
野球用又はソフトボール用バットとその製造方法
【課題】従来のものより打球の飛距離を伸ばすことができるバットを提供する。
【解決手段】バット101のテーパー部104を含まない円筒状打球部103のバットの軸線方向の断面形状を、表面が凹状部の谷108及び凸状部の山107をバットの円周にそって交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成するとともに、前記凹凸部をポリウレタンエラストマー等からなる筒状シートで被覆した金属製又は木製の野球用又はソフトボール用バット101と、テーパー部を含まない円筒状打球部のバット表面に、ローラを用いて旋盤加工により製造した金属製の野球用又はソフトボール用バットの製造方法を構成するものである。
【解決手段】バット101のテーパー部104を含まない円筒状打球部103のバットの軸線方向の断面形状を、表面が凹状部の谷108及び凸状部の山107をバットの円周にそって交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成するとともに、前記凹凸部をポリウレタンエラストマー等からなる筒状シートで被覆した金属製又は木製の野球用又はソフトボール用バット101と、テーパー部を含まない円筒状打球部のバット表面に、ローラを用いて旋盤加工により製造した金属製の野球用又はソフトボール用バットの製造方法を構成するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、飛距離を伸ばしうるようにした野球用又はソフトボール用のバツトとその製造方法に関する。
【背景技術】
【0002】
野球やソフトボールにとって、より飛距離の出るバットは魅力である。例えば、捕球練習に数多くのノックを繰り返すが、外野までボールを飛ばす場合には飛距離を出さなければならず、このような軟式野球用のノックバットとして、チ−ムには少なくとも1本、飛びやすいバットが願望されている。
【0003】
本発明でいうバットとは、アルミニウム合金製の金属製バットに限らず、加工しやすい木製や、カ−ボン繊維入りFRP等の合成樹脂製素材のバットも含むものである。バットは、先端部と打球部とテーパー部とグリップ部とからなっている。本発明は、この中で一番径の太い平行な打球部の改良に関するものである。
【0004】
打球の飛距離を伸ばすためには、衝突時のバットの速度低下を少なくしてバットの反発特性値を大きくする必要があり、反発特性値を大きくする手段としては、打球時のボールの変形を小さくするのがよいことは、古くから知られている。そのため、打球時のボールの変形を小さくする一手段として、バットの表面に弾性体を被覆する先行技術が開示されている(例えば、特許文献1)。
【特許文献1】特開2003−019236号公報
【0005】
打球時に球は、バット表面で面接触して変形される。従って、打球時に球が接触する面積を小さくすることも、ボールの変形を小さくする一手段となる。そのために、バットの打球部表面を、凹凸にすることが考えられる。木製バットの場合であるが、圧縮加工で外周表面に凹凸が形成されるという先行技術がある(例えば、特許文献2、特許文献3)。
【特許文献2】特公昭33−001279号公報
【特許文献3】特開2002−282405号公報
【0006】
特許文献2と特許文献3に記載されたバット表面の凹凸は、不規則に形成されることが特徴である。これに対し規則的な凹凸を、縦方向に形成さした先行技術もある(例えば、特許文献4)。しかし特許文献4には、製造方法は開示されておらず、また、特許文献4に記載されたバットは、野球又はソフトボールの用具としての規定に適合しない。
【特許文献4】実公昭36−027915号公報
【0007】
打球がファールやゴロになる確率を小さくするためには、横方向の凹凸もよいのではないかと考えられる。条溝であるが、横方向に規則的な凹凸を形成させた先行技術もある(例えば、特許文献5)。
【特許文献5】実公昭30−018934号公報
【0008】
しかし、上記文献は、凹凸が螺旋状になっている。この点、環状の凹溝を形成さした先行技術もある(例えば、特許文献6)。
【特許文献6】実開昭53−085255号公報
【0009】
この文献5に記載のものは、バットの凹凸をテーパー部にも設けている。しかし、飛距離を伸ばすことを目的とするならばテーパー部でボールを打撃することを想定から除外すべきであり、凹凸は平行な打球部だけでよい。また文献6は、凹溝間の凸部表面を平滑なフラットにしている。これでは、打球時にボールの接触する面積をあまり小さくすることはできないので、飛ぶボールの変形を小さくする有効な手段ではない。
また、文献5、文献6に記載されたバットは、いずれも凹凸部がバット表面に現れており、野球及びソフトボールの用具としての規格から逸脱している。
【発明の開示】
【発明が解決しようとする課題】
【0010】
上記の事情に鑑み、本発明は、従来のものより打球の飛距離を伸ばし、しかも野球及びソフトボールの用具の規格に適合し、ボールを前方に飛ばすことができるバットとその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明は上記目的を達成するために、バットのテーパー部を含まない円筒状打球部のバットの軸線方向の断面形状を、表面が凹状部の谷及び凸状部の山をバットの円周にそって交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成するとともに前記凹凸部がバット表面に現れないように筒状に加工したゴム、樹脂、皮革等のシートで前記バット表面を被覆したし製金属製、木製又はカーボン繊維入りのFRPからなる又は木製の野球用又はソフトボール用バットを構成するものである。
【0012】
また、テーパー部を含まない円筒状打球部のバット表面に、総形バイトを用いた旋盤による切削加工により凹状部の谷及び凸状部の山を交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成した木製の野球用又はソフトボール用バットの製造方法を構成するものである。
【0013】
更に、テーパー部を含まない円筒状打球部のバットの軸線方向に、ヘラ又はローラを用いて旋盤による加工により凹状部の谷及び凸状部の山を交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成した金属製の野球用又はソフトボール用バットの製造方法を構成するものである。
【0014】
更にまた、バットのテーパー部を含まない円筒状打球部に、表面が凹状部の谷及び凸状部の山を交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面の形成を金型により製造したカ−ボン繊維入りのFRP等からなる合成樹脂製の野球用又はソフトボール用バットの製造方法を構成するものである。
【発明の効果】
【0015】
本発明の野球用又はソフトボール用バットは、打球部に凹凸状部の曲面を設けたので、打球時にボールと接触する面積又はボールを反発する面積が線状接触に近くなり、接触面積が小さくなるので、打球の変形が小さくなって飛距離を伸ばすことができるようになる。
【0016】
また、バットとボールの接触面積が小さくなることにより、打球時におけるボールとバットとの摩擦力も低くなり、バットがホールの中心で打たなかった場合には、滑りが生じてファールになる度合いが大きくなるが、本発明のように、筒状に加工したゴム、樹脂、皮革等のシートで前記バット表面を被覆したことにより、ボールとバットとの摩擦力の低下が解消され、ボールを前方に飛ばす効果が得られた。
【0017】
本発明の野球用又はソフトボール用バットは、単一素材で構成されるので、剥離する恐れがなく、バットのテーパー部を含まない円筒状打球部のバットの軸線方向の断面形状を、表面が凹状部の谷及び凸状部の山をバットの円周にそって交互に並列に多数条設けたことにより、従来のバットの強度より2〜3倍程度強く、耐久力のあるバットとなった。
【0018】
本発明の野球用又はソフトボール用バットは、凹凸部が、バットの打球部に装着したゴム、樹脂又は皮革シートの内部に埋没しているので、違和感がなく、野球又はソフトボールの用具の規格にも適合し、ボールを前方に飛ばすことができる。
【0019】
本発明の野球用又はソフトボール用バットは、木製又は合成樹脂製で製造すれば、加工が簡単で安価に提供することができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明のバットについて、実施例をあげて詳しく説明する。
【実施例1】
【0021】
図1は、本発明の木製素材からなる軟式野球用ノックバットの打球時の仮想球を含む正面図である。また図2は、本発明品と従来品のバットを対比した打球時の球の接触面積を示す平面図である。
【0022】
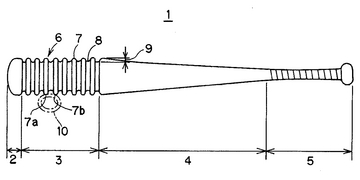
バット1は、先端部2と、打球部3と、テーパー部4と、グリップ部5とからなつている。テーパー部4を含まない打球部3は、ボールを遠くへ弾き返す時などに当てる大径の部分である。本実施例のバット1は、打球部3の最大の外径が68mmΦのものである。
【0023】
打球部3の表面には、横直径方向の凹凸状部6…6を多数設けている。本実施例の場合には、10個形成されている。この凹凸状部6…6は、断面形状が曲面状で形成されている。従って曲面は、縦方向にサインカーブのような対称的な丸味を帯びた曲面になっている。
【0024】
本実施例の凹凸状部6…6は、山と山7…7及び谷と谷8…8間の間隔は、15mmに形成されている。従って、凹凸状部6…6の長さは、15cmである。また谷8…8の深さ9…9は、3mmに形成されている。なお谷と谷8…8間の間隔は、10〜20mmにすることが望ましい。
【0025】
図1では、打球時に当たって凹むボールの仮想球10を示したものである。ボールは、通常7cm程度の直径であり、硬さにもよるが、本実施例の場合、変形するのは平均して4cm長さ程度の領域であった。そのため、打球時に球10と接触するのは、通常山7aと山7bの2山の頂上だけの線接触となる。また、多くても5山の接触に止まるものである。
【0026】
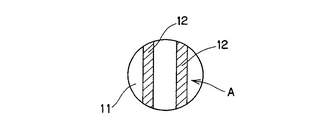
次に打球部が平行な従来品バットと比較して、接触面積(%)の比較を行なった。接触面積%は、打球時の接触瞬間の側面を、ハイスピードカメラ(図示せず)で撮影し、これを平面に拡大解析して作図した一例が図2である。図2において、11は球であり、従来品バットは、接触面積Aが大きな円形の面接触になっている。これに対し本発明のバットは、凸部の頂上だけが接触するので、接触面積12,12が小さな棒状2本の線状接触になっている。そこで従来品バットの接触面積を100%とし、本発明品をこれと比較して接触面積%を計算し、実打試験も行なって、その結果を示したものが表1である。なお、飛距離の測定値は10回の打撃の平均値である。
【0027】
【表1】

【0028】
本発明品のバット1は、従来品と比較して、接触面積が約1/3に減少し、飛距離は約18%向上した。
【実施例2】
【0029】
図3は、本発明のアルミ合金からなる軟式野球用バットの断面図である。
【0030】
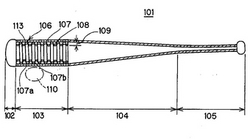
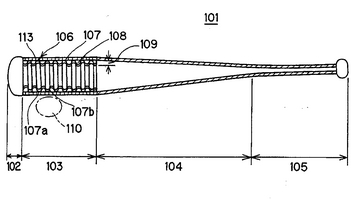
バット101は、先端部102と、打球部103と、テーパー部104と、グリップ部105とからなっている。テーパー部104を含まない打球部103は、ボールを遠くへ弾き返す時などに当てる大径の部分である。本実施例のバット101は、打球部103の最大の外径が68mmΦのものである。
【0031】
凹凸状部の打球部103の表面には、1.0mm厚のポリウレタンエラストマー(発泡体を含まない)からなるチュ−ブ113が被覆層として覆装されており、外径は先端部102とテーパー部104の端径と同じで段差のない平滑面になっている。このチュ−ブ113の内部には、外径68mmΦより一段下がって、横直径方向の凹凸状部106…106を多数設けている。本実施例の場合には、10個形成されている。この凹凸状部106…106は、断面が同じ半径の円周からなる曲面状で形成されている。従って上下の曲面状は、サインカーブのような対照的な丸味を帯びた曲面になっている。なお被覆層は、0.5〜3.0mm厚のゴム又は樹脂製の筒状シ−トであることが望ましい。
【0032】
本実施例の凹凸状部106…106は、山と山107…107及び谷と谷108…108間の間隔は、20mmに形成されている。従って、凹凸状部106…106の長さ109は、20cmである。また谷108…108の深さ109…109は、3mmになっている。なお谷と谷8…8間の間隔は、10〜20mmにすることが望ましい。
【0033】
図3では、打球時に当たって凹むボールの仮想球110を示したものである。ボールは、通常7cm程度の直径であり、硬さによって異なるが、本実施例の場合、変形するのは平均して4cm長さ程度の領域であった。そのため、打球時に球110と接触するのは、通常山107aと山107bの2山の頂上だけの線状接触となる。通常は、多くても5山の接触に止まるものである。
【0034】
次に打球部が平行な従来品バットと比較して、接触面積%の比較を行なった。接触面積%は、実施例1の接触面積の測定方法と同様な方法であるので、詳細は省略する。接触面積は図示してないが、球の変形は柔軟な被覆層113ではなく、表面内部の凹凸状部106の山107aと山107bの頂上に接触して反発される。実打試験も行なって、その結果を示したものが表2である。なお、飛距離の測定値は10回の打撃の平均値である。但し、従来品のデ−タ−は、表1に示したので省略する。
【0035】
【表2】
【0036】
本発明品のバット1は、従来品と比較して、接触面積が約1/3に減少し、飛距離は約17%向上した。
【実施例3】
【0037】
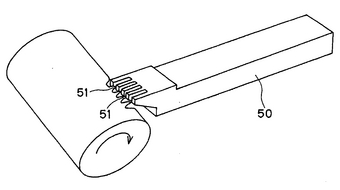
図4は、本発明の木製素材からなる軟式野球用バットを総形バイトを用いた旋盤にて切削加工により製造する斜視図である。
【0038】
上記本発明のバットは、図4に示すように、輪郭切削工具50、いわゆる総形バイト51を用いた旋盤による切削加工により製造することができる。バイト51の先端を丸みを付けたものを選択すれば、バットの円周状打球部の軸線方向の断面形状を、バットの円周にそって凹状部の溝及び凸状部の畝を交互に並行に多数条設け、且つ前記凸条部を外側に向かって丸みを帯びた曲面に形成することができる。
【実施例4】
【0039】
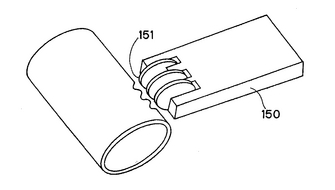
図5は、本発明のアルミ合金からなる軟式野球用バットをローラを用いた旋盤加工により製造する斜視図である。
【0040】
上記本発明のバットは、図5に示すように、ローラ工具150のローラ151を用いた旋盤による加工により製造することができる。ローラ151の先端を丸みを付けたものを選択すれば、バットの円周状打球部の軸線方向の断面形状を、バットの円周にそって凹状部の溝及び凸状部の畝を交互に並行に多数条設け、且つ前記凸条部を外側に向かって丸みを帯びた曲面に形成することができる。
なお、凹凸状部はヘラ工具のヘラを用いた旋盤による加工により製造することもできる。
【実施例5】
【0041】
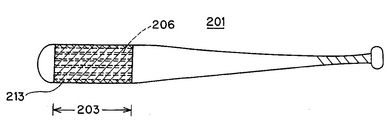
図6は、本発明のカーボン繊維入りFRPの合成樹脂製素材からなる軟式野球用バットの一実施例を示す正面図である。
【0042】
バット201の打球部203には、縦方向に凹凸状部206…206を多数設けている。これは、合成樹脂製のバットの場合、金型による成型加工により形成されるので、縦筋も容易に作ることができる。そして凹凸状部206…206の表面には、被覆層として、ゴム又は樹脂製の筒状シート213が覆装されている。
【産業上の利用可能性】
【0043】
本発明のバットは、ノック用を始めとする野球用又はソフトボール用のバットとして広く利用しうるものである。
【図面の簡単な説明】
【0044】
【図1】本発明の木製素材からなる軟式野球用ノックバットの打球時の仮想球を含む正面図である。
【図2】本発明品と従来品のバットを対比した打球時の球の接触面積を示す平面図である。
【図3】本発明のアルミ合金からなる軟式野球用バットの断面図である。
【図4】本発明の木製素材からなる軟式野球用バットを総形バイトを用いた旋盤にて切削加工により製造する斜視図である。
【図5】本発明のアルミ合金からなる軟式野球用バットをローラを用いて旋盤加工により製造する斜視図である。
【図6】本発明のカ−ボン繊維入りFRP等の合成樹脂製素材からなる軟式野球用バットを示す正面図である。
【符号の説明】
【0045】
1,101,201 バット
2,102
バットの先端部
3,103,203 バットの打球部
4,104 バットのテーパー部
5,105
バットのグリップ部
6,106,206 凹凸状部
7,7a,7b
凹凸状部の山
107,107a,107b 凹凸状部の山
8,108
凹凸状部の谷
9,109
凹凸状部の深さ
10,110
打球する仮想球
11
球
12
接触面積
113,213
被覆層
50
切削工具
51
総形バイト
150
ローラ工具
151
ローラ
A
従来品の接触面積
【技術分野】
【0001】
本発明は、飛距離を伸ばしうるようにした野球用又はソフトボール用のバツトとその製造方法に関する。
【背景技術】
【0002】
野球やソフトボールにとって、より飛距離の出るバットは魅力である。例えば、捕球練習に数多くのノックを繰り返すが、外野までボールを飛ばす場合には飛距離を出さなければならず、このような軟式野球用のノックバットとして、チ−ムには少なくとも1本、飛びやすいバットが願望されている。
【0003】
本発明でいうバットとは、アルミニウム合金製の金属製バットに限らず、加工しやすい木製や、カ−ボン繊維入りFRP等の合成樹脂製素材のバットも含むものである。バットは、先端部と打球部とテーパー部とグリップ部とからなっている。本発明は、この中で一番径の太い平行な打球部の改良に関するものである。
【0004】
打球の飛距離を伸ばすためには、衝突時のバットの速度低下を少なくしてバットの反発特性値を大きくする必要があり、反発特性値を大きくする手段としては、打球時のボールの変形を小さくするのがよいことは、古くから知られている。そのため、打球時のボールの変形を小さくする一手段として、バットの表面に弾性体を被覆する先行技術が開示されている(例えば、特許文献1)。
【特許文献1】特開2003−019236号公報
【0005】
打球時に球は、バット表面で面接触して変形される。従って、打球時に球が接触する面積を小さくすることも、ボールの変形を小さくする一手段となる。そのために、バットの打球部表面を、凹凸にすることが考えられる。木製バットの場合であるが、圧縮加工で外周表面に凹凸が形成されるという先行技術がある(例えば、特許文献2、特許文献3)。
【特許文献2】特公昭33−001279号公報
【特許文献3】特開2002−282405号公報
【0006】
特許文献2と特許文献3に記載されたバット表面の凹凸は、不規則に形成されることが特徴である。これに対し規則的な凹凸を、縦方向に形成さした先行技術もある(例えば、特許文献4)。しかし特許文献4には、製造方法は開示されておらず、また、特許文献4に記載されたバットは、野球又はソフトボールの用具としての規定に適合しない。
【特許文献4】実公昭36−027915号公報
【0007】
打球がファールやゴロになる確率を小さくするためには、横方向の凹凸もよいのではないかと考えられる。条溝であるが、横方向に規則的な凹凸を形成させた先行技術もある(例えば、特許文献5)。
【特許文献5】実公昭30−018934号公報
【0008】
しかし、上記文献は、凹凸が螺旋状になっている。この点、環状の凹溝を形成さした先行技術もある(例えば、特許文献6)。
【特許文献6】実開昭53−085255号公報
【0009】
この文献5に記載のものは、バットの凹凸をテーパー部にも設けている。しかし、飛距離を伸ばすことを目的とするならばテーパー部でボールを打撃することを想定から除外すべきであり、凹凸は平行な打球部だけでよい。また文献6は、凹溝間の凸部表面を平滑なフラットにしている。これでは、打球時にボールの接触する面積をあまり小さくすることはできないので、飛ぶボールの変形を小さくする有効な手段ではない。
また、文献5、文献6に記載されたバットは、いずれも凹凸部がバット表面に現れており、野球及びソフトボールの用具としての規格から逸脱している。
【発明の開示】
【発明が解決しようとする課題】
【0010】
上記の事情に鑑み、本発明は、従来のものより打球の飛距離を伸ばし、しかも野球及びソフトボールの用具の規格に適合し、ボールを前方に飛ばすことができるバットとその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明は上記目的を達成するために、バットのテーパー部を含まない円筒状打球部のバットの軸線方向の断面形状を、表面が凹状部の谷及び凸状部の山をバットの円周にそって交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成するとともに前記凹凸部がバット表面に現れないように筒状に加工したゴム、樹脂、皮革等のシートで前記バット表面を被覆したし製金属製、木製又はカーボン繊維入りのFRPからなる又は木製の野球用又はソフトボール用バットを構成するものである。
【0012】
また、テーパー部を含まない円筒状打球部のバット表面に、総形バイトを用いた旋盤による切削加工により凹状部の谷及び凸状部の山を交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成した木製の野球用又はソフトボール用バットの製造方法を構成するものである。
【0013】
更に、テーパー部を含まない円筒状打球部のバットの軸線方向に、ヘラ又はローラを用いて旋盤による加工により凹状部の谷及び凸状部の山を交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成した金属製の野球用又はソフトボール用バットの製造方法を構成するものである。
【0014】
更にまた、バットのテーパー部を含まない円筒状打球部に、表面が凹状部の谷及び凸状部の山を交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面の形成を金型により製造したカ−ボン繊維入りのFRP等からなる合成樹脂製の野球用又はソフトボール用バットの製造方法を構成するものである。
【発明の効果】
【0015】
本発明の野球用又はソフトボール用バットは、打球部に凹凸状部の曲面を設けたので、打球時にボールと接触する面積又はボールを反発する面積が線状接触に近くなり、接触面積が小さくなるので、打球の変形が小さくなって飛距離を伸ばすことができるようになる。
【0016】
また、バットとボールの接触面積が小さくなることにより、打球時におけるボールとバットとの摩擦力も低くなり、バットがホールの中心で打たなかった場合には、滑りが生じてファールになる度合いが大きくなるが、本発明のように、筒状に加工したゴム、樹脂、皮革等のシートで前記バット表面を被覆したことにより、ボールとバットとの摩擦力の低下が解消され、ボールを前方に飛ばす効果が得られた。
【0017】
本発明の野球用又はソフトボール用バットは、単一素材で構成されるので、剥離する恐れがなく、バットのテーパー部を含まない円筒状打球部のバットの軸線方向の断面形状を、表面が凹状部の谷及び凸状部の山をバットの円周にそって交互に並列に多数条設けたことにより、従来のバットの強度より2〜3倍程度強く、耐久力のあるバットとなった。
【0018】
本発明の野球用又はソフトボール用バットは、凹凸部が、バットの打球部に装着したゴム、樹脂又は皮革シートの内部に埋没しているので、違和感がなく、野球又はソフトボールの用具の規格にも適合し、ボールを前方に飛ばすことができる。
【0019】
本発明の野球用又はソフトボール用バットは、木製又は合成樹脂製で製造すれば、加工が簡単で安価に提供することができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明のバットについて、実施例をあげて詳しく説明する。
【実施例1】
【0021】
図1は、本発明の木製素材からなる軟式野球用ノックバットの打球時の仮想球を含む正面図である。また図2は、本発明品と従来品のバットを対比した打球時の球の接触面積を示す平面図である。
【0022】
バット1は、先端部2と、打球部3と、テーパー部4と、グリップ部5とからなつている。テーパー部4を含まない打球部3は、ボールを遠くへ弾き返す時などに当てる大径の部分である。本実施例のバット1は、打球部3の最大の外径が68mmΦのものである。
【0023】
打球部3の表面には、横直径方向の凹凸状部6…6を多数設けている。本実施例の場合には、10個形成されている。この凹凸状部6…6は、断面形状が曲面状で形成されている。従って曲面は、縦方向にサインカーブのような対称的な丸味を帯びた曲面になっている。
【0024】
本実施例の凹凸状部6…6は、山と山7…7及び谷と谷8…8間の間隔は、15mmに形成されている。従って、凹凸状部6…6の長さは、15cmである。また谷8…8の深さ9…9は、3mmに形成されている。なお谷と谷8…8間の間隔は、10〜20mmにすることが望ましい。
【0025】
図1では、打球時に当たって凹むボールの仮想球10を示したものである。ボールは、通常7cm程度の直径であり、硬さにもよるが、本実施例の場合、変形するのは平均して4cm長さ程度の領域であった。そのため、打球時に球10と接触するのは、通常山7aと山7bの2山の頂上だけの線接触となる。また、多くても5山の接触に止まるものである。
【0026】
次に打球部が平行な従来品バットと比較して、接触面積(%)の比較を行なった。接触面積%は、打球時の接触瞬間の側面を、ハイスピードカメラ(図示せず)で撮影し、これを平面に拡大解析して作図した一例が図2である。図2において、11は球であり、従来品バットは、接触面積Aが大きな円形の面接触になっている。これに対し本発明のバットは、凸部の頂上だけが接触するので、接触面積12,12が小さな棒状2本の線状接触になっている。そこで従来品バットの接触面積を100%とし、本発明品をこれと比較して接触面積%を計算し、実打試験も行なって、その結果を示したものが表1である。なお、飛距離の測定値は10回の打撃の平均値である。
【0027】
【表1】
【0028】
本発明品のバット1は、従来品と比較して、接触面積が約1/3に減少し、飛距離は約18%向上した。
【実施例2】
【0029】
図3は、本発明のアルミ合金からなる軟式野球用バットの断面図である。
【0030】
バット101は、先端部102と、打球部103と、テーパー部104と、グリップ部105とからなっている。テーパー部104を含まない打球部103は、ボールを遠くへ弾き返す時などに当てる大径の部分である。本実施例のバット101は、打球部103の最大の外径が68mmΦのものである。
【0031】
凹凸状部の打球部103の表面には、1.0mm厚のポリウレタンエラストマー(発泡体を含まない)からなるチュ−ブ113が被覆層として覆装されており、外径は先端部102とテーパー部104の端径と同じで段差のない平滑面になっている。このチュ−ブ113の内部には、外径68mmΦより一段下がって、横直径方向の凹凸状部106…106を多数設けている。本実施例の場合には、10個形成されている。この凹凸状部106…106は、断面が同じ半径の円周からなる曲面状で形成されている。従って上下の曲面状は、サインカーブのような対照的な丸味を帯びた曲面になっている。なお被覆層は、0.5〜3.0mm厚のゴム又は樹脂製の筒状シ−トであることが望ましい。
【0032】
本実施例の凹凸状部106…106は、山と山107…107及び谷と谷108…108間の間隔は、20mmに形成されている。従って、凹凸状部106…106の長さ109は、20cmである。また谷108…108の深さ109…109は、3mmになっている。なお谷と谷8…8間の間隔は、10〜20mmにすることが望ましい。
【0033】
図3では、打球時に当たって凹むボールの仮想球110を示したものである。ボールは、通常7cm程度の直径であり、硬さによって異なるが、本実施例の場合、変形するのは平均して4cm長さ程度の領域であった。そのため、打球時に球110と接触するのは、通常山107aと山107bの2山の頂上だけの線状接触となる。通常は、多くても5山の接触に止まるものである。
【0034】
次に打球部が平行な従来品バットと比較して、接触面積%の比較を行なった。接触面積%は、実施例1の接触面積の測定方法と同様な方法であるので、詳細は省略する。接触面積は図示してないが、球の変形は柔軟な被覆層113ではなく、表面内部の凹凸状部106の山107aと山107bの頂上に接触して反発される。実打試験も行なって、その結果を示したものが表2である。なお、飛距離の測定値は10回の打撃の平均値である。但し、従来品のデ−タ−は、表1に示したので省略する。
【0035】
【表2】
【0036】
本発明品のバット1は、従来品と比較して、接触面積が約1/3に減少し、飛距離は約17%向上した。
【実施例3】
【0037】
図4は、本発明の木製素材からなる軟式野球用バットを総形バイトを用いた旋盤にて切削加工により製造する斜視図である。
【0038】
上記本発明のバットは、図4に示すように、輪郭切削工具50、いわゆる総形バイト51を用いた旋盤による切削加工により製造することができる。バイト51の先端を丸みを付けたものを選択すれば、バットの円周状打球部の軸線方向の断面形状を、バットの円周にそって凹状部の溝及び凸状部の畝を交互に並行に多数条設け、且つ前記凸条部を外側に向かって丸みを帯びた曲面に形成することができる。
【実施例4】
【0039】
図5は、本発明のアルミ合金からなる軟式野球用バットをローラを用いた旋盤加工により製造する斜視図である。
【0040】
上記本発明のバットは、図5に示すように、ローラ工具150のローラ151を用いた旋盤による加工により製造することができる。ローラ151の先端を丸みを付けたものを選択すれば、バットの円周状打球部の軸線方向の断面形状を、バットの円周にそって凹状部の溝及び凸状部の畝を交互に並行に多数条設け、且つ前記凸条部を外側に向かって丸みを帯びた曲面に形成することができる。
なお、凹凸状部はヘラ工具のヘラを用いた旋盤による加工により製造することもできる。
【実施例5】
【0041】
図6は、本発明のカーボン繊維入りFRPの合成樹脂製素材からなる軟式野球用バットの一実施例を示す正面図である。
【0042】
バット201の打球部203には、縦方向に凹凸状部206…206を多数設けている。これは、合成樹脂製のバットの場合、金型による成型加工により形成されるので、縦筋も容易に作ることができる。そして凹凸状部206…206の表面には、被覆層として、ゴム又は樹脂製の筒状シート213が覆装されている。
【産業上の利用可能性】
【0043】
本発明のバットは、ノック用を始めとする野球用又はソフトボール用のバットとして広く利用しうるものである。
【図面の簡単な説明】
【0044】
【図1】本発明の木製素材からなる軟式野球用ノックバットの打球時の仮想球を含む正面図である。
【図2】本発明品と従来品のバットを対比した打球時の球の接触面積を示す平面図である。
【図3】本発明のアルミ合金からなる軟式野球用バットの断面図である。
【図4】本発明の木製素材からなる軟式野球用バットを総形バイトを用いた旋盤にて切削加工により製造する斜視図である。
【図5】本発明のアルミ合金からなる軟式野球用バットをローラを用いて旋盤加工により製造する斜視図である。
【図6】本発明のカ−ボン繊維入りFRP等の合成樹脂製素材からなる軟式野球用バットを示す正面図である。
【符号の説明】
【0045】
1,101,201 バット
2,102
バットの先端部
3,103,203 バットの打球部
4,104 バットのテーパー部
5,105
バットのグリップ部
6,106,206 凹凸状部
7,7a,7b
凹凸状部の山
107,107a,107b 凹凸状部の山
8,108
凹凸状部の谷
9,109
凹凸状部の深さ
10,110
打球する仮想球
11
球
12
接触面積
113,213
被覆層
50
切削工具
51
総形バイト
150
ローラ工具
151
ローラ
A
従来品の接触面積
【特許請求の範囲】
【請求項1】
バットのテーパー部を含まない円筒状打球部のバットの軸線方向の断面形状を、表面が凹状部の谷及び凸状部の山をバットの円周にそって交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成するとともに前記凹凸部がバット表面に現れないように筒状に加工したゴム、樹脂、皮革等のシートで前記バット表面を被覆したことを特徴とする金属製、木製又はカーボン繊維入りのFRPからなる野球用又はソフトボール用バット。
【請求項2】
前記凹凸状部を、5〜20mm間隔にし、打球時に球と接触する凸部を2山ないし5山とした請求項1記載の野球用又はソフトボール用バット。
【請求項3】
野球用バットが、ノック用である請求項1記載の野球用又はソフトボール用バット。
【請求項4】
前記凹凸状部の外周表面に、0.5〜3.0mm厚のゴム、樹脂又は皮革製の筒状シ−ト又はネットを覆装した請求項1ないし請求項3のいずれかに記載の野球用又はソフトボール用バット。
【請求項5】
テーパー部を含まない円筒状打球部のバット表面に、総形バイトを用いた旋盤による切削加工により凹状部の谷及び凸状部の山を交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成したことを特徴とする木製の野球用又はソフトボール用バットの製造方法。
【請求項6】
テーパー部を含まない円筒状打球部のバット表面に、ヘラ又はローラを用いて旋盤による加工により製造したことを特徴とする金属製の野球用又はソフトボール用バットの製造方法。
【請求項7】
バットのテーパー部を含まない円筒状打球部に、表面が凹状部の谷及び凸状部の山を交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面の形成を金型により製造したことを特徴とするカーボン繊維入りのFRP等からなる合成樹脂製の野球用又はソフトボール用バットの製造方法。
【請求項1】
バットのテーパー部を含まない円筒状打球部のバットの軸線方向の断面形状を、表面が凹状部の谷及び凸状部の山をバットの円周にそって交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成するとともに前記凹凸部がバット表面に現れないように筒状に加工したゴム、樹脂、皮革等のシートで前記バット表面を被覆したことを特徴とする金属製、木製又はカーボン繊維入りのFRPからなる野球用又はソフトボール用バット。
【請求項2】
前記凹凸状部を、5〜20mm間隔にし、打球時に球と接触する凸部を2山ないし5山とした請求項1記載の野球用又はソフトボール用バット。
【請求項3】
野球用バットが、ノック用である請求項1記載の野球用又はソフトボール用バット。
【請求項4】
前記凹凸状部の外周表面に、0.5〜3.0mm厚のゴム、樹脂又は皮革製の筒状シ−ト又はネットを覆装した請求項1ないし請求項3のいずれかに記載の野球用又はソフトボール用バット。
【請求項5】
テーパー部を含まない円筒状打球部のバット表面に、総形バイトを用いた旋盤による切削加工により凹状部の谷及び凸状部の山を交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面に形成したことを特徴とする木製の野球用又はソフトボール用バットの製造方法。
【請求項6】
テーパー部を含まない円筒状打球部のバット表面に、ヘラ又はローラを用いて旋盤による加工により製造したことを特徴とする金属製の野球用又はソフトボール用バットの製造方法。
【請求項7】
バットのテーパー部を含まない円筒状打球部に、表面が凹状部の谷及び凸状部の山を交互に並列に多数条設け、且つ前記凸状部を外側に向かって丸みを帯びた曲面の形成を金型により製造したことを特徴とするカーボン繊維入りのFRP等からなる合成樹脂製の野球用又はソフトボール用バットの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−341072(P2006−341072A)
【公開日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願番号】特願2005−379094(P2005−379094)
【出願日】平成17年12月28日(2005.12.28)
【出願人】(592109156)藤井金属化工株式会社 (9)
【出願人】(391041590)株式会社エスエスケイ (7)
【公開日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願日】平成17年12月28日(2005.12.28)
【出願人】(592109156)藤井金属化工株式会社 (9)
【出願人】(391041590)株式会社エスエスケイ (7)
[ Back to top ]