
電池用セパレータ
【課題】本発明は、シャットダウン機能と耐熱形状保持機能を併せ持つ電池用セパレータであって、膜厚や通気性において均一性が高い電池用セパレータを提供することを目的とする。
【解決手段】AFMで測定した表面粗さが50nm以下であり、かつ、その標準偏差が5nm以下である面を有する多孔質フィルムと、前記多孔質フィルムの少なくとも片面上に形成された、耐熱性微粒子を主成分として含む耐熱層とを含む電池用セパレータを提供する。
【解決手段】AFMで測定した表面粗さが50nm以下であり、かつ、その標準偏差が5nm以下である面を有する多孔質フィルムと、前記多孔質フィルムの少なくとも片面上に形成された、耐熱性微粒子を主成分として含む耐熱層とを含む電池用セパレータを提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電池内において、正・負極を隔離させ電解液内の電解質あるいは特定のイオンを選択的に透過させる隔膜として利用される電池用セパレータに関する。本発明は、特に、多孔質フィルムと、その少なくとも片面上に形成された耐熱性微粒子を主成分として含む耐熱層とを含む電池用セパレータに関する。
【背景技術】
【0002】
小型、軽量、高エネルギー密度などの特徴を活用し、二次電池はモバイル電子機器やハイブリット自動車・電気自動車等への幅広い展開が期待されている。二次電池の中でも最も高エネルギー密度を有するリチウム二次電池(リチウムイオン二次電池を含む)は、リチウム遷移金属複合酸化物からなる正極、例えば炭素系材料等のLiイオンを吸着・脱離する材料から構成される負極、Liイオン系電解質と有機溶剤からなる電解液、正・負極を隔離するセパレータから構成される。
【0003】
ここで、電池用セパレータに求められる特性は、
(1)正負極を直接接触させないように隔離すること
(2)回路内の部分短絡時に生ずる過電流時の電池回路を遮蔽(シャットダウン)すること
(3)電解液を保持した状態では、良好な電解質・イオン透過を有すること
(4)化学的・電気的・力学的安定性を有すること
等が挙げられる。
【0004】
特に、シャットダウン機能は電池回路が暴走することを防止する役目として、電池使用時の安全性を高める為にも重要である。例えば、セパレータの材料として主に使用されるポリオレフィン製微多孔膜は、電気回路の短絡時に発生する熱温度上昇により、溶融現象を誘起し、その結果、微多孔が閉塞することにより、シャットダウン機構を果たしている。
【0005】
さらに、シャットダウン後のセパレータの形状保持も重要となる。これは、微孔閉塞後も溶融化が進行すると、セパレータ全体の形状が失われてしまうことになるため(メルトダウン)、電極の短絡が発生する危険を防ぐことが必要だからである。
【0006】
電池用セパレータの材料として、種々のポリオレフィン製多孔質膜が知られている。例えば、特許文献1には、表面粗度が最大高さ(Rmax)値として3μm以上の特性を有するポリエチレン樹脂製多孔性フィルムが記載されている。特許文献2には、十点平均粗さ(Rz)が5μm以上であるポリプロピレン系樹脂を主成分とした層を有する電池用セパレータが記載されている。これらは、ポリオレフィン製多孔質膜の表面を粗面化することにより、電池用セパレータにおける電解液の保液量の向上を図っている。
【0007】
また、ポリオレフィン膜上に、耐熱性の高い無機化合物等を含む層を形成させることにより耐熱安定性が向上した電池用セパレータも知られている(特許文献3等)。この場合は、通常、ポリオレフィン製多孔質膜上に無機粒子等を分散させた塗工液(以下、塗工液と記載することもある)を塗布し、それを乾燥させて耐熱性の高い多孔質層を形成させる。しかし、従来のポリオレフィン製多孔質膜、特に、表面が粗面化されているポリオレフィン製多孔質膜は、塗工液を均一に塗布することが難しく塗り斑ができやすいため、膜厚や通気性等において均一性の高い製品を製造することができないという問題があり、さらなる改善が求められていた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−60792号公報
【特許文献2】特開2010−171005号公報
【特許文献3】特開2009−76410号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記問題点を解決し、シャットダウン機能と耐熱形状保持機能を併せ持つ電池用セパレータであって、膜厚や通気性において均一性が高い電池用セパレータを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の発明者は、鋭意検討の結果、多孔質フィルムの少なくとも片面上に、耐熱性微粒子を主成分として含む耐熱層が形成された電池用セパレータにおいて、多孔質フィルムの表面粗さおよび/またはその標準偏差と、耐熱層の膜厚の標準偏差との間に相関関係があること、ならびに、多孔質フィルムの水とイソプロピルアルコールとの混合液に対する接触角(濡れ性)の標準偏差と、電池用セパレータのガーレー値(通気性)の標準偏差との間に相関関係があることを見出した。これにより、多孔質フィルムの表面粗さとそのばらつき、および/または上記接触角のばらつきを調整することにより、均質性の高い電池用セパレータを提供することが可能となった。
【0011】
すなわち、本発明は、以下の事項に関する。
【0012】
1. AFMで測定した表面粗さが50nm以下であり、かつ、その標準偏差が5nm以下である面を有する多孔質フィルムと、
前記多孔質フィルムの少なくとも片面上に形成された、耐熱性微粒子を主成分として含む耐熱層と、
を含む電池用セパレータ。
【0013】
2. 前記多孔質フィルムが、水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である、上記1に記載の電池用セパレータ。
【0014】
3. 水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である面を有する多孔質フィルムと、
前記多孔質フィルムの少なくとも片面上に形成された、耐熱性微粒子を主成分として含む耐熱層と、
を含む電池用セパレータ。
【0015】
4. 前記多孔質フィルムが、ポリオレフィン製である、上記1〜3のいずれかに記載の電池用セパレータ。
【0016】
5. 前記耐熱性微粒子が無機粒子である、上記1〜4に記載の電池用セパレータ。
【0017】
6. 前記多孔質フィルムが、乾式延伸法により得られたフィルムである、上記1〜5のいずれかに記載の電池用セパレータ。
【0018】
7. AFMで測定した表面粗さが50nm以下であり、かつ、その標準偏差が5nm以下である面を有する多孔質フィルムを提供する工程と、
前記多孔質フィルムの少なくとも片面上に、耐熱性微粒子を主成分として含む塗工液を塗布する工程と、
を含む電池用セパレータの製造方法。
【0019】
8. 水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である面を有する多孔質フィルムを提供する工程と、
前記多孔質フィルムの少なくとも片面上に、耐熱性微粒子を主成分として含む塗工液を塗布する工程と、
を含む電池用セパレータの製造方法。
【0020】
9. 上記1〜8のいずれかに記載の電池用セパレータを含む、リチウム二次電池。
【発明の効果】
【0021】
本発明によれば、特にポリオレフィン製の多孔質フィルムの少なくとも片面に耐熱性微粒子を主成分として含む耐熱層を有する電池用セパレータであって、その膜厚や通気性のばらつきが小さく、均質性の高い電池用セパレータを得ることができる。
【図面の簡単な説明】
【0022】
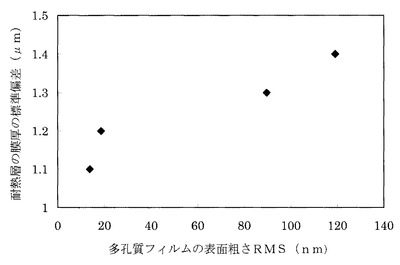
【図1】多孔質フィルムの表面粗さと電池用セパレータの耐熱層の膜厚の標準偏差との関係を示す図である。
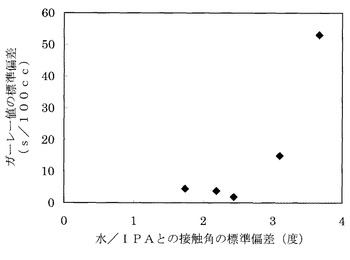
【図2】多孔質フィルムの接触角の標準偏差と電池用セパレータのガーレー値の標準偏差との関係を示す図である。
【発明を実施するための形態】
【0023】
以下、本発明について詳細に説明する。本発明の電池用セパレータは、多孔質フィルムと、その片面または両面に形成された耐熱性微粒子を主成分として含む耐熱層とを有する。後述するように、本発明の電池用セパレータは、多孔質フィルムの片面または両面に耐熱層を形成する溶液を塗布して製造する。本明細書においては、耐熱性微粒子を主成分として含む耐熱層を単に「耐熱層」、耐熱性微粒子を主成分として含み、耐熱層を形成する組成物を「塗工液」と記載することもある。
【0024】
<多孔質フィルム>
本発明に用いる多孔質フィルムは、少なくともその片面において、AFM(原子間力顕微鏡)を用いて測定した二乗平均表面粗さ(RMS)が、50nm以下であることが好ましく、30nm以下であることがより好ましく、1nm以上30nm以下であることがさらに好ましい。さらに、本発明に用いる多孔質フィルムは、上記AFMで測定した表面粗さの標準偏差が、10nm以下であることが好ましく、5nm以下であることがより好ましい。多孔質フィルムの表面粗さおよびその標準偏差が上記範囲内であると、電池用セパレータを製造する際、該表面上において、膜厚にばらつきのない均質な耐熱層を形成させることができる。これは、多孔質フィルムの表面粗さおよびそのばらつきをより小さくすることにより、塗工液の染込み斑が形成されにくく、塗工液が均一に塗布されやすくなったからであると考えられる。
【0025】
本発明に用いる多孔質フィルムは、少なくともその片面において、水とイソプロピルアルコールとの重量比が6:4である混合液に対する接触角の標準偏差が3度以下であることが好ましく、2.5度以下であることがより好ましい。接触角の標準偏差が該範囲内であると、これを用いて製造された電池用セパレータのガーレー値の標準偏差が小さくなり、電池用セパレータの通気性(透過性)のばらつきを低減することができる。これは、多孔質フィルムの該接触角、即ち濡れ性のばらつきをより小さくすることにより、塗工液の塗り斑が少なくなり、多孔質フィルムの孔内への塗工液の染込みのばらつきが小さくなったからであると考えられる。
【0026】
上記とは異なる溶媒、例えば水と基材(多孔質フィルム)の接触角の標準偏差と、水とイソプロピルアルコールとの重量比が6:4である混合液に対する接触角の標準偏差には相関があるが、同じ基材に対する標準偏差の大きさは水/イソプロピルアルコール混合溶媒の方が約2〜3倍の大きさになることから、感度の観点から水/イソプロピルアルコール混合溶媒の接触角はより優れた指標である。また、水の接触角だけでは有機溶媒を塗工液に用いた場合の塗工液の塗り斑が反映されない可能性があるが、水と有機溶媒を含む混合溶媒である水/イソプロピルアルコール混合溶媒の接触角の標準偏差は、塗工液に用いられる溶媒の濡れ性を広く反映することから、より優れた指標になりうるものである。
【0027】
本発明の電池用セパレータの熱閉塞温度は、高すぎると内部短絡発生時の安全性確保が困難になり、低すぎると通常使用範囲での温度領域で無孔化する可能性があるため電池の利便性を損なう。このため、電池の特性、使用環境に合わせて設定されるが、熱閉塞温度は130〜140℃となるように設定されることが好ましい。また、本発明の電池用セパレータは耐熱層を有するが、高い温度まで無孔化を維持するには、多孔質フィルム単独でも、170℃以上の無孔化維持温度を有することが好ましい。
【0028】
このような特性を満たすために、本発明の多孔質フィルムは、150℃以上の融点を有する熱可塑性ポリマーの層を有することが好ましく、積層多孔質フィルムであってもよい。積層多孔質フィルムの場合、好ましくは、150℃以上の融点を有する熱可塑性ポリマーの層と120℃〜140℃の範囲に融点を有する熱可塑性ポリマーの層とを有する。
【0029】
多孔質フィルムは、好ましくはポリオレフィン系材料から構成される。上記150℃以上の融点を有する熱可塑性ポリマーとしては、ポリプロピレン(PP)が挙げられ、120℃〜140℃の範囲に融点を有する熱可塑性ポリマーとしては、ポリエチレン(PE)が挙げられる。好ましくは、PP/PE/PPの順に積層された多孔質フィルムである。
【0030】
多孔質フィルムの膜厚は、使用される電池の種類にもよるが、例えば、3〜300μmが好ましく、10〜100μmがより好ましく、16〜50μmがさらに好ましい。
【0031】
また、多孔質フィルムは、製造条件やフィルムの組成等によっても異なるが、適切な通気度(ガス透過速度)を有することが必要であり、ガーレー値は10〜1000秒/100ccであることが好ましく、10〜800秒/100ccであることがより好ましく、30〜600秒/100ccであることが更に好ましい。ガーレー値が高すぎると電池用セパレ−タとして使用したときの機能が十分でなく、電池内部の反応の不均一性が高まる危険性があり好ましくない。また、ガーレー値が低すぎると電池の充放電時にLiデンドライトが析出してトラブルを引き起こす危険性が高まるので好ましくない。
【0032】
多孔質膜を電池セパレータとして用いる場合には、電池セパレータとしての性能を損なわない程度において、フィラー、粒子、着色剤、可塑剤、滑剤、難燃剤、老化防止剤、酸化防止剤等に代表される樹脂添加剤、接着剤及び無機物からなる補強剤が含まれても良い。
【0033】
本発明に用いられる多孔質フィルムの製造方法は、特に限定されないが、例えば、特開平7−307146号公報または特開平4−181651号公報、特開平3−80923号公報、特開平7−268118公報、特開平8−138643等に記載の方法を参照して製造することができる。
【0034】
例えば、多孔質フィルムを乾式延伸法により製造する場合は、ポリマーに、必要により核剤を添加して溶融し、押出法等によりシート化し、結晶化のための熱処理を施した後、延伸により結晶界面を剥離して開孔させることができる。
【0035】
本発明において、例えばポリオレフィン製多孔質フィルムを製造する場合は、乾式延伸法が好ましい。乾式延伸法を用いると、多孔質フィルムの表面粗さとその標準偏差、および水:イソプロピルアルコール=6:4(重量比)である混合液に対する接触角の標準偏差がそれぞれ小さくなるように調整しやすい。
【0036】
乾式延伸法により多孔質フィルムを製造する場合、延伸条件、熱処理条件、核剤の量、フィラーの量等を調整することにより、多孔質フィルムの表面粗さを調整することができる。具体的には、これらの因子が独立ではないために一概にある因子を変更することで表面粗さを減らすことは出来ないが、条件を適切化することで表面粗さを調整することは可能である。例えば、結晶サイズを小さくすることは表面粗さを小さくするのに有効であるが、結晶サイズを小さくことは核剤の量、熱処理条件、いずれによっても結晶サイズを小さくすることが出来る。また、一般的にはポリエチレンよりポリプロピレンの方が表面粗さは小さくなる傾向があるので、表面粗さを小さくするためには最表面層をポリプロピレンにすることが有効である。
【0037】
多孔質フィルムの表面粗さの標準偏差は、例えば、フィルムを延伸する際に出来るだけ均一に応力を付与することで小さくできる。また、熱処理工程において、その加熱温度の斑を小さくすることで小さくすることが出来る。さらに、核剤の分散性を高めることでも表面粗さの標準偏差を小さくすることが出来る。また、一般的にはポリエチレンよりポリプロピレンの方が表面粗さの標準偏差は小さくなるので、多孔質フィルムの最表面をポリプロピレンとすることで標準偏差を小さくすることが出来る。
【0038】
水:イソプロピルアルコール=6:4(重量比)である混合液に対する多孔質フィルムの接触角の標準偏差は、例えば、孔径を小さくすることにより小さくできる。また、表面粗さを小さくすることも接触角の標準偏差を小さくすることに有効である。
【0039】
また、後述するように、多孔質フィルムの少なくとも片面には、耐熱性微粒子を含有する塗工液が塗布されるが、塗工液を塗布する前にフィルムの紫外線処理、コロナ放電処理、プラズマ放電処理などの表面処理を行うことにより、塗工液に対する濡れ性を調節することができる。これらの表面処理は、均質な塗工を行う観点からは多孔質フィルムの表面にのみ行われることが好ましい。多孔質フィルムの内部にまで処理の効果がおよぶと、塗工液が膜内部に浸透して裏面に抜けていく「裏抜け」が発生しやすくなるおそれがある。
【0040】
<耐熱層>
本発明の電池用セパレータにおける耐熱層は、耐熱性微粒子を含有することで、その耐熱性を確保している。なお、本明細書において「耐熱性」とは、少なくとも150℃において変形などの形状変化が目視で確認されないことを意味する。耐熱性微粒子の有する耐熱性は、200℃以上であることが好ましく、300℃以上であることがより好ましく、500℃以上であることが更に好ましい。また、耐熱層は単層であっても複数の耐熱層が積層された多層であってもよい。
【0041】
耐熱性微粒子としては、電気絶縁性を有する無機微粒子であることが好ましく、具体的には、酸化鉄、シリカ(SiO2)、アルミナ(Al2O3)、TiO2、マグネシア、BaTiO2などの無機酸化物微粒子;窒化アルミニウム、窒化ケイ素などの無機窒化物微粒子;フッ化カルシウム、フッ化バリウム、硫酸バリウムなどの難溶性のイオン結晶微粒子;シリコン、ダイヤモンドなどの共有結合性結晶微粒子;モンモリロナイトなどの粘土微粒子;などが挙げられる。ここで、前記無機酸化物微粒子は、ベーマイト、ゼオライト、アパタイト、カオリン、ムライト、スピネル、オリビン、マイカなどの鉱物資源由来物質またはこれらの人造物などの微粒子であってもよい。また、これらの無機微粒子を構成する無機化合物は、必要に応じて、元素置換されていたり、固溶体化されていたりしてもよく、更に前記の無機微粒子は表面処理が施されていてもよい。また、無機微粒子は、金属、SnO2、スズ−インジウム酸化物(ITO)などの導電性酸化物、カーボンブラック、グラファイトなどの炭素質材料などで例示される導電性材料の表面を、電気絶縁性を有する材料(例えば、前記の無機酸化物など)で被覆することにより電気絶縁性を持たせた粒子であってもよい。
【0042】
耐熱性微粒子には、有機微粒子を用いることもできる。有機微粒子の具体例としては、ポリイミド、メラミン系樹脂、フェノール系樹脂、芳香族ポリアミド樹脂、架橋ポリメチルメタクリレート(架橋PMMA)、架橋ポリスチレン(架橋PS)、ポリジビニルベンゼン(PDVB)、ベンゾグアナミン−ホルムアルデヒド縮合物などの架橋高分子の微粒子;熱可塑性ポリイミドなどの耐熱性高分子の微粒子;が挙げられる。これらの有機微粒子を構成する有機樹脂(高分子)は、前記例示の材料の混合物、変性体、誘導体、共重合体(ランダム共重合体、交互共重合体、ブロック共重合体、グラフト共重合体)、架橋体(前記の耐熱性高分子の場合)であってもよい。
【0043】
耐熱性微粒子は、前記例示のものを1種単独で使用してもよく、2種以上を併用してもよい。
【0044】
耐熱性微粒子の粒径は、平均粒径で、好ましくは0.001μm以上、より好ましくは0.1μm以上であって、好ましくは15μm以下、より好ましくは3μm以下である。なお、耐熱性微粒子の平均粒径は、例えば、レーザー散乱粒度分布計(例えば、HORIBA社製「LA−920」)を用い、耐熱性微粒子を溶解しない媒体に分散させて測定した数平均粒子径として規定することができる。
【0045】
耐熱層は耐熱性微粒子を主成分として含むが、本明細書において「主成分として含む」とは、耐熱性微粒子を、耐熱層の構成成分の全体積中、70体積%以上含むことを意味する。耐熱層における耐熱性微粒子の量は、耐熱層の構成成分の全体積中、80体積%以上であることが好ましく、90体積%以上であることがより好ましい。耐熱多孔質層中の耐熱性微粒子を前記のように高含有量とすることで、多層多孔質膜全体の熱収縮を良好に抑制することができる。
【0046】
また、耐熱層には、耐熱性微粒子同士を結着したり耐熱多孔質層と樹脂多孔質膜とを結着したりするために有機バインダを含有させることが好ましく、このような観点から、耐熱層における耐熱性微粒子量の好適上限値は、例えば、耐熱多孔質層の構成成分の全体積中、99体積%である。なお、耐熱多孔質層における耐熱性微粒子の量が少なすぎると、例えば、耐熱多孔質層中の有機バインダ量を多くする必要が生じるが、その場合には耐熱層の空孔が有機バインダによって埋められてしまい、例えばセパレータとしての機能を喪失するおそれがあり、また、開孔剤などを用いて多孔質化した場合には、耐熱性微粒子同士の間隔が大きくなりすぎて、熱収縮を抑制する効果が低下するおそれがある。
【0047】
耐熱層に用いる有機バインダとしては、耐熱性微粒子同士や耐熱層と多孔質フィルムとを良好に接着でき、電気化学的に安定で、二次電池用セパレータに使用する場合には、有機電解液に対して安定であれば特に制限はない。具体的には、エチレン−酢酸ビニル共重合体(EVA、酢酸ビニル由来の構造単位が20〜35モル%のもの)、エチレン−エチルアクリレート共重合体などのエチレン−アクリル酸共重合体、フッ素樹脂[ポリフッ化ビニリデン(PVDF)など]、フッ素系ゴム、スチレン−ブタジエンゴム(SBR)、カルボキシメチルセルロース(CMC)、ヒドロキシエチルセルロース(HEC)、ポリビニルアルコール(PVA)、ポリビニルブチラール(PVB)、ポリビニルピロリドン(PVP)、ポリN−ビニルアセトアミド、架橋アクリル樹脂、ポリウレタン、エポキシ樹脂、ポリイミドなどが挙げられる。これらの有機バインダは1種単独で使用してもよく、2種以上を併用してもよい。
【0048】
前記例示の有機バインダの中でも、150℃以上の耐熱性を有する耐熱樹脂が好ましく、特に、エチレン−アクリル酸共重合体、フッ素系ゴム、SBRなどの柔軟性の高い材料がより好ましい。これらの具体例としては、三井デュポンポリケミカル社製の「エバフレックスシリーズ(EVA、商品名)」、日本ユニカー社製のEVA、三井デュポンポリケミカル社製の「エバフレックス−EEAシリーズ(エチレン−アクリル酸共重合体、商品名)」、日本ユニカー社製のEEA、ダイキン工業社製の「ダイエルラテックスシリーズ(フッ素ゴム、商品名)」、JSR社製の「TRD−2001(SBR、商品名)」、日本ゼオン社製の「EM−400B(SBR、商品名)」などが挙げられる。また、アクリル酸ブチルを主成分とし、これを架橋した構造を有する低ガラス転移温度の架橋アクリル樹脂(自己架橋型アクリル樹脂)も好ましい。
【0049】
なお、これら有機バインダを使用する場合には、耐熱層を形成する塗工液(スラリーなど)の媒体(溶媒)に溶解させるか、または塗工液中に分散させたエマルジョンの形態で用いればよい。
【0050】
耐熱層を形成する塗工液は、耐熱性微粒子や、必要に応じて有機バインダなどを含み、これらを水や有機溶剤などの媒体に分散(有機バインダは媒体に溶解していてもよい)させたスラリーなどである。
【0051】
塗工液の媒体として用いる有機溶剤としては、多孔質フィルムを溶解したり膨潤させたりするなどして多孔質フィルムにダメージを与えないものであり、また、有機バインダを使用する場合にあっては有機バインダを均一に溶解可能であるものであれば特に制限は無いが、テトラヒドロフラン(THF)などのフラン類;メチルエチルケトン(MEK)、メチルイソブチルケトン(MIBK)などのケトン類;などが好適である。なお、高沸点の有機溶剤は、耐熱多孔質層形成用の組成物を樹脂多孔質膜に塗布した後に、乾燥などによって有機溶剤を除去する際に、多孔質フィルムに熱溶融などのダメージを与える虞があるので好ましくない。また、これらの有機溶剤に多価アルコール(エチレングリコール、トリエチレングリコールなど)や界面活性剤(直鎖アルキルベンゼンスルホン酸塩、ポリオキシエチレンアルキルエーテル、ポリオキシエチルアルキルフェニルエーテルなど)などを適宜加えてもよい。
【0052】
また、塗工液の媒体には、水を用いることもでき、その場合にもアルコール(エタノール、イソプロパノールなどの炭素数が6以下のアルコールなど)や界面活性剤(例えば、前記の有機溶剤を媒体とする耐熱多孔質層形成用組成物に用い得るものとして例示したもの)を加えてもよい。
【0053】
<電池用セパレータ>
本発明の電池用セパレータの製造方法は、上記多孔質フィルムを提供する工程と、該多孔質フィルムの片面または両面に上記耐熱性微粒子を主成分として含む塗工液を塗布する工程と、塗布された塗工液を乾燥して多孔質の耐熱層を形成させる工程とを含む。
【0054】
多孔質フィルム上に塗工液を塗布する方法としては、例えば、グラビアコーター、ナイフコーター、リバースロールコーター、ダイコーターなどの従来公知の塗工装置を用いる方法が挙げられる。
【0055】
多孔質フィルムの片面または両面に塗布された塗工液を乾燥して塗工液中の媒体を除去することにより、多孔化した耐熱層が形成される。
【0056】
本発明の電池用セパレータにおいて、耐熱層の膜厚は、特に限定されないが、好ましくは0.5μm〜50μmであり、より好ましくは1μm〜10μmである。耐熱層が薄すぎるとメルトダウン防止効果が不十分となり、厚すぎるとセパレータをロール形状にする際や電池に組み込む工程で耐熱層にひびが入るなどの欠陥が生じる危険性が高まるので好ましくない。また、電解液の注液量が増加し電池製造コストの増加の一因となること、電池の体積辺り及び重量当たりのエネルギー密度が低下することからも、耐熱層が厚すぎることは好ましくない。
【0057】
また、耐熱層の膜厚の標準偏差は、好ましくは1.4μm以下であり、より好ましくは1.3μm未満であり、さらに好ましくは1.25μm以下であり、さらに好ましくは1.2μm以下である。
【0058】
本発明の電池用セパレータの膜厚(多孔質フィルムの膜厚と耐熱層の膜厚との合計)は、特に限定されないが、4〜300μm、好ましくは10〜100μm、更に好ましくは16〜50μmである。膜厚みが薄すぎると、メルトダウン防止効果が不十分となる上にLiデンドライトによる短絡抑止効果も不十分となるので好ましくない。膜厚みが厚すぎると電池セパレータとして使用したとき電解液の注液量が増加し電池製造コストの増加の一因となること、電池の体積辺り及び重量当たりのエネルギー密度が低下することから、好ましくない。
【0059】
また、多孔質フィルムの平均膜厚をa(μm)、耐熱層の平均膜厚をb(μm)としたとき、膜厚比a/bの値が、1以上20以下であることが好ましく、2以上10以下であることがより好ましく、3以上10以下であることがさらに好ましい。
【0060】
本発明の電池用セパレータのガーレー値は、特に限定されないが、10〜1000秒/100cc、好ましくは10〜800秒/100cc、更に好ましくは30〜600秒/100ccである。ガーレー値が高すぎると電池用セパレ−タとして使用したときの機能が十分でなく、ガーレー値が低すぎると電池内部の反応の不均一性が高まる危険性があり好ましくない。
【0061】
また、本発明において、電池用セパレータのガーレー値の標準偏差は、12秒/100cc以下であることが好ましく、10秒/100cc以下であることがより好ましい。
【0062】
本発明の電池用セパレータにおいて、電池用セパレータとしての機能を確保するため、熱閉塞温度は、120℃〜140℃であることが好ましい。
【実施例】
【0063】
以下、実施例により本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0064】
下記実施例および比較例における多孔質フィルムおよび電池用セパレータについての各測定方法は以下のとおりである。
【0065】
(1)原子間力顕微鏡(AFM)による表面粗さ(RMS)の測定
AFM(Digital Instruments社製。型番:MMAFM−2)を用いて多孔質フィルムの表面粗さを測定した。測定は、10×10μm範囲を一視野として行い、その範囲の二乗平均粗さ(RMS)を算出して、表面粗さとした。1サンプルについて異なる10視野で表面粗さを求め、その平均値と標準偏差を算出した。
【0066】
(2)膜厚
接触式厚み計(ピーコック製)により測定した。
【0067】
(3)接触角(度)
接触角測定装置(KRUSS製)を用い測定を行った。試料表面に3μLの溶液(水:イソプロピルアルコール=6:4)の水滴を滴下し、そのときの試料表面と液滴のなす角度を滴下から1分間10秒毎に測定し、平均を接触角とした。
【0068】
(4)ガーレー値
JIS P8117に準じて測定した。測定装置として、B型ガーレーデンソメーター(東洋精機社製)を使用した。試料片を直径28.6mm、面積645mm2の円孔に締め付ける。内筒重量567gにより、筒内の空気を試験円孔部から筒外へ通過させる。空気100ccが通過する時間を測定し透気度(ガーレー値)とした。
【0069】
<実施例1>
(PP/PE/PPの三層構造を有する多孔質フィルムAの製造)
数平均分子量70000のポリプロピレンをTダイ成形装置を使用して膜厚7μmのフィルム状に溶融押出しした後、引取り方向を固定した状態で、135℃で60秒間の熱処理を行った。また、ポリエチレンとして、数平均分子量20000、密度0.964の高密度ポリエチレンをTダイ成型機を使用して膜厚5μmのフィルム状に溶融押出しした。ポリエチレンフィルムは、引取り方向を固定された状態で、120℃で60秒間の熱処理をした後、室温まで冷却した。
【0070】
熱処理したポリプロピレンフィルム及びポリエチレンフィルムを、ポリプロピレンを表面層に、ポリエチレンを内層(中間層)に配して三層構成に積層し、加熱ロールにより温度120℃、線圧1.8kg/cmで熱圧着し、その後50℃の冷却ロールにより冷却した。得られた未延伸積層フィルムの膜厚は20μmであった。
【0071】
未延伸積層フィルムは、30℃で25%低温延伸した後に、引続き123℃に加熱した熱風循環オーブン中で総延伸量180%になるまでフィルム長さ方向に高温延伸した後、123℃で30%緩和した状態で70秒間熱固定を行い、PP/PE/PPの3層積層多孔質フィルムAを得た。得られた多孔質フィルムAの厚みは16μmであった。
【0072】
多孔質フィルムAの表面粗さの測定およびその標準偏差の算出を行った。表面粗さは、1視野の平均値を1点として合計10点の測定を行い平均値と標準偏差を算出した。結果を表1に示す。
【0073】
(電池用セパレータの製造)
ベーマイト(化学組成AlOOH、アドマテックス製、グレード3006、平均粒子径2μm、比表面積10.7m2/g)、PVB(ポリビニルブチラール、積水化学工業(株)製、型番:KX−5)を水とイソプロピルアルコール(IPA)を溶媒として、各々の重量比が95:5:90:60になるように調整してアルミナ製の遊星ボールミル用ポットに投入した。遊星ボールミルで10分間攪拌混合を行い塗工液を得た。ガラス基板に固定した多孔質フィルムAにコーターナイフで一定の厚みで塗工液を塗布し、50℃で真空乾燥を行い、耐熱層を備えたセパレータを得た。
【0074】
(耐熱層の膜厚の標準偏差)
得られた電池用セパレータの耐熱層の膜厚を24点について測定し、その標準偏差を算出した。結果を表1に示す。
【0075】
<実施例2>
(PPの単層構造を有する多孔質フィルムBの製造)
数平均分子量70000のポリプロピレンをTダイ成形装置を使用して膜厚30μmのフィルム状に溶融押出しした後、引取り方向を固定した状態で、135℃で60秒間の熱処理を行った。未延伸フィルムは、30℃で20%低温延伸した後に、引続き123℃に加熱した熱風循環オーブン中で総延伸量160%になるまでフィルム長さ方向に高温延伸した後、123℃で25%緩和した状態で70秒間熱固定を行い、PPの単層多孔質フィルムBを得た。得られた多孔質フィルムBの厚みは25μmであった。
【0076】
多孔質フィルムBについて、上記実施例1と同様、多孔質フィルムBの表面粗さの測定、その標準偏差の算出を行った。さらに、多孔質フィルムBを用いた以外は上記実施例1と同様の方法により、電池用セパレータを製造した。得られた電池用セパレータの耐熱層の膜厚を測定し、その標準偏差を算出した。結果を表1に示す。
【0077】
<比較例1>
(PEの単層構造を有する多孔質フィルムCの製造)
高分子量のポリエチレンの粉末とパラフィンワックスの粉末を均一に混合した後に、二軸スクリュータイプの溶融混練機を用いて200℃で混合した。この溶融混合物を溶融状態のまま取り出して即時にプレス板で挟みこみ200℃で熱プレスを行い、その後冷却することで厚みが約1mmのシートを得た。得られたシートを同時二軸延伸機を用いて縦、横それぞれ約7倍の倍率で延伸を行った。その後、四辺を金枠で固定した状態で60℃のn−デカン、続いて室温のn−ヘキサンに浸漬することでパラフィンワックス成分を抽出した。その後、フィルムを乾燥させることで多孔質フィルムCを得た。
【0078】
得られた多孔質フィルムCについて、上記実施例1と同様、多孔質フィルムCの表面粗さの測定、その標準偏差の算出を行った。さらに、多孔質フィルムCを用いた以外は上記実施例1と同様の方法により、電池用セパレータを製造した。得られた電池用セパレータの耐熱層の膜厚を測定し、その標準偏差を算出した。結果を表1に示す。
【0079】
<比較例2>
(PEの単層構造を有する多孔質フィルムDの製造)
高分子量のポリエチレンの粉末を10重量%、粘度平均分子量が約20万のポリエチレンを15重量%、メルトインデックス(MI)が約25の低密度ポリエチレンを5重量%、パラフィンワックスの粉末を45重量%、微粉状の珪酸を25重量%を均一に混合した後に、二軸スクリュータイプの溶融混練機を用いて200℃で溶融混合した。この溶融混合物を溶融状態のまま取り出して即時にプレス板で挟みこみ200℃で熱プレスを行い、その後冷却することで厚みが約0.5mmのシートを得た。得られたシートを1,1,1−トリクロロエタンに20分以上浸漬後に水で洗浄した。さらに、60℃の25%苛性ソーダ中で100分間浸漬した後に乾燥することでシートを得た。このシートを同時二軸延伸機で縦、横それぞれ約4倍、5倍の倍率で延伸を行うことで多孔質フィルムDを得た。
【0080】
製造した多孔質フィルムDについて、上記実施例1と同様、多孔質フィルムDの表面粗さの測定、その標準偏差の算出を行った。さらに、多孔質フィルムDを用いた以外は上記実施例1と同様の方法により、電池用セパレータを製造した。得られた電池用セパレータの耐熱層の膜厚を測定し、その標準偏差を算出した。結果を表1に示す。
【0081】
【表1】

【0082】
多孔質フィルムの表面粗さと耐熱層の膜厚の標準偏差との関係を図1に示す。これにより、多孔質フィルムの表面粗さが小さいほど、耐熱層の膜厚のばらつきが小さく、より均質な電池用セパレータが得られたことが示された。また、多孔質フィルムの表面粗さの標準偏差が小さいほど、耐熱層の膜厚の標準偏差も小さく、より均質な電池用セパレータが得られたことが示された(表1)。
【0083】
<実施例3>
(PP/PE/PPの三層構造を有する多孔質フィルムAの製造)
上記実施例1と同様に、多孔質フィルムAを製造した。製造した多孔質フィルムAの接触角、ガーレー値の測定と、それぞれの標準偏差の算出を行った。結果を表2に示す。
【0084】
(電池用セパレータの製造)
上記実施例1と同様の方法により電池用セパレータを製造した。得られた電池用セパレータのガーレー値の測定とその標準偏差の算出を行った。結果を表2に示す。
【0085】
<実施例4>
(PPの単層構造を有する多孔質フィルムBの製造)
上記実施例2と同様の方法により、多孔質フィルムBを製造した。製造した多孔質フィルムBの接触角、ガーレー値の測定と、それぞれの標準偏差の算出を行った。結果を表2に示す。
【0086】
上記実施例2と同様の方法により電池用セパレータを製造した。得られた電池用セパレータのガーレー値の測定とその標準偏差の算出を行った。結果を表2に示す。
【0087】
<実施例5>
(PEの単層構造を有する多孔質フィルムEの製造)
高分子量のポリエチレンの粉末を8重量%、粘度平均分子量が約20万のポリエチレンを15重量%、メルトインデックス(MI)が約25の低密度ポリエチレンを4重量%、パラフィンワックスの粉末を45重量%、微粉状の珪酸を28重量%を均一に混合した後に、二軸スクリュータイプの溶融混練機を用いて200℃で溶融混合した。この溶融混合物を溶融状態のまま取り出して即時にプレス板で挟みこみ200℃で熱プレスを行い、その後冷却することで厚みが約0.5mmのシートを得た。得られたシートを1,1,1−トリクロロエタンに20分以上浸漬後に水で洗浄した。さらに、60℃の25%苛性ソーダ中で100分間浸漬した後に乾燥することでシートを得た。このシートを同時二軸延伸機で縦、横それぞれ約3倍、4倍の倍率で延伸を行うことで多孔質フィルムEを得た。
【0088】
製造した多孔質フィルムEの接触角、ガーレー値の測定と、それぞれの標準偏差の算出を行った。結果を表2に示す。
【0089】
さらに、多孔質フィルムEを用いた以外は実施例3と同様に、電池用セパレータを製造し、ガーレー値の測定とその標準偏差の算出を行った。結果を表2に示す。
【0090】
<比較例3>
(PEの単層構造を有する多孔質フィルムCの製造)
上記比較例1と同様に多孔質フィルムCを製造した。
【0091】
製造した多孔質フィルムCについて、接触角、ガーレー値の測定と、それぞれの標準偏差の算出を行った。結果を表2に示す。
【0092】
さらに、多孔質フィルムCを用いた以外は実施例3と同様に、電池用セパレータを製造し、ガーレー値の測定とその標準偏差の算出を行った。結果を表2に示す。
【0093】
<比較例4>
(PEの単層構造を有する多孔質フィルムFの製造)
ポリエチレンとして、数平均分子量20000、密度0.964の高密度ポリエチレンをTダイ成型機を使用して膜厚24μmのフィルム状に溶融押出しした。ポリエチレンフィルムは、引取り方向を固定された状態で、120℃で60秒間の熱処理をした後、室温まで冷却した。
【0094】
フィルムは、30℃で30%低温延伸した後に、引続き112℃に加熱した熱風循環オーブン中で総延伸量140%になるまでフィルム長さ方向に高温延伸した後、110℃で25%緩和した状態で70秒間熱固定を行い、PE単層多孔質フィルムFを得た。得られた多孔質フィルムFの厚みは18μmであった。
【0095】
製造した多孔質フィルムFについて、接触角、ガーレー値の測定と、それぞれの標準偏差の算出を行った。結果を表2に示す。
【0096】
さらに、多孔質フィルムFを用いた以外は実施例3と同様に、電池用セパレータを製造し、ガーレー値の測定とその標準偏差の算出を行った。結果を表2に示す。
【0097】
【表2】
【0098】
多孔質フィルムの水/IPA(水:イソプロピルアルコール=6:4(重量比)の溶液)に対する接触角の標準偏差と、電池用セパレータのガーレー値の標準偏差との関係を図2に示す。これにより、接触角の標準偏差が小さいほど、電池用セパレータのガーレー値の標準偏差が小さく、均質性が高い電池用セパレータが得られたことが示された。また、水に対する接触角の標準偏差と、電池用セパレータのガーレー値の標準偏差との関係もこれと相関があることが示された(表2)。
【技術分野】
【0001】
本発明は、電池内において、正・負極を隔離させ電解液内の電解質あるいは特定のイオンを選択的に透過させる隔膜として利用される電池用セパレータに関する。本発明は、特に、多孔質フィルムと、その少なくとも片面上に形成された耐熱性微粒子を主成分として含む耐熱層とを含む電池用セパレータに関する。
【背景技術】
【0002】
小型、軽量、高エネルギー密度などの特徴を活用し、二次電池はモバイル電子機器やハイブリット自動車・電気自動車等への幅広い展開が期待されている。二次電池の中でも最も高エネルギー密度を有するリチウム二次電池(リチウムイオン二次電池を含む)は、リチウム遷移金属複合酸化物からなる正極、例えば炭素系材料等のLiイオンを吸着・脱離する材料から構成される負極、Liイオン系電解質と有機溶剤からなる電解液、正・負極を隔離するセパレータから構成される。
【0003】
ここで、電池用セパレータに求められる特性は、
(1)正負極を直接接触させないように隔離すること
(2)回路内の部分短絡時に生ずる過電流時の電池回路を遮蔽(シャットダウン)すること
(3)電解液を保持した状態では、良好な電解質・イオン透過を有すること
(4)化学的・電気的・力学的安定性を有すること
等が挙げられる。
【0004】
特に、シャットダウン機能は電池回路が暴走することを防止する役目として、電池使用時の安全性を高める為にも重要である。例えば、セパレータの材料として主に使用されるポリオレフィン製微多孔膜は、電気回路の短絡時に発生する熱温度上昇により、溶融現象を誘起し、その結果、微多孔が閉塞することにより、シャットダウン機構を果たしている。
【0005】
さらに、シャットダウン後のセパレータの形状保持も重要となる。これは、微孔閉塞後も溶融化が進行すると、セパレータ全体の形状が失われてしまうことになるため(メルトダウン)、電極の短絡が発生する危険を防ぐことが必要だからである。
【0006】
電池用セパレータの材料として、種々のポリオレフィン製多孔質膜が知られている。例えば、特許文献1には、表面粗度が最大高さ(Rmax)値として3μm以上の特性を有するポリエチレン樹脂製多孔性フィルムが記載されている。特許文献2には、十点平均粗さ(Rz)が5μm以上であるポリプロピレン系樹脂を主成分とした層を有する電池用セパレータが記載されている。これらは、ポリオレフィン製多孔質膜の表面を粗面化することにより、電池用セパレータにおける電解液の保液量の向上を図っている。
【0007】
また、ポリオレフィン膜上に、耐熱性の高い無機化合物等を含む層を形成させることにより耐熱安定性が向上した電池用セパレータも知られている(特許文献3等)。この場合は、通常、ポリオレフィン製多孔質膜上に無機粒子等を分散させた塗工液(以下、塗工液と記載することもある)を塗布し、それを乾燥させて耐熱性の高い多孔質層を形成させる。しかし、従来のポリオレフィン製多孔質膜、特に、表面が粗面化されているポリオレフィン製多孔質膜は、塗工液を均一に塗布することが難しく塗り斑ができやすいため、膜厚や通気性等において均一性の高い製品を製造することができないという問題があり、さらなる改善が求められていた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−60792号公報
【特許文献2】特開2010−171005号公報
【特許文献3】特開2009−76410号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記問題点を解決し、シャットダウン機能と耐熱形状保持機能を併せ持つ電池用セパレータであって、膜厚や通気性において均一性が高い電池用セパレータを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の発明者は、鋭意検討の結果、多孔質フィルムの少なくとも片面上に、耐熱性微粒子を主成分として含む耐熱層が形成された電池用セパレータにおいて、多孔質フィルムの表面粗さおよび/またはその標準偏差と、耐熱層の膜厚の標準偏差との間に相関関係があること、ならびに、多孔質フィルムの水とイソプロピルアルコールとの混合液に対する接触角(濡れ性)の標準偏差と、電池用セパレータのガーレー値(通気性)の標準偏差との間に相関関係があることを見出した。これにより、多孔質フィルムの表面粗さとそのばらつき、および/または上記接触角のばらつきを調整することにより、均質性の高い電池用セパレータを提供することが可能となった。
【0011】
すなわち、本発明は、以下の事項に関する。
【0012】
1. AFMで測定した表面粗さが50nm以下であり、かつ、その標準偏差が5nm以下である面を有する多孔質フィルムと、
前記多孔質フィルムの少なくとも片面上に形成された、耐熱性微粒子を主成分として含む耐熱層と、
を含む電池用セパレータ。
【0013】
2. 前記多孔質フィルムが、水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である、上記1に記載の電池用セパレータ。
【0014】
3. 水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である面を有する多孔質フィルムと、
前記多孔質フィルムの少なくとも片面上に形成された、耐熱性微粒子を主成分として含む耐熱層と、
を含む電池用セパレータ。
【0015】
4. 前記多孔質フィルムが、ポリオレフィン製である、上記1〜3のいずれかに記載の電池用セパレータ。
【0016】
5. 前記耐熱性微粒子が無機粒子である、上記1〜4に記載の電池用セパレータ。
【0017】
6. 前記多孔質フィルムが、乾式延伸法により得られたフィルムである、上記1〜5のいずれかに記載の電池用セパレータ。
【0018】
7. AFMで測定した表面粗さが50nm以下であり、かつ、その標準偏差が5nm以下である面を有する多孔質フィルムを提供する工程と、
前記多孔質フィルムの少なくとも片面上に、耐熱性微粒子を主成分として含む塗工液を塗布する工程と、
を含む電池用セパレータの製造方法。
【0019】
8. 水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である面を有する多孔質フィルムを提供する工程と、
前記多孔質フィルムの少なくとも片面上に、耐熱性微粒子を主成分として含む塗工液を塗布する工程と、
を含む電池用セパレータの製造方法。
【0020】
9. 上記1〜8のいずれかに記載の電池用セパレータを含む、リチウム二次電池。
【発明の効果】
【0021】
本発明によれば、特にポリオレフィン製の多孔質フィルムの少なくとも片面に耐熱性微粒子を主成分として含む耐熱層を有する電池用セパレータであって、その膜厚や通気性のばらつきが小さく、均質性の高い電池用セパレータを得ることができる。
【図面の簡単な説明】
【0022】
【図1】多孔質フィルムの表面粗さと電池用セパレータの耐熱層の膜厚の標準偏差との関係を示す図である。
【図2】多孔質フィルムの接触角の標準偏差と電池用セパレータのガーレー値の標準偏差との関係を示す図である。
【発明を実施するための形態】
【0023】
以下、本発明について詳細に説明する。本発明の電池用セパレータは、多孔質フィルムと、その片面または両面に形成された耐熱性微粒子を主成分として含む耐熱層とを有する。後述するように、本発明の電池用セパレータは、多孔質フィルムの片面または両面に耐熱層を形成する溶液を塗布して製造する。本明細書においては、耐熱性微粒子を主成分として含む耐熱層を単に「耐熱層」、耐熱性微粒子を主成分として含み、耐熱層を形成する組成物を「塗工液」と記載することもある。
【0024】
<多孔質フィルム>
本発明に用いる多孔質フィルムは、少なくともその片面において、AFM(原子間力顕微鏡)を用いて測定した二乗平均表面粗さ(RMS)が、50nm以下であることが好ましく、30nm以下であることがより好ましく、1nm以上30nm以下であることがさらに好ましい。さらに、本発明に用いる多孔質フィルムは、上記AFMで測定した表面粗さの標準偏差が、10nm以下であることが好ましく、5nm以下であることがより好ましい。多孔質フィルムの表面粗さおよびその標準偏差が上記範囲内であると、電池用セパレータを製造する際、該表面上において、膜厚にばらつきのない均質な耐熱層を形成させることができる。これは、多孔質フィルムの表面粗さおよびそのばらつきをより小さくすることにより、塗工液の染込み斑が形成されにくく、塗工液が均一に塗布されやすくなったからであると考えられる。
【0025】
本発明に用いる多孔質フィルムは、少なくともその片面において、水とイソプロピルアルコールとの重量比が6:4である混合液に対する接触角の標準偏差が3度以下であることが好ましく、2.5度以下であることがより好ましい。接触角の標準偏差が該範囲内であると、これを用いて製造された電池用セパレータのガーレー値の標準偏差が小さくなり、電池用セパレータの通気性(透過性)のばらつきを低減することができる。これは、多孔質フィルムの該接触角、即ち濡れ性のばらつきをより小さくすることにより、塗工液の塗り斑が少なくなり、多孔質フィルムの孔内への塗工液の染込みのばらつきが小さくなったからであると考えられる。
【0026】
上記とは異なる溶媒、例えば水と基材(多孔質フィルム)の接触角の標準偏差と、水とイソプロピルアルコールとの重量比が6:4である混合液に対する接触角の標準偏差には相関があるが、同じ基材に対する標準偏差の大きさは水/イソプロピルアルコール混合溶媒の方が約2〜3倍の大きさになることから、感度の観点から水/イソプロピルアルコール混合溶媒の接触角はより優れた指標である。また、水の接触角だけでは有機溶媒を塗工液に用いた場合の塗工液の塗り斑が反映されない可能性があるが、水と有機溶媒を含む混合溶媒である水/イソプロピルアルコール混合溶媒の接触角の標準偏差は、塗工液に用いられる溶媒の濡れ性を広く反映することから、より優れた指標になりうるものである。
【0027】
本発明の電池用セパレータの熱閉塞温度は、高すぎると内部短絡発生時の安全性確保が困難になり、低すぎると通常使用範囲での温度領域で無孔化する可能性があるため電池の利便性を損なう。このため、電池の特性、使用環境に合わせて設定されるが、熱閉塞温度は130〜140℃となるように設定されることが好ましい。また、本発明の電池用セパレータは耐熱層を有するが、高い温度まで無孔化を維持するには、多孔質フィルム単独でも、170℃以上の無孔化維持温度を有することが好ましい。
【0028】
このような特性を満たすために、本発明の多孔質フィルムは、150℃以上の融点を有する熱可塑性ポリマーの層を有することが好ましく、積層多孔質フィルムであってもよい。積層多孔質フィルムの場合、好ましくは、150℃以上の融点を有する熱可塑性ポリマーの層と120℃〜140℃の範囲に融点を有する熱可塑性ポリマーの層とを有する。
【0029】
多孔質フィルムは、好ましくはポリオレフィン系材料から構成される。上記150℃以上の融点を有する熱可塑性ポリマーとしては、ポリプロピレン(PP)が挙げられ、120℃〜140℃の範囲に融点を有する熱可塑性ポリマーとしては、ポリエチレン(PE)が挙げられる。好ましくは、PP/PE/PPの順に積層された多孔質フィルムである。
【0030】
多孔質フィルムの膜厚は、使用される電池の種類にもよるが、例えば、3〜300μmが好ましく、10〜100μmがより好ましく、16〜50μmがさらに好ましい。
【0031】
また、多孔質フィルムは、製造条件やフィルムの組成等によっても異なるが、適切な通気度(ガス透過速度)を有することが必要であり、ガーレー値は10〜1000秒/100ccであることが好ましく、10〜800秒/100ccであることがより好ましく、30〜600秒/100ccであることが更に好ましい。ガーレー値が高すぎると電池用セパレ−タとして使用したときの機能が十分でなく、電池内部の反応の不均一性が高まる危険性があり好ましくない。また、ガーレー値が低すぎると電池の充放電時にLiデンドライトが析出してトラブルを引き起こす危険性が高まるので好ましくない。
【0032】
多孔質膜を電池セパレータとして用いる場合には、電池セパレータとしての性能を損なわない程度において、フィラー、粒子、着色剤、可塑剤、滑剤、難燃剤、老化防止剤、酸化防止剤等に代表される樹脂添加剤、接着剤及び無機物からなる補強剤が含まれても良い。
【0033】
本発明に用いられる多孔質フィルムの製造方法は、特に限定されないが、例えば、特開平7−307146号公報または特開平4−181651号公報、特開平3−80923号公報、特開平7−268118公報、特開平8−138643等に記載の方法を参照して製造することができる。
【0034】
例えば、多孔質フィルムを乾式延伸法により製造する場合は、ポリマーに、必要により核剤を添加して溶融し、押出法等によりシート化し、結晶化のための熱処理を施した後、延伸により結晶界面を剥離して開孔させることができる。
【0035】
本発明において、例えばポリオレフィン製多孔質フィルムを製造する場合は、乾式延伸法が好ましい。乾式延伸法を用いると、多孔質フィルムの表面粗さとその標準偏差、および水:イソプロピルアルコール=6:4(重量比)である混合液に対する接触角の標準偏差がそれぞれ小さくなるように調整しやすい。
【0036】
乾式延伸法により多孔質フィルムを製造する場合、延伸条件、熱処理条件、核剤の量、フィラーの量等を調整することにより、多孔質フィルムの表面粗さを調整することができる。具体的には、これらの因子が独立ではないために一概にある因子を変更することで表面粗さを減らすことは出来ないが、条件を適切化することで表面粗さを調整することは可能である。例えば、結晶サイズを小さくすることは表面粗さを小さくするのに有効であるが、結晶サイズを小さくことは核剤の量、熱処理条件、いずれによっても結晶サイズを小さくすることが出来る。また、一般的にはポリエチレンよりポリプロピレンの方が表面粗さは小さくなる傾向があるので、表面粗さを小さくするためには最表面層をポリプロピレンにすることが有効である。
【0037】
多孔質フィルムの表面粗さの標準偏差は、例えば、フィルムを延伸する際に出来るだけ均一に応力を付与することで小さくできる。また、熱処理工程において、その加熱温度の斑を小さくすることで小さくすることが出来る。さらに、核剤の分散性を高めることでも表面粗さの標準偏差を小さくすることが出来る。また、一般的にはポリエチレンよりポリプロピレンの方が表面粗さの標準偏差は小さくなるので、多孔質フィルムの最表面をポリプロピレンとすることで標準偏差を小さくすることが出来る。
【0038】
水:イソプロピルアルコール=6:4(重量比)である混合液に対する多孔質フィルムの接触角の標準偏差は、例えば、孔径を小さくすることにより小さくできる。また、表面粗さを小さくすることも接触角の標準偏差を小さくすることに有効である。
【0039】
また、後述するように、多孔質フィルムの少なくとも片面には、耐熱性微粒子を含有する塗工液が塗布されるが、塗工液を塗布する前にフィルムの紫外線処理、コロナ放電処理、プラズマ放電処理などの表面処理を行うことにより、塗工液に対する濡れ性を調節することができる。これらの表面処理は、均質な塗工を行う観点からは多孔質フィルムの表面にのみ行われることが好ましい。多孔質フィルムの内部にまで処理の効果がおよぶと、塗工液が膜内部に浸透して裏面に抜けていく「裏抜け」が発生しやすくなるおそれがある。
【0040】
<耐熱層>
本発明の電池用セパレータにおける耐熱層は、耐熱性微粒子を含有することで、その耐熱性を確保している。なお、本明細書において「耐熱性」とは、少なくとも150℃において変形などの形状変化が目視で確認されないことを意味する。耐熱性微粒子の有する耐熱性は、200℃以上であることが好ましく、300℃以上であることがより好ましく、500℃以上であることが更に好ましい。また、耐熱層は単層であっても複数の耐熱層が積層された多層であってもよい。
【0041】
耐熱性微粒子としては、電気絶縁性を有する無機微粒子であることが好ましく、具体的には、酸化鉄、シリカ(SiO2)、アルミナ(Al2O3)、TiO2、マグネシア、BaTiO2などの無機酸化物微粒子;窒化アルミニウム、窒化ケイ素などの無機窒化物微粒子;フッ化カルシウム、フッ化バリウム、硫酸バリウムなどの難溶性のイオン結晶微粒子;シリコン、ダイヤモンドなどの共有結合性結晶微粒子;モンモリロナイトなどの粘土微粒子;などが挙げられる。ここで、前記無機酸化物微粒子は、ベーマイト、ゼオライト、アパタイト、カオリン、ムライト、スピネル、オリビン、マイカなどの鉱物資源由来物質またはこれらの人造物などの微粒子であってもよい。また、これらの無機微粒子を構成する無機化合物は、必要に応じて、元素置換されていたり、固溶体化されていたりしてもよく、更に前記の無機微粒子は表面処理が施されていてもよい。また、無機微粒子は、金属、SnO2、スズ−インジウム酸化物(ITO)などの導電性酸化物、カーボンブラック、グラファイトなどの炭素質材料などで例示される導電性材料の表面を、電気絶縁性を有する材料(例えば、前記の無機酸化物など)で被覆することにより電気絶縁性を持たせた粒子であってもよい。
【0042】
耐熱性微粒子には、有機微粒子を用いることもできる。有機微粒子の具体例としては、ポリイミド、メラミン系樹脂、フェノール系樹脂、芳香族ポリアミド樹脂、架橋ポリメチルメタクリレート(架橋PMMA)、架橋ポリスチレン(架橋PS)、ポリジビニルベンゼン(PDVB)、ベンゾグアナミン−ホルムアルデヒド縮合物などの架橋高分子の微粒子;熱可塑性ポリイミドなどの耐熱性高分子の微粒子;が挙げられる。これらの有機微粒子を構成する有機樹脂(高分子)は、前記例示の材料の混合物、変性体、誘導体、共重合体(ランダム共重合体、交互共重合体、ブロック共重合体、グラフト共重合体)、架橋体(前記の耐熱性高分子の場合)であってもよい。
【0043】
耐熱性微粒子は、前記例示のものを1種単独で使用してもよく、2種以上を併用してもよい。
【0044】
耐熱性微粒子の粒径は、平均粒径で、好ましくは0.001μm以上、より好ましくは0.1μm以上であって、好ましくは15μm以下、より好ましくは3μm以下である。なお、耐熱性微粒子の平均粒径は、例えば、レーザー散乱粒度分布計(例えば、HORIBA社製「LA−920」)を用い、耐熱性微粒子を溶解しない媒体に分散させて測定した数平均粒子径として規定することができる。
【0045】
耐熱層は耐熱性微粒子を主成分として含むが、本明細書において「主成分として含む」とは、耐熱性微粒子を、耐熱層の構成成分の全体積中、70体積%以上含むことを意味する。耐熱層における耐熱性微粒子の量は、耐熱層の構成成分の全体積中、80体積%以上であることが好ましく、90体積%以上であることがより好ましい。耐熱多孔質層中の耐熱性微粒子を前記のように高含有量とすることで、多層多孔質膜全体の熱収縮を良好に抑制することができる。
【0046】
また、耐熱層には、耐熱性微粒子同士を結着したり耐熱多孔質層と樹脂多孔質膜とを結着したりするために有機バインダを含有させることが好ましく、このような観点から、耐熱層における耐熱性微粒子量の好適上限値は、例えば、耐熱多孔質層の構成成分の全体積中、99体積%である。なお、耐熱多孔質層における耐熱性微粒子の量が少なすぎると、例えば、耐熱多孔質層中の有機バインダ量を多くする必要が生じるが、その場合には耐熱層の空孔が有機バインダによって埋められてしまい、例えばセパレータとしての機能を喪失するおそれがあり、また、開孔剤などを用いて多孔質化した場合には、耐熱性微粒子同士の間隔が大きくなりすぎて、熱収縮を抑制する効果が低下するおそれがある。
【0047】
耐熱層に用いる有機バインダとしては、耐熱性微粒子同士や耐熱層と多孔質フィルムとを良好に接着でき、電気化学的に安定で、二次電池用セパレータに使用する場合には、有機電解液に対して安定であれば特に制限はない。具体的には、エチレン−酢酸ビニル共重合体(EVA、酢酸ビニル由来の構造単位が20〜35モル%のもの)、エチレン−エチルアクリレート共重合体などのエチレン−アクリル酸共重合体、フッ素樹脂[ポリフッ化ビニリデン(PVDF)など]、フッ素系ゴム、スチレン−ブタジエンゴム(SBR)、カルボキシメチルセルロース(CMC)、ヒドロキシエチルセルロース(HEC)、ポリビニルアルコール(PVA)、ポリビニルブチラール(PVB)、ポリビニルピロリドン(PVP)、ポリN−ビニルアセトアミド、架橋アクリル樹脂、ポリウレタン、エポキシ樹脂、ポリイミドなどが挙げられる。これらの有機バインダは1種単独で使用してもよく、2種以上を併用してもよい。
【0048】
前記例示の有機バインダの中でも、150℃以上の耐熱性を有する耐熱樹脂が好ましく、特に、エチレン−アクリル酸共重合体、フッ素系ゴム、SBRなどの柔軟性の高い材料がより好ましい。これらの具体例としては、三井デュポンポリケミカル社製の「エバフレックスシリーズ(EVA、商品名)」、日本ユニカー社製のEVA、三井デュポンポリケミカル社製の「エバフレックス−EEAシリーズ(エチレン−アクリル酸共重合体、商品名)」、日本ユニカー社製のEEA、ダイキン工業社製の「ダイエルラテックスシリーズ(フッ素ゴム、商品名)」、JSR社製の「TRD−2001(SBR、商品名)」、日本ゼオン社製の「EM−400B(SBR、商品名)」などが挙げられる。また、アクリル酸ブチルを主成分とし、これを架橋した構造を有する低ガラス転移温度の架橋アクリル樹脂(自己架橋型アクリル樹脂)も好ましい。
【0049】
なお、これら有機バインダを使用する場合には、耐熱層を形成する塗工液(スラリーなど)の媒体(溶媒)に溶解させるか、または塗工液中に分散させたエマルジョンの形態で用いればよい。
【0050】
耐熱層を形成する塗工液は、耐熱性微粒子や、必要に応じて有機バインダなどを含み、これらを水や有機溶剤などの媒体に分散(有機バインダは媒体に溶解していてもよい)させたスラリーなどである。
【0051】
塗工液の媒体として用いる有機溶剤としては、多孔質フィルムを溶解したり膨潤させたりするなどして多孔質フィルムにダメージを与えないものであり、また、有機バインダを使用する場合にあっては有機バインダを均一に溶解可能であるものであれば特に制限は無いが、テトラヒドロフラン(THF)などのフラン類;メチルエチルケトン(MEK)、メチルイソブチルケトン(MIBK)などのケトン類;などが好適である。なお、高沸点の有機溶剤は、耐熱多孔質層形成用の組成物を樹脂多孔質膜に塗布した後に、乾燥などによって有機溶剤を除去する際に、多孔質フィルムに熱溶融などのダメージを与える虞があるので好ましくない。また、これらの有機溶剤に多価アルコール(エチレングリコール、トリエチレングリコールなど)や界面活性剤(直鎖アルキルベンゼンスルホン酸塩、ポリオキシエチレンアルキルエーテル、ポリオキシエチルアルキルフェニルエーテルなど)などを適宜加えてもよい。
【0052】
また、塗工液の媒体には、水を用いることもでき、その場合にもアルコール(エタノール、イソプロパノールなどの炭素数が6以下のアルコールなど)や界面活性剤(例えば、前記の有機溶剤を媒体とする耐熱多孔質層形成用組成物に用い得るものとして例示したもの)を加えてもよい。
【0053】
<電池用セパレータ>
本発明の電池用セパレータの製造方法は、上記多孔質フィルムを提供する工程と、該多孔質フィルムの片面または両面に上記耐熱性微粒子を主成分として含む塗工液を塗布する工程と、塗布された塗工液を乾燥して多孔質の耐熱層を形成させる工程とを含む。
【0054】
多孔質フィルム上に塗工液を塗布する方法としては、例えば、グラビアコーター、ナイフコーター、リバースロールコーター、ダイコーターなどの従来公知の塗工装置を用いる方法が挙げられる。
【0055】
多孔質フィルムの片面または両面に塗布された塗工液を乾燥して塗工液中の媒体を除去することにより、多孔化した耐熱層が形成される。
【0056】
本発明の電池用セパレータにおいて、耐熱層の膜厚は、特に限定されないが、好ましくは0.5μm〜50μmであり、より好ましくは1μm〜10μmである。耐熱層が薄すぎるとメルトダウン防止効果が不十分となり、厚すぎるとセパレータをロール形状にする際や電池に組み込む工程で耐熱層にひびが入るなどの欠陥が生じる危険性が高まるので好ましくない。また、電解液の注液量が増加し電池製造コストの増加の一因となること、電池の体積辺り及び重量当たりのエネルギー密度が低下することからも、耐熱層が厚すぎることは好ましくない。
【0057】
また、耐熱層の膜厚の標準偏差は、好ましくは1.4μm以下であり、より好ましくは1.3μm未満であり、さらに好ましくは1.25μm以下であり、さらに好ましくは1.2μm以下である。
【0058】
本発明の電池用セパレータの膜厚(多孔質フィルムの膜厚と耐熱層の膜厚との合計)は、特に限定されないが、4〜300μm、好ましくは10〜100μm、更に好ましくは16〜50μmである。膜厚みが薄すぎると、メルトダウン防止効果が不十分となる上にLiデンドライトによる短絡抑止効果も不十分となるので好ましくない。膜厚みが厚すぎると電池セパレータとして使用したとき電解液の注液量が増加し電池製造コストの増加の一因となること、電池の体積辺り及び重量当たりのエネルギー密度が低下することから、好ましくない。
【0059】
また、多孔質フィルムの平均膜厚をa(μm)、耐熱層の平均膜厚をb(μm)としたとき、膜厚比a/bの値が、1以上20以下であることが好ましく、2以上10以下であることがより好ましく、3以上10以下であることがさらに好ましい。
【0060】
本発明の電池用セパレータのガーレー値は、特に限定されないが、10〜1000秒/100cc、好ましくは10〜800秒/100cc、更に好ましくは30〜600秒/100ccである。ガーレー値が高すぎると電池用セパレ−タとして使用したときの機能が十分でなく、ガーレー値が低すぎると電池内部の反応の不均一性が高まる危険性があり好ましくない。
【0061】
また、本発明において、電池用セパレータのガーレー値の標準偏差は、12秒/100cc以下であることが好ましく、10秒/100cc以下であることがより好ましい。
【0062】
本発明の電池用セパレータにおいて、電池用セパレータとしての機能を確保するため、熱閉塞温度は、120℃〜140℃であることが好ましい。
【実施例】
【0063】
以下、実施例により本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0064】
下記実施例および比較例における多孔質フィルムおよび電池用セパレータについての各測定方法は以下のとおりである。
【0065】
(1)原子間力顕微鏡(AFM)による表面粗さ(RMS)の測定
AFM(Digital Instruments社製。型番:MMAFM−2)を用いて多孔質フィルムの表面粗さを測定した。測定は、10×10μm範囲を一視野として行い、その範囲の二乗平均粗さ(RMS)を算出して、表面粗さとした。1サンプルについて異なる10視野で表面粗さを求め、その平均値と標準偏差を算出した。
【0066】
(2)膜厚
接触式厚み計(ピーコック製)により測定した。
【0067】
(3)接触角(度)
接触角測定装置(KRUSS製)を用い測定を行った。試料表面に3μLの溶液(水:イソプロピルアルコール=6:4)の水滴を滴下し、そのときの試料表面と液滴のなす角度を滴下から1分間10秒毎に測定し、平均を接触角とした。
【0068】
(4)ガーレー値
JIS P8117に準じて測定した。測定装置として、B型ガーレーデンソメーター(東洋精機社製)を使用した。試料片を直径28.6mm、面積645mm2の円孔に締め付ける。内筒重量567gにより、筒内の空気を試験円孔部から筒外へ通過させる。空気100ccが通過する時間を測定し透気度(ガーレー値)とした。
【0069】
<実施例1>
(PP/PE/PPの三層構造を有する多孔質フィルムAの製造)
数平均分子量70000のポリプロピレンをTダイ成形装置を使用して膜厚7μmのフィルム状に溶融押出しした後、引取り方向を固定した状態で、135℃で60秒間の熱処理を行った。また、ポリエチレンとして、数平均分子量20000、密度0.964の高密度ポリエチレンをTダイ成型機を使用して膜厚5μmのフィルム状に溶融押出しした。ポリエチレンフィルムは、引取り方向を固定された状態で、120℃で60秒間の熱処理をした後、室温まで冷却した。
【0070】
熱処理したポリプロピレンフィルム及びポリエチレンフィルムを、ポリプロピレンを表面層に、ポリエチレンを内層(中間層)に配して三層構成に積層し、加熱ロールにより温度120℃、線圧1.8kg/cmで熱圧着し、その後50℃の冷却ロールにより冷却した。得られた未延伸積層フィルムの膜厚は20μmであった。
【0071】
未延伸積層フィルムは、30℃で25%低温延伸した後に、引続き123℃に加熱した熱風循環オーブン中で総延伸量180%になるまでフィルム長さ方向に高温延伸した後、123℃で30%緩和した状態で70秒間熱固定を行い、PP/PE/PPの3層積層多孔質フィルムAを得た。得られた多孔質フィルムAの厚みは16μmであった。
【0072】
多孔質フィルムAの表面粗さの測定およびその標準偏差の算出を行った。表面粗さは、1視野の平均値を1点として合計10点の測定を行い平均値と標準偏差を算出した。結果を表1に示す。
【0073】
(電池用セパレータの製造)
ベーマイト(化学組成AlOOH、アドマテックス製、グレード3006、平均粒子径2μm、比表面積10.7m2/g)、PVB(ポリビニルブチラール、積水化学工業(株)製、型番:KX−5)を水とイソプロピルアルコール(IPA)を溶媒として、各々の重量比が95:5:90:60になるように調整してアルミナ製の遊星ボールミル用ポットに投入した。遊星ボールミルで10分間攪拌混合を行い塗工液を得た。ガラス基板に固定した多孔質フィルムAにコーターナイフで一定の厚みで塗工液を塗布し、50℃で真空乾燥を行い、耐熱層を備えたセパレータを得た。
【0074】
(耐熱層の膜厚の標準偏差)
得られた電池用セパレータの耐熱層の膜厚を24点について測定し、その標準偏差を算出した。結果を表1に示す。
【0075】
<実施例2>
(PPの単層構造を有する多孔質フィルムBの製造)
数平均分子量70000のポリプロピレンをTダイ成形装置を使用して膜厚30μmのフィルム状に溶融押出しした後、引取り方向を固定した状態で、135℃で60秒間の熱処理を行った。未延伸フィルムは、30℃で20%低温延伸した後に、引続き123℃に加熱した熱風循環オーブン中で総延伸量160%になるまでフィルム長さ方向に高温延伸した後、123℃で25%緩和した状態で70秒間熱固定を行い、PPの単層多孔質フィルムBを得た。得られた多孔質フィルムBの厚みは25μmであった。
【0076】
多孔質フィルムBについて、上記実施例1と同様、多孔質フィルムBの表面粗さの測定、その標準偏差の算出を行った。さらに、多孔質フィルムBを用いた以外は上記実施例1と同様の方法により、電池用セパレータを製造した。得られた電池用セパレータの耐熱層の膜厚を測定し、その標準偏差を算出した。結果を表1に示す。
【0077】
<比較例1>
(PEの単層構造を有する多孔質フィルムCの製造)
高分子量のポリエチレンの粉末とパラフィンワックスの粉末を均一に混合した後に、二軸スクリュータイプの溶融混練機を用いて200℃で混合した。この溶融混合物を溶融状態のまま取り出して即時にプレス板で挟みこみ200℃で熱プレスを行い、その後冷却することで厚みが約1mmのシートを得た。得られたシートを同時二軸延伸機を用いて縦、横それぞれ約7倍の倍率で延伸を行った。その後、四辺を金枠で固定した状態で60℃のn−デカン、続いて室温のn−ヘキサンに浸漬することでパラフィンワックス成分を抽出した。その後、フィルムを乾燥させることで多孔質フィルムCを得た。
【0078】
得られた多孔質フィルムCについて、上記実施例1と同様、多孔質フィルムCの表面粗さの測定、その標準偏差の算出を行った。さらに、多孔質フィルムCを用いた以外は上記実施例1と同様の方法により、電池用セパレータを製造した。得られた電池用セパレータの耐熱層の膜厚を測定し、その標準偏差を算出した。結果を表1に示す。
【0079】
<比較例2>
(PEの単層構造を有する多孔質フィルムDの製造)
高分子量のポリエチレンの粉末を10重量%、粘度平均分子量が約20万のポリエチレンを15重量%、メルトインデックス(MI)が約25の低密度ポリエチレンを5重量%、パラフィンワックスの粉末を45重量%、微粉状の珪酸を25重量%を均一に混合した後に、二軸スクリュータイプの溶融混練機を用いて200℃で溶融混合した。この溶融混合物を溶融状態のまま取り出して即時にプレス板で挟みこみ200℃で熱プレスを行い、その後冷却することで厚みが約0.5mmのシートを得た。得られたシートを1,1,1−トリクロロエタンに20分以上浸漬後に水で洗浄した。さらに、60℃の25%苛性ソーダ中で100分間浸漬した後に乾燥することでシートを得た。このシートを同時二軸延伸機で縦、横それぞれ約4倍、5倍の倍率で延伸を行うことで多孔質フィルムDを得た。
【0080】
製造した多孔質フィルムDについて、上記実施例1と同様、多孔質フィルムDの表面粗さの測定、その標準偏差の算出を行った。さらに、多孔質フィルムDを用いた以外は上記実施例1と同様の方法により、電池用セパレータを製造した。得られた電池用セパレータの耐熱層の膜厚を測定し、その標準偏差を算出した。結果を表1に示す。
【0081】
【表1】
【0082】
多孔質フィルムの表面粗さと耐熱層の膜厚の標準偏差との関係を図1に示す。これにより、多孔質フィルムの表面粗さが小さいほど、耐熱層の膜厚のばらつきが小さく、より均質な電池用セパレータが得られたことが示された。また、多孔質フィルムの表面粗さの標準偏差が小さいほど、耐熱層の膜厚の標準偏差も小さく、より均質な電池用セパレータが得られたことが示された(表1)。
【0083】
<実施例3>
(PP/PE/PPの三層構造を有する多孔質フィルムAの製造)
上記実施例1と同様に、多孔質フィルムAを製造した。製造した多孔質フィルムAの接触角、ガーレー値の測定と、それぞれの標準偏差の算出を行った。結果を表2に示す。
【0084】
(電池用セパレータの製造)
上記実施例1と同様の方法により電池用セパレータを製造した。得られた電池用セパレータのガーレー値の測定とその標準偏差の算出を行った。結果を表2に示す。
【0085】
<実施例4>
(PPの単層構造を有する多孔質フィルムBの製造)
上記実施例2と同様の方法により、多孔質フィルムBを製造した。製造した多孔質フィルムBの接触角、ガーレー値の測定と、それぞれの標準偏差の算出を行った。結果を表2に示す。
【0086】
上記実施例2と同様の方法により電池用セパレータを製造した。得られた電池用セパレータのガーレー値の測定とその標準偏差の算出を行った。結果を表2に示す。
【0087】
<実施例5>
(PEの単層構造を有する多孔質フィルムEの製造)
高分子量のポリエチレンの粉末を8重量%、粘度平均分子量が約20万のポリエチレンを15重量%、メルトインデックス(MI)が約25の低密度ポリエチレンを4重量%、パラフィンワックスの粉末を45重量%、微粉状の珪酸を28重量%を均一に混合した後に、二軸スクリュータイプの溶融混練機を用いて200℃で溶融混合した。この溶融混合物を溶融状態のまま取り出して即時にプレス板で挟みこみ200℃で熱プレスを行い、その後冷却することで厚みが約0.5mmのシートを得た。得られたシートを1,1,1−トリクロロエタンに20分以上浸漬後に水で洗浄した。さらに、60℃の25%苛性ソーダ中で100分間浸漬した後に乾燥することでシートを得た。このシートを同時二軸延伸機で縦、横それぞれ約3倍、4倍の倍率で延伸を行うことで多孔質フィルムEを得た。
【0088】
製造した多孔質フィルムEの接触角、ガーレー値の測定と、それぞれの標準偏差の算出を行った。結果を表2に示す。
【0089】
さらに、多孔質フィルムEを用いた以外は実施例3と同様に、電池用セパレータを製造し、ガーレー値の測定とその標準偏差の算出を行った。結果を表2に示す。
【0090】
<比較例3>
(PEの単層構造を有する多孔質フィルムCの製造)
上記比較例1と同様に多孔質フィルムCを製造した。
【0091】
製造した多孔質フィルムCについて、接触角、ガーレー値の測定と、それぞれの標準偏差の算出を行った。結果を表2に示す。
【0092】
さらに、多孔質フィルムCを用いた以外は実施例3と同様に、電池用セパレータを製造し、ガーレー値の測定とその標準偏差の算出を行った。結果を表2に示す。
【0093】
<比較例4>
(PEの単層構造を有する多孔質フィルムFの製造)
ポリエチレンとして、数平均分子量20000、密度0.964の高密度ポリエチレンをTダイ成型機を使用して膜厚24μmのフィルム状に溶融押出しした。ポリエチレンフィルムは、引取り方向を固定された状態で、120℃で60秒間の熱処理をした後、室温まで冷却した。
【0094】
フィルムは、30℃で30%低温延伸した後に、引続き112℃に加熱した熱風循環オーブン中で総延伸量140%になるまでフィルム長さ方向に高温延伸した後、110℃で25%緩和した状態で70秒間熱固定を行い、PE単層多孔質フィルムFを得た。得られた多孔質フィルムFの厚みは18μmであった。
【0095】
製造した多孔質フィルムFについて、接触角、ガーレー値の測定と、それぞれの標準偏差の算出を行った。結果を表2に示す。
【0096】
さらに、多孔質フィルムFを用いた以外は実施例3と同様に、電池用セパレータを製造し、ガーレー値の測定とその標準偏差の算出を行った。結果を表2に示す。
【0097】
【表2】
【0098】
多孔質フィルムの水/IPA(水:イソプロピルアルコール=6:4(重量比)の溶液)に対する接触角の標準偏差と、電池用セパレータのガーレー値の標準偏差との関係を図2に示す。これにより、接触角の標準偏差が小さいほど、電池用セパレータのガーレー値の標準偏差が小さく、均質性が高い電池用セパレータが得られたことが示された。また、水に対する接触角の標準偏差と、電池用セパレータのガーレー値の標準偏差との関係もこれと相関があることが示された(表2)。
【特許請求の範囲】
【請求項1】
AFMで測定した表面粗さが50nm以下であり、かつ、その標準偏差が5nm以下である面を有する多孔質フィルムと、
前記多孔質フィルムの少なくとも片面上に形成された、耐熱性微粒子を主成分として含む耐熱層と、
を含む電池用セパレータ。
【請求項2】
前記多孔質フィルムが、水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である、請求項1に記載の電池用セパレータ。
【請求項3】
水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である面を有する多孔質フィルムと、
前記多孔質フィルムの少なくとも片面上に形成された、耐熱性微粒子を主成分として含む耐熱層と、
を含む電池用セパレータ。
【請求項4】
前記多孔質フィルムが、ポリオレフィン製である、請求項1〜3のいずれか1項に記載の電池用セパレータ。
【請求項5】
前記耐熱性微粒子が無機粒子である、請求項1〜4に記載の電池用セパレータ。
【請求項6】
前記多孔質フィルムが、乾式延伸法により得られたフィルムである、請求項1〜5のいずれか1項に記載の電池用セパレータ。
【請求項7】
AFMで測定した表面粗さが50nm以下であり、かつ、その標準偏差が5nm以下である面を有する多孔質フィルムを提供する工程と、
前記多孔質フィルムの少なくとも片面上に、耐熱性微粒子を主成分として含む塗工液を塗布する工程と、
を含む電池用セパレータの製造方法。
【請求項8】
水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である面を有する多孔質フィルムを提供する工程と、
前記多孔質フィルムの少なくとも片面上に、耐熱性微粒子を主成分として含む塗工液を塗布する工程と、
を含む電池用セパレータの製造方法。
【請求項9】
請求項1〜8のいずれか1項に記載の電池用セパレータを含む、リチウム二次電池。
【請求項1】
AFMで測定した表面粗さが50nm以下であり、かつ、その標準偏差が5nm以下である面を有する多孔質フィルムと、
前記多孔質フィルムの少なくとも片面上に形成された、耐熱性微粒子を主成分として含む耐熱層と、
を含む電池用セパレータ。
【請求項2】
前記多孔質フィルムが、水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である、請求項1に記載の電池用セパレータ。
【請求項3】
水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である面を有する多孔質フィルムと、
前記多孔質フィルムの少なくとも片面上に形成された、耐熱性微粒子を主成分として含む耐熱層と、
を含む電池用セパレータ。
【請求項4】
前記多孔質フィルムが、ポリオレフィン製である、請求項1〜3のいずれか1項に記載の電池用セパレータ。
【請求項5】
前記耐熱性微粒子が無機粒子である、請求項1〜4に記載の電池用セパレータ。
【請求項6】
前記多孔質フィルムが、乾式延伸法により得られたフィルムである、請求項1〜5のいずれか1項に記載の電池用セパレータ。
【請求項7】
AFMで測定した表面粗さが50nm以下であり、かつ、その標準偏差が5nm以下である面を有する多孔質フィルムを提供する工程と、
前記多孔質フィルムの少なくとも片面上に、耐熱性微粒子を主成分として含む塗工液を塗布する工程と、
を含む電池用セパレータの製造方法。
【請求項8】
水:イソプロピルアルコール=6:4(重量比)の溶液に対する接触角の標準偏差が3度以下である面を有する多孔質フィルムを提供する工程と、
前記多孔質フィルムの少なくとも片面上に、耐熱性微粒子を主成分として含む塗工液を塗布する工程と、
を含む電池用セパレータの製造方法。
【請求項9】
請求項1〜8のいずれか1項に記載の電池用セパレータを含む、リチウム二次電池。
【図1】

【図2】
【図2】
【公開番号】特開2013−105578(P2013−105578A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247528(P2011−247528)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000000206)宇部興産株式会社 (2,022)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000000206)宇部興産株式会社 (2,022)
【Fターム(参考)】
[ Back to top ]