
角型樹脂製容器及びブロー成形金型
【課題】
薄肉でありながら、光沢性及び透明性等の外観を良好に維持した角型樹脂製容器、及び前記容器を二軸延伸ブロー成形するためのブロー成形金型を提供する。
【解決手段】
角型樹脂製容器のブロー成形金型であって、前記角型樹脂製容器の胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトを3乃至30μmとして二軸延伸ブロー成形を行い、胴部の肉厚が0.5mm以下で、前記胴部の側壁部の外表面に深さが3乃至30μmの水平方向加工部を形成した角型樹脂製容器とする。
薄肉でありながら、光沢性及び透明性等の外観を良好に維持した角型樹脂製容器、及び前記容器を二軸延伸ブロー成形するためのブロー成形金型を提供する。
【解決手段】
角型樹脂製容器のブロー成形金型であって、前記角型樹脂製容器の胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトを3乃至30μmとして二軸延伸ブロー成形を行い、胴部の肉厚が0.5mm以下で、前記胴部の側壁部の外表面に深さが3乃至30μmの水平方向加工部を形成した角型樹脂製容器とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、横断面形状が角型の樹脂製容器(以下、角型樹脂製容器と称す)及びその角型樹脂製容器を二軸延伸ブロー成形するブロー成形金型に関し、特に、ボトル状の耐熱性が付与される角型樹脂製容器、及びその角型樹脂製容器を二軸延伸ブロー成形するブロー成形金型に関する。
【背景技術】
【0002】
従来、ポリエチレンテレフタレート等のポリエステル樹脂を用いて射出成形、或いは圧縮成形してプリフォームを形成し、次いで、このプリフォームを二軸延伸ブロー成形などによってボトル状に成形してなる樹脂製容器が、各種飲料品を内容物とする飲料用容器として広い分野で一般的に利用されている。
【0003】
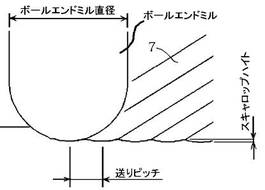
前記二軸延伸ブロー成形に供されるブロー成形金型は、アルミニウム合金等の素材を切削加工し、ボールエンドミルを用いて切削することで、求めるボトル形状に合わせた空間(以後、キャビティ)を形成している。一般的に切削加工の最終工程において、直径2mmのボールエンドミルを用いて送りピッチを0.05mm程度で切削し、キャビティ表面のボールエンドミルによる切削加工跡の高さ(以下、スキャロップハイトと称す)を0.3μm程度としている。そして、この切削加工後にブロー金型のキャビティ表面を研磨し鏡面仕上げ(JIS B0601に規定されるRz0.01程度)を行い、そのブロー成形金型を用いて二軸延伸ブロー成形することで、光沢性、透明性を有する樹脂製容器を得ている。但し、樹脂製容器の外表面をデザイン上の理由から艶消し又は透明性を下げることが求められる場合は、この後、更にサンドブラスト等の粗面化する表面処理等を行うこともある。
【0004】
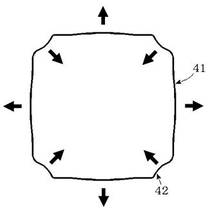
近年、低コスト化、廃棄物の低減などを目的として、材料樹脂の使用量を少なくするために樹脂製容器を薄肉化する要求が高まっているが、前記容器を薄肉化した場合には、必然的に容器としての強度が低下する為、変形し易くなってしまう。特に角型樹脂製容器では、ブロー成形金型を開いて前記容器を離型する際に、コーナ面部に比して面積が大きい側壁部が金型面に張り付いて外側に引っ張られてしまい、図4に示す様に、先に離型したコーナ面部が容器内方へ凹状に変形する様に作用するという問題が発生する。この現象は、角型樹脂製容器に耐熱性を付与するために、二軸延伸ブロー成形時に金型温度を結晶化温度の高温に加熱する二軸延伸ブロー成形においてより顕著となり、例えば、特許文献1などには、容器の薄肉化に伴う離型時の変形を防止すべく、切削加工後のキャビティ表面を粗面化処理面とした角型樹脂製容器が提案されている。
【0005】
また、ブロー成形金型では、加熱したプリフォームをブロー成形金型にセットし、高圧エアーを吹き込んで樹脂製容器を成形するが、ブロー成形金型のキャビティ表面が鏡面であると、前記容器とキャビティ表面との間に空気が残留して、容器の表面にあばた状の空気のたまり跡ができ、外観が低下してしまうという問題が発生する。この為、特許文献2などでは、切削加工後のキャビティ表面に砂を吹き付けて梨地状の粗面とすることにより、延伸される樹脂とキャビティ表面との間に隙間を形成し、空気を逃すようにしたブロー成形金型が提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−241971号公報
【特許文献2】特許2833317号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1及び特許文献2いずれの場合も、切削加工後にブロー成形金型のキャビティ表面を粗面にする処理を行うので、その粗面が容器に転写され、デザイン上の理由が無いにも関わらず光沢性及び透明性を著しく低下させてしまう。そこで、本発明は、前記した事情に鑑みてなされたものであり、薄肉でありながら、光沢性及び透明性等の外観を良好に維持した角型樹脂製容器及び前記角型樹脂容器を製造するためのブロー成形金型を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明によれば、胴部の肉厚が0.5mm以下の角型樹脂製容器であって、前記胴部の側壁部表面に、深さが3乃至30μmの水平加工部を形成したことを特徴とする角型樹脂製容器が提供される。
そして、本発明の角型樹脂製容器においては、前記水平加工部の隣り合う山頂間の距離が0.1乃至1.0mmであることが好ましい。
また、本発明によれば、胴部の肉厚が0.5mm以下の角型樹脂製容器を二軸延伸ブロー成形するブロー成形金型であって、前記胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトが3乃至30μmであるブロー成形金型が提供される。
そして、本発明のブロー成形金型においては、前記スキャロップハイトの隣り合う山頂間の距離が0.1乃至1.0mmであることが好ましい。
【発明の効果】
【0009】
本発明の角型樹脂製容器によれば、薄肉でありながら光沢性、透明性等の外観を良好に維持した角型樹脂製容器とすることができる。
また、本発明の角型樹脂製容器のブロー成形金型によれば、切削加工後に粗面化する表面処理を行うことなく、二軸延伸ブロー成形後の角型樹脂製容器を、ブロー成形金型のキャビティ表面から離型する際に、離型抵抗を大幅に低減して前記容器の変形を防止し、薄肉の光沢性、透明性等の外観を良好とした角型樹脂製容器を容易に成形することができる。
【図面の簡単な説明】
【0010】
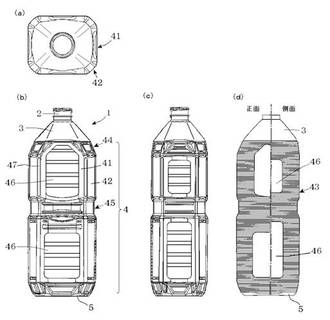
【図1】本発明に係る角型樹脂製容器を示す図であり、(a)が平面図、(b)が正面図、(c)が側面図、(d)が離型抵抗低減化面の領域を示した図である。
【図2】本発明に係るブロー成形金型のキャビティ表面の加工状態の概略図である。
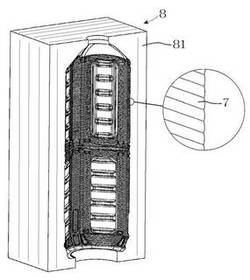
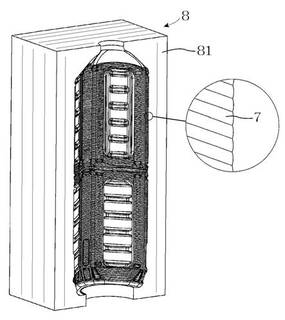
【図3】本発明に係るブロー成形金型の一方の割型金型の斜視図である。
【図4】従来のブロー成形金型における角型樹脂製容器を離型する際の胴部横断面の変形状態を示す模式図である。
【発明を実施するための形態】
【0011】
以下、本発明の好ましい実施形態について、図面を参照しつつ説明する。
本実施形態において、角型樹脂製容器1は、例えば、公知の射出成形や圧縮成形などにより製造された熱可塑性樹脂からなる有底筒状のプリフォームを二軸延伸ブロー成形によって成形される容器であり、口部2、肩部3、胴部4、及び底部5を備え、前記胴部の高さ方向に直交する横断面形状が角型で、矩形状の内圧調整パネル46が、前記胴部4の側壁部41に形成されている構成としてある。
【0012】
角型樹脂製容器1を構成する熱可塑性樹脂としては、二軸延伸ブロー成形が可能であれば、任意の樹脂を使用することができる。具体的には、ポリエチレンテレフタレート,ポリブチレンテレフタレート,ポリエチレンナフタレート,ポリカーボネート,ポリアリレート,ポリ乳酸又はこれらの共重合体などの熱可塑性ポリエステル,これらの樹脂あるいは他の樹脂とブレンドされたものや積層されたものなどが好適である。
特に、ポリエチレンテレフタレートなどのエチレンテレフタレート系熱可塑性ポリエステルが、好適に使用される。また、アクリロニトリル樹脂,ポリプロピレン,プロピレン−エチレン共重合体,ポリエチレンなども使用することができる。
【0013】
図1に示す角型樹脂製容器1おいて、口部2は円筒状とされ、口部2の外周には、図示しない蓋体を取り付けるためのねじ部が設けられ、内容物を充填した後に、蓋体を口部2に取り付けて角型樹脂製容器1を密封する。
【0014】
肩部3は、口部2と胴部4との間に位置し、口部2から拡径しながら胴部4に連接するように形成されている。
【0015】
胴部4は、角型樹脂製容器1の高さ方向の大半を占める部分であり、本実施形態では、高さ方向に直交する横断面形状が角部を面取りした矩形状としている。これにより、角型樹脂製容器1の胴部4は、対向する二組の側壁部41と、各側壁部41の間に位置するコーナ面部42とによって構成され、角型樹脂製容器1は、横断面形状が角型の容器とされている。尚、本実施例では、胴部4の上端側にはテーパ部44を有する構成としている。
【0016】
なお、高さ方向とは、口部2を上にして容器1を水平面に正立させたときに、水平面に直交する方向をいうものとし、水平方向とは、同様に水平面に平行する方向をいうものとし、この状態で角型樹脂製容器1の上下及び縦横の方向を規定するものとする。
【0017】
ここで、胴部4の高さ方向中央付近には、全周にわたって延びる環状凹部45が形成されている。そして、側壁部41には、環状凹部45の上側及び下側に、それぞれ内圧調整パネル46が形成されている。内圧調整パネル46は内容物を高温で密封充填した後、冷却されて容器内の圧力が減少したときなどに、その変形によって内圧の減少を吸収するように形成されている。
【0018】
また、側壁部41にはコーナ面部42との境界に沿って縦溝47が形成されている。このような縦溝47を形成することで、角型樹脂製容器1の薄肉化に伴う強度低下を補うべく、横方向からの荷重に対する強度を高めると同時に仮に角型樹脂製容器1に変形が生じたとしても、容易に形状を復元できるようにしている。
【0019】
本実施形態の角型樹脂製容器1の離型抵抗低減化面43は、図1(d)にハッチングで示されるように、口部2,肩部3,胴部4の内圧調整パネル46及び底部5を除く胴部4の側壁部41の外表面に水平方向加工部として形成されている。
尚、本実施形態の角型樹脂製容器1の胴部4においては、内圧調整パネル46除く胴部4の側壁部41の外表面を離型抵抗低減化面43としているが、必要に応じて前記内圧調整パネル46も離型抵抗低減化面43としてもよい。
そして、前記胴部4の肉厚は0.5mm以下、好ましくは0.2乃至0.4mmと薄肉であって、前記離型抵抗低減化面43の水平方向加工部の深さは3乃至30μmであり、このような構成とすることにより、薄肉でありながら光沢性、透明性等の外観を良好に維持した角型樹脂製容器とすることができる。
また、前記水平加工部の隣り合う山頂間の距離が0.1乃至1.0mmとすることにより、より一層、光沢性、透明性等の外観を良好に維持した角型樹脂製容器とすることができる。
【0020】
この角型樹脂製容器1の胴部4の側壁部41に形成される離型抵抗低減化面43を成形するブロー成形金型8のキャビティ表面は、図2に示すスキャロップハイトが3乃至30μmで、加工跡の隣り合う山頂間の距離が加工方向に対し法線方向の測定にて0.1mm乃至1.0mmである。そして、前述した有底筒状のプリフォームを、前記キャビティ表面を有するブロー成形金型8を用いて二軸延伸ブロー成形することにより、前述した水平加工部から成る記離型抵抗低減化面43が形成された胴部4を有する角型樹脂製容器1が得られる。
そして、このように、製造された角型樹脂製容器1は、胴部4の側壁部41の外表面が離型抵抗低減化面43となるため、ブロー成形金型8からの離型抵抗が大幅に低減され、また、コーナ面部42を容器内部へ折り曲げる力が発生しないのでコーナ面部42の凹みが防止される。
従って、ブロー成形金型8のキャビティ表面の切削加工及び仕上げ後に、改めて粗面にする表面処理加工を行うことなく離型抵抗を大幅に低減することが可能となり、薄肉の角型樹脂製容器において、顕著に光沢性、透明性等の外観を良好にすることが可能となる。
また、前記キャビティ表面の加工方法としては、例えば、ボールエンドミルの直径を8mmとし、送りピッチを0.4mmとすることでスキャロップハイトが5.3μmとなる。そして、スキャロップハイトが3μm未満の場合は、角型樹脂製容器1のブロー金型8からの離型抵抗が増加すると共に、エアー抜き性が悪いため部分的に角型樹脂製容器1とキャビティの面との間に空気が残留し、角型樹脂製容器1の前述した胴部4の側壁部41における離型抵抗低減化面43の外表面にあばた状の光沢性の低い部分が現れる。一方、30μmを越えると前述した角型樹脂製容器1の離型性は向上するが、光沢性や透明性が著しく低下すると共に、落下等の衝撃が加わった場合に外表面が層剥離することがある。
【0021】
さらに、図3に示す様に、ブロー金型8のキャビティ表面の加工跡7は一方向に統一して形成するのが、二軸延伸ブロー成形後の角型樹脂製容器1の外観を視覚的に向上させる点で好ましく、また、エンドミルによる切削加工の方向を高さ方向に直交するように形成するのが、加工跡7がブロー成形金型8のパーティング面81に最短距離で交差するようになるので、二軸延伸ブロー成形時にキャビティ内のエアーがブロー成形金型8のパーティング面81から効率的に排出され、空気の残留による角型樹脂製容器1の外観を視覚的により向上させる点で好ましい。
【0022】
尚、必要に応じて、ブロー成形金型8のキャビティ表面の加工跡7の微少なバリを取り除く為に、ショットブラスト等の仕上げ加工を施すことが好ましい。本実施形態では、ブロー成形金型8のキャビティ表面をボールエンドミルで切削加工を行った後、直径が1乃至10μmの研磨砥粒にてショットを行なった。最終的にブロー成形した角型樹脂製容器1の離型抵抗低減化面43の凹凸形状を測定したところ、凹凸深さは平均5.0μm、隣り合う山頂間の距離が平均0.4mmとなり、加工跡7の形状が、ほぼ同じ状態で転写されていた。
【0023】
以上、本発明について、好ましい実施形態を示して説明したが、本発明は前述した実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。例えば、図示した角型樹脂製容器1では、胴部4と肩部3とがテーパ部44を介して連結された構成を示したが、必要に応じてテーパ部44は形成しなくても良い。また、少なくとも胴部4の側壁部41を離型抵抗低減化面43とすれば良く、適宜、内圧調整パネル46,コーナ面部42,環状凹部45及び縦溝47等を離型抵抗低減化面43としても良い。
【産業上の利用可能性】
【0024】
本発明に係る角型樹脂製容器、及びブロー成形金型は、特に、ボトル状の耐熱性が付与される角型樹脂製容器として適用でき、また、その角型樹脂製容器を二軸延伸ブロー成形するブロー成形金型として好適に適用できる。
【符号の説明】
【0025】
1 角型樹脂製容器
2 口部
3 肩部
4 胴部
41 側壁部
42 コーナ面部
43 離型抵抗低減化面(水平加工部)
44 テーパ部
45 環状凹部
46 内圧調整パネル
47 縦溝
5 底部
7 加工跡
8 ブロー成形金型
81 パーティング面
【技術分野】
【0001】
本発明は、横断面形状が角型の樹脂製容器(以下、角型樹脂製容器と称す)及びその角型樹脂製容器を二軸延伸ブロー成形するブロー成形金型に関し、特に、ボトル状の耐熱性が付与される角型樹脂製容器、及びその角型樹脂製容器を二軸延伸ブロー成形するブロー成形金型に関する。
【背景技術】
【0002】
従来、ポリエチレンテレフタレート等のポリエステル樹脂を用いて射出成形、或いは圧縮成形してプリフォームを形成し、次いで、このプリフォームを二軸延伸ブロー成形などによってボトル状に成形してなる樹脂製容器が、各種飲料品を内容物とする飲料用容器として広い分野で一般的に利用されている。
【0003】
前記二軸延伸ブロー成形に供されるブロー成形金型は、アルミニウム合金等の素材を切削加工し、ボールエンドミルを用いて切削することで、求めるボトル形状に合わせた空間(以後、キャビティ)を形成している。一般的に切削加工の最終工程において、直径2mmのボールエンドミルを用いて送りピッチを0.05mm程度で切削し、キャビティ表面のボールエンドミルによる切削加工跡の高さ(以下、スキャロップハイトと称す)を0.3μm程度としている。そして、この切削加工後にブロー金型のキャビティ表面を研磨し鏡面仕上げ(JIS B0601に規定されるRz0.01程度)を行い、そのブロー成形金型を用いて二軸延伸ブロー成形することで、光沢性、透明性を有する樹脂製容器を得ている。但し、樹脂製容器の外表面をデザイン上の理由から艶消し又は透明性を下げることが求められる場合は、この後、更にサンドブラスト等の粗面化する表面処理等を行うこともある。
【0004】
近年、低コスト化、廃棄物の低減などを目的として、材料樹脂の使用量を少なくするために樹脂製容器を薄肉化する要求が高まっているが、前記容器を薄肉化した場合には、必然的に容器としての強度が低下する為、変形し易くなってしまう。特に角型樹脂製容器では、ブロー成形金型を開いて前記容器を離型する際に、コーナ面部に比して面積が大きい側壁部が金型面に張り付いて外側に引っ張られてしまい、図4に示す様に、先に離型したコーナ面部が容器内方へ凹状に変形する様に作用するという問題が発生する。この現象は、角型樹脂製容器に耐熱性を付与するために、二軸延伸ブロー成形時に金型温度を結晶化温度の高温に加熱する二軸延伸ブロー成形においてより顕著となり、例えば、特許文献1などには、容器の薄肉化に伴う離型時の変形を防止すべく、切削加工後のキャビティ表面を粗面化処理面とした角型樹脂製容器が提案されている。
【0005】
また、ブロー成形金型では、加熱したプリフォームをブロー成形金型にセットし、高圧エアーを吹き込んで樹脂製容器を成形するが、ブロー成形金型のキャビティ表面が鏡面であると、前記容器とキャビティ表面との間に空気が残留して、容器の表面にあばた状の空気のたまり跡ができ、外観が低下してしまうという問題が発生する。この為、特許文献2などでは、切削加工後のキャビティ表面に砂を吹き付けて梨地状の粗面とすることにより、延伸される樹脂とキャビティ表面との間に隙間を形成し、空気を逃すようにしたブロー成形金型が提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−241971号公報
【特許文献2】特許2833317号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1及び特許文献2いずれの場合も、切削加工後にブロー成形金型のキャビティ表面を粗面にする処理を行うので、その粗面が容器に転写され、デザイン上の理由が無いにも関わらず光沢性及び透明性を著しく低下させてしまう。そこで、本発明は、前記した事情に鑑みてなされたものであり、薄肉でありながら、光沢性及び透明性等の外観を良好に維持した角型樹脂製容器及び前記角型樹脂容器を製造するためのブロー成形金型を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明によれば、胴部の肉厚が0.5mm以下の角型樹脂製容器であって、前記胴部の側壁部表面に、深さが3乃至30μmの水平加工部を形成したことを特徴とする角型樹脂製容器が提供される。
そして、本発明の角型樹脂製容器においては、前記水平加工部の隣り合う山頂間の距離が0.1乃至1.0mmであることが好ましい。
また、本発明によれば、胴部の肉厚が0.5mm以下の角型樹脂製容器を二軸延伸ブロー成形するブロー成形金型であって、前記胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトが3乃至30μmであるブロー成形金型が提供される。
そして、本発明のブロー成形金型においては、前記スキャロップハイトの隣り合う山頂間の距離が0.1乃至1.0mmであることが好ましい。
【発明の効果】
【0009】
本発明の角型樹脂製容器によれば、薄肉でありながら光沢性、透明性等の外観を良好に維持した角型樹脂製容器とすることができる。
また、本発明の角型樹脂製容器のブロー成形金型によれば、切削加工後に粗面化する表面処理を行うことなく、二軸延伸ブロー成形後の角型樹脂製容器を、ブロー成形金型のキャビティ表面から離型する際に、離型抵抗を大幅に低減して前記容器の変形を防止し、薄肉の光沢性、透明性等の外観を良好とした角型樹脂製容器を容易に成形することができる。
【図面の簡単な説明】
【0010】
【図1】本発明に係る角型樹脂製容器を示す図であり、(a)が平面図、(b)が正面図、(c)が側面図、(d)が離型抵抗低減化面の領域を示した図である。
【図2】本発明に係るブロー成形金型のキャビティ表面の加工状態の概略図である。
【図3】本発明に係るブロー成形金型の一方の割型金型の斜視図である。
【図4】従来のブロー成形金型における角型樹脂製容器を離型する際の胴部横断面の変形状態を示す模式図である。
【発明を実施するための形態】
【0011】
以下、本発明の好ましい実施形態について、図面を参照しつつ説明する。
本実施形態において、角型樹脂製容器1は、例えば、公知の射出成形や圧縮成形などにより製造された熱可塑性樹脂からなる有底筒状のプリフォームを二軸延伸ブロー成形によって成形される容器であり、口部2、肩部3、胴部4、及び底部5を備え、前記胴部の高さ方向に直交する横断面形状が角型で、矩形状の内圧調整パネル46が、前記胴部4の側壁部41に形成されている構成としてある。
【0012】
角型樹脂製容器1を構成する熱可塑性樹脂としては、二軸延伸ブロー成形が可能であれば、任意の樹脂を使用することができる。具体的には、ポリエチレンテレフタレート,ポリブチレンテレフタレート,ポリエチレンナフタレート,ポリカーボネート,ポリアリレート,ポリ乳酸又はこれらの共重合体などの熱可塑性ポリエステル,これらの樹脂あるいは他の樹脂とブレンドされたものや積層されたものなどが好適である。
特に、ポリエチレンテレフタレートなどのエチレンテレフタレート系熱可塑性ポリエステルが、好適に使用される。また、アクリロニトリル樹脂,ポリプロピレン,プロピレン−エチレン共重合体,ポリエチレンなども使用することができる。
【0013】
図1に示す角型樹脂製容器1おいて、口部2は円筒状とされ、口部2の外周には、図示しない蓋体を取り付けるためのねじ部が設けられ、内容物を充填した後に、蓋体を口部2に取り付けて角型樹脂製容器1を密封する。
【0014】
肩部3は、口部2と胴部4との間に位置し、口部2から拡径しながら胴部4に連接するように形成されている。
【0015】
胴部4は、角型樹脂製容器1の高さ方向の大半を占める部分であり、本実施形態では、高さ方向に直交する横断面形状が角部を面取りした矩形状としている。これにより、角型樹脂製容器1の胴部4は、対向する二組の側壁部41と、各側壁部41の間に位置するコーナ面部42とによって構成され、角型樹脂製容器1は、横断面形状が角型の容器とされている。尚、本実施例では、胴部4の上端側にはテーパ部44を有する構成としている。
【0016】
なお、高さ方向とは、口部2を上にして容器1を水平面に正立させたときに、水平面に直交する方向をいうものとし、水平方向とは、同様に水平面に平行する方向をいうものとし、この状態で角型樹脂製容器1の上下及び縦横の方向を規定するものとする。
【0017】
ここで、胴部4の高さ方向中央付近には、全周にわたって延びる環状凹部45が形成されている。そして、側壁部41には、環状凹部45の上側及び下側に、それぞれ内圧調整パネル46が形成されている。内圧調整パネル46は内容物を高温で密封充填した後、冷却されて容器内の圧力が減少したときなどに、その変形によって内圧の減少を吸収するように形成されている。
【0018】
また、側壁部41にはコーナ面部42との境界に沿って縦溝47が形成されている。このような縦溝47を形成することで、角型樹脂製容器1の薄肉化に伴う強度低下を補うべく、横方向からの荷重に対する強度を高めると同時に仮に角型樹脂製容器1に変形が生じたとしても、容易に形状を復元できるようにしている。
【0019】
本実施形態の角型樹脂製容器1の離型抵抗低減化面43は、図1(d)にハッチングで示されるように、口部2,肩部3,胴部4の内圧調整パネル46及び底部5を除く胴部4の側壁部41の外表面に水平方向加工部として形成されている。
尚、本実施形態の角型樹脂製容器1の胴部4においては、内圧調整パネル46除く胴部4の側壁部41の外表面を離型抵抗低減化面43としているが、必要に応じて前記内圧調整パネル46も離型抵抗低減化面43としてもよい。
そして、前記胴部4の肉厚は0.5mm以下、好ましくは0.2乃至0.4mmと薄肉であって、前記離型抵抗低減化面43の水平方向加工部の深さは3乃至30μmであり、このような構成とすることにより、薄肉でありながら光沢性、透明性等の外観を良好に維持した角型樹脂製容器とすることができる。
また、前記水平加工部の隣り合う山頂間の距離が0.1乃至1.0mmとすることにより、より一層、光沢性、透明性等の外観を良好に維持した角型樹脂製容器とすることができる。
【0020】
この角型樹脂製容器1の胴部4の側壁部41に形成される離型抵抗低減化面43を成形するブロー成形金型8のキャビティ表面は、図2に示すスキャロップハイトが3乃至30μmで、加工跡の隣り合う山頂間の距離が加工方向に対し法線方向の測定にて0.1mm乃至1.0mmである。そして、前述した有底筒状のプリフォームを、前記キャビティ表面を有するブロー成形金型8を用いて二軸延伸ブロー成形することにより、前述した水平加工部から成る記離型抵抗低減化面43が形成された胴部4を有する角型樹脂製容器1が得られる。
そして、このように、製造された角型樹脂製容器1は、胴部4の側壁部41の外表面が離型抵抗低減化面43となるため、ブロー成形金型8からの離型抵抗が大幅に低減され、また、コーナ面部42を容器内部へ折り曲げる力が発生しないのでコーナ面部42の凹みが防止される。
従って、ブロー成形金型8のキャビティ表面の切削加工及び仕上げ後に、改めて粗面にする表面処理加工を行うことなく離型抵抗を大幅に低減することが可能となり、薄肉の角型樹脂製容器において、顕著に光沢性、透明性等の外観を良好にすることが可能となる。
また、前記キャビティ表面の加工方法としては、例えば、ボールエンドミルの直径を8mmとし、送りピッチを0.4mmとすることでスキャロップハイトが5.3μmとなる。そして、スキャロップハイトが3μm未満の場合は、角型樹脂製容器1のブロー金型8からの離型抵抗が増加すると共に、エアー抜き性が悪いため部分的に角型樹脂製容器1とキャビティの面との間に空気が残留し、角型樹脂製容器1の前述した胴部4の側壁部41における離型抵抗低減化面43の外表面にあばた状の光沢性の低い部分が現れる。一方、30μmを越えると前述した角型樹脂製容器1の離型性は向上するが、光沢性や透明性が著しく低下すると共に、落下等の衝撃が加わった場合に外表面が層剥離することがある。
【0021】
さらに、図3に示す様に、ブロー金型8のキャビティ表面の加工跡7は一方向に統一して形成するのが、二軸延伸ブロー成形後の角型樹脂製容器1の外観を視覚的に向上させる点で好ましく、また、エンドミルによる切削加工の方向を高さ方向に直交するように形成するのが、加工跡7がブロー成形金型8のパーティング面81に最短距離で交差するようになるので、二軸延伸ブロー成形時にキャビティ内のエアーがブロー成形金型8のパーティング面81から効率的に排出され、空気の残留による角型樹脂製容器1の外観を視覚的により向上させる点で好ましい。
【0022】
尚、必要に応じて、ブロー成形金型8のキャビティ表面の加工跡7の微少なバリを取り除く為に、ショットブラスト等の仕上げ加工を施すことが好ましい。本実施形態では、ブロー成形金型8のキャビティ表面をボールエンドミルで切削加工を行った後、直径が1乃至10μmの研磨砥粒にてショットを行なった。最終的にブロー成形した角型樹脂製容器1の離型抵抗低減化面43の凹凸形状を測定したところ、凹凸深さは平均5.0μm、隣り合う山頂間の距離が平均0.4mmとなり、加工跡7の形状が、ほぼ同じ状態で転写されていた。
【0023】
以上、本発明について、好ましい実施形態を示して説明したが、本発明は前述した実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。例えば、図示した角型樹脂製容器1では、胴部4と肩部3とがテーパ部44を介して連結された構成を示したが、必要に応じてテーパ部44は形成しなくても良い。また、少なくとも胴部4の側壁部41を離型抵抗低減化面43とすれば良く、適宜、内圧調整パネル46,コーナ面部42,環状凹部45及び縦溝47等を離型抵抗低減化面43としても良い。
【産業上の利用可能性】
【0024】
本発明に係る角型樹脂製容器、及びブロー成形金型は、特に、ボトル状の耐熱性が付与される角型樹脂製容器として適用でき、また、その角型樹脂製容器を二軸延伸ブロー成形するブロー成形金型として好適に適用できる。
【符号の説明】
【0025】
1 角型樹脂製容器
2 口部
3 肩部
4 胴部
41 側壁部
42 コーナ面部
43 離型抵抗低減化面(水平加工部)
44 テーパ部
45 環状凹部
46 内圧調整パネル
47 縦溝
5 底部
7 加工跡
8 ブロー成形金型
81 パーティング面
【特許請求の範囲】
【請求項1】
胴部の肉厚が0.5mm以下の角型樹脂製容器であって、前記胴部の側壁部の外表に、深さが3乃至30μmの水平方向加工部を形成したことを特徴とする角型樹脂製容器。
【請求項2】
前記水平方向加工部の隣り合う山頂間の距離が0.1乃至1.0mmであることを特徴とする請求項1に記載の角型樹脂製容器。
【請求項3】
胴部の肉厚が0.5mm以下の角型樹脂製容器を二軸延伸ブロー成形するブロー成形金型であって、前記胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトが3乃至30μmであるブロー成形金型。
【請求項4】
前記スキャロップハイトの隣り合う山頂間の距離が0.1乃至1.0mmであることを特徴とする請求項3に記載のブロー成形金型。
【請求項1】
胴部の肉厚が0.5mm以下の角型樹脂製容器であって、前記胴部の側壁部の外表に、深さが3乃至30μmの水平方向加工部を形成したことを特徴とする角型樹脂製容器。
【請求項2】
前記水平方向加工部の隣り合う山頂間の距離が0.1乃至1.0mmであることを特徴とする請求項1に記載の角型樹脂製容器。
【請求項3】
胴部の肉厚が0.5mm以下の角型樹脂製容器を二軸延伸ブロー成形するブロー成形金型であって、前記胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトが3乃至30μmであるブロー成形金型。
【請求項4】
前記スキャロップハイトの隣り合う山頂間の距離が0.1乃至1.0mmであることを特徴とする請求項3に記載のブロー成形金型。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−100122(P2013−100122A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−245071(P2011−245071)
【出願日】平成23年11月9日(2011.11.9)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月9日(2011.11.9)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]