
食品包装方法及び食品包装装置並びに食品用包装体
【課題】食品用包装体を短時間に大量生産する。
【解決手段】複数の載置シート1を移送路30に沿って所定間隔毎に順次搬送し、搬送中の載置シート1が移送路30の所定位置に到達したところで、載置シート1の略中央に向け食品Fが載置され、その後、食品Fの載置位置よりも下流側に帯状フィルム20を移送路30沿いに繰り出して、搬送中の載置シート1上に食品Fを挟んで重ね合わせ、その後、帯状フィルム20において被覆フィルム2の外周部2aとなる箇所を、載置シート1において食品Fの載置位置を囲むように配置される周縁部1aに対し圧接させて固着するとともに、帯状フィルム20から被覆フィルム2を打ち抜いて分離することにより、食品用包装体Bが一連の流れ作業で連続的に生産される。
【解決手段】複数の載置シート1を移送路30に沿って所定間隔毎に順次搬送し、搬送中の載置シート1が移送路30の所定位置に到達したところで、載置シート1の略中央に向け食品Fが載置され、その後、食品Fの載置位置よりも下流側に帯状フィルム20を移送路30沿いに繰り出して、搬送中の載置シート1上に食品Fを挟んで重ね合わせ、その後、帯状フィルム20において被覆フィルム2の外周部2aとなる箇所を、載置シート1において食品Fの載置位置を囲むように配置される周縁部1aに対し圧接させて固着するとともに、帯状フィルム20から被覆フィルム2を打ち抜いて分離することにより、食品用包装体Bが一連の流れ作業で連続的に生産される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば魚肉や野菜などの食品を包装するために用いられる食品包装方法と、その方法の実施に直接使用する食品用包装装置と、その方法を用いて生産される食品用包装体に関する。
【背景技術】
【0002】
従来、この種の食品包装方法としては、魚類や肉類などの食品を発泡プラスチックなどの合成樹脂製トレイに載せ、さらに透明なフィルムで被包することにより、食品用包装体を生産する方法がある。
その一例として、フィルムロールから手動により引き出したフィルムを、肉や野菜等の包装物を載せたトレイの周囲に巻回し、この巻回されたフィルムの端部をトレイの底面部に巻き込み、接着板の上に載せてフィルムの端部を接着している(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−338215号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし乍ら、このような従来の食品包装方法及び食品用包装装置では、手作業により各トレイごとにフィルムを引き出してそれぞれ被包するとともにフィルム端部を接着しているため、1つの食品用包装体を生産するために手間がかかって作業性に劣り、短時間に食品用包装体を大量生産できず、コストを低減できないという問題があった。
また、このような従来の食品用包装体では、合成樹脂製トレイの側壁部が斜め上方に突出するため、トレイが嵩張って廃棄の際にコンパクトなゴミ出しができないという問題があった。
さらに、発泡プラスチック製の白色トレイは、地域により資源回収されて再生しているが、白色トレイのみをその他の有色トレイやそれ以外の廃棄物から分別して資源回収の収集場所まで運ぶことは手間がかかって面倒であるという問題もあった。
【0005】
本発明は、このような問題に対処することを課題とするものであり、食品用包装体を短時間に大量生産可能な食品包装方法及び食品用包装装置を提供すること、発泡プラスチックなどの合成樹脂製トレイを用いずに食品を包装し且つ食品からのドリップが溜まることなく陳列販売可能な食品用包装体を提供すること、などを目的とするものである。
【課題を解決するための手段】
【0006】
このような目的を達成するために本発明による食品包装方法は、食品が載せられる載置シートと、この載置シートとの間に食品を挟んで設けられる透明な被覆フィルムとを備えた食品用包装体を生産するための食品包装方法であって、前記載置シートを複数それぞれ移送路に沿って所定間隔毎に順次搬送し、搬送中の前記載置シートが前記移送路の所定位置に到達したところで、該載置シートの略中央に向け前記食品が載置され、前記移送路において前記食品の載置位置よりも下流側に、前記被覆フィルムの原料となる帯状フィルムを該移送路沿いに繰り出して、搬送中の前記載置シート上に前記食品を挟んで重ね合わせ、前記帯状フィルムにおいて前記被覆フィルムの外周部となる箇所を、搬送中の前記載置シートにおいて前記食品の載置位置を囲むように配置される周縁部に対し圧接させて固着するとともに、前記帯状フィルムから前記被覆フィルムとなる箇所を打ち抜いて分離したことを特徴とする。
【0007】
さらに本発明による食品用包装装置は、前記食品包装方法の実施に使用する食品用包装装置であって、前記載置シートを複数それぞれ所定間隔毎に順次搬送する前記移送路と、前記移送路において前記食品の載置位置よりも下流側に設けられ、前記被覆フィルムの原料となる前記帯状フィルムを該移送路に沿って繰り出すフィルム供給手段と、この繰り出された前記帯状フィルムにおいて前記被覆フィルムの前記外周部となる箇所を、搬送中の前記載置シートにおいて前記食品の載置位置を囲むように配置される前記周縁部に対し圧接させて固着するフィルム固着手段と、この固着された前記帯状フィルムから前記被覆フィルムとなる箇所を打ち抜いて分離するフィルム打ち抜き手段とを備えたことを特徴とする。
【0008】
また本発明による食品用包装体は、前記食品包装方法で生産された食品用包装体であって、前記載置シートの主材を不織布で構成したことを特徴とすることを特徴とする。
【発明の効果】
【0009】
前述した特徴を有する本発明による食品包装方法は、複数の載置シートを移送路に沿って所定間隔毎に順次搬送し、搬送中の載置シートが移送路の所定位置に到達したところで、載置シートの略中央に向け食品が載置され、その後、食品の載置位置よりも下流側に帯状フィルムを移送路沿いに繰り出して、搬送中の載置シート上に食品を挟んで重ね合わせ、その後、帯状フィルムにおいて被覆フィルムの外周部となる箇所を、載置シートにおいて食品の載置位置を囲むように配置される周縁部に対し圧接させて固着するとともに、帯状フィルムから被覆フィルムを打ち抜いて分離することにより、食品用包装体が一連の流れ作業で連続的に生産されるので、食品用包装体を短時間に大量生産することができる。
その結果、手作業により各トレイごとにフィルムを引き出してそれぞれ被包するとともにフィルム端部を接着する必要がある従来の方法に比べ、食品用包装体を生産するために手間がかからず作業性に優れ、食品用包装体のコストを低減化することができる。
【0010】
さらに、前述した特徴を有する本発明による食品用包装装置は、移送路で所定間隔毎に順次搬送された各載置シートに、食品が載置された後、フィルム供給手段で、帯状フィルムを移送路沿いに繰り出して、搬送中の載置シート上に食品を挟んで重ね合わせ、その後、フィルム固着手段で、帯状フィルムにおいて被覆フィルムの外周部となる箇所を、載置シートにおいて食品の載置位置を囲むように配置される周縁部に対し圧接させて固着し、その後、フィルム打ち抜き手段で、帯状フィルムから被覆フィルムを打ち抜いて分離することにより、食品用包装体が一連の流れ作業で連続的に生産されるので、簡単な構造で食品用包装体を短時間に大量生産することができる。
その結果、装置全体の小型が可能となり、狭いスペースでも食品用包装体を生産できる。
【0011】
また、前述した特徴を有する本発明による食品用包装体は、載置シートの主材を不織布で構成することにより、食品からドリップが出たとしても、食品の下に敷設された載置シートの主材となる不織布がドリップを吸収するので、発泡プラスチックなどの合成樹脂製トレイを用いずに食品を包装し且つ食品からのドリップが溜まることなく陳列販売することができる。
その結果、発泡プラスチックなどの合成樹脂製で側壁部が斜め上方に突出するトレイを用いる従来のものに比べ、不織布が主材の載置シートや被覆フィルムは変形可能で嵩張らずに廃棄できてコンパクトにゴミ出しできるとともに、資源回収のために分別したり収集場所まで運ぶ手間もいらず、非常に便利である。
さらに、食品から出たドリップが溜まって見えないので、食品の見栄えに悪影響を与えず、商品価値の低下を防止できる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施形態に係る食品用包装装置を示す斜視図である。
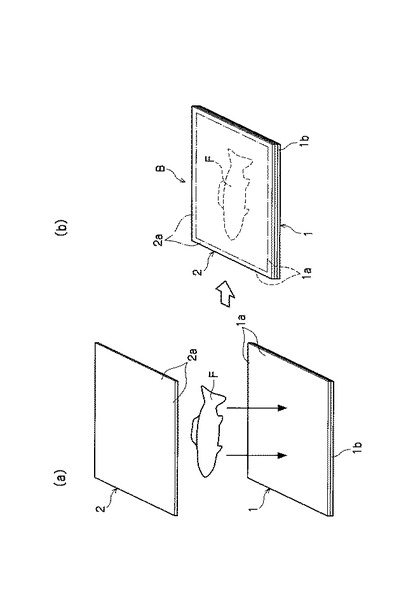
【図2】本発明の実施形態に係る食品用包装体を示す斜視図であり、(a)が分解状態を示し、(b)が完成状態を示している。
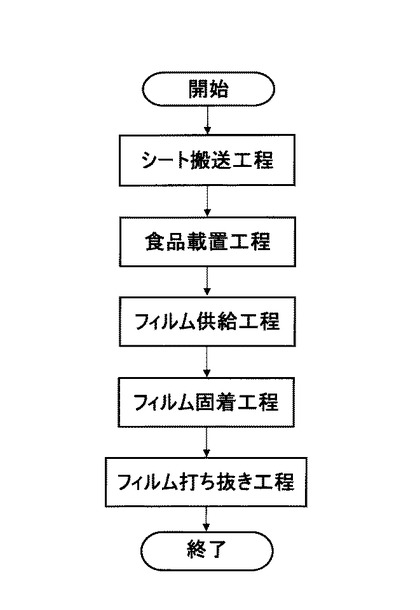
【図3】本発明の実施形態に係る食品包装方法を示すフローチャートである。
【発明を実施するための形態】
【0013】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
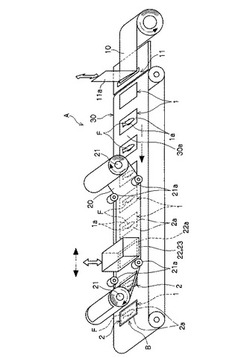
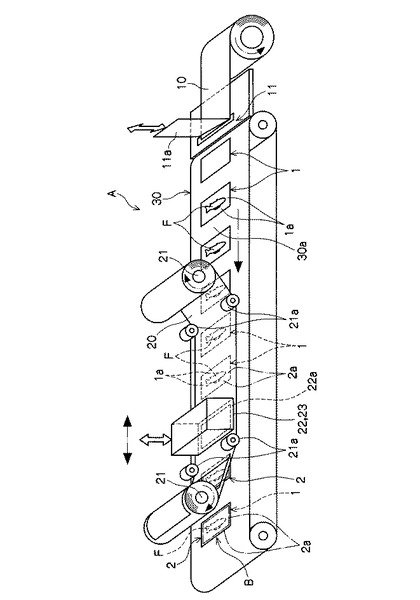
本発明の実施形態に係る食品用包装装置Aは、図1〜図2(a)(b)に示すように、食品Fが載せられる載置シート1と、載置シート1の内面との間に食品Fを挟んで設けられる透明な被覆フィルム2とを備えた食品用包装体Bを生産するために、載置シート1や食品Fなどを搬送する移送路30などを有している。
【0014】
移送路30は、略水平な搬送面30aを有し、搬送面30aの具体例としては、図1に示されるようなベルトコンベヤやローラコンベヤなどのコンベヤ、又はその他の搬送手段で構成され、搬送面30aを連続的に作動させるか、又は搬送面30aを間欠的に作動させる。
【0015】
移送路30においてその搬送方向の上流端には、載置シート1を供給するためのシート供給手段11が設けられる。
シート供給手段11の具体例としては、所定形状の載置シート1を、移送路30の上流端に順次供給し、これら載置シート1の間に所定の隙間を空けた状態で搬送面30aにより移送路30の下流側へ向け順次搬送されるように自動的に作動制御することが好ましい。
【0016】
載置シート1の原材料としては、その主材料又は全部が例えばレーヨンやポリエステルなどで、適度な腰を有する不織布が用いられ、特に保形性に優れたものを用いることが好ましい。
さらに必要に応じて、載置シート1の外側面には、例えばポリエチレン(PE)やポリプロピレン(PP)やエチレン・メチルメタクリレート共重合体(EMMA)などのオレフィン樹脂又はポリ塩化ビニル(PVC)などからなる遮断シートを溶着して一体的に積層することも可能である。
【0017】
移送路30の搬送方向中間位置には、搬送中の載置シート1に向け食品Fを供給するための食品供給手段(図示しない)が設けられ、この食品供給手段によって食品Fが載置シート1の略中央に載置される。
食品供給手段の具体例としては、移送路30の途中に搬送中の載置シート1を感知する光センサーなどの検知器(図示しない)が配設され、この検知器から出力される感知信号に基づいて駆動部(図示しない)を自動的に作動させることにより、搬送中の載置シート1においてその内面の略中央位置に所定量の食品Fが載置されるように自動制御することが好ましい。
また、その他の例として図示しないが、食品供給手段を機械化せずに、作業者が搬送中の載置シート1においてその内面の略中央位置に所定量の食品Fを載置することも可能である。
【0018】
さらに、移送路30において食品Fの載置位置よりも搬送方向下流側の位置には、被覆フィルム2の原料となる帯状フィルム20を移送路30に沿って繰り出すためのフィルム供給手段21と、この繰り出された帯状フィルム20において被覆フィルム2の外周部2aとなる箇所を搬送中の載置シート1に圧接させて固着するためのフィルム固着手段22と、固着された帯状フィルム20から被覆フィルム2となる箇所を打ち抜いて分離するためのフィルム打ち抜き手段23が設けられる。
【0019】
被覆フィルム2や帯状フィルム20の原材料としては、例えばポリエチレン(PE)やポリプロピレン(PP)やエチレン・メチルメタクリレート共重合体(EMMA)などのオレフィン樹脂又はポリ塩化ビニル(PVC)などの単層品や積層品からなる、伸縮性に優れたストレッチフィルムを用いることが好ましい。
【0020】
フィルム供給手段21は、被覆フィルム2が連続してロール状に巻き付けられた帯状フィルム20を、移送路30へ向けて繰り出すための繰り出しローラや、繰り出された帯状フィルム20を巻き取るための巻き取りローラなどを有している。
これら繰り出しローラ又は巻き取りローラのいずれか一方か、若しくは繰り出しローラ及び巻き取りローラの両方には、駆動部(図示しない)が設けられ、この駆動部の作動により、帯状フィルム20を移送路30と略平行に繰り出して、搬送中の載置シート1との間に食品Fを挟んで対向させるように構成される。
この状態で、帯状フィルム20と載置シート1との間に、ある程度の高さを有する食品Fを挟み込む場合には、載置シート1において食品Fの載置位置を囲むように配置される周縁部1aに対し、帯状フィルム20において被覆フィルム2の外周部2aとなる箇所を接近させるには、帯状フィルム20が持つ伸縮性を利用することが好ましい。
さらに、図1に示されるように、帯状フィルム20の少なくとも左右幅方向両端部と当接する、例えばテンションローラなどからなるガイドローラ21aを配設して、帯状フィルム20の左右幅方向両端部が載置シート1の周縁部1aに向けて誘導されるように構成することが好ましい。
【0021】
フィルム固着手段22は、搬送中の載置シート1の周縁部1aと対向する額縁形状に形成され、この額縁部22aを帯状フィルム20及び搬送中の載置シート1へ向けて移動させる手段(図示しない)として、エアシリンダや油圧シリンダ又はその他のアクチュエータなどからなる駆動部を有している。
さらに、フィルム固着手段22は、駆動部の作動により、額縁部22aを移送路30の搬送面30aへ向け接近移動させて搬送面30aとの間に、帯状フィルム20において被覆フィルム2の外周部2aとなる箇所と載置シート1の周縁部1aを所定圧力で挟み込み、これら両者を熱シールや接着剤などによって接着するように構成される。特に、搬送面30aを連続的に作動している場合には、前記接近移動と同時に、額縁部22aを移送路30における搬送面30aの移動速度と同じ速度で同方向へ移動させる必要がある。
被覆フィルム2の外周部2aと載置シート1の周縁部1aを熱シールする場合には、額縁部22aが熱シール用ヒータで構成される。
また、被覆フィルム2の外周部2aと載置シート1の周縁部1aを接着剤によって接着する場合には、被覆フィルム2の外周部2aと載置シート1の周縁部1aとの間に接着剤を充填するための手段が備えられる。
【0022】
フィルム打ち抜き手段23は、フィルム固着手段22と一体的に配備するか又は別個に配備され、フィルム固着手段22による被覆フィルム2及び載置シート1の固着部分の外周を切断する溶断用ヒータやカッタなどで構成される。
フィルム打ち抜き手段23が溶断用ヒータである場合には、フィルム固着手段22の溶着用ヒータによりも若干突出させて、フィルム固着手段22のヒータによる熱シールと同時又は熱シール後に、その外周を溶断する。
フィルム打ち抜き手段23がカッタである場合には、フィルム固着手段22の熱シール用ヒータに対しカッタを出没動自在に取り付けて、フィルム固着手段22のヒータによる熱シール後にヒータを突出させて切断する。
【0023】
そして、フィルム供給手段21、フィルム固着手段22及びフィルム打ち抜き手段23は、前述した食品供給手段の具体例と同様に、搬送中の載置シート1を光センサーなどの検知器(図示しない)で感知し、それから出力される感知信号に基づいてそれぞれ自動的に作動制御することが好ましい。
また、その他の例として図示しないが、作業者の操作に基づいてフィルム供給手段21、フィルム固着手段22及びフィルム打ち抜き手段23を同期して作動させたり、作業者の操作に基づいてフィルム供給手段21、フィルム固着手段22及びフィルム打ち抜き手段23をそれぞれ個別に作動させことも可能である。
【0024】
そして、本発明の実施形態に係る食品用包装装置Aによる食品用包装体Bを生産するための食品包装方法は、図3に示すフローチャートのように、移送路30に沿って複数の載置シート1を所定間隔毎に順次搬送するシート搬送工程と、搬送中の載置シート1の略中央に向け食品Fを載置する食品載置工程と、被覆フィルム2の原料となる帯状フィルム20を移送路30沿いに繰り出して搬送中の載置シート1上に食品Fを挟んで重ね合わせるフィルム供給工程と、帯状フィルム20において被覆フィルム2の外周部2aとなる箇所を、搬送中の載置シート1において食品Fの載置位置を囲むように配置される周縁部1aに対し圧接させて固着するフィルム固着工程と、帯状フィルム20から被覆フィルム2となる箇所を打ち抜いて分離するフィルム打ち抜き工程を含んでいる。
【0025】
このような本発明の実施形態に係る食品包装方法及び食品用包装装置Aによると、先ず、複数の載置シート1が移送路30の略水平な搬送面30aに沿って所定間隔毎に順次搬送され、搬送中の載置シート1が移送路30の所定位置に到達したところで、食品供給手段又は作業者により、載置シート1の略中央に向け食品Fが載置される。
これに続いて、食品Fの載置位置よりも下流側で、フィルム供給手段21により、被覆フィルム2の原料となる帯状フィルム20が移送路30に沿って繰り出され、搬送中の載置シート1上に食品Fを挟んで重ね合わされる。
【0026】
その後、フィルム固着手段22により、帯状フィルム20において被覆フィルム2の外周部2aとなる箇所が、載置シート1において食品Fの載置位置を囲むように配置される周縁部1aに対し、圧接されて固着する。
この際、熱シールや接着剤などによって、被覆フィルム2の外周部2aとなる箇所と載置シート1の周縁部1aとを接着すれば、両者は密封されて食品Fは外気と遮断される。
さらに、被覆フィルム2や帯状フィルム20の原材料としてストレッチフィルムを用いた場合には、食品Fがある程度の高さを有して盛り上がったものであっても、ストレッチフィルムが伸びて、食品Fを圧迫変形させることなく包装できる。
【0027】
その後、フィルム打ち抜き手段23により、帯状フィルム20から被覆フィルム2が打ち抜かれて分離される。
それ以降は、前述した作動が繰り返される。
それにより、食品用包装体Bが一連の流れ作業で連続的に生産される。
したがって、本発明の実施形態に係る食品包装方法は、食品用包装体Bを短時間に大量生産することができる。
さらに、本発明の実施形態に係る食品用包装装置Aは、簡単な構造で食品用包装体Bを短時間に大量生産することができる。
【0028】
また、本発明の実施形態に係る食品用包装体Bは、図2(a)(b)に示すように、載置シート1の主材を不織布で構成し、載置シート1の主材となる不織布の外側面に遮断シート1bを積層することが好ましい。
【0029】
このような食品用包装体Bによると、載置シート1の主材を不織布で構成されるため、適度な腰を有して食品Fの保形性に優れる。さらに、食品Fが例えば魚肉などのようなドリップが滲み出る可能性があるものであっても、食品Fから出たドリップを載置シート1の主材となる不織布が吸収して、遮断シート1bで外部へ透過しない。
それにより、載置シート1からのドリップの漏れ出しを防止することができる。
したがって、発泡プラスチックなどの合成樹脂製トレイを用いずに食品Fを包装し且つ食品Fからのドリップが溜まることなく陳列販売することができる。
特に、載置シート1の主材となる不織布の外側面に遮断シート1bを積層した場合には、食品Fから出たドリップを載置シート1の主材となる不織布が吸収しても、遮断シート1bで外部へ透過しない。
それにより、載置シート1からのドリップの漏れ出しを防止することができる。
その結果、ドリップの漏れ出しによって、それに接触したものが汚れることがなく、更にドリップの臭気が漏れ出ることも防止できる。
また、その他の例として図示しないが、食品Fが例えば野菜などのような密封包装を嫌うものの場合には、載置シート1(遮断シート1bが積層される場合には遮断シート1bを含めて)又は被覆フィルム2のいずれか一方、若しくは載置シート1(遮断シート1bが積層される場合には遮断シート1bを含めて)及び被覆フィルム2の両方に、複数の通気孔を貫通開穿することも可能である。
次に、本発明の一実施例を図面に基づいて説明する。
【実施例】
【0030】
この実施例は、図1に示すように、シート供給手段11として、移送路30の搬送方向上流端に、載置シート1の原料となる帯状シート10を繰り出し、帯状シート10を所定長さ寸法に切断することで、複数の載置シート1に分離したものである。
【0031】
図1に示される例では、帯状シート10を移送路30の搬送面30aへ向けそれと略平行に繰り出し、カッター11aで所定長さ寸法に切断することにより、平滑な載置シート1に分離されるとともに、これら分離した平滑な載置シート1を移送路30の上流端に載せるとともに、分離した載置シート1の間に所定の隙間を空けた状態で搬送面30aにより移送路30の下流側へ向け順次搬送されるように自動的に作動制御している。
また、その他の例として図示しないが、予め所定の形状に裁断された載置シート1を一枚ずつ、移送路30の上流端に順次供給し、これら載置シート1の間に所定の隙間を空けた状態で搬送面30aにより移送路30の下流側へ向け順次搬送されるように自動的に作動制御することも可能である。
【0032】
さらに、図1に示される例では、フィルム固着手段22として、搬送中の載置シート1の周縁部1aに対し被覆フィルム2の外周部2aを熱シールすることで両者を固着している。
つまり、フィルム固着手段22の額縁部22aが熱シール用ヒータで構成されている。
また、その他の例として図示しないが、フィルム固着手段22として、被覆フィルム2の外周部2aと載置シート1の周縁部1aを接着剤によって接着することも可能である。
図1に示される例では、フィルム固着手段22とフィルム打ち抜き手段23を一体化しているが、フィルム固着手段22とフィルム打ち抜き手段23を別個にしたり、搬送される複数の載置シート1と対向して、フィルム固着手段22とフィルム打ち抜き手段23を複数組み配設することも可能である。
またさらに、図1に示される例では、移送路30の搬送面30a上に、シート搬送工程とフィルム供給工程においてそれぞれ複数の載置シート1を配置しているが、シート搬送工程とフィルム供給工程において載置シート1を1つずつ配置して、移送路30の搬送方向へ短縮化することも可能である。
【0033】
このような本発明の実施例に係る食品包装方法及び食品用包装装置Aによると、繰り出された帯状シート10を所定長さ寸法に切断することにより、複数の載置シート1に分離され、それらの間に所定の隙間を空けたままの状態で搬送される。
それにより、移送路30に載置シート1を自動的にセットすることができるという利点がある。
その結果、省力化が図れ、作業者を減らすことができ、食品用包装体Bのコストを更に低減化できる。
【0034】
さらに、載置シート1の周縁部1aに対して被覆フィルム2の外周部2aを熱シールした場合には、載置シート1と被覆フィルム2の間に食品Fが気密状に収容される。
それにより、食品Fを隙間なくパックすることができるという利点がある。
その結果、食品Fを簡単でしかも確実にパックできる。
【0035】
また、移送路30の搬送面30a上に、シート搬送工程とフィルム供給工程において載置シート1を1つずつ配置して移送路30の搬送方向へ短縮化した場合には、食品用包装装置Aの全体を更にコンパクト化でき、狭い作業スペースでも設置できる。さらに、移送路30の搬送面30aを間欠的に作動させることで、包装の作業が簡単になって作業し易いという利点もある。
【0036】
なお、前示実施例では、シート供給手段11として、移送路30の搬送方向上流端に、載置シート1の原料となる帯状シート10を繰り出し、帯状シート10を所定長さ寸法に切断することで、複数の載置シート1に分離したが、これに限定されず、シート供給手段11を機械化せずに、作業者が予め裁断された載置シート1を、移送路30の搬送面30a上に、各載置シート1の間に所定の隙間が開くように載置しても良い。
さらに、載置シート1の形状は、図示例のような平滑なものに限定されず、簡単な手作業で平滑状に解体可能であれば、トレイ状に型成形することも可能である。また必要に応じて、載置シート1と被覆フィルム2の間に枠材や支柱などを食品Fと一緒に包装することで食品Fの潰れや変形を防止することも可能である。
【符号の説明】
【0037】
A 食品用包装装置 B 食品用包装体
1 載置シート 1a 周縁部
1b 遮断シート 10 帯状シート
2 被覆フィルム 2a 外周部
20 帯状フィルム 21 フィルム供給手段
22 フィルム固着手段 23 フィルム打ち抜き手段
30 移送路 F 食品
【技術分野】
【0001】
本発明は、例えば魚肉や野菜などの食品を包装するために用いられる食品包装方法と、その方法の実施に直接使用する食品用包装装置と、その方法を用いて生産される食品用包装体に関する。
【背景技術】
【0002】
従来、この種の食品包装方法としては、魚類や肉類などの食品を発泡プラスチックなどの合成樹脂製トレイに載せ、さらに透明なフィルムで被包することにより、食品用包装体を生産する方法がある。
その一例として、フィルムロールから手動により引き出したフィルムを、肉や野菜等の包装物を載せたトレイの周囲に巻回し、この巻回されたフィルムの端部をトレイの底面部に巻き込み、接着板の上に載せてフィルムの端部を接着している(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−338215号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし乍ら、このような従来の食品包装方法及び食品用包装装置では、手作業により各トレイごとにフィルムを引き出してそれぞれ被包するとともにフィルム端部を接着しているため、1つの食品用包装体を生産するために手間がかかって作業性に劣り、短時間に食品用包装体を大量生産できず、コストを低減できないという問題があった。
また、このような従来の食品用包装体では、合成樹脂製トレイの側壁部が斜め上方に突出するため、トレイが嵩張って廃棄の際にコンパクトなゴミ出しができないという問題があった。
さらに、発泡プラスチック製の白色トレイは、地域により資源回収されて再生しているが、白色トレイのみをその他の有色トレイやそれ以外の廃棄物から分別して資源回収の収集場所まで運ぶことは手間がかかって面倒であるという問題もあった。
【0005】
本発明は、このような問題に対処することを課題とするものであり、食品用包装体を短時間に大量生産可能な食品包装方法及び食品用包装装置を提供すること、発泡プラスチックなどの合成樹脂製トレイを用いずに食品を包装し且つ食品からのドリップが溜まることなく陳列販売可能な食品用包装体を提供すること、などを目的とするものである。
【課題を解決するための手段】
【0006】
このような目的を達成するために本発明による食品包装方法は、食品が載せられる載置シートと、この載置シートとの間に食品を挟んで設けられる透明な被覆フィルムとを備えた食品用包装体を生産するための食品包装方法であって、前記載置シートを複数それぞれ移送路に沿って所定間隔毎に順次搬送し、搬送中の前記載置シートが前記移送路の所定位置に到達したところで、該載置シートの略中央に向け前記食品が載置され、前記移送路において前記食品の載置位置よりも下流側に、前記被覆フィルムの原料となる帯状フィルムを該移送路沿いに繰り出して、搬送中の前記載置シート上に前記食品を挟んで重ね合わせ、前記帯状フィルムにおいて前記被覆フィルムの外周部となる箇所を、搬送中の前記載置シートにおいて前記食品の載置位置を囲むように配置される周縁部に対し圧接させて固着するとともに、前記帯状フィルムから前記被覆フィルムとなる箇所を打ち抜いて分離したことを特徴とする。
【0007】
さらに本発明による食品用包装装置は、前記食品包装方法の実施に使用する食品用包装装置であって、前記載置シートを複数それぞれ所定間隔毎に順次搬送する前記移送路と、前記移送路において前記食品の載置位置よりも下流側に設けられ、前記被覆フィルムの原料となる前記帯状フィルムを該移送路に沿って繰り出すフィルム供給手段と、この繰り出された前記帯状フィルムにおいて前記被覆フィルムの前記外周部となる箇所を、搬送中の前記載置シートにおいて前記食品の載置位置を囲むように配置される前記周縁部に対し圧接させて固着するフィルム固着手段と、この固着された前記帯状フィルムから前記被覆フィルムとなる箇所を打ち抜いて分離するフィルム打ち抜き手段とを備えたことを特徴とする。
【0008】
また本発明による食品用包装体は、前記食品包装方法で生産された食品用包装体であって、前記載置シートの主材を不織布で構成したことを特徴とすることを特徴とする。
【発明の効果】
【0009】
前述した特徴を有する本発明による食品包装方法は、複数の載置シートを移送路に沿って所定間隔毎に順次搬送し、搬送中の載置シートが移送路の所定位置に到達したところで、載置シートの略中央に向け食品が載置され、その後、食品の載置位置よりも下流側に帯状フィルムを移送路沿いに繰り出して、搬送中の載置シート上に食品を挟んで重ね合わせ、その後、帯状フィルムにおいて被覆フィルムの外周部となる箇所を、載置シートにおいて食品の載置位置を囲むように配置される周縁部に対し圧接させて固着するとともに、帯状フィルムから被覆フィルムを打ち抜いて分離することにより、食品用包装体が一連の流れ作業で連続的に生産されるので、食品用包装体を短時間に大量生産することができる。
その結果、手作業により各トレイごとにフィルムを引き出してそれぞれ被包するとともにフィルム端部を接着する必要がある従来の方法に比べ、食品用包装体を生産するために手間がかからず作業性に優れ、食品用包装体のコストを低減化することができる。
【0010】
さらに、前述した特徴を有する本発明による食品用包装装置は、移送路で所定間隔毎に順次搬送された各載置シートに、食品が載置された後、フィルム供給手段で、帯状フィルムを移送路沿いに繰り出して、搬送中の載置シート上に食品を挟んで重ね合わせ、その後、フィルム固着手段で、帯状フィルムにおいて被覆フィルムの外周部となる箇所を、載置シートにおいて食品の載置位置を囲むように配置される周縁部に対し圧接させて固着し、その後、フィルム打ち抜き手段で、帯状フィルムから被覆フィルムを打ち抜いて分離することにより、食品用包装体が一連の流れ作業で連続的に生産されるので、簡単な構造で食品用包装体を短時間に大量生産することができる。
その結果、装置全体の小型が可能となり、狭いスペースでも食品用包装体を生産できる。
【0011】
また、前述した特徴を有する本発明による食品用包装体は、載置シートの主材を不織布で構成することにより、食品からドリップが出たとしても、食品の下に敷設された載置シートの主材となる不織布がドリップを吸収するので、発泡プラスチックなどの合成樹脂製トレイを用いずに食品を包装し且つ食品からのドリップが溜まることなく陳列販売することができる。
その結果、発泡プラスチックなどの合成樹脂製で側壁部が斜め上方に突出するトレイを用いる従来のものに比べ、不織布が主材の載置シートや被覆フィルムは変形可能で嵩張らずに廃棄できてコンパクトにゴミ出しできるとともに、資源回収のために分別したり収集場所まで運ぶ手間もいらず、非常に便利である。
さらに、食品から出たドリップが溜まって見えないので、食品の見栄えに悪影響を与えず、商品価値の低下を防止できる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施形態に係る食品用包装装置を示す斜視図である。
【図2】本発明の実施形態に係る食品用包装体を示す斜視図であり、(a)が分解状態を示し、(b)が完成状態を示している。
【図3】本発明の実施形態に係る食品包装方法を示すフローチャートである。
【発明を実施するための形態】
【0013】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
本発明の実施形態に係る食品用包装装置Aは、図1〜図2(a)(b)に示すように、食品Fが載せられる載置シート1と、載置シート1の内面との間に食品Fを挟んで設けられる透明な被覆フィルム2とを備えた食品用包装体Bを生産するために、載置シート1や食品Fなどを搬送する移送路30などを有している。
【0014】
移送路30は、略水平な搬送面30aを有し、搬送面30aの具体例としては、図1に示されるようなベルトコンベヤやローラコンベヤなどのコンベヤ、又はその他の搬送手段で構成され、搬送面30aを連続的に作動させるか、又は搬送面30aを間欠的に作動させる。
【0015】
移送路30においてその搬送方向の上流端には、載置シート1を供給するためのシート供給手段11が設けられる。
シート供給手段11の具体例としては、所定形状の載置シート1を、移送路30の上流端に順次供給し、これら載置シート1の間に所定の隙間を空けた状態で搬送面30aにより移送路30の下流側へ向け順次搬送されるように自動的に作動制御することが好ましい。
【0016】
載置シート1の原材料としては、その主材料又は全部が例えばレーヨンやポリエステルなどで、適度な腰を有する不織布が用いられ、特に保形性に優れたものを用いることが好ましい。
さらに必要に応じて、載置シート1の外側面には、例えばポリエチレン(PE)やポリプロピレン(PP)やエチレン・メチルメタクリレート共重合体(EMMA)などのオレフィン樹脂又はポリ塩化ビニル(PVC)などからなる遮断シートを溶着して一体的に積層することも可能である。
【0017】
移送路30の搬送方向中間位置には、搬送中の載置シート1に向け食品Fを供給するための食品供給手段(図示しない)が設けられ、この食品供給手段によって食品Fが載置シート1の略中央に載置される。
食品供給手段の具体例としては、移送路30の途中に搬送中の載置シート1を感知する光センサーなどの検知器(図示しない)が配設され、この検知器から出力される感知信号に基づいて駆動部(図示しない)を自動的に作動させることにより、搬送中の載置シート1においてその内面の略中央位置に所定量の食品Fが載置されるように自動制御することが好ましい。
また、その他の例として図示しないが、食品供給手段を機械化せずに、作業者が搬送中の載置シート1においてその内面の略中央位置に所定量の食品Fを載置することも可能である。
【0018】
さらに、移送路30において食品Fの載置位置よりも搬送方向下流側の位置には、被覆フィルム2の原料となる帯状フィルム20を移送路30に沿って繰り出すためのフィルム供給手段21と、この繰り出された帯状フィルム20において被覆フィルム2の外周部2aとなる箇所を搬送中の載置シート1に圧接させて固着するためのフィルム固着手段22と、固着された帯状フィルム20から被覆フィルム2となる箇所を打ち抜いて分離するためのフィルム打ち抜き手段23が設けられる。
【0019】
被覆フィルム2や帯状フィルム20の原材料としては、例えばポリエチレン(PE)やポリプロピレン(PP)やエチレン・メチルメタクリレート共重合体(EMMA)などのオレフィン樹脂又はポリ塩化ビニル(PVC)などの単層品や積層品からなる、伸縮性に優れたストレッチフィルムを用いることが好ましい。
【0020】
フィルム供給手段21は、被覆フィルム2が連続してロール状に巻き付けられた帯状フィルム20を、移送路30へ向けて繰り出すための繰り出しローラや、繰り出された帯状フィルム20を巻き取るための巻き取りローラなどを有している。
これら繰り出しローラ又は巻き取りローラのいずれか一方か、若しくは繰り出しローラ及び巻き取りローラの両方には、駆動部(図示しない)が設けられ、この駆動部の作動により、帯状フィルム20を移送路30と略平行に繰り出して、搬送中の載置シート1との間に食品Fを挟んで対向させるように構成される。
この状態で、帯状フィルム20と載置シート1との間に、ある程度の高さを有する食品Fを挟み込む場合には、載置シート1において食品Fの載置位置を囲むように配置される周縁部1aに対し、帯状フィルム20において被覆フィルム2の外周部2aとなる箇所を接近させるには、帯状フィルム20が持つ伸縮性を利用することが好ましい。
さらに、図1に示されるように、帯状フィルム20の少なくとも左右幅方向両端部と当接する、例えばテンションローラなどからなるガイドローラ21aを配設して、帯状フィルム20の左右幅方向両端部が載置シート1の周縁部1aに向けて誘導されるように構成することが好ましい。
【0021】
フィルム固着手段22は、搬送中の載置シート1の周縁部1aと対向する額縁形状に形成され、この額縁部22aを帯状フィルム20及び搬送中の載置シート1へ向けて移動させる手段(図示しない)として、エアシリンダや油圧シリンダ又はその他のアクチュエータなどからなる駆動部を有している。
さらに、フィルム固着手段22は、駆動部の作動により、額縁部22aを移送路30の搬送面30aへ向け接近移動させて搬送面30aとの間に、帯状フィルム20において被覆フィルム2の外周部2aとなる箇所と載置シート1の周縁部1aを所定圧力で挟み込み、これら両者を熱シールや接着剤などによって接着するように構成される。特に、搬送面30aを連続的に作動している場合には、前記接近移動と同時に、額縁部22aを移送路30における搬送面30aの移動速度と同じ速度で同方向へ移動させる必要がある。
被覆フィルム2の外周部2aと載置シート1の周縁部1aを熱シールする場合には、額縁部22aが熱シール用ヒータで構成される。
また、被覆フィルム2の外周部2aと載置シート1の周縁部1aを接着剤によって接着する場合には、被覆フィルム2の外周部2aと載置シート1の周縁部1aとの間に接着剤を充填するための手段が備えられる。
【0022】
フィルム打ち抜き手段23は、フィルム固着手段22と一体的に配備するか又は別個に配備され、フィルム固着手段22による被覆フィルム2及び載置シート1の固着部分の外周を切断する溶断用ヒータやカッタなどで構成される。
フィルム打ち抜き手段23が溶断用ヒータである場合には、フィルム固着手段22の溶着用ヒータによりも若干突出させて、フィルム固着手段22のヒータによる熱シールと同時又は熱シール後に、その外周を溶断する。
フィルム打ち抜き手段23がカッタである場合には、フィルム固着手段22の熱シール用ヒータに対しカッタを出没動自在に取り付けて、フィルム固着手段22のヒータによる熱シール後にヒータを突出させて切断する。
【0023】
そして、フィルム供給手段21、フィルム固着手段22及びフィルム打ち抜き手段23は、前述した食品供給手段の具体例と同様に、搬送中の載置シート1を光センサーなどの検知器(図示しない)で感知し、それから出力される感知信号に基づいてそれぞれ自動的に作動制御することが好ましい。
また、その他の例として図示しないが、作業者の操作に基づいてフィルム供給手段21、フィルム固着手段22及びフィルム打ち抜き手段23を同期して作動させたり、作業者の操作に基づいてフィルム供給手段21、フィルム固着手段22及びフィルム打ち抜き手段23をそれぞれ個別に作動させことも可能である。
【0024】
そして、本発明の実施形態に係る食品用包装装置Aによる食品用包装体Bを生産するための食品包装方法は、図3に示すフローチャートのように、移送路30に沿って複数の載置シート1を所定間隔毎に順次搬送するシート搬送工程と、搬送中の載置シート1の略中央に向け食品Fを載置する食品載置工程と、被覆フィルム2の原料となる帯状フィルム20を移送路30沿いに繰り出して搬送中の載置シート1上に食品Fを挟んで重ね合わせるフィルム供給工程と、帯状フィルム20において被覆フィルム2の外周部2aとなる箇所を、搬送中の載置シート1において食品Fの載置位置を囲むように配置される周縁部1aに対し圧接させて固着するフィルム固着工程と、帯状フィルム20から被覆フィルム2となる箇所を打ち抜いて分離するフィルム打ち抜き工程を含んでいる。
【0025】
このような本発明の実施形態に係る食品包装方法及び食品用包装装置Aによると、先ず、複数の載置シート1が移送路30の略水平な搬送面30aに沿って所定間隔毎に順次搬送され、搬送中の載置シート1が移送路30の所定位置に到達したところで、食品供給手段又は作業者により、載置シート1の略中央に向け食品Fが載置される。
これに続いて、食品Fの載置位置よりも下流側で、フィルム供給手段21により、被覆フィルム2の原料となる帯状フィルム20が移送路30に沿って繰り出され、搬送中の載置シート1上に食品Fを挟んで重ね合わされる。
【0026】
その後、フィルム固着手段22により、帯状フィルム20において被覆フィルム2の外周部2aとなる箇所が、載置シート1において食品Fの載置位置を囲むように配置される周縁部1aに対し、圧接されて固着する。
この際、熱シールや接着剤などによって、被覆フィルム2の外周部2aとなる箇所と載置シート1の周縁部1aとを接着すれば、両者は密封されて食品Fは外気と遮断される。
さらに、被覆フィルム2や帯状フィルム20の原材料としてストレッチフィルムを用いた場合には、食品Fがある程度の高さを有して盛り上がったものであっても、ストレッチフィルムが伸びて、食品Fを圧迫変形させることなく包装できる。
【0027】
その後、フィルム打ち抜き手段23により、帯状フィルム20から被覆フィルム2が打ち抜かれて分離される。
それ以降は、前述した作動が繰り返される。
それにより、食品用包装体Bが一連の流れ作業で連続的に生産される。
したがって、本発明の実施形態に係る食品包装方法は、食品用包装体Bを短時間に大量生産することができる。
さらに、本発明の実施形態に係る食品用包装装置Aは、簡単な構造で食品用包装体Bを短時間に大量生産することができる。
【0028】
また、本発明の実施形態に係る食品用包装体Bは、図2(a)(b)に示すように、載置シート1の主材を不織布で構成し、載置シート1の主材となる不織布の外側面に遮断シート1bを積層することが好ましい。
【0029】
このような食品用包装体Bによると、載置シート1の主材を不織布で構成されるため、適度な腰を有して食品Fの保形性に優れる。さらに、食品Fが例えば魚肉などのようなドリップが滲み出る可能性があるものであっても、食品Fから出たドリップを載置シート1の主材となる不織布が吸収して、遮断シート1bで外部へ透過しない。
それにより、載置シート1からのドリップの漏れ出しを防止することができる。
したがって、発泡プラスチックなどの合成樹脂製トレイを用いずに食品Fを包装し且つ食品Fからのドリップが溜まることなく陳列販売することができる。
特に、載置シート1の主材となる不織布の外側面に遮断シート1bを積層した場合には、食品Fから出たドリップを載置シート1の主材となる不織布が吸収しても、遮断シート1bで外部へ透過しない。
それにより、載置シート1からのドリップの漏れ出しを防止することができる。
その結果、ドリップの漏れ出しによって、それに接触したものが汚れることがなく、更にドリップの臭気が漏れ出ることも防止できる。
また、その他の例として図示しないが、食品Fが例えば野菜などのような密封包装を嫌うものの場合には、載置シート1(遮断シート1bが積層される場合には遮断シート1bを含めて)又は被覆フィルム2のいずれか一方、若しくは載置シート1(遮断シート1bが積層される場合には遮断シート1bを含めて)及び被覆フィルム2の両方に、複数の通気孔を貫通開穿することも可能である。
次に、本発明の一実施例を図面に基づいて説明する。
【実施例】
【0030】
この実施例は、図1に示すように、シート供給手段11として、移送路30の搬送方向上流端に、載置シート1の原料となる帯状シート10を繰り出し、帯状シート10を所定長さ寸法に切断することで、複数の載置シート1に分離したものである。
【0031】
図1に示される例では、帯状シート10を移送路30の搬送面30aへ向けそれと略平行に繰り出し、カッター11aで所定長さ寸法に切断することにより、平滑な載置シート1に分離されるとともに、これら分離した平滑な載置シート1を移送路30の上流端に載せるとともに、分離した載置シート1の間に所定の隙間を空けた状態で搬送面30aにより移送路30の下流側へ向け順次搬送されるように自動的に作動制御している。
また、その他の例として図示しないが、予め所定の形状に裁断された載置シート1を一枚ずつ、移送路30の上流端に順次供給し、これら載置シート1の間に所定の隙間を空けた状態で搬送面30aにより移送路30の下流側へ向け順次搬送されるように自動的に作動制御することも可能である。
【0032】
さらに、図1に示される例では、フィルム固着手段22として、搬送中の載置シート1の周縁部1aに対し被覆フィルム2の外周部2aを熱シールすることで両者を固着している。
つまり、フィルム固着手段22の額縁部22aが熱シール用ヒータで構成されている。
また、その他の例として図示しないが、フィルム固着手段22として、被覆フィルム2の外周部2aと載置シート1の周縁部1aを接着剤によって接着することも可能である。
図1に示される例では、フィルム固着手段22とフィルム打ち抜き手段23を一体化しているが、フィルム固着手段22とフィルム打ち抜き手段23を別個にしたり、搬送される複数の載置シート1と対向して、フィルム固着手段22とフィルム打ち抜き手段23を複数組み配設することも可能である。
またさらに、図1に示される例では、移送路30の搬送面30a上に、シート搬送工程とフィルム供給工程においてそれぞれ複数の載置シート1を配置しているが、シート搬送工程とフィルム供給工程において載置シート1を1つずつ配置して、移送路30の搬送方向へ短縮化することも可能である。
【0033】
このような本発明の実施例に係る食品包装方法及び食品用包装装置Aによると、繰り出された帯状シート10を所定長さ寸法に切断することにより、複数の載置シート1に分離され、それらの間に所定の隙間を空けたままの状態で搬送される。
それにより、移送路30に載置シート1を自動的にセットすることができるという利点がある。
その結果、省力化が図れ、作業者を減らすことができ、食品用包装体Bのコストを更に低減化できる。
【0034】
さらに、載置シート1の周縁部1aに対して被覆フィルム2の外周部2aを熱シールした場合には、載置シート1と被覆フィルム2の間に食品Fが気密状に収容される。
それにより、食品Fを隙間なくパックすることができるという利点がある。
その結果、食品Fを簡単でしかも確実にパックできる。
【0035】
また、移送路30の搬送面30a上に、シート搬送工程とフィルム供給工程において載置シート1を1つずつ配置して移送路30の搬送方向へ短縮化した場合には、食品用包装装置Aの全体を更にコンパクト化でき、狭い作業スペースでも設置できる。さらに、移送路30の搬送面30aを間欠的に作動させることで、包装の作業が簡単になって作業し易いという利点もある。
【0036】
なお、前示実施例では、シート供給手段11として、移送路30の搬送方向上流端に、載置シート1の原料となる帯状シート10を繰り出し、帯状シート10を所定長さ寸法に切断することで、複数の載置シート1に分離したが、これに限定されず、シート供給手段11を機械化せずに、作業者が予め裁断された載置シート1を、移送路30の搬送面30a上に、各載置シート1の間に所定の隙間が開くように載置しても良い。
さらに、載置シート1の形状は、図示例のような平滑なものに限定されず、簡単な手作業で平滑状に解体可能であれば、トレイ状に型成形することも可能である。また必要に応じて、載置シート1と被覆フィルム2の間に枠材や支柱などを食品Fと一緒に包装することで食品Fの潰れや変形を防止することも可能である。
【符号の説明】
【0037】
A 食品用包装装置 B 食品用包装体
1 載置シート 1a 周縁部
1b 遮断シート 10 帯状シート
2 被覆フィルム 2a 外周部
20 帯状フィルム 21 フィルム供給手段
22 フィルム固着手段 23 フィルム打ち抜き手段
30 移送路 F 食品
【特許請求の範囲】
【請求項1】
食品が載せられる載置シートと、この載置シートとの間に食品を挟んで設けられる透明な被覆フィルムとを備えた食品用包装体を生産するための食品包装方法であって、
前記載置シートを複数それぞれ移送路に沿って所定間隔毎に順次搬送し、
搬送中の前記載置シートが前記移送路の所定位置に到達したところで、該載置シートの略中央に向け前記食品が載置され、
前記移送路において前記食品の載置位置よりも下流側に、前記被覆フィルムの原料となる帯状フィルムを該移送路沿いに繰り出して、搬送中の前記載置シート上に前記食品を挟んで重ね合わせ、
前記帯状フィルムにおいて前記被覆フィルムの外周部となる箇所を、搬送中の前記載置シートにおいて前記食品の載置位置を囲むように配置される周縁部に対し圧接させて固着するとともに、前記帯状フィルムから前記被覆フィルムとなる箇所を打ち抜いて分離したことを特徴とする食品包装方法。
【請求項2】
前記移送路の上流端に、前記載置シートの原料となる帯状シートを繰り出し、該帯状シートを所定長さ寸法に切断することで、複数の前記載置シートに分離したこと特徴とする請求項1記載の食品包装方法。
【請求項3】
前記載置シートの前記周縁部に対して前記被覆フィルムの前記外周部を熱シールしたことを特徴とする請求項1又は2記載の食品包装方法。
【請求項4】
請求項1、2又は3記載の食品包装方法の実施に使用する食品用包装装置であって、
前記載置シートを複数それぞれ所定間隔毎に順次搬送する前記移送路と、
前記移送路において前記食品の載置位置よりも下流側に設けられ、前記被覆フィルムの原料となる前記帯状フィルムを該移送路に沿って繰り出すフィルム供給手段と、
この繰り出された前記帯状フィルムにおいて前記被覆フィルムの前記外周部となる箇所を、搬送中の前記載置シートにおいて前記食品の載置位置を囲むように配置される前記周縁部に対し圧接させて固着するフィルム固着手段と、
この固着された前記帯状フィルムから前記被覆フィルムとなる箇所を打ち抜いて分離するフィルム打ち抜き手段とを備えたことを特徴とする食品用包装装置。
【請求項5】
請求項1、2又は3記載の食品包装方法で生産された食品用包装体であって、
前記載置シートの主材を不織布で構成したことを特徴とする食品用包装体。
【請求項6】
前記載置シートの主材となる不織布の外側面に遮断シートを積層したことを特徴とする請求項5記載の食品用包装体。
【請求項1】
食品が載せられる載置シートと、この載置シートとの間に食品を挟んで設けられる透明な被覆フィルムとを備えた食品用包装体を生産するための食品包装方法であって、
前記載置シートを複数それぞれ移送路に沿って所定間隔毎に順次搬送し、
搬送中の前記載置シートが前記移送路の所定位置に到達したところで、該載置シートの略中央に向け前記食品が載置され、
前記移送路において前記食品の載置位置よりも下流側に、前記被覆フィルムの原料となる帯状フィルムを該移送路沿いに繰り出して、搬送中の前記載置シート上に前記食品を挟んで重ね合わせ、
前記帯状フィルムにおいて前記被覆フィルムの外周部となる箇所を、搬送中の前記載置シートにおいて前記食品の載置位置を囲むように配置される周縁部に対し圧接させて固着するとともに、前記帯状フィルムから前記被覆フィルムとなる箇所を打ち抜いて分離したことを特徴とする食品包装方法。
【請求項2】
前記移送路の上流端に、前記載置シートの原料となる帯状シートを繰り出し、該帯状シートを所定長さ寸法に切断することで、複数の前記載置シートに分離したこと特徴とする請求項1記載の食品包装方法。
【請求項3】
前記載置シートの前記周縁部に対して前記被覆フィルムの前記外周部を熱シールしたことを特徴とする請求項1又は2記載の食品包装方法。
【請求項4】
請求項1、2又は3記載の食品包装方法の実施に使用する食品用包装装置であって、
前記載置シートを複数それぞれ所定間隔毎に順次搬送する前記移送路と、
前記移送路において前記食品の載置位置よりも下流側に設けられ、前記被覆フィルムの原料となる前記帯状フィルムを該移送路に沿って繰り出すフィルム供給手段と、
この繰り出された前記帯状フィルムにおいて前記被覆フィルムの前記外周部となる箇所を、搬送中の前記載置シートにおいて前記食品の載置位置を囲むように配置される前記周縁部に対し圧接させて固着するフィルム固着手段と、
この固着された前記帯状フィルムから前記被覆フィルムとなる箇所を打ち抜いて分離するフィルム打ち抜き手段とを備えたことを特徴とする食品用包装装置。
【請求項5】
請求項1、2又は3記載の食品包装方法で生産された食品用包装体であって、
前記載置シートの主材を不織布で構成したことを特徴とする食品用包装体。
【請求項6】
前記載置シートの主材となる不織布の外側面に遮断シートを積層したことを特徴とする請求項5記載の食品用包装体。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−140143(P2012−140143A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2010−292914(P2010−292914)
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000000550)オカモト株式会社 (118)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000000550)オカモト株式会社 (118)
【Fターム(参考)】
[ Back to top ]