
電池
【課題】電池内圧の上昇時に、アルミラミネートフィルム21,22の膨張部21b,22bだけが膨れるようにすることにより、発電要素1の電極の極間距離が広がり電池特性が低下するのを防止することができる電池を提供する。
【解決手段】アルミニウム箔の表裏面に樹脂製のベースフィルム層とシーラント層を積層したアルミラミネートフィルム21,22を電池ケース2に用いた電池において、このアルミラミネートフィルム21,22に発電要素1を嵌め込むための凹部21a,22aが形成されると共に、これらの凹部21a,22aの底面の四隅に、それぞれ厚さが全ての層で薄くなった膨張部21b,22bが形成された構成とする。
【解決手段】アルミニウム箔の表裏面に樹脂製のベースフィルム層とシーラント層を積層したアルミラミネートフィルム21,22を電池ケース2に用いた電池において、このアルミラミネートフィルム21,22に発電要素1を嵌め込むための凹部21a,22aが形成されると共に、これらの凹部21a,22aの底面の四隅に、それぞれ厚さが全ての層で薄くなった膨張部21b,22bが形成された構成とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミラミネートフィルム等を電池ケースに用いた電池に関するものである。
【背景技術】
【0002】
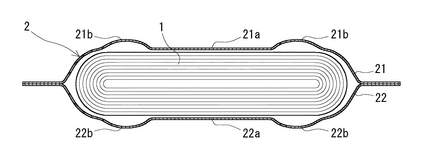
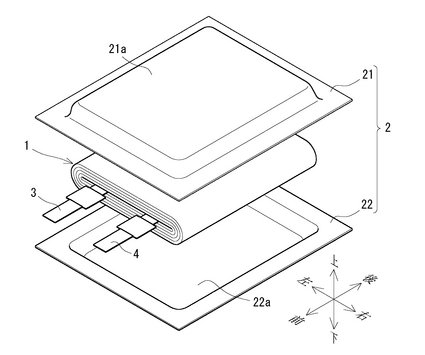
アルミラミネートフィルムを電池ケースに用いた従来の非水電解質二次電池の構成例を図4に示す。この非水電解質二次電池は、発電要素1を収納する電池ケース2が2枚の方形のアルミラミネートフィルム21,22からなる。発電要素1は、帯状の正極と負極をセパレータを介して巻回し長円筒形としたものであり、前方端面から正極リード端子3と負極リード端子4を突出させている。
【0003】
電池ケース2を構成する2枚のアルミラミネートフィルム21,22は、アルミニウム箔からなる金属層の一方の面にナイロン樹脂等からなるベースフィルム層を積層すると共に他方の面にポリプロピレン等からなるシーラント層を積層した3層構造の方形のフレキシブルなラミネートフィルムである。また、これらのアルミラミネートフィルム21,22は、長円筒形の発電要素1の上半分と下半分を嵌め込むことができるように、事前に中央の大部分に絞り加工によってシーラント層側の面が窪んだ凹部21a,22aが形成されている。そして、これら2枚のアルミラミネートフィルム21,22は、シーラント層を向かい合わせにして重ね合わせ、凹部21a,22a同士によって形成された空間に発電要素1を嵌め込み、電解液を充填した後に周縁部を熱溶着することにより、内部を密閉した電池ケース2となる。なお、発電要素1の前方端面から突出するリード端子3,4は、これら2枚のアルミラミネートフィルム21,22の周縁部が前端部で重なり合った間を通して封止されて外部に突出するようになっている。
【0004】
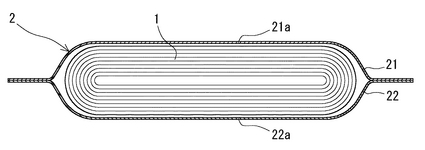
上記非水電解質二次電池は、図5に示すように、アルミラミネートフィルム21,22の凹部21a,22aの平坦な底面(ただし、上方の凹部21aは上下を逆にして重ね合わせられるために、この底面は図では天井側の面として表れる。)が上下から、長円筒形の発電要素1の扁平状となった側面を圧迫するので、この発電要素1の正極と負極の極間距離が一定に保たれる。
【0005】
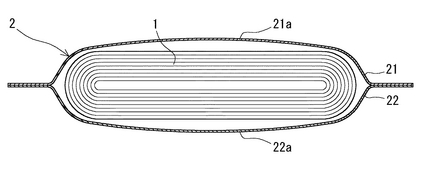
ところが、この非水電解質二次電池は、例えば高温の雰囲気中で使用されると電解液が分解してガスが発生するので、このガスが電池ケース2内の圧力を上昇させる。そして、このようにして電池内圧が上昇すると、図6に示すように、アルミラミネートフィルム21,22の凹部21a,22aの底面が内側から押圧されて外側に膨らむので、発電要素1の扁平状の側面も、この底面による圧迫から解放されて外側に膨らんで正極と負極の極間距離が広がるようになる。このため、従来のアルミラミネートフィルム21,22を電池ケース2に用いた非水電解質二次電池は、電池内圧が上昇すると、このアルミラミネートフィルム21,22の凹部21a,22aの底面が外側に膨らむために、発電要素1の極間距離が広がって電池特性が低下するという問題が生じていた。
【0006】
なお、電池ケースに金属板等を用いた電池には、この電池ケースの金属板等の一部に薄肉部を形成したものがある(例えば、特許文献1〜2参照。)。しかしながら、これら特許文献1〜2の薄肉部は、電池内圧上昇時に破断開口することにより安全弁として機能するものであるため、破断し易いように溝状に形成されている。また、特許文献1の薄肉部は、開口孔を金属箔で塞いだり、金属板等自体の肉厚を薄くする場合も示されているが(0042段落)、開口孔を金属箔で塞ぐ場合には冷間圧接等の加工が必要となり、金属板等の肉厚を薄くするためには切削加工等が必要となるので、これらの加工に手間を要することになる。しかも、この金属板等の薄肉部は、肉厚が薄くなっても、材質自体がほとんど伸びを生じないので、電池内圧上昇時にほとんど膨れることがなく、所定圧力を超えると直ちに破断することになる。
【0007】
また、金属層の表裏面に樹脂層を積層したラミネートフィルムを電池ケースに用いた電池にも、この電池ケースのラミネートフィルムの一部に薄肉部を形成したものがある(例えば、特許文献3〜4参照。)。しかしながら、特許文献3の薄肉部は、電池内圧上昇時に破断開口することにより安全弁として機能するものであるため、最も機械強度の高い樹脂層(通常は最外層のベースフィルム層)の厚さだけを薄く形成して、伸びが生じ難い金属層が電池内圧上昇時に容易に破断するようにしている。さらに、特許文献4の薄肉部は、絞り加工によって形成されたラミネートフィルムの凹部の形状安定性を向上させるために設けられたものであり、このために金属層の厚さだけを薄くしている。
【特許文献1】特開2001−266812号公報
【特許文献2】特開2002−237283号公報
【特許文献3】特開2000−353501号公報
【特許文献4】特開2002−216711号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、ラミネートフィルムの一部に膨張部を形成することにより、このラミネートフィルムが全体的に膨れて発電要素の電極の極間距離が広がり電池特性が低下するという問題を解決しようとするものである。
【課題を解決するための手段】
【0009】
請求項1の発明は、金属層の表裏面に樹脂層を積層した多層状のラミネートフィルムを電池ケースに用いた電池において、このラミネートフィルムの一部の領域に、厚さが全ての層で薄くなった膨張部が形成されたことを特徴とする。
【0010】
請求項2の発明は、前記ラミネートフィルムに、発電要素を嵌め込むための凹部が形成されると共に、この凹部の底面における四隅に、それぞれ厚さが全ての層で薄くなった膨張部が形成されたことを特徴とする。
【発明の効果】
【0011】
請求項1の発明によれば、ラミネートフィルムの一部に厚さの薄い膨張部が形成されるので、電池内圧が上昇すると、他の部分よりも先にこの膨張部が膨らんで圧力を緩和することができる。このため、ラミネートフィルムの大部分が膨らむことにより発電要素の側面の圧迫が弱まるということがなくなり、この発電要素の電極の極間距離が広がることによる電池特性の低下を防止することができるようになる。しかも、この膨張部は、各層の厚さが特定の層だけでなく、全体にわたって薄くなるので、ラミネートフィルムの張り強さや伸び難さ、弾性等の特性がそれぞれ少しずつ全体的に弱まることになり、通常の厚さを有する部分よりも低い圧力で確実に膨らむようになる。
【0012】
請求項2の発明によれば、ラミネートフィルムの凹部の底面の四隅に膨張部が形成されるので、電池内圧の上昇によりこれらの膨張部が膨らんだ場合にも、この凹部の底面の中央部で発電要素の側面を圧迫し続けることができ、電池特性の低下を確実に防止することができるようになる。しかも、この凹部の底面の四隅は、さらに周囲側のラミネートフィルムが三次元方向に大きく湾曲して強度が高くなる部分であるため、ここで膨張部が膨らんだとしても、底面全体が膨らむようなおそれもなくなる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の最良の実施形態について図1〜図3を参照して説明する。なお、これら図1〜図3においても、図4〜図6に示した従来例と同様の機能を有する構成部材には同じ番号を付記する。
【0014】
本実施形態は、従来例と同様に、2枚のアルミラミネートフィルム21,22を電池ケース2に用いた非水電解質二次電池について説明する。アルミラミネートフィルム21,22は、図4に示した従来例と同様に、金属層の一方の面にベースフィルム層を積層すると共に他方の面にシーラント層を積層した3層構造の方形のフレキシブルなラミネートフィルムであり、事前に中央の大部分に絞り加工によってシーラント層側の面が窪んだ凹部21a,22aが形成されている。ここで、金属層は、アルミニウム箔からなり、電池ケース2のガスバリア性を確保し非水電解液の漏液を確実に防止するために設けられた中間層である。また、ベースフィルム層は、ナイロン等の樹脂層からなり、電池ケース2の強度を高めるために設けられた外側層である。さらに、シーラント層は、ポリプロピレン等の熱可塑性樹脂からなり、アルミラミネートフィルム21,22の周縁部を熱溶着するために設けられた内側層である。
【0015】
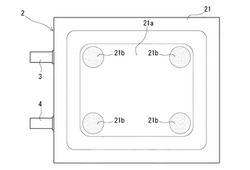
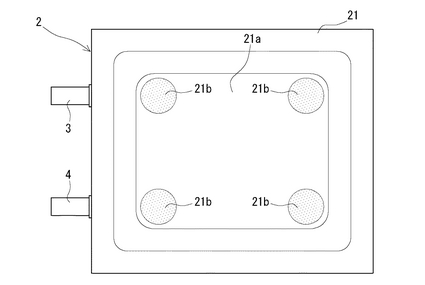
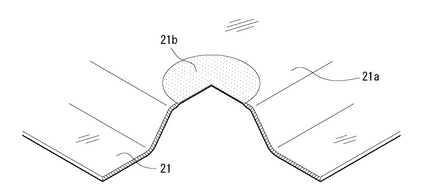
上記アルミラミネートフィルム21,22は、凹部21a,22aを形成するための絞り加工の際に、この凹部21a,22aの底面の四隅にそれぞれ膨張部21b,22bを形成している。図1に示す非水電解質二次電池では、上方のアルミラミネートフィルム21に形成された4箇所の膨張部21bをそれぞれドットハッチングで表している。これらの膨張部21bは、図2に示すように、アルミラミネートフィルム21の厚さが他の部分よりも全ての層で薄くなった部分である。そして、図示しない下方のアルミラミネートフィルム22にも、同様の4箇所に膨張部22bが形成されている。このような膨張部21b,22bは、絞り加工の金型の一方又は双方における対応箇所の表面に僅かな凸部を設けておくことにより、この凸部のアルミラミネートフィルム21,22を両面から他の部分よりも強く圧迫して厚さを薄くさせることにより形成することができる。なお、膨張部21b,22bのアルミラミネートフィルム21,22の厚さが全ての層で薄くなっているとは、金属層とベースフィルム層とシーラント層のいずれか1層又は2層だけが他の部分の当該層よりも薄くなっているのではなく、これら3層が全て少しずつ薄くなっていることをいう。ただし、これらの3層は、全て均等な割合で薄くなっている必要はなく、各層がプレス加工の圧力を受けて薄くなる程度がそれぞれ異なっていてもよい。
【0016】
上記アルミラミネートフィルム21,22は、従来例と同様に、シーラント層を向かい合わせにして重ね合わせ、凹部21a,22a同士によって形成された空間に発電要素1を嵌め込んで、電解液を充填した後に周縁部を全周にわたって熱溶着することにより、非水電解質二次電池の電池ケース2となる。
【0017】
上記構成の非水電解質二次電池によれば、電池ケース2を構成するアルミラミネートフィルム21,22の凹部21a,22aの底面の一部に、厚さが全ての層で薄くなった膨張部21b,22bが形成されるので、例えば高温の雰囲気中で使用されることにより電池内圧が上昇すると、この底面の他の部分よりも先に膨張部21b,22bが膨らんで圧力を緩和することができる。このため、発電要素1の側面は、凹部21a,22aの底面における膨張部21b,22b以外の部分で引き続き圧迫を受けるので、正極と負極の極間距離が広がることにより電池特性が低下するというようなことがなくなる。しかも、膨張部21b,22bは、凹部21a,22aの底面の四隅に形成されるので、発電要素1は、最も膨らみが生じ易い側面中央部をこの底面の中央部で確実に圧迫し続けることができ、極間距離の広がりを確実に防止することができるようになる。また、凹部21a,22aの底面の四隅は、これよりも周囲側のアルミラミネートフィルム21,22が三次元方向に大きく湾曲する強度の高い部分なので、膨張部21b,22bが電池内圧により膨らんだとしても、この周囲に撓みが生じて底面全体が膨らむようなおそれもなくなる。さらに、この膨張部21b,22bは、3層のアルミラミネートフィルム21,22の特定の層だけが薄くなるのではなく、プレス加工によって各層がそれぞれ薄くなるので、張り強さや伸び難さ、弾性等の特性の割合はほぼそのままに、これらの特性が全体的に弱まることになる。従って、電池内圧がある程度上昇しても、膨張部21b,22bが十分に膨らまなかったり、十分に膨らむ前に破断したりするようなことがなくなり、底面の他の部分が膨らむ内圧よりも低い圧力で確実に膨らむようになる。
【0018】
なお、上記実施形態では、アルミラミネートフィルム21,22に凹部21a,22aを形成するための絞り加工を行う際に膨張部21b,22bを形成するようにしたが、これらの膨張部21b,22bの形成方法は特に限定されない。ただし、これらの膨張部21b,22bは、アルミラミネートフィルム21,22の厚さが全ての層で薄くなったものであるため、ラミネートフィルム作製後に表層部を削る等の加工方法で形成することはできない。
【0019】
また、上記実施形態では、膨張部21b,22bをアルミラミネートフィルム21,22における凹部21a,22aの底面の四隅に形成する場合を示したが、この形成箇所や形成個数は限定されない。即ち、膨張部21b,22bは、アルミラミネートフィルム21,22において、熱溶着のために直接重なり合う周縁部以外の部分(発電要素1を覆う部分)であれば、電池内圧の上昇の緩和は可能であるため、どこに形成してもよく、例えば凹部21a,22aの底面の四隅以外の部分や、底面以外の部分に形成することもできる。ただし、最も膨らみ易い発電要素1の側面の中央部を確実に押圧するためには、凹部21a,22aの底面の周縁部に形成することが好ましく、しかも、この周縁部の全周にわたって形成したのでは、電池内圧上昇時に底面の中央部も一緒に持ち上がるおそれがあるので、十分に間隔を開けて数箇所に分割して形成することが好ましい。さらに、上記実施形態では、双方のアルミラミネートフィルム21,22の凹部21a,22aの底面に膨張部21b,22bを形成する場合を示したが、この膨張部21b,22bは、電池内圧の上昇を緩和するためのものであるため、いずれか一方のアルミラミネートフィルム21又は22にのみ形成することもできる。
【0020】
また、上記実施形態では、アルミラミネートフィルム21,22の凹部21a,22aの底面が平坦面である場合を示したが、これらの凹部21a,22aは、発電要素1の側面の形状に沿って圧迫するようになっていればよいので、この底面や凹部21a,22a全体が湾曲面であってもよい。例えば、発電要素1が楕円の筒形である場合には、これらの凹部21a,22aの形状もそれぞれ楕円の筒形を二つ割りにしたような形状とすることができ、発電要素1が円筒形のものである場合には、これらの凹部21a,22aの形状もそれぞれ半円筒形とすることができる。さらに、上記実施形態では、2枚のアルミラミネートフィルム21,22の双方に凹部21a,22aを形成する場合を示したが、いずれか一方のアルミラミネートフィルム21又は22にのみ形成することもでき、他方は平坦なシート状のものをそのまま用いることもできる。
【0021】
また、上記実施形態では、2枚のアルミラミネートフィルム21,22を重ね合わせて電池ケース2を構成する場合を示したが、このようなアルミラミネートフィルムの構成は任意であり、例えば1枚のアルミラミネートフィルムを二つ折りにして電池ケース2を構成することもできる。さらに、アルミラミネートフィルムを重ね合わせて封止する際に、熱溶着に代えて、接着等の他の固着手段を用いることもできる。
【0022】
また、上記実施形態では、アルミラミネートフィルムを用いる場合を示したが、金属層はアルミニウム箔に限らず、ラミネートフィルムが十分なバリア性を得られるなら、他の金属箔を用いることもできる。さらに、この金属層は、金属箔に代えて、例えばベースフィルム層の内面側に形成した金属蒸着膜等で形成することもできる。さらに、この金属層の表裏面に積層するベースフィルム層とシーラント層の樹脂材料も任意であり、熱溶着を行わないのであれば、シーラント層の熱可塑性樹脂をそれ以外の樹脂材料の層とすることもできる。さらに、ラミネートフィルムは、金属層の表裏面に樹脂層を積層したものであればよいので、この金属層やこれらの樹脂層がそれぞれさらに多層構造をなしたものであってもよい。
【0023】
また、上記実施形態では、発電要素1の前方の端面からリード端子3,4を引き出す場合を示したが、これらのリード端子3,4の引き出し手段も任意である。さらに、上記実施形態では、非水電解質二次電池について示したが、この電池の種類は任意であり、他の二次電池や一次電池の場合にも同様に実施可能である。
【図面の簡単な説明】
【0024】
【図1】本発明の一実施形態を示すものであって、アルミラミネートフィルムを電池ケースに用いた非水電解質二次電池の平面図である。
【図2】本発明の一実施形態を示すものであって、アルミラミネートフィルムの膨張部の構成を示すための一部断面拡大斜視図である。
【図3】本発明の一実施形態を示すものであって、電池内圧が上昇した非水電解質二次電池の断面正面図である。
【図4】従来例を示すものであって、アルミラミネートフィルムを電池ケースに用いた非水電解質二次電池の構造を示す組み立て斜視図である。
【図5】従来例を示すものであって、電池内圧が上昇した非水電解質二次電池の断面正面図である。
【図6】従来例を示すものであって、電池内圧が上昇した非水電解質二次電池の断面正面図である。
【符号の説明】
【0025】
1 発電要素
2 電池ケース
21 アルミラミネートフィルム
21a 凹部
21b 膨張部
22 アルミラミネートフィルム
22a 凹部
22b 膨張部
【技術分野】
【0001】
本発明は、アルミラミネートフィルム等を電池ケースに用いた電池に関するものである。
【背景技術】
【0002】
アルミラミネートフィルムを電池ケースに用いた従来の非水電解質二次電池の構成例を図4に示す。この非水電解質二次電池は、発電要素1を収納する電池ケース2が2枚の方形のアルミラミネートフィルム21,22からなる。発電要素1は、帯状の正極と負極をセパレータを介して巻回し長円筒形としたものであり、前方端面から正極リード端子3と負極リード端子4を突出させている。
【0003】
電池ケース2を構成する2枚のアルミラミネートフィルム21,22は、アルミニウム箔からなる金属層の一方の面にナイロン樹脂等からなるベースフィルム層を積層すると共に他方の面にポリプロピレン等からなるシーラント層を積層した3層構造の方形のフレキシブルなラミネートフィルムである。また、これらのアルミラミネートフィルム21,22は、長円筒形の発電要素1の上半分と下半分を嵌め込むことができるように、事前に中央の大部分に絞り加工によってシーラント層側の面が窪んだ凹部21a,22aが形成されている。そして、これら2枚のアルミラミネートフィルム21,22は、シーラント層を向かい合わせにして重ね合わせ、凹部21a,22a同士によって形成された空間に発電要素1を嵌め込み、電解液を充填した後に周縁部を熱溶着することにより、内部を密閉した電池ケース2となる。なお、発電要素1の前方端面から突出するリード端子3,4は、これら2枚のアルミラミネートフィルム21,22の周縁部が前端部で重なり合った間を通して封止されて外部に突出するようになっている。
【0004】
上記非水電解質二次電池は、図5に示すように、アルミラミネートフィルム21,22の凹部21a,22aの平坦な底面(ただし、上方の凹部21aは上下を逆にして重ね合わせられるために、この底面は図では天井側の面として表れる。)が上下から、長円筒形の発電要素1の扁平状となった側面を圧迫するので、この発電要素1の正極と負極の極間距離が一定に保たれる。
【0005】
ところが、この非水電解質二次電池は、例えば高温の雰囲気中で使用されると電解液が分解してガスが発生するので、このガスが電池ケース2内の圧力を上昇させる。そして、このようにして電池内圧が上昇すると、図6に示すように、アルミラミネートフィルム21,22の凹部21a,22aの底面が内側から押圧されて外側に膨らむので、発電要素1の扁平状の側面も、この底面による圧迫から解放されて外側に膨らんで正極と負極の極間距離が広がるようになる。このため、従来のアルミラミネートフィルム21,22を電池ケース2に用いた非水電解質二次電池は、電池内圧が上昇すると、このアルミラミネートフィルム21,22の凹部21a,22aの底面が外側に膨らむために、発電要素1の極間距離が広がって電池特性が低下するという問題が生じていた。
【0006】
なお、電池ケースに金属板等を用いた電池には、この電池ケースの金属板等の一部に薄肉部を形成したものがある(例えば、特許文献1〜2参照。)。しかしながら、これら特許文献1〜2の薄肉部は、電池内圧上昇時に破断開口することにより安全弁として機能するものであるため、破断し易いように溝状に形成されている。また、特許文献1の薄肉部は、開口孔を金属箔で塞いだり、金属板等自体の肉厚を薄くする場合も示されているが(0042段落)、開口孔を金属箔で塞ぐ場合には冷間圧接等の加工が必要となり、金属板等の肉厚を薄くするためには切削加工等が必要となるので、これらの加工に手間を要することになる。しかも、この金属板等の薄肉部は、肉厚が薄くなっても、材質自体がほとんど伸びを生じないので、電池内圧上昇時にほとんど膨れることがなく、所定圧力を超えると直ちに破断することになる。
【0007】
また、金属層の表裏面に樹脂層を積層したラミネートフィルムを電池ケースに用いた電池にも、この電池ケースのラミネートフィルムの一部に薄肉部を形成したものがある(例えば、特許文献3〜4参照。)。しかしながら、特許文献3の薄肉部は、電池内圧上昇時に破断開口することにより安全弁として機能するものであるため、最も機械強度の高い樹脂層(通常は最外層のベースフィルム層)の厚さだけを薄く形成して、伸びが生じ難い金属層が電池内圧上昇時に容易に破断するようにしている。さらに、特許文献4の薄肉部は、絞り加工によって形成されたラミネートフィルムの凹部の形状安定性を向上させるために設けられたものであり、このために金属層の厚さだけを薄くしている。
【特許文献1】特開2001−266812号公報
【特許文献2】特開2002−237283号公報
【特許文献3】特開2000−353501号公報
【特許文献4】特開2002−216711号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、ラミネートフィルムの一部に膨張部を形成することにより、このラミネートフィルムが全体的に膨れて発電要素の電極の極間距離が広がり電池特性が低下するという問題を解決しようとするものである。
【課題を解決するための手段】
【0009】
請求項1の発明は、金属層の表裏面に樹脂層を積層した多層状のラミネートフィルムを電池ケースに用いた電池において、このラミネートフィルムの一部の領域に、厚さが全ての層で薄くなった膨張部が形成されたことを特徴とする。
【0010】
請求項2の発明は、前記ラミネートフィルムに、発電要素を嵌め込むための凹部が形成されると共に、この凹部の底面における四隅に、それぞれ厚さが全ての層で薄くなった膨張部が形成されたことを特徴とする。
【発明の効果】
【0011】
請求項1の発明によれば、ラミネートフィルムの一部に厚さの薄い膨張部が形成されるので、電池内圧が上昇すると、他の部分よりも先にこの膨張部が膨らんで圧力を緩和することができる。このため、ラミネートフィルムの大部分が膨らむことにより発電要素の側面の圧迫が弱まるということがなくなり、この発電要素の電極の極間距離が広がることによる電池特性の低下を防止することができるようになる。しかも、この膨張部は、各層の厚さが特定の層だけでなく、全体にわたって薄くなるので、ラミネートフィルムの張り強さや伸び難さ、弾性等の特性がそれぞれ少しずつ全体的に弱まることになり、通常の厚さを有する部分よりも低い圧力で確実に膨らむようになる。
【0012】
請求項2の発明によれば、ラミネートフィルムの凹部の底面の四隅に膨張部が形成されるので、電池内圧の上昇によりこれらの膨張部が膨らんだ場合にも、この凹部の底面の中央部で発電要素の側面を圧迫し続けることができ、電池特性の低下を確実に防止することができるようになる。しかも、この凹部の底面の四隅は、さらに周囲側のラミネートフィルムが三次元方向に大きく湾曲して強度が高くなる部分であるため、ここで膨張部が膨らんだとしても、底面全体が膨らむようなおそれもなくなる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の最良の実施形態について図1〜図3を参照して説明する。なお、これら図1〜図3においても、図4〜図6に示した従来例と同様の機能を有する構成部材には同じ番号を付記する。
【0014】
本実施形態は、従来例と同様に、2枚のアルミラミネートフィルム21,22を電池ケース2に用いた非水電解質二次電池について説明する。アルミラミネートフィルム21,22は、図4に示した従来例と同様に、金属層の一方の面にベースフィルム層を積層すると共に他方の面にシーラント層を積層した3層構造の方形のフレキシブルなラミネートフィルムであり、事前に中央の大部分に絞り加工によってシーラント層側の面が窪んだ凹部21a,22aが形成されている。ここで、金属層は、アルミニウム箔からなり、電池ケース2のガスバリア性を確保し非水電解液の漏液を確実に防止するために設けられた中間層である。また、ベースフィルム層は、ナイロン等の樹脂層からなり、電池ケース2の強度を高めるために設けられた外側層である。さらに、シーラント層は、ポリプロピレン等の熱可塑性樹脂からなり、アルミラミネートフィルム21,22の周縁部を熱溶着するために設けられた内側層である。
【0015】
上記アルミラミネートフィルム21,22は、凹部21a,22aを形成するための絞り加工の際に、この凹部21a,22aの底面の四隅にそれぞれ膨張部21b,22bを形成している。図1に示す非水電解質二次電池では、上方のアルミラミネートフィルム21に形成された4箇所の膨張部21bをそれぞれドットハッチングで表している。これらの膨張部21bは、図2に示すように、アルミラミネートフィルム21の厚さが他の部分よりも全ての層で薄くなった部分である。そして、図示しない下方のアルミラミネートフィルム22にも、同様の4箇所に膨張部22bが形成されている。このような膨張部21b,22bは、絞り加工の金型の一方又は双方における対応箇所の表面に僅かな凸部を設けておくことにより、この凸部のアルミラミネートフィルム21,22を両面から他の部分よりも強く圧迫して厚さを薄くさせることにより形成することができる。なお、膨張部21b,22bのアルミラミネートフィルム21,22の厚さが全ての層で薄くなっているとは、金属層とベースフィルム層とシーラント層のいずれか1層又は2層だけが他の部分の当該層よりも薄くなっているのではなく、これら3層が全て少しずつ薄くなっていることをいう。ただし、これらの3層は、全て均等な割合で薄くなっている必要はなく、各層がプレス加工の圧力を受けて薄くなる程度がそれぞれ異なっていてもよい。
【0016】
上記アルミラミネートフィルム21,22は、従来例と同様に、シーラント層を向かい合わせにして重ね合わせ、凹部21a,22a同士によって形成された空間に発電要素1を嵌め込んで、電解液を充填した後に周縁部を全周にわたって熱溶着することにより、非水電解質二次電池の電池ケース2となる。
【0017】
上記構成の非水電解質二次電池によれば、電池ケース2を構成するアルミラミネートフィルム21,22の凹部21a,22aの底面の一部に、厚さが全ての層で薄くなった膨張部21b,22bが形成されるので、例えば高温の雰囲気中で使用されることにより電池内圧が上昇すると、この底面の他の部分よりも先に膨張部21b,22bが膨らんで圧力を緩和することができる。このため、発電要素1の側面は、凹部21a,22aの底面における膨張部21b,22b以外の部分で引き続き圧迫を受けるので、正極と負極の極間距離が広がることにより電池特性が低下するというようなことがなくなる。しかも、膨張部21b,22bは、凹部21a,22aの底面の四隅に形成されるので、発電要素1は、最も膨らみが生じ易い側面中央部をこの底面の中央部で確実に圧迫し続けることができ、極間距離の広がりを確実に防止することができるようになる。また、凹部21a,22aの底面の四隅は、これよりも周囲側のアルミラミネートフィルム21,22が三次元方向に大きく湾曲する強度の高い部分なので、膨張部21b,22bが電池内圧により膨らんだとしても、この周囲に撓みが生じて底面全体が膨らむようなおそれもなくなる。さらに、この膨張部21b,22bは、3層のアルミラミネートフィルム21,22の特定の層だけが薄くなるのではなく、プレス加工によって各層がそれぞれ薄くなるので、張り強さや伸び難さ、弾性等の特性の割合はほぼそのままに、これらの特性が全体的に弱まることになる。従って、電池内圧がある程度上昇しても、膨張部21b,22bが十分に膨らまなかったり、十分に膨らむ前に破断したりするようなことがなくなり、底面の他の部分が膨らむ内圧よりも低い圧力で確実に膨らむようになる。
【0018】
なお、上記実施形態では、アルミラミネートフィルム21,22に凹部21a,22aを形成するための絞り加工を行う際に膨張部21b,22bを形成するようにしたが、これらの膨張部21b,22bの形成方法は特に限定されない。ただし、これらの膨張部21b,22bは、アルミラミネートフィルム21,22の厚さが全ての層で薄くなったものであるため、ラミネートフィルム作製後に表層部を削る等の加工方法で形成することはできない。
【0019】
また、上記実施形態では、膨張部21b,22bをアルミラミネートフィルム21,22における凹部21a,22aの底面の四隅に形成する場合を示したが、この形成箇所や形成個数は限定されない。即ち、膨張部21b,22bは、アルミラミネートフィルム21,22において、熱溶着のために直接重なり合う周縁部以外の部分(発電要素1を覆う部分)であれば、電池内圧の上昇の緩和は可能であるため、どこに形成してもよく、例えば凹部21a,22aの底面の四隅以外の部分や、底面以外の部分に形成することもできる。ただし、最も膨らみ易い発電要素1の側面の中央部を確実に押圧するためには、凹部21a,22aの底面の周縁部に形成することが好ましく、しかも、この周縁部の全周にわたって形成したのでは、電池内圧上昇時に底面の中央部も一緒に持ち上がるおそれがあるので、十分に間隔を開けて数箇所に分割して形成することが好ましい。さらに、上記実施形態では、双方のアルミラミネートフィルム21,22の凹部21a,22aの底面に膨張部21b,22bを形成する場合を示したが、この膨張部21b,22bは、電池内圧の上昇を緩和するためのものであるため、いずれか一方のアルミラミネートフィルム21又は22にのみ形成することもできる。
【0020】
また、上記実施形態では、アルミラミネートフィルム21,22の凹部21a,22aの底面が平坦面である場合を示したが、これらの凹部21a,22aは、発電要素1の側面の形状に沿って圧迫するようになっていればよいので、この底面や凹部21a,22a全体が湾曲面であってもよい。例えば、発電要素1が楕円の筒形である場合には、これらの凹部21a,22aの形状もそれぞれ楕円の筒形を二つ割りにしたような形状とすることができ、発電要素1が円筒形のものである場合には、これらの凹部21a,22aの形状もそれぞれ半円筒形とすることができる。さらに、上記実施形態では、2枚のアルミラミネートフィルム21,22の双方に凹部21a,22aを形成する場合を示したが、いずれか一方のアルミラミネートフィルム21又は22にのみ形成することもでき、他方は平坦なシート状のものをそのまま用いることもできる。
【0021】
また、上記実施形態では、2枚のアルミラミネートフィルム21,22を重ね合わせて電池ケース2を構成する場合を示したが、このようなアルミラミネートフィルムの構成は任意であり、例えば1枚のアルミラミネートフィルムを二つ折りにして電池ケース2を構成することもできる。さらに、アルミラミネートフィルムを重ね合わせて封止する際に、熱溶着に代えて、接着等の他の固着手段を用いることもできる。
【0022】
また、上記実施形態では、アルミラミネートフィルムを用いる場合を示したが、金属層はアルミニウム箔に限らず、ラミネートフィルムが十分なバリア性を得られるなら、他の金属箔を用いることもできる。さらに、この金属層は、金属箔に代えて、例えばベースフィルム層の内面側に形成した金属蒸着膜等で形成することもできる。さらに、この金属層の表裏面に積層するベースフィルム層とシーラント層の樹脂材料も任意であり、熱溶着を行わないのであれば、シーラント層の熱可塑性樹脂をそれ以外の樹脂材料の層とすることもできる。さらに、ラミネートフィルムは、金属層の表裏面に樹脂層を積層したものであればよいので、この金属層やこれらの樹脂層がそれぞれさらに多層構造をなしたものであってもよい。
【0023】
また、上記実施形態では、発電要素1の前方の端面からリード端子3,4を引き出す場合を示したが、これらのリード端子3,4の引き出し手段も任意である。さらに、上記実施形態では、非水電解質二次電池について示したが、この電池の種類は任意であり、他の二次電池や一次電池の場合にも同様に実施可能である。
【図面の簡単な説明】
【0024】
【図1】本発明の一実施形態を示すものであって、アルミラミネートフィルムを電池ケースに用いた非水電解質二次電池の平面図である。
【図2】本発明の一実施形態を示すものであって、アルミラミネートフィルムの膨張部の構成を示すための一部断面拡大斜視図である。
【図3】本発明の一実施形態を示すものであって、電池内圧が上昇した非水電解質二次電池の断面正面図である。
【図4】従来例を示すものであって、アルミラミネートフィルムを電池ケースに用いた非水電解質二次電池の構造を示す組み立て斜視図である。
【図5】従来例を示すものであって、電池内圧が上昇した非水電解質二次電池の断面正面図である。
【図6】従来例を示すものであって、電池内圧が上昇した非水電解質二次電池の断面正面図である。
【符号の説明】
【0025】
1 発電要素
2 電池ケース
21 アルミラミネートフィルム
21a 凹部
21b 膨張部
22 アルミラミネートフィルム
22a 凹部
22b 膨張部
【特許請求の範囲】
【請求項1】
金属層の表裏面に樹脂層を積層した多層状のラミネートフィルムを電池ケースに用いた電池において、
このラミネートフィルムの一部の領域に、厚さが全ての層で薄くなった膨張部が形成されたことを特徴とする電池。
【請求項2】
前記ラミネートフィルムに、発電要素を嵌め込むための凹部が形成されると共に、この凹部の底面における四隅に、それぞれ厚さが全ての層で薄くなった膨張部が形成されたことを特徴とする請求項1に記載の電池。
【請求項1】
金属層の表裏面に樹脂層を積層した多層状のラミネートフィルムを電池ケースに用いた電池において、
このラミネートフィルムの一部の領域に、厚さが全ての層で薄くなった膨張部が形成されたことを特徴とする電池。
【請求項2】
前記ラミネートフィルムに、発電要素を嵌め込むための凹部が形成されると共に、この凹部の底面における四隅に、それぞれ厚さが全ての層で薄くなった膨張部が形成されたことを特徴とする請求項1に記載の電池。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−32225(P2006−32225A)
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願番号】特願2004−211995(P2004−211995)
【出願日】平成16年7月20日(2004.7.20)
【出願人】(000004282)日本電池株式会社 (48)
【Fターム(参考)】
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願日】平成16年7月20日(2004.7.20)
【出願人】(000004282)日本電池株式会社 (48)
【Fターム(参考)】
[ Back to top ]