
調色木質材の製造方法
【課題】木質材の物理的特性を損なうことなく、木質材の色調を安価に効率よく調節することができる調色木質材の製造方法を提供する。
【解決手段】作業者は、まず、板状の木質材11の一面に、多価カルボン酸水溶液を塗布する(A)。次いで、作業者は、木質材11を自然乾燥させる(B)。更に、作業者は、木質材11を熱盤プレス機41にセットし(C)、熱盤411,412を200 ℃に加熱して、木質材11に30秒間の熱圧締処理を施す(D)。この熱圧締処理は、従来の乾熱処理に比べて低温且つ短時間であるため、木質材11の物理的特性が損なわれ難く、加熱に必要なコストが安価である。また、この熱圧締処理は、従来の湿熱処理のように水蒸気雰囲気下で熱圧締処理を行なう必要がないため、密閉容器を備える大型で複雑な処理装置は不要である。
【解決手段】作業者は、まず、板状の木質材11の一面に、多価カルボン酸水溶液を塗布する(A)。次いで、作業者は、木質材11を自然乾燥させる(B)。更に、作業者は、木質材11を熱盤プレス機41にセットし(C)、熱盤411,412を200 ℃に加熱して、木質材11に30秒間の熱圧締処理を施す(D)。この熱圧締処理は、従来の乾熱処理に比べて低温且つ短時間であるため、木質材11の物理的特性が損なわれ難く、加熱に必要なコストが安価である。また、この熱圧締処理は、従来の湿熱処理のように水蒸気雰囲気下で熱圧締処理を行なう必要がないため、密閉容器を備える大型で複雑な処理装置は不要である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、木質材の色調を調節してなる調色木質材の製造方法に関する。
【背景技術】
【0002】
フローリング用建材として用いられる木質材には、材種によっては、同一樹種でありながらも互いに色調が異なるものが存在する。例えばスギの無垢材には、互いに色調が著しく異なる赤材、白材、及び赤白混合の源平材が存在し、これらの内から単一のものを入手することは困難である。
また、オークの無垢材等、家具や建具として古くから使われている木質材においては、製材直後の色調よりもむしろ、使い古した、より自然な風合いに色づけをされた色調(いわゆるアンティーク調)が好まれるのが現状である。
【0003】
これらの問題を解決する方法としては、木質材を加熱する方法(具体的には乾熱処理又は湿熱処理)や、木質材表面を直接炙る方法等が一般的である。このような方法では、与えられた熱エネルギによる木質材中の変色成分の化学変化により、木質材表面の色調が暗色化する。この結果、木質材の色調が統一され、また、風合いも向上することが知られている。
【0004】
乾熱処理では、乾燥状態の無垢材が、熱盤によって加熱及び加圧される。湿熱処理では、水蒸気雰囲気下の密閉容器内で含水状態の無垢材が、熱盤によって加熱及び加圧される(特許文献1参照)。乾熱処理又は湿熱処理の結果、無垢材の色調は、明るい茶系(例えば薄茶色)から暗い茶系(例えば焦茶色)に変化する。この結果、無垢材の風合いが向上する。
【0005】
乾熱処理において、無垢材の色調を、短時間で急激に(即ち効率よく)変化させるための加熱温度は、240 ℃以上である。加熱温度が240 ℃ならば、加熱時間は10分程度である。一方、湿熱処理において、無垢材の色調を効率よく変化させるための加熱温度は、200 ℃以上である。加熱温度が200 ℃ならば、加熱時間は5分程度である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3562517号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、乾熱処理の場合、湿熱処理よりも高温で長時間加熱するため、特に熱の影響を受け易い無垢材の表面部分の、熱による劣化が顕著となる。この結果、乾熱処理は、無垢材の物理特性が損なわれ易いという問題を有する。具体的には、無垢材の強度的性質、曲げ弾性、及び吸放湿性等が劣化する。
一方、湿熱処理の場合、乾熱処理の場合と比べて無垢材の物理特性が損なわれ難い。しかしながら、密閉容器を備える大型で複雑な処理装置が必要であるため、湿熱処理は、乾熱処理よりも処理コストが高いという問題を有する。
【0008】
本発明は斯かる問題を解決するためになされたものであり、その主たる目的は、木質材の表面に多価カルボン酸の水溶液を付着させてから木質材に加熱処理を施すことにより、木質材の物理的特性を損なうことなく、木質材の色調を安価に効率よく調節することができる調色木質材の製造方法を提供することにある。
【0009】
本発明の他の目的は、木質材の表面に多価カルボン酸の水溶液を付着させてから木質材に熱圧処理を施すことにより、木質材の色調を更に効率よく調節させることができる調色木質材の製造方法を提供することにある。
【0010】
本発明の他の目的は、多価カルボン酸の水溶液の濃度、加熱された木質材の表面温度、又は加熱時間を、暗色化の程度に応じて設定することにより、所要の色調を容易に得ることができる調色木質材の製造方法を提供することにある。
【0011】
本発明の更に他の目的は、多価カルボン酸の水溶液の濃度、加熱された木質材の表面温度、又は加熱時間を、所定の範囲内に収めることにより、所要の色調を効率よく得ることができる調色木質材の製造方法を提供することにある。
【課題を解決するための手段】
【0012】
第1発明に係る調色木質材の製造方法は、木質材を加熱することによって、その色調が前記木質材の色調よりも暗く調節された調色木質材を製造する方法において、前記木質材を加熱する前に、該木質材の表面に多価カルボン酸の水溶液を付着させることを特徴とする。
【0013】
第2発明に係る調色木質材の製造方法は、少なくとも前記多価カルボン酸の水溶液が付着した面を、加熱しつつ加圧することを特徴とする。
【0014】
第3発明に係る調色木質材の製造方法は、前記木質材の色調が暗くなる度合いを大きく/小さくするために、前記多価カルボン酸の水溶液の濃度を高く/低くすることを特徴とする。
【0015】
第4発明に係る調色木質材の製造方法は、前記多価カルボン酸の水溶液の濃度が1%以上50%以下であることを特徴とする。
【0016】
第5発明に係る調色木質材の製造方法は、前記木質材の色調が暗くなる度合いを大きく/小さくするために、加熱された前記木質材の表面温度を高く/低くすることを特徴とする。
【0017】
第6発明に係る調色木質材の製造方法は、加熱された前記木質材の表面温度が120 ℃以上240 ℃以下であることを特徴とする。
【0018】
第7発明に係る調色木質材の製造方法は、前記木質材の色調が暗くなる度合いを大きく/小さくするために、前記木質材を加熱する加熱時間を長く/短くすることを特徴とする。
【0019】
第8発明に係る調色木質材の製造方法は、前記木質材を加熱する加熱時間が30秒以上120 秒以下であることを特徴とする。
【0020】
第1発明にあっては、例えば製造者は、まず、木質材の表面に多価カルボン酸の水溶液を付着させる。次いで、製造者は、多価カルボン酸の水溶液が付着した木質材を加熱する。この結果として得られる調色木質材は、元の木質材よりも暗い色調を有する。
ここで、木質材は、無垢材又は合板等である。また、多価カルボン酸は、マレイン酸、クエン酸、又はリンゴ酸等である。
【0021】
多価カルボン酸の水溶液が付着した木質材を加熱した場合、多価カルボン酸の水溶液が付着していない木質材を加熱した場合よりも、低い加熱温度(例えば160 ℃)且つ短い加熱時間(例えば30秒)で、調色木質材が得られることが実験的にわかっている。
この理由は、水溶液中の多価カルボン酸と、木質材を構成する成分の内、熱による暗色化に寄与する成分(ヘミセルロース又はリグニン等。以下、変色成分という)とが化学反応を起こすからである、と考えられる。多価カルボン酸と反応した変色成分は、多価カルボン酸と反応していない変色成分よりも、熱による化学変化を起こし易い状態になる。そして、変色成分が熱によって化学変化すると、木質材が暗色化する。
【0022】
第2発明にあっては、多価カルボン酸の水溶液が付着した木質材の、少なくとも多価カルボン酸の水溶液が付着した面を加熱しつつ加圧する。
例えば熱盤を用いて加熱しつつ加圧すると、熱盤と木質材の表面とが緊密に接触するため、木質材の表面が効率よく加熱される。故に、木質材の表面温度の上昇速度が向上する。従って、木質材が暗色化し易くなる。
【0023】
第3発明にあっては、木質材の暗色化の度合いは、多価カルボン酸の水溶液の濃度に依存する。
多価カルボン酸の水溶液の濃度が高ければ(又は低ければ)、変色成分と反応する多価カルボン酸の官能基が多くなる(又は少なくなる)。従って、木質材が大幅に暗色化された調色木質材を得るために、製造者は、高濃度の多価カルボン酸の水溶液が付着した木質材を加熱する。一方、木質材が小幅に暗色化された調色木質材を得るために、製造者は、低濃度の多価カルボン酸の水溶液が付着した木質材を加熱する。
【0024】
第4発明にあっては、例えば製造者は、まず、木質材の表面に、その濃度が1%以上50%以下の多価カルボン酸の水溶液を付着させる。次いで、製造者は、多価カルボン酸の水溶液が付着した木質材を加熱する。
仮に、多価カルボン酸の水溶液の濃度が1%未満であると、変色成分と反応する水溶液中の多価カルボン酸の官能基が過剰に少なくなるため、木質材が暗色化し難い。一方、多価カルボン酸の水溶液の濃度が50%を超過していても、変色成分とは反応しない余分な多価カルボン酸が多くなるだけであるため、多価カルボン酸の水溶液のコストが無益に増大する。
なお、多価カルボン酸の水溶液の濃度は、数%以上であることが更に好ましい。
【0025】
第5発明にあっては、木質材の暗色化の度合いは、加熱された木質材の表面温度(以下、単に表面温度という)に依存する。
表面温度が高ければ(又は低ければ)、変色成分の、熱による化学変化が促進される(又は抑制される)。従って、木質材が大幅に暗色化された調色木質材を得るために、製造者は、多価カルボン酸の水溶液が付着した木質材を高温で加熱する。一方、木質材が小幅に暗色化された調色木質材を得るために、製造者は、多価カルボン酸の水溶液が付着した木質材を低温で加熱する。
【0026】
第6発明にあっては、例えば製造者は、まず、木質材の表面に多価カルボン酸の水溶液を付着させる。次いで、製造者は、多価カルボン酸の水溶液が付着した木質材を、表面温度が120 ℃以上240 ℃以下になるように加熱する。
表面温度が120 ℃未満であると、変色成分の、熱による化学変化が促進され難い。一方、加熱時間が240℃を超過すると、木質材を構成する成分の熱分解等によって木質材の物理特性が損なわれ易くなり、また、加熱に要するコストが増大する。
なお、表面温度は160 ℃以上200 ℃以下であることが更に好ましい。
【0027】
第7発明にあっては、木質材の暗色化の度合いは、加熱時間に依存する。
木質材を加熱する加熱時間が長ければ(又は短ければ)、変色成分の、熱による化学変化が促進される(又は抑制される)。従って、木質材が大幅に暗色化された調色木質材を得るために、製造者は、多価カルボン酸の水溶液が付着した木質材を長時間加熱する。一方、木質材が小幅に暗色化された調色木質材を得るために、製造者は、多価カルボン酸の水溶液が付着した木質材を短時間加熱する。
【0028】
第8発明にあっては、例えば製造者は、まず、木質材の表面に多価カルボン酸の水溶液を付着させる。次いで、製造者は、多価カルボン酸の水溶液が付着した木質材を、30秒以上120 秒以下の加熱時間だけ加熱する。
加熱時間が30秒未満であると、変色成分の、熱による化学変化が促進され難い。一方、加熱時間が120 秒を超過すると、木質材を構成する成分の熱分解等によって木質材の物理特性が損なわれ易くなり、また、加熱に要するコストが増大する。
【発明の効果】
【0029】
第1発明の調色木質材の製造方法による場合、製造者は、木質材の表面に多価カルボン酸の水溶液を付着させてから木質材に加熱処理を施す。このため、従来の乾熱処理又は湿熱処理による場合よりも、低温且つ短時間で木質材を暗色化させることができる。
故に、従来の乾熱処理に係る問題、即ち、高温又は長時間の加熱によって木質材の物理特性が損なわれ易いという問題を、解決することができる。
また、低温且つ短時間の加熱によって、木質材の風合いを効率よく向上させることができる。更にまた、木質材の色調を効率よく統一することができる。
しかも、低温且つ短時間の加熱は、高温且つ長時間の加熱よりも安価に行なうことができる。
【0030】
更に、本発明の調色木質材の製造方法による場合、木質材を水蒸気雰囲気下で加熱する必要がない。従って、従来の湿熱処理に係る問題、即ち、密閉容器を備える大型で複雑な処理装置が必要であるという問題を、解決することができる。換言すれば、大型で複雑な処理装置よりも安価な、小型で簡易な処理装置を用いて、木質材を暗色化させることができる。
【0031】
第2発明の調色木質材の製造方法による場合、製造者は、木質材に多価カルボン酸の水溶液を付着させてから木質材に熱圧処理を施す。このため、加圧せずに加熱処理を施す場合よりも、木質材を効率よく暗色化させることができる。
【0032】
第3発明、第5発明、又は第7発明の調色木質材の製造方法による場合、製造者は、木質材をかなり暗色化させるかやや暗色化させるかに応じて、多価カルボン酸の水溶液の濃度の高低、表面温度の高低、又は加熱時間の長短を、適切に設定する。このため、所要の色調を容易に得ることができる。
【0033】
第4発明、第6発明、又は第8発明の調色木質材の製造方法による場合、多価カルボン酸の水溶液の濃度、表面温度、又は加熱時間を所定の範囲内に収めることによって、適切な濃度、適切な表面温度、又は適切な加熱時間で木質材を暗色化させることができる。従って、所要の色調を効率よく得ることができる。
【図面の簡単な説明】
【0034】
【図1】本発明の実施の形態1に係る調色木質材の製造方法の手順を説明するための模式図である。
【図2】本発明の実施の形態2に係る調色木質材の製造方法の手順を説明するための模式図である。
【図3】多価カルボン酸水溶液の濃度と暗色化との関係を示すグラフ(スギ,マレイン酸)である。
【図4】多価カルボン酸水溶液の濃度と暗色化との関係を示すグラフ(スギ,クエン酸)である。
【図5】多価カルボン酸水溶液の濃度と暗色化との関係を示すグラフ(オーク,マレイン酸)である。
【図6】多価カルボン酸水溶液の濃度と暗色化との関係を示すグラフ(オーク,クエン酸)である。
【図7】加熱時間と暗色化との関係を示すグラフ(スギ)である。
【図8】加熱時間と暗色化との関係を示すグラフ(オーク)である。
【発明を実施するための形態】
【0035】
以下、本発明を、その実施の形態を示す図面に基づいて詳述する。
【0036】
実施の形態 1.
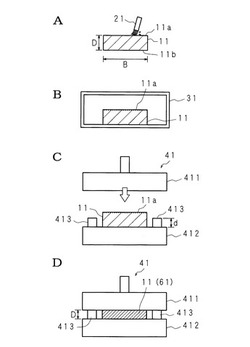
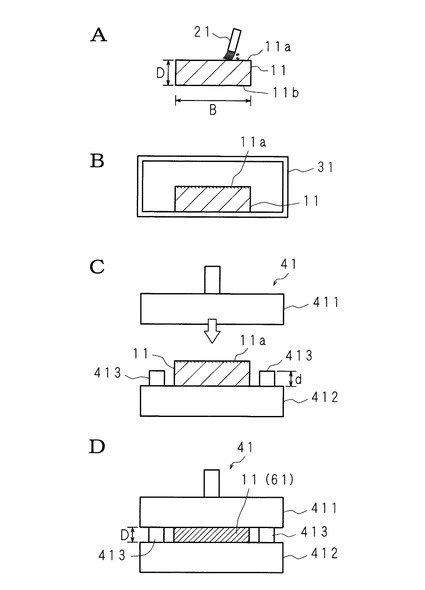
図1は、本発明の実施の形態1に係る調色木質材の製造方法の手順を説明するための模式図である。
図1A中の11は木質材であり、木質材11はスギの無垢板材である。木質材11の横幅Bは120 mm、縦長さ(ここでは紙面に垂直方向の長さ)は1840mm、厚さDは16mmである。
製造者は、まず、図1Aに示すように、刷毛21を用いて、濃度30%のマレイン酸水溶液を、木質材11の一面11aに塗布する。
【0037】
このとき、マレイン酸水溶液の塗布量は、1平方尺(約30cm角)当たり7g〜10g である。これは、マレイン酸水溶液を一面11aに満遍なく塗布するために必要十分な量である。
一面11aにマレイン酸水溶液が塗布されることによって、一面11aに含まれる変色成分(具体的には、ヘミセルロース又はリグニン等)とマレイン酸とが化学反応を起こす。この結果、一面11aは、マレイン酸水溶液が塗布されていない他面11bと比べて、加熱による化学変化を起こし易くなる。従って、一面11aは、加熱されると暗色化し易くなる。
【0038】
なお、木質材11にマレイン酸水溶液を付着させる手段は、刷毛21を用いた塗布に限定されるものではない。例えば、製造者は、布帛又はローラ等を用いて一面11aにマレイン酸水溶液を塗布してもよく、噴霧器を用いて一面11aにマレイン酸水溶液を散布してもよい。また、製造者は、木質材11をマレイン酸水溶液に浸漬させてもよい。
【0039】
次に、製造者は、図1Bに示すように、木質材11を予備乾燥させるべく、マレイン酸水溶液が塗布された一面11aを上向きにして、木質材11を棚31に載置する。このとき、少なくとも一面11aが異物(例えば他の木質材11)に覆われてしまわないようにする必要がある。
棚31に載置されている木質材11の一面11aからは、余分な水分が蒸発していく。製造者は、木質材11を、一面11aがべとつかなくなるまで(例えば一昼夜)、室温で放置する。即ち、木質材11は、自然乾燥によって予備乾燥される。
【0040】
なお、木質材11の予備乾燥は、例えばドライヤを用いた強制的な乾燥であってもよい。ただし、製造者は、木質材11を50℃以下で乾燥させるべきである。何故ならば、50℃を超えた高温で乾燥させると、木質材11の無用な変色、変形(例えば反り)、又は破損(例えば割れ)等が生じ得るからである。
また、予備乾燥は省いてもよい。ただし、予備乾燥を省いた場合には、後述する熱圧締処理において、木質材11を暗色化させるために熱エネルギが使われるのみならず、一面11aに含まれている余分な水分を蒸発させるためにも大量の熱エネルギが使われてしまう。このため、例えば表面温度を高くするか、又は加熱時間を長くしなければ、所望の色調変化が得られない虞がある。
【0041】
次に、製造者は、図1Cに示すように、木質材11を熱盤プレス機41にセットする。
熱盤プレス機41は、夫々横姿勢で配されている熱盤411,412及びディスタンスバー413,413を備える。
熱盤411は、熱盤411の下面と熱盤412の上面とが平行に対面するよう熱盤412の上方に配される。熱盤411は、熱盤412に対して上下方向に接離する。
【0042】
熱盤412の上面には、一面11aを上向きにして木質材11が載置される。
また、熱盤412の上面には、木質材11の両側方に位置するようディスタンスバー413,413が配される。ディスタンスバー413,413の厚さdは15mmである。
最後に、製造者は、図1Dに示すように、木質材11に対して熱盤プレス機41による熱圧締処理を施す。このとき、熱盤411,412は夫々200 ℃に加熱され、熱盤411の下面がディスタンスバー413,413の上面に接触するまで下降することによって、熱盤411,412に木質材11が挟持される。木質材11の挟持は30秒間継続される。このとき、木質材11の厚さDは、16mmから15mmへ減少する。
【0043】
以上のようにして、木質材11は、表面温度200 ℃、加熱時間30秒で、厚さDが約6%減少するよう加熱及び加圧される。この結果、木質材11は、木質材11よりも暗色化した調色木質材61となる。例えば木質材11が淡黄色であれば、調色木質材61は褐色である。
熱圧締処理の終了後、調色木質材61は、熱盤プレス機41から取り出され、そのまま、又は適宜のサイズに加工されてから、フローリング用の建材(即ち床材)として用いられる。調色木質材61の表側の面及び裏側の面は、木質材11の一面11a及び他面11bに相当する。
【0044】
ここで、一面11aに塗布されたマレイン酸水溶液の濃度が10%である場合、調色木質材61の色調は、マレイン酸水溶液の濃度が30%である場合よりも明るい(例えば淡褐色である)。また、表面温度が160 ℃(又は加熱時間が30秒)になるよう熱圧締処理を施した場合、調色木質材61の色調は、表面温度が200 ℃(又は加熱時間が120 秒)の場合よりも明るい。
換言すれば、マレイン酸水溶液の濃度が低いか、表面温度が低いか、又は加熱時間が短ければ、木質材11の暗色化が抑えられる。逆に、マレイン酸水溶液の濃度が高いか、又は表面温度が高いか、又は加熱時間が長ければ、木質材11の暗色化が促進される。
【0045】
本実施の形態に係る調色木質材の製造方法によれば、製造者は、一面11aにマレイン酸水溶液を塗布してから木質材11に熱圧締処理を施す。このため、木質材11から得られる調色木質材61の色調は、木質材11の色調よりも暗い。
ここで、調色木質材61の表側の面と裏側の面とを比べれば、表側の面の方が裏側の面よりも暗い。何故ならば、調色木質材61の裏側の面に相当する他面11bは、マレイン酸水溶液の塗布なしに加熱されたからである。
なお、他面11bを暗色化させる必要がないのであれば、一面11aに接触する熱盤411は加熱するが、他面11bに接触する熱盤412は加熱しない状態で、木質材11に対する熱圧締処理が施されてもよい。
【0046】
本実施の形態では、木質材11に対して熱圧締処理を施しているが、木質材11に対して加圧を伴わない加熱処理を施す場合、熱圧締処理を施す場合に比べて、一面11aは暗色化し難い。
ところで、多価カルボン酸は比較的安価である。このため、一面11aに多価カルボン酸水溶液を付着させることによるコストアップは最小限に抑えられる。
しかも、湿熱処理で用いられる密閉容器は不要であるため、調色木質材61の製造コストを低減させることができる。
【0047】
次に、本実施の形態に係る調色木質材の製造方法による暗色化と従来の乾熱処理による暗色化とを比較する。
仮に、木質材11に従来の乾熱処理を施した場合、表面温度が200 ℃のとき、加熱時間が10分でも、一面11aは十分に暗色化せず、加熱時間が60分であれば、濃度30%のマレイン酸水溶液を塗布してから200 ℃30秒間の熱圧締処理を施した場合と同様に暗色化する。つまり、表面温度が同じでも、マレイン酸水溶液の塗布の有無によって、加熱時間は大幅に異なる。そして、従来の乾熱処理では、表面温度が240 ℃の場合でも、一面11aが十分に暗色化する加熱時間は10分である。
【0048】
次に、熱圧締処理の際に木質材11に加えるべき圧力について説明する。
木質材11に熱圧締処理を施す場合、木質材11に加えるべき圧力は、木質材11の厚さDを少なくとも6%前後減少させる程度の圧力であればよい。
ただし、木質材11の暗色化のみならず、硬質化も目的とするのであれば、熱圧締処理時に木質材11に加えるべき圧力は、木質材11の厚さDを50%前後減少させる程度の圧力であってもよい。
次に、多価カルボン酸の使用について説明する。
本実施の形態に係る調色木質材の製造方法で用いるべき多価カルボン酸は、マレイン酸に限定されず、クエン酸、又はリンゴ酸等であってもよい。
【0049】
マレイン酸、クエン酸、又はリンゴ酸等の多価カルボン酸を用いる場合、多価カルボン酸水溶液の濃度は少なくとも1%、多くとも50%であればよい。濃度1%とは、一面11aに含まれる変色成分と、水溶液中の多価カルボン酸とが必要最小限に化学反応する濃度である。従って、多価カルボン酸水溶液の濃度は、余裕を見て2〜3%以上であれば更に好ましい。濃度が高ければ多価カルボン酸の量が多くなるため、変色成分と多価カルボン酸との化学反応が促進される。しかしながら、濃度50%を超えると、化学反応に寄与せず無駄になる多価カルボン酸の量が多くなる。
【0050】
次に、表面温度及び加熱時間夫々の適切な範囲について説明する。
木質材11の表面温度は、120 ℃以上240 ℃以下であればよい。更に好ましくは、表面温度は160 ℃以上200 ℃以下であればよい。120 ℃以上240 ℃以下(又は160 ℃以上200℃以下)の範囲においても、表面温度が低い方が、木質材11の物理特性が損なわれることを抑制することができ、更に、加熱に要するコストを低減させることができる。ただし、表面温度が高い方が、木質材11の暗色化の度合いが大きくなる傾向にある。
このような表面温度は、従来の乾熱処理における一般的な表面温度以下であり、従来の湿熱処理における一般的な表面温度以下にすることもできる。
【0051】
木質材11の加熱時間は、30秒以上120 秒以下であればよい。30秒以上120 秒以下の範囲においても、加熱時間が短い方が、木質材11の物理特性が損なわれることを抑制することができ、更に、加熱に要するコストを低減させることができる。ただし、加熱時間が長い方が、木質材11の暗色化の度合いが大きくなる傾向にある。
このような加熱時間は、従来の乾熱処理はもとより、従来の湿熱処理における一般的な加熱時間と比べても大幅に短い。
【0052】
次に、多価カルボン酸水溶液の濃度、表面温度、及び加熱時間夫々の設定について説明する。
多価カルボン酸水溶液の濃度と表面温度と加熱時間とは、木質材11の暗色化前の色調及び暗色化後の色調、並びに調色木質材61の製造コスト等の兼ね合いで、適宜に設定すればよい。
具体的には、木質材11に比べてかなり暗い色調の調色木質材61を得るためには、多価カルボン酸水溶液の濃度を高めにすること、表面温度を高めにすること、及び加熱時間を長めにすること等、使用する多価カルボン酸の種類、調色処理を行なう木質材樹種の種類に応じて、適宜に設定すればよい。
【0053】
一方、木質材11に比べてやや暗い色調の調色木質材61を得るためには、多価カルボン酸水溶液の濃度を低めにすること、表面温度を低めにすること、及び加熱時間を短めにすること等、使用する多価カルボン酸の種類、調色処理を行なう木質材樹種の種類に応じて、適宜に設定すればよい。
従って、例えば同程度の色調の木質材11,11から、高い表面温度及び短い加熱時間で得られた調色木質材61の色調と、低い表面温度及び長い加熱時間で得られた調色木質材61の色調とが同程度である場合もある。
ところで、複数の木質材11,11,…の色調を統一する必要がある場合には、本実施の形態に係る調色木質材の製造方法の手順に従って、木質材11,11,…夫々から調色木質材61,61,…を得ればよい。
【0054】
このとき、多価カルボン酸水溶液の濃度、表面温度、及び加熱時間といった処理条件は、木質材11,11,…夫々の色調に応じて、木質材11毎に変更されてもよい。この場合、例えば、濃褐色に統一された調色木質材61,61,…を得るために、淡褐色の木質材11に対しては、表面温度が高め(又は加熱時間が長め)に設定されるが、褐色の木質材11に対しては、表面温度が低め(又は加熱時間が短め)に設定される。
逆に、木質材11,11,…夫々の色調とは無関係に、同一の処理条件が用いられてもよい。この場合、例えば、濃褐色に統一された調色木質材61,61,…を得るために、淡褐色の木質材11に対しても褐色の木質材11に対しても、高濃度の多価カルボン酸水溶液が用いられる。
【0055】
色調が統一された調色木質材61,61,…を用いて構成された建造物は、色調が統一されていない木質材11,11,…を用いて構成された建造物に比べて、美観が向上される。
以上のような調色木質材の製造方法は、従来の乾熱処理又は湿熱処理による調色木質材の製造方法に比べて、低温且つ短時間で調色木質材61を得ることができる。この結果、加熱による木質材11の物理特性の劣化を抑制しつつ、調色木質材61を効率よく得ることができる上に、調色木質材61の製造コストを低減させることができる。
【0056】
なお、木質材11は、板材に限定されず、角材又はブロック材等でもよい。また、木質材11は、無垢材に限定されず、集成材、合板、又はLVL(Laminated Veneer Lumber )等でもよい。更に、木質材11は、針葉樹であればスギのみならずヒノキ又はカラマツ等を用いてなるものでもよく、広葉樹であればクリ、オーク(ナラ)、ビーチ(ブナ)、クルミ、又はサクラ等を用いてなるものでもよい。
調色木質材61の用途は、床材に限定されず、天井用又は内壁用等の建材でもよい。また、調色木質材61の用途は、建材に限定されるものではない。
【0057】
実施の形態 2.
図2は、本発明の実施の形態2に係る調色木質材の製造方法の手順を説明するための模式図である。
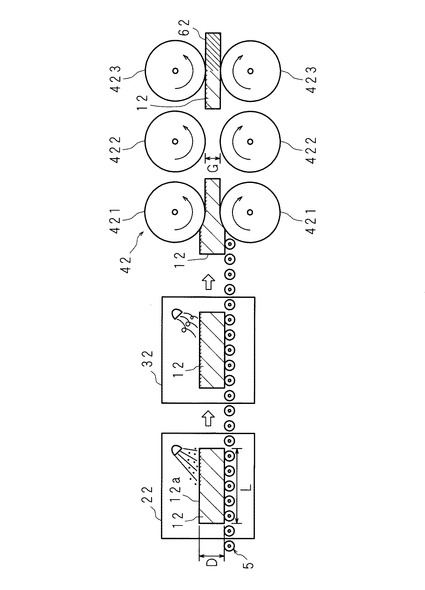
実施の形態1では、製造者が調色木質材61を製造する場合を説明したが、本実施の形態では、自動的に調色木質材62が製造される場合を説明する。
図2中の12は木質材であり、木質材12はスギの無垢板材である。木質材12の寸法は、木質材11の寸法に等しい。従って、木質材12の厚さDは16mmである。ただし、木質材12の縦長さLは、実施の形態1の木質材11の縦長さより長尺でもよい。
【0058】
木質材12は、ローラコンベア5によって、噴霧装置22の内部、乾燥機32の内部、及びロールプレス機42の加熱ローラ421,421間へ、この順に搬送される。ただし、木質材12は、縦長さの方向が搬送方向に沿うように、ローラコンベア5に載置される。
まず、噴霧装置22が、自身の内部を通過する木質材12の一面12aに、濃度30%のマレイン酸水溶液を満遍なく散布する。
次に、乾燥機32が、木質材12を予備乾燥させる。このとき、乾燥機32は、自身の内部を通過する木質材12の一面12aに、50℃以下の温風を吹き付ける。
【0059】
最後に、ロールプレス機42が、木質材12に対して熱圧処理を施す。このために、ロールプレス機42は、3連(3対)の加熱ローラ421,421、加熱ローラ422,422、及び加熱ローラ423,423(以下、加熱ローラ421〜423という)を備える。
【0060】
加熱ローラ421,421は、夫々の軸長方向が平行になるよう対向配置されており、木質材12を挟持して搬送すると共に、木質材12に対する加熱及び加圧を行なう。各加熱ローラ421は直径300 mmであり、230 ℃に加熱されている。加熱ローラ421,421間のロールギャップGは15mmであり、加熱ローラ421,421に挟持された木質材12は、加熱ローラ421,421が回転することによって、毎分1m〜4mの搬送速度で搬送される。加熱ローラ422,422及び加熱ローラ423,423夫々の構成は、加熱ローラ421,421と同様である。加熱ローラ421〜423は、夫々の軸長方向が平行になるようにして、木質材12の搬送方向に並置されている。
【0061】
木質材12は、横幅方向が加熱ローラ421,421夫々の軸長方向に沿うよう、加熱ローラ421,421間へ搬送され、次いで、加熱ローラ422,422間及び加熱ローラ423,423間へこの順に搬送される。
ロールプレス機42へ搬送された木質材12は、回転する加熱ローラ421〜423によって挟持されて搬送されつつ、熱圧処理を施される。このとき、木質材12の厚さDは、16mmから15mmへ減少する。
【0062】
以上のようにして、木質材12は、加熱ローラ421〜423の何れかに接触している部分の表面温度が230 ℃になり、しかも、厚さDが約6%減少するよう、加熱及び加圧される。このとき、加熱ローラ421〜423から木質材12へは、実施の形態1のように200℃の熱盤411,412に30秒間挟持されて熱圧締処理を施された場合と同程度の熱量が加えられる。この結果、木質材12は、木質材12よりも暗色化した調色木質材62となって、ロールプレス機42の外部へ送り出される。
ロールプレス機42の外部へ送り出された調色木質材62は、そのまま、又は適宜のサイズに加工されてから、床材として用いられる。
【0063】
本実施の形態に係る調色木質材の製造方法によれば、木質材12に対して、マレイン酸水溶液の散布処理、予備乾燥処理、及び熱圧処理を連続的に施すことができる。つまり、本実施の形態に係る調色木質材の製造方法は、調色木質材62,62,…の大量生産に好適である。
【0064】
実施の形態 3.
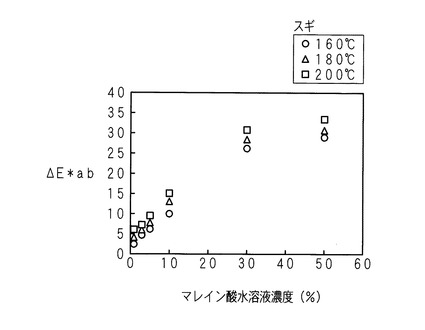
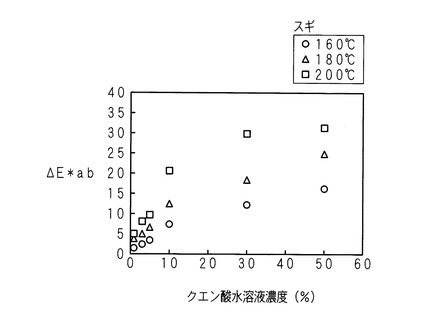
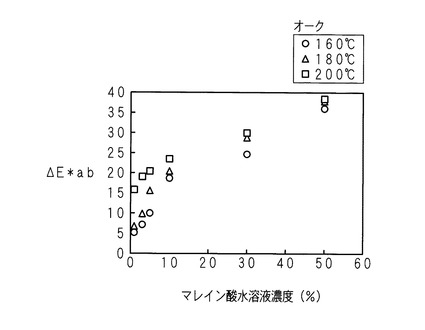
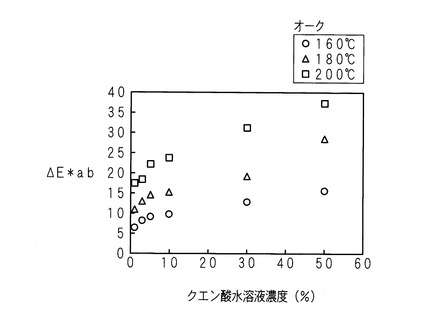
図3〜図6は、多価カルボン酸水溶液の濃度と暗色化との関係を示すグラフである。図3〜図6夫々の横軸は多価カルボン酸水溶液の濃度(%)を示しており、縦軸は後述する色差ΔE*abを示している。
図3は、スギからなる木質材の一面に、マレイン酸水溶液を塗布してから、木質材に熱圧締処理を施した場合を示している。マレイン酸水溶液の濃度は1%、3%、5%、10%、30%、又は50%である。熱圧締処理における表面温度は160 ℃(図中「○」)、180 ℃(図中「△」)、又は200 ℃(図中「□」)であり、加熱時間は120秒で一定である。
【0065】
図4は、マレイン酸に替えてクエン酸を用いていることを除いては、図3と同様である。
図5(及び図6)は、針葉樹であるスギに替えて広葉樹であるオークを用いていることを除いては、図3(及び図4)と同様である。
【0066】
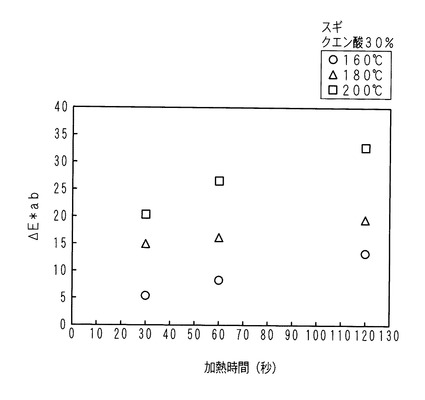
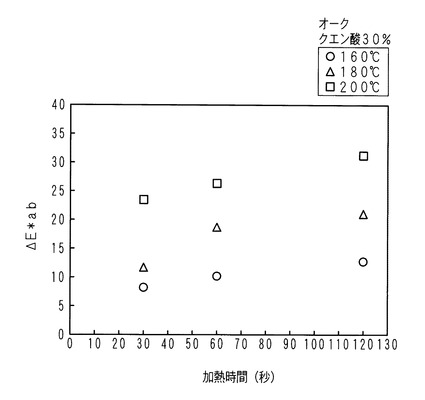
図7及び図8は、加熱時間と暗色化との関係を示すグラフである。図7及び図8夫々の横軸は加熱時間(秒)を示しており、縦軸は色差ΔE*abを示している。
図7は、スギからなる木質材の一面に、クエン酸水溶液を塗布してから、木質材に熱圧締処理を施した場合を示している。加熱時間は30秒、60秒、及び120 秒、クエン酸水溶液の濃度は30%で一定である。熱圧締処理における表面温度は160 ℃(図中「○」)、180 ℃(図中「△」)、又は200 ℃(図中「□」)である。
図8は、スギに替えてオークを用いていることを除いては、図7と同様である。
【0067】
図3〜図8を得るために、実験者は、木質材から調色木質材を製造し、元の木質材の色調と、製造した調色木質材の色調とをL* a* b* 表色系で求めた。具体的には、実験者は、木質材及び調色木質材夫々の明度L* と色度a* と色度b* とを、D65光源下で測定した。次いで、実験者は、色差ΔE*abを算出した。
【0068】
ΔE*abは、熱圧締処理前後の色差である。熱圧締処理前後の明度L* の差を明度差ΔLとし、熱圧締処理前後の色度a* (又は色度b* )の差を、色度差Δa(又は色度差Δb)とすると、色差ΔE*abは、下記の式(1)に基づいて求められる。
ΔE*ab={ΔL2 +Δa2 +Δb2 }1/2 …(1)
調色木質材の色調は木質材の色調よりも暗色である。従って、色差ΔE*abが大きい(又は小さい)場合、熱圧締処理の前後で色調がかなり(又はやや)暗色化している、といえる。
【0069】
まず、多価カルボン酸水溶液の濃度の高低と暗色化の傾向との関係について述べる。
図3〜図6を参照すれば、表面温度及び加熱時間が共に等しい場合、高濃度の多価カルボン酸水溶液を塗布したときの色差ΔE*abは、低濃度の多価カルボン酸水溶液を塗布したときの色差ΔE*abよりも大きい(換言すれば、多価カルボン酸水溶液の濃度が高いほど、木質材の色調はより暗色化する)ことがわかる。
ここから、多価カルボン酸の種類又は木質材の樹種を問わず、木質材の色調を大幅に(又は小幅に)暗色化したい場合は、多価カルボン酸水溶液の濃度を高く(又は低く)すればよい、といえる。
【0070】
次に、表面温度の高低と暗色化の傾向との関係について述べる。
図3〜図6を参照すれば、多価カルボン酸水溶液の濃度及び加熱時間が共に等しい場合、表面温度が高いときの色差ΔE*abは、表面温度が低いときの色差ΔE*abよりも大きい(換言すれば、表面温度が高いほど、木質材の色調はより暗色化する)ことがわかる。
ここから、多価カルボン酸の種類又は木質材の樹種を問わず、木質材の色調を大幅に(又は小幅に)暗色化したい場合は、表面温度を高く(又は低く)すればよい、といえる。
【0071】
次に、加熱時間の長短と暗色化の傾向との関係について述べる。
図7及び図8を参照すれば、多価カルボン酸水溶液の濃度及び表面温度が共に等しい場合、加熱時間が長いときの色差ΔE*abは、加熱時間が短いときの色差ΔE*abよりも大きい(換言すれば、加熱時間が長いほど、木質材の色調はより暗色化する)ことがわかる。
ここから、木質材の樹種を問わず、木質材の色調を大幅に(又は小幅に)暗色化したい場合は、加熱時間を長く(又は短く)すればよい、といえる。
【0072】
今回開示された実施の形態は、全ての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は、上述した意味ではなく、特許請求の範囲と均等の意味及び特許請求の範囲内での全ての変更が含まれることが意図される。
また、本発明の効果がある限りにおいて、調色木質材の製造方法に、実施の形態1〜3に開示されていない構成要素が含まれていてもよい。
【符号の説明】
【0073】
11,12 木質材
11a,12a 一面(木質材の表面)
61,62 調色木質材
【技術分野】
【0001】
本発明は、木質材の色調を調節してなる調色木質材の製造方法に関する。
【背景技術】
【0002】
フローリング用建材として用いられる木質材には、材種によっては、同一樹種でありながらも互いに色調が異なるものが存在する。例えばスギの無垢材には、互いに色調が著しく異なる赤材、白材、及び赤白混合の源平材が存在し、これらの内から単一のものを入手することは困難である。
また、オークの無垢材等、家具や建具として古くから使われている木質材においては、製材直後の色調よりもむしろ、使い古した、より自然な風合いに色づけをされた色調(いわゆるアンティーク調)が好まれるのが現状である。
【0003】
これらの問題を解決する方法としては、木質材を加熱する方法(具体的には乾熱処理又は湿熱処理)や、木質材表面を直接炙る方法等が一般的である。このような方法では、与えられた熱エネルギによる木質材中の変色成分の化学変化により、木質材表面の色調が暗色化する。この結果、木質材の色調が統一され、また、風合いも向上することが知られている。
【0004】
乾熱処理では、乾燥状態の無垢材が、熱盤によって加熱及び加圧される。湿熱処理では、水蒸気雰囲気下の密閉容器内で含水状態の無垢材が、熱盤によって加熱及び加圧される(特許文献1参照)。乾熱処理又は湿熱処理の結果、無垢材の色調は、明るい茶系(例えば薄茶色)から暗い茶系(例えば焦茶色)に変化する。この結果、無垢材の風合いが向上する。
【0005】
乾熱処理において、無垢材の色調を、短時間で急激に(即ち効率よく)変化させるための加熱温度は、240 ℃以上である。加熱温度が240 ℃ならば、加熱時間は10分程度である。一方、湿熱処理において、無垢材の色調を効率よく変化させるための加熱温度は、200 ℃以上である。加熱温度が200 ℃ならば、加熱時間は5分程度である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3562517号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、乾熱処理の場合、湿熱処理よりも高温で長時間加熱するため、特に熱の影響を受け易い無垢材の表面部分の、熱による劣化が顕著となる。この結果、乾熱処理は、無垢材の物理特性が損なわれ易いという問題を有する。具体的には、無垢材の強度的性質、曲げ弾性、及び吸放湿性等が劣化する。
一方、湿熱処理の場合、乾熱処理の場合と比べて無垢材の物理特性が損なわれ難い。しかしながら、密閉容器を備える大型で複雑な処理装置が必要であるため、湿熱処理は、乾熱処理よりも処理コストが高いという問題を有する。
【0008】
本発明は斯かる問題を解決するためになされたものであり、その主たる目的は、木質材の表面に多価カルボン酸の水溶液を付着させてから木質材に加熱処理を施すことにより、木質材の物理的特性を損なうことなく、木質材の色調を安価に効率よく調節することができる調色木質材の製造方法を提供することにある。
【0009】
本発明の他の目的は、木質材の表面に多価カルボン酸の水溶液を付着させてから木質材に熱圧処理を施すことにより、木質材の色調を更に効率よく調節させることができる調色木質材の製造方法を提供することにある。
【0010】
本発明の他の目的は、多価カルボン酸の水溶液の濃度、加熱された木質材の表面温度、又は加熱時間を、暗色化の程度に応じて設定することにより、所要の色調を容易に得ることができる調色木質材の製造方法を提供することにある。
【0011】
本発明の更に他の目的は、多価カルボン酸の水溶液の濃度、加熱された木質材の表面温度、又は加熱時間を、所定の範囲内に収めることにより、所要の色調を効率よく得ることができる調色木質材の製造方法を提供することにある。
【課題を解決するための手段】
【0012】
第1発明に係る調色木質材の製造方法は、木質材を加熱することによって、その色調が前記木質材の色調よりも暗く調節された調色木質材を製造する方法において、前記木質材を加熱する前に、該木質材の表面に多価カルボン酸の水溶液を付着させることを特徴とする。
【0013】
第2発明に係る調色木質材の製造方法は、少なくとも前記多価カルボン酸の水溶液が付着した面を、加熱しつつ加圧することを特徴とする。
【0014】
第3発明に係る調色木質材の製造方法は、前記木質材の色調が暗くなる度合いを大きく/小さくするために、前記多価カルボン酸の水溶液の濃度を高く/低くすることを特徴とする。
【0015】
第4発明に係る調色木質材の製造方法は、前記多価カルボン酸の水溶液の濃度が1%以上50%以下であることを特徴とする。
【0016】
第5発明に係る調色木質材の製造方法は、前記木質材の色調が暗くなる度合いを大きく/小さくするために、加熱された前記木質材の表面温度を高く/低くすることを特徴とする。
【0017】
第6発明に係る調色木質材の製造方法は、加熱された前記木質材の表面温度が120 ℃以上240 ℃以下であることを特徴とする。
【0018】
第7発明に係る調色木質材の製造方法は、前記木質材の色調が暗くなる度合いを大きく/小さくするために、前記木質材を加熱する加熱時間を長く/短くすることを特徴とする。
【0019】
第8発明に係る調色木質材の製造方法は、前記木質材を加熱する加熱時間が30秒以上120 秒以下であることを特徴とする。
【0020】
第1発明にあっては、例えば製造者は、まず、木質材の表面に多価カルボン酸の水溶液を付着させる。次いで、製造者は、多価カルボン酸の水溶液が付着した木質材を加熱する。この結果として得られる調色木質材は、元の木質材よりも暗い色調を有する。
ここで、木質材は、無垢材又は合板等である。また、多価カルボン酸は、マレイン酸、クエン酸、又はリンゴ酸等である。
【0021】
多価カルボン酸の水溶液が付着した木質材を加熱した場合、多価カルボン酸の水溶液が付着していない木質材を加熱した場合よりも、低い加熱温度(例えば160 ℃)且つ短い加熱時間(例えば30秒)で、調色木質材が得られることが実験的にわかっている。
この理由は、水溶液中の多価カルボン酸と、木質材を構成する成分の内、熱による暗色化に寄与する成分(ヘミセルロース又はリグニン等。以下、変色成分という)とが化学反応を起こすからである、と考えられる。多価カルボン酸と反応した変色成分は、多価カルボン酸と反応していない変色成分よりも、熱による化学変化を起こし易い状態になる。そして、変色成分が熱によって化学変化すると、木質材が暗色化する。
【0022】
第2発明にあっては、多価カルボン酸の水溶液が付着した木質材の、少なくとも多価カルボン酸の水溶液が付着した面を加熱しつつ加圧する。
例えば熱盤を用いて加熱しつつ加圧すると、熱盤と木質材の表面とが緊密に接触するため、木質材の表面が効率よく加熱される。故に、木質材の表面温度の上昇速度が向上する。従って、木質材が暗色化し易くなる。
【0023】
第3発明にあっては、木質材の暗色化の度合いは、多価カルボン酸の水溶液の濃度に依存する。
多価カルボン酸の水溶液の濃度が高ければ(又は低ければ)、変色成分と反応する多価カルボン酸の官能基が多くなる(又は少なくなる)。従って、木質材が大幅に暗色化された調色木質材を得るために、製造者は、高濃度の多価カルボン酸の水溶液が付着した木質材を加熱する。一方、木質材が小幅に暗色化された調色木質材を得るために、製造者は、低濃度の多価カルボン酸の水溶液が付着した木質材を加熱する。
【0024】
第4発明にあっては、例えば製造者は、まず、木質材の表面に、その濃度が1%以上50%以下の多価カルボン酸の水溶液を付着させる。次いで、製造者は、多価カルボン酸の水溶液が付着した木質材を加熱する。
仮に、多価カルボン酸の水溶液の濃度が1%未満であると、変色成分と反応する水溶液中の多価カルボン酸の官能基が過剰に少なくなるため、木質材が暗色化し難い。一方、多価カルボン酸の水溶液の濃度が50%を超過していても、変色成分とは反応しない余分な多価カルボン酸が多くなるだけであるため、多価カルボン酸の水溶液のコストが無益に増大する。
なお、多価カルボン酸の水溶液の濃度は、数%以上であることが更に好ましい。
【0025】
第5発明にあっては、木質材の暗色化の度合いは、加熱された木質材の表面温度(以下、単に表面温度という)に依存する。
表面温度が高ければ(又は低ければ)、変色成分の、熱による化学変化が促進される(又は抑制される)。従って、木質材が大幅に暗色化された調色木質材を得るために、製造者は、多価カルボン酸の水溶液が付着した木質材を高温で加熱する。一方、木質材が小幅に暗色化された調色木質材を得るために、製造者は、多価カルボン酸の水溶液が付着した木質材を低温で加熱する。
【0026】
第6発明にあっては、例えば製造者は、まず、木質材の表面に多価カルボン酸の水溶液を付着させる。次いで、製造者は、多価カルボン酸の水溶液が付着した木質材を、表面温度が120 ℃以上240 ℃以下になるように加熱する。
表面温度が120 ℃未満であると、変色成分の、熱による化学変化が促進され難い。一方、加熱時間が240℃を超過すると、木質材を構成する成分の熱分解等によって木質材の物理特性が損なわれ易くなり、また、加熱に要するコストが増大する。
なお、表面温度は160 ℃以上200 ℃以下であることが更に好ましい。
【0027】
第7発明にあっては、木質材の暗色化の度合いは、加熱時間に依存する。
木質材を加熱する加熱時間が長ければ(又は短ければ)、変色成分の、熱による化学変化が促進される(又は抑制される)。従って、木質材が大幅に暗色化された調色木質材を得るために、製造者は、多価カルボン酸の水溶液が付着した木質材を長時間加熱する。一方、木質材が小幅に暗色化された調色木質材を得るために、製造者は、多価カルボン酸の水溶液が付着した木質材を短時間加熱する。
【0028】
第8発明にあっては、例えば製造者は、まず、木質材の表面に多価カルボン酸の水溶液を付着させる。次いで、製造者は、多価カルボン酸の水溶液が付着した木質材を、30秒以上120 秒以下の加熱時間だけ加熱する。
加熱時間が30秒未満であると、変色成分の、熱による化学変化が促進され難い。一方、加熱時間が120 秒を超過すると、木質材を構成する成分の熱分解等によって木質材の物理特性が損なわれ易くなり、また、加熱に要するコストが増大する。
【発明の効果】
【0029】
第1発明の調色木質材の製造方法による場合、製造者は、木質材の表面に多価カルボン酸の水溶液を付着させてから木質材に加熱処理を施す。このため、従来の乾熱処理又は湿熱処理による場合よりも、低温且つ短時間で木質材を暗色化させることができる。
故に、従来の乾熱処理に係る問題、即ち、高温又は長時間の加熱によって木質材の物理特性が損なわれ易いという問題を、解決することができる。
また、低温且つ短時間の加熱によって、木質材の風合いを効率よく向上させることができる。更にまた、木質材の色調を効率よく統一することができる。
しかも、低温且つ短時間の加熱は、高温且つ長時間の加熱よりも安価に行なうことができる。
【0030】
更に、本発明の調色木質材の製造方法による場合、木質材を水蒸気雰囲気下で加熱する必要がない。従って、従来の湿熱処理に係る問題、即ち、密閉容器を備える大型で複雑な処理装置が必要であるという問題を、解決することができる。換言すれば、大型で複雑な処理装置よりも安価な、小型で簡易な処理装置を用いて、木質材を暗色化させることができる。
【0031】
第2発明の調色木質材の製造方法による場合、製造者は、木質材に多価カルボン酸の水溶液を付着させてから木質材に熱圧処理を施す。このため、加圧せずに加熱処理を施す場合よりも、木質材を効率よく暗色化させることができる。
【0032】
第3発明、第5発明、又は第7発明の調色木質材の製造方法による場合、製造者は、木質材をかなり暗色化させるかやや暗色化させるかに応じて、多価カルボン酸の水溶液の濃度の高低、表面温度の高低、又は加熱時間の長短を、適切に設定する。このため、所要の色調を容易に得ることができる。
【0033】
第4発明、第6発明、又は第8発明の調色木質材の製造方法による場合、多価カルボン酸の水溶液の濃度、表面温度、又は加熱時間を所定の範囲内に収めることによって、適切な濃度、適切な表面温度、又は適切な加熱時間で木質材を暗色化させることができる。従って、所要の色調を効率よく得ることができる。
【図面の簡単な説明】
【0034】
【図1】本発明の実施の形態1に係る調色木質材の製造方法の手順を説明するための模式図である。
【図2】本発明の実施の形態2に係る調色木質材の製造方法の手順を説明するための模式図である。
【図3】多価カルボン酸水溶液の濃度と暗色化との関係を示すグラフ(スギ,マレイン酸)である。
【図4】多価カルボン酸水溶液の濃度と暗色化との関係を示すグラフ(スギ,クエン酸)である。
【図5】多価カルボン酸水溶液の濃度と暗色化との関係を示すグラフ(オーク,マレイン酸)である。
【図6】多価カルボン酸水溶液の濃度と暗色化との関係を示すグラフ(オーク,クエン酸)である。
【図7】加熱時間と暗色化との関係を示すグラフ(スギ)である。
【図8】加熱時間と暗色化との関係を示すグラフ(オーク)である。
【発明を実施するための形態】
【0035】
以下、本発明を、その実施の形態を示す図面に基づいて詳述する。
【0036】
実施の形態 1.
図1は、本発明の実施の形態1に係る調色木質材の製造方法の手順を説明するための模式図である。
図1A中の11は木質材であり、木質材11はスギの無垢板材である。木質材11の横幅Bは120 mm、縦長さ(ここでは紙面に垂直方向の長さ)は1840mm、厚さDは16mmである。
製造者は、まず、図1Aに示すように、刷毛21を用いて、濃度30%のマレイン酸水溶液を、木質材11の一面11aに塗布する。
【0037】
このとき、マレイン酸水溶液の塗布量は、1平方尺(約30cm角)当たり7g〜10g である。これは、マレイン酸水溶液を一面11aに満遍なく塗布するために必要十分な量である。
一面11aにマレイン酸水溶液が塗布されることによって、一面11aに含まれる変色成分(具体的には、ヘミセルロース又はリグニン等)とマレイン酸とが化学反応を起こす。この結果、一面11aは、マレイン酸水溶液が塗布されていない他面11bと比べて、加熱による化学変化を起こし易くなる。従って、一面11aは、加熱されると暗色化し易くなる。
【0038】
なお、木質材11にマレイン酸水溶液を付着させる手段は、刷毛21を用いた塗布に限定されるものではない。例えば、製造者は、布帛又はローラ等を用いて一面11aにマレイン酸水溶液を塗布してもよく、噴霧器を用いて一面11aにマレイン酸水溶液を散布してもよい。また、製造者は、木質材11をマレイン酸水溶液に浸漬させてもよい。
【0039】
次に、製造者は、図1Bに示すように、木質材11を予備乾燥させるべく、マレイン酸水溶液が塗布された一面11aを上向きにして、木質材11を棚31に載置する。このとき、少なくとも一面11aが異物(例えば他の木質材11)に覆われてしまわないようにする必要がある。
棚31に載置されている木質材11の一面11aからは、余分な水分が蒸発していく。製造者は、木質材11を、一面11aがべとつかなくなるまで(例えば一昼夜)、室温で放置する。即ち、木質材11は、自然乾燥によって予備乾燥される。
【0040】
なお、木質材11の予備乾燥は、例えばドライヤを用いた強制的な乾燥であってもよい。ただし、製造者は、木質材11を50℃以下で乾燥させるべきである。何故ならば、50℃を超えた高温で乾燥させると、木質材11の無用な変色、変形(例えば反り)、又は破損(例えば割れ)等が生じ得るからである。
また、予備乾燥は省いてもよい。ただし、予備乾燥を省いた場合には、後述する熱圧締処理において、木質材11を暗色化させるために熱エネルギが使われるのみならず、一面11aに含まれている余分な水分を蒸発させるためにも大量の熱エネルギが使われてしまう。このため、例えば表面温度を高くするか、又は加熱時間を長くしなければ、所望の色調変化が得られない虞がある。
【0041】
次に、製造者は、図1Cに示すように、木質材11を熱盤プレス機41にセットする。
熱盤プレス機41は、夫々横姿勢で配されている熱盤411,412及びディスタンスバー413,413を備える。
熱盤411は、熱盤411の下面と熱盤412の上面とが平行に対面するよう熱盤412の上方に配される。熱盤411は、熱盤412に対して上下方向に接離する。
【0042】
熱盤412の上面には、一面11aを上向きにして木質材11が載置される。
また、熱盤412の上面には、木質材11の両側方に位置するようディスタンスバー413,413が配される。ディスタンスバー413,413の厚さdは15mmである。
最後に、製造者は、図1Dに示すように、木質材11に対して熱盤プレス機41による熱圧締処理を施す。このとき、熱盤411,412は夫々200 ℃に加熱され、熱盤411の下面がディスタンスバー413,413の上面に接触するまで下降することによって、熱盤411,412に木質材11が挟持される。木質材11の挟持は30秒間継続される。このとき、木質材11の厚さDは、16mmから15mmへ減少する。
【0043】
以上のようにして、木質材11は、表面温度200 ℃、加熱時間30秒で、厚さDが約6%減少するよう加熱及び加圧される。この結果、木質材11は、木質材11よりも暗色化した調色木質材61となる。例えば木質材11が淡黄色であれば、調色木質材61は褐色である。
熱圧締処理の終了後、調色木質材61は、熱盤プレス機41から取り出され、そのまま、又は適宜のサイズに加工されてから、フローリング用の建材(即ち床材)として用いられる。調色木質材61の表側の面及び裏側の面は、木質材11の一面11a及び他面11bに相当する。
【0044】
ここで、一面11aに塗布されたマレイン酸水溶液の濃度が10%である場合、調色木質材61の色調は、マレイン酸水溶液の濃度が30%である場合よりも明るい(例えば淡褐色である)。また、表面温度が160 ℃(又は加熱時間が30秒)になるよう熱圧締処理を施した場合、調色木質材61の色調は、表面温度が200 ℃(又は加熱時間が120 秒)の場合よりも明るい。
換言すれば、マレイン酸水溶液の濃度が低いか、表面温度が低いか、又は加熱時間が短ければ、木質材11の暗色化が抑えられる。逆に、マレイン酸水溶液の濃度が高いか、又は表面温度が高いか、又は加熱時間が長ければ、木質材11の暗色化が促進される。
【0045】
本実施の形態に係る調色木質材の製造方法によれば、製造者は、一面11aにマレイン酸水溶液を塗布してから木質材11に熱圧締処理を施す。このため、木質材11から得られる調色木質材61の色調は、木質材11の色調よりも暗い。
ここで、調色木質材61の表側の面と裏側の面とを比べれば、表側の面の方が裏側の面よりも暗い。何故ならば、調色木質材61の裏側の面に相当する他面11bは、マレイン酸水溶液の塗布なしに加熱されたからである。
なお、他面11bを暗色化させる必要がないのであれば、一面11aに接触する熱盤411は加熱するが、他面11bに接触する熱盤412は加熱しない状態で、木質材11に対する熱圧締処理が施されてもよい。
【0046】
本実施の形態では、木質材11に対して熱圧締処理を施しているが、木質材11に対して加圧を伴わない加熱処理を施す場合、熱圧締処理を施す場合に比べて、一面11aは暗色化し難い。
ところで、多価カルボン酸は比較的安価である。このため、一面11aに多価カルボン酸水溶液を付着させることによるコストアップは最小限に抑えられる。
しかも、湿熱処理で用いられる密閉容器は不要であるため、調色木質材61の製造コストを低減させることができる。
【0047】
次に、本実施の形態に係る調色木質材の製造方法による暗色化と従来の乾熱処理による暗色化とを比較する。
仮に、木質材11に従来の乾熱処理を施した場合、表面温度が200 ℃のとき、加熱時間が10分でも、一面11aは十分に暗色化せず、加熱時間が60分であれば、濃度30%のマレイン酸水溶液を塗布してから200 ℃30秒間の熱圧締処理を施した場合と同様に暗色化する。つまり、表面温度が同じでも、マレイン酸水溶液の塗布の有無によって、加熱時間は大幅に異なる。そして、従来の乾熱処理では、表面温度が240 ℃の場合でも、一面11aが十分に暗色化する加熱時間は10分である。
【0048】
次に、熱圧締処理の際に木質材11に加えるべき圧力について説明する。
木質材11に熱圧締処理を施す場合、木質材11に加えるべき圧力は、木質材11の厚さDを少なくとも6%前後減少させる程度の圧力であればよい。
ただし、木質材11の暗色化のみならず、硬質化も目的とするのであれば、熱圧締処理時に木質材11に加えるべき圧力は、木質材11の厚さDを50%前後減少させる程度の圧力であってもよい。
次に、多価カルボン酸の使用について説明する。
本実施の形態に係る調色木質材の製造方法で用いるべき多価カルボン酸は、マレイン酸に限定されず、クエン酸、又はリンゴ酸等であってもよい。
【0049】
マレイン酸、クエン酸、又はリンゴ酸等の多価カルボン酸を用いる場合、多価カルボン酸水溶液の濃度は少なくとも1%、多くとも50%であればよい。濃度1%とは、一面11aに含まれる変色成分と、水溶液中の多価カルボン酸とが必要最小限に化学反応する濃度である。従って、多価カルボン酸水溶液の濃度は、余裕を見て2〜3%以上であれば更に好ましい。濃度が高ければ多価カルボン酸の量が多くなるため、変色成分と多価カルボン酸との化学反応が促進される。しかしながら、濃度50%を超えると、化学反応に寄与せず無駄になる多価カルボン酸の量が多くなる。
【0050】
次に、表面温度及び加熱時間夫々の適切な範囲について説明する。
木質材11の表面温度は、120 ℃以上240 ℃以下であればよい。更に好ましくは、表面温度は160 ℃以上200 ℃以下であればよい。120 ℃以上240 ℃以下(又は160 ℃以上200℃以下)の範囲においても、表面温度が低い方が、木質材11の物理特性が損なわれることを抑制することができ、更に、加熱に要するコストを低減させることができる。ただし、表面温度が高い方が、木質材11の暗色化の度合いが大きくなる傾向にある。
このような表面温度は、従来の乾熱処理における一般的な表面温度以下であり、従来の湿熱処理における一般的な表面温度以下にすることもできる。
【0051】
木質材11の加熱時間は、30秒以上120 秒以下であればよい。30秒以上120 秒以下の範囲においても、加熱時間が短い方が、木質材11の物理特性が損なわれることを抑制することができ、更に、加熱に要するコストを低減させることができる。ただし、加熱時間が長い方が、木質材11の暗色化の度合いが大きくなる傾向にある。
このような加熱時間は、従来の乾熱処理はもとより、従来の湿熱処理における一般的な加熱時間と比べても大幅に短い。
【0052】
次に、多価カルボン酸水溶液の濃度、表面温度、及び加熱時間夫々の設定について説明する。
多価カルボン酸水溶液の濃度と表面温度と加熱時間とは、木質材11の暗色化前の色調及び暗色化後の色調、並びに調色木質材61の製造コスト等の兼ね合いで、適宜に設定すればよい。
具体的には、木質材11に比べてかなり暗い色調の調色木質材61を得るためには、多価カルボン酸水溶液の濃度を高めにすること、表面温度を高めにすること、及び加熱時間を長めにすること等、使用する多価カルボン酸の種類、調色処理を行なう木質材樹種の種類に応じて、適宜に設定すればよい。
【0053】
一方、木質材11に比べてやや暗い色調の調色木質材61を得るためには、多価カルボン酸水溶液の濃度を低めにすること、表面温度を低めにすること、及び加熱時間を短めにすること等、使用する多価カルボン酸の種類、調色処理を行なう木質材樹種の種類に応じて、適宜に設定すればよい。
従って、例えば同程度の色調の木質材11,11から、高い表面温度及び短い加熱時間で得られた調色木質材61の色調と、低い表面温度及び長い加熱時間で得られた調色木質材61の色調とが同程度である場合もある。
ところで、複数の木質材11,11,…の色調を統一する必要がある場合には、本実施の形態に係る調色木質材の製造方法の手順に従って、木質材11,11,…夫々から調色木質材61,61,…を得ればよい。
【0054】
このとき、多価カルボン酸水溶液の濃度、表面温度、及び加熱時間といった処理条件は、木質材11,11,…夫々の色調に応じて、木質材11毎に変更されてもよい。この場合、例えば、濃褐色に統一された調色木質材61,61,…を得るために、淡褐色の木質材11に対しては、表面温度が高め(又は加熱時間が長め)に設定されるが、褐色の木質材11に対しては、表面温度が低め(又は加熱時間が短め)に設定される。
逆に、木質材11,11,…夫々の色調とは無関係に、同一の処理条件が用いられてもよい。この場合、例えば、濃褐色に統一された調色木質材61,61,…を得るために、淡褐色の木質材11に対しても褐色の木質材11に対しても、高濃度の多価カルボン酸水溶液が用いられる。
【0055】
色調が統一された調色木質材61,61,…を用いて構成された建造物は、色調が統一されていない木質材11,11,…を用いて構成された建造物に比べて、美観が向上される。
以上のような調色木質材の製造方法は、従来の乾熱処理又は湿熱処理による調色木質材の製造方法に比べて、低温且つ短時間で調色木質材61を得ることができる。この結果、加熱による木質材11の物理特性の劣化を抑制しつつ、調色木質材61を効率よく得ることができる上に、調色木質材61の製造コストを低減させることができる。
【0056】
なお、木質材11は、板材に限定されず、角材又はブロック材等でもよい。また、木質材11は、無垢材に限定されず、集成材、合板、又はLVL(Laminated Veneer Lumber )等でもよい。更に、木質材11は、針葉樹であればスギのみならずヒノキ又はカラマツ等を用いてなるものでもよく、広葉樹であればクリ、オーク(ナラ)、ビーチ(ブナ)、クルミ、又はサクラ等を用いてなるものでもよい。
調色木質材61の用途は、床材に限定されず、天井用又は内壁用等の建材でもよい。また、調色木質材61の用途は、建材に限定されるものではない。
【0057】
実施の形態 2.
図2は、本発明の実施の形態2に係る調色木質材の製造方法の手順を説明するための模式図である。
実施の形態1では、製造者が調色木質材61を製造する場合を説明したが、本実施の形態では、自動的に調色木質材62が製造される場合を説明する。
図2中の12は木質材であり、木質材12はスギの無垢板材である。木質材12の寸法は、木質材11の寸法に等しい。従って、木質材12の厚さDは16mmである。ただし、木質材12の縦長さLは、実施の形態1の木質材11の縦長さより長尺でもよい。
【0058】
木質材12は、ローラコンベア5によって、噴霧装置22の内部、乾燥機32の内部、及びロールプレス機42の加熱ローラ421,421間へ、この順に搬送される。ただし、木質材12は、縦長さの方向が搬送方向に沿うように、ローラコンベア5に載置される。
まず、噴霧装置22が、自身の内部を通過する木質材12の一面12aに、濃度30%のマレイン酸水溶液を満遍なく散布する。
次に、乾燥機32が、木質材12を予備乾燥させる。このとき、乾燥機32は、自身の内部を通過する木質材12の一面12aに、50℃以下の温風を吹き付ける。
【0059】
最後に、ロールプレス機42が、木質材12に対して熱圧処理を施す。このために、ロールプレス機42は、3連(3対)の加熱ローラ421,421、加熱ローラ422,422、及び加熱ローラ423,423(以下、加熱ローラ421〜423という)を備える。
【0060】
加熱ローラ421,421は、夫々の軸長方向が平行になるよう対向配置されており、木質材12を挟持して搬送すると共に、木質材12に対する加熱及び加圧を行なう。各加熱ローラ421は直径300 mmであり、230 ℃に加熱されている。加熱ローラ421,421間のロールギャップGは15mmであり、加熱ローラ421,421に挟持された木質材12は、加熱ローラ421,421が回転することによって、毎分1m〜4mの搬送速度で搬送される。加熱ローラ422,422及び加熱ローラ423,423夫々の構成は、加熱ローラ421,421と同様である。加熱ローラ421〜423は、夫々の軸長方向が平行になるようにして、木質材12の搬送方向に並置されている。
【0061】
木質材12は、横幅方向が加熱ローラ421,421夫々の軸長方向に沿うよう、加熱ローラ421,421間へ搬送され、次いで、加熱ローラ422,422間及び加熱ローラ423,423間へこの順に搬送される。
ロールプレス機42へ搬送された木質材12は、回転する加熱ローラ421〜423によって挟持されて搬送されつつ、熱圧処理を施される。このとき、木質材12の厚さDは、16mmから15mmへ減少する。
【0062】
以上のようにして、木質材12は、加熱ローラ421〜423の何れかに接触している部分の表面温度が230 ℃になり、しかも、厚さDが約6%減少するよう、加熱及び加圧される。このとき、加熱ローラ421〜423から木質材12へは、実施の形態1のように200℃の熱盤411,412に30秒間挟持されて熱圧締処理を施された場合と同程度の熱量が加えられる。この結果、木質材12は、木質材12よりも暗色化した調色木質材62となって、ロールプレス機42の外部へ送り出される。
ロールプレス機42の外部へ送り出された調色木質材62は、そのまま、又は適宜のサイズに加工されてから、床材として用いられる。
【0063】
本実施の形態に係る調色木質材の製造方法によれば、木質材12に対して、マレイン酸水溶液の散布処理、予備乾燥処理、及び熱圧処理を連続的に施すことができる。つまり、本実施の形態に係る調色木質材の製造方法は、調色木質材62,62,…の大量生産に好適である。
【0064】
実施の形態 3.
図3〜図6は、多価カルボン酸水溶液の濃度と暗色化との関係を示すグラフである。図3〜図6夫々の横軸は多価カルボン酸水溶液の濃度(%)を示しており、縦軸は後述する色差ΔE*abを示している。
図3は、スギからなる木質材の一面に、マレイン酸水溶液を塗布してから、木質材に熱圧締処理を施した場合を示している。マレイン酸水溶液の濃度は1%、3%、5%、10%、30%、又は50%である。熱圧締処理における表面温度は160 ℃(図中「○」)、180 ℃(図中「△」)、又は200 ℃(図中「□」)であり、加熱時間は120秒で一定である。
【0065】
図4は、マレイン酸に替えてクエン酸を用いていることを除いては、図3と同様である。
図5(及び図6)は、針葉樹であるスギに替えて広葉樹であるオークを用いていることを除いては、図3(及び図4)と同様である。
【0066】
図7及び図8は、加熱時間と暗色化との関係を示すグラフである。図7及び図8夫々の横軸は加熱時間(秒)を示しており、縦軸は色差ΔE*abを示している。
図7は、スギからなる木質材の一面に、クエン酸水溶液を塗布してから、木質材に熱圧締処理を施した場合を示している。加熱時間は30秒、60秒、及び120 秒、クエン酸水溶液の濃度は30%で一定である。熱圧締処理における表面温度は160 ℃(図中「○」)、180 ℃(図中「△」)、又は200 ℃(図中「□」)である。
図8は、スギに替えてオークを用いていることを除いては、図7と同様である。
【0067】
図3〜図8を得るために、実験者は、木質材から調色木質材を製造し、元の木質材の色調と、製造した調色木質材の色調とをL* a* b* 表色系で求めた。具体的には、実験者は、木質材及び調色木質材夫々の明度L* と色度a* と色度b* とを、D65光源下で測定した。次いで、実験者は、色差ΔE*abを算出した。
【0068】
ΔE*abは、熱圧締処理前後の色差である。熱圧締処理前後の明度L* の差を明度差ΔLとし、熱圧締処理前後の色度a* (又は色度b* )の差を、色度差Δa(又は色度差Δb)とすると、色差ΔE*abは、下記の式(1)に基づいて求められる。
ΔE*ab={ΔL2 +Δa2 +Δb2 }1/2 …(1)
調色木質材の色調は木質材の色調よりも暗色である。従って、色差ΔE*abが大きい(又は小さい)場合、熱圧締処理の前後で色調がかなり(又はやや)暗色化している、といえる。
【0069】
まず、多価カルボン酸水溶液の濃度の高低と暗色化の傾向との関係について述べる。
図3〜図6を参照すれば、表面温度及び加熱時間が共に等しい場合、高濃度の多価カルボン酸水溶液を塗布したときの色差ΔE*abは、低濃度の多価カルボン酸水溶液を塗布したときの色差ΔE*abよりも大きい(換言すれば、多価カルボン酸水溶液の濃度が高いほど、木質材の色調はより暗色化する)ことがわかる。
ここから、多価カルボン酸の種類又は木質材の樹種を問わず、木質材の色調を大幅に(又は小幅に)暗色化したい場合は、多価カルボン酸水溶液の濃度を高く(又は低く)すればよい、といえる。
【0070】
次に、表面温度の高低と暗色化の傾向との関係について述べる。
図3〜図6を参照すれば、多価カルボン酸水溶液の濃度及び加熱時間が共に等しい場合、表面温度が高いときの色差ΔE*abは、表面温度が低いときの色差ΔE*abよりも大きい(換言すれば、表面温度が高いほど、木質材の色調はより暗色化する)ことがわかる。
ここから、多価カルボン酸の種類又は木質材の樹種を問わず、木質材の色調を大幅に(又は小幅に)暗色化したい場合は、表面温度を高く(又は低く)すればよい、といえる。
【0071】
次に、加熱時間の長短と暗色化の傾向との関係について述べる。
図7及び図8を参照すれば、多価カルボン酸水溶液の濃度及び表面温度が共に等しい場合、加熱時間が長いときの色差ΔE*abは、加熱時間が短いときの色差ΔE*abよりも大きい(換言すれば、加熱時間が長いほど、木質材の色調はより暗色化する)ことがわかる。
ここから、木質材の樹種を問わず、木質材の色調を大幅に(又は小幅に)暗色化したい場合は、加熱時間を長く(又は短く)すればよい、といえる。
【0072】
今回開示された実施の形態は、全ての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は、上述した意味ではなく、特許請求の範囲と均等の意味及び特許請求の範囲内での全ての変更が含まれることが意図される。
また、本発明の効果がある限りにおいて、調色木質材の製造方法に、実施の形態1〜3に開示されていない構成要素が含まれていてもよい。
【符号の説明】
【0073】
11,12 木質材
11a,12a 一面(木質材の表面)
61,62 調色木質材
【特許請求の範囲】
【請求項1】
木質材を加熱することによって、その色調が前記木質材の色調よりも暗く調節された調色木質材を製造する方法において、
前記木質材を加熱する前に、該木質材の表面に多価カルボン酸の水溶液を付着させることを特徴とする調色木質材の製造方法。
【請求項2】
少なくとも前記多価カルボン酸の水溶液が付着した面を、加熱しつつ加圧することを特徴とする請求項1に記載の調色木質材の製造方法。
【請求項3】
前記木質材の色調が暗くなる度合いを大きく/小さくするために、
前記多価カルボン酸の水溶液の濃度を高く/低くすることを特徴とする請求項1又は2に記載の調色木質材の製造方法。
【請求項4】
前記多価カルボン酸の水溶液の濃度が1%以上50%以下であることを特徴とする請求項3に記載の調色木質材の製造方法。
【請求項5】
前記木質材の色調が暗くなる度合いを大きく/小さくするために、
加熱された前記木質材の表面温度を高く/低くすることを特徴とする請求項1乃至4の何れか一項に記載の調色木質材の製造方法。
【請求項6】
加熱された前記木質材の表面温度が120 ℃以上240 ℃以下であることを特徴とする請求項5に記載の調色木質材の製造方法。
【請求項7】
前記木質材の色調が暗くなる度合いを大きく/小さくするために、
前記木質材を加熱する加熱時間を長く/短くすることを特徴とする請求項1乃至6の何れか一項に記載の調色木質材の製造方法。
【請求項8】
前記木質材を加熱する加熱時間が30秒以上120 秒以下であることを特徴とする請求項7に記載の調色木質材の製造方法。
【請求項1】
木質材を加熱することによって、その色調が前記木質材の色調よりも暗く調節された調色木質材を製造する方法において、
前記木質材を加熱する前に、該木質材の表面に多価カルボン酸の水溶液を付着させることを特徴とする調色木質材の製造方法。
【請求項2】
少なくとも前記多価カルボン酸の水溶液が付着した面を、加熱しつつ加圧することを特徴とする請求項1に記載の調色木質材の製造方法。
【請求項3】
前記木質材の色調が暗くなる度合いを大きく/小さくするために、
前記多価カルボン酸の水溶液の濃度を高く/低くすることを特徴とする請求項1又は2に記載の調色木質材の製造方法。
【請求項4】
前記多価カルボン酸の水溶液の濃度が1%以上50%以下であることを特徴とする請求項3に記載の調色木質材の製造方法。
【請求項5】
前記木質材の色調が暗くなる度合いを大きく/小さくするために、
加熱された前記木質材の表面温度を高く/低くすることを特徴とする請求項1乃至4の何れか一項に記載の調色木質材の製造方法。
【請求項6】
加熱された前記木質材の表面温度が120 ℃以上240 ℃以下であることを特徴とする請求項5に記載の調色木質材の製造方法。
【請求項7】
前記木質材の色調が暗くなる度合いを大きく/小さくするために、
前記木質材を加熱する加熱時間を長く/短くすることを特徴とする請求項1乃至6の何れか一項に記載の調色木質材の製造方法。
【請求項8】
前記木質材を加熱する加熱時間が30秒以上120 秒以下であることを特徴とする請求項7に記載の調色木質材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−95037(P2013−95037A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−239242(P2011−239242)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000000413)永大産業株式会社 (243)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000000413)永大産業株式会社 (243)
【Fターム(参考)】
[ Back to top ]