
軟質ウレタンモールドフォーム用副資材及びフォームの製造方法
【課題】ベントホールでのガス抜きにおいてガスのみを成形金型内から外部へ排出できるとともに、原料が含浸することなく異音防止に優れた軟質ウレタンモールドフォーム用副資材、及び軟質ウレタンモールドフォームの製造方法を提供することを課題とする。
【解決手段】ベントホールを有した上金型と下金型を備えた成型金型の上金型の内側に、前記ベントホールを覆うように配置されて使用される軟質ウレタンモールドフォーム用副資材において、水蒸気は通すが,水は通さない第1のシート7と、この第1のシート7に貼り合わされた,通水性を有する第2のシート8とを具備することを特徴とする軟質ウレタンモールドフォーム用副資材4。
【解決手段】ベントホールを有した上金型と下金型を備えた成型金型の上金型の内側に、前記ベントホールを覆うように配置されて使用される軟質ウレタンモールドフォーム用副資材において、水蒸気は通すが,水は通さない第1のシート7と、この第1のシート7に貼り合わされた,通水性を有する第2のシート8とを具備することを特徴とする軟質ウレタンモールドフォーム用副資材4。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車や鉄道車両、家具等に用いられるクッション体を製造する際に使用される軟質ウレタンモールドフォーム用副資材、及び軟質ウレタンモールドフォームの製造方法に関する。
【背景技術】
【0002】
従来、クッション性の高い軟質ウレタンモールドフォームは、車両用シート、ヘッドレスト、鉄道車両用シート等様々な分野で使用されている。前記フォームからなるクッション体は、発泡原液を成形金型内に吐出した後、発泡し、キュアさせて得られる。ところで、前記成形金型の上金型には、発泡工程において発泡原料が反応することにより発生する反応ガスを成形金型外に排出するためのガス抜き孔(ベントホール)が設けられている。
【0003】
しかし、ガスの排出と同時に発泡原料もベントホールから流出してしまい、玉と呼ばれる発泡原料による塊ができ、この塊を取り除く工程が増えてしまうという欠点があった。そこで、従来、ベントホールからガスのみを排出し、発泡原料の流出を防ぐために副資材が使用されている(特許文献1,2)。
【0004】
特許文献1には、非通気性膜を通気性シートの中央部に貼り付けた副資材を、金型と非通気性膜との間に空間を持たせて係止することで、金型と密着していない通気性シート部分からガスを排出し、排出後、非通気性膜がベントホールを塞ぐ技術が開示されている。
特許文献2には、嵩高な不織布と緻密な不織布の2層構成となっており、緻密な不織布で原料の含浸を防ぐ技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−358910号公報
【特許文献2】特開平6−171002号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1においては、副資材の係止方法に制限があるため、金型との間に空間を持たせることができない箇所には使用不可能であるとともに、非通気性膜を各ベントホールの口径サイズに合わせる必要があるという課題がある。従って、多品種のクッション体の製造には不向きで、どんな複雑な製品にでも対応できる副資材が求められていた。
【0007】
また、特許文献1の副資材では、通気性シートのみの部分が存在するため、通気性シート部に原料が含浸してしまう。従って、原料が含浸した通気性シート部分が例えば金属バネ部材と擦れ合って異音が発生したり、含浸部分のみ硬度が固くなる。更に、ガス抜けが各製品において均一でなく、含浸の具合が異なるため、同製品でのフォーム成型性及び品質にバラツキが発生するという課題がある。
一方、特許文献2においては、緻密な不織布を用いているが、完全に含浸を防止するに至っていない。
【0008】
本発明はこうしたことを考慮してなされたもので、ベントホールでのガス抜きにおいてガスのみを成形金型内から外部へ排出できるとともに、原料が含浸することなく異音防止に優れた軟質ウレタンモールドフォーム用副資材、及び軟質ウレタンモールドフォームの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の軟質ウレタンモールドフォーム用副資材は、ベントホールを有した上金型と下金型を備えた成型金型の上金型の内側に、前記ベントホールを覆うように配置されて使用される軟質ウレタンモールドフォーム用副資材において、水蒸気は通すが,水は通さない第1のシートと、この第1のシートに貼り合わされた,通水性を有する第2のシートとを具備することを特徴とする。
【発明の効果】
【0010】
本発明によれば、ベントホールでのガス抜きにおいてガスのみを成形金型内から外部へ排出できるとともに、原料が含浸することなく異音防止に優れた軟質ウレタンモールドフォーム用副資材が得られる。また、本発明によれば、上記副資材を用いて一体発泡成形することにより、製品の物性にばらつきが無く、品質が良好な軟質ウレタンモールドフォームを製造できる。
【図面の簡単な説明】
【0011】
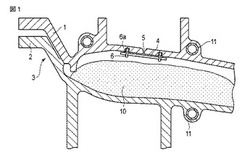
【図1】副資材を用いて軟質ウレタンモールドフォームを製造するための成形金型の概略図。
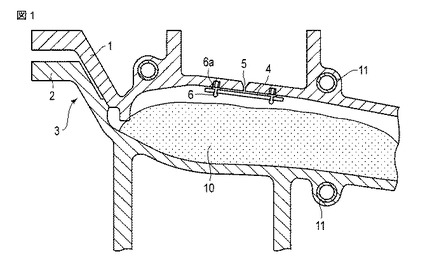
【図2】図1の要部を部分的に拡大した説明図。
【発明を実施するための形態】
【0012】
以下、本発明に係る軟質ウレタンモールドフォーム用副資材、及び軟質ウレタンモールドフォームの製造方法について説明する。
本発明において、前記副資材は、上金型の内側のベントホール及びその近くに少なくとも配置されて使用されればよいが、上金型の内側全体に配置されて使用されていてもよい。上述したように、前記副資材は、水蒸気は通すが,水は通さない(非通水性の)第1のシートと、この第1のシートに貼り合わされた,通水性を有する第2のシートとを具備している。
【0013】
前記第1のシートとしては、例えばポリエチレンからなる多孔質フィルム(三菱樹脂社製の商品名:KTFフィルム)が挙げられる。また、第1のシートにおいて、「水を通さない」とは、通常の水以外にウレタン発泡原液も通さないことを意味する。
前記第2のシートは、副資材の強度を上げるために用いられており、通気性(ガスの排出を遮らない)及び通水性を有すれば何でもよい。第2のシートとしては、例えばスパンボンド不織布(ユニチカ社製の商品名:エルベス)が挙げられ、フェルトを用いてもよい。第2のシートにおいて、「通水性」とは、通常の水以外にウレタン発泡原液も通すことを意味する。
【0014】
副資材の通気性は、0.7cc/cm2/sec以下が好ましく、より好ましくは0.5〜0.6cc/cm2/secである。また、第1のシートには上下に貫通する多数の貫通孔が設けられ、貫通孔の平均孔径は0.05〜0.12μmが好ましく、より好ましくは0.08〜0.10μmである。ここで、平均孔径が0.05μm未満では、通気性が悪くガスを抜きにくい。また、平均孔径が0.12μmを超えると、通気しすぎてウレタン発泡原液が第1のシートを通り抜けて成形金型の外に漏れやすい。なお、通気性は、発泡原料が反応することにより発生する反応ガスを成形金型の外に排出する際に重要な要素である。上記した副資材の通気性、貫通孔の孔径の数値範囲を満足するときに、ウレタン発泡原料が第1のシートに入りこまず、ガスのみを排出することができる。
図1は、上金型1と下金型2からなる成型金型3の上金型1の内側に軟質ウレタンモールドフォーム用副資材4を係止して一体発泡成形する場合の概略的な断面図を示す。また、図2は図1の要部の拡大図であり、図2(A)は図1の要部を部分的に拡大した断面図、図2(B)は図2(A)の係止ピン部分の側面図を示す。
前記上金型1には排気用のベントホール5が設けられ、このベントホール5の周辺部に対応する上金型1の内側にはフランジ6aを備えた複数の係止ピン6が植設されている。前記ベントホール5及びその周辺に対応する上金型1の内側には、係止ピン6に刺された状態で副資材4が係止されている。ここで、副資材4は、図2に示すように、第1のシートとしての多孔質フィルム7と、この多孔質フィルム7の裏面に貼り合わされた第2のシートとしての不織布8とから構成されている。なお、図1,図2において、符号9aは上金型1の内面側に形成された雌ねじ、符号9bは雌ねじに螺合する係止ピン6の雄ねじ、符号10は発泡しつつある軟質ウレタンモールドフォームを示す。また、図1において、符号11は上金型1や下金型2に挿着された成形金型3の温度調整のためのパイプを示し、パイプ11内に温水が流れるようになっている。
【0015】
但し、副資材は係止ピンで係止する以外に、スプレー糊で仮止めする方法等が挙げられ、特に制限なく行うことができる。また、副資材はベントホール及びその周辺部に対応する上金型の内側に配置する以外に、上金型の内側全体に取り付けてもよく、上記したベントホール及びその周辺部に副資材を取り付ける場合と同様な手法で行うことができる。
【0016】
本発明において、第1のシートと第2のシートの貼り合わせは、熱ラミネート、ドライラミネート、ウエットラミネート、ホットメルトラミネート、押し出しラミネート等の既知の方法で実施可能であり、特に限定されない。但し、第1のシートの貫通孔を塞ぎ、その通気性を阻害しないように貼り合わせることが重要である。
【0017】
次に、本発明の具体的な実施例及び比較例について説明する。
(実施例1)
図1、図2を参照して説明する。
まず、第2のシート8としての,ポリエチレンレテフタレートとポリエチレンからなるスパンポンド不織布(ユニチカ社製の商品名:エルベス)と、第1のシート7としてのポリエチレンからなる多孔質フィルム(三菱樹脂社製の商品名:KTFフィルム)をホットメルトラミネート法により貼り合わせ、厚さ0.16mmの軟質ウレタンモールドフォーム用副資材4を得た。この副資材4の通気性をフラジール法により測定したところ、第2のシート8を上下いずれ側にセットしても、0.59cc/cm2/secであった。
【0018】
次に、上記副資材4を、図2に示すように、上金型1の内側でかつベントホール5及びその周辺部を含む周辺部に、第1のシート4が上金型1の内側面に位置するように配置した後、ウレタン発泡原液を下金型2内に吐出し、上金型1を閉じて軟質ウレタンフォームを一体発泡成形して軟質ウレタンモールドフォームを製造した。この結果、ガス抜けが良く、多孔質フィルムにウレタン発泡原液が含浸しない品質の良好なウレタンモールドフォームを得た。また、第1のシート4が上金型1の内側に位置するように配置して一体発泡成形することにより、ウレタン発泡原液側に向いている第2のシート8とウレタン発泡原液の接着強度を上げることができる。
【0019】
(比較例1)
まず、副資材として、通気性0.70cc/cm2/sec,厚み0.15mmのポリエチレンからなる緻密な不織布シート単体(デュポン社製の商品名:タイベック)を用意した。次に、前記副資材を、図1に示すように、上金型1の内側でかつベントホール5を含む周辺部に配置した後、実施例1と同様にして軟質ウレタンモールドフォームを製造した。その結果、副資材に柔軟性がないため、上金型1への追従性が悪く、ウレタン発泡原液が副資材と上金型1の間に回りこみ、金属バネと接触する側にウレタンフォームが形成されてしまった。
【0020】
(比較例2)
まず、副資材として、通気性27.0cc/cm2/sec,厚み0.22mmのスパンボンド不織布2枚にメルトブロー不織布1枚を挟んで熱融着させ、3層構成の副資材(中国のワンダフル社製の商品名:PP−SMS)を準備した。つづいて、前記副資材を、図1に示すように、上金型1の内側でかつベントホール5を含む周辺部に配置した後、実施例1と同様にして軟質ウレタンモールドフォームを製造した。その結果、副資材の全面にウレタン発泡原料が含浸してしまった。
【0021】
(比較例3)
まず、副資材として、不織布を2層にした,通気性220cc/cm2/sec,厚み1.2mmの副資材(東洋紡社製の商品名:ボランス)を準備した。次に、前記副資材を、図1に示すように、上金型1の内側でかつベントホール5を含む周辺部に配置した後、実施例1と同様にして軟質ウレタンモールドフォームを製造した。その結果、ベントホール5からウレタン発泡原料の含浸、流出が確認された。
【0022】
下記表1は、上記実施例1及び比較例1〜3に係る軟質ウレタンモールドフォームを製造する際の、原料の含浸の有無、原料の流出の有無、ガス抜け性、成型性、上金型への追従性、発泡原料との接着性を比較したものである。
【0023】
なお、下記表1において、「原料の含浸の有無」とは、副資材へのウレタン発泡原料の含浸の有無を示す。但し、実施例1において「なし」とは、第2のシートには原料が含浸するが、第1のシートには原料が含浸しないことを意味する。比較例において「なし」とは、単体構成の副資材に原料が含浸しないことを意味する。比較例2,3において「あり」とは、夫々3層構成の副資材,2層構成の副資材全体に含浸することを意味する。
【0024】
「原料の流出の有無」とは、ウレタン発泡原料が副資材を経て上金型の外への流出の有無を示す。「ガス抜け性」とは、ウレタン原料が反応することにより発生する反応ガスが副資材を経て上金型の外へ抜けているかどうかを示す。「成形性」とは、製品に欠肉やボイド等の不良が発生していないかどうかを示す。「上金型への追従性」とは、副資材が上金型の内面の凹凸に良好に追従しているかどうかを示す。「発泡原料との接着性」とは副資材が発泡原料を発泡させたとき得られるウレタンモールドフォームに良好に接着しているかどうかを示す。
【表1】

【0025】
表1によれば、実施例1の場合、原料の含浸の有無、原料の流出の有無、ガス抜け性、上金型への追従性、及び発泡原料との接着性の全てにおいて良好であり、比較例1〜3に比べて優れていることが確認できる。
【0026】
なお、上記実施例では、第1のシートとして多孔質フィルムを用い、第2のシートとしてスパンポンド不織布を用いた場合について述べたが、これに限定されず、第1のシートとしては水蒸気は通すが,水は通さないものであればよく、第2のシートとしては通水性を有するものであればよい。また、上記実施例では、通気性が0.59cc/cm2/secである場合について述べたがこれに限らず、0.7cc/cm2/sec以下の副資材であればよい。
【符号の説明】
【0027】
1…上金型、2…下金型、3…成型金型、4…軟質ウレタンモールドフォーム用副資材、5…ベントホール、6…係止ピン、7…多孔質フィルム(第1のシート)、8…不織布(第2のシート)、9a…雌ねじ、9b…雄ねじ、10…軟質ウレタンモールドフォーム。
【技術分野】
【0001】
本発明は、自動車や鉄道車両、家具等に用いられるクッション体を製造する際に使用される軟質ウレタンモールドフォーム用副資材、及び軟質ウレタンモールドフォームの製造方法に関する。
【背景技術】
【0002】
従来、クッション性の高い軟質ウレタンモールドフォームは、車両用シート、ヘッドレスト、鉄道車両用シート等様々な分野で使用されている。前記フォームからなるクッション体は、発泡原液を成形金型内に吐出した後、発泡し、キュアさせて得られる。ところで、前記成形金型の上金型には、発泡工程において発泡原料が反応することにより発生する反応ガスを成形金型外に排出するためのガス抜き孔(ベントホール)が設けられている。
【0003】
しかし、ガスの排出と同時に発泡原料もベントホールから流出してしまい、玉と呼ばれる発泡原料による塊ができ、この塊を取り除く工程が増えてしまうという欠点があった。そこで、従来、ベントホールからガスのみを排出し、発泡原料の流出を防ぐために副資材が使用されている(特許文献1,2)。
【0004】
特許文献1には、非通気性膜を通気性シートの中央部に貼り付けた副資材を、金型と非通気性膜との間に空間を持たせて係止することで、金型と密着していない通気性シート部分からガスを排出し、排出後、非通気性膜がベントホールを塞ぐ技術が開示されている。
特許文献2には、嵩高な不織布と緻密な不織布の2層構成となっており、緻密な不織布で原料の含浸を防ぐ技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−358910号公報
【特許文献2】特開平6−171002号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1においては、副資材の係止方法に制限があるため、金型との間に空間を持たせることができない箇所には使用不可能であるとともに、非通気性膜を各ベントホールの口径サイズに合わせる必要があるという課題がある。従って、多品種のクッション体の製造には不向きで、どんな複雑な製品にでも対応できる副資材が求められていた。
【0007】
また、特許文献1の副資材では、通気性シートのみの部分が存在するため、通気性シート部に原料が含浸してしまう。従って、原料が含浸した通気性シート部分が例えば金属バネ部材と擦れ合って異音が発生したり、含浸部分のみ硬度が固くなる。更に、ガス抜けが各製品において均一でなく、含浸の具合が異なるため、同製品でのフォーム成型性及び品質にバラツキが発生するという課題がある。
一方、特許文献2においては、緻密な不織布を用いているが、完全に含浸を防止するに至っていない。
【0008】
本発明はこうしたことを考慮してなされたもので、ベントホールでのガス抜きにおいてガスのみを成形金型内から外部へ排出できるとともに、原料が含浸することなく異音防止に優れた軟質ウレタンモールドフォーム用副資材、及び軟質ウレタンモールドフォームの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の軟質ウレタンモールドフォーム用副資材は、ベントホールを有した上金型と下金型を備えた成型金型の上金型の内側に、前記ベントホールを覆うように配置されて使用される軟質ウレタンモールドフォーム用副資材において、水蒸気は通すが,水は通さない第1のシートと、この第1のシートに貼り合わされた,通水性を有する第2のシートとを具備することを特徴とする。
【発明の効果】
【0010】
本発明によれば、ベントホールでのガス抜きにおいてガスのみを成形金型内から外部へ排出できるとともに、原料が含浸することなく異音防止に優れた軟質ウレタンモールドフォーム用副資材が得られる。また、本発明によれば、上記副資材を用いて一体発泡成形することにより、製品の物性にばらつきが無く、品質が良好な軟質ウレタンモールドフォームを製造できる。
【図面の簡単な説明】
【0011】
【図1】副資材を用いて軟質ウレタンモールドフォームを製造するための成形金型の概略図。
【図2】図1の要部を部分的に拡大した説明図。
【発明を実施するための形態】
【0012】
以下、本発明に係る軟質ウレタンモールドフォーム用副資材、及び軟質ウレタンモールドフォームの製造方法について説明する。
本発明において、前記副資材は、上金型の内側のベントホール及びその近くに少なくとも配置されて使用されればよいが、上金型の内側全体に配置されて使用されていてもよい。上述したように、前記副資材は、水蒸気は通すが,水は通さない(非通水性の)第1のシートと、この第1のシートに貼り合わされた,通水性を有する第2のシートとを具備している。
【0013】
前記第1のシートとしては、例えばポリエチレンからなる多孔質フィルム(三菱樹脂社製の商品名:KTFフィルム)が挙げられる。また、第1のシートにおいて、「水を通さない」とは、通常の水以外にウレタン発泡原液も通さないことを意味する。
前記第2のシートは、副資材の強度を上げるために用いられており、通気性(ガスの排出を遮らない)及び通水性を有すれば何でもよい。第2のシートとしては、例えばスパンボンド不織布(ユニチカ社製の商品名:エルベス)が挙げられ、フェルトを用いてもよい。第2のシートにおいて、「通水性」とは、通常の水以外にウレタン発泡原液も通すことを意味する。
【0014】
副資材の通気性は、0.7cc/cm2/sec以下が好ましく、より好ましくは0.5〜0.6cc/cm2/secである。また、第1のシートには上下に貫通する多数の貫通孔が設けられ、貫通孔の平均孔径は0.05〜0.12μmが好ましく、より好ましくは0.08〜0.10μmである。ここで、平均孔径が0.05μm未満では、通気性が悪くガスを抜きにくい。また、平均孔径が0.12μmを超えると、通気しすぎてウレタン発泡原液が第1のシートを通り抜けて成形金型の外に漏れやすい。なお、通気性は、発泡原料が反応することにより発生する反応ガスを成形金型の外に排出する際に重要な要素である。上記した副資材の通気性、貫通孔の孔径の数値範囲を満足するときに、ウレタン発泡原料が第1のシートに入りこまず、ガスのみを排出することができる。
図1は、上金型1と下金型2からなる成型金型3の上金型1の内側に軟質ウレタンモールドフォーム用副資材4を係止して一体発泡成形する場合の概略的な断面図を示す。また、図2は図1の要部の拡大図であり、図2(A)は図1の要部を部分的に拡大した断面図、図2(B)は図2(A)の係止ピン部分の側面図を示す。
前記上金型1には排気用のベントホール5が設けられ、このベントホール5の周辺部に対応する上金型1の内側にはフランジ6aを備えた複数の係止ピン6が植設されている。前記ベントホール5及びその周辺に対応する上金型1の内側には、係止ピン6に刺された状態で副資材4が係止されている。ここで、副資材4は、図2に示すように、第1のシートとしての多孔質フィルム7と、この多孔質フィルム7の裏面に貼り合わされた第2のシートとしての不織布8とから構成されている。なお、図1,図2において、符号9aは上金型1の内面側に形成された雌ねじ、符号9bは雌ねじに螺合する係止ピン6の雄ねじ、符号10は発泡しつつある軟質ウレタンモールドフォームを示す。また、図1において、符号11は上金型1や下金型2に挿着された成形金型3の温度調整のためのパイプを示し、パイプ11内に温水が流れるようになっている。
【0015】
但し、副資材は係止ピンで係止する以外に、スプレー糊で仮止めする方法等が挙げられ、特に制限なく行うことができる。また、副資材はベントホール及びその周辺部に対応する上金型の内側に配置する以外に、上金型の内側全体に取り付けてもよく、上記したベントホール及びその周辺部に副資材を取り付ける場合と同様な手法で行うことができる。
【0016】
本発明において、第1のシートと第2のシートの貼り合わせは、熱ラミネート、ドライラミネート、ウエットラミネート、ホットメルトラミネート、押し出しラミネート等の既知の方法で実施可能であり、特に限定されない。但し、第1のシートの貫通孔を塞ぎ、その通気性を阻害しないように貼り合わせることが重要である。
【0017】
次に、本発明の具体的な実施例及び比較例について説明する。
(実施例1)
図1、図2を参照して説明する。
まず、第2のシート8としての,ポリエチレンレテフタレートとポリエチレンからなるスパンポンド不織布(ユニチカ社製の商品名:エルベス)と、第1のシート7としてのポリエチレンからなる多孔質フィルム(三菱樹脂社製の商品名:KTFフィルム)をホットメルトラミネート法により貼り合わせ、厚さ0.16mmの軟質ウレタンモールドフォーム用副資材4を得た。この副資材4の通気性をフラジール法により測定したところ、第2のシート8を上下いずれ側にセットしても、0.59cc/cm2/secであった。
【0018】
次に、上記副資材4を、図2に示すように、上金型1の内側でかつベントホール5及びその周辺部を含む周辺部に、第1のシート4が上金型1の内側面に位置するように配置した後、ウレタン発泡原液を下金型2内に吐出し、上金型1を閉じて軟質ウレタンフォームを一体発泡成形して軟質ウレタンモールドフォームを製造した。この結果、ガス抜けが良く、多孔質フィルムにウレタン発泡原液が含浸しない品質の良好なウレタンモールドフォームを得た。また、第1のシート4が上金型1の内側に位置するように配置して一体発泡成形することにより、ウレタン発泡原液側に向いている第2のシート8とウレタン発泡原液の接着強度を上げることができる。
【0019】
(比較例1)
まず、副資材として、通気性0.70cc/cm2/sec,厚み0.15mmのポリエチレンからなる緻密な不織布シート単体(デュポン社製の商品名:タイベック)を用意した。次に、前記副資材を、図1に示すように、上金型1の内側でかつベントホール5を含む周辺部に配置した後、実施例1と同様にして軟質ウレタンモールドフォームを製造した。その結果、副資材に柔軟性がないため、上金型1への追従性が悪く、ウレタン発泡原液が副資材と上金型1の間に回りこみ、金属バネと接触する側にウレタンフォームが形成されてしまった。
【0020】
(比較例2)
まず、副資材として、通気性27.0cc/cm2/sec,厚み0.22mmのスパンボンド不織布2枚にメルトブロー不織布1枚を挟んで熱融着させ、3層構成の副資材(中国のワンダフル社製の商品名:PP−SMS)を準備した。つづいて、前記副資材を、図1に示すように、上金型1の内側でかつベントホール5を含む周辺部に配置した後、実施例1と同様にして軟質ウレタンモールドフォームを製造した。その結果、副資材の全面にウレタン発泡原料が含浸してしまった。
【0021】
(比較例3)
まず、副資材として、不織布を2層にした,通気性220cc/cm2/sec,厚み1.2mmの副資材(東洋紡社製の商品名:ボランス)を準備した。次に、前記副資材を、図1に示すように、上金型1の内側でかつベントホール5を含む周辺部に配置した後、実施例1と同様にして軟質ウレタンモールドフォームを製造した。その結果、ベントホール5からウレタン発泡原料の含浸、流出が確認された。
【0022】
下記表1は、上記実施例1及び比較例1〜3に係る軟質ウレタンモールドフォームを製造する際の、原料の含浸の有無、原料の流出の有無、ガス抜け性、成型性、上金型への追従性、発泡原料との接着性を比較したものである。
【0023】
なお、下記表1において、「原料の含浸の有無」とは、副資材へのウレタン発泡原料の含浸の有無を示す。但し、実施例1において「なし」とは、第2のシートには原料が含浸するが、第1のシートには原料が含浸しないことを意味する。比較例において「なし」とは、単体構成の副資材に原料が含浸しないことを意味する。比較例2,3において「あり」とは、夫々3層構成の副資材,2層構成の副資材全体に含浸することを意味する。
【0024】
「原料の流出の有無」とは、ウレタン発泡原料が副資材を経て上金型の外への流出の有無を示す。「ガス抜け性」とは、ウレタン原料が反応することにより発生する反応ガスが副資材を経て上金型の外へ抜けているかどうかを示す。「成形性」とは、製品に欠肉やボイド等の不良が発生していないかどうかを示す。「上金型への追従性」とは、副資材が上金型の内面の凹凸に良好に追従しているかどうかを示す。「発泡原料との接着性」とは副資材が発泡原料を発泡させたとき得られるウレタンモールドフォームに良好に接着しているかどうかを示す。
【表1】
【0025】
表1によれば、実施例1の場合、原料の含浸の有無、原料の流出の有無、ガス抜け性、上金型への追従性、及び発泡原料との接着性の全てにおいて良好であり、比較例1〜3に比べて優れていることが確認できる。
【0026】
なお、上記実施例では、第1のシートとして多孔質フィルムを用い、第2のシートとしてスパンポンド不織布を用いた場合について述べたが、これに限定されず、第1のシートとしては水蒸気は通すが,水は通さないものであればよく、第2のシートとしては通水性を有するものであればよい。また、上記実施例では、通気性が0.59cc/cm2/secである場合について述べたがこれに限らず、0.7cc/cm2/sec以下の副資材であればよい。
【符号の説明】
【0027】
1…上金型、2…下金型、3…成型金型、4…軟質ウレタンモールドフォーム用副資材、5…ベントホール、6…係止ピン、7…多孔質フィルム(第1のシート)、8…不織布(第2のシート)、9a…雌ねじ、9b…雄ねじ、10…軟質ウレタンモールドフォーム。
【特許請求の範囲】
【請求項1】
ベントホールを有した上金型と下金型を備えた成型金型の上金型の内側に、前記ベントホールを覆うように配置されて使用される軟質ウレタンモールドフォーム用副資材において、
水蒸気は通すが,水は通さない第1のシートと、
この第1のシートに貼り合わされた,通水性を有する第2のシートとを
具備することを特徴とする軟質ウレタンモールドフォーム用副資材。
【請求項2】
通気性は0.7cc/cm2/sec以下であることを特徴とする請求項1記載の軟質ウレタンモールドフォーム用副資材。
【請求項3】
請求項1又は2記載の軟質ウレタンモールドフォーム用副資材を、前記第1のシートが上金型の内側に位置し、かつベントホールを覆うように配置する工程と、
ウレタン発泡原液を下金型内に供給した後、上金型を閉じて一体発泡成形する工程とを
具備することを特徴とする軟質ウレタンモールドフォームの製造方法。
【請求項1】
ベントホールを有した上金型と下金型を備えた成型金型の上金型の内側に、前記ベントホールを覆うように配置されて使用される軟質ウレタンモールドフォーム用副資材において、
水蒸気は通すが,水は通さない第1のシートと、
この第1のシートに貼り合わされた,通水性を有する第2のシートとを
具備することを特徴とする軟質ウレタンモールドフォーム用副資材。
【請求項2】
通気性は0.7cc/cm2/sec以下であることを特徴とする請求項1記載の軟質ウレタンモールドフォーム用副資材。
【請求項3】
請求項1又は2記載の軟質ウレタンモールドフォーム用副資材を、前記第1のシートが上金型の内側に位置し、かつベントホールを覆うように配置する工程と、
ウレタン発泡原液を下金型内に供給した後、上金型を閉じて一体発泡成形する工程とを
具備することを特徴とする軟質ウレタンモールドフォームの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−75426(P2013−75426A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216583(P2011−216583)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000003425)株式会社東洋クオリティワン (18)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000003425)株式会社東洋クオリティワン (18)
【Fターム(参考)】
[ Back to top ]