り
【0050】
[機械的特性]
また、前記の鋳造条件によって得られた表1に示す実施例1〜6、比較例1〜6の各種Mg−Al−Ca−Be−Mn系合金鋳物(試作品)の機械的特性の評価として、軸力保持率と引張特性(引張強さ、0.2%耐力および伸び)について測定し、その結果を表2に示す。
【0051】
≪軸力保持率≫
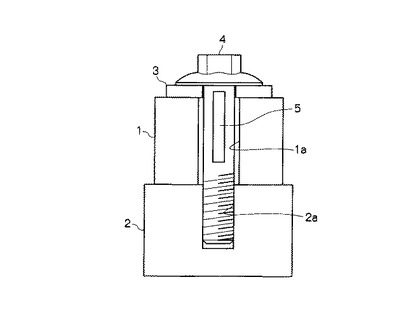
図1は、締結したボルトの軸力を測定する状態を模式的に示す概念説明図である。
軸力測定は、円筒状に加工されたボルト挿通孔1aを有する供試材(座面外径φ20mm、内径(ボルト挿通孔)φ9mm、厚さ約10mm)1を、図1に示すように、ネジ穴(M8.0×P1.25)2aを有する相手材2にワッシャ3を介してボルト(フランジ付)4による所定の軸力で締結させた状態で、150℃の大気炉で200時間保持し、その後、室温まで冷却させた後のボルト4の軸力を測定することにより、軸力保持率(%)を評価した。
ここで、使用した相手材2は、JIS規格ADC12のアルミニウム合金部材でL50×D25×D25のブロック形状であり、ワッシャ3は、外径φ18mm、内径φ9mm、厚さ3mm、A6061−T6のアルミニウム合金製(表面には厚さが20〜30μの硬質アルマイト処理が施されている)であり、ボルト4は、M8×P1.25×25mm、強度区分8.0〜9.0の鉄合金製である。
【0052】
具体的に説明すると、図1に示すように、ボルト4を、ワッシャ3を介して供試材1のボルト貫通孔に挿通させるとともに、相手材2のネジ穴2aに初期軸力9.5KN(座面圧約50MPa)で締結させる。このときのボルト4の軸力を、図1に示すボルト4に貼着されている歪ゲージ5で測定した。そして、ボルト4を締結したワッシャ3、供試材1および相手材2からなる締結試験片を大気炉に収容し、150℃、200時間の条件で高温保持した後に、室温まで冷却した。
室温まで冷却した後に、ボルト4の軸力を歪ゲージ5で再び測定することにより、前記の初期軸力に対する軸力保持率を求めた。この軸力保持率は、複数個(概ね n=3)の平均値として求めることができる。その算出式は以下の通りである。
軸力保持率(%)=(150℃×200h加熱保持して室温まで冷却した後の残留軸力÷加熱保持前の初期軸力)×100
ここで、軸力保持率が、例えば、45%であることは、150℃、200時間の条件で高温保持により、初期軸力9.5KN×0.45の軸力に低下したことを意味するものである。したがって、軸力保持率が45%を越えるものを○とし、越えないものを×として評価した。
【0053】
[引張特性]
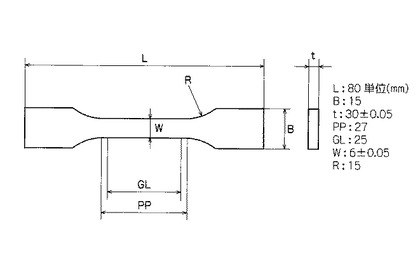
図2は、引張特性を評価する試験片を示す説明図である。
そして、引張特性を評価する試験を行った。このときの試験条件は、図2に示す形状(概寸)に切り出し加工された試験片(テストピース)を、20〜25℃の雰囲気中で、(株)津島製作所製のインストロン型引張試験機を用いたクロスヘッドスピード1mm/minで引っ張ることにより行い、引張強さ(MPa)、0.2%耐力(MPa)、伸び(%)についてそれぞれ評価した。
ここで、図2に示す試験片の寸法表示中のGLは評点間距離を表し、PPは平面部長さを表すものである。
【0054】
【表2】
【0055】
表1に示す比較例1は、アルミニウムの含有量が本各種Mg−Al−Ca系合金の含有下限値よりも下回り、比較例2は、アルミニウムの含有量が本各種Mg−Al−Ca系合金の含有上限値よりも上回っている。そして、比較例3は、カルシウムの含有量が本各種Mg−Al−Ca系合金の含有下限値よりも下回り、比較例4は、カルシウムの含有量が本各種Mg−Al−Ca系合金の含有上限値よりも上回っている。また、比較例5は、ベリリウムの含有量が本各種Mg−Al−Ca系合金の含有下限値よりも下回り、比較例6は、ベリリウムの含有量が本各種Mg−Al−Ca系合金の含有上限値よりも上回っている。
【0056】
表2から分かるように、比較例1、比較例4では、軸力保持率、引張強さ、0.2%耐力、伸びの機械的特性において高い値を有しているものの、鋳造時における溶湯の流動性がやや劣り、さらに鋳造割れや焼き付きが発生するなどの鋳造性に問題があり、総合評価は×であった。
比較例2では、比較例1に対して鋳造性に改善が見られるものの、機械的特性における軸力保持率が低く、総合評価は×であった。
比較例3では、比較例2と同じく鋳造性に改善が見られるものの、機械的特性における軸力保持率と0.2%耐力が低く、総合評価は×であった。
比較例5では、機械的特性において高い値を有し、しかも、鋳造時に鋳造割れが発生しないものの、鋳造時における溶湯の流動性が悪く、さらに焼き付きが発生するなどの鋳造性に少々問題が有り、総合評価は×であった。
比較例6では、鋳造時における溶湯の流動性が悪く、さらに焼き付きが発生するなど鋳造性に少々問題があり、機械的特性においても0.2%耐力値が低く、総合評価は×であった。
【0057】
この比較例1〜6に対して、実施例1〜6によれば、表2に示すように、鋳造時における溶湯の流動性、鋳造割れや焼き付の防止、そして軸力保持率、引張強さ、0.2%耐力、伸びの機械的特性において高い値を有し、総合的に優れていることを確認することができた。
【0058】
以上詳述のように、砂型鋳造に適応し、鋳型に固着し難く、鋳造割れを起し難く、かつ、流動性に優れた耐熱マグネシウム合金であることが確認された。これにより、ダイカスト鋳造などによる量産鋳造を前提に、新製品の設計・開発段階における試作品の試作鋳造を、安価で、かつ、短期間で可能とする簡易な砂型鋳造によって具現化することができる。
また、ダイカスト鋳造品の75%以上の機械的特性(軸力保持率、引張強さ、0.2%耐力、伸び)が得られる試作品を簡易な砂型鋳造で製造することができる。
【0059】
なお、本発明の実施形態の具体的な構成は、前記した実施形態に限られるものではなく、請求項1〜10に記載の本発明の要旨を逸脱しない範囲で設計変更などがあっても本発明に含まれるものである。
耐熱マグネシウム合金として、前記実施例詳述のMg−Al−Ca系合金以外に、例えば、Mg−Al−Mn系合金またはMg−Zn−Mn系合金またはMg−Al−Zn−Mn系合金のいずれか一つの合金に、耐熱性向上を目的として、さらに、Ca、Sr、ER、Si、Snのうち、一種類以上を含有してなる耐熱マグネシウム合金を挙げることができる。
そして、これら耐熱マグネシウム合金を用い、この合金溶湯を前記実施例詳述の製造方法における鋳造条件による砂型鋳造の具現化を可能とするものである。
【0060】
また、耐熱マグネシウム合金として、アルミニウムを9.20質量%超え〜12.6質量%、カルシウムを0.9〜2.0質量%、ベリリウム0.0005〜0.1000質量%、マンガンを0.10〜0.45質量%含有し、残部がマグネシウムおよび不可避不純物、そしてさらに、亜鉛を1.0質量%以下、鉄を0.005質量%以下、珪素を0.10質量%以下、ニッケルを0.020質量%以下、銅を0.030質量%以下含有してなる耐熱マグネシウム合金を挙げることができる。
【技術分野】
【0001】
本発明は、耐熱マグネシウム合金および合金鋳物の製造方法に係り、特に、ダイカスト鋳造などによる量産前の新製品の試作段階において、砂型鋳造による試作品の鋳造のための耐熱マグネシウム合金および耐熱マグネシウム合金鋳物の製造方法に関する。
【背景技術】
【0002】
近年の軽量化ニーズの高まりにより、アルミニウム合金よりさらに軽量なマグネシウム合金が注目を集めている。このマグネシウム合金は、実用金属材料の中で最も軽量な材料であり、機体の軽量化を求めている航空機産業の他、環境意識の高揚に伴い、車体(車両)のさらなる軽量化を進めている自動車産業などの各産業界において部品材料として特に注目されている。
【0003】
そこで、このような産業界の要望に答え、耐熱性などの機械的特性と、生産コストを抑えるダイカスト鋳造などによる量産性などに優れたマグネシウム−アルミニウム−カルシウムの3元系からなる耐熱マグネシウム合金が提案されている(例えば、特許文献1〜特許文献4などを参照)。
【0004】
特許文献1には、アルミニウムを6〜12重量%、カルシウムを0.05〜4重量%、希土類元素を0.5〜4重量%、マンガンを0.05〜0.50重量%、スズを0.1〜14重量%含有し、残部がマグネシウムならびに不可避不純物からなる耐熱性、鋳造性に優れた耐熱マグネシウム合金が開示され、また、このような成分組成からなる耐熱マグネシウム合金に、さらに、ジルコニウムを0.05〜0.2重量%、炭素を0.03〜0.2重量%のうち、少なくとも1種を含有してなる耐熱性、鋳造性に優れた耐熱マグネシウム合金が開示されている。
【0005】
特許文献2には、少なくとも86重量%のマグネシウム、4.8〜9.2重量%のアルミニウム、0.08〜0.38重量%のマンガン、0.00〜0.9重量%の亜鉛、0.2〜1.2重量%のカルシウム、0.05〜1.4重量%のストロンチウム、0.00〜0.8重量%の希土類元素を含有してなるマグネシウム合金が開示されている。
【0006】
特許文献3には、少なくとも85.4重量%のマグネシウム、4.7〜7.3重量%のアルミニウム、0.17〜0.60重量%のマンガン、0.0〜0.8重量%の亜鉛、1.8〜3.2重量%のカルシウム、0.3〜2.2重量%の錫、0.0〜0.5重量%のストロンチウムを含有してなるマグネシウム合金が開示されている。
【0007】
特許文献4には、2〜9重量%のアルミニウム、6〜12重量%の亜鉛、0.1〜2.0重量%のカルシウムを含有し、残部がマグネシウムおよび不可避不純物からなるマグネシウム合金に対して、溶体化処理と人工時効処理とを順に施した状態で、室温時に少なくとも140MPaの0.2%耐力を有し、かつ、65HV以上のビッカース硬さを有するマグネシウム合金が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−68550号公報
【特許文献2】特開2004−238678号公報
【特許文献3】特開2004−238676号公報
【特許文献4】特開2002−266044号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、新たに設計された新製品、例えば、オイルパン、シリンダヘッドカバー、シリンダブロックなどの自動車用部品を、耐熱マグネシウム合金を用いて高圧ダイカスト法により量産および実用化する場合には、それ以前の部品設計から実用化に至る開発段階で、量産時に近い機械的特性を具備する試作品を少量個数鋳造して、これにより新規設計部品を検証、すなわち、単体並びに複数個の部品による組み立て後の状態として各種機能や特性を事前評価、確認することが必須である。
【0010】
しかしながら、従来技術によりマグネシウム合金を用いて新製品の試作品を製造する場合、低コストで短期間にて鋳造することが可能な鋳型の中でもっとも簡易な砂型を用いた鋳造技術の具現化が確立されていないために、従来では、新製品の開発段階(試作段階)から量産時と同じダイカスト鋳造用の金型を製作した上でないと、試作品を試作鋳造することができないものであった。
そのために、従来では、開発期間を費やして試作鋳造に取り掛からなければならず、結果として開発費用が嵩むと同時に期間が長引くこととなり、航空機産業や自動車産業などの各産業界の開発技術者からより安価で、かつ、短期間で試作品を試作鋳造し、機械的特性などを評価確認(実験証)することができる試作鋳造技術の具現化が強く切望されている。つまり、金型に比べて、安価で短期間で製作することができる砂型による試作品の試作鋳造技術の具現化が強く切望されていた。
【0011】
そこで、本発明は、前記課題を解消するために創案されたものであり、ダイカスト鋳造などによる量産鋳造を前提に、新製品の設計・開発段階における試作品の試作鋳造を、安価で、かつ、短期間で可能とする簡易な砂型鋳造により具現化すること、また、ダイカスト鋳造による量産品の概ね75%以上の機械的特性が得られる試作品の試作鋳造を砂型鋳造で可能にすること、などを目的に改良された耐熱マグネシウム合金および耐熱マグネシウム合金鋳物の製造方法を提供することにある。
ここで、ダイカスト鋳造品の75%以上の機械的特性とは、試作機能評価において主に必要なスペックであるとされる静的引張り試験における0.2%耐力が、ダイカスト鋳造対比75%以上を意味するものである。
【課題を解決するための手段】
【0012】
本発明者は、長年にわたり鋭意研究し各種の実験を重ねた結果、前記課題を解決することができることを見出し、本発明を完成させるに至ったものである。
すなわち、本発明の耐熱マグネシウム合金は、マグネシウム、アルミニウム、カルシウムを含有する耐熱マグネシウム合金であって、
アルミニウムを9.20質量%超え〜12.6質量%、カルシウムを0.9〜2.0質量%、ベリリウム0.0005〜0.1000質量%、マンガン(Mn)を0.10〜0.45質量%含有し、残部がマグネシウムおよび不可避不純物からなることを特徴とする。
【0013】
ここで、本発明の耐熱マグネシウム合金は、前記アルミニウムを9.50質量%超え〜10.5質量%、前記カルシウムを1.2質量%超え〜2.0質量%、前記ベリリウム0.0010〜0.0100質量%含有していることが好適なものとなる。
また、本発明の耐熱マグネシウム合金は、さらに、亜鉛を1.0質量%以下または/およびストロンチウムを0.60質量%以下、鉄を0.005質量%以下、珪素を0.10質量%以下、ニッケルを0.020質量%以下、銅を0.030質量%以下含有していることが好適なものとなる
【0014】
そして、本発明の耐熱マグネシウム合金鋳物の製造方法では、耐熱マグネシウム合金を溶解し、その合金溶湯を鋳型に注湯して鋳物を鋳造する製造方法であって、
前記合金溶湯に対して、630〜670℃でのフラックスによる精錬処理、または、630〜730℃での不活性ガスによる脱ガス処理、あるいは、200Torr以下の減圧下に前記合金溶湯を放置することによる脱気処理のうち、いずれか一つ以上の処理を行う処理工程と、この処理工程の後に、キャビティ表面の温度が平均で45℃以上の前記鋳型内に、670〜730℃の溶湯温度で前記合金溶湯を注湯する充填工程と、を含むことを特徴とする。
【0015】
ここで、前記耐熱マグネシウム合金は、アルミニウムを9.20質量%超え〜12.6質量%、カルシウムを0.9〜2.0質量%、ベリリウム0.0005〜0.1000質量%、マンガンを0.10〜0.45質量%含有し、残部がマグネシウムおよび不可避不純物からなること、そして、アルミニウムを9.50質量%超え〜10.5質量%、カルシウムを1.2質量%超え〜2.0質量%、ベリリウム0.0010〜0.0100質量%含有していること、さらに、亜鉛を1.0質量%以下、ストロンチウムを0.60質量%以下、鉄を0.005質量%以下、珪素を0.10質量%以下、ニッケルを0.020質量%以下、銅を0.030質量%以下含有していることが好適なものとなる。
【0016】
また、前記フラックスは、10〜15質量%のふっ化カルシウムと、40〜46質量%の塩化バリウムと、6〜11質量%の塩化カリウムと、30〜38質量%の塩化マグネシウムと、不可避不純物がそれぞれ混入された粉体からなり、この粉体を、前記鋳型に注湯される全溶湯重量の0.2〜0.5質量%の範囲内で前記合金溶湯に投入混練させた後に、20分間以内の前記合金溶湯の攪拌作業と、この攪拌作業後5分以上の溶湯鎮静とを続けて行うことが好適である。
【0017】
また、前記脱ガス処理は、前記合金溶湯内に、流量3〜10リットル/分、3分以上の時間でアルゴンガスが送込まれることで行われ、前記アルゴンガスは、純度97%以上であること、また、前記アルゴンガスの前記合金溶湯内への送込みが、アルゴンガスが気泡となって噴出する微細な孔を多数有するガス供給パイプを、前記合金溶湯内に浸漬させて行われること、また、前記鋳型が砂型であり、その型主材が30%以上のジルコンサンドを含むことが好適である。
また、本発明の耐熱マグネシウム合金鋳物の製造方法では、前記鋳物の含有水素量が、20cc/100gMg以下であることが好適なものとなる。
【発明の効果】
【0018】
本発明によれば、新たに設計された新製品、オイルパン、シリンダヘッドカバー、シリンダブロックなどの自動車用部品において、これら各部品の用途に応じて要求される機械的特性(軸力保持率、引張強さ、0.2耐力、伸びなど)、そして鋳造における鋳造性(流動性、鋳造割れ、型への固着性など)の評価確認を行うための試作品の試作鋳造などを、簡易な砂型によって行うことができる。すなわち、耐熱マグネシウム合金を用いて新しい形状や構造の新製品を設計開発するときに、製品をダイカスト鋳造などによって量産するための鋳型方案やその鋳造条件などを簡易な砂型鋳造を用いて短期間で見出すことが可能となる。
【図面の簡単な説明】
【0019】
【図1】締結したボルトの軸力を測定する状態を模式的に示す概略説明図である。
【図2】引張特性を評価する試料片を示す説明図である。
【発明を実施するための形態】
【0020】
[耐熱マグネシウム合金]
本発明の耐熱マグネシウム合金は、9.21質量%超え〜12.6質量%のアルミニウム(Al)、0.9〜2.0質量%のカルシウム(Ca)、0.0005〜0.00999質量%のベリリウム(Be)、0.10〜0.45質量%のマンガン(Mn)含有し、残部が主成分のマグネシウム(Mg)および微少量の不可避不純物からなる。
また、本発明の耐熱マグネシウム合金は、さらに、1.0質量%以下の亜鉛(Zn)、0.60質量%以下のストロンチウム(Sr)、0.005質量%以下の鉄(Fe)、0.10質量%以下の珪素(Si)、0.020質量%以下のニッケル(Ni)、0.030質量%以下の銅(Cu)を含有してなる。
以下、組成の限定理由について説明する。
【0021】
≪アルミニウム9.21質量%超え〜12.6質量%≫
アルミニウムは、耐食性および鋳造性の向上に寄与するとともに、マグネシウム合金の強化に寄与して鋳造品の機械的強度を向上させる元素であるために、含有量が過小であると、鋳造性が著しく低下するおそれ、特に、良好な流動性(湯流れ)が得られなくなるおそれがある。一方、含有量が過剰であると、マグネシウム合金の母相(matrix)中におけるアルミニウムの固溶限界を超えることもあり、非平衡晶出したβ(Mg17,Al12)相が著しく増大し、鋳物品の靭性および延性(伸び)が低下するおそれがある。
そのために、アルミニウムの含有量は、9.21質量%超え〜12.6質量%の範囲内に設定することが本発明を成立させる上で重要で、好ましくは9.50質量%超え〜10.5質量%の範囲内である。
【0022】
≪カルシウム0.9〜2.0質量%≫
カルシウムは、マグネシウム合金中においてアルミニウムと共存した場合、Al2Caに代表されるAl−Ca系化合物相が凝固中に結晶粒界、セル境界に主に晶出生成し、これらの熱的に安定な化合物相が結晶粒内の変形および粒界すべりなどを抑制し、マグネシウム合金の高温強度(耐熱性)を改善する元素であるために、含有量が過小であると、Al2Ca相の生成が少なく、耐熱性の向上効果が少なくなる。一方、含有量が過剰であると、実用性に耐え得ないほどに靭性および延性が低下するおそれがある。
そのために、カルシウムの含有量は、0.9〜2.0質量%の範囲内に設定することが本発明を成立させる上で重要で、好ましいくは1.21〜1.90質量%の範囲内である。
【0023】
≪ベリリウム0.0005〜0.1000質量%≫
ベリリウムは、溶解、フラックス精錬、脱ガス、溶湯保持および鋳造中(型内への合金溶湯の充填中)における耐熱マグネシウム合金の合金溶湯の酸化燃焼を防止する役目を成す元素であるが、この防止効果は、金属酸化物の生成自由エネルギーがマグネシウムよりもベリリウムのほうが低く、優先酸化し易いことに起因する。このため、含有量が0.0005質量%より過小であると、ベリリウムの優先酸化量が少なくなるので、溶湯自体の酸化燃焼が著しく進むこととなり、鋳造時の流動性(湯流れ性)が低下する。一方、含有量が0.1000質量%より過剰であると、必要以上に厚肉、かつ、強固な酸化ベリリウム(BeO)の保護皮膜が合金溶湯の表面にできてしまい、流動性(湯流れ性)の弊害となって湯回り不良を引き起こす要因となるばかりか、保護皮膜が介在物となって鋳物品中に混入し、機械的特性の低下を招く要因となる。
そのために、ベリリウムの含有量は、0.0005〜0.1000質量%の範囲内に設定することが本発明を成立させる上で重要で、好ましくは0.0010〜0.0100質量%の範囲内である。
【0024】
≪マンガン0.10〜0.45質量%≫
マンガンは、マグネシウム合金の耐食性の向上に寄与する元素であるために、含有量が0.10質量%より過小であると、耐食性の向上効果が少なくなる。一方、含有量が0.45質量%より過剰であると、合金溶湯中に溶解しきれなくなり、Al6Mnなどの脆弱な化合物相の生成に起因した靭性の低下を招くおそれがある。
そのために、マンガンの含有量は、0.10〜0.45質量%の範囲内に設定することが本発明を成立させる上で重要で、好ましくは0.15〜0.35質量%の範囲内である。
【0025】
≪亜鉛1.0質量%以下≫
亜鉛は、Mg−Al合金中に添加した場合、マグネシウム合金の母相(matrix)中へ優先固溶して固溶強化に寄与するとともに晶出ならびに析出β(Mg17,Al12)相の微細、かつ、均一な分散に寄与する元素であるために、含有量が1.0質量%より過剰であると、Mg−Zn系晶出相とこれに伴う低融点な多元共晶反応の生成に繋がるおそれがあり、この多元共晶反応の生成が生じると、凝固途中の鋳造割れが著しく増大するおそれがある。
そのため、亜鉛の含有量は、1.0質量%以下に設定することが本発明を成立させる上で重要で、好ましくは0.90質量%以下である。
【0026】
≪ストロンチウム0.60質量%以下≫
ストロンチウムは、Al2Caに代表されるAl−Ca系化合物相へ均一に固溶することにより、マグネシウム合金の耐熱性の向上に有利な元素である。しかし、含有量が0.60質量%より過剰になると、前記の耐熱改善効果が飽和してしまい、0.60質量%を越えて含有しても意味がなくなる。加えて、0.60質量%より過剰の含有は、Al―Sr化合物相が生成されるおそれがある。このAl―Sr化合物相は脆弱であるために、マグネシウム合金の強度や延性などの機械的特性を低下させるおそれがある。
そのため、ストロンチウムの含有量は、0.60質量%以下に設定することが本発明を成立させる上で重要で、好ましくは0.40質量%以下である。
【0027】
≪鉄0.005質量%以下≫
鉄は、鋳造品の耐食性に大きく影響を与える元素であるために、含有量が0.005質量%より過剰になると、鋳造品の耐食性が著しく低下するおそれがある。
そのために、鉄の含有量は、0.005質量%以下に設定することが本発明を成立させる上で重要で、好ましい含有量は
0.003質量%以下である。
【0028】
≪珪素0.10質量%以下≫
珪素は、微量であれば有害元素ではなく、耐熱マグネシウム合金の特性変化をあまりもたらさないが、含有量が0.10質量%より過剰になると、Mg2Si化合物相が生成されて延性および疲労強度が低下する傾向がある。
そのために、含有量は、0.10質量%以下に設定することが本発明を成立させる上で重要で、好ましい含有量は0.07質量%以下である。
【0029】
≪ニッケル0.020質量%以下≫
ニッケルは、鋳造品の耐食性に大きく影響を与える元素であるために、含有量が0.002質量%より過剰になると、鋳造品の耐食性が著しく低下するおそれがある。
そのために、ニッケルの含有量は、0.020質量%以下に設定することが本発明を成立させる上で重要で、好ましい含有量は0.001質量%以下である。
【0030】
≪銅0.030質量%以下≫
銅は、ニッケルと同じく、鋳造品の耐食性に大きく影響を与える元素であるために、含有量が0.030質量%より過剰になると、鋳造品の耐食性が著しく低下するおそれがある。
そのために、銅の含有量は0.030質量%以下に設定することが本発明を成立させる上で重要で、好ましい含有量は0.020質量%以下である。
【0031】
≪不可避不純物≫
本発明に係る耐熱マグネシウム合金中の不可避不純物としては、例えば、鉛(Pb)、チタン(Ti)、スズ(Sn)、そして酸化マグネシウム(MgO)などの酸化物を挙げられる。
鉛およびチタンは、微量であれば有害元素ではなく、耐熱マグネシウム合金の特性変化をあまりもたらさないが、含有量が0.01質量%より過剰になると、金属間化合物相が生成されて延性が低下する傾向がある。そのために、耐熱マグネシウム合金中において0.01%質量%以下となるように調製(調合)することが好ましい。
スズは、微量添加では特に大きな影響を及ぼさないが、0.02%以上含有すると、高温で安定なMg−Sn−Ca系金属間化合物相を生成する。この金属間化合物相の生成量が増えると、耐熱性の向上を目的として添加しているCaが、Mg−Sn−Ca系金属間化合物相の生成に消費されてしまい、相対的に本系耐熱合金の主要な耐熱強化相であるAl2Ca相の減少、ひいては、耐熱特性の低下に繋がってしまう。そのために、耐熱マグネシウム合金中において0.01質量%以下となるように調製することが好ましい。
酸化マグネシウムは、鋳造時の溶湯の湯流れ性および鋳造後の鋳物の機械的性質に主に影響を及ぼす非金属介在物であるため、含有量の増加は、比例的にこれらの特性を相対的に低下させる傾向にある。そのため、耐熱マグネシウム合金中において1.0質量%以下となるように調製することが好ましい。
【実施例】
【0032】
つぎに、実施例を挙げて、本発明の耐熱マグネシウム合金について具体的に説明する。
主成分のマグネシウムに、アルミニウムを9.50質量%超え〜10.5質量%、カルシウムを1.21〜1.90質量%、ベリリウムを0.0010〜0.0100質量%、マンガンを0.15〜0.35質量%、不可避不純物(鉛、チタン、スズ、そして酸化マグネシウムなどの酸化物)を含有し、さらに、亜鉛を1.0質量%以下、ストロンチウムを0.60質量%以下、鉄を0.005質量%以下、珪素を0.10質量%以下、ニッケルを0.020質量%以下、銅を0.030質量%以下に含有調製した各種Mg−Al−Ca系合金をそれぞれ準備した(表1の実施例1〜6)。
そして、準備した本発明合金から後記する製造方法(砂型鋳造)によって鋳物を鋳造し、このときの本各種Mg−Al−Ca系合金の鋳造性を観察するとともに、得られた本各種Mg−Al−Ca系合金鋳物を用いて機械的特性を評価する試験を行い、それらの結果を表2に示す。
[比較例]
【0033】
また、前記したアルミニウム、カルシウム、ベリリウムの含有範囲においてその含有上限値を上回る。そして、含有下限値を下回る各種Mg−Al−Ca系合金をそれぞれ準備し(表1の比較例1〜6)、前記と同じく後記する製造方法による鋳造時における鋳造性を観察するとともに、得られた各種Mg−Al−Ca系合金鋳物を用いて機械的特性を評価する試験を行い、それらの結果を表2に示す。
【0034】
【表1】
【0035】
[耐熱マグネシウム合金鋳物の製造方法]
つぎに、表1に示す実施例1〜6の各組成からなる本各種Mg−Al−Ca系合金を用いて耐熱マグネシウム合金鋳物を鋳造する本発明の製造方法について説明する。
本実施例の製造方法は、溶解された耐熱マグネシウム合金(合金インゴット)の合金溶湯に対して、630〜670℃でのフラックスによる精錬処理、または、630〜730℃での不活性ガスによる脱ガス処理、あるいは、200Torr以下の減圧下に合金溶湯を放置することによる脱気処理のうち、これらいずれか一つ以上の処理を行う処理工程、この処理工程の後に、鋳型キャビティ表面の温度が平均で45℃以上の鋳型内に、670〜730℃の注湯温度で合金溶湯を注湯する充填工程にて行われる。
また、本実施例の製造方法では、合金溶湯を注湯して鋳物を製造する鋳型として砂型が使用される。この砂型は、30%以上のジルコンサンド(ZrO2,ZrO)を含む型母材によって製作されている。
【0036】
そして、本実施例に係る製造方法において、以下に説明する精錬処理、脱ガス処理、脱気処理、充填(注湯)、砂型の各条件を満たすことが本発明を成立させる上で重要である。
【0037】
≪精錬処理≫
表1に示す実施例1〜6の本各種Mg−Al−Ca系合金の合金溶湯(以後、単に「溶湯」と称する)のフラックスによる精錬処理、すなわち、溶湯へのフラックス散布と攪拌による酸化物などのゴミ、介在物のフラックスへの反応吸着と塩化物生成およびこの塩化物の重力分離(溶湯表面への浮上除去或いは溶湯底部側への沈殿)による溶湯の清浄化処理を行うことを目的として溶湯中の介在物除去を行うには630〜670℃の範囲における溶湯温度でフラックスによる精錬処理が重要である。
その理由は、630℃より低温の場合は、介在物のフラックスへの反応吸着と塩化物生成が進まず、溶湯の清浄化処理を達成することができない。670℃より高温の場合では、フラックスへの反応吸着が促進されすぎることとなり、正常なマグネシウム合金溶湯自体の吸着反応も進むこととなり、結果として、溶湯は清浄となるが、溶湯自体が減量してしまい、精錬歩留まりが低下してしまうからである。
そのために、フラックスによる溶湯の精錬処理では、溶湯温度を630〜670℃の範囲内に設定することが本発明の製造方法を成立させる上で重要で、好ましくは640〜660℃の範囲内である。
【0038】
また、精錬処理において、フラックスは、10〜15質量%のふっ化カルシウム(CaF2)と、40〜46質量%の塩化バリウム(BaCl2)と、6〜11質量%の塩化カリウム(KCI)と、30〜38質量%の塩化マグネシウム(MgCl2)と、不可避不純物がそれぞれ混入された粉体であって、この粉体を、鋳型に注湯される全溶湯重量の0.2〜0.5質量%の範囲内で溶湯に投入混練させた後に、20分間以内の溶湯の攪拌作業と、この攪拌作業後5分以上の溶湯鎮静とを続けて行うことが本発明の製造方法を成立させる上で重要である。
その理由は、ふっ化カルシウム、塩化バリウム、塩化カリウム、塩化マグネシウムの配合量が前記範囲内から外れると、フラックス自体の粘性変化および酸化物との吸着性低下などが生じ易くなり、精錬処理における精錬能力(溶湯中の介在物除去効果)が著しく低下するおそれがあるからである。
そのために、精錬処理時に溶湯に投入混練されるフラックスは、10〜15質量%のふっ化カルシウムと、40〜46質量%の塩化バリウムと、6〜11質量%の塩化カリウムと、30〜38質量%の塩化マグネシウムと、不可避不純物がそれぞれ混入された粉体であることが本発明の製造方法を成立させる上で重要である。
【0039】
また、精錬処理において、前記配合成分からなるフラックス(粉体)の溶湯への投入は、鋳型に注湯される全溶湯重量の0.2〜0.5質量%の範囲内で溶湯に投入混練させた後に、20分間以内の溶湯の攪拌作業と、この攪拌作業後5分以上の溶湯鎮静とを続けて行うことが本発明の製造方法を成立させる上で重要である。
その理由は、投入量が全溶湯重量の0.2重量%より少なすぎると、介在物除去が不十分となり、0.5重量%より多すぎると、反応に寄与しないばかりか、不要なフラックス成分が増大し、実生産上、コスト高となる。また、溶湯へ投入混練させた後、20分以内で溶湯とフラックスの攪拌反応を十分に完了させないと、20分を越えた攪拌は不必要かつ無駄な作業となる。
そのために、精錬処理において、フラックスは、注湯される全溶湯重量の0.2〜0.5質量%の範囲内で溶湯に投入混練させた後に、20分間以内の溶湯の攪拌作業と、この攪拌作業後5分以上の溶湯鎮静とを続けて行うことが本発明の製造方法を成立させる上で重要である。
【0040】
≪脱ガス処理≫
不活性ガスによる溶湯の脱ガス処理では、溶湯内へ不活性ガスを吹き込みバブリングすることによって溶湯中の固溶された水素を泡に吸着させて浮上分離させる。これにより、溶湯中の含有水素量を低減させる効果をもたらす。この含有水素量の低減効果をもたらすためには630〜730℃の範囲における溶湯温度での不活性ガスによる脱ガス処理が重要である。
その理由は、630℃より低温の場合は、溶湯粘性が高く、低温であることにより吸着反応が進み難く脱ガス効果が乏しくなる。730℃より高温の場合は、吸着反応が進んで脱ガス効果が得られるものの、泡立てた溶湯表面での水素吸収ならびに介在物生成も進むこととなって脱ガス効果の低減と溶湯の汚染が進むこととなるために、好ましくない。
そのために、不活性ガスによる脱ガス処理では、溶湯温度を630〜730℃の範囲内に設定することが本発明の製造方法を成立させる上で重要で、好ましくは640〜660℃の範囲内である。
【0041】
また、脱ガス処理において、溶湯内に、流量3〜10リットル/分、3分以上の時間でアルゴンガスが送込まれて行われること、そしてアルゴンガスは純度97%以上であること、が本発明の製造方法を成立させる上で重要である。
流量3〜10リットル/分、3分以上の時間でアルゴンガスを溶湯に送込むことは、例えば、50〜1000kg程度の溶湯重量の溶解、保持炉に適用させた場合の条件であって、この条件以上の流量および/または時間でアルゴンガスを溶湯内に送込んでも、溶湯中の含有水素量の低減が本発明工法での限界レベルに達しているため、意味がなくなる。
そして、アルゴンガスの純度が97%より過少であると、溶湯中の含有水素量の低減効果が低下、すなわち、脱ガス効果が低下するために、アルゴンガスは純度97%以上であることが重要である。
また、溶湯内へのアルゴンガスの送込みを、アルゴンガスが気泡となって噴出する微細な孔を多数有するガス供給パイプを用い、このガス供給パイプを溶湯内に浸漬させて行うようにすることが好ましい。
【0042】
≪脱気処理≫
主に溶湯中の不要気体(ガス)を減圧下で低減することで、鋳造前の溶湯を清浄にすることを目的にしている。溶湯中の窒素、水素などのガス化成分を効果的に低減するには、適切な溶湯温度、630〜730℃に加えて減圧度の臨界値があり、これが概ね200Torr以下となる。200Torr以上では、溶湯中の脱気効果が顕著に得られなくなる。
そのために、200Torr以下の減圧下に溶湯を放置することによる脱気処理が有効であり、本発明の製造方法を成立させる上で重要である。
【0043】
≪充填≫
溶湯温度が670〜730℃の溶湯をキャビティ表面温度が平均で45℃以上の鋳型内に注湯することが本発明の製造方法を成立させる上で重要である。
その理由は、溶湯温度が630℃より低温でキャビティ表面温度が45度以下では、溶湯の流動性が低下し、凝固を早まるなどから、鋳型(キャビティ)内への完全充填が不可能となる。所謂湯回り不良を引き起こすおそれがある。
そのために、前記した精錬処理、脱ガス処理、脱気処理のうち、いずれか一つ以上の処理が行われた後の溶湯を鋳型に注湯する鋳造時には、溶湯温度が670〜730℃でキャビティ表面温度が平均で45℃以上にて鋳型へ注湯する充填を行うことが本発明の製造方法を成立させる上で重要である。
【0044】
≪砂型≫
砂型の型主材として、30%以上のジルコンサンド(ZrO2,ZrO)を含むことが本発明の製造方法を成立させる上で重要である。
つまり、砂型は、通常けい砂(SiO2)を型主材としている。本発明の耐熱マグネシウム合金は、合金設計段階で鋳造性(湯流れ性、焼き付き、鋳造割れなど)を十分に考慮した、所謂良鋳造性材料となっている。しかし、合金設計が災いし、一方で従来の微細化剤(C系化合物を微細化核とするもの全て)では鋳物の結晶粒を微細化(機械的特性、強度や伸び向上)ができないことから、金型鋳造に比べて凝固速度が遅い砂型鋳造においては、差異として最も顕著に現れる。
そのために、けい砂より熱伝導係数が小さな(熱伝導の良い)ジルコニウム砂を、型主材として、30%以上使うことで、けい砂100%よりも凝固が速まり、この効果により過冷による結晶核生成数の増大が生じ、結果として、鋳物の微細化組織が得られる。つまり、機械的特性(軸力保持率、引張強さ、0.2耐力%、伸び)に優れた鋳物を鋳造が可能になる。
そのために、砂型の型主材として、30%以上のジルコンサンド(ZrO2,ZrO)を含むことが本発明の製造方法を成立させる上で重要である。
【0045】
[試作品の製造]
前記した製造方法の精錬処理、脱ガス処理、脱気処理、充填(注湯)、砂型の各条件で、表1に示す実施例1〜6の本各種Mg−Al−Ca系合金、比較例1〜6の各種Mg−Al−Ca系合金による試作品の製造を以下の鋳造条件により試みた。
鋳造条件
使用鋳型:JIS−H5203砂型(4号試験片4本取り、木型で造型)
溶湯処理:合金溶け落ち後、フラックス精錬:at650〜670℃
⇒Ar脱ガス:3リットル/分×5分 at630〜700℃
(ここで酸化燃焼が激しい場合は精錬用フラックスを散布)
⇒鎮静:5〜10分
溶湯充填:at700〜720℃
試作品a:150×150×3.5t(実部品試作時の平均肉厚部を想定)
試作品b:140×60×30t(実部品試作時の厚肉部を想定)
【0046】
[評価]
そして、前記の鋳造条件による鋳造時における鋳造性と、この鋳造条件によって得られた鋳物(試作品a,b)の機械的特性を評価する試験を行った。
【0047】
[鋳造性]
前記の鋳造条件における鋳造性の評価を、鋳造過程で合金の性質を特徴つける流動性および鋳造割れの二つのパラメータによって行い、その結果を表2に示す。
【0048】
≪流動性≫
流動性(湯流れ)については、鋳型に溶湯を注湯する鋳造時において、溶湯のオーバフロー量、溶湯が流れ込むチルベルトなどの空間における溶湯の充填量の大きさを評価基準として判定し、以下の3段階に分けて評価した。
a.良好
b.やや劣る
c.劣る
【0049】
≪鋳造割れ≫
鋳造割れ(熱間割れ発生)については、得られた鋳物(試作品)の外観検査で行い、割れの有無で判定し、以下の3段階に分けて評価した。
a.殆ど無し
b.少々有り
c.有り
【0050】
[機械的特性]
また、前記の鋳造条件によって得られた表1に示す実施例1〜6、比較例1〜6の各種Mg−Al−Ca−Be−Mn系合金鋳物(試作品)の機械的特性の評価として、軸力保持率と引張特性(引張強さ、0.2%耐力および伸び)について測定し、その結果を表2に示す。
【0051】
≪軸力保持率≫
図1は、締結したボルトの軸力を測定する状態を模式的に示す概念説明図である。
軸力測定は、円筒状に加工されたボルト挿通孔1aを有する供試材(座面外径φ20mm、内径(ボルト挿通孔)φ9mm、厚さ約10mm)1を、図1に示すように、ネジ穴(M8.0×P1.25)2aを有する相手材2にワッシャ3を介してボルト(フランジ付)4による所定の軸力で締結させた状態で、150℃の大気炉で200時間保持し、その後、室温まで冷却させた後のボルト4の軸力を測定することにより、軸力保持率(%)を評価した。
ここで、使用した相手材2は、JIS規格ADC12のアルミニウム合金部材でL50×D25×D25のブロック形状であり、ワッシャ3は、外径φ18mm、内径φ9mm、厚さ3mm、A6061−T6のアルミニウム合金製(表面には厚さが20〜30μの硬質アルマイト処理が施されている)であり、ボルト4は、M8×P1.25×25mm、強度区分8.0〜9.0の鉄合金製である。
【0052】
具体的に説明すると、図1に示すように、ボルト4を、ワッシャ3を介して供試材1のボルト貫通孔に挿通させるとともに、相手材2のネジ穴2aに初期軸力9.5KN(座面圧約50MPa)で締結させる。このときのボルト4の軸力を、図1に示すボルト4に貼着されている歪ゲージ5で測定した。そして、ボルト4を締結したワッシャ3、供試材1および相手材2からなる締結試験片を大気炉に収容し、150℃、200時間の条件で高温保持した後に、室温まで冷却した。
室温まで冷却した後に、ボルト4の軸力を歪ゲージ5で再び測定することにより、前記の初期軸力に対する軸力保持率を求めた。この軸力保持率は、複数個(概ね n=3)の平均値として求めることができる。その算出式は以下の通りである。
軸力保持率(%)=(150℃×200h加熱保持して室温まで冷却した後の残留軸力÷加熱保持前の初期軸力)×100
ここで、軸力保持率が、例えば、45%であることは、150℃、200時間の条件で高温保持により、初期軸力9.5KN×0.45の軸力に低下したことを意味するものである。したがって、軸力保持率が45%を越えるものを○とし、越えないものを×として評価した。
【0053】
[引張特性]
図2は、引張特性を評価する試験片を示す説明図である。
そして、引張特性を評価する試験を行った。このときの試験条件は、図2に示す形状(概寸)に切り出し加工された試験片(テストピース)を、20〜25℃の雰囲気中で、(株)津島製作所製のインストロン型引張試験機を用いたクロスヘッドスピード1mm/minで引っ張ることにより行い、引張強さ(MPa)、0.2%耐力(MPa)、伸び(%)についてそれぞれ評価した。
ここで、図2に示す試験片の寸法表示中のGLは評点間距離を表し、PPは平面部長さを表すものである。
【0054】
【表2】
【0055】
表1に示す比較例1は、アルミニウムの含有量が本各種Mg−Al−Ca系合金の含有下限値よりも下回り、比較例2は、アルミニウムの含有量が本各種Mg−Al−Ca系合金の含有上限値よりも上回っている。そして、比較例3は、カルシウムの含有量が本各種Mg−Al−Ca系合金の含有下限値よりも下回り、比較例4は、カルシウムの含有量が本各種Mg−Al−Ca系合金の含有上限値よりも上回っている。また、比較例5は、ベリリウムの含有量が本各種Mg−Al−Ca系合金の含有下限値よりも下回り、比較例6は、ベリリウムの含有量が本各種Mg−Al−Ca系合金の含有上限値よりも上回っている。
【0056】
表2から分かるように、比較例1、比較例4では、軸力保持率、引張強さ、0.2%耐力、伸びの機械的特性において高い値を有しているものの、鋳造時における溶湯の流動性がやや劣り、さらに鋳造割れや焼き付きが発生するなどの鋳造性に問題があり、総合評価は×であった。
比較例2では、比較例1に対して鋳造性に改善が見られるものの、機械的特性における軸力保持率が低く、総合評価は×であった。
比較例3では、比較例2と同じく鋳造性に改善が見られるものの、機械的特性における軸力保持率と0.2%耐力が低く、総合評価は×であった。
比較例5では、機械的特性において高い値を有し、しかも、鋳造時に鋳造割れが発生しないものの、鋳造時における溶湯の流動性が悪く、さらに焼き付きが発生するなどの鋳造性に少々問題が有り、総合評価は×であった。
比較例6では、鋳造時における溶湯の流動性が悪く、さらに焼き付きが発生するなど鋳造性に少々問題があり、機械的特性においても0.2%耐力値が低く、総合評価は×であった。
【0057】
この比較例1〜6に対して、実施例1〜6によれば、表2に示すように、鋳造時における溶湯の流動性、鋳造割れや焼き付の防止、そして軸力保持率、引張強さ、0.2%耐力、伸びの機械的特性において高い値を有し、総合的に優れていることを確認することができた。
【0058】
以上詳述のように、砂型鋳造に適応し、鋳型に固着し難く、鋳造割れを起し難く、かつ、流動性に優れた耐熱マグネシウム合金であることが確認された。これにより、ダイカスト鋳造などによる量産鋳造を前提に、新製品の設計・開発段階における試作品の試作鋳造を、安価で、かつ、短期間で可能とする簡易な砂型鋳造によって具現化することができる。
また、ダイカスト鋳造品の75%以上の機械的特性(軸力保持率、引張強さ、0.2%耐力、伸び)が得られる試作品を簡易な砂型鋳造で製造することができる。
【0059】
なお、本発明の実施形態の具体的な構成は、前記した実施形態に限られるものではなく、請求項1〜10に記載の本発明の要旨を逸脱しない範囲で設計変更などがあっても本発明に含まれるものである。
耐熱マグネシウム合金として、前記実施例詳述のMg−Al−Ca系合金以外に、例えば、Mg−Al−Mn系合金またはMg−Zn−Mn系合金またはMg−Al−Zn−Mn系合金のいずれか一つの合金に、耐熱性向上を目的として、さらに、Ca、Sr、ER、Si、Snのうち、一種類以上を含有してなる耐熱マグネシウム合金を挙げることができる。
そして、これら耐熱マグネシウム合金を用い、この合金溶湯を前記実施例詳述の製造方法における鋳造条件による砂型鋳造の具現化を可能とするものである。
【0060】
また、耐熱マグネシウム合金として、アルミニウムを9.20質量%超え〜12.6質量%、カルシウムを0.9〜2.0質量%、ベリリウム0.0005〜0.1000質量%、マンガンを0.10〜0.45質量%含有し、残部がマグネシウムおよび不可避不純物、そしてさらに、亜鉛を1.0質量%以下、鉄を0.005質量%以下、珪素を0.10質量%以下、ニッケルを0.020質量%以下、銅を0.030質量%以下含有してなる耐熱マグネシウム合金を挙げることができる。
【特許請求の範囲】
【請求項1】
マグネシウム、アルミニウム、カルシウムを含有する耐熱マグネシウム合金であって、
アルミニウムを9.20質量%超え〜12.6質量%、カルシウムを0.9〜2.0質量%、ベリリウム0.0005〜0.1000質量%、マンガンを0.10〜0.45質量%含有し、残部がマグネシウムおよび不可避不純物からなることを特徴とする耐熱マグネシウム合金。
【請求項2】
請求項1に記載のアルミニウムを9.50質量%超え〜10.5質量%、カルシウムを1.2質量%超え〜2.0質量%、ベリリウム0.0010〜0.0100質量%含有していることを特徴とする耐熱マグネシウム合金。
【請求項3】
請求項1または2に記載の耐熱マグネシウム合金は、さらに、亜鉛を1.0質量%以下または/およびストロンチウムを0.60質量%以下、鉄を0.005質量%以下、珪素を0.10質量%以下、ニッケルを0.020質量%以下、銅を0.030質量%以下含有していることを特徴とする耐熱マグネシウム合金。
【請求項4】
耐熱マグネシウム合金を溶解し、その合金溶湯を鋳型に注湯して鋳物を鋳造する製造方法であって、
前記合金溶湯に対して、630〜670℃でのフラックスによる精錬処理、または、630〜730℃での不活性ガスによる脱ガス処理、あるいは、200Torr以下の減圧下に前記合金溶湯を放置することによる脱気処理のうち、いずれか一つ以上の処理を行う処理工程と、
この処理工程の後に、キャビティ表面の温度が平均で45℃以上の前記鋳型内に、670〜730℃の溶湯温度で前記合金溶湯を注湯する充填工程と、を含むことを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【請求項5】
請求項4に記載の耐熱マグネシウム合金は、請求項1〜3のいずれか1項に記載の耐熱マグネシウム合金であることを特徴とする耐熱マグネシウム合金の製造方法。
【請求項6】
請求項4に記載のフラックスは、10〜15質量%のふっ化カルシウムと、40〜46質量%の塩化バリウムと、6〜11質量%の塩化カリウムと、30〜38質量%の塩化マグネシウムと、不可避不純物がそれぞれ混入された粉体からなり、
前記粉体を、前記鋳型に注湯される全溶湯重量の0.2〜0.5質量%の範囲内で前記合金溶湯に投入混練させた後に、20分間以内の前記合金溶湯の攪拌作業と、この攪拌作業後5分以上の溶湯鎮静とを続けて行うことを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【請求項7】
請求項4に記載の脱ガス処理は、前記合金溶湯内に、流量3〜10リットル/分、3分以上の時間でアルゴンガスが送込まれることで行われ、前記アルゴンガスは、純度97%以上であることを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【請求項8】
請求項7に記載のアルゴンガスの前記合金溶湯内への送込みが、アルゴンガスが気泡となって噴出する微細な孔を多数有するガス供給パイプを、前記合金溶湯内に浸漬させて行われることを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【請求項9】
請求項4または6に記載の鋳型が砂型であり、その型主材が30%以上のジルコンサンドを含むことを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【請求項10】
請求項4〜9のいずれか1項に記載の製造方法で得られた前記鋳物の含有水素量が、20cc/100gMg以下であることを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【請求項1】
マグネシウム、アルミニウム、カルシウムを含有する耐熱マグネシウム合金であって、
アルミニウムを9.20質量%超え〜12.6質量%、カルシウムを0.9〜2.0質量%、ベリリウム0.0005〜0.1000質量%、マンガンを0.10〜0.45質量%含有し、残部がマグネシウムおよび不可避不純物からなることを特徴とする耐熱マグネシウム合金。
【請求項2】
請求項1に記載のアルミニウムを9.50質量%超え〜10.5質量%、カルシウムを1.2質量%超え〜2.0質量%、ベリリウム0.0010〜0.0100質量%含有していることを特徴とする耐熱マグネシウム合金。
【請求項3】
請求項1または2に記載の耐熱マグネシウム合金は、さらに、亜鉛を1.0質量%以下または/およびストロンチウムを0.60質量%以下、鉄を0.005質量%以下、珪素を0.10質量%以下、ニッケルを0.020質量%以下、銅を0.030質量%以下含有していることを特徴とする耐熱マグネシウム合金。
【請求項4】
耐熱マグネシウム合金を溶解し、その合金溶湯を鋳型に注湯して鋳物を鋳造する製造方法であって、
前記合金溶湯に対して、630〜670℃でのフラックスによる精錬処理、または、630〜730℃での不活性ガスによる脱ガス処理、あるいは、200Torr以下の減圧下に前記合金溶湯を放置することによる脱気処理のうち、いずれか一つ以上の処理を行う処理工程と、
この処理工程の後に、キャビティ表面の温度が平均で45℃以上の前記鋳型内に、670〜730℃の溶湯温度で前記合金溶湯を注湯する充填工程と、を含むことを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【請求項5】
請求項4に記載の耐熱マグネシウム合金は、請求項1〜3のいずれか1項に記載の耐熱マグネシウム合金であることを特徴とする耐熱マグネシウム合金の製造方法。
【請求項6】
請求項4に記載のフラックスは、10〜15質量%のふっ化カルシウムと、40〜46質量%の塩化バリウムと、6〜11質量%の塩化カリウムと、30〜38質量%の塩化マグネシウムと、不可避不純物がそれぞれ混入された粉体からなり、
前記粉体を、前記鋳型に注湯される全溶湯重量の0.2〜0.5質量%の範囲内で前記合金溶湯に投入混練させた後に、20分間以内の前記合金溶湯の攪拌作業と、この攪拌作業後5分以上の溶湯鎮静とを続けて行うことを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【請求項7】
請求項4に記載の脱ガス処理は、前記合金溶湯内に、流量3〜10リットル/分、3分以上の時間でアルゴンガスが送込まれることで行われ、前記アルゴンガスは、純度97%以上であることを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【請求項8】
請求項7に記載のアルゴンガスの前記合金溶湯内への送込みが、アルゴンガスが気泡となって噴出する微細な孔を多数有するガス供給パイプを、前記合金溶湯内に浸漬させて行われることを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【請求項9】
請求項4または6に記載の鋳型が砂型であり、その型主材が30%以上のジルコンサンドを含むことを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【請求項10】
請求項4〜9のいずれか1項に記載の製造方法で得られた前記鋳物の含有水素量が、20cc/100gMg以下であることを特徴とする耐熱マグネシウム合金鋳物の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2011−99136(P2011−99136A)
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願番号】特願2009−253527(P2009−253527)
【出願日】平成21年11月4日(2009.11.4)
【出願人】(000005256)株式会社アーレスティ (44)
【Fターム(参考)】
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願日】平成21年11月4日(2009.11.4)
【出願人】(000005256)株式会社アーレスティ (44)
【Fターム(参考)】
[ Back to top ]