
車載電気接続箱用メタルコア基板のコア板構造及びメタルコア基板
【課題】車載用の電気接続箱に好適な機能、特に小型化や搭載効率の向上を図れるとともに、耐久性を向上できるようなメタルコア基板の提供。
【解決手段】車載電気接続箱に搭載される車載電気接続箱用メタルコア基板のコア板31構造であって、複数のスリット部32と、これらスリット部32の間に介在する分離用接続33とで囲まれた島部34が形成され、前記スリット部32の幅を狭い狭隘幅Wに設定する。また、前記スリット部32に、該スリット部32の延びる方向を変更する屈曲部38を形成して、反りや応力の発生を抑制する。
【解決手段】車載電気接続箱に搭載される車載電気接続箱用メタルコア基板のコア板31構造であって、複数のスリット部32と、これらスリット部32の間に介在する分離用接続33とで囲まれた島部34が形成され、前記スリット部32の幅を狭い狭隘幅Wに設定する。また、前記スリット部32に、該スリット部32の延びる方向を変更する屈曲部38を形成して、反りや応力の発生を抑制する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、車載用の電気接続箱(ジャンクションボックス)に搭載されるメタルコア基板に関し、より詳しくは、放熱効果を有し、複数の回路が形成可能で、小型化や搭載効率の向上などを図れるような車載電気接続箱用メタルコア基板に関する。
【0002】
なお、この発明において前記「メタルコア基板」とは、配線パターンが形成される前の絶縁基板(積層板)、積層板に配線パターンが形成されたメタルコアプリント配線板、メタルコアプリント配線板に電子部品が搭載されたメタルコアプリント回路板などの、中間層に金属製のコア板を有する基板の意味である。
【背景技術】
【0003】
これまで、車載用の電気接続箱には、内部配線をバスバーで構成したバスバー方式のものと、プリント基板で構成したプリント基板方式のものなどがある。プリント基板方式のものでは、バスバー方式のものに比べて、車種やグレード、仕向けに応じた回路パターンの設計変更等が比較的容易であり、回路パターンの形成も短期間で行えるなどの利点がある。
【0004】
ところが、プリント基板であっても、一般的なガラスエポキシ材を基材としたプリント基板では、搭載された電子部品や回路パターンからの熱が絶縁層によって絶縁されるため、熱が回路パターンに集中して温度上昇しやすい問題があった。また、発生する個々の熱はプリント基板上で分離されているため、熱を集約して一括で放熱するということはできない。
【0005】
そこで、メタルコア基板を用いて、電子部品や回路パターンの熱をコア板で均熱化して、基板全体で放熱するように促すことが知られている。
【0006】
しかし、単に基材の材質を変えてメタルコア基板を採用しても、そのことのみでは小型化や搭載効率の向上には限界があった。
【0007】
一方、車載用の電気接続箱のためのものではないが、複数の回路を形成できるようにするメタルコア基板として、下記特許文献1に開示されたものがある。
【0008】
このメタルコア基板は、金属コア(コア板)に四角い島状の分離箇所を形成すべく、連結部を2箇所残してコ字形の抜き部分を形成し、この金属コアの両面に絶縁板を積層して、このあと前記連結部に外側から孔をあけて連結部を除去した構成である。連結部が除去されることにより、前記分離箇所が周囲から独立する、つまり金属コアが複数に分割される。
【0009】
また、前記抜き部分の幅は、分離箇所の周囲から分離箇所への伝熱を遮断する幅である。
【0010】
このため、複数の回路が形成できるとともに、金属コアの前記抜き部分の存在によって熱の伝導も遮断するという作用効果を有する。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平8−288606号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかし、金属コアに形成される前記抜き部分は、熱の伝導を遮断するものであり、幅が広い。
【0013】
このため、回路ごとに発生する熱は分離されることになる。つまり、全体に分散・均熱化して放熱をするというものではなく、局所的な温度上昇を抑制することはできない。したがって、特許文献1に開示された技術を単に車載用の電気接続箱のためのメタルコア基板に採用しても、必要な放熱効果は得られない。
【0014】
また、前記抜き部分の幅は広いので、小型化や搭載効率の向上は到底望めない。
【0015】
しかし、抜き部分の幅を狭くすればするほど、また抜き部分の直線状をなす部分が長いほど、抜き部分が折り曲げ線のような作用をするため、金属コアに反りや応力が発生しやすい。反りや応力があると、長期間の使用により歪が生じ、メタルコア基板の耐久性に支障をきたすことになる。
【0016】
そこで、この発明は、小型化や積載効率の向上などを図れ、特に良好な放熱効果や耐久性を得られるような、車載用の電気接続箱のためのメタルコア基板を提供できるようにすることを主たる目的とする。
【課題を解決するための手段】
【0017】
そのための手段は、車載電気接続箱に搭載される車載電気接続箱用メタルコア基板のコア板構造であって、複数のスリット部と、これらスリット部の間に介在する分離用接続部とで囲まれた島部が形成され、前記スリット部の幅が、狭隘幅に設定された車載電気接続箱用メタルコア基板のコア板構造である。
【0018】
具体的には、前記スリット部の幅が、スリット部を挟む対向部間の伝熱を可能にする幅であるとよい。
【0019】
また、前記コア板に反りや応力が発生するのを更に抑制して耐久性を得るためには、前記スリット部に、該スリット部の延びる方向を変更する屈曲部を形成するとよい。この屈曲部は鈍角で曲がるものであるのが好ましい。
【0020】
別の手段は、前記コア板構造を有するコア板を用い、該コア板の両面に積層される絶縁層で前記島部を挟んだ状態で、前記分離用接続部が除去されて、前記島部が前記絶縁層内でその他の部分から電気的に独立された車載電気接続箱用メタルコア基板である。
【発明の効果】
【0021】
この発明によれば、コア板が電気的に独立する島部を有するので、小型化や搭載効率の向上などが可能な、車載用の電気接続箱に最適なメタルコア基板を得られる。しかも、スリット部は狭いので一層の小型化を図れる。
【0022】
また、均熱化による放熱効果を発揮できるようにすることが可能であるとともに、加工時やその後の取り扱い時に生じ得る反りや応力に起因する歪の発生をスリット部の形状によって抑制できて耐久性を得られるので、高温のエンジンルームに搭載されることがある車載電気接続箱に好適なメタルコア基板を提供できる。
【図面の簡単な説明】
【0023】
【図1】メタルコア基板の概略構造を示す平面図と断面図。
【図2】車載電気接続箱の分解斜視図。
【図3】メタルコア基板の製造工程の概略説明図。
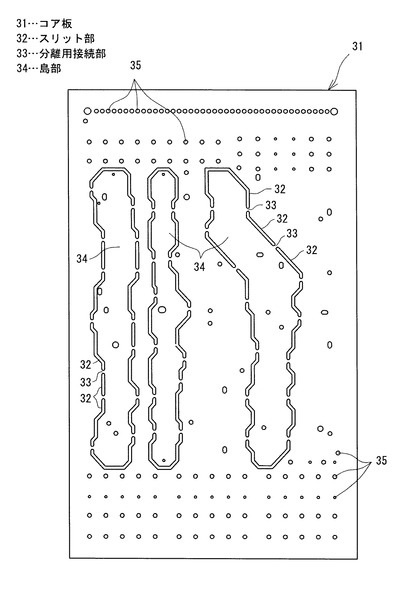
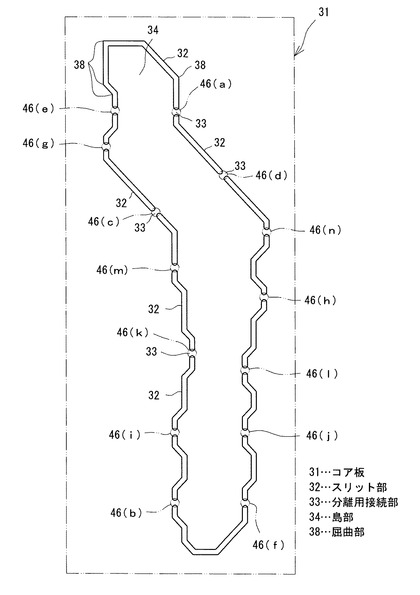
【図4】コア板の一例を示す平面図。
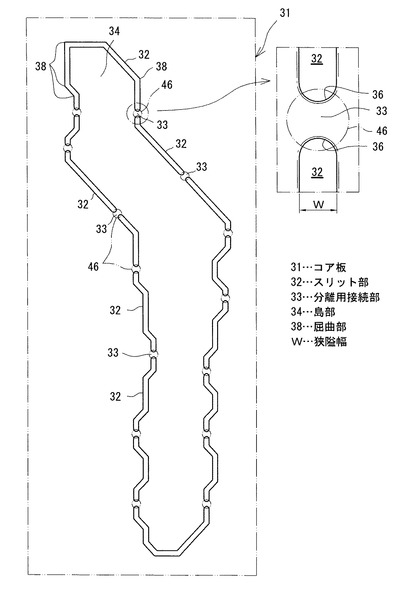
【図5】図4の一部拡大図。
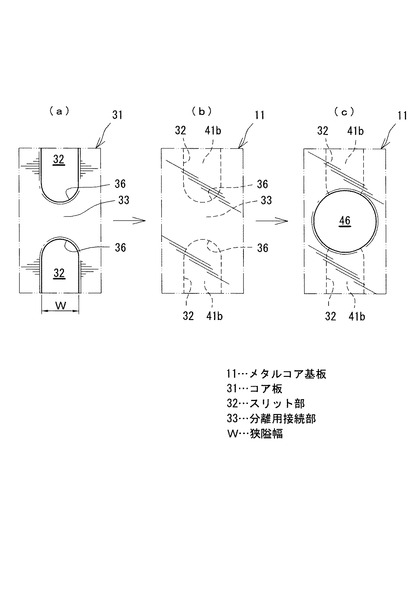
【図6】コア板の分離用接続部近傍の製造工程中の変遷を示す平面図。
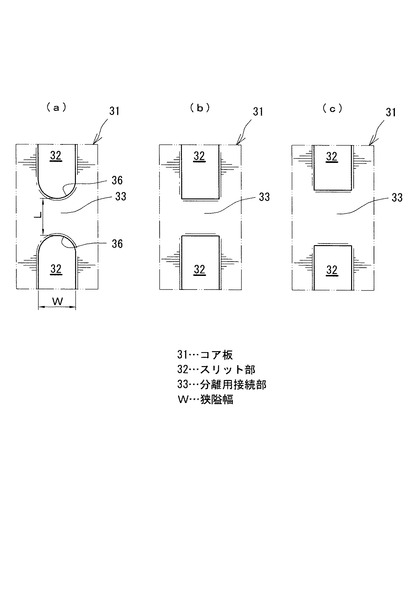
【図7】コア板の分離用接続部近傍の平面図。
【図8】他の例に係るコア板の分離用接続部近傍の平面図。
【図9】他の例に係るコア板の分離用接続部近傍の平面図。
【図10】スリット部の拡大平面図。
【図11】スリット部を打ち抜く金型の断面図。
【図12】コア板分割のための貫通孔の形成順序を示す説明図。
【図13】メタルコア基板と接触部を示す断面図。
【発明を実施するための形態】
【0024】
この発明を実施するための一形態を、以下図面を用いて説明する。
図1は、車載電気接続箱用メタルコア基板11の概略構造を示し、(a)はメタルコア基板11の一部を示す平面図、(b)はそのA−A断面図である。図1(a)においては便宜上回路パターンを省略している。
【0025】
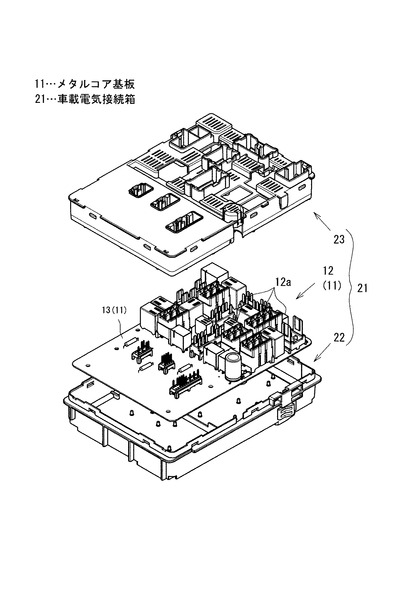
このメタルコア基板11は、例えば図2に例示したような車載電気接続箱21に搭載されるものであって、当該メタルコア基板11の中間層を構成するコア板31に、複数のスリット部32と、これらスリット部32の間に介在する分離用接続部33で囲まれた島部34が形成されている(図4参照)。そして、前記コア板31の両面に積層される絶縁層41によって前記島部34を挟んだ状態で、前記分離用接続部33が除去され、前記島部34が前記絶縁層41内でその他の部分から電気的に独立されている。
【0026】
つまり、前記島部34が独立する前のコア板31は、複数のスリット部32と、これらスリット部32の間に介在する分離用接続部33で囲まれた島部34が形成されたコア板31構造を有する。
【0027】
なお、図2中、12は電子部品12aが搭載されたメタルコア基板(メタルコアプリント回路板)であり、13は電子部品12aを除いたメタルコア基板(メタルコアプリント配線板)である。また、22はロアケース、23はアッパケースである。
【0028】
前記メタルコアプリント配線板13としてのメタルコア基板11は、図3に示したような工程を経て製造される。先にこの工程の概略を説明してから、コア板31等の詳細を説明する。
【0029】
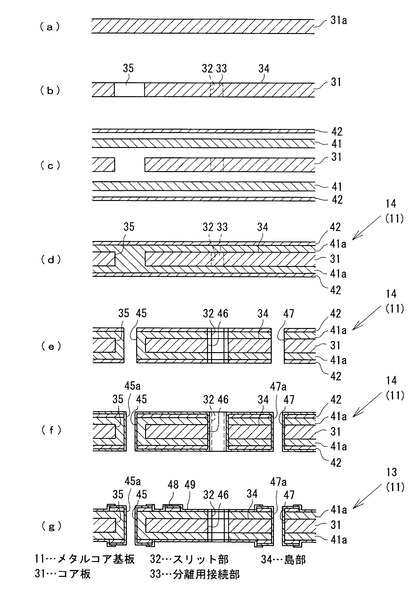
まず、コア板31となる所定厚の金属板(例えば銅板、アルミ板。)を裁断して素材31aを得る(図3(a)参照)。
【0030】
続いて、この素材31aの所定位置に、所望の穴35と前記スリット部32を形成する穴あけ加工を行って、コア板31を形成する(図3(b)参照)。このコア板31の一例を図4の平面図に示す。
【0031】
次に、コア板31の表面に、樹脂の密着性をよくするための粗化処理を施す。
【0032】
この後、粗化処理済みのコア板31の両面にプリプレグ41と銅箔42を順に重ね(図3(c)参照)、ステンレス板(図示せず。)で挟んで、これらを加熱プレスによって積層一体化させる(図3(d)参照)。この一体化のときに、プリプレグ41の樹脂が前記穴35とスリット部32の中に充填される。
【0033】
この積層一体化により、コア板31の両面に前記プリプレグ41で構成される絶縁層41aを介して銅箔42が存在する構造となる。一体にしたものが銅張積層板14である。
【0034】
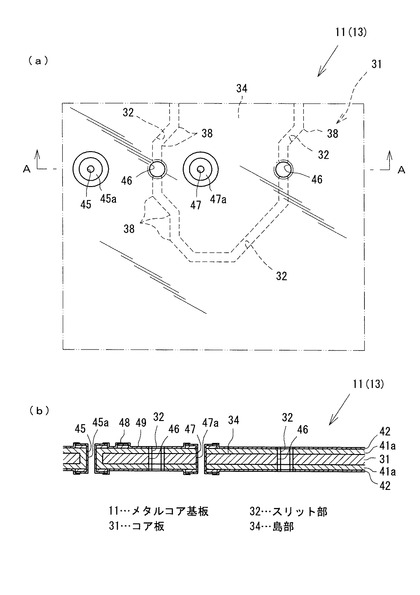
つづいて、スルーホールを形成する所定位置には貫通孔45、47を形成し、前記スリット部32間の分離用接続部33位置には貫通孔46を形成する(図3(e)参照)。前記分離用接続部33位置に形成した貫通孔46によって、コア板31の島部34が、その周囲から分離されて電気的に独立となり、コア分割のメタルコア基板11が得られる。
【0035】
なお、前記コア分割のための貫通孔46の形成は、積層一体化後のどの段階で行ってもよい。
【0036】
次に、前記スルーホールのための貫通孔45,47には、デスミア等の必要な処理をしてからメッキを施し、それぞれの貫通孔45,47の内周面とその近傍に通電部を形成する(図3(f)参照)。貫通孔45のメッキは周知のスルーホールメッキ45aであり、スルーホールメッキ45aと前記コア板31は接触しない。一方、貫通孔47ではメッキ層47aがコア板31と電気的に接続する。このメッキ層47aは、コア板31を回路の一部として使うための通電部であり、図示しない端子が貫通孔47に挿入されハンダ接続される。
【0037】
この後、回路パターン48の形成、ソルダレジスト49の形成などの必要な処理を行うと、メタルコアプリント配線板13としてのメタルコア基板11が得られる(図3(g)参照)。
【0038】
このようなメタルコア基板11を得るためのコア板31の構造について、つぎに説明する。このコア板31は、小型化や搭載効率の向上と、均熱化による放熱効果の向上が図れるとともに、コア板31に反りや応力が発生しないように構成されている。
【0039】
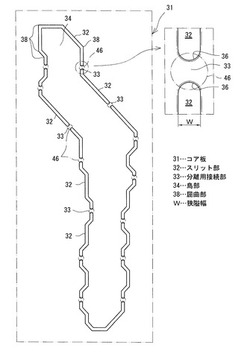
図4に例示したように、コア板31の面方向に内側には、閉ループ状に複数の前記スリット部32が形成され、これらスリット部32が形成されることによって分離用接続部33と前記島部34が形成されることになる。換言すれば、スリット部32を閉ループ状に間欠的に形成することで、分離用接続部33と島部34を形成する。
【0040】
スリット部32の形成は、周知のルータやエッチング、ドリル加工、金型による打ち抜き等で行える。なかでも、ワンアクションでできることから金型による打ち抜きが生産効率、寸法精度の点で優れている。
【0041】
前記分離用接続部33は、この位置に形成される前記貫通孔46を1個形成することによってスリット部32を挟む部分を分離できる大きさに形成される。図4に示した複数の島部34のうちの一つを拡大して示す図5に見られるように、スリット部32間、つまり分離用接続部33に仮想線で示す貫通孔46があけられれば、コア板31の前記島部34はその周囲から分割されることになる。
【0042】
図6は、前記分離用接続部33とスリット部32の端部を製造工程の順に示した平面図で、図6(a)に示したようなコア板31の両面にプリプレグ41と銅箔42が積層されて銅張積層板14になると(図3(d)参照) 、図6(b)に示したようにスリット部32が樹脂41bで埋まる。そして、図6(c)に示したように、前記貫通孔46をあけると、コア板31におけるスリット部32を挟む対向部分は分割される。
【0043】
また、前記スリット部32の幅は、小型化や搭載効率の向上と、均熱化による放熱効果の向上、さらには前記積層工程(図3(c)、(d)参照)における樹脂の流入性を確保するため、狭隘幅Wに設定されている。狭隘幅Wとは、コア板31の厚さやスリット部32の長さ等の条件からみて狭い幅であり、具体的には、前記樹脂41bが充填されている状態でもスリット部32を挟む対向部間の伝熱を可能にする幅に設定される。
【0044】
狭隘幅Wは、前記樹脂の流入性を考慮して決定され、できるだけ狭いほうが良い。一例を示せば、コア板31の厚さが0.4mmである場合に、狭隘幅Wは1mm〜2mm程度、好ましくは1.5mmほどである。
【0045】
また、分割のための前記貫通孔46が大きいと、メタルコア基板11における回路形成できる部分が減少するため、小型化や搭載効率の向上が図れないので、前記分離用接続部33の大きさ(幅)も、例えば1mm〜2mm程度と、小さく設定される。
【0046】
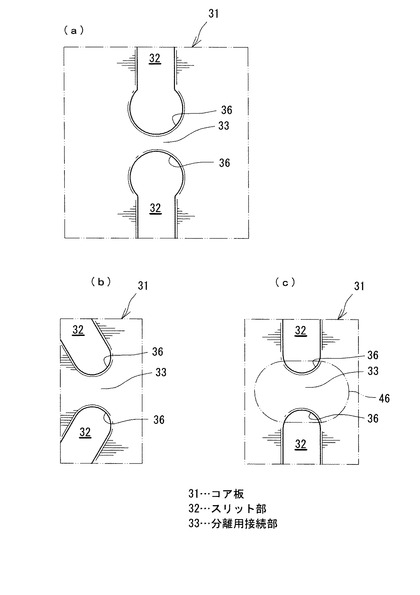
このように前記スリット部32の幅を狭くし、前記分離用接続部33の大きさを小さくするため、前記スリット部32の形成や貫通孔46の形成時や形成後に、コア板31に反りや応力が発生しやすい状態となり得る。このため、図5に一部を拡大して示すように、分離用接続部33の形成のための前記スリット部32の端部に、角アール部36が形成されている。
【0047】
角アール部36はスリット部32の端部の一部に形成してもよいが、図示例のように全体で一つの角アール部36となるような平面視半円形に形成するとよい。
【0048】
このような角アール部36を有すると、図6(c)に示したような貫通孔46をドリルであけたときに、スリット部32の端部が直角になっている場合に比して、一部に応力が集中することを防げる。つまり、応力集中を軽減して、コア板31や絶縁層41aに歪が発生するのを抑制できる。
【0049】
さらに、金型等で打ち抜きを行なうとき、直角になっている場合に比して、金型の寿命が長くなり、結果として低コスト化に繋がる。
【0050】
また、スリット部32の端部に角アール部36があると、分離用接続部33を小さくしても、スリット部32の端部が直角になっている場合に比して応力集中を軽減できるぶん、コア板31の強度を得られるので、前記積層工程(図3(c)、(d)参照)等の製造作業における取り扱い性が良好である。
【0051】
つまり、図7(b)、(c)に示したようにスリット部32の端部が直角になっている場合には、図7(b)のように分離用接続部33が小さいと分離用接続部33とその近傍に過負荷がかかってしまい、コア板31の形態が安定せず取り扱い性が悪い。このため、図7(c)に示したように、分離用接続部33を大きくしなければならない。これに対し、スリット部32が前記のように角アール部36を備えると、図7(a)に示したように、スリット部32間の距離Lを短くできる。すなわち、分離用接続部33を小さくできる。
【0052】
この結果、形成する貫通孔46の大きさを極力小さくできる。この貫通孔46が小さいと、メタルコア基板11を広く使えて小型化や搭載効率の向上に資することになる。また、電子部品12a(図2参照)を搭載してからハンダ付けする場合にフロー方式を採用したときには、貫通孔46が小さいので、ハンダが貫通孔46から噴きあがるのを極力避けることができる。
【0053】
なお、貫通孔46が小さくても、後の製造工程において貫通孔46内に露出するコア板31は、エッチングされることによりその端面がえぐれるので、絶縁距離(沿面距離)を長く取ることができる。
【0054】
スリット部32の端部の角アール部36は、例えば図8(a)に示したように、スリット部32の幅よりも大径の円形であってもよい。すなわち、略円形をなす前記角アール部36の直径が、スリット部32の幅よりも大きく設定されている。また図8(b)に示すように、分離用接続部33を形成するスリット部32が一直線上に並ぶのではなく、適宜の角度を持って隣接していてもよい。
【0055】
また、コア板31の分割のための前記貫通孔46が図8(c)に示したように長孔形状であると、貫通孔46の形成位置にたとえズレが生じても、確実にコア板31の分割が行えるのでよい。
【0056】
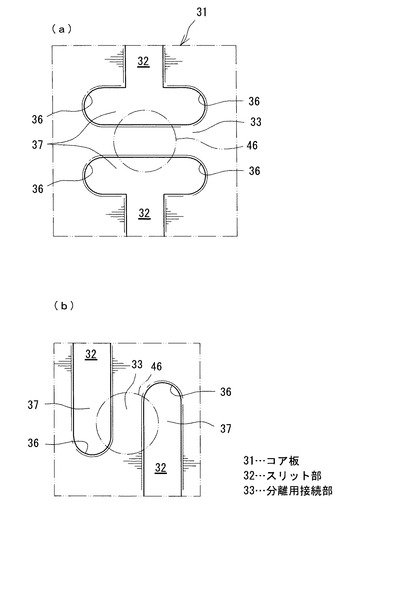
コア板31の分割のための貫通孔46形成位置にずれが生じた場合でも必要な沿面距離を確保できるようにするためには、分離用接続部33が、スリット部32の幅よりも長い長孔状部37で挟まれて形成されたものであると良い。すなわち、図9(a)に示したように、スリット部32の端部を平面視T字形に形成することができる。つまりこのスリット部32は、スリット部32の長手方向と直交する方向に延びる長孔状部37を端部に有する。この長孔状部37の両端は角アール部36である。
【0057】
このような形状のスリット部32で挟まれた分離用接続部33であると、ドリルによる前記貫通孔46の形成位置が長孔状部37の長手方向(図面左右方向)にずれた場合でも、分離用接続部33に対して確実に所定大の貫通孔46を形成可能であるため、必要な沿面距離を確保できる。
【0058】
また、図9(b)に示したように、同一方向に直線状に延びるスリット部32の端部同士を平行に並べて分離用接続部33を形成してもよい。このような構成の分離用接続部33でも同様で、前記貫通孔46の形成位置が長孔状部37の長手方向(図面上下方向)にずれた場合でも、分離用接続部33に対して確実に所定大の貫通孔46を形成可能であるため、必要な沿面距離を確保できる。
【0059】
そのうえ、前記スリット部32と分離用接続部33の構成では、長孔状部37が分離用接続部33とその近傍の変形を容易にして応力を逃がす働きをするので、ドリルによる貫通孔46形成時に、応力の発生を緩和できる。
【0060】
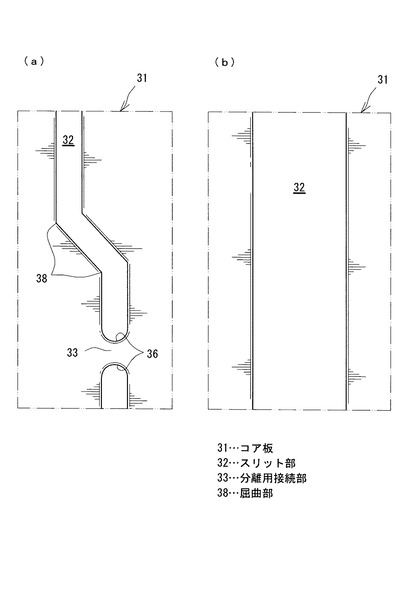
一方、狭隘幅Wに形成される前記スリット部32の端部間(長手方向における中間)においては、図5、図10(a)に示したように、スリット部32の延びる方向を変更する屈曲部38が形成されている。換言すれば、スリット部32の平面視形状は、金型による打ち抜き時に前記コア板31の拘束を強める非直線状をなす屈曲部38を有する形状である。屈曲部38は、円弧状や波形に屈曲するものであっても、図示例のごとく、適宜の角度で曲がるものであってもよい。この場合には、屈曲部38が鈍角で曲がるもの(屈曲部38におけるスリット部32の接線方向が鈍角で交差する)であるとよい。
【0061】
スリット部32が直線状に延びるものであると、スリット部32が長いほど金型によるスリット部32の形成時に、スリット部32を境にして断面略V状に反ってしまうことがある。長いスリット部32が折り曲げ線のような作用をするからである。また、直線状部分で材料の拘束が弱まって材料たるコア板31のすべりが助長され、これによっても反りが発生しやすい。これに対して、図10(a)等に示したようにスリット部32が屈曲部38を有する構造であると、スリット部32を挟む対向部分における面剛性が高まるので、反りを抑制できる。換言すれば、金型によるスリット部32の打ち抜きによって方向が異なる複数の反りが発生しようとして、力が分散するため、全体して大きな反りの発生を抑制できる。
【0062】
また、スリット部32が直線状に長い場合には、スリット部32の形成後においても、スリット部32においてコア板31が断面略V状に曲がり易く、反りが発生しやすい。このため、コア板31の取り扱いも困難となるが、スリット部32が屈曲部38を有する場合には、前記の如く反りを抑制でき面剛性が高まるので、取り扱い性を良好にできる。屈曲部38は、1本のスリット部32について複数形成することによって、面剛性をさらに高められるほか、スリット部における直線状の部分の長さを短くできて、反りや応力の発生を抑制できる。複数の屈曲部38の屈曲方向を様々にして例えばジグザグ形状に形成をすることによって、更に一層、反りや応力の発生を抑制できる。
【0063】
前記のようにスリット部32は金型による打ち抜きで形成するのがよいが、スリット部32が例えば図10(b)に示したように幅広(図10(a)に示したスリット部32との対比において幅広であることの意味。)である場合には、比較的容易に打ち抜きできるものの、前記の狭隘幅Wに設定されたスリット部32の場合には、一般に、打ち抜き時に反りが生じやすくなるとともに、直線状に長く延びる部分において材料たるコア板31のすべりが発生しやすい。ところが、前記スリット部32のように屈曲部38を有する構成であると、前記のように反りやすべりの発生を抑制できるのでよい。
【0064】
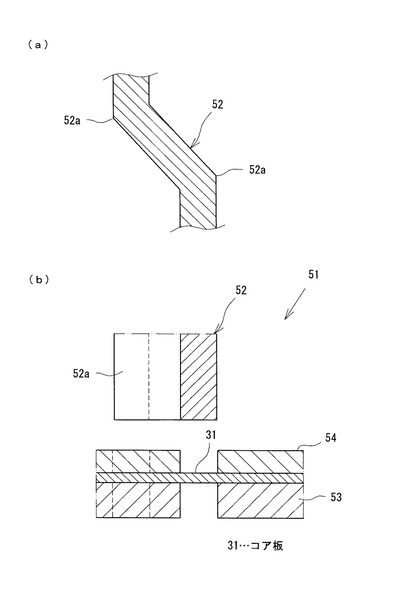
そしてまた、スリット部32を形成するための金型51(図11参照)について付言すれば、スリット部32が狭いほど打ち抜きのための刃52が薄くなり、刃52などが損傷し易く、耐久性が悪いという難点があった。しかし、スリット部32が屈曲部38を有する構成であると、図11(図11(a)は刃52の横断面図、図11(b)は金型51の縦断面図である。)に示したように、刃52は薄いものの、スリット部32の屈曲部38に対応する屈曲部52aを有するので、刃52の剛性は高い。また、ストリッパ54によるコア板31の拘束力も高めることができる。このため、打ち抜き加工時に刃52がダイス53とストリッパ54の間から抜けなくなったり、倒れたり曲がったりすることを抑制し、金型51の摩耗や損傷を抑えて作業性を確保できる。このため、打ち抜きの金型51にとっても良好な効果が得られる。
【0065】
なお、このようなスリット部32および分離用接続部33とスリット部32の屈曲部38については、所望する島部34の位置、大きさ等に応じて適宜形成されるが、このとき、粗化処理のことを考慮して、電流密度が良くなるように形成する。
【0066】
また、スリット部32および分離用接続部33とスリット部32の屈曲部38を、コア板31の取り扱い性を確保できる強度を得られるように、特に分離用接続部33の数や配置、大きさ等を設定する。さらに、少しでも応力を緩和できるような配置にする。
【0067】
このように構成されたコア板31は、前記のように樹脂が積層一体化され、その後、コア板31の分離用接続部33位置に前記貫通孔46が形成され、コア板31の分割がなされる。
【0068】
このコア板31の分割のための貫通孔46の形成による分離用接続部33の除去は、前記スリット部32及び分離用接続部33の形状と分離用接続部33の配置に応じて順番になされる。例を示すと、変形し易い箇所を先にあけ、その次に、先にあけた箇所から遠く変形し易い箇所をあけるという順番をあげることができる。図12に示したようなスリット部32と分離用接続部33を有するコア板31を備えたメタルコア基板11の場合には、例えばa〜nの順番で貫通孔46を形成して分離用接続部33を除去するとよい。
【0069】
このようにすると、分割のための貫通孔46形成に際して発生する応力を極力抑えることができる。この結果、歪の発生を抑制し、長期間の使用にも耐える耐久性を得ることができる。
【0070】
また、分割のための貫通孔46の形成は、必ずしもすべての分離用接続部33位置に行う必要はない。すなわち、車種やグレード、仕向けに応じて貫通孔46形成の要否を判断し、この判断のもとに行えばよい。この結果、貫通孔46形成の仕方によって、回路パターンの変更が可能である。また、メタルコア基板11の外観、すなわちあけられた貫通孔46から、車種やグレード等の判別も可能となる。
【0071】
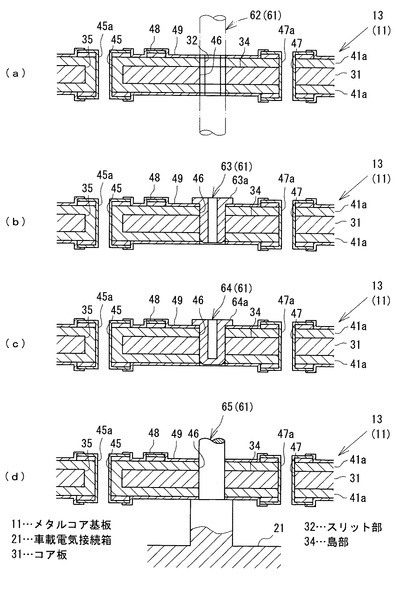
コア板31の分割のために形成された貫通孔46は、メタルコア基板11の製造工程や組み付け工程において、図13に示したように、必要に応じて適宜使用される。すなわち、貫通孔46に、貫通孔46の内周面に露出するコア板31の端面に接する接触部61が保持される。
【0072】
前記接触部61は、被覆形成されるものでも、貫通孔46に嵌る部材であってもよい。後者の場合には特に、接触部61が前記車載電気接続箱21又その構成要素の一部であるとよい。
【0073】
貫通孔46の内周面には、貫通孔46の成形によって切断されたコア板31の端面が露出しているので、内周面が樹脂のみである場合に比して、挿入された部材を掴む力(グリップ力)がある。このため、強固な保持状態が得られる。
【0074】
図13は、前記貫通孔46に嵌る部材の例を示す。図13(a)は、貫通孔46に嵌る部材としてピン状をなすピン部材62の例である。このピン部材62は、適宜の形状に形成され、製造工程や組み付け工程における位置決めや固定のために使用される。
【0075】
図13(b)は、貫通孔46内に露出するコア板31の端面を被覆する保護キャップ63であり、筒状に形成され、一端部には鍔部63aが形成されている。
【0076】
図13(c)は、同様にコア板31の端面を被覆して保護するとともに、貫通孔46を積極的に完全に塞ぐ閉塞キャップ64である。中空に形成され、一端に鍔部64aが形成されている。このようにして貫通孔46を塞ぐと、フロー方式でハンダ付けする場合でも、ハンダの噴きあがりを阻止できる。
【0077】
また、保護キャップ63や閉塞キャップ64により、貫通孔46内で露出しているコア板31端面間の絶縁性能を向上させることができ、仮に結露などで付近に水分が発生した場合においても、水滴が貫通孔46に侵入する懸念を低減することができ、リークの発生を防止できる。
【0078】
これら保護キャップ63や閉塞キャップ64は、中実構造であってもよいが、中の空間を貫通孔46に対する差込に利用できる上、たとえ貫通孔46や保護キャップ63等に寸法誤差があっても、中空構造ゆえに変形が可能で、コア板31に対する負荷を低減できるという利点がある。
【0079】
図13(d)は、前記車載電気接続箱21に形成された固定突起65である。この固定突起65は、例えば図2におけるアッパケース23やロアケース22の一部として形成した固定突起65の場合もあり、それ以外でも車載電気接続箱21の構成要素の一部となっている外部との電気的接続を担う端子を保持する端子ホルダの一部として固定突起65の場合などもある。このように車載電気接続箱21の固定突起65を用いてメタルコア基板11を組み付ければ、組み付け時における前記ピン部材62と同様の位置決めや固定の効果、または絶縁性能向上における保護キャップ63や閉塞キャップ64と同様の効果が得られ、部品点数を低減でき、小型化にも資する。
【0080】
これらピン部材62や保護キャップ63、閉塞キャップ64、固定突起65には、絶縁材料が使用されるが、例えば、高熱伝導性材料を含有するゴム等で構成すると、高熱伝導性を有する絶縁部材となり、貫通孔46部分での熱伝導を確保でき、均熱化による放熱効果を向上できる。
【0081】
また、メタルコア基板11には、前記のように内周面にメッキ層47aを有する貫通孔47が形成されている(図3(e)、(f)参照)。つまり、コア板31を貫くように厚み方向に貫通する貫通孔47が形成され、この貫通孔47の内周面に、コア板31と電気的に接続する通電部としてのメッキ層47aが形成される。このメッキ層47aは、スルーホールメッキ45aと同様に、無電解メッキと電解メッキで形成される。
【0082】
このメッキ層47aは、コア板31と一体となるので、密着強度が高く、構造的に優れたメッキ層47aとなる。このため、貫通孔47に接続端子(図示せず。)を挿入した時に良好な接続状態を確保できる。
【0083】
また、前記貫通孔47に前記メッキ層47aを形成したので、厚さの厚いコア板31を有効に利用して、メタルコア基板11の使用の自由度を高めることが可能となり、新規な使い方の道も拓け、積載効率の向上などの高い要求にも応えることができる。
【0084】
以上のように、前記のコア板31を用いたメタルコア基板11では、電気的に独立する島部34を有するので、小型化や搭載効率の向上などが可能となる。このため、機能増加や車室空間確保という要求の高い車載電気接続箱21に最適なメタルコア基板11が得られる。
【0085】
また、前記島部34に対応する部位に形成した貫通孔47に前記メッキ層47aを形成したので、厚さの厚いコア板31を有効に利用して、メタルコア基板11の使用の自由度を高めることが可能となり、新規な使い方の道も拓け、積載効率の向上などの高い要求にも応えることができる。
【0086】
前記小型化は、スリット部32の幅が狭いこと、コア板31分割のための貫通孔46の大きさが小さくてすむことによって、格段に向上できる。
【0087】
しかも、スリット部32を幅狭にしたりしても、前記角アール部36や長孔状部37、屈曲部38の存在によって、反りや応力の発生を抑制できる。このため、長期間の使用による歪の発生を抑えられ、耐久性を向上できる。この効果は、コア分割のための貫通孔46形成に際して応力の発生を少なくするようにしたことによって、更に高まる。
【0088】
また、スリット部32の角アール部36や屈曲部38によって面強度が高くなるので、プリプレグ41等と積層一体化をするときなどの作業性を確保できる。
【0089】
その上、スリット部32の角アール部36や屈曲部38によって、スリット部32形成に際しての金型51の摩耗や損傷を抑えて作業性を確保できるので、加工コストの低減も図れる。
【0090】
さらに、スリット部32の幅は狭いので、メタルコア基板11の一部がコア板31分割された他の部位よりも高温に発熱したときには、発熱直後は、スリット部32が周囲への熱の伝導を遮断するものの、次第に熱を伝導し、熱の分散・均熱化が図れる。このようにしてメタルコア基板11全体での温度差をなくし、コア板31で熱を集約して一括放熱するので、良好な放熱効果が得られる。自動車においては、機能増加や車室空間確保という要求が高く、特に後者の車室空間確保の点から、車載電気接続箱21は高温のエンジンルームに搭載されることがあり、放熱性が良いことが必要となるところ、このような要求に応えるものとなる。
【0091】
加えて、島部34を分割するための貫通孔46に接触部61を保持すれば、結合力の高い接触部61の挿入等ができ、貫通孔46内に露出するコア板31の端面を接触部61で保護することにより、分割されたコア回路間のリークを防いだり、ハンダの余分な付着を防止したりすることができる。また、製造工程における位置決めや組み付け工程での固定等に使うことで、貫通孔46を有効利用でき、位置決めに用いると、その工程の加工精度を容易に高めることが可能で、精度の高い製品が得られる。固定に用いれば、部品点数の低減を図れ、小型化と搭載効率の向上に資し、組み付け作業の効率化にも貢献する。
【0092】
前記接触部61は、モールドやコーティングでも形成できるが、前記のようなピン部材62や保護キャップ63、閉塞キャップ64、固定突起65を利用すれば、コスト低減も可能である。
【0093】
前記一形態の構成はこの発明を実施するための一形態であって、この発明は、前記の構成のみに限定されるものではなく、その他の形態を採用することができる。
【符号の説明】
【0094】
11…メタルコア基板
21…車載電気接続箱
31…コア板
32…スリット部
33…分離用接続部
34…島部
38…屈曲部
W…狭隘幅
【技術分野】
【0001】
この発明は、車載用の電気接続箱(ジャンクションボックス)に搭載されるメタルコア基板に関し、より詳しくは、放熱効果を有し、複数の回路が形成可能で、小型化や搭載効率の向上などを図れるような車載電気接続箱用メタルコア基板に関する。
【0002】
なお、この発明において前記「メタルコア基板」とは、配線パターンが形成される前の絶縁基板(積層板)、積層板に配線パターンが形成されたメタルコアプリント配線板、メタルコアプリント配線板に電子部品が搭載されたメタルコアプリント回路板などの、中間層に金属製のコア板を有する基板の意味である。
【背景技術】
【0003】
これまで、車載用の電気接続箱には、内部配線をバスバーで構成したバスバー方式のものと、プリント基板で構成したプリント基板方式のものなどがある。プリント基板方式のものでは、バスバー方式のものに比べて、車種やグレード、仕向けに応じた回路パターンの設計変更等が比較的容易であり、回路パターンの形成も短期間で行えるなどの利点がある。
【0004】
ところが、プリント基板であっても、一般的なガラスエポキシ材を基材としたプリント基板では、搭載された電子部品や回路パターンからの熱が絶縁層によって絶縁されるため、熱が回路パターンに集中して温度上昇しやすい問題があった。また、発生する個々の熱はプリント基板上で分離されているため、熱を集約して一括で放熱するということはできない。
【0005】
そこで、メタルコア基板を用いて、電子部品や回路パターンの熱をコア板で均熱化して、基板全体で放熱するように促すことが知られている。
【0006】
しかし、単に基材の材質を変えてメタルコア基板を採用しても、そのことのみでは小型化や搭載効率の向上には限界があった。
【0007】
一方、車載用の電気接続箱のためのものではないが、複数の回路を形成できるようにするメタルコア基板として、下記特許文献1に開示されたものがある。
【0008】
このメタルコア基板は、金属コア(コア板)に四角い島状の分離箇所を形成すべく、連結部を2箇所残してコ字形の抜き部分を形成し、この金属コアの両面に絶縁板を積層して、このあと前記連結部に外側から孔をあけて連結部を除去した構成である。連結部が除去されることにより、前記分離箇所が周囲から独立する、つまり金属コアが複数に分割される。
【0009】
また、前記抜き部分の幅は、分離箇所の周囲から分離箇所への伝熱を遮断する幅である。
【0010】
このため、複数の回路が形成できるとともに、金属コアの前記抜き部分の存在によって熱の伝導も遮断するという作用効果を有する。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平8−288606号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかし、金属コアに形成される前記抜き部分は、熱の伝導を遮断するものであり、幅が広い。
【0013】
このため、回路ごとに発生する熱は分離されることになる。つまり、全体に分散・均熱化して放熱をするというものではなく、局所的な温度上昇を抑制することはできない。したがって、特許文献1に開示された技術を単に車載用の電気接続箱のためのメタルコア基板に採用しても、必要な放熱効果は得られない。
【0014】
また、前記抜き部分の幅は広いので、小型化や搭載効率の向上は到底望めない。
【0015】
しかし、抜き部分の幅を狭くすればするほど、また抜き部分の直線状をなす部分が長いほど、抜き部分が折り曲げ線のような作用をするため、金属コアに反りや応力が発生しやすい。反りや応力があると、長期間の使用により歪が生じ、メタルコア基板の耐久性に支障をきたすことになる。
【0016】
そこで、この発明は、小型化や積載効率の向上などを図れ、特に良好な放熱効果や耐久性を得られるような、車載用の電気接続箱のためのメタルコア基板を提供できるようにすることを主たる目的とする。
【課題を解決するための手段】
【0017】
そのための手段は、車載電気接続箱に搭載される車載電気接続箱用メタルコア基板のコア板構造であって、複数のスリット部と、これらスリット部の間に介在する分離用接続部とで囲まれた島部が形成され、前記スリット部の幅が、狭隘幅に設定された車載電気接続箱用メタルコア基板のコア板構造である。
【0018】
具体的には、前記スリット部の幅が、スリット部を挟む対向部間の伝熱を可能にする幅であるとよい。
【0019】
また、前記コア板に反りや応力が発生するのを更に抑制して耐久性を得るためには、前記スリット部に、該スリット部の延びる方向を変更する屈曲部を形成するとよい。この屈曲部は鈍角で曲がるものであるのが好ましい。
【0020】
別の手段は、前記コア板構造を有するコア板を用い、該コア板の両面に積層される絶縁層で前記島部を挟んだ状態で、前記分離用接続部が除去されて、前記島部が前記絶縁層内でその他の部分から電気的に独立された車載電気接続箱用メタルコア基板である。
【発明の効果】
【0021】
この発明によれば、コア板が電気的に独立する島部を有するので、小型化や搭載効率の向上などが可能な、車載用の電気接続箱に最適なメタルコア基板を得られる。しかも、スリット部は狭いので一層の小型化を図れる。
【0022】
また、均熱化による放熱効果を発揮できるようにすることが可能であるとともに、加工時やその後の取り扱い時に生じ得る反りや応力に起因する歪の発生をスリット部の形状によって抑制できて耐久性を得られるので、高温のエンジンルームに搭載されることがある車載電気接続箱に好適なメタルコア基板を提供できる。
【図面の簡単な説明】
【0023】
【図1】メタルコア基板の概略構造を示す平面図と断面図。
【図2】車載電気接続箱の分解斜視図。
【図3】メタルコア基板の製造工程の概略説明図。
【図4】コア板の一例を示す平面図。
【図5】図4の一部拡大図。
【図6】コア板の分離用接続部近傍の製造工程中の変遷を示す平面図。
【図7】コア板の分離用接続部近傍の平面図。
【図8】他の例に係るコア板の分離用接続部近傍の平面図。
【図9】他の例に係るコア板の分離用接続部近傍の平面図。
【図10】スリット部の拡大平面図。
【図11】スリット部を打ち抜く金型の断面図。
【図12】コア板分割のための貫通孔の形成順序を示す説明図。
【図13】メタルコア基板と接触部を示す断面図。
【発明を実施するための形態】
【0024】
この発明を実施するための一形態を、以下図面を用いて説明する。
図1は、車載電気接続箱用メタルコア基板11の概略構造を示し、(a)はメタルコア基板11の一部を示す平面図、(b)はそのA−A断面図である。図1(a)においては便宜上回路パターンを省略している。
【0025】
このメタルコア基板11は、例えば図2に例示したような車載電気接続箱21に搭載されるものであって、当該メタルコア基板11の中間層を構成するコア板31に、複数のスリット部32と、これらスリット部32の間に介在する分離用接続部33で囲まれた島部34が形成されている(図4参照)。そして、前記コア板31の両面に積層される絶縁層41によって前記島部34を挟んだ状態で、前記分離用接続部33が除去され、前記島部34が前記絶縁層41内でその他の部分から電気的に独立されている。
【0026】
つまり、前記島部34が独立する前のコア板31は、複数のスリット部32と、これらスリット部32の間に介在する分離用接続部33で囲まれた島部34が形成されたコア板31構造を有する。
【0027】
なお、図2中、12は電子部品12aが搭載されたメタルコア基板(メタルコアプリント回路板)であり、13は電子部品12aを除いたメタルコア基板(メタルコアプリント配線板)である。また、22はロアケース、23はアッパケースである。
【0028】
前記メタルコアプリント配線板13としてのメタルコア基板11は、図3に示したような工程を経て製造される。先にこの工程の概略を説明してから、コア板31等の詳細を説明する。
【0029】
まず、コア板31となる所定厚の金属板(例えば銅板、アルミ板。)を裁断して素材31aを得る(図3(a)参照)。
【0030】
続いて、この素材31aの所定位置に、所望の穴35と前記スリット部32を形成する穴あけ加工を行って、コア板31を形成する(図3(b)参照)。このコア板31の一例を図4の平面図に示す。
【0031】
次に、コア板31の表面に、樹脂の密着性をよくするための粗化処理を施す。
【0032】
この後、粗化処理済みのコア板31の両面にプリプレグ41と銅箔42を順に重ね(図3(c)参照)、ステンレス板(図示せず。)で挟んで、これらを加熱プレスによって積層一体化させる(図3(d)参照)。この一体化のときに、プリプレグ41の樹脂が前記穴35とスリット部32の中に充填される。
【0033】
この積層一体化により、コア板31の両面に前記プリプレグ41で構成される絶縁層41aを介して銅箔42が存在する構造となる。一体にしたものが銅張積層板14である。
【0034】
つづいて、スルーホールを形成する所定位置には貫通孔45、47を形成し、前記スリット部32間の分離用接続部33位置には貫通孔46を形成する(図3(e)参照)。前記分離用接続部33位置に形成した貫通孔46によって、コア板31の島部34が、その周囲から分離されて電気的に独立となり、コア分割のメタルコア基板11が得られる。
【0035】
なお、前記コア分割のための貫通孔46の形成は、積層一体化後のどの段階で行ってもよい。
【0036】
次に、前記スルーホールのための貫通孔45,47には、デスミア等の必要な処理をしてからメッキを施し、それぞれの貫通孔45,47の内周面とその近傍に通電部を形成する(図3(f)参照)。貫通孔45のメッキは周知のスルーホールメッキ45aであり、スルーホールメッキ45aと前記コア板31は接触しない。一方、貫通孔47ではメッキ層47aがコア板31と電気的に接続する。このメッキ層47aは、コア板31を回路の一部として使うための通電部であり、図示しない端子が貫通孔47に挿入されハンダ接続される。
【0037】
この後、回路パターン48の形成、ソルダレジスト49の形成などの必要な処理を行うと、メタルコアプリント配線板13としてのメタルコア基板11が得られる(図3(g)参照)。
【0038】
このようなメタルコア基板11を得るためのコア板31の構造について、つぎに説明する。このコア板31は、小型化や搭載効率の向上と、均熱化による放熱効果の向上が図れるとともに、コア板31に反りや応力が発生しないように構成されている。
【0039】
図4に例示したように、コア板31の面方向に内側には、閉ループ状に複数の前記スリット部32が形成され、これらスリット部32が形成されることによって分離用接続部33と前記島部34が形成されることになる。換言すれば、スリット部32を閉ループ状に間欠的に形成することで、分離用接続部33と島部34を形成する。
【0040】
スリット部32の形成は、周知のルータやエッチング、ドリル加工、金型による打ち抜き等で行える。なかでも、ワンアクションでできることから金型による打ち抜きが生産効率、寸法精度の点で優れている。
【0041】
前記分離用接続部33は、この位置に形成される前記貫通孔46を1個形成することによってスリット部32を挟む部分を分離できる大きさに形成される。図4に示した複数の島部34のうちの一つを拡大して示す図5に見られるように、スリット部32間、つまり分離用接続部33に仮想線で示す貫通孔46があけられれば、コア板31の前記島部34はその周囲から分割されることになる。
【0042】
図6は、前記分離用接続部33とスリット部32の端部を製造工程の順に示した平面図で、図6(a)に示したようなコア板31の両面にプリプレグ41と銅箔42が積層されて銅張積層板14になると(図3(d)参照) 、図6(b)に示したようにスリット部32が樹脂41bで埋まる。そして、図6(c)に示したように、前記貫通孔46をあけると、コア板31におけるスリット部32を挟む対向部分は分割される。
【0043】
また、前記スリット部32の幅は、小型化や搭載効率の向上と、均熱化による放熱効果の向上、さらには前記積層工程(図3(c)、(d)参照)における樹脂の流入性を確保するため、狭隘幅Wに設定されている。狭隘幅Wとは、コア板31の厚さやスリット部32の長さ等の条件からみて狭い幅であり、具体的には、前記樹脂41bが充填されている状態でもスリット部32を挟む対向部間の伝熱を可能にする幅に設定される。
【0044】
狭隘幅Wは、前記樹脂の流入性を考慮して決定され、できるだけ狭いほうが良い。一例を示せば、コア板31の厚さが0.4mmである場合に、狭隘幅Wは1mm〜2mm程度、好ましくは1.5mmほどである。
【0045】
また、分割のための前記貫通孔46が大きいと、メタルコア基板11における回路形成できる部分が減少するため、小型化や搭載効率の向上が図れないので、前記分離用接続部33の大きさ(幅)も、例えば1mm〜2mm程度と、小さく設定される。
【0046】
このように前記スリット部32の幅を狭くし、前記分離用接続部33の大きさを小さくするため、前記スリット部32の形成や貫通孔46の形成時や形成後に、コア板31に反りや応力が発生しやすい状態となり得る。このため、図5に一部を拡大して示すように、分離用接続部33の形成のための前記スリット部32の端部に、角アール部36が形成されている。
【0047】
角アール部36はスリット部32の端部の一部に形成してもよいが、図示例のように全体で一つの角アール部36となるような平面視半円形に形成するとよい。
【0048】
このような角アール部36を有すると、図6(c)に示したような貫通孔46をドリルであけたときに、スリット部32の端部が直角になっている場合に比して、一部に応力が集中することを防げる。つまり、応力集中を軽減して、コア板31や絶縁層41aに歪が発生するのを抑制できる。
【0049】
さらに、金型等で打ち抜きを行なうとき、直角になっている場合に比して、金型の寿命が長くなり、結果として低コスト化に繋がる。
【0050】
また、スリット部32の端部に角アール部36があると、分離用接続部33を小さくしても、スリット部32の端部が直角になっている場合に比して応力集中を軽減できるぶん、コア板31の強度を得られるので、前記積層工程(図3(c)、(d)参照)等の製造作業における取り扱い性が良好である。
【0051】
つまり、図7(b)、(c)に示したようにスリット部32の端部が直角になっている場合には、図7(b)のように分離用接続部33が小さいと分離用接続部33とその近傍に過負荷がかかってしまい、コア板31の形態が安定せず取り扱い性が悪い。このため、図7(c)に示したように、分離用接続部33を大きくしなければならない。これに対し、スリット部32が前記のように角アール部36を備えると、図7(a)に示したように、スリット部32間の距離Lを短くできる。すなわち、分離用接続部33を小さくできる。
【0052】
この結果、形成する貫通孔46の大きさを極力小さくできる。この貫通孔46が小さいと、メタルコア基板11を広く使えて小型化や搭載効率の向上に資することになる。また、電子部品12a(図2参照)を搭載してからハンダ付けする場合にフロー方式を採用したときには、貫通孔46が小さいので、ハンダが貫通孔46から噴きあがるのを極力避けることができる。
【0053】
なお、貫通孔46が小さくても、後の製造工程において貫通孔46内に露出するコア板31は、エッチングされることによりその端面がえぐれるので、絶縁距離(沿面距離)を長く取ることができる。
【0054】
スリット部32の端部の角アール部36は、例えば図8(a)に示したように、スリット部32の幅よりも大径の円形であってもよい。すなわち、略円形をなす前記角アール部36の直径が、スリット部32の幅よりも大きく設定されている。また図8(b)に示すように、分離用接続部33を形成するスリット部32が一直線上に並ぶのではなく、適宜の角度を持って隣接していてもよい。
【0055】
また、コア板31の分割のための前記貫通孔46が図8(c)に示したように長孔形状であると、貫通孔46の形成位置にたとえズレが生じても、確実にコア板31の分割が行えるのでよい。
【0056】
コア板31の分割のための貫通孔46形成位置にずれが生じた場合でも必要な沿面距離を確保できるようにするためには、分離用接続部33が、スリット部32の幅よりも長い長孔状部37で挟まれて形成されたものであると良い。すなわち、図9(a)に示したように、スリット部32の端部を平面視T字形に形成することができる。つまりこのスリット部32は、スリット部32の長手方向と直交する方向に延びる長孔状部37を端部に有する。この長孔状部37の両端は角アール部36である。
【0057】
このような形状のスリット部32で挟まれた分離用接続部33であると、ドリルによる前記貫通孔46の形成位置が長孔状部37の長手方向(図面左右方向)にずれた場合でも、分離用接続部33に対して確実に所定大の貫通孔46を形成可能であるため、必要な沿面距離を確保できる。
【0058】
また、図9(b)に示したように、同一方向に直線状に延びるスリット部32の端部同士を平行に並べて分離用接続部33を形成してもよい。このような構成の分離用接続部33でも同様で、前記貫通孔46の形成位置が長孔状部37の長手方向(図面上下方向)にずれた場合でも、分離用接続部33に対して確実に所定大の貫通孔46を形成可能であるため、必要な沿面距離を確保できる。
【0059】
そのうえ、前記スリット部32と分離用接続部33の構成では、長孔状部37が分離用接続部33とその近傍の変形を容易にして応力を逃がす働きをするので、ドリルによる貫通孔46形成時に、応力の発生を緩和できる。
【0060】
一方、狭隘幅Wに形成される前記スリット部32の端部間(長手方向における中間)においては、図5、図10(a)に示したように、スリット部32の延びる方向を変更する屈曲部38が形成されている。換言すれば、スリット部32の平面視形状は、金型による打ち抜き時に前記コア板31の拘束を強める非直線状をなす屈曲部38を有する形状である。屈曲部38は、円弧状や波形に屈曲するものであっても、図示例のごとく、適宜の角度で曲がるものであってもよい。この場合には、屈曲部38が鈍角で曲がるもの(屈曲部38におけるスリット部32の接線方向が鈍角で交差する)であるとよい。
【0061】
スリット部32が直線状に延びるものであると、スリット部32が長いほど金型によるスリット部32の形成時に、スリット部32を境にして断面略V状に反ってしまうことがある。長いスリット部32が折り曲げ線のような作用をするからである。また、直線状部分で材料の拘束が弱まって材料たるコア板31のすべりが助長され、これによっても反りが発生しやすい。これに対して、図10(a)等に示したようにスリット部32が屈曲部38を有する構造であると、スリット部32を挟む対向部分における面剛性が高まるので、反りを抑制できる。換言すれば、金型によるスリット部32の打ち抜きによって方向が異なる複数の反りが発生しようとして、力が分散するため、全体して大きな反りの発生を抑制できる。
【0062】
また、スリット部32が直線状に長い場合には、スリット部32の形成後においても、スリット部32においてコア板31が断面略V状に曲がり易く、反りが発生しやすい。このため、コア板31の取り扱いも困難となるが、スリット部32が屈曲部38を有する場合には、前記の如く反りを抑制でき面剛性が高まるので、取り扱い性を良好にできる。屈曲部38は、1本のスリット部32について複数形成することによって、面剛性をさらに高められるほか、スリット部における直線状の部分の長さを短くできて、反りや応力の発生を抑制できる。複数の屈曲部38の屈曲方向を様々にして例えばジグザグ形状に形成をすることによって、更に一層、反りや応力の発生を抑制できる。
【0063】
前記のようにスリット部32は金型による打ち抜きで形成するのがよいが、スリット部32が例えば図10(b)に示したように幅広(図10(a)に示したスリット部32との対比において幅広であることの意味。)である場合には、比較的容易に打ち抜きできるものの、前記の狭隘幅Wに設定されたスリット部32の場合には、一般に、打ち抜き時に反りが生じやすくなるとともに、直線状に長く延びる部分において材料たるコア板31のすべりが発生しやすい。ところが、前記スリット部32のように屈曲部38を有する構成であると、前記のように反りやすべりの発生を抑制できるのでよい。
【0064】
そしてまた、スリット部32を形成するための金型51(図11参照)について付言すれば、スリット部32が狭いほど打ち抜きのための刃52が薄くなり、刃52などが損傷し易く、耐久性が悪いという難点があった。しかし、スリット部32が屈曲部38を有する構成であると、図11(図11(a)は刃52の横断面図、図11(b)は金型51の縦断面図である。)に示したように、刃52は薄いものの、スリット部32の屈曲部38に対応する屈曲部52aを有するので、刃52の剛性は高い。また、ストリッパ54によるコア板31の拘束力も高めることができる。このため、打ち抜き加工時に刃52がダイス53とストリッパ54の間から抜けなくなったり、倒れたり曲がったりすることを抑制し、金型51の摩耗や損傷を抑えて作業性を確保できる。このため、打ち抜きの金型51にとっても良好な効果が得られる。
【0065】
なお、このようなスリット部32および分離用接続部33とスリット部32の屈曲部38については、所望する島部34の位置、大きさ等に応じて適宜形成されるが、このとき、粗化処理のことを考慮して、電流密度が良くなるように形成する。
【0066】
また、スリット部32および分離用接続部33とスリット部32の屈曲部38を、コア板31の取り扱い性を確保できる強度を得られるように、特に分離用接続部33の数や配置、大きさ等を設定する。さらに、少しでも応力を緩和できるような配置にする。
【0067】
このように構成されたコア板31は、前記のように樹脂が積層一体化され、その後、コア板31の分離用接続部33位置に前記貫通孔46が形成され、コア板31の分割がなされる。
【0068】
このコア板31の分割のための貫通孔46の形成による分離用接続部33の除去は、前記スリット部32及び分離用接続部33の形状と分離用接続部33の配置に応じて順番になされる。例を示すと、変形し易い箇所を先にあけ、その次に、先にあけた箇所から遠く変形し易い箇所をあけるという順番をあげることができる。図12に示したようなスリット部32と分離用接続部33を有するコア板31を備えたメタルコア基板11の場合には、例えばa〜nの順番で貫通孔46を形成して分離用接続部33を除去するとよい。
【0069】
このようにすると、分割のための貫通孔46形成に際して発生する応力を極力抑えることができる。この結果、歪の発生を抑制し、長期間の使用にも耐える耐久性を得ることができる。
【0070】
また、分割のための貫通孔46の形成は、必ずしもすべての分離用接続部33位置に行う必要はない。すなわち、車種やグレード、仕向けに応じて貫通孔46形成の要否を判断し、この判断のもとに行えばよい。この結果、貫通孔46形成の仕方によって、回路パターンの変更が可能である。また、メタルコア基板11の外観、すなわちあけられた貫通孔46から、車種やグレード等の判別も可能となる。
【0071】
コア板31の分割のために形成された貫通孔46は、メタルコア基板11の製造工程や組み付け工程において、図13に示したように、必要に応じて適宜使用される。すなわち、貫通孔46に、貫通孔46の内周面に露出するコア板31の端面に接する接触部61が保持される。
【0072】
前記接触部61は、被覆形成されるものでも、貫通孔46に嵌る部材であってもよい。後者の場合には特に、接触部61が前記車載電気接続箱21又その構成要素の一部であるとよい。
【0073】
貫通孔46の内周面には、貫通孔46の成形によって切断されたコア板31の端面が露出しているので、内周面が樹脂のみである場合に比して、挿入された部材を掴む力(グリップ力)がある。このため、強固な保持状態が得られる。
【0074】
図13は、前記貫通孔46に嵌る部材の例を示す。図13(a)は、貫通孔46に嵌る部材としてピン状をなすピン部材62の例である。このピン部材62は、適宜の形状に形成され、製造工程や組み付け工程における位置決めや固定のために使用される。
【0075】
図13(b)は、貫通孔46内に露出するコア板31の端面を被覆する保護キャップ63であり、筒状に形成され、一端部には鍔部63aが形成されている。
【0076】
図13(c)は、同様にコア板31の端面を被覆して保護するとともに、貫通孔46を積極的に完全に塞ぐ閉塞キャップ64である。中空に形成され、一端に鍔部64aが形成されている。このようにして貫通孔46を塞ぐと、フロー方式でハンダ付けする場合でも、ハンダの噴きあがりを阻止できる。
【0077】
また、保護キャップ63や閉塞キャップ64により、貫通孔46内で露出しているコア板31端面間の絶縁性能を向上させることができ、仮に結露などで付近に水分が発生した場合においても、水滴が貫通孔46に侵入する懸念を低減することができ、リークの発生を防止できる。
【0078】
これら保護キャップ63や閉塞キャップ64は、中実構造であってもよいが、中の空間を貫通孔46に対する差込に利用できる上、たとえ貫通孔46や保護キャップ63等に寸法誤差があっても、中空構造ゆえに変形が可能で、コア板31に対する負荷を低減できるという利点がある。
【0079】
図13(d)は、前記車載電気接続箱21に形成された固定突起65である。この固定突起65は、例えば図2におけるアッパケース23やロアケース22の一部として形成した固定突起65の場合もあり、それ以外でも車載電気接続箱21の構成要素の一部となっている外部との電気的接続を担う端子を保持する端子ホルダの一部として固定突起65の場合などもある。このように車載電気接続箱21の固定突起65を用いてメタルコア基板11を組み付ければ、組み付け時における前記ピン部材62と同様の位置決めや固定の効果、または絶縁性能向上における保護キャップ63や閉塞キャップ64と同様の効果が得られ、部品点数を低減でき、小型化にも資する。
【0080】
これらピン部材62や保護キャップ63、閉塞キャップ64、固定突起65には、絶縁材料が使用されるが、例えば、高熱伝導性材料を含有するゴム等で構成すると、高熱伝導性を有する絶縁部材となり、貫通孔46部分での熱伝導を確保でき、均熱化による放熱効果を向上できる。
【0081】
また、メタルコア基板11には、前記のように内周面にメッキ層47aを有する貫通孔47が形成されている(図3(e)、(f)参照)。つまり、コア板31を貫くように厚み方向に貫通する貫通孔47が形成され、この貫通孔47の内周面に、コア板31と電気的に接続する通電部としてのメッキ層47aが形成される。このメッキ層47aは、スルーホールメッキ45aと同様に、無電解メッキと電解メッキで形成される。
【0082】
このメッキ層47aは、コア板31と一体となるので、密着強度が高く、構造的に優れたメッキ層47aとなる。このため、貫通孔47に接続端子(図示せず。)を挿入した時に良好な接続状態を確保できる。
【0083】
また、前記貫通孔47に前記メッキ層47aを形成したので、厚さの厚いコア板31を有効に利用して、メタルコア基板11の使用の自由度を高めることが可能となり、新規な使い方の道も拓け、積載効率の向上などの高い要求にも応えることができる。
【0084】
以上のように、前記のコア板31を用いたメタルコア基板11では、電気的に独立する島部34を有するので、小型化や搭載効率の向上などが可能となる。このため、機能増加や車室空間確保という要求の高い車載電気接続箱21に最適なメタルコア基板11が得られる。
【0085】
また、前記島部34に対応する部位に形成した貫通孔47に前記メッキ層47aを形成したので、厚さの厚いコア板31を有効に利用して、メタルコア基板11の使用の自由度を高めることが可能となり、新規な使い方の道も拓け、積載効率の向上などの高い要求にも応えることができる。
【0086】
前記小型化は、スリット部32の幅が狭いこと、コア板31分割のための貫通孔46の大きさが小さくてすむことによって、格段に向上できる。
【0087】
しかも、スリット部32を幅狭にしたりしても、前記角アール部36や長孔状部37、屈曲部38の存在によって、反りや応力の発生を抑制できる。このため、長期間の使用による歪の発生を抑えられ、耐久性を向上できる。この効果は、コア分割のための貫通孔46形成に際して応力の発生を少なくするようにしたことによって、更に高まる。
【0088】
また、スリット部32の角アール部36や屈曲部38によって面強度が高くなるので、プリプレグ41等と積層一体化をするときなどの作業性を確保できる。
【0089】
その上、スリット部32の角アール部36や屈曲部38によって、スリット部32形成に際しての金型51の摩耗や損傷を抑えて作業性を確保できるので、加工コストの低減も図れる。
【0090】
さらに、スリット部32の幅は狭いので、メタルコア基板11の一部がコア板31分割された他の部位よりも高温に発熱したときには、発熱直後は、スリット部32が周囲への熱の伝導を遮断するものの、次第に熱を伝導し、熱の分散・均熱化が図れる。このようにしてメタルコア基板11全体での温度差をなくし、コア板31で熱を集約して一括放熱するので、良好な放熱効果が得られる。自動車においては、機能増加や車室空間確保という要求が高く、特に後者の車室空間確保の点から、車載電気接続箱21は高温のエンジンルームに搭載されることがあり、放熱性が良いことが必要となるところ、このような要求に応えるものとなる。
【0091】
加えて、島部34を分割するための貫通孔46に接触部61を保持すれば、結合力の高い接触部61の挿入等ができ、貫通孔46内に露出するコア板31の端面を接触部61で保護することにより、分割されたコア回路間のリークを防いだり、ハンダの余分な付着を防止したりすることができる。また、製造工程における位置決めや組み付け工程での固定等に使うことで、貫通孔46を有効利用でき、位置決めに用いると、その工程の加工精度を容易に高めることが可能で、精度の高い製品が得られる。固定に用いれば、部品点数の低減を図れ、小型化と搭載効率の向上に資し、組み付け作業の効率化にも貢献する。
【0092】
前記接触部61は、モールドやコーティングでも形成できるが、前記のようなピン部材62や保護キャップ63、閉塞キャップ64、固定突起65を利用すれば、コスト低減も可能である。
【0093】
前記一形態の構成はこの発明を実施するための一形態であって、この発明は、前記の構成のみに限定されるものではなく、その他の形態を採用することができる。
【符号の説明】
【0094】
11…メタルコア基板
21…車載電気接続箱
31…コア板
32…スリット部
33…分離用接続部
34…島部
38…屈曲部
W…狭隘幅
【特許請求の範囲】
【請求項1】
車載電気接続箱に搭載される車載電気接続箱用メタルコア基板のコア板構造であって、
複数のスリット部と、これらスリット部の間に介在する分離用接続部とで囲まれた島部が形成され、
前記スリット部の幅が、狭隘幅に設定された
車載電気接続箱用メタルコア基板のコア板構造。
【請求項2】
前記スリット部の幅が、スリット部を挟む対向部間の伝熱を可能にする幅である
請求項1に記載の車載電気接続箱用メタルコア基板のコア板構造。
【請求項3】
前記スリット部に、該スリット部の延びる方向を変更する屈曲部が形成された
請求項1または請求項2に記載の車載電気接続箱用メタルコア基板のコア板構造。
【請求項4】
前記屈曲部が鈍角で曲がるものである
請求項3に記載の車載電気接続箱用メタルコア基板のコア板構造。
【請求項5】
前記請求項1から請求項4のうちのいずれか一項に記載のコア板構造を有するコア板を用い、
該コア板の両面に積層される絶縁層で前記島部を挟んだ状態で、前記分離用接続部が除去されて、前記島部が前記絶縁層内でその他の部分から電気的に独立された
車載電気接続箱用メタルコア基板。
【請求項1】
車載電気接続箱に搭載される車載電気接続箱用メタルコア基板のコア板構造であって、
複数のスリット部と、これらスリット部の間に介在する分離用接続部とで囲まれた島部が形成され、
前記スリット部の幅が、狭隘幅に設定された
車載電気接続箱用メタルコア基板のコア板構造。
【請求項2】
前記スリット部の幅が、スリット部を挟む対向部間の伝熱を可能にする幅である
請求項1に記載の車載電気接続箱用メタルコア基板のコア板構造。
【請求項3】
前記スリット部に、該スリット部の延びる方向を変更する屈曲部が形成された
請求項1または請求項2に記載の車載電気接続箱用メタルコア基板のコア板構造。
【請求項4】
前記屈曲部が鈍角で曲がるものである
請求項3に記載の車載電気接続箱用メタルコア基板のコア板構造。
【請求項5】
前記請求項1から請求項4のうちのいずれか一項に記載のコア板構造を有するコア板を用い、
該コア板の両面に積層される絶縁層で前記島部を挟んだ状態で、前記分離用接続部が除去されて、前記島部が前記絶縁層内でその他の部分から電気的に独立された
車載電気接続箱用メタルコア基板。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2011−159777(P2011−159777A)
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願番号】特願2010−19864(P2010−19864)
【出願日】平成22年2月1日(2010.2.1)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(391045897)古河AS株式会社 (571)
【Fターム(参考)】
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願日】平成22年2月1日(2010.2.1)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(391045897)古河AS株式会社 (571)
【Fターム(参考)】
[ Back to top ]