
電動竪型射出成形機における金型取付異常の検出方法
【課題】電動竪型射出成形機において、金型の取付忘れ、異なるサイズの金型の取付、異なる組合せの金型の取付等の、金型の取付異常を検出することができる金型取付異常検出方法をを提供する。
【解決手段】電動竪型射出成形機(1)において、型締装置(2)を駆動するとき、型締用サーボモータ(25)の駆動トルクを監視して、ピークトルク(36、40)が所定の閾値(S)を越えない場合、金型(4、6)の取付状態が異常であると判断する。あるいはピークトルク(36、40)と型締完了時における駆動トルク(37、41)の差が所定の差分閾値(T)を越えない場合、金型(4、6)の取付状態が異常であると判断する。
【解決手段】電動竪型射出成形機(1)において、型締装置(2)を駆動するとき、型締用サーボモータ(25)の駆動トルクを監視して、ピークトルク(36、40)が所定の閾値(S)を越えない場合、金型(4、6)の取付状態が異常であると判断する。あるいはピークトルク(36、40)と型締完了時における駆動トルク(37、41)の差が所定の差分閾値(T)を越えない場合、金型(4、6)の取付状態が異常であると判断する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電動竪型射出成形機において、型盤装置への金型の付け忘れ、サイズの異なる金型の誤取付等の、金型の取付状態の異常を検出する金型取付異常検出方法に関するものである。
【背景技術】
【0002】
射出成形機は、従来周知のように一対の金型、これらの金型を型締する型締装置、樹脂材料を溶融して金型内に射出する射出装置等から構成され、竪型射出成形機は、型締装置を構成している可動盤と固定盤が水平になるように設けられ可動盤が垂直方向に移動して型開閉されるようになっている。このような型締装置、射出装置をサーボモータで駆動する電動竪型射出成形機は、コンパクトであると共に設置場所が小さくて済むという利点を備えている。電動竪型射出成形機も、他の射出成形機と同様に色々な安全対策が採られており、色々な方法が提案されいる。例えば、金型を開くときにガイドピンのカジリや抜け不良によって金型が破損することを防止する方法は特許文献1に、金型間に異物が挟まれて金型が破損することを防止する方法は特許文献2、3に、型締装置を適切に駆動するようにして型締装置を保護する方法は特許文献4、5において提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−166465号公報
【特許文献2】特許第3881633号公報
【特許文献3】特許第3795323号公報
【特許文献4】特開2010−42689号公報
【特許文献5】特開2010−137542号公報
【0004】
特許文献1には、金型を型開するとき型開閉用のサーボモータの出力トルクを監視して、金型のガイドピンのカジリや抜け不良を検出し、これによって金型や型締装置の故障を防止する方法が記載されている。特許文献1によると、型開するとき、型開量に応じた型開位置毎に判定用のトルクを設定して、出力トルクの異常を検出するようになっている。従って金型の型開時の状態をきめ細かく判断でき、異常を確実に検出することができる。
【0005】
特許文献2には、型閉動作をするときサーボモータのトルク、または速度を検出し、これらを微分して得られる微分値が所定の閾値を越えたら、金型に異物が挟まれていると判断する方法が記載されている。この方法においては微分値のみで異常を判断するようにする。従って温度変化等の外乱によって型締装置の特性が変化してサーボモータのトルクや速度が変化したとしても、金型間に異物が挟まれたときに、これを確実に検出することができる。
【0006】
特許文献3に記載の方法は、型締装置を試運転するいわゆる試型閉を予め行って、型閉動作における物理量、例えばサーボモータの速度、出力トルク等を測定し、それぞれの物理量に対して異常を判断するための閾値を決定する。そして実際の射出サイクルにおいて、型閉動作における物理量を検出して、それぞれの閾値を越えたときに異常が発生したものと判断する。従って金型間に異物が挟まれても、容易にこれを検出することができる。
【0007】
特許文献4に記載の方法は、型締装置のサーボモータのトルク値を、金型タッチ位置から型締完了位置まで積分して型締に要する仕事量を算出し、基準となる基準仕事量と比較する。これによって型締力を補正する。従って型締装置を適切に運転することができるので、型締装置を保護することができる。また特許文献5に記載の方法は、型締装置のサーボモータにおいて、金型タッチ位置から型締完了位置までに供給したエネルギーを求め、得られたエネルギーと型締装置の弾性係数とから型締力を推定する。この型締力が所定の範囲に入っていない場合、型締装置が異常であるとみなして成形サイクルを停止する。従って型締力センサを使用しなくても、適切に型締力を算出でき、型締装置を安全に運転させることができる。
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1の方法によれば、金型の型開時の異常を検出することができるし、特許文献2、3の方法によれば金型に異物が挟まれたことを検出することができる。また特許文献4、5の方法によれば、型締装置を適切に運転することができ、型締装置を保護することができる。従ってそれぞれの問題を解決する方法としてこれらの方法は優れている。しかしながら、電動竪型射出成形機には、その成形方法にもよるが、特許文献1〜5に記載のいずれの方法によっても解決できない固有の問題が生じることがある。具体的に説明すると、電動竪型射出成形機において、例えばインサート成形等の成形を行う場合には、安全ドアの代わりにライトカーテンが設けられる。インサート品を操作するためのロボットアームを金型内に出し入れし易いようにするためであり、他の成形方法においても同様の要求はあり得る。このライトカーテンによって操作者の安全はある程度確保されているが、型締装置への金型の取付が異常な場合には、危険がある。例えば型締装置に金型を取付忘れていたり、異なるサイズの金型を取り付けていたり、上下の金型のうち一方だけを交換してしまった場合には、型締装置を駆動して型閉しても金型は型閉せず、開いた状態になってしまう。この状態で射出してしまうと溶融樹脂は外部に飛散する。ライトカーテンによっては、溶融樹脂の飛散を完全に遮ることができないので操作者の安全を完全に確保することはできない。従ってこのような金型の取付異常を検出して射出を停止する必要があるが、従来このような異常の検出方法は提案されていないし、特許文献1〜5のいずれの方法によっても金型の取付異常を検出することはできない。
【0009】
本発明は、上記したような問題点を解決した、電動竪型射出成形機における金型取付異常検出方法を提供することを目的としており、具体的にはシンプルで安価に実施できる方法でありながら、金型の取付忘れ、異なるサイズの金型の取付、異なる組合せの金型の取付等による金型の取付異常を確実に検出することができ、それによって電動竪型射出成形機において金型の取付異常によって生じる溶融樹脂の飛散を防止することができる、電動竪型射出成形機における金型取付異常検出方法を提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明は、上記目的を達成するために、固定側金型が取り付けられている固定盤と、可動側金型が取り付けられている可動盤が、互いに上下に離間して水平に設けられている型締装置を備えた電動竪型射出成形機において、型締装置を駆動するとき、型締用サーボモータの駆動トルクを監視する。そして駆動トルクが最大となるピークトルクが所定の閾値を越えない場合には、金型の取付状態が異常であると判断するように構成する。あるいはピークトルクと型締完了時における駆動トルクの差が所定の差分閾値を越えない場合には金型の取付状態が異常であると判断するように構成する。
【0011】
かくして、請求項1記載の発明は、上記目的を達成するために、固定側金型が取り付けられている固定盤と、可動側金型が取り付けられている可動盤が、互いに上下に離間して水平に設けられている型締装置を備えた電動竪型射出成形機において、型締工程において、前記型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクが所定の閾値を越えない場合には、金型の取付状態が異常であると判断するように構成する。
請求項2に記載の発明は、固定側金型が取り付けられている固定盤と、可動側金型が取り付けられている可動盤が、互いに上下に離間して水平に設けられている型締装置を備えた電動竪型射出成形機において、型締工程において、前記型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクと型締完了時における駆動トルクの差が所定の差分閾値を越えない場合には、金型の取付状態が異常であると判断するように構成する。
そして請求項3に記載の発明は、請求項1または2に記載の方法において、金型の取付状態が異常であると判断したら成形サイクルを停止するように構成する。
【発明の効果】
【0012】
以上のように、本発明は、電動竪型射出成形機の型締工程において、型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクが所定の閾値を越えない場合には、金型の取付状態が異常であると判断する。金型の取付忘れ、異なるサイズの金型の取付、異なる組合せの金型の取付等の金型の取付異常があると、型締工程のときに型締用サーボモータの駆動トルクは十分に大きくならない。そうすると最大となるピークトルクも小さくなるが、本発明はこれを所定の閾値によって判断するので簡単に金型の取付異常を判断することができる。従って金型の取付異常が原因で生じる危険、例えば溶融樹脂が外部に飛散してしまうような危険を防止することができ、操作者の安全を確保することができる。また他の発明によると、型締工程において、型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクと型締完了時における駆動トルクの差が所定の差分閾値を越えない場合には、金型の取付状態が異常であると判断するように構成されている。つまり異常を判断するのに、型締完了時における駆動トルクを基準に相対的に判断するように構成されている。そうすると、取り付けられる金型や射出装置の重量の違いを考慮しなくても、正確に異常を検出することができる。また他の発明によると、金型の取付状態が異常であると判断したら成形サイクルを停止するように構成されているので、操作者の安全が確保されることになる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施の形態に係る電動竪型射出成形機を模式的に示す図であり、図中の一点鎖線の左側は型開した状態を、右側は型締した状態をそれぞれ示す正面図である。
【図2】本発明の実施の形態に係る電動竪型射出成形機における型締トルクの変化を示すグラフである。
【発明を実施するための形態】
【0014】
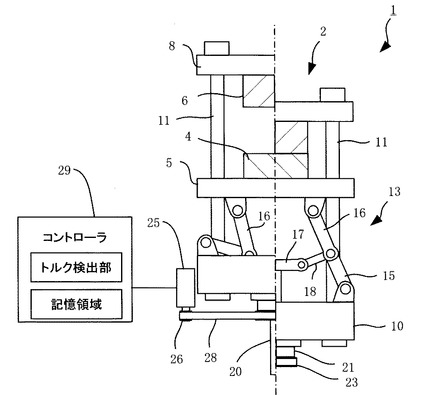
以下、本発明の実施の形態について説明する。本実施の形態に係る電動竪型射出成形機1も、概略射出装置と型締装置2とから構成され、型締装置2が図1に示されている。型締装置2は、従来周知のように、固定側金型4が取り付けられている固定盤5と、可動側金型6が取り付けられていてこの固定盤5に対して型開閉される可動盤8と、型締ハウジング10と、固定盤5を貫通して可動盤8と型締ハウジング10とを連結している複数本のタイバー11、11、…と、固定盤5と型締ハウジング10との間に設けられているトグル機構13とから構成されている。この固定盤5と可動盤8は互いに垂直方向に離間して水平に設けられ、可動盤8は垂直方向に駆動されて型開閉するようになっている。本実施の形態に係る電動竪型射出成形機においても射出装置は可動盤8の上に設けられているが、図1には示されていない。
【0015】
トグル機構13も従来周知であり、短リンク15、15、長リンク16、16、クロスヘッド17、中間リンク18、18、等から構成されている。短リンク15、15と長リンク16、16はそれぞれの端部どうしが枢着され、短リンク15、15と長リンク16、16の他方の端部は、それぞれ型締ハウジング10と固定盤5に枢着されている。そして短リンク15、15とクロスヘッド17は中間リンク18、18によって連結されている。このクロスヘッド17は軸方向に設けられているボールネジ20の先端に固着され、ボールネジ20にはボールナット21が螺合している。そしてこのボールナット21は、型締ハウジング10の下端部に軸方向の移動が規制されていると共に回転自在に設けられている。従ってボールナット21を駆動するとボールネジ20とクロスヘッド17が軸方向に駆動され、それによってトグル機構が駆動されることになる。このボールナット21には従動プーリ23が固着されている。そして型締ハウジング10の側部には型締用サーボモータ25が設けられ、型締用サーボモータ25に設けられている駆動プーリ26と従動プーリ23にはベルト28が掛け回されている。従って型締用サーボモータ25を駆動するとトグル機構13を駆動でき、型締装置2を型開閉することができる。
【0016】
型締用サーボモータ25は、コントローラ29からの指令によって駆動されるようになっている。実際にはコントローラ29は、型締用サーボモータ25に供給する電力を制御して、それによって型締用サーボモータ25の回転速度、トルク等を制御しているが、図1においては、コントローラ29と型締用サーボモータ25は直接信号ライン30によって接続されているように示されている。コントローラ29においては型締用サーボモータ25に供給される電流を検出することができるので、型締用サーボモータ25の負荷トルク、あるいは駆動トルクを検出することができる。
【0017】
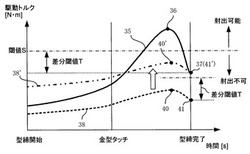
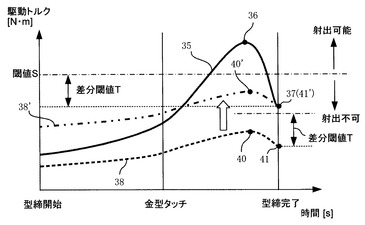
このように構成されている本実施の形態に係る電動竪型射出成形機1において、型締工程を実施するために型締用サーボモータ25を駆動するとき、金型4、6が正常に取り付けられている場合には、図2において、符号35のグラフで示されているように駆動トルクが変化する。すなわち型締開始時には型締用サーボモータ25の負荷トルク、すなわち駆動トルクは小さい。そして金型4、6がタッチする金型タッチ位置に達するまでは、型締用サーボモータ25は、可動盤8、型締ハウジング10、タイバー11、11、…、および射出装置の重量を支えながら駆動するだけなので、駆動トルクの増加率は小さい。しかしながら金型タッチ位置を越えると、タイバー11、11、…が伸びて金型4、6間に型締力が発生するので、急激に駆動トルクは増加する。引き続き型締用サーボモータ25を駆動すると駆動トルクが最大となる、いわゆるピークトルク36に達し、その後駆動トルクは低下する。型締完了時の駆動トルクは符号37で示されている。
【0018】
金型4、6を取り付け忘れている場合、例えば可動側金型6が可動盤8に取り付けられていない場合には、型締工程において、符号38のグラフで示されているように駆動トルクが変化する。すなわち型締開始時には駆動トルクは小さく、徐々に駆動トルクが増加する。しかしながら型締完了位置まで金型はタッチしないので、駆動トルクの増加率は大きくはない。その後緩やかにピークトルク40に達した後にわずかに駆動トルクは低下して型締完了に至る。なお型締開始時において符号35のグラフよりも駆動トルクが小さいのは、可動側金型6が取り付けられていない分だけ型締装置が支えるべき重量が小さく、それによって駆動トルクも小さくなっているからである。
【0019】
本実施の形態においては、閾値Sを設定して、型締用サーボモータ25のピークトルクが、この閾値Sに達しない場合には金型の取付状態が異常になっていると判断するようにする。第1の実施の形態に係る金型の取付異常検出方法は、このピークトルクを絶対的に判断するのではなく、相対的に判断する。具体的には次のようにする。コントローラ29は、型締工程において検出された駆動トルクの変化曲線38を記憶領域に記憶する。そして正常な状態における駆動トルクの変化曲線35の型締完了時の駆動トルク37と、記憶された駆動トルクの変化曲線38における型締完了時の駆動トルク41とが一致するように、駆動トルクの変化曲線38を平行移動する。このようにして平行移動した曲線が、図2において符号38’で示されている。平行移動することによってピークトルク40もピークトルク40’に移動する。この平行移動後のピークトルク40’が閾値Sに達していない場合には、金型の取付状態が異常になっていると判断する。このようにして金型の取付状態の異常を検出したら電動竪型射出成形機において成形サイクルを停止する。第1の実施の形態に係る金型の取付異常検出方法は、このようにピークトルクを相対的に判断するので、可動側金型6の重さが異なったり射出装置の重量が変化して駆動トルクの変化曲線が異なったとしても、その都度閾値Sを調整することなく、確実に金型の取付異常を検出することができる。
【0020】
図2において平行移動した変化曲線38’を検討すると、ピークトルク40’が閾値Sに達しているか否かは、ピークトルク40’と型締完了時の型締トルク41’の差分が、所定の閾値、すなわち差分閾値Tに達しているか否かで判定できることが分かる。第1の実施の形態に係る金型の取付異常検出方法においては、正常な状態における駆動トルクの変化曲線35に、型締完了時の駆動トルクが一致するように変化曲線38を平行移動するようにしている。すなわち正常な状態における駆動トルクの変化曲線35が必須になっている。しかしながら、差分閾値Tが与えられれば、正常な状態における駆動トルクの変化曲線35は必ずしも必要ではなく、平行移動する必要もなくなる。次のようにして第1の実施の形態に係る金型の取付異常検出方法と実質的に同等な方法を実施することができる。すなわち、ピークトルク40と、型締完了時の型締トルク41の差を計算し、これと差分閾値Tとを比較する。そして差分閾値Tに達しているときには金型の取付状態は正常であり、達していない場合には異常であると判断する。
【0021】
第2の実施の形態に係る金型の取付異常検出方法は、このピークトルクを相対的ではなく絶対的に判断する。具体的には型締工程において検出された駆動トルクの変化曲線38について、そのピークトルク40が閾値Sに達しているかどうかを判断する。そして閾値Sに達している場合は金型の取付状態は正常、達していない場合には異常と判断する。金型の取付状態が異常と判断された場合には成形サイクルを停止する。
【符号の説明】
【0022】
1 電動竪型射出成形機 2 型締装置
4 固定側金型 5 固定盤
6 可動側金型 8 可動盤
10 型締ハウジング 11 タイバー
13 トグル機構 25 型締用サーボモータ
29 コントローラ
36、40 ピークトルク
37、41 型締完了時の駆動トルク
S 閾値 T 差分閾値
【技術分野】
【0001】
本発明は、電動竪型射出成形機において、型盤装置への金型の付け忘れ、サイズの異なる金型の誤取付等の、金型の取付状態の異常を検出する金型取付異常検出方法に関するものである。
【背景技術】
【0002】
射出成形機は、従来周知のように一対の金型、これらの金型を型締する型締装置、樹脂材料を溶融して金型内に射出する射出装置等から構成され、竪型射出成形機は、型締装置を構成している可動盤と固定盤が水平になるように設けられ可動盤が垂直方向に移動して型開閉されるようになっている。このような型締装置、射出装置をサーボモータで駆動する電動竪型射出成形機は、コンパクトであると共に設置場所が小さくて済むという利点を備えている。電動竪型射出成形機も、他の射出成形機と同様に色々な安全対策が採られており、色々な方法が提案されいる。例えば、金型を開くときにガイドピンのカジリや抜け不良によって金型が破損することを防止する方法は特許文献1に、金型間に異物が挟まれて金型が破損することを防止する方法は特許文献2、3に、型締装置を適切に駆動するようにして型締装置を保護する方法は特許文献4、5において提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−166465号公報
【特許文献2】特許第3881633号公報
【特許文献3】特許第3795323号公報
【特許文献4】特開2010−42689号公報
【特許文献5】特開2010−137542号公報
【0004】
特許文献1には、金型を型開するとき型開閉用のサーボモータの出力トルクを監視して、金型のガイドピンのカジリや抜け不良を検出し、これによって金型や型締装置の故障を防止する方法が記載されている。特許文献1によると、型開するとき、型開量に応じた型開位置毎に判定用のトルクを設定して、出力トルクの異常を検出するようになっている。従って金型の型開時の状態をきめ細かく判断でき、異常を確実に検出することができる。
【0005】
特許文献2には、型閉動作をするときサーボモータのトルク、または速度を検出し、これらを微分して得られる微分値が所定の閾値を越えたら、金型に異物が挟まれていると判断する方法が記載されている。この方法においては微分値のみで異常を判断するようにする。従って温度変化等の外乱によって型締装置の特性が変化してサーボモータのトルクや速度が変化したとしても、金型間に異物が挟まれたときに、これを確実に検出することができる。
【0006】
特許文献3に記載の方法は、型締装置を試運転するいわゆる試型閉を予め行って、型閉動作における物理量、例えばサーボモータの速度、出力トルク等を測定し、それぞれの物理量に対して異常を判断するための閾値を決定する。そして実際の射出サイクルにおいて、型閉動作における物理量を検出して、それぞれの閾値を越えたときに異常が発生したものと判断する。従って金型間に異物が挟まれても、容易にこれを検出することができる。
【0007】
特許文献4に記載の方法は、型締装置のサーボモータのトルク値を、金型タッチ位置から型締完了位置まで積分して型締に要する仕事量を算出し、基準となる基準仕事量と比較する。これによって型締力を補正する。従って型締装置を適切に運転することができるので、型締装置を保護することができる。また特許文献5に記載の方法は、型締装置のサーボモータにおいて、金型タッチ位置から型締完了位置までに供給したエネルギーを求め、得られたエネルギーと型締装置の弾性係数とから型締力を推定する。この型締力が所定の範囲に入っていない場合、型締装置が異常であるとみなして成形サイクルを停止する。従って型締力センサを使用しなくても、適切に型締力を算出でき、型締装置を安全に運転させることができる。
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1の方法によれば、金型の型開時の異常を検出することができるし、特許文献2、3の方法によれば金型に異物が挟まれたことを検出することができる。また特許文献4、5の方法によれば、型締装置を適切に運転することができ、型締装置を保護することができる。従ってそれぞれの問題を解決する方法としてこれらの方法は優れている。しかしながら、電動竪型射出成形機には、その成形方法にもよるが、特許文献1〜5に記載のいずれの方法によっても解決できない固有の問題が生じることがある。具体的に説明すると、電動竪型射出成形機において、例えばインサート成形等の成形を行う場合には、安全ドアの代わりにライトカーテンが設けられる。インサート品を操作するためのロボットアームを金型内に出し入れし易いようにするためであり、他の成形方法においても同様の要求はあり得る。このライトカーテンによって操作者の安全はある程度確保されているが、型締装置への金型の取付が異常な場合には、危険がある。例えば型締装置に金型を取付忘れていたり、異なるサイズの金型を取り付けていたり、上下の金型のうち一方だけを交換してしまった場合には、型締装置を駆動して型閉しても金型は型閉せず、開いた状態になってしまう。この状態で射出してしまうと溶融樹脂は外部に飛散する。ライトカーテンによっては、溶融樹脂の飛散を完全に遮ることができないので操作者の安全を完全に確保することはできない。従ってこのような金型の取付異常を検出して射出を停止する必要があるが、従来このような異常の検出方法は提案されていないし、特許文献1〜5のいずれの方法によっても金型の取付異常を検出することはできない。
【0009】
本発明は、上記したような問題点を解決した、電動竪型射出成形機における金型取付異常検出方法を提供することを目的としており、具体的にはシンプルで安価に実施できる方法でありながら、金型の取付忘れ、異なるサイズの金型の取付、異なる組合せの金型の取付等による金型の取付異常を確実に検出することができ、それによって電動竪型射出成形機において金型の取付異常によって生じる溶融樹脂の飛散を防止することができる、電動竪型射出成形機における金型取付異常検出方法を提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明は、上記目的を達成するために、固定側金型が取り付けられている固定盤と、可動側金型が取り付けられている可動盤が、互いに上下に離間して水平に設けられている型締装置を備えた電動竪型射出成形機において、型締装置を駆動するとき、型締用サーボモータの駆動トルクを監視する。そして駆動トルクが最大となるピークトルクが所定の閾値を越えない場合には、金型の取付状態が異常であると判断するように構成する。あるいはピークトルクと型締完了時における駆動トルクの差が所定の差分閾値を越えない場合には金型の取付状態が異常であると判断するように構成する。
【0011】
かくして、請求項1記載の発明は、上記目的を達成するために、固定側金型が取り付けられている固定盤と、可動側金型が取り付けられている可動盤が、互いに上下に離間して水平に設けられている型締装置を備えた電動竪型射出成形機において、型締工程において、前記型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクが所定の閾値を越えない場合には、金型の取付状態が異常であると判断するように構成する。
請求項2に記載の発明は、固定側金型が取り付けられている固定盤と、可動側金型が取り付けられている可動盤が、互いに上下に離間して水平に設けられている型締装置を備えた電動竪型射出成形機において、型締工程において、前記型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクと型締完了時における駆動トルクの差が所定の差分閾値を越えない場合には、金型の取付状態が異常であると判断するように構成する。
そして請求項3に記載の発明は、請求項1または2に記載の方法において、金型の取付状態が異常であると判断したら成形サイクルを停止するように構成する。
【発明の効果】
【0012】
以上のように、本発明は、電動竪型射出成形機の型締工程において、型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクが所定の閾値を越えない場合には、金型の取付状態が異常であると判断する。金型の取付忘れ、異なるサイズの金型の取付、異なる組合せの金型の取付等の金型の取付異常があると、型締工程のときに型締用サーボモータの駆動トルクは十分に大きくならない。そうすると最大となるピークトルクも小さくなるが、本発明はこれを所定の閾値によって判断するので簡単に金型の取付異常を判断することができる。従って金型の取付異常が原因で生じる危険、例えば溶融樹脂が外部に飛散してしまうような危険を防止することができ、操作者の安全を確保することができる。また他の発明によると、型締工程において、型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクと型締完了時における駆動トルクの差が所定の差分閾値を越えない場合には、金型の取付状態が異常であると判断するように構成されている。つまり異常を判断するのに、型締完了時における駆動トルクを基準に相対的に判断するように構成されている。そうすると、取り付けられる金型や射出装置の重量の違いを考慮しなくても、正確に異常を検出することができる。また他の発明によると、金型の取付状態が異常であると判断したら成形サイクルを停止するように構成されているので、操作者の安全が確保されることになる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施の形態に係る電動竪型射出成形機を模式的に示す図であり、図中の一点鎖線の左側は型開した状態を、右側は型締した状態をそれぞれ示す正面図である。
【図2】本発明の実施の形態に係る電動竪型射出成形機における型締トルクの変化を示すグラフである。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態について説明する。本実施の形態に係る電動竪型射出成形機1も、概略射出装置と型締装置2とから構成され、型締装置2が図1に示されている。型締装置2は、従来周知のように、固定側金型4が取り付けられている固定盤5と、可動側金型6が取り付けられていてこの固定盤5に対して型開閉される可動盤8と、型締ハウジング10と、固定盤5を貫通して可動盤8と型締ハウジング10とを連結している複数本のタイバー11、11、…と、固定盤5と型締ハウジング10との間に設けられているトグル機構13とから構成されている。この固定盤5と可動盤8は互いに垂直方向に離間して水平に設けられ、可動盤8は垂直方向に駆動されて型開閉するようになっている。本実施の形態に係る電動竪型射出成形機においても射出装置は可動盤8の上に設けられているが、図1には示されていない。
【0015】
トグル機構13も従来周知であり、短リンク15、15、長リンク16、16、クロスヘッド17、中間リンク18、18、等から構成されている。短リンク15、15と長リンク16、16はそれぞれの端部どうしが枢着され、短リンク15、15と長リンク16、16の他方の端部は、それぞれ型締ハウジング10と固定盤5に枢着されている。そして短リンク15、15とクロスヘッド17は中間リンク18、18によって連結されている。このクロスヘッド17は軸方向に設けられているボールネジ20の先端に固着され、ボールネジ20にはボールナット21が螺合している。そしてこのボールナット21は、型締ハウジング10の下端部に軸方向の移動が規制されていると共に回転自在に設けられている。従ってボールナット21を駆動するとボールネジ20とクロスヘッド17が軸方向に駆動され、それによってトグル機構が駆動されることになる。このボールナット21には従動プーリ23が固着されている。そして型締ハウジング10の側部には型締用サーボモータ25が設けられ、型締用サーボモータ25に設けられている駆動プーリ26と従動プーリ23にはベルト28が掛け回されている。従って型締用サーボモータ25を駆動するとトグル機構13を駆動でき、型締装置2を型開閉することができる。
【0016】
型締用サーボモータ25は、コントローラ29からの指令によって駆動されるようになっている。実際にはコントローラ29は、型締用サーボモータ25に供給する電力を制御して、それによって型締用サーボモータ25の回転速度、トルク等を制御しているが、図1においては、コントローラ29と型締用サーボモータ25は直接信号ライン30によって接続されているように示されている。コントローラ29においては型締用サーボモータ25に供給される電流を検出することができるので、型締用サーボモータ25の負荷トルク、あるいは駆動トルクを検出することができる。
【0017】
このように構成されている本実施の形態に係る電動竪型射出成形機1において、型締工程を実施するために型締用サーボモータ25を駆動するとき、金型4、6が正常に取り付けられている場合には、図2において、符号35のグラフで示されているように駆動トルクが変化する。すなわち型締開始時には型締用サーボモータ25の負荷トルク、すなわち駆動トルクは小さい。そして金型4、6がタッチする金型タッチ位置に達するまでは、型締用サーボモータ25は、可動盤8、型締ハウジング10、タイバー11、11、…、および射出装置の重量を支えながら駆動するだけなので、駆動トルクの増加率は小さい。しかしながら金型タッチ位置を越えると、タイバー11、11、…が伸びて金型4、6間に型締力が発生するので、急激に駆動トルクは増加する。引き続き型締用サーボモータ25を駆動すると駆動トルクが最大となる、いわゆるピークトルク36に達し、その後駆動トルクは低下する。型締完了時の駆動トルクは符号37で示されている。
【0018】
金型4、6を取り付け忘れている場合、例えば可動側金型6が可動盤8に取り付けられていない場合には、型締工程において、符号38のグラフで示されているように駆動トルクが変化する。すなわち型締開始時には駆動トルクは小さく、徐々に駆動トルクが増加する。しかしながら型締完了位置まで金型はタッチしないので、駆動トルクの増加率は大きくはない。その後緩やかにピークトルク40に達した後にわずかに駆動トルクは低下して型締完了に至る。なお型締開始時において符号35のグラフよりも駆動トルクが小さいのは、可動側金型6が取り付けられていない分だけ型締装置が支えるべき重量が小さく、それによって駆動トルクも小さくなっているからである。
【0019】
本実施の形態においては、閾値Sを設定して、型締用サーボモータ25のピークトルクが、この閾値Sに達しない場合には金型の取付状態が異常になっていると判断するようにする。第1の実施の形態に係る金型の取付異常検出方法は、このピークトルクを絶対的に判断するのではなく、相対的に判断する。具体的には次のようにする。コントローラ29は、型締工程において検出された駆動トルクの変化曲線38を記憶領域に記憶する。そして正常な状態における駆動トルクの変化曲線35の型締完了時の駆動トルク37と、記憶された駆動トルクの変化曲線38における型締完了時の駆動トルク41とが一致するように、駆動トルクの変化曲線38を平行移動する。このようにして平行移動した曲線が、図2において符号38’で示されている。平行移動することによってピークトルク40もピークトルク40’に移動する。この平行移動後のピークトルク40’が閾値Sに達していない場合には、金型の取付状態が異常になっていると判断する。このようにして金型の取付状態の異常を検出したら電動竪型射出成形機において成形サイクルを停止する。第1の実施の形態に係る金型の取付異常検出方法は、このようにピークトルクを相対的に判断するので、可動側金型6の重さが異なったり射出装置の重量が変化して駆動トルクの変化曲線が異なったとしても、その都度閾値Sを調整することなく、確実に金型の取付異常を検出することができる。
【0020】
図2において平行移動した変化曲線38’を検討すると、ピークトルク40’が閾値Sに達しているか否かは、ピークトルク40’と型締完了時の型締トルク41’の差分が、所定の閾値、すなわち差分閾値Tに達しているか否かで判定できることが分かる。第1の実施の形態に係る金型の取付異常検出方法においては、正常な状態における駆動トルクの変化曲線35に、型締完了時の駆動トルクが一致するように変化曲線38を平行移動するようにしている。すなわち正常な状態における駆動トルクの変化曲線35が必須になっている。しかしながら、差分閾値Tが与えられれば、正常な状態における駆動トルクの変化曲線35は必ずしも必要ではなく、平行移動する必要もなくなる。次のようにして第1の実施の形態に係る金型の取付異常検出方法と実質的に同等な方法を実施することができる。すなわち、ピークトルク40と、型締完了時の型締トルク41の差を計算し、これと差分閾値Tとを比較する。そして差分閾値Tに達しているときには金型の取付状態は正常であり、達していない場合には異常であると判断する。
【0021】
第2の実施の形態に係る金型の取付異常検出方法は、このピークトルクを相対的ではなく絶対的に判断する。具体的には型締工程において検出された駆動トルクの変化曲線38について、そのピークトルク40が閾値Sに達しているかどうかを判断する。そして閾値Sに達している場合は金型の取付状態は正常、達していない場合には異常と判断する。金型の取付状態が異常と判断された場合には成形サイクルを停止する。
【符号の説明】
【0022】
1 電動竪型射出成形機 2 型締装置
4 固定側金型 5 固定盤
6 可動側金型 8 可動盤
10 型締ハウジング 11 タイバー
13 トグル機構 25 型締用サーボモータ
29 コントローラ
36、40 ピークトルク
37、41 型締完了時の駆動トルク
S 閾値 T 差分閾値
【特許請求の範囲】
【請求項1】
固定側金型が取り付けられている固定盤と、可動側金型が取り付けられている可動盤が、互いに上下に離間して水平に設けられている型締装置を備えた電動竪型射出成形機において、
型締工程において、前記型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクが所定の閾値を越えない場合には、金型の取付状態が異常であると判断することを特徴とする金型取付異常の検出方法。
【請求項2】
固定側金型が取り付けられている固定盤と、可動側金型が取り付けられている可動盤が、互いに上下に離間して水平に設けられている型締装置を備えた電動竪型射出成形機において、
型締工程において、前記型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクと型締完了時における駆動トルクの差が所定の差分閾値を越えない場合には、金型の取付状態が異常であると判断することを特徴とする金型取付異常の検出方法。
【請求項3】
請求項1または2に記載の方法において、金型の取付状態が異常であると判断したら成形サイクルを停止することを特徴とする電動竪型射出成形機の運転方法。
【請求項1】
固定側金型が取り付けられている固定盤と、可動側金型が取り付けられている可動盤が、互いに上下に離間して水平に設けられている型締装置を備えた電動竪型射出成形機において、
型締工程において、前記型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクが所定の閾値を越えない場合には、金型の取付状態が異常であると判断することを特徴とする金型取付異常の検出方法。
【請求項2】
固定側金型が取り付けられている固定盤と、可動側金型が取り付けられている可動盤が、互いに上下に離間して水平に設けられている型締装置を備えた電動竪型射出成形機において、
型締工程において、前記型締装置を駆動する型締用サーボモータの駆動トルクを監視して、該駆動トルクが最大となるピークトルクと型締完了時における駆動トルクの差が所定の差分閾値を越えない場合には、金型の取付状態が異常であると判断することを特徴とする金型取付異常の検出方法。
【請求項3】
請求項1または2に記載の方法において、金型の取付状態が異常であると判断したら成形サイクルを停止することを特徴とする電動竪型射出成形機の運転方法。
【図1】


【図2】
【図2】
【公開番号】特開2013−91306(P2013−91306A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−236298(P2011−236298)
【出願日】平成23年10月27日(2011.10.27)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月27日(2011.10.27)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
[ Back to top ]