
釣り竿
【課題】曲げ強度等の低下を抑制し、外観デザイン上の違和感を解消し、かつ、製作し易い釣り竿を提供する。
【解決手段】手元側竿体1を、その竿先端部に配置された内側層1Bと、その内側層1Bの外側で手元側竿体1の全長に亘って配置される外側層1Cとで構成する。内側層1Bを、竿先端部より竿元側に位置する内周面より内向きに膨出すべく、繊維強化プリプレグ製のリーマパターンを巻回して構成する。外側層1Cを、その外周面が一定又は略一定の外径を呈するストレート外周面となる状態に繊維強化プリプレグ製のメインパターンを巻回して構成してある。
【解決手段】手元側竿体1を、その竿先端部に配置された内側層1Bと、その内側層1Bの外側で手元側竿体1の全長に亘って配置される外側層1Cとで構成する。内側層1Bを、竿先端部より竿元側に位置する内周面より内向きに膨出すべく、繊維強化プリプレグ製のリーマパターンを巻回して構成する。外側層1Cを、その外周面が一定又は略一定の外径を呈するストレート外周面となる状態に繊維強化プリプレグ製のメインパターンを巻回して構成してある。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、グリップ部及びリール取付部を有する手元側竿体と、前記手元側竿体の全長に対して1.3倍以上の全長を有しその手元側竿体に並継式に連結される穂先側竿体とを備えた釣り竿に関する。
【背景技術】
【0002】
前記手元側竿体の竿先端部に前記穂先側竿体に対する並継構造を形成するに際して、手元側竿体を筒状体に形成し、その筒状体の竿先端部で、穂先側竿体の竿尻端部を内嵌合保持する構成を採っていた(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−75018号公報(公報段落番号〔0024〕、図6)
【特許文献2】特開2005−27593号公報(公報段落番号〔0004〕、図6)
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記釣り竿においては、手元側竿体の全長の略1,5倍近くなる穂先側竿体を、手元側竿体が片持ち状態で支持する構成を採っている。その為に、手元側竿体の前記竿先端部には、穂先側竿体の竿元端部を内嵌合した状態で、大きな荷重が作用する。
そのような大きな荷重を支持しなければならないにも拘わらず、手元側竿体の竿先端部は、略一定の肉厚を呈する筒状体に形成されているだけで、強度が十分でない場合があった。
そこで、特許文献2の図6で示すように、手元側竿体の竿先端部の内周面側に肉厚を補強すべく、補強パターン(以後リーマパターンと称する)を配置することも考えられる。
しかし、このような構成であっても、竿元側竿体の竿先端部の外周面が盛り上がりを生じたり、そのリーマパターンの外側に巻き付けたメインパターンに段差部分ができて、その段差部分での皺の発生や強化繊維が蛇行することによる強度低下を生ずる等の問題があった。
一方、上記した繊維の蛇行等を回避する為に、前記した特許文献2の図3で示すように、手元側竿体の竿先端部の外周面にリーマパターンを巻回することも考えられる。
しかし、この場合にも、リーマパターンを巻き付けた部分とそのリーマパターンの竿元側に位置するメインパターンの外周面との間には段差が形成されることとなり、この段差部分において外観が低下するとともに、段差部分を均すために樹脂塗料で修正したり、さらには、センタレス研磨機で均し処理を加える等の手段を施していた。
本発明の目的は、曲げ強度等の低下を抑制し、外観デザイン上の違和感を解消し、かつ、製作し易い釣り竿を提供する点にある。
【課題を解決するための手段】
【0005】
〔構成〕
請求項1に係る発明の特徴構成は、前記手元側竿体を、その竿先端部に配置された内側層と、その内側層の外側で前記手元側竿体の全長に亘って配置される外側層とで構成し、前記内側層を、前記竿先端部より竿元側に位置する内周面より内向きに膨出すべく、繊維強化プリプレグ製のリーマパターンを巻回して構成し、前記外側層を、その外周面が一定又は略一定の外径を呈するストレート外周面となる状態に繊維強化プリプレグ製のメインパターンを巻回して構成してある点にあり、その作用効果は次の通りである。
【0006】
〔作用〕
手元側竿体の竿先端部に、前記手元側竿体の前記竿先端部より竿元側に位置する内周面より内向きに膨出する内側層を形成することによって、竿元側竿体の竿先端部の肉厚を外周面に段差を生じることなく厚くすることができ、穂先側竿体を連結支持するだけの曲げ強度を確保できた。
これに対して、繊維強化プリプレグ製のメインパターンを巻回して構成した外側層は、外径が一定又は略一定のストレート外周面に形成することができ、外観の低下を抑制できることとなった。しかも、このことは、従来と同様に、外側層を形成する繊維強化プリプレグ製のメインパターンを内側層の外側に巻回したにも拘わらず、その内側層の存在によっても、メインパターンの強化繊維は、蛇行するものではない。
このことによって、繊維の強度が十分に発揮されるものとなる。
さらには、外側層の外周面が全長に亘って、一定の外径又は略一定の外径に構成されるので、段差を均す為の処理工程を必要としない又は必要であっても少なくすることができ、リールシートやグリップ部を外嵌装着する場合にも装着作業が容易になる。
【0007】
〔効果〕
以上のように、内向きに膨出する内側層と、外周面の外径を一定又は略一定に巻回した外側層を形成することによって、曲げ強度等の低下を抑制し、外観デザイン上の違和感を解消し、かつ、製作し易い釣り竿を提供することができた。
【0008】
〔構成〕
請求項2に係る発明の特徴構成は、前記内側層の内周面を竿先側程1/1000mm〜5/1000mmの傾斜度で拡径する内側傾斜面部に形成し、前記穂先側竿体の竿元端部の外周面を前記内側傾斜面に沿う外側傾斜面に形成している点にあり、その作用効果は次の通りである。
【0009】
〔作用効果〕
内側傾斜面部と外側傾斜面部とを形成したので、手元側竿体の竿先端部に穂先側竿体の竿元端部に内嵌して両竿体を連結した際に、両傾斜面部が竿先側程1/1000mm〜5/1000mmの傾斜度で拡径する形状に構成されているので、次のようなことが言える。
【0010】
つまり、穂先側竿体の外側傾斜面部が竿軸芯に対して前記した傾斜度によって、傾斜することによって、一定の嵌合長さにばらつくことなく加工可能であり、実釣に際し繰り返し嵌合することによっても、嵌合がルーズになったり、嵌合長さが変わってしまうようなことがない。穂先側竿体が手元側竿体に連結された状態で両者に曲げ荷重が作用した場合であっても固着するようなことは少なく、外側傾斜面と内側傾斜面との密着性は保持されることとなり、穂先側竿体が手元側竿体から抜け難い構成となっている。
【0011】
〔構成〕
請求項3に係る発明の特徴構成は、前記内側層を、ポリエステル強化繊維を編み込んだリーマパターンを巻回して構成してある点にあり、その作用効果は次の通りである。
【0012】
〔作用効果〕
つまり、強化繊維を編み込んだプリプレグをリーマパターンといして巻回しているので、単に引き揃えプリプレグを使用する場合に比べて、曲げ強度だけでなく、剪断方向の力に対しても強度を発揮する。
しかも、炭素繊維等の高弾性の強化繊維を使用する引き揃えプリプレグを使用する場合に比べて、ポリエステル強化繊維を使用しているので、内側傾斜面部を加工する際に、加工が容易であり、かつ、軽量化にも寄与できる。
【0013】
〔構成〕
請求項4に係る発明の特徴構成は、前記内側層の前記内側傾斜面部を、粗面に形成してある点にあり、その作用効果は次の通りである。
【0014】
〔作用効果〕
これによって、穂先側竿体を手元側竿体に連結した状態で、曲げ力が掛かって場合には、粗面であることによって連結状態が解除され難く、かつ、曲げ力が掛かっていない状態では、連結状態を解除し易い。
【0015】
〔構成〕
請求項5に係る発明の特徴構成は、請求項1〜4のうちのいずれか一つに記載の釣り竿を製造する際に使用される芯金であって、先端から元部に向かって前記内側層に対応する長さよりも若干長い長さを有する小径先端部を形成するとともに、小径先端部の元部側に、前記小径先端部の外径より大径でかつ元部端に至るまで一定又は略一定の外径を呈する大径部を形成してある点にあり、その作用効果は次の通りである。
【0016】
〔作用効果〕
このような芯金を使用することによって、請求項1で記載した外側層のように、外径が一定又は略一定のものを形成することができる。
つまり、小径先端部を形成してあるので、その小径先端部にリーマパターンを巻回し、大径部の外径と同じ外径となるように巻回する。
そのリーマパターンの上からメインパターンを巻回すると、外径が一定又は略一定の外径を呈する外側層が形成される。
これによって、外側層の外周面に対して研磨加工等の加工工程を省略又は抑制することができる。
【図面の簡単な説明】
【0017】
【図1】図1は、ツーピースタイプのカレイ釣用釣り竿を示す分解側面図である。
【図2】図2(a)は、穂先側竿体の竿元端部と手元側竿体の竿先端部との並継部位を示し、連結される前の状態を示す一部切り欠き側面図、(b)は連結された状態を示す一部切り欠き側面図である。
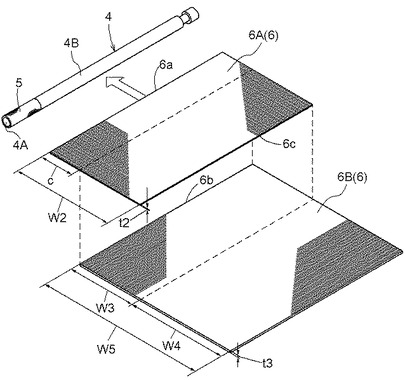
【図3】図3は、リーマパターンを芯金に巻回する前の状態を示す斜視図である。
【図4】図4は、リーマパターンを芯金に巻回した後更にその上から2枚のメインパターンを重ね合わせた状態で一度に巻回する前の状態を示す斜視図である。
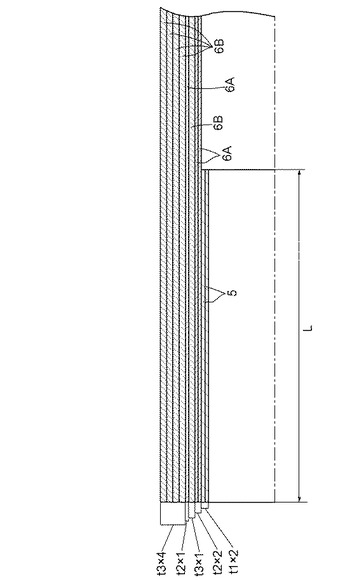
【図5】図5は、芯金にリーマパターンとメインパターンとを巻回した状態での縦断側面図である。
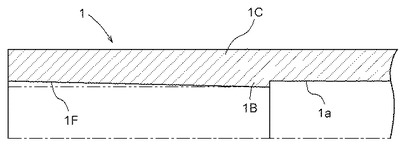
【図6】図6は、図5の状態から、リーマパターンの内向き面にリーマ加工を施して内側傾斜面部を形成した状態を示す縦断側面図である。
【図7】図7は、図2で示す構造の別実施構造であり、穂先側竿体の竿元端部と手元側竿体の竿先端部との並継部位を示し、連結される前の状態を示す一部切り欠き側面図である。
【発明を実施するための形態】
【0018】
カレイ釣に使用されるツーピースタイプの船竿である釣り竿Aについて説明する。
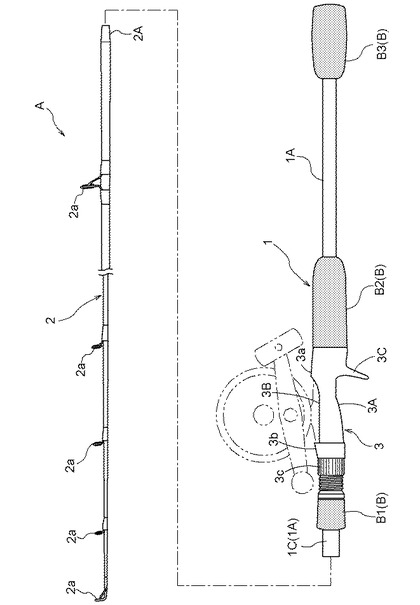
図1に示すように、釣り竿Aは、グリップ部B及びリール取付部3を有する手元側竿体1と、手元側竿体1に並継式に連結される穂先側竿体2とを備えて、構成されている。
手元側竿体1は、後記するようにプリプレグ製の筒状体であり、竿先端から竿元端までの単一の竿素材1Aで構成される。
【0019】
グリップ部Bは、リール取付部3より竿先側に位置するフロントグリップ部B1と、リール取付部3より竿元側に配置された第1リアグリップ部B2と、竿元端部に配置された第2リアグリップ部B3とでなる。
これらのグリップ部Bは、NBR等の軟質材で構成され、手元側竿体1を構成する単一竿素材1Aに外嵌装着されている。各グリップ部Bにおける軟質材は、同一材でもよく、または、設置位置によって異なる材質のものを使用してもよい。また、表面に対しても滑り難い梨地模様等を施してもよい。
【0020】
図1に示すように、リール取付部3は、竿素材1に外嵌固定される筒状本体3Aと、筒状本体3Aに一体形成されているリール脚取付部3Bと、リール脚取付部3Bと竿軸線を挟んで反対側に延出されたトリガー3Cとを備えている。
リール脚載置部3Bは、竿端側に位置する固定フード3aと、固定フード3aに対向する可動フード3bと可動フード3bを竿軸線方向に沿ってスライド往復移動させるナット3cとで構成されている。
【0021】
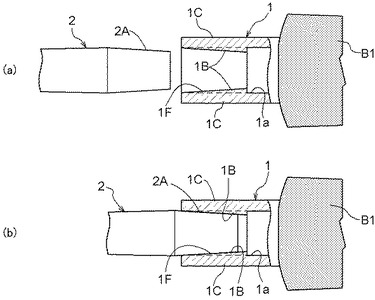
次に、穂先側竿体2と手元側竿体1との並継構造について説明する。図2(a),(b)に示すように、穂先側竿体2の竿元端部に、竿元端側程小径化する外側傾斜面部2Aを形成する。この外側傾斜面部2Aの傾斜度は、1/1000mm〜5/1000mmの間の傾斜度を採る。
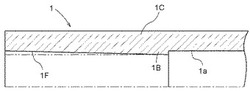
一方、図2及び図6に示すように、手元側竿体1を、その竿先端部に配置され前記手元側竿体1の前記竿先端部より竿元側に位置する内周面1aより内向きに膨出する内側層1Bと、その内側層1Bの外側で前記手元側竿体1の全長に亘って配置される外側層1Cとで構成してある。
そして、内側層1Bの内向き面に緩傾斜の内側傾斜面1Fを形成してある。この内側傾斜面部1Fの傾斜度は、1/1000mm〜5/1000mmの間の傾斜度を採る。
【0022】
穂先側竿体2について説明する。図1に示すように、穂先側竿体2は、中空筒状体と中実棒状体とを複合構成したのもので、竿軸線に沿って複数個の釣糸用ガイド2aを装着してある。
中空筒状体の構成としては次のようになる。図示していないが、最内層に周方向に強化繊維を配置したプリプレグテープを螺旋状に巻回して構成し、その上から強化繊維を軸方向に引き揃え配置した2枚のメインパターンを貼り合わせたものを巻回し、先端部にリーマパターンを巻回し、更にその上からプリプレグテープを巻回し、元端部に嵌合パターンを巻回して、構成してある。
中空筒状体の先端部には、中実棒状体が連結一体化されている。中実棒状体は、ガラス繊維製のフィラーを500本から1000本単位に纏めて、このフィラー群を順次マトリックス樹脂としてのエポキシ樹脂等の熱硬化性樹脂液内に浸漬させて、フィラー群に樹脂を含浸させる。その樹脂を含浸させたフィラー群を、ダイスを通過させて棒状に絞り込み、その棒状体を焼成してフィラーと樹脂との一体化した個体を形成する。
【0023】
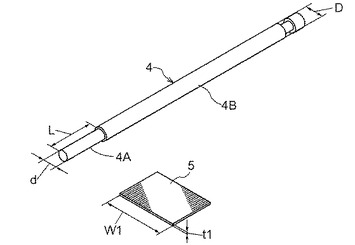
次に、手元側竿体1の製造について説明する。図3及び図4に示すように、芯金4を準備する。芯金4は、耐熱、耐腐食性のニッケル・モリブデン合金や表面焼入れ鋼(S45C)等に金属メッキ等を施して形成された棒状体である。先端から元部に向かって内側層1Bに対応する長さよりも若干長い長さLを有し一定の外径を呈する小径先端部4Aを形成する。小径先端部4Aの元部側に、小径先端部4Aの外径dより大径でかつ元部端に至るまで略一定の外径Dを呈する大径部4Bを形成してある。
【0024】
大径部4Bの外径Dは略一定に形成されており、先端から元端に向けて0.17/1000mmのテーパ度に抑制されている。
小径先端部4Aの外径dは、内側層1Bの内向き突出量を確保するだけのものに形成されており、軸線方向に沿った全長に亘って一定又は略一定の外径を呈している。
【0025】
このような芯金4に対してプリプレグを巻回して、手元側竿体1を製造する。図3に示すように、芯金4の全長より短いリーマパターン5と全長に相当する長さのメインパターン6とを巻回する。
メインパターン6は、2枚のメインパターン6A,6Bによって構成されている。下側に巻かれる第1メインパターン6Aは、芯金4に対して3プライ分の幅W2を有し、厚みt2を呈するものに裁断されている。強化繊維の向きは周方向に引き揃えられている。
【0026】
第1メインパターン6Aの上に巻かれる第2メインパターン6Bは、5プライ分の幅W5を有しており、厚みt3は第1メインパターン6Aの厚みt2の倍近い厚さを有している。強化繊維の向きは軸線方向に引き揃えられている。
第2メインパターン6Bの上に第1メインパターン6Aを重ねて一体的に貼り合わせた状態で、第1メインパターン6Aから芯金4に巻き付け固定する。第2メインパターン6Bを第1メインパターン6Aに一体的に重ねる際に、第1メインパターン6Aの一辺6aより間隔cだけズレた位置に第2メインパターン6Bの一辺6bを合わせて、図のように重ねる。
【0027】
図4に示すように、重ね合わせた状態で、第1メインパターン6Aの一辺6aに対向する他辺6cは、第2メインパターン6Bの一辺6bから幅W3だけ入り込んだ位置にある。
したがって、間隔cは芯金4に巻回した際の1プライ分の幅に相当し、幅W3は2プライ分に相当する。したがって、第1メインパターン6Aの幅W2は、3プライ分の幅を備えている。
一方、第2メインパターン6Bの幅W3は2プライ分の幅を有し、かつ、残りの部分の幅W4は3プライ分の幅を有しているので、第2メインパターン6Bの幅W5は5プライ分の幅を有している。
【0028】
2枚のメインパターン6A,6Bは、次のように形成される。炭素繊維等の強化繊維を一方向に引き揃え、その引き揃え強化繊維群にエポキシ樹脂等の熱硬化性樹脂(又は熱可塑性樹脂)を含浸させて、繊維強化樹脂シートとしてのプリプレグシートを形成する。このプリプレグシートを所定の形状に裁断してメインパターン6を形成する。
プリプレグを構成する強化繊維としては、具体的には、炭素繊維以外にガラス繊維、アラミド繊維、アルミナ繊維等が使用でき、樹脂としては、エポキシ樹脂の他に、フェノール樹脂、ポリエステル樹脂等の熱硬化性樹脂やPV(E)等の熱可塑性樹脂が使用できる。また、プリプレグとしては、織り物に樹脂を含浸させて構成したものであってもよい。
【0029】
図3に示すように、リーマパターン5は、ポリエステル繊維による織布又は不織布にポリエステル樹脂等の熱硬化性樹脂を含浸させ、プリプレグシートを形成し、所定形状に裁断する。又は、ガラス(炭素)繊維の引き揃えプリプレグを使用してもよい。
リーマパターン5は2プライ分の幅W1を有しており、厚みt1は、第2メインパターン6Bの厚みt3より薄く、第1メインパターン6Aの厚みt2より厚くなっている。
【0030】
以上のように形成したリーマパターン5を、図3及び図4に示すように、芯金4の小径先端部4Aにぴったり嵌り込むように巻回する。リーマパターン5の巻回量は2プライであり、巻回後の外周面が芯金4の大径部4Bの外周面と面一となるように巻回する。
リーマパターン5を巻回した後に、図4に示すように、第1メインパターン6Aと第2メインパターン6Bとを一体的に連結したものを第1メインパターン6Aから芯金に巻回していく。そうすると、図5で示すように、第1メインパターン6Aが2プライ分巻かれた上に1プライ分の第2メインパターン6Bが巻かれる。更に、第2メインパターン6Bの上に1プライ分だけ第1メインパターン6Aが巻回された上に、4プライ分の第2メインパターン6Bが巻回されることとなる。このようにして、図6に示すように、外側層1Cを形成する。
さらに、図示はしていないが、手元側竿体1の先部強度を補強する為に、第2メインパターン6Bの外側に先部補強パターンを巻き付けてある。この先部補強パターンは、外側にガラス繊維クロスPPによる口部補強が施されていてもよい。
【0031】
リーマパターン5とメインパターン6とを巻回した後に、成形テープを螺旋状にメインパターン6の上から全長に亘って巻き付け、芯金4とともに焼成する。焼成後は成形テープを剥離し、両端を切断し所定長にカットし、仕上げ加工を施して、竿素材1Aを形成する。
【0032】
以上のように、外側層1Cはメインパターン6を巻回した状態で全長に亘って外径が一定又は略一定のものに形成されるので、外側層1Cの外周面を整える為のセンタレス研磨工程は抑制し、バフ研磨したものでよい。
【0033】
このような竿素材1Aの竿先端部の内周面に対して、図6で示すように、リーマ工具(図示せず)によってリーマ加工を施して内側傾斜面部1Fを形成する。つまり、内側層1Bの内周面を竿先側程1/1000mmの傾斜度で拡径する内側傾斜面部1Fに形成している。内側傾斜面部1Fの傾斜度としては、0.5/1000mm〜5/1000mmの間であればよい。
これに対して、穂先側竿体2の竿元端部の外周面も同様に竿先側程0.5/1000mm〜5/1000mmの傾斜度で拡径する外側傾斜面部2Aに形成している。
このような構成によって、図2で示すように、穂先側竿体2を連結した状態で、荷重が掛かった場合には、外れ難い構成とすることができた。
【0034】
〔別実施形態〕
(1)穂先側竿体2としては、中空筒状体のものを示したが、全長に亘って中実棒状のものを採用してもよい。その具体的な構成は次のようなものである。
炭素繊維ではなく、ガラス繊維製のフィラーを500本から1000本単位に纏めて、このフィラー群を順次マトリックス樹脂としてのエポキシ樹脂等の熱硬化性樹脂液内に浸漬させて、フィラー群に樹脂を含浸させる。その樹脂を含浸させたフィラー群を、ダイスを通過させて棒状に絞り込み、その棒状体を焼成してフィラーと樹脂との一体化した個体を形成する。
焼成後は、センタレス研磨機等を使用して、所定の形状に仕上げ加工される。このような製造過程を経る穂先側竿体2は、竿元側程大径化する棒状体に形成されている。
【0035】
(2)手元側竿体1における内側層の内側傾斜面部1Cの内向き面を粗面にする構成としては、その内向き面に梨地加工を施してもよい。
【0036】
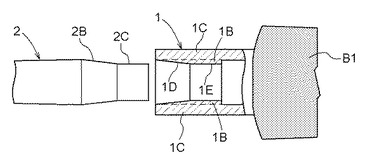
(3)穂先側竿体2の竿元端部とその竿元端部を連結する手元側竿体1の竿先端部の連結構造としては、次のようなものでもよい。図7に示すように、穂先側竿体2の竿元端部に急傾斜面部2Bとその急傾斜面部2Bの竿元側に外径を一定とする丸棒状部2Cを連接する。一方、手元側竿体1の竿先端部においては、竿先端より竿元側に向けて、急傾斜面部1Dとその竿元側に一定の内径に設定された筒状部1Eを連接してもよい。急傾斜面部2B、1Dは、内側傾斜面部1Fより急傾斜であり、角度5°位の傾斜面とする。このように、傾斜面と丸棒状部とで連結状態の安定化を図ることができる。
【0037】
(4)穂先側竿体2の全長は手元側竿体1の全長の1.3倍以上であればよいが、約1.5倍が望ましい。
【産業上の利用可能性】
【0038】
本願発明は、カレイ釣り用の船竿だけでなく、ルアー竿等にも適用可能である。
【符号の説明】
【0039】
1 手元側竿体
1B 内側層
1C 外側層
1F 内側傾斜面部
2 穂先側竿体
2A 外側傾斜面部
3 リール取付部
4 芯金
4A 小径先端部
4B 大径部
5 リーマパターン
6 メインパターン
B グリップ部
【技術分野】
【0001】
本発明は、グリップ部及びリール取付部を有する手元側竿体と、前記手元側竿体の全長に対して1.3倍以上の全長を有しその手元側竿体に並継式に連結される穂先側竿体とを備えた釣り竿に関する。
【背景技術】
【0002】
前記手元側竿体の竿先端部に前記穂先側竿体に対する並継構造を形成するに際して、手元側竿体を筒状体に形成し、その筒状体の竿先端部で、穂先側竿体の竿尻端部を内嵌合保持する構成を採っていた(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−75018号公報(公報段落番号〔0024〕、図6)
【特許文献2】特開2005−27593号公報(公報段落番号〔0004〕、図6)
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記釣り竿においては、手元側竿体の全長の略1,5倍近くなる穂先側竿体を、手元側竿体が片持ち状態で支持する構成を採っている。その為に、手元側竿体の前記竿先端部には、穂先側竿体の竿元端部を内嵌合した状態で、大きな荷重が作用する。
そのような大きな荷重を支持しなければならないにも拘わらず、手元側竿体の竿先端部は、略一定の肉厚を呈する筒状体に形成されているだけで、強度が十分でない場合があった。
そこで、特許文献2の図6で示すように、手元側竿体の竿先端部の内周面側に肉厚を補強すべく、補強パターン(以後リーマパターンと称する)を配置することも考えられる。
しかし、このような構成であっても、竿元側竿体の竿先端部の外周面が盛り上がりを生じたり、そのリーマパターンの外側に巻き付けたメインパターンに段差部分ができて、その段差部分での皺の発生や強化繊維が蛇行することによる強度低下を生ずる等の問題があった。
一方、上記した繊維の蛇行等を回避する為に、前記した特許文献2の図3で示すように、手元側竿体の竿先端部の外周面にリーマパターンを巻回することも考えられる。
しかし、この場合にも、リーマパターンを巻き付けた部分とそのリーマパターンの竿元側に位置するメインパターンの外周面との間には段差が形成されることとなり、この段差部分において外観が低下するとともに、段差部分を均すために樹脂塗料で修正したり、さらには、センタレス研磨機で均し処理を加える等の手段を施していた。
本発明の目的は、曲げ強度等の低下を抑制し、外観デザイン上の違和感を解消し、かつ、製作し易い釣り竿を提供する点にある。
【課題を解決するための手段】
【0005】
〔構成〕
請求項1に係る発明の特徴構成は、前記手元側竿体を、その竿先端部に配置された内側層と、その内側層の外側で前記手元側竿体の全長に亘って配置される外側層とで構成し、前記内側層を、前記竿先端部より竿元側に位置する内周面より内向きに膨出すべく、繊維強化プリプレグ製のリーマパターンを巻回して構成し、前記外側層を、その外周面が一定又は略一定の外径を呈するストレート外周面となる状態に繊維強化プリプレグ製のメインパターンを巻回して構成してある点にあり、その作用効果は次の通りである。
【0006】
〔作用〕
手元側竿体の竿先端部に、前記手元側竿体の前記竿先端部より竿元側に位置する内周面より内向きに膨出する内側層を形成することによって、竿元側竿体の竿先端部の肉厚を外周面に段差を生じることなく厚くすることができ、穂先側竿体を連結支持するだけの曲げ強度を確保できた。
これに対して、繊維強化プリプレグ製のメインパターンを巻回して構成した外側層は、外径が一定又は略一定のストレート外周面に形成することができ、外観の低下を抑制できることとなった。しかも、このことは、従来と同様に、外側層を形成する繊維強化プリプレグ製のメインパターンを内側層の外側に巻回したにも拘わらず、その内側層の存在によっても、メインパターンの強化繊維は、蛇行するものではない。
このことによって、繊維の強度が十分に発揮されるものとなる。
さらには、外側層の外周面が全長に亘って、一定の外径又は略一定の外径に構成されるので、段差を均す為の処理工程を必要としない又は必要であっても少なくすることができ、リールシートやグリップ部を外嵌装着する場合にも装着作業が容易になる。
【0007】
〔効果〕
以上のように、内向きに膨出する内側層と、外周面の外径を一定又は略一定に巻回した外側層を形成することによって、曲げ強度等の低下を抑制し、外観デザイン上の違和感を解消し、かつ、製作し易い釣り竿を提供することができた。
【0008】
〔構成〕
請求項2に係る発明の特徴構成は、前記内側層の内周面を竿先側程1/1000mm〜5/1000mmの傾斜度で拡径する内側傾斜面部に形成し、前記穂先側竿体の竿元端部の外周面を前記内側傾斜面に沿う外側傾斜面に形成している点にあり、その作用効果は次の通りである。
【0009】
〔作用効果〕
内側傾斜面部と外側傾斜面部とを形成したので、手元側竿体の竿先端部に穂先側竿体の竿元端部に内嵌して両竿体を連結した際に、両傾斜面部が竿先側程1/1000mm〜5/1000mmの傾斜度で拡径する形状に構成されているので、次のようなことが言える。
【0010】
つまり、穂先側竿体の外側傾斜面部が竿軸芯に対して前記した傾斜度によって、傾斜することによって、一定の嵌合長さにばらつくことなく加工可能であり、実釣に際し繰り返し嵌合することによっても、嵌合がルーズになったり、嵌合長さが変わってしまうようなことがない。穂先側竿体が手元側竿体に連結された状態で両者に曲げ荷重が作用した場合であっても固着するようなことは少なく、外側傾斜面と内側傾斜面との密着性は保持されることとなり、穂先側竿体が手元側竿体から抜け難い構成となっている。
【0011】
〔構成〕
請求項3に係る発明の特徴構成は、前記内側層を、ポリエステル強化繊維を編み込んだリーマパターンを巻回して構成してある点にあり、その作用効果は次の通りである。
【0012】
〔作用効果〕
つまり、強化繊維を編み込んだプリプレグをリーマパターンといして巻回しているので、単に引き揃えプリプレグを使用する場合に比べて、曲げ強度だけでなく、剪断方向の力に対しても強度を発揮する。
しかも、炭素繊維等の高弾性の強化繊維を使用する引き揃えプリプレグを使用する場合に比べて、ポリエステル強化繊維を使用しているので、内側傾斜面部を加工する際に、加工が容易であり、かつ、軽量化にも寄与できる。
【0013】
〔構成〕
請求項4に係る発明の特徴構成は、前記内側層の前記内側傾斜面部を、粗面に形成してある点にあり、その作用効果は次の通りである。
【0014】
〔作用効果〕
これによって、穂先側竿体を手元側竿体に連結した状態で、曲げ力が掛かって場合には、粗面であることによって連結状態が解除され難く、かつ、曲げ力が掛かっていない状態では、連結状態を解除し易い。
【0015】
〔構成〕
請求項5に係る発明の特徴構成は、請求項1〜4のうちのいずれか一つに記載の釣り竿を製造する際に使用される芯金であって、先端から元部に向かって前記内側層に対応する長さよりも若干長い長さを有する小径先端部を形成するとともに、小径先端部の元部側に、前記小径先端部の外径より大径でかつ元部端に至るまで一定又は略一定の外径を呈する大径部を形成してある点にあり、その作用効果は次の通りである。
【0016】
〔作用効果〕
このような芯金を使用することによって、請求項1で記載した外側層のように、外径が一定又は略一定のものを形成することができる。
つまり、小径先端部を形成してあるので、その小径先端部にリーマパターンを巻回し、大径部の外径と同じ外径となるように巻回する。
そのリーマパターンの上からメインパターンを巻回すると、外径が一定又は略一定の外径を呈する外側層が形成される。
これによって、外側層の外周面に対して研磨加工等の加工工程を省略又は抑制することができる。
【図面の簡単な説明】
【0017】
【図1】図1は、ツーピースタイプのカレイ釣用釣り竿を示す分解側面図である。
【図2】図2(a)は、穂先側竿体の竿元端部と手元側竿体の竿先端部との並継部位を示し、連結される前の状態を示す一部切り欠き側面図、(b)は連結された状態を示す一部切り欠き側面図である。
【図3】図3は、リーマパターンを芯金に巻回する前の状態を示す斜視図である。
【図4】図4は、リーマパターンを芯金に巻回した後更にその上から2枚のメインパターンを重ね合わせた状態で一度に巻回する前の状態を示す斜視図である。
【図5】図5は、芯金にリーマパターンとメインパターンとを巻回した状態での縦断側面図である。
【図6】図6は、図5の状態から、リーマパターンの内向き面にリーマ加工を施して内側傾斜面部を形成した状態を示す縦断側面図である。
【図7】図7は、図2で示す構造の別実施構造であり、穂先側竿体の竿元端部と手元側竿体の竿先端部との並継部位を示し、連結される前の状態を示す一部切り欠き側面図である。
【発明を実施するための形態】
【0018】
カレイ釣に使用されるツーピースタイプの船竿である釣り竿Aについて説明する。
図1に示すように、釣り竿Aは、グリップ部B及びリール取付部3を有する手元側竿体1と、手元側竿体1に並継式に連結される穂先側竿体2とを備えて、構成されている。
手元側竿体1は、後記するようにプリプレグ製の筒状体であり、竿先端から竿元端までの単一の竿素材1Aで構成される。
【0019】
グリップ部Bは、リール取付部3より竿先側に位置するフロントグリップ部B1と、リール取付部3より竿元側に配置された第1リアグリップ部B2と、竿元端部に配置された第2リアグリップ部B3とでなる。
これらのグリップ部Bは、NBR等の軟質材で構成され、手元側竿体1を構成する単一竿素材1Aに外嵌装着されている。各グリップ部Bにおける軟質材は、同一材でもよく、または、設置位置によって異なる材質のものを使用してもよい。また、表面に対しても滑り難い梨地模様等を施してもよい。
【0020】
図1に示すように、リール取付部3は、竿素材1に外嵌固定される筒状本体3Aと、筒状本体3Aに一体形成されているリール脚取付部3Bと、リール脚取付部3Bと竿軸線を挟んで反対側に延出されたトリガー3Cとを備えている。
リール脚載置部3Bは、竿端側に位置する固定フード3aと、固定フード3aに対向する可動フード3bと可動フード3bを竿軸線方向に沿ってスライド往復移動させるナット3cとで構成されている。
【0021】
次に、穂先側竿体2と手元側竿体1との並継構造について説明する。図2(a),(b)に示すように、穂先側竿体2の竿元端部に、竿元端側程小径化する外側傾斜面部2Aを形成する。この外側傾斜面部2Aの傾斜度は、1/1000mm〜5/1000mmの間の傾斜度を採る。
一方、図2及び図6に示すように、手元側竿体1を、その竿先端部に配置され前記手元側竿体1の前記竿先端部より竿元側に位置する内周面1aより内向きに膨出する内側層1Bと、その内側層1Bの外側で前記手元側竿体1の全長に亘って配置される外側層1Cとで構成してある。
そして、内側層1Bの内向き面に緩傾斜の内側傾斜面1Fを形成してある。この内側傾斜面部1Fの傾斜度は、1/1000mm〜5/1000mmの間の傾斜度を採る。
【0022】
穂先側竿体2について説明する。図1に示すように、穂先側竿体2は、中空筒状体と中実棒状体とを複合構成したのもので、竿軸線に沿って複数個の釣糸用ガイド2aを装着してある。
中空筒状体の構成としては次のようになる。図示していないが、最内層に周方向に強化繊維を配置したプリプレグテープを螺旋状に巻回して構成し、その上から強化繊維を軸方向に引き揃え配置した2枚のメインパターンを貼り合わせたものを巻回し、先端部にリーマパターンを巻回し、更にその上からプリプレグテープを巻回し、元端部に嵌合パターンを巻回して、構成してある。
中空筒状体の先端部には、中実棒状体が連結一体化されている。中実棒状体は、ガラス繊維製のフィラーを500本から1000本単位に纏めて、このフィラー群を順次マトリックス樹脂としてのエポキシ樹脂等の熱硬化性樹脂液内に浸漬させて、フィラー群に樹脂を含浸させる。その樹脂を含浸させたフィラー群を、ダイスを通過させて棒状に絞り込み、その棒状体を焼成してフィラーと樹脂との一体化した個体を形成する。
【0023】
次に、手元側竿体1の製造について説明する。図3及び図4に示すように、芯金4を準備する。芯金4は、耐熱、耐腐食性のニッケル・モリブデン合金や表面焼入れ鋼(S45C)等に金属メッキ等を施して形成された棒状体である。先端から元部に向かって内側層1Bに対応する長さよりも若干長い長さLを有し一定の外径を呈する小径先端部4Aを形成する。小径先端部4Aの元部側に、小径先端部4Aの外径dより大径でかつ元部端に至るまで略一定の外径Dを呈する大径部4Bを形成してある。
【0024】
大径部4Bの外径Dは略一定に形成されており、先端から元端に向けて0.17/1000mmのテーパ度に抑制されている。
小径先端部4Aの外径dは、内側層1Bの内向き突出量を確保するだけのものに形成されており、軸線方向に沿った全長に亘って一定又は略一定の外径を呈している。
【0025】
このような芯金4に対してプリプレグを巻回して、手元側竿体1を製造する。図3に示すように、芯金4の全長より短いリーマパターン5と全長に相当する長さのメインパターン6とを巻回する。
メインパターン6は、2枚のメインパターン6A,6Bによって構成されている。下側に巻かれる第1メインパターン6Aは、芯金4に対して3プライ分の幅W2を有し、厚みt2を呈するものに裁断されている。強化繊維の向きは周方向に引き揃えられている。
【0026】
第1メインパターン6Aの上に巻かれる第2メインパターン6Bは、5プライ分の幅W5を有しており、厚みt3は第1メインパターン6Aの厚みt2の倍近い厚さを有している。強化繊維の向きは軸線方向に引き揃えられている。
第2メインパターン6Bの上に第1メインパターン6Aを重ねて一体的に貼り合わせた状態で、第1メインパターン6Aから芯金4に巻き付け固定する。第2メインパターン6Bを第1メインパターン6Aに一体的に重ねる際に、第1メインパターン6Aの一辺6aより間隔cだけズレた位置に第2メインパターン6Bの一辺6bを合わせて、図のように重ねる。
【0027】
図4に示すように、重ね合わせた状態で、第1メインパターン6Aの一辺6aに対向する他辺6cは、第2メインパターン6Bの一辺6bから幅W3だけ入り込んだ位置にある。
したがって、間隔cは芯金4に巻回した際の1プライ分の幅に相当し、幅W3は2プライ分に相当する。したがって、第1メインパターン6Aの幅W2は、3プライ分の幅を備えている。
一方、第2メインパターン6Bの幅W3は2プライ分の幅を有し、かつ、残りの部分の幅W4は3プライ分の幅を有しているので、第2メインパターン6Bの幅W5は5プライ分の幅を有している。
【0028】
2枚のメインパターン6A,6Bは、次のように形成される。炭素繊維等の強化繊維を一方向に引き揃え、その引き揃え強化繊維群にエポキシ樹脂等の熱硬化性樹脂(又は熱可塑性樹脂)を含浸させて、繊維強化樹脂シートとしてのプリプレグシートを形成する。このプリプレグシートを所定の形状に裁断してメインパターン6を形成する。
プリプレグを構成する強化繊維としては、具体的には、炭素繊維以外にガラス繊維、アラミド繊維、アルミナ繊維等が使用でき、樹脂としては、エポキシ樹脂の他に、フェノール樹脂、ポリエステル樹脂等の熱硬化性樹脂やPV(E)等の熱可塑性樹脂が使用できる。また、プリプレグとしては、織り物に樹脂を含浸させて構成したものであってもよい。
【0029】
図3に示すように、リーマパターン5は、ポリエステル繊維による織布又は不織布にポリエステル樹脂等の熱硬化性樹脂を含浸させ、プリプレグシートを形成し、所定形状に裁断する。又は、ガラス(炭素)繊維の引き揃えプリプレグを使用してもよい。
リーマパターン5は2プライ分の幅W1を有しており、厚みt1は、第2メインパターン6Bの厚みt3より薄く、第1メインパターン6Aの厚みt2より厚くなっている。
【0030】
以上のように形成したリーマパターン5を、図3及び図4に示すように、芯金4の小径先端部4Aにぴったり嵌り込むように巻回する。リーマパターン5の巻回量は2プライであり、巻回後の外周面が芯金4の大径部4Bの外周面と面一となるように巻回する。
リーマパターン5を巻回した後に、図4に示すように、第1メインパターン6Aと第2メインパターン6Bとを一体的に連結したものを第1メインパターン6Aから芯金に巻回していく。そうすると、図5で示すように、第1メインパターン6Aが2プライ分巻かれた上に1プライ分の第2メインパターン6Bが巻かれる。更に、第2メインパターン6Bの上に1プライ分だけ第1メインパターン6Aが巻回された上に、4プライ分の第2メインパターン6Bが巻回されることとなる。このようにして、図6に示すように、外側層1Cを形成する。
さらに、図示はしていないが、手元側竿体1の先部強度を補強する為に、第2メインパターン6Bの外側に先部補強パターンを巻き付けてある。この先部補強パターンは、外側にガラス繊維クロスPPによる口部補強が施されていてもよい。
【0031】
リーマパターン5とメインパターン6とを巻回した後に、成形テープを螺旋状にメインパターン6の上から全長に亘って巻き付け、芯金4とともに焼成する。焼成後は成形テープを剥離し、両端を切断し所定長にカットし、仕上げ加工を施して、竿素材1Aを形成する。
【0032】
以上のように、外側層1Cはメインパターン6を巻回した状態で全長に亘って外径が一定又は略一定のものに形成されるので、外側層1Cの外周面を整える為のセンタレス研磨工程は抑制し、バフ研磨したものでよい。
【0033】
このような竿素材1Aの竿先端部の内周面に対して、図6で示すように、リーマ工具(図示せず)によってリーマ加工を施して内側傾斜面部1Fを形成する。つまり、内側層1Bの内周面を竿先側程1/1000mmの傾斜度で拡径する内側傾斜面部1Fに形成している。内側傾斜面部1Fの傾斜度としては、0.5/1000mm〜5/1000mmの間であればよい。
これに対して、穂先側竿体2の竿元端部の外周面も同様に竿先側程0.5/1000mm〜5/1000mmの傾斜度で拡径する外側傾斜面部2Aに形成している。
このような構成によって、図2で示すように、穂先側竿体2を連結した状態で、荷重が掛かった場合には、外れ難い構成とすることができた。
【0034】
〔別実施形態〕
(1)穂先側竿体2としては、中空筒状体のものを示したが、全長に亘って中実棒状のものを採用してもよい。その具体的な構成は次のようなものである。
炭素繊維ではなく、ガラス繊維製のフィラーを500本から1000本単位に纏めて、このフィラー群を順次マトリックス樹脂としてのエポキシ樹脂等の熱硬化性樹脂液内に浸漬させて、フィラー群に樹脂を含浸させる。その樹脂を含浸させたフィラー群を、ダイスを通過させて棒状に絞り込み、その棒状体を焼成してフィラーと樹脂との一体化した個体を形成する。
焼成後は、センタレス研磨機等を使用して、所定の形状に仕上げ加工される。このような製造過程を経る穂先側竿体2は、竿元側程大径化する棒状体に形成されている。
【0035】
(2)手元側竿体1における内側層の内側傾斜面部1Cの内向き面を粗面にする構成としては、その内向き面に梨地加工を施してもよい。
【0036】
(3)穂先側竿体2の竿元端部とその竿元端部を連結する手元側竿体1の竿先端部の連結構造としては、次のようなものでもよい。図7に示すように、穂先側竿体2の竿元端部に急傾斜面部2Bとその急傾斜面部2Bの竿元側に外径を一定とする丸棒状部2Cを連接する。一方、手元側竿体1の竿先端部においては、竿先端より竿元側に向けて、急傾斜面部1Dとその竿元側に一定の内径に設定された筒状部1Eを連接してもよい。急傾斜面部2B、1Dは、内側傾斜面部1Fより急傾斜であり、角度5°位の傾斜面とする。このように、傾斜面と丸棒状部とで連結状態の安定化を図ることができる。
【0037】
(4)穂先側竿体2の全長は手元側竿体1の全長の1.3倍以上であればよいが、約1.5倍が望ましい。
【産業上の利用可能性】
【0038】
本願発明は、カレイ釣り用の船竿だけでなく、ルアー竿等にも適用可能である。
【符号の説明】
【0039】
1 手元側竿体
1B 内側層
1C 外側層
1F 内側傾斜面部
2 穂先側竿体
2A 外側傾斜面部
3 リール取付部
4 芯金
4A 小径先端部
4B 大径部
5 リーマパターン
6 メインパターン
B グリップ部
【特許請求の範囲】
【請求項1】
グリップ部及びリール取付部を有する手元側竿体と、前記手元側竿体の全長に対して1.3倍以上の全長を有しその手元側竿体に並継式に連結される穂先側竿体とを備えた釣り竿であって、
前記手元側竿体を、その竿先端部に配置された内側層と、その内側層の外側で前記手元側竿体の全長に亘って配置される外側層とで構成し、前記内側層を、前記竿先端部より竿元側に位置する内周面より内向きに膨出すべく、繊維強化プリプレグ製のリーマパターンを巻回して構成し、前記外側層を、その外周面が一定又は略一定の外径を呈するストレート外周面となる状態に繊維強化プリプレグ製のメインパターンを巻回して構成してある釣り竿。
【請求項2】
前記内側層の内周面を竿先側程1/1000mm〜5/1000mmの傾斜度で拡径する内側傾斜面部に形成し、前記穂先側竿体の竿元端部の外周面を前記内側傾斜面に沿う外側傾斜面に形成している請求項1記載の釣り竿。
【請求項3】
前前記内側層を、ポリエステル強化繊維を編み込んだリーマパターンを巻回して構成してある請求項1又は2記載の釣り竿。
【請求項4】
前記内側層の前記内側傾斜面部を、粗面に形成してある請求項1〜3のうちのいずれか一項に記載の釣り竿。
【請求項5】
請求項1〜4のうちのいずれか一つに記載の釣り竿を製造する際に使用される芯金であって、先端から元部に向かって前記内側層に対応する長さよりも若干長い長さを有する小径先端部を形成するとともに、小径先端部の元部側に、前記小径先端部の外径より大径でかつ元部端に至るまで一定又は略一定の外径を呈する大径部を形成してある芯金。
【請求項1】
グリップ部及びリール取付部を有する手元側竿体と、前記手元側竿体の全長に対して1.3倍以上の全長を有しその手元側竿体に並継式に連結される穂先側竿体とを備えた釣り竿であって、
前記手元側竿体を、その竿先端部に配置された内側層と、その内側層の外側で前記手元側竿体の全長に亘って配置される外側層とで構成し、前記内側層を、前記竿先端部より竿元側に位置する内周面より内向きに膨出すべく、繊維強化プリプレグ製のリーマパターンを巻回して構成し、前記外側層を、その外周面が一定又は略一定の外径を呈するストレート外周面となる状態に繊維強化プリプレグ製のメインパターンを巻回して構成してある釣り竿。
【請求項2】
前記内側層の内周面を竿先側程1/1000mm〜5/1000mmの傾斜度で拡径する内側傾斜面部に形成し、前記穂先側竿体の竿元端部の外周面を前記内側傾斜面に沿う外側傾斜面に形成している請求項1記載の釣り竿。
【請求項3】
前前記内側層を、ポリエステル強化繊維を編み込んだリーマパターンを巻回して構成してある請求項1又は2記載の釣り竿。
【請求項4】
前記内側層の前記内側傾斜面部を、粗面に形成してある請求項1〜3のうちのいずれか一項に記載の釣り竿。
【請求項5】
請求項1〜4のうちのいずれか一つに記載の釣り竿を製造する際に使用される芯金であって、先端から元部に向かって前記内側層に対応する長さよりも若干長い長さを有する小径先端部を形成するとともに、小径先端部の元部側に、前記小径先端部の外径より大径でかつ元部端に至るまで一定又は略一定の外径を呈する大径部を形成してある芯金。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−5378(P2012−5378A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2010−142093(P2010−142093)
【出願日】平成22年6月22日(2010.6.22)
【出願人】(000002439)株式会社シマノ (1,038)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成22年6月22日(2010.6.22)
【出願人】(000002439)株式会社シマノ (1,038)
【Fターム(参考)】
[ Back to top ]