
蓋付容器の製造方法

【課題】蓋付容器の強度の不均衡を小さくすることができる蓋付容器の製造方法を提供することを課題とする。
【解決手段】底部11とこの底部11に立設された平面視矩形枠状の側壁部12とを備えた本体部2と、本体部2の開口5を塞ぐ蓋部3と、を用意する準備工程と、側壁部12の上面と蓋部3の下面とを突き合わせて平面視矩形枠状の突合部を形成する突合せ工程と、突合部の一辺に対して傾斜する基準線に沿って本体部2及び蓋部3を相対的かつ直線的に往復移動させて摩擦圧接する摩擦圧接工程と、を含むことを特徴とする。
【解決手段】底部11とこの底部11に立設された平面視矩形枠状の側壁部12とを備えた本体部2と、本体部2の開口5を塞ぐ蓋部3と、を用意する準備工程と、側壁部12の上面と蓋部3の下面とを突き合わせて平面視矩形枠状の突合部を形成する突合せ工程と、突合部の一辺に対して傾斜する基準線に沿って本体部2及び蓋部3を相対的かつ直線的に往復移動させて摩擦圧接する摩擦圧接工程と、を含むことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、蓋付容器の製造方法に関する。
【背景技術】
【0002】
例えば、特許文献1には円柱状を呈する金属部材同士を摩擦圧接によって接合する方法が開示されている。この接合方法では、一対の円柱状の金属部材の端面同士を互いに近接する方向に押圧しつつ中心軸周りに高速回転させることで、接合面に摩擦熱を発生させて両部材を接合する。従来の接合方法では、金属部材の端面同士が円形状を呈するため、中心軸周りに金属部材を回転させれば偏り無く摩擦熱を発生させることができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−107006号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、図25は課題を説明するための図であって、(a)は接合前の分解斜視図、(b)は接合後の模式平面図である。ここでは、平面視長方形の本体部101と、平面視長方形の蓋部102とを摩擦圧接により接合して蓋付容器を製造する場合を例示する。本体部101は、底部103と、底部103の端部から立設された枠状の側壁部104とを有する。蓋部102は、本体部101の開口を覆う板状部材である。
【0005】
平面視長方形の部材に対して摩擦圧接を行う際には、従来のように金属部材同士を回転せることはできない。そのため、側壁部104の上面と蓋部102の下面とを突き合せた後、例えば、図25の(b)に示すように、側壁部104の長辺の延長方向に対して平行に本体部101と蓋部102とを相対的に往復移動させて接合することが考えられる。
【0006】
このようにして接合された蓋付容器のM点とN点における引張強度を測定すると、M点に対してN点の引張強度がかなり低いことが分かった。これは、M点とN点とでは摩擦圧接の際に発生する摩擦熱の差が大きく、接合強度にも影響を与えていると考えられた。
【0007】
さらに、このようにして接合された蓋付容器の気密性を測定すると、気密性がかなり低いことが分かった。これは、M点とN点とでは摩擦圧接の際の摩耗粉移動距離の差が大きく、気密性にも影響を与えていると考えられた。
【0008】
このような観点から、本発明は、蓋付容器の各接合部位における強度の不均衡を小さくすることができ、蓋付容器の水密性及び気密性を向上させることができる蓋付容器の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
このような課題を解決するために本発明は、底部とこの底部に立設された平面視矩形枠状の側壁部とを備えた本体部と、前記本体部の開口を塞ぐ蓋部と、を用意する準備工程と、前記側壁部の上面と前記蓋部の下面とを突き合わせて平面視矩形枠状の突合部を形成する突合せ工程と、平面視した場合に、前記突合部の一辺に対して傾斜する基準線に沿って前記本体部及び前記蓋部を相対的かつ直線的に往復移動させて摩擦圧接する摩擦圧接工程と、を含むことを特徴とする。
【0010】
かかる製造方法によれば、摩擦圧接工程で部材同士を斜めに直線移動させることにより、各接合部位における摩擦熱の差を小さくすることができ、ひいては蓋付容器の各接合部における強度の不均衡を小さくすることができる。さらに、摩擦圧接工程で部材同士を斜めに直線移動させることにより、各接合部位における摩耗粉移動距離の差を小さくすることができ、ひいては蓋付容器の水密性及び気密性を向上させることができる。
【0011】
また、前記摩擦圧接工程において前記突合部が正方形状を呈する場合、前記基準線を前記突合部の対角線に対して±30°の範囲内に設定することが好ましい。
また、前記摩擦圧接工程において前記突合部が長方形状を呈する場合、前記基準線を前記突合部の対角線に対して±20°の範囲内に設定することが好ましい。
また、前記摩擦圧接工程において、前記基準線を前記突合部の対角線と平行となるように設定することが好ましい。
【0012】
かかる製造方法によれば、本体部と蓋とを摩擦圧接する際に、各接合部位に発生する摩擦熱の不均衡を小さくすることが可能となり、蓋付容器の各接合部位における強度の不均衡をより小さくすることができる。
【0013】
また、前記摩擦圧接工程において、前記突合部の一辺と前記基準線とのなす角度を35°〜55°に設定することが好ましく、40°〜50°に設定することがより好ましく、45°に設定することが最も好ましい。
【0014】
かかる製造方法によれば、本体部と蓋とを摩擦圧接する際に、各接合部位における摩耗粉移動距離の不均衡を小さくすることが可能となり、蓋付容器の水密性及び気密性を向上させることができる。
【0015】
また、前記側壁部の上面には、平面視矩形枠状に形成された本体凹溝部と、前記本体凹溝部の内側に形成された本体内周面と、前記本体凹溝部の外側に、前記本体内周面よりも低い位置に形成された本体外周面と、が形成されており、前記突合せ工程では、前記本体内周面と前記蓋部の下面とを突き合わせることが好ましい。
また、前記蓋部の下面には、平面視矩形枠状に形成された蓋凹溝部と、前記蓋凹溝部の内側に形成された蓋内周面と、前記蓋凹溝部の外側に、前記蓋内周面よりも高い位置に形成された蓋外周面と、が形成されており、前記突合せ工程では、前記側壁部の上面と前記蓋内周面とを突き合わせることが好ましい。
【0016】
かかる製造方法によれば、摩擦圧接によって形成されたバリが凹溝部に収納されるため、バリを切削する手間を省略することができる。
【発明の効果】
【0017】
本発明に係る蓋付容器の製造方法によれば、蓋付容器の各接合部位における強度の不均衡を小さくすることができ、蓋付容器の水密性及び気密性を向上させることができる。
【図面の簡単な説明】
【0018】
【図1】第一実施形態に係る蓋付容器の分解斜視図である。
【図2】第一実施形態に係る本体部の断面図である。
【図3】第一実施形態に係る蓋部の斜視図である。
【図4】第一実施形態に係る蓋部の断面図である。
【図5】第一実施形態に係る突合せ工程を示す断面図である。
【図6】第一実施形態に係る摩擦圧接工程を示す平面図である。
【図7】第一実施形態に係る蓋付容器を示す断面図である。
【図8】第二実施形態に係る摩擦圧接工程を示す平面図である。
【図9】第一変形例を示す図であって、(a)は接合前、(b)は接合後を示す。
【図10】第二変形例を示す図であって、(a)は接合前、(b)は接合後を示す。
【図11】第三変形例を示す図であって、(a)は接合前、(b)は接合後を示す。
【図12】第三実施形態に係る蓋付容器の分解斜視図である。
【図13】第三実施形態に係る蓋付容器の断面図である。
【図14】(a)は第四実施形態に係る蓋付容器の平面図であり、(b)は第四実施形態に係る蓋付容器の断面図を示す。
【図15】実施例1を説明するための図であって、(a)は平面図、(b)は摩擦角度と引張強度の関係を示したグラフである。
【図16】実施例2を説明するための図であって、(a)は平面図、(b)は摩擦角度と引張強度の関係を示したグラフである。
【図17】実施例2の各条件における突合部の断面図である。
【図18】実施例3の接合条件をまとめた表である。
【図19】実施例3における摩擦角度と圧力低下率との関係を示すグラフであって、(a)は長方形試験体の結果を示し、(b)は正方形試験体の結果を示す。
【図20】間欠摩擦部の面積と摩擦角度との関係、摩耗粉移動距離と摩擦角度との関係を計算するための前提条件を示すテーブルである。
【図21】間欠摩擦部を説明するための図であって、(a)は本体部と蓋部とを突き合せた状態の模式平面図であり、(b)は(a)のA部において本体部に対して蓋部を移動させた状態の拡大模式平面図である。
【図22】(a)は長方形容器(長辺と短辺のアスペクト比は3:1)の本体部と蓋を摩擦圧接する場合の間欠摩擦部の面積と摩擦角度との関係を示すグラフであり、(b)は正方形容器の本体部と蓋を摩擦圧接する場合の間欠摩擦部の面積と摩擦角度との関係を示すグラフである。
【図23】摩耗粉移動距離を説明するための図であって、図21の(a)のA部において本体部に対して蓋部を移動させた状態の拡大模式平面図である。
【図24】(a)は長方形容器(長辺と短辺のアスペクト比は3:1)の本体部と蓋を摩擦圧接する場合の摩耗粉移動距離と摩擦角度との関係を示すグラフであり、(b)は正方形容器の本体部と蓋を摩擦圧接する場合の摩耗粉移動距離と摩擦角度との関係を示すグラフである。
【図25】課題を説明するための図であって、(a)は接合前の分解斜視図、(b)は接合後の模式平面図である。
【発明を実施するための形態】
【0019】
[第一実施形態]
本発明の実施形態の蓋付容器の製造方法について、図面を参照して詳細に説明する。本実施形態に係る蓋付容器は、例えば、パーソナルコンピュータ等の電子機器に搭載される冷却システムの構成部品であってCPU(電子部品)等を冷却する部品である。蓋付容器の内部に冷却水を流すことにより、CPUの熱を低下させることができる。
【0020】
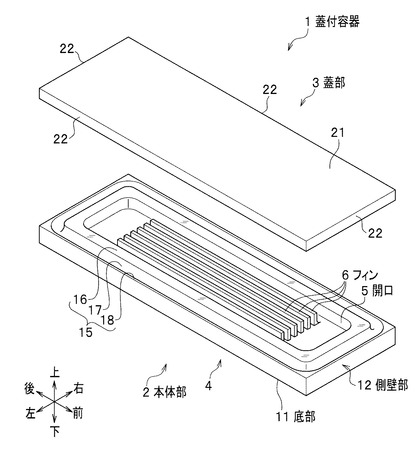
蓋付容器1は、図1に示すように、本体部2と、蓋部3とを有する。本体部2及び蓋部3は、いずれもアルミニウム合金で形成されている。本体部2及び蓋部3は、摩擦圧接が可能な材料であればよく、他の金属材料や樹脂であってもよい。まず、製造する前の本体部2と蓋部3の構成について説明する。本体部2及び蓋部3は、例えば、ボールミルやエンドミル等を用いて切削加工によって成形されている。
【0021】
本体部2は、図1に示すように、平面視長方形を呈する。本体部2は、箱状部材4と、箱状部材4に形成された開口5と、箱状部材4の内部に形成された複数のフィン6とを有する。箱状部材4は、底部11と、底部11に立設された枠状の側壁部12とで構成されている。本体部2のアスペクト比(縦横比)は3:1になっている。
【0022】
側壁部12は、四つの側壁で構成されており、各側壁は同等の断面形状になっている。側壁部12は、図2に示すように、内面13と、外面14と上面15とを備えている。内面13及び外面14は、底部11に対して垂直になっている。上面15には、開口5の周囲に形成された本体内周面16と、本体内周面16の外側に形成された本体凹溝部17と、本体凹溝部17の外側に形成された本体外周面18とが形成されている。
【0023】
本体内周面16は、開口5の周囲に平面視長方形の枠状に形成されている。本体内周面16は水平面であって、一定の幅で形成されている。
【0024】
本体凹溝部17は、本体内周面16の周囲に沿って平面視長方形の枠状に形成された溝である。本体凹溝部17は断面視半円状に形成され、上方が開放されている。
【0025】
本体外周面18は、本体凹溝部17の周囲に沿って平面視長方形の枠状に形成されている。本体外周面18は水平面であって、一定の幅で形成されている。本体外周面18は、本体内周面16よりも一段低い位置に形成されている。
【0026】
フィン6は、板状を呈し底部11の上面に垂直に立設されている。フィン6は、本実施形態では6枚設けられており、間をあけて平行に並設されている。フィン6の枚数は限定されるものではない。
【0027】
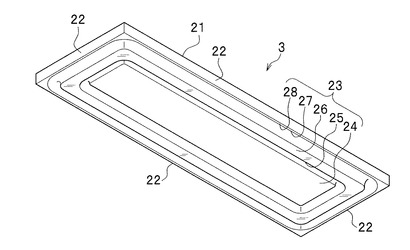
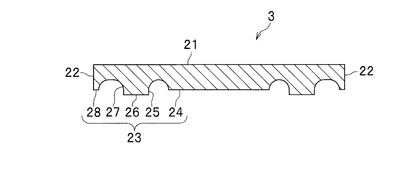
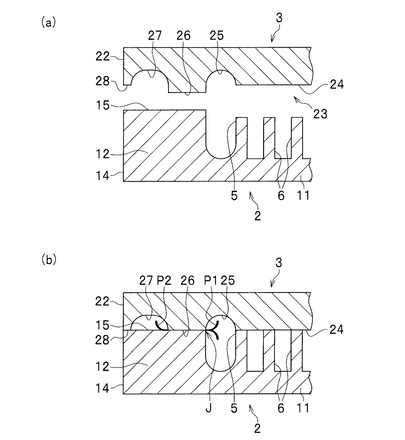
蓋部3は、図3及び図4に示すように、平面視長方形を呈し、本体部2と同じ大きさになっている。蓋部3は、板状を呈し、上面21と、4つの側面22と、下面23とを有する。下面23には、中央に形成された蓋中央面24と、蓋中央面24の周囲に形成された蓋内側凹溝部25と、蓋内側凹溝部25の周囲に形成された蓋内周面26と、蓋内周面26の周囲に形成された蓋外側凹溝部27と、蓋外側凹溝部27の周囲に形成された蓋外周面28とが形成されている。
【0028】
蓋中央面24は、平面視矩形を呈し、蓋部3の中央に形成されている。蓋中央面24は水平面になっている。蓋内側凹溝部25は、蓋中央面24の周囲に沿って枠状に形成された溝である。蓋内側凹溝部25は、断面視半円形状に形成され下方が開放されている。
【0029】
蓋内周面26は、蓋内側凹溝部25の周囲に沿って平面視長方形の枠状に形成されている。蓋内周面26は水平面になっている。蓋内周面26の形状及び幅は本体内周面16と同一になっている。つまり、蓋内周面26と本体内周面16とは過不足無く面接触するようになっている。蓋内周面26は、蓋中央面24よりも一段低い位置に形成されている。
【0030】
蓋外側凹溝部27は、蓋内周面26の周囲に沿って平面視長方形の枠状に形成された溝である。蓋外側凹溝部27は、断面視半円形状に形成され下方が開放されている。
【0031】
蓋外周面28は、蓋外側凹溝部27の周囲に沿って平面視長方形の枠状に形成されている。蓋外周面28は水平面になっている。蓋外周面28の形状及び幅は本体外周面18と同一になっている。蓋外周面28は、蓋中央面24と同じ高さ位置に形成されている。
【0032】
次に、具体的な接合方法について説明する。本実施形態に係る蓋付容器の製造方法は、準備工程と、突合せ工程と、摩擦圧接工程を行う。
【0033】
準備工程では、金属部材を加工して前記した本体部2及び蓋部3を用意する。
【0034】
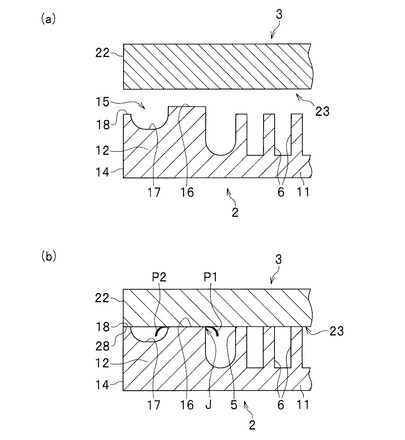
突合せ工程では、図5に示すように、本体部2と蓋部3とをそれぞれ摩擦圧接装置(図示省略)に治具で固定した後、側壁部12の本体内周面16と、蓋部3の蓋内周面26とを面接触させる。本体内周面16と蓋内周面26とが突き合された部位を「突合部J」とも言う。突合部Jは、平面視長方形の枠状を呈するとともに、本体部2及び蓋部3の外形と略相似になる。
【0035】
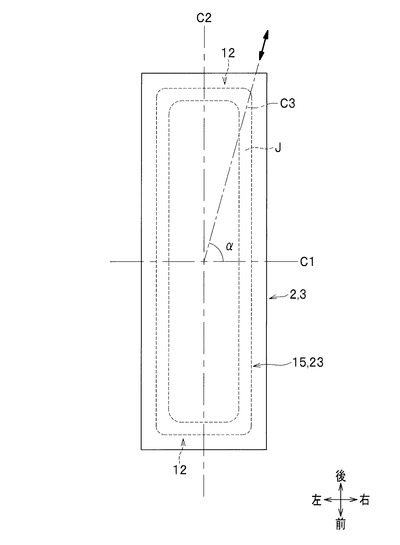
摩擦圧接工程では、摩擦工程と圧接工程とを行う。摩擦工程では、図6に示すように、本体部2と蓋部3とを互いに近接する方向に押圧しつつ、平面視した場合に、突合部Jの一辺に対して傾斜する基準線C3に沿って本体部2及び蓋部3を相対的かつ直線的に往復移動させる。本実施形態では、基準線C3を突合部Jの対角線と平行になるように設定している。
【0036】
また、本実施形態では、本体部2は移動させず、蓋部3のみを直線的に往復移動させている。摩擦工程における条件は適宜設定すればよいが、例えば、周波数50Hz、振幅2.0mm、摩擦圧力40MPa、に設定する。摩擦工程の時間は5〜10秒程度に設定する。
【0037】
なお、本実施形態では基準線C3を、突合部Jの対角線と平行となるように設定したが、これに限定されるものではない。ここで、図6に示すように、突合部Jの前後方向の中心を通る中心線C1の位置を0°、突合部Jの左右方向の中心を通る中心線C2の位置を90°、中心線C1から基準線C3までの角度を摩擦角度αとする。摩擦工程における基準線C3は、摩擦角度αが0°又は90°以外となるように設定すればよい。
【0038】
つまり、突合部Jを構成する一辺に対して本体部2及び蓋部3のいずれか一方の移動方向が斜めになるように摩擦角度αを設定すればよい。基準線C3は、突合部Jが平面視長方形状である場合、突合部Jの対角線に対して±20°の範囲内に設定することが好ましく、突合部Jの対角線に対して±10°の範囲内に設定することがより好ましく、対角線と平行に設定することが最も好ましい。
【0039】
圧接工程では、摩擦工程が終わった後に、本体部2及び蓋部3を相対移動させずに互いに近接する方向に押圧する。圧接工程における条件は適宜設定すればよいが、例えば、圧力を80MPaに設定する。圧接工程の時間は3〜5秒程度に設定する。
【0040】
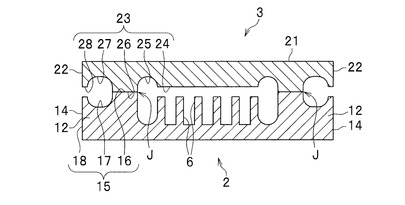
図7は、第一実施形態に係る蓋付容器を示した断面図である。図7に示すように、前記した摩擦工程によって突合部Jに摩擦熱が発生する。その後、振幅を停止させ、圧接工程によって加圧させることにより突合部Jに分子間引力が働き本体内周面16と蓋内周面26が結合する。摩擦工程の際には、本体内周面16及び蓋内周面26が擦り合わされることによってバリP1,P2が発生する。突合部Jよりも内側に発生したバリP1は、本体部2と蓋部3とが結合して形成された中空部に収納される。一方、突合部Jよりも外側に発生したバリP2は、本体凹溝部17と蓋外側凹溝部27で囲まれた空間に収納される。
【0041】
本体内周面16及び蓋内周面26が擦り合わされた際に、バリP1,P2が発生するため、本体内周面16及び蓋内周面26の高さが若干小さくなる。そのため、蓋中央面24とフィン6の上面とが接触するか、もしくは、微細な隙間をあけて近接する。また、本体外周面18と蓋外周面28とが接触するか、もしくは、微細な隙間をあけて近接する。本体内周面16が本体外周面18よりも上方に位置しており、蓋内周面26が蓋外周面28よりも下方に位置しているのは摩擦圧接工程における縮み代を確保するためである。以上の工程により蓋付容器1が形成される。
【0042】
以上説明した蓋付容器の製造方法によれば、摩擦圧接工程で部材同士を斜めに往復移動させることにより、摩擦熱の温度の不均衡を小さくすることができ、ひいては蓋付容器の各接合部位における強度の不均衡を小さくすることができる。根拠については後記する。
【0043】
また、摩擦圧接工程によって形成されたバリP2は、本体外周面18と蓋外周面28とが閉じられるとともに、本体凹溝部17及び蓋外側凹溝部27で囲まれた空間に収納されるためバリP2が外部に露出しない。このため、接合後にバリP2を除去する作業を省略することができる。
【0044】
[第二実施形態]
次に、本発明の第二実施形態について説明する。第二実施形態に係る蓋付容器の製造方法では、図8に示すように、平面視正方形の蓋付容器1Aを製造する点で第一実施形態と相違する。突合部J1は、平面視略正方形の枠状を呈する。蓋付容器1Aの形状以外は第一実施形態と同等の構成であるため、重複する部分については同等の符号を付して詳細な説明は省略する。
【0045】
本実施形態に係る蓋付容器の製造方法は、準備工程と、突合せ工程と、摩擦圧接工程を行う。準備工程及び突合せ工程は、第一実施形態と同等の要領で行う。
【0046】
摩擦圧接工程では、図8に示すように、本体部2と蓋部3とが互いに近接する方向に押圧しつつ、平面視した場合に、突合部J1の一辺に対して傾斜する基準線C3に沿って本体部2及び蓋部3を相対的かつ直線的に往復移動させる。本実施形態では基準線C3を突合部J1の対角線と平行になるように設定する。本実施形態では、突合部J1が正方形状(隣り合う辺同士の長さの比が1:1)であるため摩擦角度は45°になる。
【0047】
このように、突合部J1を構成する辺のうち、隣り合う一辺の比が等しい場合であっても第一実施形態と同様の効果を奏することができる。
【0048】
なお、基準線C3は、突合部Jが平面視長方形状である場合、突合部Jの対角線に対して±30°の範囲内に設定することが好ましく、突合部Jの対角線に対して±20°の範囲内に設定することがより好ましく、対角線と平行に設定することが最も好ましい。
【0049】
次に、本発明の変形例について説明する。本体部2と蓋部3の形状は第一実施形態に限定されるものではなく、例えば、変形例1〜3のようにしてもよい。
【0050】
[変形例1]
図9の(a)に示すように、変形例1の本体部2は第一実施形態と同等であるが、蓋部3の下面23が平滑である点で第一実施形態と相違する。図9の(b)に示すように、摩擦圧接工程によって発生したバリP1は、本体部2と蓋部3とが結合して形成された中空部に収納され、バリP2は本体凹溝部17に収納される。変形例1によれば、本体外周面18と下面23とが閉じられるとともに、本体凹溝部17にバリP2が収納されるため、バリP2の切削作業を省略することができる。また、蓋部3の下面23に凹溝部を形成する必要が無いため、作業手間を省略することができる。
【0051】
[変形例2]
図10の(a)に示すように、変形例2の蓋部3は第一実施形態と同等であるが、本体部2の側壁部12の上面15が平滑である点で第一実施形態と相違する。図10の(b)に示すように、摩擦圧接工程によって発生したバリP1は、本体部2と蓋部3とが結合して形成された中空部に収納される。また、バリP2は蓋外側凹溝部27に収納される。変形例2によれば、上面15と蓋外周面28とが閉じられるとともに、蓋外側凹溝部27にバリP2が収納されるため、バリの切削作業を省略することができる。また、側壁部12の上面15に凹溝部等を形成する必要が無いため、作業手間を省略することができる。
【0052】
[変形例3]
図11の(a)に示すように、変形例3の側壁部12の上面15が平滑であるとともに、蓋部3の下面23も平滑である点で第一実施形態と相違する。図11の(b)に示すように、摩擦圧接工程によって発生したバリP1は、本体部2と蓋部3とが結合して形成された中空部に収納され、バリP2は側壁部12の外面14と蓋部3の側面22の外部に露出される。バリP2については、摩擦圧接工程を行った後に切削する。変形例3によれば、側壁部12の上面15や、蓋部3の下面23に凹溝部等を形成する必要が無いため、作業手間を省略することができる。
【0053】
[第三実施形態]
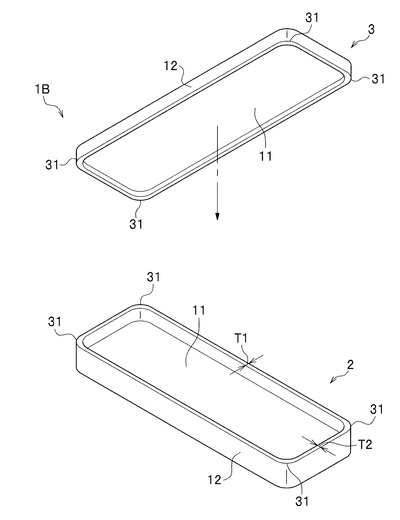
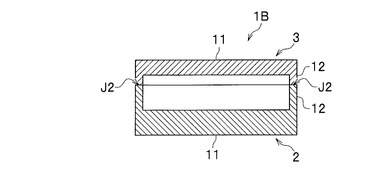
次に、本発明の第三実施形態について説明する。第三実施形態に係る蓋付容器1Bは、図12に示すように、略同等の形状からなる本体部2と蓋部3とを接合して製造されている。まずは、本体部2と蓋部3の概略について説明する。
【0054】
本体部2は、底部11と、底部11に立設された側壁部12とで構成されている。側壁部12は、平面視長方形枠状を呈する。側壁部12の縦横比は特に制限されないが、本実施形態では3:1になっている。側壁部12の壁厚みT1は4辺とも同一の寸法になっている。側壁部12の4隅の外隅部には丸面取りされた面取り部31が形成されている。面取り部31は、高さ方向の全長に亘って形成されている。
【0055】
蓋部3は、底部11と、底部11に立設された側壁部12とで構成されている。側壁部12は、平面視長方形枠状を呈する。蓋部3は、側壁部12の高さが、本体部2の側壁部12の高さの半分程度になっている点を除いては、本体部2と同等の形状になっている。
【0056】
図13に示すように、突合工程では、本体部2の側壁部12の上面(端面)と、蓋部3の側壁部12の下面(端面)とを突き合わせて、突合部J2を形成する。側壁部12,12同士の外面は面一になるようにする。突合部J2の平面形状は、側壁部12の端面と同等の形状となる。
【0057】
摩擦圧接工程では、第一実施形態と同様に、突合部J2の一辺に対して斜めに往復移動させる。第三実施形態に係る蓋付容器の製造方法によれば、第一実施形態と略同等の効果を得ることができる。また、本体部2だけではなく蓋部3にも凹部が形成されているため、より大きな中空部を備えた蓋付容器を製造することができる。
【0058】
[第四実施形態]
次に、本発明の第四実施形態について説明する。第四実施形態に係る蓋付容器1Cは、図14の(a)及び(b)に示すように、平面形状が略正方形となる点で第三実施形態と相違する。
【0059】
本体部2は、底部11と、底部11に立設された側壁部12とで構成されている。側壁部12は、平面視正方形枠状を呈する。側壁部12の壁厚みT1は、4辺とも同一の寸法になっている。側壁部12の4隅の外隅部には丸く面取りされた面取り部31が形成されている。面取り部31は、高さ方向の全長に亘って形成されている。
【0060】
蓋部3は、底部11と、底部11に立設された側壁部12とで構成されている。側壁部12は、平面視正方形枠状を呈する。蓋部3は、側壁部12の高さが、本体部2の側壁部12の高さの半分程度になっている点を除いては、本体部2と同等の形状になっている。
【0061】
図14の(b)に示すように、突合工程では、本体部2の側壁部12の上面(端面)と、蓋部3の側壁部12の下面(端面)とを突き合わせて、突合部J2を形成する。摩擦圧接工程では、第一実施形態と同様に、突合部J2の一辺に対して斜めに往復移動させる。
【0062】
第四実施形態に係る蓋付容器の製造方法によれば、第一実施形態と略同等の効果を得ることができる。また、本体部2だけではなく蓋部3にも凹部が形成されているため、より大きな中空部を備えた蓋付容器を製造することができる。
【0063】
なお、第三実施形態及び第四実施形態に係る蓋付容器1B,1Cでは、丸面取りの面取り部31を設けているが、例えば45°面取り等他の面取り加工を施してもよい。また、面取り部を設けなくてもよい。
【0064】
また、第三実施形態及び第四実施形態の場合には、摩擦圧接工程後に側壁部12,12の外面にバリが不可避的に発生する。このバリについては、カッター装置等で切除してもよいが、例えば、バリを溶加材として外面同士を溶接してもよい。溶接することでバリが除去されるとともに、仕上がり面をきれいに成形することができる。また、仮に、摩擦圧接工程後に突合部J2に接合欠陥がある場合であっても、溶接によってその接合欠陥を補修することができる。溶接の種類は特に制限されないが、例えば、レーザー溶接を行うことが好ましい。
【実施例】
【0065】
次に、本発明の実施例について説明する。実施例では、摩擦圧接工程における基準線C3の角度を変えて、蓋付容器1,1Aを製造し、各突合部J,J1の一部を採取して引張試験を行った。
【0066】
[実施例1]
実施例1では、図15の(a)に示すように、平面視して長方形となる蓋付容器1について試験を行った。突合部Jのアスペクト比(縦横比)は、3:1になっている。実施例1では、本体部2をアルミニウム合金ADC12(JIS)で形成した。JIS:ADC12は、Cu;1.5〜3.5%、Si;9.6〜12.0%、Mg;0.3%以下、Zn;1.0%以下、Fe;1.3%以下、Mn;0.5%以下、Ni;0.5%以下、Ti;0.3%以下、Pb;0.2%以下、Sn;0.2%以下、Al;残部で構成されている。
【0067】
実施例1では、蓋部3をアルミニウム合金A5052(JIS)で形成した。JIS:A5052は、Si;0.25%以下、Fe;0.40%以下、Cu;0.10%以下、Mn;0.10%以下、Mg;2.2〜2.8%、Cr0.15〜0.35%、Zn;0.10%以下、その他;0.15%以下、Al;残部で構成されている。
【0068】
実施例1では、4つの試験体を用意して、摩擦角度α(中心線C1から基準線C3までの角度)を0°、15°、45°、90°に設定してそれぞれ摩擦圧接工程を行った。摩擦圧接工程を行った後の蓋付容器1の突合部Jにおいて、中心線C1を含む領域と、中心線C2を含む領域を採取して引張試験を行った。中心線C1を含む領域の試験片を第一試験片Xとし、中心線C2を含む領域の試験片を第二試験片Yとする。
【0069】
図15の(b)は、実施例1において、摩擦角度と引張強度の関係を示したグラフである。摩擦角度αが0°の場合、第二試験片Yの強度が約75N/mm2であるのに対し、第一試験片Xの強度が約0N/mm2であることがわかった。摩擦角度αを0°に設定した場合、つまり、突合部Jの短辺の延長方向と平行にした場合、蓋付容器1の突合部Jの位置によって引張強度が大きく異なっていることがわかった。また、第一試験片Xの引張強度は摩擦角度αが大きくなるにつれて徐々に大きくなるのに対し、第二試験片Yの引張強度は摩擦角度αが大きくなるにつれて徐々に小さくなることがわかった。
【0070】
また、図15の(b)のグラフより、摩擦角度αを突合部Jの対角線に近い約72°に設定すると、第一試験片X及び第二試験片Yの引張強度が最も近似し、摩擦角度αを72°以上に設定すると第一試験片Xの引張強度が、第二試験片Yの引張強度を上回ることがわかった。また、摩擦角度αを72°±20°の範囲内に設定すれば、第一試験片X及び第二試験片Yの引張用度の不均衡が概ね小さくなることがわかった。
【0071】
[実施例2]
実施例2では、図16の(a)に示すように、平面視して正方形となる蓋付容器1Aについて試験を行った。用いた材料は実施例1と同等である。突合部J1のアスペクト比(縦横比)は、1:1になっている。
【0072】
実施例2では、5つの試験体を用意して、摩擦角度α(中心線C1から基準線C3までの角度)を0°、15°、45°、75°、90°に設定してそれぞれ摩擦圧接工程を行った。摩擦圧接工程を行った後の蓋付容器1Aの突合部J1において、中心線C1を含む領域と、中心線C2を含む領域を採取して引張試験を行った。中心線C1を含む領域の試験片を第一試験片Xとし、中心線C2を含む領域の試験片を第二試験片Yとする。
【0073】
図16の(b)は、実施例2において、摩擦角度と引張強度の関係を示したグラフである。摩擦角度αが0°の場合、第二試験片Yの強度が約80N/mm2であるのに対し、第一試験片Xの強度が約0N/mm2であることがわかった。一方、摩擦角度αが90°の場合、第一試験片Xの強度が約78N/mm2であるのに対し、第二試験片Yの強度が約0N/mm2であることがわかった。つまり、摩擦角度αを0°又は90°に設定する場合、つまり、基準線C3を突合部J1の一辺の延長方向と平行にした場合、蓋付容器1Aの突合部J1の位置によって、引張強度が大きく異なることがわかった。また、第一試験片Xの引張強度は摩擦角度αが大きくなるにつれて徐々に大きくなるのに対し、第二試験片Yの引張強度は摩擦角度αが大きくなるにつれて徐々に小さくなることがわかった。
【0074】
また、図16の(b)のグラフより、摩擦角度αを突合部J1の対角線と重なる45°に設定すると、第一試験片Xと第二試験片Yの引張強度が最も近似することがわかった。また、摩擦角度αを45°±30°の範囲内に設定すれば、第一試験片Xと第二試験片Yの引張強度の不均衡が概ね小さいことがわかった。
【0075】
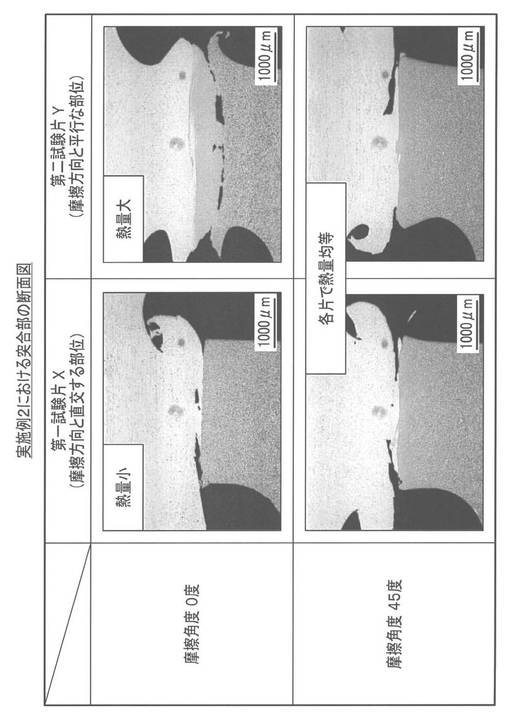
図17は、実施例2の各条件における突合部の断面図である。図17に示すように、実施例2において摩擦角度が0°である場合、第一試験片X(摩擦方向と側壁部12の延長方向が直交する部位)と第二試験片Y(摩擦方向と側壁部12の延長方向が平行する部位)とで、接合状態が異なることが分かった。これは、摩擦角度が0°である場合では、第一試験片Xよりも第二試験片Yで発生した摩擦熱の方が大きいからであると考えられる。一方、摩擦角度が45度である場合、第一試験片Xと第二試験片Yとが略同等の接合状態であることがわかった。
【0076】
[実施例3]
実施例3では、図12及び図13に示す第三実施形態に係る蓋付容器1Bと、図14に示す第四実施形態に係る蓋付容器1Cを条件を変えて製造し、それらの圧力低下率を計測した。
【0077】
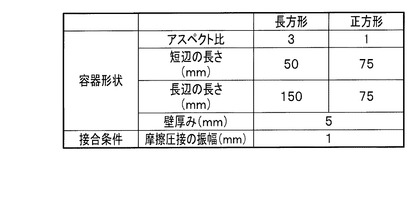
実施例3では、図18に示すように、条件の異なる試験体を6種類(試験体A〜F)用意した。試験体A〜Cは、図12及び図13に示すように、本体部2及び蓋部3の平面形状が平面視長方形を呈する。一方、試験体D〜Fは、図14に示すように、本体部2及び蓋部3の平面形状が平面視正方形を呈する。壁厚みT1は、試験体A〜Fともに1.5mmに設定した。
【0078】
試験体A,Dは、面取り部31の曲率半径Rを0.1mmに設定した(糸面取り)。試験体A,Dの壁厚みT1に対する曲率半径Rの比率は7%である。
【0079】
試験体B,Eは、面取り部31の曲率半径Rを3.0mmに設定した。試験体B,Eの壁厚みT1に対する曲率半径Rの比率は200%である。
【0080】
試験体C,Fは、面取り部31の曲率半径Rを5.0mmに設定した。試験体C,Fの壁厚みT1に対する曲率半径Rの比率は333%である。
【0081】
実施例3の試験体A〜Fでは、本体部2をアルミニウム合金A6063−T5(JIS)で形成した。JIS:A6063は、Si;0.20〜0.60%、Fe;0.35%以下、Cu;0.10%以下、Mn;0.10%以下、Mg;0.45〜0.90%、Cr;0.10%以下、Zn;0.10%以下、Ti;0.10%以下、Al;残部で構成されている。T5とは、熱処理において、高温加工から冷却後、人工時効したものである。
【0082】
また、実施例3の試験体A〜Fでは、蓋部3をアルミニウムA1050−H112(JIS)で形成した。JIS:A1050は、Si;0.25%以下、Fe;0.40%以下、Cu;0.05%以下、Mn;0.05%以下、Mg;0.05%以下、Zn;0.05%以下、V;0.05%以下、Ti;0.03%以下、Al;99.50%以上で構成されている。H112とは、積極的な加工硬化を加えずに、製造したままの状態で機械的性質の保証がされたものである。
【0083】
試験体A〜Cの摩擦撹拌工程の摩擦角度は、図15の(a)を参照するように、突合部J2の短辺と平行な中心線C1を0°とし、摩擦角度の基準線を0°,15°,45°,75°及び90°に設定し、それぞれの摩擦角度で摩擦圧接を行った。
【0084】
試験体D〜Fの摩擦圧接工程では、図16の(a)を参照するように、突合部J2の一辺と平行な中心線C1を0°とし、摩擦角度の基準線を0°,15°,45°及び90°となるように設定し、それぞれの摩擦角度で摩擦圧接を行った。
【0085】
圧力低下率とは、製造された蓋付容器の一部に穿設した孔からエアーを供給し、エアーを遮断した段階からの減圧速度を意味するものである。本実施例では、蓋付容器の一部に孔を開け、その孔から500kPaでエアーを供給し、エアーの供給を遮断したときから蓋付容器の内圧が100kPaになるまでの時間を計測した。計測時間は最大60秒までとし、60秒を超えても内圧が100kPaに到達しない場合は、60秒経過時の内圧を計測した。
【0086】
圧力低下率(kPa/sec)は以下の式1で示される。
圧力低下率=(P0−Pmin)/t (式1)
P0 :初期圧力(500kPa)
Pmin:最低圧力
t :圧力供給遮断から最低圧力に達するまでの時間
要するに、圧力低下率が低い値であるほど、水密性及び気密性は高いことになる。
【0087】
図19の(a)に示すように、試験体A〜Cでは、摩擦角度を0°に設定すると蓋付容器1Bの圧力低下率が最も高く、摩擦角度を大きくするにつれて圧力低下率が低くなり、摩擦角度が45°になると圧力低下率が最も低くなる。また、摩擦角度を45°より大きく設定するにつれて圧力低下率が高くなる。つまり、摩擦角度を45°に近づけるほど水密性及び気密性が高くなることがわかった。したがって、摩擦角度(突合部J2の一辺と基準線とのなす角度)を35°〜55°に設定することが好ましく、40°〜50°に設定することがより好ましく、45°に設定することが最も好ましい。
【0088】
図19の(b)に示すように、試験体D〜Fにおいても、摩擦角度を45°に近づけるほど蓋付容器1Cの水密性及び気密性が高くなり、摩擦角度を45°に設定すると、水密性及び気密性が最も高いことがわかった。したがって、摩擦角度(突合部J2の一辺と基準線とのなす角度)を35°〜55°に設定することが好ましく、40°〜50°に設定することがより好ましく、45°に設定することが最も好ましい。
【0089】
また、図19の(a)と(b)の結果から、本体部2及び蓋部3の平面形状(平面視矩形形状のアスペクト比)に関わらず、摩擦角度を45°に設定すると蓋付容器1B,1Cの圧力低下率が最も低くなる、つまり、水密性及び気密性が最も高くなることが分かる。これは、摩擦角度を45°に設定することにより、摩擦圧接工程における突合部J2の各部位における密着度のバランスが良好になるからであると考えられる。また、面取り部31の曲率半径Rの大きさは、圧力低下率に影響を及ぼさないことがわかった。
【0090】
以上の結果から、接合強度と摩擦角度との関係、および水密性及び気密性と摩擦角度との関係について考察する。なお、以下の考察においては、図12に示す蓋付容器1B(以下、「長方形容器」と言う)及び図14に示す蓋付容器1C(以下、「正方形容器」と言う)を例示し、各容器の寸法や摩擦圧接の条件については、図20に示す条件に基づくものとする。
【0091】
<接合強度と摩擦角度との関係>
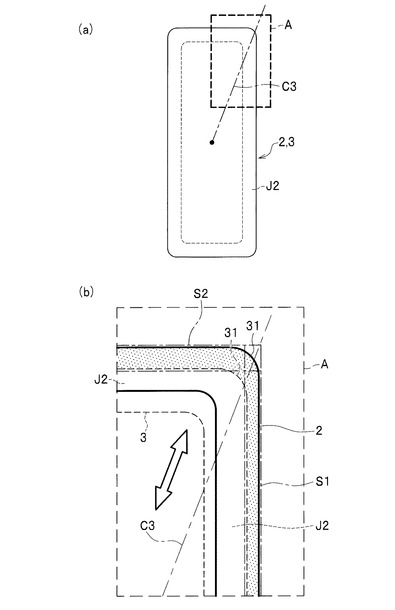
図21の(a)に示すように、長方形容器において、基準線C3を平面視矩形断面の対角線と平行となるように設定し、基準線C3に沿って摩擦圧接する場合には、各接合部位における間欠摩擦部の面積が等しくなる。このような接合方法によれば、各接合部位で発生する摩擦熱は均一になるので、接合強度の不均衡が解消すると考えられる。ここで、間欠摩擦部とは、図21の(b)に示すように、部材同士の突合部のうち摩擦圧接の際に間欠的に大気に晒される部位のことであり、間欠摩擦部の面積が大きくなると、摩擦熱が小さくなる傾向にあり接合強度は低下する。図21の(b)では、ハッチで示す部位が間欠摩擦部である。
【0092】
図22の(a)に、長方形容器(長辺と短辺のアスペクト比は3:1)の本体部と蓋を摩擦圧接する場合の間欠摩擦部の面積と摩擦角度との関係を計算した結果を示す。この結果からも明らかなように、平面視矩形形状の対角線に相当する摩擦角度において、長辺における間欠摩擦部の面積S1(間欠摩擦部のうち長辺と平行となる領域の面積)と短辺における間欠摩擦部の面積S2(間欠摩擦部のうち短辺と平行となる領域の面積)とが等しくなる。つまり、平面視矩形形状の対角線に相当する摩擦角度において、各接合部位で発生する摩擦熱は均一になるので、接合強度の不均衡が解消すると考えられる。
【0093】
また、図22の(b)に示すように、正方形容器であっても、長方形容器と同様に、平面視矩形形状の対角線に相当する摩擦角度において、一辺における間欠摩擦部の面積と前記一辺に垂直な他辺における間欠摩擦部の面積とが等しくなる。
【0094】
<水密性及び気密性と摩擦角度との関係>
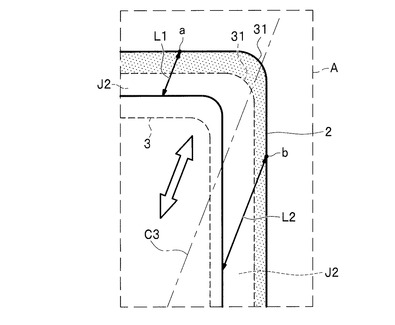
図23に示すように、基準線C3を平面視矩形断面の対角線と平行となるように設定し、基準線C3に沿って摩擦圧接する場合には、各接合部位における摩耗粉移動距離は不均一になるので、水密性及び気密性は低下すると考えられる。つまり、図23に示すa部における摩耗粉移動距離L1と、b部における摩耗粉移動距離L2とは距離が異なる。ここで、摩耗粉移動距離とは、ある摩擦角度及び壁厚みにおいて、摩擦圧接中に本体部2と蓋部3との界面において摩耗粉(金属屑)が移動し得る最大の距離のことである。例えば、図25の(b)を参照すると、摩擦方向が側壁部104の長辺と平行(摩擦角度=90°)に設定されているため、c部における摩耗粉移動距離L3は側壁部104の壁厚みと同等の寸法となり、d部における摩耗粉移動距離L4は側壁部104の長辺と同等の寸法になる。摩耗粉移動距離が長くなると、摩耗粉(金属屑)が接合面に残留する傾向にあり接合面の密閉性は低下する。
【0095】
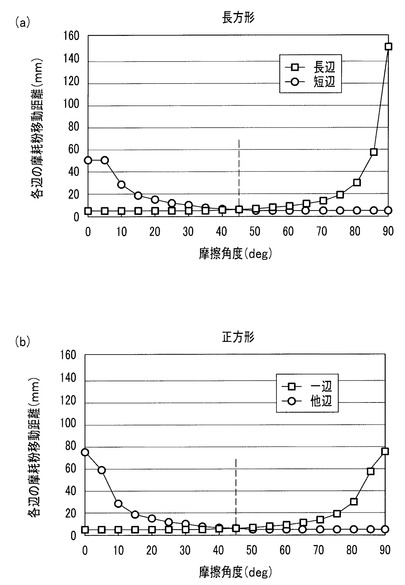
図24の(a)に、長方形容器(長辺と短辺のアスペクト比は3:1)の本体部と蓋を摩擦圧接する場合の摩耗粉移動距離と摩擦角度との関係を計算した結果を示す。この結果からも明らかなように、平面視矩形形状のアスペクト比とは無関係に、摩擦角度45°において、長辺における摩耗粉移動距離と短辺における摩耗粉移動距離とが等しくなる。つまり、摩擦角度45°において、各接合部位における摩耗粉(金属屑)の排出性が均一になるので、接合面の密着度の不均衡が解消すると考えられる。
【0096】
また、図24の(b)に示すように、正方形容器であっても、当然に、摩擦角度45°において、一辺における摩耗粉移動距離と前記一辺に垂直な他辺における摩耗粉移動距離とが等しくなる。
【0097】
以上のように、本発明によると、蓋付容器の各接合部位における強度の不均衡を小さくすることができ、蓋付容器の水密性及び気密性を向上させることができる蓋付容器の製造方法を提供することができる。
【符号の説明】
【0098】
1 蓋付容器
1A 蓋付容器
2 本体部
3 蓋部
4 箱状部材
5 開口
6 フィン
11 底部
12 側壁部
15 (側壁部の)上面
16 本体内周面
17 本体凹溝部
18 本体外周面
23 (蓋部の)下面
24 蓋中央面
25 蓋内側凹溝部
26 蓋内周面
27 蓋外側凹溝部
28 蓋外周面
【技術分野】
【0001】
本発明は、蓋付容器の製造方法に関する。
【背景技術】
【0002】
例えば、特許文献1には円柱状を呈する金属部材同士を摩擦圧接によって接合する方法が開示されている。この接合方法では、一対の円柱状の金属部材の端面同士を互いに近接する方向に押圧しつつ中心軸周りに高速回転させることで、接合面に摩擦熱を発生させて両部材を接合する。従来の接合方法では、金属部材の端面同士が円形状を呈するため、中心軸周りに金属部材を回転させれば偏り無く摩擦熱を発生させることができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−107006号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、図25は課題を説明するための図であって、(a)は接合前の分解斜視図、(b)は接合後の模式平面図である。ここでは、平面視長方形の本体部101と、平面視長方形の蓋部102とを摩擦圧接により接合して蓋付容器を製造する場合を例示する。本体部101は、底部103と、底部103の端部から立設された枠状の側壁部104とを有する。蓋部102は、本体部101の開口を覆う板状部材である。
【0005】
平面視長方形の部材に対して摩擦圧接を行う際には、従来のように金属部材同士を回転せることはできない。そのため、側壁部104の上面と蓋部102の下面とを突き合せた後、例えば、図25の(b)に示すように、側壁部104の長辺の延長方向に対して平行に本体部101と蓋部102とを相対的に往復移動させて接合することが考えられる。
【0006】
このようにして接合された蓋付容器のM点とN点における引張強度を測定すると、M点に対してN点の引張強度がかなり低いことが分かった。これは、M点とN点とでは摩擦圧接の際に発生する摩擦熱の差が大きく、接合強度にも影響を与えていると考えられた。
【0007】
さらに、このようにして接合された蓋付容器の気密性を測定すると、気密性がかなり低いことが分かった。これは、M点とN点とでは摩擦圧接の際の摩耗粉移動距離の差が大きく、気密性にも影響を与えていると考えられた。
【0008】
このような観点から、本発明は、蓋付容器の各接合部位における強度の不均衡を小さくすることができ、蓋付容器の水密性及び気密性を向上させることができる蓋付容器の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
このような課題を解決するために本発明は、底部とこの底部に立設された平面視矩形枠状の側壁部とを備えた本体部と、前記本体部の開口を塞ぐ蓋部と、を用意する準備工程と、前記側壁部の上面と前記蓋部の下面とを突き合わせて平面視矩形枠状の突合部を形成する突合せ工程と、平面視した場合に、前記突合部の一辺に対して傾斜する基準線に沿って前記本体部及び前記蓋部を相対的かつ直線的に往復移動させて摩擦圧接する摩擦圧接工程と、を含むことを特徴とする。
【0010】
かかる製造方法によれば、摩擦圧接工程で部材同士を斜めに直線移動させることにより、各接合部位における摩擦熱の差を小さくすることができ、ひいては蓋付容器の各接合部における強度の不均衡を小さくすることができる。さらに、摩擦圧接工程で部材同士を斜めに直線移動させることにより、各接合部位における摩耗粉移動距離の差を小さくすることができ、ひいては蓋付容器の水密性及び気密性を向上させることができる。
【0011】
また、前記摩擦圧接工程において前記突合部が正方形状を呈する場合、前記基準線を前記突合部の対角線に対して±30°の範囲内に設定することが好ましい。
また、前記摩擦圧接工程において前記突合部が長方形状を呈する場合、前記基準線を前記突合部の対角線に対して±20°の範囲内に設定することが好ましい。
また、前記摩擦圧接工程において、前記基準線を前記突合部の対角線と平行となるように設定することが好ましい。
【0012】
かかる製造方法によれば、本体部と蓋とを摩擦圧接する際に、各接合部位に発生する摩擦熱の不均衡を小さくすることが可能となり、蓋付容器の各接合部位における強度の不均衡をより小さくすることができる。
【0013】
また、前記摩擦圧接工程において、前記突合部の一辺と前記基準線とのなす角度を35°〜55°に設定することが好ましく、40°〜50°に設定することがより好ましく、45°に設定することが最も好ましい。
【0014】
かかる製造方法によれば、本体部と蓋とを摩擦圧接する際に、各接合部位における摩耗粉移動距離の不均衡を小さくすることが可能となり、蓋付容器の水密性及び気密性を向上させることができる。
【0015】
また、前記側壁部の上面には、平面視矩形枠状に形成された本体凹溝部と、前記本体凹溝部の内側に形成された本体内周面と、前記本体凹溝部の外側に、前記本体内周面よりも低い位置に形成された本体外周面と、が形成されており、前記突合せ工程では、前記本体内周面と前記蓋部の下面とを突き合わせることが好ましい。
また、前記蓋部の下面には、平面視矩形枠状に形成された蓋凹溝部と、前記蓋凹溝部の内側に形成された蓋内周面と、前記蓋凹溝部の外側に、前記蓋内周面よりも高い位置に形成された蓋外周面と、が形成されており、前記突合せ工程では、前記側壁部の上面と前記蓋内周面とを突き合わせることが好ましい。
【0016】
かかる製造方法によれば、摩擦圧接によって形成されたバリが凹溝部に収納されるため、バリを切削する手間を省略することができる。
【発明の効果】
【0017】
本発明に係る蓋付容器の製造方法によれば、蓋付容器の各接合部位における強度の不均衡を小さくすることができ、蓋付容器の水密性及び気密性を向上させることができる。
【図面の簡単な説明】
【0018】
【図1】第一実施形態に係る蓋付容器の分解斜視図である。
【図2】第一実施形態に係る本体部の断面図である。
【図3】第一実施形態に係る蓋部の斜視図である。
【図4】第一実施形態に係る蓋部の断面図である。
【図5】第一実施形態に係る突合せ工程を示す断面図である。
【図6】第一実施形態に係る摩擦圧接工程を示す平面図である。
【図7】第一実施形態に係る蓋付容器を示す断面図である。
【図8】第二実施形態に係る摩擦圧接工程を示す平面図である。
【図9】第一変形例を示す図であって、(a)は接合前、(b)は接合後を示す。
【図10】第二変形例を示す図であって、(a)は接合前、(b)は接合後を示す。
【図11】第三変形例を示す図であって、(a)は接合前、(b)は接合後を示す。
【図12】第三実施形態に係る蓋付容器の分解斜視図である。
【図13】第三実施形態に係る蓋付容器の断面図である。
【図14】(a)は第四実施形態に係る蓋付容器の平面図であり、(b)は第四実施形態に係る蓋付容器の断面図を示す。
【図15】実施例1を説明するための図であって、(a)は平面図、(b)は摩擦角度と引張強度の関係を示したグラフである。
【図16】実施例2を説明するための図であって、(a)は平面図、(b)は摩擦角度と引張強度の関係を示したグラフである。
【図17】実施例2の各条件における突合部の断面図である。
【図18】実施例3の接合条件をまとめた表である。
【図19】実施例3における摩擦角度と圧力低下率との関係を示すグラフであって、(a)は長方形試験体の結果を示し、(b)は正方形試験体の結果を示す。
【図20】間欠摩擦部の面積と摩擦角度との関係、摩耗粉移動距離と摩擦角度との関係を計算するための前提条件を示すテーブルである。
【図21】間欠摩擦部を説明するための図であって、(a)は本体部と蓋部とを突き合せた状態の模式平面図であり、(b)は(a)のA部において本体部に対して蓋部を移動させた状態の拡大模式平面図である。
【図22】(a)は長方形容器(長辺と短辺のアスペクト比は3:1)の本体部と蓋を摩擦圧接する場合の間欠摩擦部の面積と摩擦角度との関係を示すグラフであり、(b)は正方形容器の本体部と蓋を摩擦圧接する場合の間欠摩擦部の面積と摩擦角度との関係を示すグラフである。
【図23】摩耗粉移動距離を説明するための図であって、図21の(a)のA部において本体部に対して蓋部を移動させた状態の拡大模式平面図である。
【図24】(a)は長方形容器(長辺と短辺のアスペクト比は3:1)の本体部と蓋を摩擦圧接する場合の摩耗粉移動距離と摩擦角度との関係を示すグラフであり、(b)は正方形容器の本体部と蓋を摩擦圧接する場合の摩耗粉移動距離と摩擦角度との関係を示すグラフである。
【図25】課題を説明するための図であって、(a)は接合前の分解斜視図、(b)は接合後の模式平面図である。
【発明を実施するための形態】
【0019】
[第一実施形態]
本発明の実施形態の蓋付容器の製造方法について、図面を参照して詳細に説明する。本実施形態に係る蓋付容器は、例えば、パーソナルコンピュータ等の電子機器に搭載される冷却システムの構成部品であってCPU(電子部品)等を冷却する部品である。蓋付容器の内部に冷却水を流すことにより、CPUの熱を低下させることができる。
【0020】
蓋付容器1は、図1に示すように、本体部2と、蓋部3とを有する。本体部2及び蓋部3は、いずれもアルミニウム合金で形成されている。本体部2及び蓋部3は、摩擦圧接が可能な材料であればよく、他の金属材料や樹脂であってもよい。まず、製造する前の本体部2と蓋部3の構成について説明する。本体部2及び蓋部3は、例えば、ボールミルやエンドミル等を用いて切削加工によって成形されている。
【0021】
本体部2は、図1に示すように、平面視長方形を呈する。本体部2は、箱状部材4と、箱状部材4に形成された開口5と、箱状部材4の内部に形成された複数のフィン6とを有する。箱状部材4は、底部11と、底部11に立設された枠状の側壁部12とで構成されている。本体部2のアスペクト比(縦横比)は3:1になっている。
【0022】
側壁部12は、四つの側壁で構成されており、各側壁は同等の断面形状になっている。側壁部12は、図2に示すように、内面13と、外面14と上面15とを備えている。内面13及び外面14は、底部11に対して垂直になっている。上面15には、開口5の周囲に形成された本体内周面16と、本体内周面16の外側に形成された本体凹溝部17と、本体凹溝部17の外側に形成された本体外周面18とが形成されている。
【0023】
本体内周面16は、開口5の周囲に平面視長方形の枠状に形成されている。本体内周面16は水平面であって、一定の幅で形成されている。
【0024】
本体凹溝部17は、本体内周面16の周囲に沿って平面視長方形の枠状に形成された溝である。本体凹溝部17は断面視半円状に形成され、上方が開放されている。
【0025】
本体外周面18は、本体凹溝部17の周囲に沿って平面視長方形の枠状に形成されている。本体外周面18は水平面であって、一定の幅で形成されている。本体外周面18は、本体内周面16よりも一段低い位置に形成されている。
【0026】
フィン6は、板状を呈し底部11の上面に垂直に立設されている。フィン6は、本実施形態では6枚設けられており、間をあけて平行に並設されている。フィン6の枚数は限定されるものではない。
【0027】
蓋部3は、図3及び図4に示すように、平面視長方形を呈し、本体部2と同じ大きさになっている。蓋部3は、板状を呈し、上面21と、4つの側面22と、下面23とを有する。下面23には、中央に形成された蓋中央面24と、蓋中央面24の周囲に形成された蓋内側凹溝部25と、蓋内側凹溝部25の周囲に形成された蓋内周面26と、蓋内周面26の周囲に形成された蓋外側凹溝部27と、蓋外側凹溝部27の周囲に形成された蓋外周面28とが形成されている。
【0028】
蓋中央面24は、平面視矩形を呈し、蓋部3の中央に形成されている。蓋中央面24は水平面になっている。蓋内側凹溝部25は、蓋中央面24の周囲に沿って枠状に形成された溝である。蓋内側凹溝部25は、断面視半円形状に形成され下方が開放されている。
【0029】
蓋内周面26は、蓋内側凹溝部25の周囲に沿って平面視長方形の枠状に形成されている。蓋内周面26は水平面になっている。蓋内周面26の形状及び幅は本体内周面16と同一になっている。つまり、蓋内周面26と本体内周面16とは過不足無く面接触するようになっている。蓋内周面26は、蓋中央面24よりも一段低い位置に形成されている。
【0030】
蓋外側凹溝部27は、蓋内周面26の周囲に沿って平面視長方形の枠状に形成された溝である。蓋外側凹溝部27は、断面視半円形状に形成され下方が開放されている。
【0031】
蓋外周面28は、蓋外側凹溝部27の周囲に沿って平面視長方形の枠状に形成されている。蓋外周面28は水平面になっている。蓋外周面28の形状及び幅は本体外周面18と同一になっている。蓋外周面28は、蓋中央面24と同じ高さ位置に形成されている。
【0032】
次に、具体的な接合方法について説明する。本実施形態に係る蓋付容器の製造方法は、準備工程と、突合せ工程と、摩擦圧接工程を行う。
【0033】
準備工程では、金属部材を加工して前記した本体部2及び蓋部3を用意する。
【0034】
突合せ工程では、図5に示すように、本体部2と蓋部3とをそれぞれ摩擦圧接装置(図示省略)に治具で固定した後、側壁部12の本体内周面16と、蓋部3の蓋内周面26とを面接触させる。本体内周面16と蓋内周面26とが突き合された部位を「突合部J」とも言う。突合部Jは、平面視長方形の枠状を呈するとともに、本体部2及び蓋部3の外形と略相似になる。
【0035】
摩擦圧接工程では、摩擦工程と圧接工程とを行う。摩擦工程では、図6に示すように、本体部2と蓋部3とを互いに近接する方向に押圧しつつ、平面視した場合に、突合部Jの一辺に対して傾斜する基準線C3に沿って本体部2及び蓋部3を相対的かつ直線的に往復移動させる。本実施形態では、基準線C3を突合部Jの対角線と平行になるように設定している。
【0036】
また、本実施形態では、本体部2は移動させず、蓋部3のみを直線的に往復移動させている。摩擦工程における条件は適宜設定すればよいが、例えば、周波数50Hz、振幅2.0mm、摩擦圧力40MPa、に設定する。摩擦工程の時間は5〜10秒程度に設定する。
【0037】
なお、本実施形態では基準線C3を、突合部Jの対角線と平行となるように設定したが、これに限定されるものではない。ここで、図6に示すように、突合部Jの前後方向の中心を通る中心線C1の位置を0°、突合部Jの左右方向の中心を通る中心線C2の位置を90°、中心線C1から基準線C3までの角度を摩擦角度αとする。摩擦工程における基準線C3は、摩擦角度αが0°又は90°以外となるように設定すればよい。
【0038】
つまり、突合部Jを構成する一辺に対して本体部2及び蓋部3のいずれか一方の移動方向が斜めになるように摩擦角度αを設定すればよい。基準線C3は、突合部Jが平面視長方形状である場合、突合部Jの対角線に対して±20°の範囲内に設定することが好ましく、突合部Jの対角線に対して±10°の範囲内に設定することがより好ましく、対角線と平行に設定することが最も好ましい。
【0039】
圧接工程では、摩擦工程が終わった後に、本体部2及び蓋部3を相対移動させずに互いに近接する方向に押圧する。圧接工程における条件は適宜設定すればよいが、例えば、圧力を80MPaに設定する。圧接工程の時間は3〜5秒程度に設定する。
【0040】
図7は、第一実施形態に係る蓋付容器を示した断面図である。図7に示すように、前記した摩擦工程によって突合部Jに摩擦熱が発生する。その後、振幅を停止させ、圧接工程によって加圧させることにより突合部Jに分子間引力が働き本体内周面16と蓋内周面26が結合する。摩擦工程の際には、本体内周面16及び蓋内周面26が擦り合わされることによってバリP1,P2が発生する。突合部Jよりも内側に発生したバリP1は、本体部2と蓋部3とが結合して形成された中空部に収納される。一方、突合部Jよりも外側に発生したバリP2は、本体凹溝部17と蓋外側凹溝部27で囲まれた空間に収納される。
【0041】
本体内周面16及び蓋内周面26が擦り合わされた際に、バリP1,P2が発生するため、本体内周面16及び蓋内周面26の高さが若干小さくなる。そのため、蓋中央面24とフィン6の上面とが接触するか、もしくは、微細な隙間をあけて近接する。また、本体外周面18と蓋外周面28とが接触するか、もしくは、微細な隙間をあけて近接する。本体内周面16が本体外周面18よりも上方に位置しており、蓋内周面26が蓋外周面28よりも下方に位置しているのは摩擦圧接工程における縮み代を確保するためである。以上の工程により蓋付容器1が形成される。
【0042】
以上説明した蓋付容器の製造方法によれば、摩擦圧接工程で部材同士を斜めに往復移動させることにより、摩擦熱の温度の不均衡を小さくすることができ、ひいては蓋付容器の各接合部位における強度の不均衡を小さくすることができる。根拠については後記する。
【0043】
また、摩擦圧接工程によって形成されたバリP2は、本体外周面18と蓋外周面28とが閉じられるとともに、本体凹溝部17及び蓋外側凹溝部27で囲まれた空間に収納されるためバリP2が外部に露出しない。このため、接合後にバリP2を除去する作業を省略することができる。
【0044】
[第二実施形態]
次に、本発明の第二実施形態について説明する。第二実施形態に係る蓋付容器の製造方法では、図8に示すように、平面視正方形の蓋付容器1Aを製造する点で第一実施形態と相違する。突合部J1は、平面視略正方形の枠状を呈する。蓋付容器1Aの形状以外は第一実施形態と同等の構成であるため、重複する部分については同等の符号を付して詳細な説明は省略する。
【0045】
本実施形態に係る蓋付容器の製造方法は、準備工程と、突合せ工程と、摩擦圧接工程を行う。準備工程及び突合せ工程は、第一実施形態と同等の要領で行う。
【0046】
摩擦圧接工程では、図8に示すように、本体部2と蓋部3とが互いに近接する方向に押圧しつつ、平面視した場合に、突合部J1の一辺に対して傾斜する基準線C3に沿って本体部2及び蓋部3を相対的かつ直線的に往復移動させる。本実施形態では基準線C3を突合部J1の対角線と平行になるように設定する。本実施形態では、突合部J1が正方形状(隣り合う辺同士の長さの比が1:1)であるため摩擦角度は45°になる。
【0047】
このように、突合部J1を構成する辺のうち、隣り合う一辺の比が等しい場合であっても第一実施形態と同様の効果を奏することができる。
【0048】
なお、基準線C3は、突合部Jが平面視長方形状である場合、突合部Jの対角線に対して±30°の範囲内に設定することが好ましく、突合部Jの対角線に対して±20°の範囲内に設定することがより好ましく、対角線と平行に設定することが最も好ましい。
【0049】
次に、本発明の変形例について説明する。本体部2と蓋部3の形状は第一実施形態に限定されるものではなく、例えば、変形例1〜3のようにしてもよい。
【0050】
[変形例1]
図9の(a)に示すように、変形例1の本体部2は第一実施形態と同等であるが、蓋部3の下面23が平滑である点で第一実施形態と相違する。図9の(b)に示すように、摩擦圧接工程によって発生したバリP1は、本体部2と蓋部3とが結合して形成された中空部に収納され、バリP2は本体凹溝部17に収納される。変形例1によれば、本体外周面18と下面23とが閉じられるとともに、本体凹溝部17にバリP2が収納されるため、バリP2の切削作業を省略することができる。また、蓋部3の下面23に凹溝部を形成する必要が無いため、作業手間を省略することができる。
【0051】
[変形例2]
図10の(a)に示すように、変形例2の蓋部3は第一実施形態と同等であるが、本体部2の側壁部12の上面15が平滑である点で第一実施形態と相違する。図10の(b)に示すように、摩擦圧接工程によって発生したバリP1は、本体部2と蓋部3とが結合して形成された中空部に収納される。また、バリP2は蓋外側凹溝部27に収納される。変形例2によれば、上面15と蓋外周面28とが閉じられるとともに、蓋外側凹溝部27にバリP2が収納されるため、バリの切削作業を省略することができる。また、側壁部12の上面15に凹溝部等を形成する必要が無いため、作業手間を省略することができる。
【0052】
[変形例3]
図11の(a)に示すように、変形例3の側壁部12の上面15が平滑であるとともに、蓋部3の下面23も平滑である点で第一実施形態と相違する。図11の(b)に示すように、摩擦圧接工程によって発生したバリP1は、本体部2と蓋部3とが結合して形成された中空部に収納され、バリP2は側壁部12の外面14と蓋部3の側面22の外部に露出される。バリP2については、摩擦圧接工程を行った後に切削する。変形例3によれば、側壁部12の上面15や、蓋部3の下面23に凹溝部等を形成する必要が無いため、作業手間を省略することができる。
【0053】
[第三実施形態]
次に、本発明の第三実施形態について説明する。第三実施形態に係る蓋付容器1Bは、図12に示すように、略同等の形状からなる本体部2と蓋部3とを接合して製造されている。まずは、本体部2と蓋部3の概略について説明する。
【0054】
本体部2は、底部11と、底部11に立設された側壁部12とで構成されている。側壁部12は、平面視長方形枠状を呈する。側壁部12の縦横比は特に制限されないが、本実施形態では3:1になっている。側壁部12の壁厚みT1は4辺とも同一の寸法になっている。側壁部12の4隅の外隅部には丸面取りされた面取り部31が形成されている。面取り部31は、高さ方向の全長に亘って形成されている。
【0055】
蓋部3は、底部11と、底部11に立設された側壁部12とで構成されている。側壁部12は、平面視長方形枠状を呈する。蓋部3は、側壁部12の高さが、本体部2の側壁部12の高さの半分程度になっている点を除いては、本体部2と同等の形状になっている。
【0056】
図13に示すように、突合工程では、本体部2の側壁部12の上面(端面)と、蓋部3の側壁部12の下面(端面)とを突き合わせて、突合部J2を形成する。側壁部12,12同士の外面は面一になるようにする。突合部J2の平面形状は、側壁部12の端面と同等の形状となる。
【0057】
摩擦圧接工程では、第一実施形態と同様に、突合部J2の一辺に対して斜めに往復移動させる。第三実施形態に係る蓋付容器の製造方法によれば、第一実施形態と略同等の効果を得ることができる。また、本体部2だけではなく蓋部3にも凹部が形成されているため、より大きな中空部を備えた蓋付容器を製造することができる。
【0058】
[第四実施形態]
次に、本発明の第四実施形態について説明する。第四実施形態に係る蓋付容器1Cは、図14の(a)及び(b)に示すように、平面形状が略正方形となる点で第三実施形態と相違する。
【0059】
本体部2は、底部11と、底部11に立設された側壁部12とで構成されている。側壁部12は、平面視正方形枠状を呈する。側壁部12の壁厚みT1は、4辺とも同一の寸法になっている。側壁部12の4隅の外隅部には丸く面取りされた面取り部31が形成されている。面取り部31は、高さ方向の全長に亘って形成されている。
【0060】
蓋部3は、底部11と、底部11に立設された側壁部12とで構成されている。側壁部12は、平面視正方形枠状を呈する。蓋部3は、側壁部12の高さが、本体部2の側壁部12の高さの半分程度になっている点を除いては、本体部2と同等の形状になっている。
【0061】
図14の(b)に示すように、突合工程では、本体部2の側壁部12の上面(端面)と、蓋部3の側壁部12の下面(端面)とを突き合わせて、突合部J2を形成する。摩擦圧接工程では、第一実施形態と同様に、突合部J2の一辺に対して斜めに往復移動させる。
【0062】
第四実施形態に係る蓋付容器の製造方法によれば、第一実施形態と略同等の効果を得ることができる。また、本体部2だけではなく蓋部3にも凹部が形成されているため、より大きな中空部を備えた蓋付容器を製造することができる。
【0063】
なお、第三実施形態及び第四実施形態に係る蓋付容器1B,1Cでは、丸面取りの面取り部31を設けているが、例えば45°面取り等他の面取り加工を施してもよい。また、面取り部を設けなくてもよい。
【0064】
また、第三実施形態及び第四実施形態の場合には、摩擦圧接工程後に側壁部12,12の外面にバリが不可避的に発生する。このバリについては、カッター装置等で切除してもよいが、例えば、バリを溶加材として外面同士を溶接してもよい。溶接することでバリが除去されるとともに、仕上がり面をきれいに成形することができる。また、仮に、摩擦圧接工程後に突合部J2に接合欠陥がある場合であっても、溶接によってその接合欠陥を補修することができる。溶接の種類は特に制限されないが、例えば、レーザー溶接を行うことが好ましい。
【実施例】
【0065】
次に、本発明の実施例について説明する。実施例では、摩擦圧接工程における基準線C3の角度を変えて、蓋付容器1,1Aを製造し、各突合部J,J1の一部を採取して引張試験を行った。
【0066】
[実施例1]
実施例1では、図15の(a)に示すように、平面視して長方形となる蓋付容器1について試験を行った。突合部Jのアスペクト比(縦横比)は、3:1になっている。実施例1では、本体部2をアルミニウム合金ADC12(JIS)で形成した。JIS:ADC12は、Cu;1.5〜3.5%、Si;9.6〜12.0%、Mg;0.3%以下、Zn;1.0%以下、Fe;1.3%以下、Mn;0.5%以下、Ni;0.5%以下、Ti;0.3%以下、Pb;0.2%以下、Sn;0.2%以下、Al;残部で構成されている。
【0067】
実施例1では、蓋部3をアルミニウム合金A5052(JIS)で形成した。JIS:A5052は、Si;0.25%以下、Fe;0.40%以下、Cu;0.10%以下、Mn;0.10%以下、Mg;2.2〜2.8%、Cr0.15〜0.35%、Zn;0.10%以下、その他;0.15%以下、Al;残部で構成されている。
【0068】
実施例1では、4つの試験体を用意して、摩擦角度α(中心線C1から基準線C3までの角度)を0°、15°、45°、90°に設定してそれぞれ摩擦圧接工程を行った。摩擦圧接工程を行った後の蓋付容器1の突合部Jにおいて、中心線C1を含む領域と、中心線C2を含む領域を採取して引張試験を行った。中心線C1を含む領域の試験片を第一試験片Xとし、中心線C2を含む領域の試験片を第二試験片Yとする。
【0069】
図15の(b)は、実施例1において、摩擦角度と引張強度の関係を示したグラフである。摩擦角度αが0°の場合、第二試験片Yの強度が約75N/mm2であるのに対し、第一試験片Xの強度が約0N/mm2であることがわかった。摩擦角度αを0°に設定した場合、つまり、突合部Jの短辺の延長方向と平行にした場合、蓋付容器1の突合部Jの位置によって引張強度が大きく異なっていることがわかった。また、第一試験片Xの引張強度は摩擦角度αが大きくなるにつれて徐々に大きくなるのに対し、第二試験片Yの引張強度は摩擦角度αが大きくなるにつれて徐々に小さくなることがわかった。
【0070】
また、図15の(b)のグラフより、摩擦角度αを突合部Jの対角線に近い約72°に設定すると、第一試験片X及び第二試験片Yの引張強度が最も近似し、摩擦角度αを72°以上に設定すると第一試験片Xの引張強度が、第二試験片Yの引張強度を上回ることがわかった。また、摩擦角度αを72°±20°の範囲内に設定すれば、第一試験片X及び第二試験片Yの引張用度の不均衡が概ね小さくなることがわかった。
【0071】
[実施例2]
実施例2では、図16の(a)に示すように、平面視して正方形となる蓋付容器1Aについて試験を行った。用いた材料は実施例1と同等である。突合部J1のアスペクト比(縦横比)は、1:1になっている。
【0072】
実施例2では、5つの試験体を用意して、摩擦角度α(中心線C1から基準線C3までの角度)を0°、15°、45°、75°、90°に設定してそれぞれ摩擦圧接工程を行った。摩擦圧接工程を行った後の蓋付容器1Aの突合部J1において、中心線C1を含む領域と、中心線C2を含む領域を採取して引張試験を行った。中心線C1を含む領域の試験片を第一試験片Xとし、中心線C2を含む領域の試験片を第二試験片Yとする。
【0073】
図16の(b)は、実施例2において、摩擦角度と引張強度の関係を示したグラフである。摩擦角度αが0°の場合、第二試験片Yの強度が約80N/mm2であるのに対し、第一試験片Xの強度が約0N/mm2であることがわかった。一方、摩擦角度αが90°の場合、第一試験片Xの強度が約78N/mm2であるのに対し、第二試験片Yの強度が約0N/mm2であることがわかった。つまり、摩擦角度αを0°又は90°に設定する場合、つまり、基準線C3を突合部J1の一辺の延長方向と平行にした場合、蓋付容器1Aの突合部J1の位置によって、引張強度が大きく異なることがわかった。また、第一試験片Xの引張強度は摩擦角度αが大きくなるにつれて徐々に大きくなるのに対し、第二試験片Yの引張強度は摩擦角度αが大きくなるにつれて徐々に小さくなることがわかった。
【0074】
また、図16の(b)のグラフより、摩擦角度αを突合部J1の対角線と重なる45°に設定すると、第一試験片Xと第二試験片Yの引張強度が最も近似することがわかった。また、摩擦角度αを45°±30°の範囲内に設定すれば、第一試験片Xと第二試験片Yの引張強度の不均衡が概ね小さいことがわかった。
【0075】
図17は、実施例2の各条件における突合部の断面図である。図17に示すように、実施例2において摩擦角度が0°である場合、第一試験片X(摩擦方向と側壁部12の延長方向が直交する部位)と第二試験片Y(摩擦方向と側壁部12の延長方向が平行する部位)とで、接合状態が異なることが分かった。これは、摩擦角度が0°である場合では、第一試験片Xよりも第二試験片Yで発生した摩擦熱の方が大きいからであると考えられる。一方、摩擦角度が45度である場合、第一試験片Xと第二試験片Yとが略同等の接合状態であることがわかった。
【0076】
[実施例3]
実施例3では、図12及び図13に示す第三実施形態に係る蓋付容器1Bと、図14に示す第四実施形態に係る蓋付容器1Cを条件を変えて製造し、それらの圧力低下率を計測した。
【0077】
実施例3では、図18に示すように、条件の異なる試験体を6種類(試験体A〜F)用意した。試験体A〜Cは、図12及び図13に示すように、本体部2及び蓋部3の平面形状が平面視長方形を呈する。一方、試験体D〜Fは、図14に示すように、本体部2及び蓋部3の平面形状が平面視正方形を呈する。壁厚みT1は、試験体A〜Fともに1.5mmに設定した。
【0078】
試験体A,Dは、面取り部31の曲率半径Rを0.1mmに設定した(糸面取り)。試験体A,Dの壁厚みT1に対する曲率半径Rの比率は7%である。
【0079】
試験体B,Eは、面取り部31の曲率半径Rを3.0mmに設定した。試験体B,Eの壁厚みT1に対する曲率半径Rの比率は200%である。
【0080】
試験体C,Fは、面取り部31の曲率半径Rを5.0mmに設定した。試験体C,Fの壁厚みT1に対する曲率半径Rの比率は333%である。
【0081】
実施例3の試験体A〜Fでは、本体部2をアルミニウム合金A6063−T5(JIS)で形成した。JIS:A6063は、Si;0.20〜0.60%、Fe;0.35%以下、Cu;0.10%以下、Mn;0.10%以下、Mg;0.45〜0.90%、Cr;0.10%以下、Zn;0.10%以下、Ti;0.10%以下、Al;残部で構成されている。T5とは、熱処理において、高温加工から冷却後、人工時効したものである。
【0082】
また、実施例3の試験体A〜Fでは、蓋部3をアルミニウムA1050−H112(JIS)で形成した。JIS:A1050は、Si;0.25%以下、Fe;0.40%以下、Cu;0.05%以下、Mn;0.05%以下、Mg;0.05%以下、Zn;0.05%以下、V;0.05%以下、Ti;0.03%以下、Al;99.50%以上で構成されている。H112とは、積極的な加工硬化を加えずに、製造したままの状態で機械的性質の保証がされたものである。
【0083】
試験体A〜Cの摩擦撹拌工程の摩擦角度は、図15の(a)を参照するように、突合部J2の短辺と平行な中心線C1を0°とし、摩擦角度の基準線を0°,15°,45°,75°及び90°に設定し、それぞれの摩擦角度で摩擦圧接を行った。
【0084】
試験体D〜Fの摩擦圧接工程では、図16の(a)を参照するように、突合部J2の一辺と平行な中心線C1を0°とし、摩擦角度の基準線を0°,15°,45°及び90°となるように設定し、それぞれの摩擦角度で摩擦圧接を行った。
【0085】
圧力低下率とは、製造された蓋付容器の一部に穿設した孔からエアーを供給し、エアーを遮断した段階からの減圧速度を意味するものである。本実施例では、蓋付容器の一部に孔を開け、その孔から500kPaでエアーを供給し、エアーの供給を遮断したときから蓋付容器の内圧が100kPaになるまでの時間を計測した。計測時間は最大60秒までとし、60秒を超えても内圧が100kPaに到達しない場合は、60秒経過時の内圧を計測した。
【0086】
圧力低下率(kPa/sec)は以下の式1で示される。
圧力低下率=(P0−Pmin)/t (式1)
P0 :初期圧力(500kPa)
Pmin:最低圧力
t :圧力供給遮断から最低圧力に達するまでの時間
要するに、圧力低下率が低い値であるほど、水密性及び気密性は高いことになる。
【0087】
図19の(a)に示すように、試験体A〜Cでは、摩擦角度を0°に設定すると蓋付容器1Bの圧力低下率が最も高く、摩擦角度を大きくするにつれて圧力低下率が低くなり、摩擦角度が45°になると圧力低下率が最も低くなる。また、摩擦角度を45°より大きく設定するにつれて圧力低下率が高くなる。つまり、摩擦角度を45°に近づけるほど水密性及び気密性が高くなることがわかった。したがって、摩擦角度(突合部J2の一辺と基準線とのなす角度)を35°〜55°に設定することが好ましく、40°〜50°に設定することがより好ましく、45°に設定することが最も好ましい。
【0088】
図19の(b)に示すように、試験体D〜Fにおいても、摩擦角度を45°に近づけるほど蓋付容器1Cの水密性及び気密性が高くなり、摩擦角度を45°に設定すると、水密性及び気密性が最も高いことがわかった。したがって、摩擦角度(突合部J2の一辺と基準線とのなす角度)を35°〜55°に設定することが好ましく、40°〜50°に設定することがより好ましく、45°に設定することが最も好ましい。
【0089】
また、図19の(a)と(b)の結果から、本体部2及び蓋部3の平面形状(平面視矩形形状のアスペクト比)に関わらず、摩擦角度を45°に設定すると蓋付容器1B,1Cの圧力低下率が最も低くなる、つまり、水密性及び気密性が最も高くなることが分かる。これは、摩擦角度を45°に設定することにより、摩擦圧接工程における突合部J2の各部位における密着度のバランスが良好になるからであると考えられる。また、面取り部31の曲率半径Rの大きさは、圧力低下率に影響を及ぼさないことがわかった。
【0090】
以上の結果から、接合強度と摩擦角度との関係、および水密性及び気密性と摩擦角度との関係について考察する。なお、以下の考察においては、図12に示す蓋付容器1B(以下、「長方形容器」と言う)及び図14に示す蓋付容器1C(以下、「正方形容器」と言う)を例示し、各容器の寸法や摩擦圧接の条件については、図20に示す条件に基づくものとする。
【0091】
<接合強度と摩擦角度との関係>
図21の(a)に示すように、長方形容器において、基準線C3を平面視矩形断面の対角線と平行となるように設定し、基準線C3に沿って摩擦圧接する場合には、各接合部位における間欠摩擦部の面積が等しくなる。このような接合方法によれば、各接合部位で発生する摩擦熱は均一になるので、接合強度の不均衡が解消すると考えられる。ここで、間欠摩擦部とは、図21の(b)に示すように、部材同士の突合部のうち摩擦圧接の際に間欠的に大気に晒される部位のことであり、間欠摩擦部の面積が大きくなると、摩擦熱が小さくなる傾向にあり接合強度は低下する。図21の(b)では、ハッチで示す部位が間欠摩擦部である。
【0092】
図22の(a)に、長方形容器(長辺と短辺のアスペクト比は3:1)の本体部と蓋を摩擦圧接する場合の間欠摩擦部の面積と摩擦角度との関係を計算した結果を示す。この結果からも明らかなように、平面視矩形形状の対角線に相当する摩擦角度において、長辺における間欠摩擦部の面積S1(間欠摩擦部のうち長辺と平行となる領域の面積)と短辺における間欠摩擦部の面積S2(間欠摩擦部のうち短辺と平行となる領域の面積)とが等しくなる。つまり、平面視矩形形状の対角線に相当する摩擦角度において、各接合部位で発生する摩擦熱は均一になるので、接合強度の不均衡が解消すると考えられる。
【0093】
また、図22の(b)に示すように、正方形容器であっても、長方形容器と同様に、平面視矩形形状の対角線に相当する摩擦角度において、一辺における間欠摩擦部の面積と前記一辺に垂直な他辺における間欠摩擦部の面積とが等しくなる。
【0094】
<水密性及び気密性と摩擦角度との関係>
図23に示すように、基準線C3を平面視矩形断面の対角線と平行となるように設定し、基準線C3に沿って摩擦圧接する場合には、各接合部位における摩耗粉移動距離は不均一になるので、水密性及び気密性は低下すると考えられる。つまり、図23に示すa部における摩耗粉移動距離L1と、b部における摩耗粉移動距離L2とは距離が異なる。ここで、摩耗粉移動距離とは、ある摩擦角度及び壁厚みにおいて、摩擦圧接中に本体部2と蓋部3との界面において摩耗粉(金属屑)が移動し得る最大の距離のことである。例えば、図25の(b)を参照すると、摩擦方向が側壁部104の長辺と平行(摩擦角度=90°)に設定されているため、c部における摩耗粉移動距離L3は側壁部104の壁厚みと同等の寸法となり、d部における摩耗粉移動距離L4は側壁部104の長辺と同等の寸法になる。摩耗粉移動距離が長くなると、摩耗粉(金属屑)が接合面に残留する傾向にあり接合面の密閉性は低下する。
【0095】
図24の(a)に、長方形容器(長辺と短辺のアスペクト比は3:1)の本体部と蓋を摩擦圧接する場合の摩耗粉移動距離と摩擦角度との関係を計算した結果を示す。この結果からも明らかなように、平面視矩形形状のアスペクト比とは無関係に、摩擦角度45°において、長辺における摩耗粉移動距離と短辺における摩耗粉移動距離とが等しくなる。つまり、摩擦角度45°において、各接合部位における摩耗粉(金属屑)の排出性が均一になるので、接合面の密着度の不均衡が解消すると考えられる。
【0096】
また、図24の(b)に示すように、正方形容器であっても、当然に、摩擦角度45°において、一辺における摩耗粉移動距離と前記一辺に垂直な他辺における摩耗粉移動距離とが等しくなる。
【0097】
以上のように、本発明によると、蓋付容器の各接合部位における強度の不均衡を小さくすることができ、蓋付容器の水密性及び気密性を向上させることができる蓋付容器の製造方法を提供することができる。
【符号の説明】
【0098】
1 蓋付容器
1A 蓋付容器
2 本体部
3 蓋部
4 箱状部材
5 開口
6 フィン
11 底部
12 側壁部
15 (側壁部の)上面
16 本体内周面
17 本体凹溝部
18 本体外周面
23 (蓋部の)下面
24 蓋中央面
25 蓋内側凹溝部
26 蓋内周面
27 蓋外側凹溝部
28 蓋外周面
【特許請求の範囲】
【請求項1】
底部とこの底部に立設された平面視矩形枠状の側壁部とを備えた本体部と、前記本体部の開口を塞ぐ蓋部と、を用意する準備工程と、
前記側壁部の上面と前記蓋部の下面とを突き合わせて平面視矩形枠状の突合部を形成する突合せ工程と、
平面視した場合に、前記突合部の一辺に対して傾斜する基準線に沿って前記本体部及び前記蓋部を相対的かつ直線的に往復移動させて摩擦圧接する摩擦圧接工程と、を含むことを特徴とする蓋付容器の製造方法。
【請求項2】
前記摩擦圧接工程において前記突合部が正方形状を呈する場合、前記基準線を前記突合部の対角線に対して±30°の範囲内に設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項3】
前記摩擦圧接工程において前記突合部が長方形状を呈する場合、前記基準線を前記突合部の対角線に対して±20°の範囲内に設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項4】
前記摩擦圧接工程において、前記基準線を前記突合部の対角線と平行となるように設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項5】
前記摩擦圧接工程において、前記突合部の一辺と前記基準線とのなす角度を35°〜55°に設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項6】
前記摩擦圧接工程において、前記突合部の一辺と前記基準線とのなす角度を40°〜50°に設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項7】
前記摩擦圧接工程において、前記突合部の一辺と前記基準線とのなす角度を45°に設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項8】
前記側壁部の上面には、
平面視矩形枠状に形成された本体凹溝部と、
前記本体凹溝部の内側に形成された本体内周面と、
前記本体凹溝部の外側に、前記本体内周面よりも低い位置に形成された本体外周面と、が形成されており、
前記突合せ工程では、前記本体内周面と前記蓋部の下面とを突き合わせることを特徴とする請求項1乃至請求項7のいずれか一項に記載の蓋付容器の製造方法。
【請求項9】
前記蓋部の下面には、
平面視矩形枠状に形成された蓋凹溝部と、
前記蓋凹溝部の内側に形成された蓋内周面と、
前記蓋凹溝部の外側に、前記蓋内周面よりも高い位置に形成された蓋外周面と、が形成されており、
前記突合せ工程では、前記側壁部の上面と前記蓋内周面とを突き合わせることを特徴とする請求項1乃至請求項8項のいずれか一項に記載の蓋付容器の製造方法。
【請求項1】
底部とこの底部に立設された平面視矩形枠状の側壁部とを備えた本体部と、前記本体部の開口を塞ぐ蓋部と、を用意する準備工程と、
前記側壁部の上面と前記蓋部の下面とを突き合わせて平面視矩形枠状の突合部を形成する突合せ工程と、
平面視した場合に、前記突合部の一辺に対して傾斜する基準線に沿って前記本体部及び前記蓋部を相対的かつ直線的に往復移動させて摩擦圧接する摩擦圧接工程と、を含むことを特徴とする蓋付容器の製造方法。
【請求項2】
前記摩擦圧接工程において前記突合部が正方形状を呈する場合、前記基準線を前記突合部の対角線に対して±30°の範囲内に設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項3】
前記摩擦圧接工程において前記突合部が長方形状を呈する場合、前記基準線を前記突合部の対角線に対して±20°の範囲内に設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項4】
前記摩擦圧接工程において、前記基準線を前記突合部の対角線と平行となるように設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項5】
前記摩擦圧接工程において、前記突合部の一辺と前記基準線とのなす角度を35°〜55°に設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項6】
前記摩擦圧接工程において、前記突合部の一辺と前記基準線とのなす角度を40°〜50°に設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項7】
前記摩擦圧接工程において、前記突合部の一辺と前記基準線とのなす角度を45°に設定することを特徴とする請求項1に記載の蓋付容器の製造方法。
【請求項8】
前記側壁部の上面には、
平面視矩形枠状に形成された本体凹溝部と、
前記本体凹溝部の内側に形成された本体内周面と、
前記本体凹溝部の外側に、前記本体内周面よりも低い位置に形成された本体外周面と、が形成されており、
前記突合せ工程では、前記本体内周面と前記蓋部の下面とを突き合わせることを特徴とする請求項1乃至請求項7のいずれか一項に記載の蓋付容器の製造方法。
【請求項9】
前記蓋部の下面には、
平面視矩形枠状に形成された蓋凹溝部と、
前記蓋凹溝部の内側に形成された蓋内周面と、
前記蓋凹溝部の外側に、前記蓋内周面よりも高い位置に形成された蓋外周面と、が形成されており、
前記突合せ工程では、前記側壁部の上面と前記蓋内周面とを突き合わせることを特徴とする請求項1乃至請求項8項のいずれか一項に記載の蓋付容器の製造方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】

【図8】

【図9】
【図10】
【図11】

【図12】
【図13】
【図14】

【図15】

【図16】

【図18】

【図19】

【図20】
【図21】
【図22】

【図23】
【図24】
【図25】

【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図17】
【公開番号】特開2013−99778(P2013−99778A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−186239(P2012−186239)
【出願日】平成24年8月27日(2012.8.27)
【出願人】(000004743)日本軽金属株式会社 (627)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成24年8月27日(2012.8.27)
【出願人】(000004743)日本軽金属株式会社 (627)
【Fターム(参考)】
[ Back to top ]