
防水電子装置の製造方法
【課題】浴室テレビでは一方のケースに取り付けた電子部品を、他方に取り付けた基板に対して半田付けする必要がある。このような場合、電子部品からのリード線を長くして、リード線を基板に半田付けした後で両ケースを合わせることも考えられるが、それではリード線が必要以上に長くなり、両ケースの合わせ面にリード線が挟み込まれる恐れが生じる。
【解決手段】一方のケースの一部であって、両ケースを溶着した状態で基板の半田付け位置に対向する位置に筒状の半田ごてを挿入する貫通孔を形成すると共に、この貫通孔を跨ぐようにリード線を一方のケースの内面に保持させ、両ケースを合わせた状態で貫通孔を通して外部から上記半田ごてを挿入してリード線を基板に半田付けし、その後に両ケースを相互に溶着させ、かつ、上記貫通孔の周囲を溶融して貫通孔を閉鎖する。
【解決手段】一方のケースの一部であって、両ケースを溶着した状態で基板の半田付け位置に対向する位置に筒状の半田ごてを挿入する貫通孔を形成すると共に、この貫通孔を跨ぐようにリード線を一方のケースの内面に保持させ、両ケースを合わせた状態で貫通孔を通して外部から上記半田ごてを挿入してリード線を基板に半田付けし、その後に両ケースを相互に溶着させ、かつ、上記貫通孔の周囲を溶融して貫通孔を閉鎖する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、浴室テレビなどの防水電子装置の製造方法に関する。
【背景技術】
【0002】
例えば浴室に設置される浴室テレビ等の防水電子装置では、内部への湯水の侵入を防止するため、ケーシングには防水性が要求される。古くは1対のケース内に電子部品を収納した状態で両ケースを接着剤により接着していたが、その製造方法では接着剤が硬化する時間、電子装置を滞留させておかなければならないため、生産性が損なわれていた。
【0003】
そこで、1対のケースを、発熱線を挟んだ状態で合わせ、その状態で発熱線に通電して発熱させることにより両ケースの合わせ面を溶融させ、その状態で両ケースを合わせ方向に押し付け溶融部分を馴染ませて両ケースを強固に溶着する方法が採用されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−44246号公報(請求項1)
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1に記載された、両ケースを相互に溶着する方法では両ケースが強固に溶着されるので、内部に収納されている電子部品を取り出す場合にはケーシングを破壊しなければならない。
【0006】
一方、浴室テレビでは一方のケースに取り付けた電子部品を、他方に取り付けた基板に対して半田付けする必要がある。このような場合、電子部品からのリード線を長くして、リード線を基板に半田付けした後で両ケースを合わせることも考えられるが、それではリード線が必要以上に長くなり、両ケースの合わせ面にリード線が挟み込まれる恐れが生じる。仮にそのような挟み込みが生じたまま両ケースを溶着させると水密性が確保できないという不具合が生じる。
【0007】
そこで本発明は、上記の問題点に鑑み、リード線を最小限の長さにして両ケースの合わせ面にリード線が挟み込まれる恐れのない防水電子装置の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために本発明による防水電子装置の製造方法は、熱可塑性の樹脂からなる1対のケースを発熱線を挟んで相互に合わせた状態で発熱線を発熱させ、両ケースを相互に溶着することにより内部を水密構造にする防水ケーシングと、両ケースの一方に取り付けられた電子部品からのリード線を、他方のケースに取り付けられた基板に対して半田付けした状態で防水ケーシング内に封入する防水電子装置の製造方法において、一方のケースの一部であって、両ケースを溶着した状態で基板の半田付け位置に対向する位置に筒状の半田ごてを挿入する貫通孔を形成すると共に、この貫通孔を跨ぐようにリード線を一方のケースの内面に保持させ、両ケースを合わせた状態で貫通孔を通して外部から上記半田ごてを挿入してリード線を基板に半田付けし、その後に両ケースを相互に溶着させ、かつ、上記貫通孔の周囲を溶融して貫通孔を閉鎖することを特徴とする。
【0009】
上述の方法であれば、両ケースを合わせる際にはリード線は基板に半田付けされておらず、最終的に基板に半田付けされるのに必要な最小限度の長さのリード線があれば十分であり、かつリード線はケースの内面に保持されているので、リード線が両ケースの合わせ面に挟み込まれることはない。
【0010】
但し、リード線を半田付けした後でないと内部の電子部品や基板等が正常に作動するかのテストを行えない。仮にリード線を半田付けした状態で機能上のエラーが出た場合、両ケースを溶着してあれば上述のようにケーシングを破壊して内部の収納物を取り出さなければならない。そこで、両ケースを溶着する前にリード線を半田付けしてテストすることが望まれる。一方、両ケースを溶着すると両ケース間の距離が溶融する分だけ縮まるので、リード線を保持する部分は基板から離しておく必要がある。貫通孔に半田ごてを挿入すると半田ごての先端でリード線が押されて保持部から外れ、半田付け位置に押し付けられるが、保持部が基板から離れているのでリード線が半田付け部に押し付けられるまでにリード線がずれる恐れがある。
【0011】
そこで、上記リード線を保持する部分にリード線の両側に位置する突起を設けると共に、基板にこの突起が嵌まる逃げ孔を設け、リード線が半田付けされる部分に押し付けられるまで突起がリード線をガイドすることが望ましい。
【発明の効果】
【0012】
以上の説明から明らかなように、本発明は、両ケースを溶着する際にリード線が両ケースの合わせ面に挟み込まれることがないので、防水電子装置の生産性を向上させることができる。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施の形態の構成を示す図
【図2】半田付け時の状態を示す斜視図
【図3】リード線を保持する構造を示す図
【図4】リード線を保持する他の構造を示す図
【図5】基板に突起が挿入される状態を示す図
【発明を実施するための形態】
【0014】
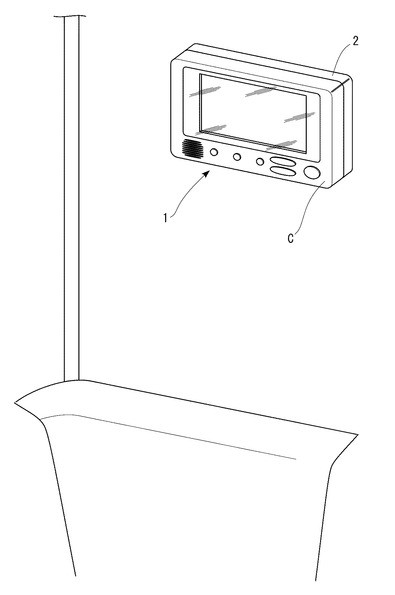
図1を参照して、1は浴室テレビであり、後述する前ケース11と後ケース2とが全周にわたって溶着されたケーシング内に各種電子部品が内蔵されている。Cは前ケース11に着脱自在に取り付けられた化粧カバーである。
【0015】
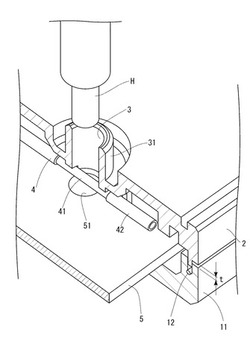
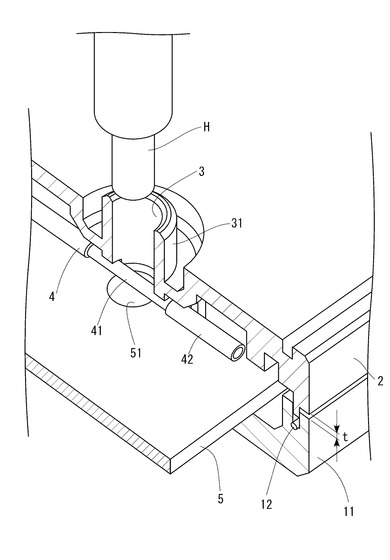
図2を参照して、後ケース2の後面には貫通孔3が形成されている。この貫通孔3は筒状の半田ごてHが挿入されるためのものである。この貫通孔3を囲繞する周壁部31は最終的に溶融され、貫通孔3を水密に閉鎖するために用いられる。また、半田ごてHは筒状であり、内部には上方からはんだが供給され、内部でそのはんだを溶融させて半田ごてHの先端が当接した部位に溶融したはんだを供給するものである。本実施の形態では、リード線4の芯線41を基板5のランド51に半田付けするために用いる。
【0016】
リード線4は芯線41を被覆したもので、先端部の被覆を除去することにより芯線41が露出するが、本実施の形態ではその被覆42を完全に除去するのではなく、露出した芯線41の両側に被覆部分を存在させて(ハーフストリップ)、その被覆部分を把持することによりリード線4を後ケース2に保持させることとした。
【0017】
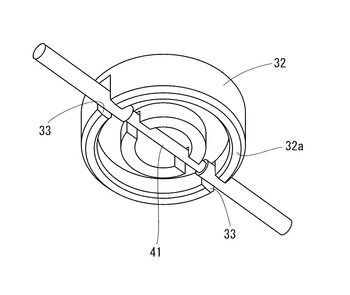
図3を参照して、その保持部分の構造は、後ケース2の内周面に円筒状の保持部32を形成し、その保持部32に対称となる2カ所の切欠き33を設けて、その切欠き33に被覆部分を把持させるようにした。すなわち、切欠き33の幅を被覆部分の直径より若干狭く形成することにより、被覆部分が切欠き33に嵌め込まれる際に弾性変形して切欠き33からリード線4が脱落しないようにした。
【0018】
このようにリード線4を保持した状態で半田ごてHを貫通孔3に挿入すると、芯線41が半田ごてHの先端に押されて下方に移動し、芯線41はランド51と半田ごてHとの間に挟まれ、半田ごてHの先端によってランド51に押し付けられることになる。その状態で半田ごてHの内部から溶融したはんだが流出して、芯線41がランド51に半田付けされる。
【0019】
このようにして芯線41がランド51に半田付けされた状態で、浴室テレビとしての機能が正常であるかテストをする。そしてテストの結果、正常であると判断された後で前ケース11と後ケース2とを溶融する。そして最後に上述のように、周壁部31を溶融させて貫通孔3を閉鎖する。
【0020】
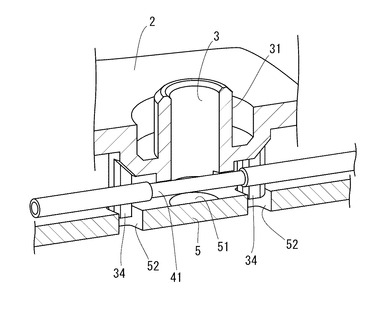
ところで、前ケース11と後ケース2との間には発熱線12が挟まれており、前ケース11と後ケース2とを溶着する際にはこの発熱線12に通電して発熱線12の周囲を溶融させ、その状態で前ケース11と後ケース2とを合わせ方向に圧縮する。そのため、前ケース11と後ケース2とを相互に溶着する前では、両者の間には図2に示すように、tの隙間が存在する。そのため、芯線41をランド51に半田付けする時点では、保持部32の先端32aと基板5との間は少なくともtだけ離れることになる。すると、半田ごてHの先端で芯線41が押されて被覆部分が切欠き33から外れてから芯線41がランド51に押し付けられるまで、リード線4は拘束されない状態になる。そのため、リード線4の位置がずれる恐れが生じる。
【0021】
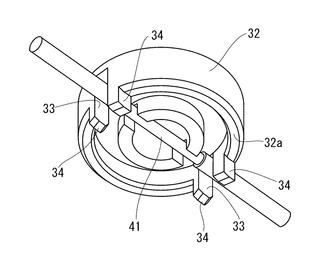
そこで、そのような場合には、図4に示すように切欠き33の両側を延長して突起34を形成することが望ましい。これら突起34によって、芯線41が半田ごてHの先端で押し下げられても被覆部分は突起34に挟まれ規制された状態を保持するので、リード線4の位置がずれる恐れは生じない。
【0022】
但し、突起34が基板5に干渉しないように、基板5には突起34が嵌まる逃げ孔52を形成しておく必要がある。
【0023】
なお、本発明は上記した形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々の変更を加えてもかまわない。
【符号の説明】
【0024】
1 浴室テレビ
2 後ケース
3 貫通孔
4 リード線
5 基板
H 半田ごて
【技術分野】
【0001】
本発明は、浴室テレビなどの防水電子装置の製造方法に関する。
【背景技術】
【0002】
例えば浴室に設置される浴室テレビ等の防水電子装置では、内部への湯水の侵入を防止するため、ケーシングには防水性が要求される。古くは1対のケース内に電子部品を収納した状態で両ケースを接着剤により接着していたが、その製造方法では接着剤が硬化する時間、電子装置を滞留させておかなければならないため、生産性が損なわれていた。
【0003】
そこで、1対のケースを、発熱線を挟んだ状態で合わせ、その状態で発熱線に通電して発熱させることにより両ケースの合わせ面を溶融させ、その状態で両ケースを合わせ方向に押し付け溶融部分を馴染ませて両ケースを強固に溶着する方法が採用されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−44246号公報(請求項1)
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1に記載された、両ケースを相互に溶着する方法では両ケースが強固に溶着されるので、内部に収納されている電子部品を取り出す場合にはケーシングを破壊しなければならない。
【0006】
一方、浴室テレビでは一方のケースに取り付けた電子部品を、他方に取り付けた基板に対して半田付けする必要がある。このような場合、電子部品からのリード線を長くして、リード線を基板に半田付けした後で両ケースを合わせることも考えられるが、それではリード線が必要以上に長くなり、両ケースの合わせ面にリード線が挟み込まれる恐れが生じる。仮にそのような挟み込みが生じたまま両ケースを溶着させると水密性が確保できないという不具合が生じる。
【0007】
そこで本発明は、上記の問題点に鑑み、リード線を最小限の長さにして両ケースの合わせ面にリード線が挟み込まれる恐れのない防水電子装置の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために本発明による防水電子装置の製造方法は、熱可塑性の樹脂からなる1対のケースを発熱線を挟んで相互に合わせた状態で発熱線を発熱させ、両ケースを相互に溶着することにより内部を水密構造にする防水ケーシングと、両ケースの一方に取り付けられた電子部品からのリード線を、他方のケースに取り付けられた基板に対して半田付けした状態で防水ケーシング内に封入する防水電子装置の製造方法において、一方のケースの一部であって、両ケースを溶着した状態で基板の半田付け位置に対向する位置に筒状の半田ごてを挿入する貫通孔を形成すると共に、この貫通孔を跨ぐようにリード線を一方のケースの内面に保持させ、両ケースを合わせた状態で貫通孔を通して外部から上記半田ごてを挿入してリード線を基板に半田付けし、その後に両ケースを相互に溶着させ、かつ、上記貫通孔の周囲を溶融して貫通孔を閉鎖することを特徴とする。
【0009】
上述の方法であれば、両ケースを合わせる際にはリード線は基板に半田付けされておらず、最終的に基板に半田付けされるのに必要な最小限度の長さのリード線があれば十分であり、かつリード線はケースの内面に保持されているので、リード線が両ケースの合わせ面に挟み込まれることはない。
【0010】
但し、リード線を半田付けした後でないと内部の電子部品や基板等が正常に作動するかのテストを行えない。仮にリード線を半田付けした状態で機能上のエラーが出た場合、両ケースを溶着してあれば上述のようにケーシングを破壊して内部の収納物を取り出さなければならない。そこで、両ケースを溶着する前にリード線を半田付けしてテストすることが望まれる。一方、両ケースを溶着すると両ケース間の距離が溶融する分だけ縮まるので、リード線を保持する部分は基板から離しておく必要がある。貫通孔に半田ごてを挿入すると半田ごての先端でリード線が押されて保持部から外れ、半田付け位置に押し付けられるが、保持部が基板から離れているのでリード線が半田付け部に押し付けられるまでにリード線がずれる恐れがある。
【0011】
そこで、上記リード線を保持する部分にリード線の両側に位置する突起を設けると共に、基板にこの突起が嵌まる逃げ孔を設け、リード線が半田付けされる部分に押し付けられるまで突起がリード線をガイドすることが望ましい。
【発明の効果】
【0012】
以上の説明から明らかなように、本発明は、両ケースを溶着する際にリード線が両ケースの合わせ面に挟み込まれることがないので、防水電子装置の生産性を向上させることができる。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施の形態の構成を示す図
【図2】半田付け時の状態を示す斜視図
【図3】リード線を保持する構造を示す図
【図4】リード線を保持する他の構造を示す図
【図5】基板に突起が挿入される状態を示す図
【発明を実施するための形態】
【0014】
図1を参照して、1は浴室テレビであり、後述する前ケース11と後ケース2とが全周にわたって溶着されたケーシング内に各種電子部品が内蔵されている。Cは前ケース11に着脱自在に取り付けられた化粧カバーである。
【0015】
図2を参照して、後ケース2の後面には貫通孔3が形成されている。この貫通孔3は筒状の半田ごてHが挿入されるためのものである。この貫通孔3を囲繞する周壁部31は最終的に溶融され、貫通孔3を水密に閉鎖するために用いられる。また、半田ごてHは筒状であり、内部には上方からはんだが供給され、内部でそのはんだを溶融させて半田ごてHの先端が当接した部位に溶融したはんだを供給するものである。本実施の形態では、リード線4の芯線41を基板5のランド51に半田付けするために用いる。
【0016】
リード線4は芯線41を被覆したもので、先端部の被覆を除去することにより芯線41が露出するが、本実施の形態ではその被覆42を完全に除去するのではなく、露出した芯線41の両側に被覆部分を存在させて(ハーフストリップ)、その被覆部分を把持することによりリード線4を後ケース2に保持させることとした。
【0017】
図3を参照して、その保持部分の構造は、後ケース2の内周面に円筒状の保持部32を形成し、その保持部32に対称となる2カ所の切欠き33を設けて、その切欠き33に被覆部分を把持させるようにした。すなわち、切欠き33の幅を被覆部分の直径より若干狭く形成することにより、被覆部分が切欠き33に嵌め込まれる際に弾性変形して切欠き33からリード線4が脱落しないようにした。
【0018】
このようにリード線4を保持した状態で半田ごてHを貫通孔3に挿入すると、芯線41が半田ごてHの先端に押されて下方に移動し、芯線41はランド51と半田ごてHとの間に挟まれ、半田ごてHの先端によってランド51に押し付けられることになる。その状態で半田ごてHの内部から溶融したはんだが流出して、芯線41がランド51に半田付けされる。
【0019】
このようにして芯線41がランド51に半田付けされた状態で、浴室テレビとしての機能が正常であるかテストをする。そしてテストの結果、正常であると判断された後で前ケース11と後ケース2とを溶融する。そして最後に上述のように、周壁部31を溶融させて貫通孔3を閉鎖する。
【0020】
ところで、前ケース11と後ケース2との間には発熱線12が挟まれており、前ケース11と後ケース2とを溶着する際にはこの発熱線12に通電して発熱線12の周囲を溶融させ、その状態で前ケース11と後ケース2とを合わせ方向に圧縮する。そのため、前ケース11と後ケース2とを相互に溶着する前では、両者の間には図2に示すように、tの隙間が存在する。そのため、芯線41をランド51に半田付けする時点では、保持部32の先端32aと基板5との間は少なくともtだけ離れることになる。すると、半田ごてHの先端で芯線41が押されて被覆部分が切欠き33から外れてから芯線41がランド51に押し付けられるまで、リード線4は拘束されない状態になる。そのため、リード線4の位置がずれる恐れが生じる。
【0021】
そこで、そのような場合には、図4に示すように切欠き33の両側を延長して突起34を形成することが望ましい。これら突起34によって、芯線41が半田ごてHの先端で押し下げられても被覆部分は突起34に挟まれ規制された状態を保持するので、リード線4の位置がずれる恐れは生じない。
【0022】
但し、突起34が基板5に干渉しないように、基板5には突起34が嵌まる逃げ孔52を形成しておく必要がある。
【0023】
なお、本発明は上記した形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々の変更を加えてもかまわない。
【符号の説明】
【0024】
1 浴室テレビ
2 後ケース
3 貫通孔
4 リード線
5 基板
H 半田ごて
【特許請求の範囲】
【請求項1】
熱可塑性の樹脂からなる1対のケースを発熱線を挟んで相互に合わせた状態で発熱線を発熱させ、両ケースを相互に溶着することにより内部を水密構造にする防水ケーシングと、両ケースの一方に取り付けられた電子部品からのリード線を、他方のケースに取り付けられた基板に対して半田付けした状態で防水ケーシング内に封入する防水電子装置の製造方法において、一方のケースの一部であって、両ケースを溶着した状態で基板の半田付け位置に対向する位置に筒状の半田ごてを挿入する貫通孔を形成すると共に、この貫通孔を跨ぐようにリード線を一方のケースの内面に保持させ、両ケースを合わせた状態で貫通孔を通して外部から上記半田ごてを挿入してリード線を基板に半田付けし、その後に両ケースを相互に溶着させ、かつ、上記貫通孔の周囲を溶融して貫通孔を閉鎖することを特徴とする防水電子装置の製造方法。
【請求項2】
上記リード線を保持する部分にリード線の両側に位置する突起を設けると共に、基板にこの突起が嵌まる逃げ孔を設けたことを特徴とする請求項1に記載の防水電子装置の製造方法。
【請求項1】
熱可塑性の樹脂からなる1対のケースを発熱線を挟んで相互に合わせた状態で発熱線を発熱させ、両ケースを相互に溶着することにより内部を水密構造にする防水ケーシングと、両ケースの一方に取り付けられた電子部品からのリード線を、他方のケースに取り付けられた基板に対して半田付けした状態で防水ケーシング内に封入する防水電子装置の製造方法において、一方のケースの一部であって、両ケースを溶着した状態で基板の半田付け位置に対向する位置に筒状の半田ごてを挿入する貫通孔を形成すると共に、この貫通孔を跨ぐようにリード線を一方のケースの内面に保持させ、両ケースを合わせた状態で貫通孔を通して外部から上記半田ごてを挿入してリード線を基板に半田付けし、その後に両ケースを相互に溶着させ、かつ、上記貫通孔の周囲を溶融して貫通孔を閉鎖することを特徴とする防水電子装置の製造方法。
【請求項2】
上記リード線を保持する部分にリード線の両側に位置する突起を設けると共に、基板にこの突起が嵌まる逃げ孔を設けたことを特徴とする請求項1に記載の防水電子装置の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−42073(P2013−42073A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−179520(P2011−179520)
【出願日】平成23年8月19日(2011.8.19)
【出願人】(000100562)アール・ビー・コントロールズ株式会社 (97)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月19日(2011.8.19)
【出願人】(000100562)アール・ビー・コントロールズ株式会社 (97)
【Fターム(参考)】
[ Back to top ]