
2ワイヤ溶接制御方法
【課題】消耗電極アークにフィラワイヤを送給して溶接する2ワイヤ溶接方法において、フィラーワイヤの溶着量を増大させて溶接効率を向上させる。
【解決手段】消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法において、フィラーワイヤを溶接方向の前後方向にウィービングして、フィラーワイヤの挿入位置の変位量Lhを正弦波状に変化させる。そして、フィラーワイヤの送給速度Fwを変位量Lhに比例させて正弦波状に変化させる。これにより、フィラーワイヤの挿入位置がウィービング中心位置よりも前側方向にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度Fwを高速化し、後側方向にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。
【解決手段】消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法において、フィラーワイヤを溶接方向の前後方向にウィービングして、フィラーワイヤの挿入位置の変位量Lhを正弦波状に変化させる。そして、フィラーワイヤの送給速度Fwを変位量Lhに比例させて正弦波状に変化させる。これにより、フィラーワイヤの挿入位置がウィービング中心位置よりも前側方向にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度Fwを高速化し、後側方向にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法に関するものである。
【背景技術】
【0002】
消耗電極(以下、溶接ワイヤという)と母材との間にアークを発生させて溶融池を形成すると共に、その溶融池にフィラーワイヤを挿入して溶接する2ワイヤ溶接方法(特許文献1参照)が従来から知られている。この2ワイヤ溶接方法では、溶接ワイヤの溶融金属にフィラーワイヤの溶融金属が加わるために、溶融金属量が増加し、高溶着で高速な溶接が可能となる。特に、2ワイヤ溶接方法によって高速溶接を行うときには、ハンピングビードになるのを防止するために、フィラーワイヤを消耗電極アークよりも後方から溶融池に短絡させて送給することが重要である。これは、フィラーワイヤを消耗電極アーク中に送給して溶融すると、溶融池はほとんど冷却されず、かつ、フィラーワイヤによって溶融池後半部の盛り上がりを押さえることもできないためにハンピングビードを抑制する効果はないからである。これに対して、フィラーワイヤをアーク周縁部の溶融池の後半部に短絡させて送給し、溶融池の熱によって溶融するようにすれば溶融池が冷却され、かつ、フィラーワイヤによって溶融池後半部が抑えられてハンピングビードの形成を抑制することができる。したがって、従来技術の2ワイヤ溶接方法では、フィラーワイヤには電流を通電せずに冷たい状態で溶融池と短絡させることによって、溶融池を冷却するようにしている。
【0003】
2ワイヤ溶接方法では、溶接ワイヤと母材との間にアークを発生させる方法として、炭酸ガスアーク溶接法、マグ溶接法、ミグ溶接法、パルスアーク溶接法、交流アーク溶接法等の種々な消耗電極式アーク溶接法を使用することができる。また、フィラーワイヤは基本的にワイヤ先端が溶融池と短絡しており、溶融池からの熱によって溶融する。したがって、フィラーワイヤと溶融池との間にはアークは発生していない。本発明では、上記の消耗電極式アーク溶接法としてパルスアーク溶接法を使用する場合について説明するが、他の溶接法であっても良い。また、以下の説明において、母材と溶融池とは略同じ意味で使用している。
【0004】
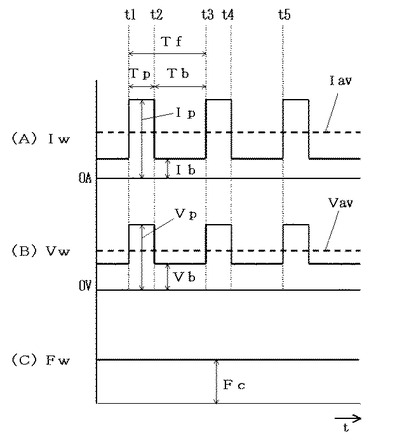
図6は、パルスアーク溶接を使用した2ワイヤ溶接方法における電流・電圧波形図である。同図(A)は溶接ワイヤを通電する溶接電流Iwの時間変化を示し、同図(B)は溶接ワイヤと母材(溶融池)との間に印加する溶接電圧Vwの時間変化を示し、同図(C)はフィラーワイヤの送給速度Fwの時間変化を示す。溶接ワイヤの送給速度は、図示しないが、所定値で定速送給されている。フィラーワイヤと溶融池との間には電圧は印加されておらず、電流も通電していない。フィラーワイヤは、上述したように、溶融池と短絡した状態で送給されている。フィラーワイヤが溶融池と離反しても、電圧が印加されていないので、フィラーワイヤと溶融池との間にはアークは発生しない。以下、同図を参照して説明する。
【0005】
時刻t1〜t2のピーク期間Tp中は、同図(A)に示すように、溶接ワイヤから溶滴を移行させるために臨界値以上の大電流値のピーク電流Ipが通電し、同図(B)に示すように、溶接ワイヤと溶融池との間にアーク長に比例したピーク電圧Vpが印加する。
【0006】
時刻t2〜t3のベース期間Tb中は、同図(A)に示すように、溶滴を形成しないようにするために臨界値未満の小電流値のベース電流Ibが通電し、同図(B)に示すように、ベース電圧Vbが印加する。時刻t1〜t3までの期間を1周期(パルス周期Tf)として繰り返して溶接が行われる。上記のピーク電流Ipは450〜550A程度であり、上記のベース電流Ibは30〜60A程度である。時刻t3〜t4のピーク期間Tp及び時刻t4〜t5のベース期間Tb中は、再び上記と同様の動作を繰り返す。
【0007】
他方、同図(C)に示すように、フィラーワイヤの送給速度Fwは、一定値の定常フィラーワイヤ送給速度Fcで溶融池と短絡した状態で送給される。定常フィラーワイヤ送給速度Fcは、安定して溶融するために溶接ワイヤの送給速度の10〜30%程度の範囲に設定されることが多い。
【0008】
ところで、良好なパルスアーク溶接を行うためには、アーク長を適正値に維持することが重要である。アーク長を適正値に維持するために以下のような溶接装置の出力制御(アーク長制御)が行われる。アーク長は、同図(B)で破線で示す溶接電圧平均値Vavと略比例関係にある。このために、溶接電圧平均値Vavを検出し、この検出値が適正アーク長に相当する溶接電圧設定値と等しくなるように同図(A)の破線で示す溶接電流平均値Iavを変化させる出力制御を行う。溶接電圧平均値Vavが溶接電圧設定値よりも大きいときはアーク長が適正値よりも長いときであるので、溶接電流平均値Iavを小さくしてワイヤ溶融速度を小さくしアーク長が短くなるようにする。他方、溶接電圧平均値Vavが溶接電圧設定値よりも小さいときはアーク長が適正値よりも短いときであるので、溶接電流平均値Iavを大きくしてワイヤ溶融速度を大きくしアーク長が長くなるようにする。上記の溶接電圧平均値Vavとしては、一般的に溶接電圧Vwをローパスフィルタ(カットオフ周波数1〜10Hz程度)に通した値が使用される。また、溶接電流平均値Iavを変化させる操作量として、ピーク期間Tp、パルス周期Tf、ピーク電流Ip又はベース電流Ibの少なくとも1つを変化させることが行われている。例えば、パルス周期Tfを操作量としてフィードバック制御するときには、ピーク期間Tp、ピーク電流Ip及びベース電流Ibは所定値に設定される(周波数変調制御方式と呼ばれる)。また、ピーク期間(パルス幅)Tpを操作量としてフィードバック制御するときには、ピーク電流Ip、ベース電流Ib及びパルス周期Tfが所定値に設定される(パルス幅変調制御方式と呼ばれる)。
【0009】
特許文献2の発明は、亜鉛系めっき鋼板のガスシールドメタルアーク溶接において、複数のワイヤを用い、先行ワイヤのみにアークを発生させて溶融池を形成し、該溶融池に後行ワイヤを先行ワイヤとの距離2mm以上で挿入し、振動数0.5回/秒以上、振幅0.3mm以上の条件で振動させて攪拌し、かつシールドガスとして7Vol%未満の酸素を含んでいるアルゴンガスを使用することを特徴とするガスシールドメタルアーク溶接方法である。そして、後行ワイヤの振動方向は、溶接線方向でも、溶接線と直角方向でも、また、弧を描くようにしてもよい。この発明方法によれば、溶接時に多くのガスを発生する亜鉛系めっき鋼板のガスシールドメタルアーク溶接において、ピットおよびブローホールの発生を防止して健全な溶接金属を得ることができる。すなわち、特許文献2の発明では、2つの溶接ワイヤを使用した2ワイヤ溶接方法であって、先行ワイヤ(消耗電極)にはアークを発生させて溶融池を形成し、後行ワイヤ(フィラーワイヤ)にはアークを発生させずに溶接線方向に振動(ウィービング)させて溶融池を撹拌させるものである。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2010−167489号公報
【特許文献2】特開平6−39554号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
上述した従来技術の2ワイヤ溶接方法では、フィラーワイヤを溶融池と短絡させた状態で挿入し、フィラーワイヤは溶融池の熱によって溶融している。このために、フィラーワイヤの送給速度は、溶融池の熱によってフィラーワイヤが溶融する速度(溶融速度)とバランスするように設定される。したがって、フィラーワイヤの送給速度の最大値は、溶融池からの熱によってフィラーワイヤを溶融させることができる値となる。フィラーワイヤの送給速度がこの最大値よりも大きくなると、フィラーワイヤが溶け残り、不良なビードとなる。他方、2ワイヤ溶接方法において、高溶着化及び高速溶接化をさらに向上させるためには、フィラーワイヤの送給速度をさらに大きくする必要がある。
【0012】
そこで、本発明では、溶融池の後半部を冷却し盛り上がりを押さえることによってハンピングビードの形成を抑制し、かつ、良好な溶融状態の下でフィラーワイヤの送給速度を高速化して高溶着化を図ることができる2ワイヤ溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
上述した課題を解決するために、請求項1の発明は、消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを前記溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法において、
前記フィラーワイヤの挿入位置を溶接方向の前後方向にウィービングし、前記フィラーワイヤの送給速度を前記ウィービングに同期して変化させる、
ことを特徴とする2ワイヤ溶接制御方法である。
【0014】
請求項2の発明は、前記挿入位置が前記ウィービングの中心位置よりも前側方向に変位しているときの変位量を正の値とし、後側方向に変位しているときの前記変位量を負の値とし、前記フィラーワイヤの送給速度を前記変位量に比例して変化させる、
ことを特徴とする請求項1記載の2ワイヤ溶接制御方法である。
【0015】
請求項3の発明は、前記フィラーワイヤの送給速度を前記変位量に比例して変化させるときに、両信号間に所定の遅延時間を設ける、
ことを特徴とする請求項2記載の2ワイヤ溶接制御方法である。
【0016】
請求項4の発明は、前記挿入位置がウィービング中心位置よりも前側方向に変位しているときの前記フィラーワイヤの送給速度を後側方向に変位しているときの前記フィラーワイヤの送給速度よりも早くする、
ことを特徴とする請求項1記載の2ワイヤ溶接制御方法である。
【発明の効果】
【0017】
本発明によれば、フィラーワイヤの挿入位置を溶接方向の前後方向にウィービングし、フィラーワイヤの送給速度をウィービングに同期して変化させる。これにより、フィラーワイヤの挿入位置が前側方向にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度の平均値を高速化し、後側方向にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。この結果、本発明では、従来技術よりも高溶着溶接及び高速溶接を行うことが可能となる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施の形態に係る2ワイヤ溶接制御方法を示す溶接部の概要図である。
【図2】本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第1パターンの波形図である。
【図3】本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第2パターンの波形図である。
【図4】本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第3パターンの波形図である。
【図5】図1〜図4で上述した本発明の実施の形態に係る2ワイヤ溶接制御方法を実施するための溶接装置のブロック図である。
【図6】従来技術において、パルスアーク溶接を使用した2ワイヤ溶接方法における電流・電圧波形図である。
【発明を実施するための形態】
【0019】
以下、図面を参照して本発明の実施の形態について説明する。
【0020】
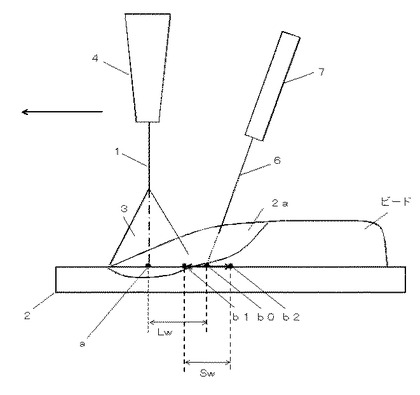
図1は、本発明の実施の形態に係る2ワイヤ溶接制御方法を示す溶接部の概要図である。同図は、溶接部を横から見た図であり、矢印で示すように左方向に溶接は進行している。以下、同図を参照して説明する。
【0021】
溶接トーチ4から溶接ワイヤ1が送給されており、溶接ワイヤの先端と母材2との間にはアーク3が発生している。ここでは、溶接トーチ4の前進角は0°の場合であり、溶接ワイヤ1は母材2に垂直に送給されている。このアーク3によって、母材2に溶融池2aが形成されている。溶接ワイヤ1の送給方向を示す中心線を一点鎖線で示しており、この中心線が母材2表面と交わる点が、溶接狙い位置aとなる。
【0022】
フィラーワイヤ6は、フィラーワイヤガイド7内を送給されて、溶融池2aの後半部の挿入基準位置b0に短絡状態で挿入される。溶接狙い位置aと挿入基準位置b0との距離がワイヤ間距離Lw(mm)となる。さらに、フィラーワイヤ6は、溶接方向の前後方向に所定の振幅Sw(mm)及び所定のウィービング周波数f(Hz)でウィービングされている。したがって、フィラーワイヤ6の挿入位置は、左方向矢印及び右方向矢印で示すように、挿入基準位置b0をウィービング中心位置として振幅Swでウィービングされており、最も前方位置がb1点となり、最も後方位置がb2点となる。b1点とb2点との距離が振幅Swとなる。最前方位置b1は、溶接狙い位置aよりも後方で、かつ、アークの発生部よりも前方となる範囲に設定される。また、最後方位置b2は、溶融池2aの後方端部よりも前方に設定される。例えば、ワイヤ間距離Lwは3〜6mm程度に設定され、振幅Swは3〜6mm程度に設定され、ウィービング周波数fは5〜50Hz程度に設定される。これらの値は、溶接ワイヤの送給速度、直径、材質、溶接速度、継手形状等に応じて実験によって適正値に設定される。
【0023】
ウィービングによって変位するフィラーワイヤ6の挿入位置と挿入基準位置(ウィービング中心位置)b0との距離を、変位量Lh(mm)として定義する。この変位量Lhの符号は、挿入基準位置b0よりも前方を正の値とし、後方を負の値とする。このように定義すると、最前方位置b1はLh=Sw/2となり、挿入基準位置(ウィービング中心位置)b0はLh=0となり、最後方位置b2はLh=−Sw/2となる。ここで、変位量Lhは、下式のように正弦波状に変化するものとする。
Lh=(Sw/2)・sin(2・π・f・t) …(1)式
tは経過時間(秒)である。
そして、この変位量Lhに同期して、フィラーワイヤ6の送給速度Fwが変化する。以下、フィラーワイヤ6の送給速度Fwの変化パターンについて、図2〜図4を参照して説明する。
【0024】
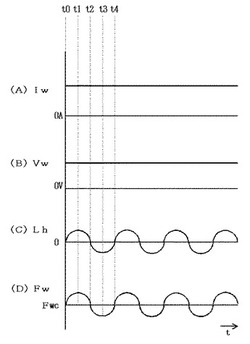
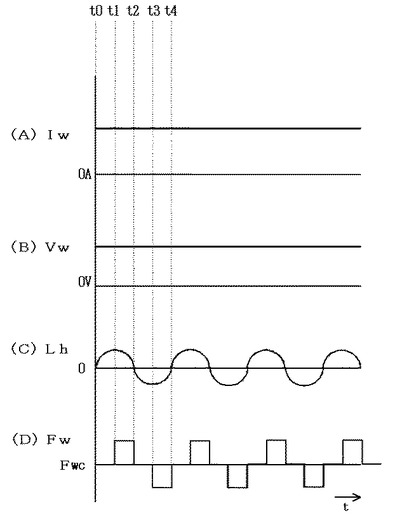
図2は、本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第1パターンの波形図である。同図(A)は溶接ワイヤを通電する溶接電流Iwの時間変化を示し、同図(B)は溶接ワイヤと母材(溶融池)との間に印加する溶接電圧Vwの時間変化を示し、同図(C)はフィラーワイヤの挿入位置の変位量Lhの時間変化を示し、同図(D)はフィラーワイヤの送給速度Fwの時間変化を示す。溶接ワイヤの送給速度は、図示しないが、所定値で定速送給されている。フィラーワイヤと溶融池との間には電圧は印加されておらず、電流も通電していない。同図は、上述した図6よりも時間軸(横軸)が10倍以上長い場合の波形図である。したがって、同図(A)に示す溶接電流Iwは、本来図6と同様のパルス波形であるが、その平均値を表示しているので、略直線となっている。同様に、同図(B)に示す溶接電圧Vwも、本来はパルス波形であるが、平均値を表示しているので、略直線となっている。以下、同図を参照して説明する。
【0025】
同図(A)に示すように、溶接ワイヤには溶接電流Iwが通電し、同図(B)に示すように、溶接ワイヤと母材との間には溶接電圧Vwが印加して、アークが発生している。同図(C)に示すように、変位量Lhは上記(1)式で示すように、正弦波状に変化する。したがって、時刻t0においてt=0秒となり、Lh=0となる。時刻t1においてt=1/(4・f)となり、変位量Lh=Sw/2となる。時刻t2においてt=1/(2・f)となり、変位量Lh=0となる。時刻t3においてt=3/(4・f)となり、変位量Lh=−Sw/2となる。時刻t4においてt=1/fとなり、変位量Lh=0となる。これ以降は、繰り返しとなる。例えば、f=10Hzとすると、時刻t1=25msとなり、時刻t2=50msとなり、時刻t3=75msとなり、時刻t4=100msとなる。
【0026】
同図(D)に示すように、フィラーワイヤの送給速度Fwは、変位量Lhに比例して、下式のように正弦波状に変化する。
Fw=(Sf/2)・sin(2・π・f・t)+Fwc …(2)式
ここで、Sf(cm/min)は送給速度振幅であり、f(Hz)はウィービング周波数であり、t(秒)は経過時間であり、Fwc(cm/min)は振幅中心送給速度である。
時刻t0においてt=0秒となり、フィラーワイヤの送給速度Fw=Fwcとなる。時刻t1においてt=1/(4・f)となり、フィラーワイヤの送給速度Fw=(Sf/2)+Fwcとなる。時刻t2においてt=1/(2・f)となり、フィラーワイヤの送給速度Fw=Fwcとなる。時刻t3においてt=3/(4・f)となり、フィラーワイヤの送給速度Fw=(−Sf/2)+Fwcとなる。時刻t4においてt=1/fとなり、フィラーワイヤの送給速度Fw=Fwcとなる。これ以降は、繰り返しとなる。
【0027】
同図(C)及び(D)に示すように、フィラーワイヤの送給速度Fwの変化は、フィラーワイヤの挿入位置の変位量Lhに比例している。ここで、振幅中心送給速度Fwcは、図6で上述した従来技術における定常フィラーワイヤ送給速度Fcよりも大きな値に設定することができる。振幅中心送給速度Fwcは、送給速度の平均値となるので、本実施の形態は、従来技術よりもフィラーワイヤの送給速度を大きく設定することができる。この理由は、以下のとおりである。時刻t0〜t2の期間中は、変位量Lh≧0となり、フィラーワイヤの挿入位置がアーク発生部の内部に入るか又はアーク発生部に近づくために、フィラーワイヤへの入熱が大きくなり、溶融速度が大きくなる。したがって、この期間中は、フィラーワイヤの送給速度を大きくしても溶融することができる。時刻t2〜t4の期間中は、変位量Lh<0となり、フィラーワイヤの挿入位置がアーク発生部から遠ざかるために、フィラーワイヤの溶融速度は小さくなるので、フィラーワイヤの送給速度も比例して小さくしている。そして、フィラーワイヤは溶融池から熱を受けて溶融することになる。このために、上述したように、溶融池の冷却と盛り上がりを押さえる作用が働き、ハンピングビードの形成を抑制することができる。すなわち、挿入位置が前側方向(Lh≧0)にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度の平均値を高速化し、後側方向(Lh<0)にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。この結果、本実施の形態では、従来技術よりも高溶着溶接及び高速溶接を行うことが可能となる。また、フィラーワイヤは、前側方向にあるときは溶融を促進させれば良いので溶融池と短絡状態にある必要はない。それよりも、フィラーワイヤの挿入位置がアーク発生の内部にあるときは、安定して溶融するために非短絡状態である方が望ましい。他方、フィラーワイヤの挿入位置が後側方向にあるときは、溶融池から熱を受けるために、かつ、盛り上がりを押さえるために、短絡状態であることが必須の条件となる。
【0028】
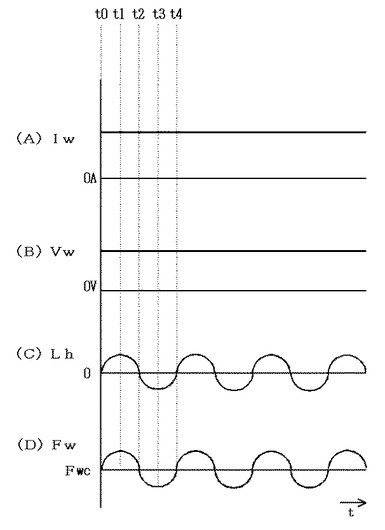
図3は、本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第2パターンの波形図である。同図(A)は溶接ワイヤを通電する溶接電流Iwの時間変化を示し、同図(B)は溶接ワイヤと母材(溶融池)との間に印加する溶接電圧Vwの時間変化を示し、同図(C)はフィラーワイヤの挿入位置の変位量Lhの時間変化を示し、同図(D)はフィラーワイヤの送給速度Fwの時間変化を示す。同図は、上述した図2と対応しており、同図(D)に示すフィラーワイヤの送給速度Fw以外は全て同一であるので、それらの説明は省略する。以下、同図を参照して、フィラーワイヤの送給速度Fwの変化パターンについて説明する。
【0029】
同図(D)に示すように、フィラーワイヤの送給速度Fwは、同図(C)に示すフィラーワイヤの挿入位置の変位量Lhの変化に対応して、下式のように正弦波状に変化する。
Fw=(Sf/2)・sin(2・π・f・t−α)+Fwc …(3)式
但し、α(秒)は予め定めた遅延時間である。すなわち、フィラーワイヤの送給速度Fwは、変位量Lhよりも遅延時間αだけ遅延した正弦波となる。0<α≦(1/8・f)程度に設定される。f=10Hzの場合、αの上限値は1/8・10=12.5msとなる。同図(D)の波形は、α=(1/8・f)の場合である。したがって、同図(D)に示すように、時刻t0と時刻t1との中間においてt=(1/8・f)秒となり、フィラーワイヤの送給速度Fw=Fwcとなる。時刻t1と時刻t2との中間においてt=(3/8・f)となり、フィラーワイヤの送給速度Fw=(Sf/2)+Fwcとなる。時刻t2と時刻t3との中間においてt=(5/8・f)となり、フィラーワイヤの送給速度Fw=Fwcとなる。時刻t3と時刻t4との中間においてt=(7/8・f)となり、フィラーワイヤの送給速度Fw=(−Sf/2)+Fwcとなる。時刻t4から(1/8・f)だけ経過した時刻においてt=(9/8・f)となり、フィラーワイヤの送給速度Fw=Fwcとなる。これ以降は、繰り返しとなる。
【0030】
同図(C)及び(D)に示すように、フィラーワイヤの送給速度Fwの変化は、フィラーワイヤの挿入位置の変位量Lhに同期して変化し、かつ、遅延時間αだけ遅延した波形となる。同期させていることの効果については、図2と同様である。さらに、遅延させていることによって、振幅中心送給速度Fwcをより大きくすることができ、フィラーワイヤの送給速度の平均値を高速化することができる。これにより、高溶着化及び高速溶接化をより向上させることができる。この理由は、アーク及び溶融池からフィラーワイヤが熱を受けてから、フィラーワイヤの溶融に寄与するまでには時間遅れがある。したがって、この時間遅れに相当する遅延時間αを持たせてフィラーワイヤの送給速度を変化させれば、溶融効率が向上し、フィラーワイヤの送給速度を高速化することができる。したがって、遅延時間Αは、入熱と溶融との時間遅れに相当して設定され、溶接ワイヤの送給速度、直径、材質、溶接速度等に応じて実験によって適正値に設定される。
【0031】
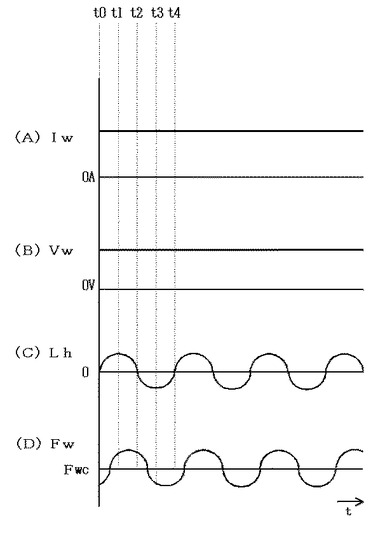
図4は、本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第3パターンの波形図である。同図(A)は溶接ワイヤを通電する溶接電流Iwの時間変化を示し、同図(B)は溶接ワイヤと母材(溶融池)との間に印加する溶接電圧Vwの時間変化を示し、同図(C)はフィラーワイヤの挿入位置の変位量Lhの時間変化を示し、同図(D)はフィラーワイヤの送給速度Fwの時間変化を示す。同図は、上述した図2と対応しており、同図(D)に示すフィラーワイヤの送給速度Fw以外は全て同一であるので、それらの説明は省略する。以下、同図を参照して、フィラーワイヤの送給速度Fwの変化パターンについて説明する。
【0032】
同図(D)に示すように、フィラーワイヤの送給速度Fwは、同図(C)に示すフィラーワイヤの挿入位置の変位量Lhの変化に対応して、下式のように矩形波状に変化する。
Lh≧0のときFw=(Sf/2)+Fwc …(41)式
Lh<0のときFw=(−Sf/2)+Fwc …(42)式
すなわち、ウィービングによってフィラーワイヤの挿入位置が前側方向(Lh≧0)にあるときは、アークに近づき入熱が大きくなるので、フィラーワイヤの送給速度Fwを大きくしている。他方、フィラーワイヤの挿入位置が後側方向(Lh<0)にあるときは、アークから遠ざかり入熱が小さくなるので、フィラーワイヤの送給速度Fwを小さくしている。同図(D)に示すように、時刻t0〜t2の期間中は、変位量Lh≧0となるので、フィラーワイヤの送給速度Fw=(Sf/2)+Fwcとなる。時刻t2〜t4の期間中は、変位量Lh<0となるので、フィラーワイヤの送給速度Fw=(−Sf/2)+Fwcとなる。これ以降は、繰り返しとなる。
【0033】
同図(C)及び(D)に示すように、フィラーワイヤの送給速度Fwは、フィラーワイヤの挿入位置の変位量Lhの変化に同期して、矩形波状に変化する。このようにしたときの効果については、図2と同様である。但し、フィラーワイヤの送給速度Fwを矩形波状に変化させるので、図2のときのように正弦波状に変化させるときに比べて、フィラーワイヤの送給制御回路が簡素化される。
【0034】
上述した図2〜図4においては、ウィービングによるフィラーワイヤの挿入位置の変位量Lhが、正弦波状に変化する場合について説明した。しかし、この変位量Lhが、三角波、台形波、矩形波状に変化するようにしても良い。これに対応して、フィラーワイヤの送給速度Fwも、三角波、台形波状に変化するようにしても良い。
【0035】
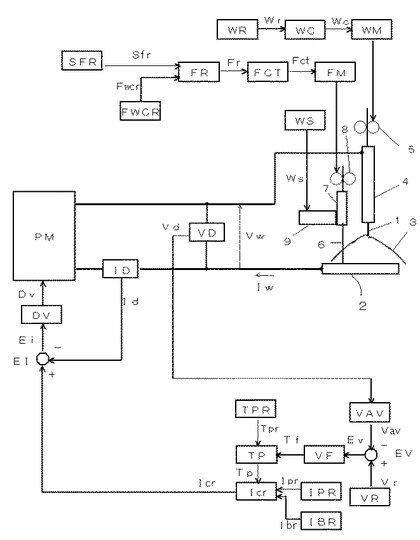
図5は、図1〜図4で上述した本発明の実施の形態に係る2ワイヤ溶接制御方法を実施するための溶接装置のブロック図である。同図は、消耗電極アーク溶接が、上述したパルスアーク溶接の場合である。以下、同図を参照して各ブロックについて説明する。
【0036】
電源主回路PMは、3相200V等の商用電源(図示は省略)を入力として、後述する駆動信号Dvに従ってインバータ制御によって出力制御を行い、アーク3を発生させるための溶接電圧Vw及び溶接電流Iwを出力する。この電源主回路PMは、図示は省略するが、商用電源を整流する1次整流回路、整流された直流を平滑するコンデンサ、平滑された直流を上記の駆動信号Dvに従って高周波交流に変換するインバータ回路、高周波交流をアーク3を発生させるために適正な電圧値に降圧する高周波トランス、降圧された高周波交流を整流する2次整流回路、整流された直流を平滑するリアクトルから構成される。
【0037】
溶接ワイヤ1は、溶接ワイヤ送給モータWMに結合された溶接ワイヤ送給ロール5の回転によって溶接トーチ4内を送給され、上記の電源主回路PMから給電チップ(図示は省略)を介して給電されて、母材2との間にアーク3が発生する。フィラーワイヤ6は、フィラーワイヤ送給モータFMに結合されたフィラーワイヤ送給ロール8の回転によってフィラーワイヤガイド7内を送給され、アーク3によって形成された溶融池に挿入される。ウィービング信号生成回路WSは、正弦波となるウィービング信号Wsを出力する。ここで、Ws=sin(2・π・f・t)であり、fは予め定めたウィービング周波数、tは経過時間である。ウィービング駆動機構9は、このウィービング信号Wsを入力として、フィラーワイヤ6を溶接方向の前後方向にウィービングさせるためのモータを含む機構である。この機構としては、従来から、モータの回転運動を滑子クランク機構により直線運動に変換する機構、モータの回転運動をクランクと揺動梃により揺動運動に変換する機構等が用いられている。このウィービング駆動機構9によって、フィラーワイヤ6の挿入位置の変位量Lhが、上述した(1)式のように変化することになる。振幅Swは、このウィービング駆動機構9によって設定される。
【0038】
電圧検出回路VDは、上記の溶接電圧Vwを検出して、電圧検出信号Vdを出力する。電圧平滑回路VAVは、この電圧検出信号Vdを入力として、平均化(カットオフ周波数1〜10Hz程度のローパスフィルタを通す)して、溶接電圧平均値信号Vavを出力する。電圧設定回路VRは、予め定めた溶接電圧設定信号Vrを出力する。電圧誤差増幅回路EVは、この溶接電圧設定信号Vrと上記の溶接電圧平均値信号Vavとの誤差を増幅して、電圧誤差増幅信号Evを出力する。
【0039】
電圧/周波数変換回路VFは、上記の電圧誤差増幅信号Evの値に比例した周波数の信号に変換して、この周波数(パルス周期)ごとに短時間Highレベルになるパルス周期信号Tfを出力する。この電圧/周波数変換回路VFによって上述した周波数変調制御を行っている。ピーク期間設定回路TPRは、予め定めたピーク期間設定信号Tprを出力する。ピーク期間タイマ回路TPは、上記のパルス周期信号Tf及び上記のピーク期間設定信号Tprを入力として、パルス周期信号TfがHighレベルに変化した時点からピーク期間設定信号Tprによって定まる期間だけHighレベルになるピーク期間信号Tpを出力する。したがって、このピーク期間信号Tpは、その周期がパルス周期となり、ピーク期間の間はHighレベルになり、ベース期間の間はLowレベルになる信号である。
【0040】
ピーク電流設定回路IPRは、予め定めたピーク電流設定信号Iprを出力する。ベース電流設定回路IBRは、予め定めたベース電流設定信号Ibrを出力する。電流制御設定回路ICRは、上記のピーク期間信号Tp、上記のピーク電流設定信号Ipr及び上記のベース電流設定信号Ibrを入力として、ピーク期間信号TpがHighレベル(ピーク期間)のときはピーク電流設定信号Iprを電流制御設定信号Icrとして出力し、Lowレベル(ベース期間)のときはベース電流設定信号Ibrを電流制御設定信号Icrとして出力する。電流検出回路IDは、上記の溶接電流Iwを検出して、電流検出信号Idを出力する。電流誤差増幅回路EIは、上記の電流制御設定信号Icrと上記の電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。駆動回路DVは、この電流誤差増幅信号Eiを入力として、この信号に基づいてPWM変調制御を行い、その結果に基づいて上記の電源主回路PM内のインバータ回路を駆動するための駆動信号Dvを出力する。
【0041】
溶接ワイヤ送給速度設定回路WRは、予め定めた溶接ワイヤ送給速度設定信号Wrを出力する。溶接ワイヤ送給制御回路WCは、この溶接ワイヤ送給速度設定信号Wrの値に相当する送給速度で溶接ワイヤ1を送給するための溶接ワイヤ送給制御信号Wcを上記の溶接ワイヤ送給モータWMに出力する。振幅中心送給速度設定回路FWCRは、予め定めた振幅中心送給速度設定信号Fwcrを出力する。送給速度振幅設定回路SFRは、予め定めた送給速度振幅設定信号Sfrを出力する。フィラーワイヤ送給速度設定回路FRは、上記の振幅中心送給速度設定信号Fwcr及びこの送給速度振幅設定信号Sfrを入力として、上述した(2)式に基づいて制限波状に変化するフィラーワイヤ送給速度設定信号Frを出力する。上述したウィービング信号Wsを生成するときの経過時間tと、このフィラーワイヤ送給速度設定信号Frを生成するときの経過時間tとは同一値であるので、これら2つの信号は同期していることになる。上述したように、(2)式の代わりに、(3)式を使用しても良い。さらに、(2)式の代わりに、(41)式及び(42)式を使用しても良い。ィラーワイヤ送給制御回路FCTは、このフィラーワイヤ送給速度設定信号Frの値に相当する送給速度でフィラーワイヤ6を送給するためのフィラーワイヤ送給制御信号Fctを上記のフィラーワイヤ送給モータFMに出力する。
【0042】
上述した実施の形態によれば、フィラーワイヤの挿入位置を溶接方向の前後方向にウィービングし、フィラーワイヤの送給速度をウィービングに同期して変化させる。これにより、フィラーワイヤの挿入位置が前側方向にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度の平均値を高速化し、後側方向にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。この結果、本実施の形態では、従来技術よりも高溶着溶接及び高速溶接を行うことが可能となる。
【符号の説明】
【0043】
1 溶接ワイヤ
2 母材
2a 溶融池
3 アーク
4 溶接トーチ
5 溶接ワイヤ送給ロール
6 フィラーワイヤ
7 フィラーワイヤガイド
8 フィラーワイヤ送給ロール
9 ウィービング駆動機構
a 溶接狙い位置
b0 挿入基準位置(ウィービング中心位置)
b1 最前方位置
b2 最後方位置
DV 駆動回路
Dv 駆動信号
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
f ウィービング周波数
Fc 定常フィラーワイヤ送給速度
FCT ィラーワイヤ送給制御回路
Fct フィラーワイヤ送給制御信号
FM フィラーワイヤ送給モータ
FR フィラーワイヤ送給速度設定回路
Fr フィラーワイヤ送給速度設定信号
Fw フィラーワイヤの送給速度
Fwc 振幅中心送給速度
FWCR 振幅中心送給速度設定回路
Fwcr 振幅中心送給速度設定信号
Iav 溶接電流平均値
Ib ベース電流
IBR ベース電流設定回路
Ibr ベース電流設定信号
ICR 電流制御設定回路
Icr 電流制御設定信号
ID 電流検出回路
Id 電流検出信号
Ip ピーク電流
IPR ピーク電流設定回路
Ipr ピーク電流設定信号
Iw 溶接電流
Lh フィラーワイヤの挿入位置の変位量
Lw ワイヤ間距離
PM 電源主回路
SFR 送給速度振幅設定回路
Sfr 送給速度振幅設定信号
Sw 振幅
t 経過時間
Tb ベース期間
Tf パルス周期(信号)
TP ピーク期間タイマ回路
Tp ピーク期間(信号)
TPR ピーク期間設定回路
Tpr ピーク期間設定信号
VAV 電圧平滑回路
Vav 溶接電圧平均値(信号)
Vb ベース電圧
VD 電圧検出回路
Vd 電圧検出信号
VF 電圧/周波数変換回路
Vp ピーク電圧
VR 電圧設定回路
Vr 溶接電圧設定信号
Vw 溶接電圧
WC 溶接ワイヤ送給制御回路
Wc 溶接ワイヤ送給制御信号
WM 溶接ワイヤ送給モータ
WR 溶接ワイヤ送給速度設定回路
Wr 溶接ワイヤ送給速度設定信号
WS ウィービング信号生成回路
Ws ウィービング信号
Α 遅延時間
【技術分野】
【0001】
本発明は、消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法に関するものである。
【背景技術】
【0002】
消耗電極(以下、溶接ワイヤという)と母材との間にアークを発生させて溶融池を形成すると共に、その溶融池にフィラーワイヤを挿入して溶接する2ワイヤ溶接方法(特許文献1参照)が従来から知られている。この2ワイヤ溶接方法では、溶接ワイヤの溶融金属にフィラーワイヤの溶融金属が加わるために、溶融金属量が増加し、高溶着で高速な溶接が可能となる。特に、2ワイヤ溶接方法によって高速溶接を行うときには、ハンピングビードになるのを防止するために、フィラーワイヤを消耗電極アークよりも後方から溶融池に短絡させて送給することが重要である。これは、フィラーワイヤを消耗電極アーク中に送給して溶融すると、溶融池はほとんど冷却されず、かつ、フィラーワイヤによって溶融池後半部の盛り上がりを押さえることもできないためにハンピングビードを抑制する効果はないからである。これに対して、フィラーワイヤをアーク周縁部の溶融池の後半部に短絡させて送給し、溶融池の熱によって溶融するようにすれば溶融池が冷却され、かつ、フィラーワイヤによって溶融池後半部が抑えられてハンピングビードの形成を抑制することができる。したがって、従来技術の2ワイヤ溶接方法では、フィラーワイヤには電流を通電せずに冷たい状態で溶融池と短絡させることによって、溶融池を冷却するようにしている。
【0003】
2ワイヤ溶接方法では、溶接ワイヤと母材との間にアークを発生させる方法として、炭酸ガスアーク溶接法、マグ溶接法、ミグ溶接法、パルスアーク溶接法、交流アーク溶接法等の種々な消耗電極式アーク溶接法を使用することができる。また、フィラーワイヤは基本的にワイヤ先端が溶融池と短絡しており、溶融池からの熱によって溶融する。したがって、フィラーワイヤと溶融池との間にはアークは発生していない。本発明では、上記の消耗電極式アーク溶接法としてパルスアーク溶接法を使用する場合について説明するが、他の溶接法であっても良い。また、以下の説明において、母材と溶融池とは略同じ意味で使用している。
【0004】
図6は、パルスアーク溶接を使用した2ワイヤ溶接方法における電流・電圧波形図である。同図(A)は溶接ワイヤを通電する溶接電流Iwの時間変化を示し、同図(B)は溶接ワイヤと母材(溶融池)との間に印加する溶接電圧Vwの時間変化を示し、同図(C)はフィラーワイヤの送給速度Fwの時間変化を示す。溶接ワイヤの送給速度は、図示しないが、所定値で定速送給されている。フィラーワイヤと溶融池との間には電圧は印加されておらず、電流も通電していない。フィラーワイヤは、上述したように、溶融池と短絡した状態で送給されている。フィラーワイヤが溶融池と離反しても、電圧が印加されていないので、フィラーワイヤと溶融池との間にはアークは発生しない。以下、同図を参照して説明する。
【0005】
時刻t1〜t2のピーク期間Tp中は、同図(A)に示すように、溶接ワイヤから溶滴を移行させるために臨界値以上の大電流値のピーク電流Ipが通電し、同図(B)に示すように、溶接ワイヤと溶融池との間にアーク長に比例したピーク電圧Vpが印加する。
【0006】
時刻t2〜t3のベース期間Tb中は、同図(A)に示すように、溶滴を形成しないようにするために臨界値未満の小電流値のベース電流Ibが通電し、同図(B)に示すように、ベース電圧Vbが印加する。時刻t1〜t3までの期間を1周期(パルス周期Tf)として繰り返して溶接が行われる。上記のピーク電流Ipは450〜550A程度であり、上記のベース電流Ibは30〜60A程度である。時刻t3〜t4のピーク期間Tp及び時刻t4〜t5のベース期間Tb中は、再び上記と同様の動作を繰り返す。
【0007】
他方、同図(C)に示すように、フィラーワイヤの送給速度Fwは、一定値の定常フィラーワイヤ送給速度Fcで溶融池と短絡した状態で送給される。定常フィラーワイヤ送給速度Fcは、安定して溶融するために溶接ワイヤの送給速度の10〜30%程度の範囲に設定されることが多い。
【0008】
ところで、良好なパルスアーク溶接を行うためには、アーク長を適正値に維持することが重要である。アーク長を適正値に維持するために以下のような溶接装置の出力制御(アーク長制御)が行われる。アーク長は、同図(B)で破線で示す溶接電圧平均値Vavと略比例関係にある。このために、溶接電圧平均値Vavを検出し、この検出値が適正アーク長に相当する溶接電圧設定値と等しくなるように同図(A)の破線で示す溶接電流平均値Iavを変化させる出力制御を行う。溶接電圧平均値Vavが溶接電圧設定値よりも大きいときはアーク長が適正値よりも長いときであるので、溶接電流平均値Iavを小さくしてワイヤ溶融速度を小さくしアーク長が短くなるようにする。他方、溶接電圧平均値Vavが溶接電圧設定値よりも小さいときはアーク長が適正値よりも短いときであるので、溶接電流平均値Iavを大きくしてワイヤ溶融速度を大きくしアーク長が長くなるようにする。上記の溶接電圧平均値Vavとしては、一般的に溶接電圧Vwをローパスフィルタ(カットオフ周波数1〜10Hz程度)に通した値が使用される。また、溶接電流平均値Iavを変化させる操作量として、ピーク期間Tp、パルス周期Tf、ピーク電流Ip又はベース電流Ibの少なくとも1つを変化させることが行われている。例えば、パルス周期Tfを操作量としてフィードバック制御するときには、ピーク期間Tp、ピーク電流Ip及びベース電流Ibは所定値に設定される(周波数変調制御方式と呼ばれる)。また、ピーク期間(パルス幅)Tpを操作量としてフィードバック制御するときには、ピーク電流Ip、ベース電流Ib及びパルス周期Tfが所定値に設定される(パルス幅変調制御方式と呼ばれる)。
【0009】
特許文献2の発明は、亜鉛系めっき鋼板のガスシールドメタルアーク溶接において、複数のワイヤを用い、先行ワイヤのみにアークを発生させて溶融池を形成し、該溶融池に後行ワイヤを先行ワイヤとの距離2mm以上で挿入し、振動数0.5回/秒以上、振幅0.3mm以上の条件で振動させて攪拌し、かつシールドガスとして7Vol%未満の酸素を含んでいるアルゴンガスを使用することを特徴とするガスシールドメタルアーク溶接方法である。そして、後行ワイヤの振動方向は、溶接線方向でも、溶接線と直角方向でも、また、弧を描くようにしてもよい。この発明方法によれば、溶接時に多くのガスを発生する亜鉛系めっき鋼板のガスシールドメタルアーク溶接において、ピットおよびブローホールの発生を防止して健全な溶接金属を得ることができる。すなわち、特許文献2の発明では、2つの溶接ワイヤを使用した2ワイヤ溶接方法であって、先行ワイヤ(消耗電極)にはアークを発生させて溶融池を形成し、後行ワイヤ(フィラーワイヤ)にはアークを発生させずに溶接線方向に振動(ウィービング)させて溶融池を撹拌させるものである。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2010−167489号公報
【特許文献2】特開平6−39554号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
上述した従来技術の2ワイヤ溶接方法では、フィラーワイヤを溶融池と短絡させた状態で挿入し、フィラーワイヤは溶融池の熱によって溶融している。このために、フィラーワイヤの送給速度は、溶融池の熱によってフィラーワイヤが溶融する速度(溶融速度)とバランスするように設定される。したがって、フィラーワイヤの送給速度の最大値は、溶融池からの熱によってフィラーワイヤを溶融させることができる値となる。フィラーワイヤの送給速度がこの最大値よりも大きくなると、フィラーワイヤが溶け残り、不良なビードとなる。他方、2ワイヤ溶接方法において、高溶着化及び高速溶接化をさらに向上させるためには、フィラーワイヤの送給速度をさらに大きくする必要がある。
【0012】
そこで、本発明では、溶融池の後半部を冷却し盛り上がりを押さえることによってハンピングビードの形成を抑制し、かつ、良好な溶融状態の下でフィラーワイヤの送給速度を高速化して高溶着化を図ることができる2ワイヤ溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
上述した課題を解決するために、請求項1の発明は、消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを前記溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法において、
前記フィラーワイヤの挿入位置を溶接方向の前後方向にウィービングし、前記フィラーワイヤの送給速度を前記ウィービングに同期して変化させる、
ことを特徴とする2ワイヤ溶接制御方法である。
【0014】
請求項2の発明は、前記挿入位置が前記ウィービングの中心位置よりも前側方向に変位しているときの変位量を正の値とし、後側方向に変位しているときの前記変位量を負の値とし、前記フィラーワイヤの送給速度を前記変位量に比例して変化させる、
ことを特徴とする請求項1記載の2ワイヤ溶接制御方法である。
【0015】
請求項3の発明は、前記フィラーワイヤの送給速度を前記変位量に比例して変化させるときに、両信号間に所定の遅延時間を設ける、
ことを特徴とする請求項2記載の2ワイヤ溶接制御方法である。
【0016】
請求項4の発明は、前記挿入位置がウィービング中心位置よりも前側方向に変位しているときの前記フィラーワイヤの送給速度を後側方向に変位しているときの前記フィラーワイヤの送給速度よりも早くする、
ことを特徴とする請求項1記載の2ワイヤ溶接制御方法である。
【発明の効果】
【0017】
本発明によれば、フィラーワイヤの挿入位置を溶接方向の前後方向にウィービングし、フィラーワイヤの送給速度をウィービングに同期して変化させる。これにより、フィラーワイヤの挿入位置が前側方向にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度の平均値を高速化し、後側方向にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。この結果、本発明では、従来技術よりも高溶着溶接及び高速溶接を行うことが可能となる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施の形態に係る2ワイヤ溶接制御方法を示す溶接部の概要図である。
【図2】本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第1パターンの波形図である。
【図3】本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第2パターンの波形図である。
【図4】本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第3パターンの波形図である。
【図5】図1〜図4で上述した本発明の実施の形態に係る2ワイヤ溶接制御方法を実施するための溶接装置のブロック図である。
【図6】従来技術において、パルスアーク溶接を使用した2ワイヤ溶接方法における電流・電圧波形図である。
【発明を実施するための形態】
【0019】
以下、図面を参照して本発明の実施の形態について説明する。
【0020】
図1は、本発明の実施の形態に係る2ワイヤ溶接制御方法を示す溶接部の概要図である。同図は、溶接部を横から見た図であり、矢印で示すように左方向に溶接は進行している。以下、同図を参照して説明する。
【0021】
溶接トーチ4から溶接ワイヤ1が送給されており、溶接ワイヤの先端と母材2との間にはアーク3が発生している。ここでは、溶接トーチ4の前進角は0°の場合であり、溶接ワイヤ1は母材2に垂直に送給されている。このアーク3によって、母材2に溶融池2aが形成されている。溶接ワイヤ1の送給方向を示す中心線を一点鎖線で示しており、この中心線が母材2表面と交わる点が、溶接狙い位置aとなる。
【0022】
フィラーワイヤ6は、フィラーワイヤガイド7内を送給されて、溶融池2aの後半部の挿入基準位置b0に短絡状態で挿入される。溶接狙い位置aと挿入基準位置b0との距離がワイヤ間距離Lw(mm)となる。さらに、フィラーワイヤ6は、溶接方向の前後方向に所定の振幅Sw(mm)及び所定のウィービング周波数f(Hz)でウィービングされている。したがって、フィラーワイヤ6の挿入位置は、左方向矢印及び右方向矢印で示すように、挿入基準位置b0をウィービング中心位置として振幅Swでウィービングされており、最も前方位置がb1点となり、最も後方位置がb2点となる。b1点とb2点との距離が振幅Swとなる。最前方位置b1は、溶接狙い位置aよりも後方で、かつ、アークの発生部よりも前方となる範囲に設定される。また、最後方位置b2は、溶融池2aの後方端部よりも前方に設定される。例えば、ワイヤ間距離Lwは3〜6mm程度に設定され、振幅Swは3〜6mm程度に設定され、ウィービング周波数fは5〜50Hz程度に設定される。これらの値は、溶接ワイヤの送給速度、直径、材質、溶接速度、継手形状等に応じて実験によって適正値に設定される。
【0023】
ウィービングによって変位するフィラーワイヤ6の挿入位置と挿入基準位置(ウィービング中心位置)b0との距離を、変位量Lh(mm)として定義する。この変位量Lhの符号は、挿入基準位置b0よりも前方を正の値とし、後方を負の値とする。このように定義すると、最前方位置b1はLh=Sw/2となり、挿入基準位置(ウィービング中心位置)b0はLh=0となり、最後方位置b2はLh=−Sw/2となる。ここで、変位量Lhは、下式のように正弦波状に変化するものとする。
Lh=(Sw/2)・sin(2・π・f・t) …(1)式
tは経過時間(秒)である。
そして、この変位量Lhに同期して、フィラーワイヤ6の送給速度Fwが変化する。以下、フィラーワイヤ6の送給速度Fwの変化パターンについて、図2〜図4を参照して説明する。
【0024】
図2は、本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第1パターンの波形図である。同図(A)は溶接ワイヤを通電する溶接電流Iwの時間変化を示し、同図(B)は溶接ワイヤと母材(溶融池)との間に印加する溶接電圧Vwの時間変化を示し、同図(C)はフィラーワイヤの挿入位置の変位量Lhの時間変化を示し、同図(D)はフィラーワイヤの送給速度Fwの時間変化を示す。溶接ワイヤの送給速度は、図示しないが、所定値で定速送給されている。フィラーワイヤと溶融池との間には電圧は印加されておらず、電流も通電していない。同図は、上述した図6よりも時間軸(横軸)が10倍以上長い場合の波形図である。したがって、同図(A)に示す溶接電流Iwは、本来図6と同様のパルス波形であるが、その平均値を表示しているので、略直線となっている。同様に、同図(B)に示す溶接電圧Vwも、本来はパルス波形であるが、平均値を表示しているので、略直線となっている。以下、同図を参照して説明する。
【0025】
同図(A)に示すように、溶接ワイヤには溶接電流Iwが通電し、同図(B)に示すように、溶接ワイヤと母材との間には溶接電圧Vwが印加して、アークが発生している。同図(C)に示すように、変位量Lhは上記(1)式で示すように、正弦波状に変化する。したがって、時刻t0においてt=0秒となり、Lh=0となる。時刻t1においてt=1/(4・f)となり、変位量Lh=Sw/2となる。時刻t2においてt=1/(2・f)となり、変位量Lh=0となる。時刻t3においてt=3/(4・f)となり、変位量Lh=−Sw/2となる。時刻t4においてt=1/fとなり、変位量Lh=0となる。これ以降は、繰り返しとなる。例えば、f=10Hzとすると、時刻t1=25msとなり、時刻t2=50msとなり、時刻t3=75msとなり、時刻t4=100msとなる。
【0026】
同図(D)に示すように、フィラーワイヤの送給速度Fwは、変位量Lhに比例して、下式のように正弦波状に変化する。
Fw=(Sf/2)・sin(2・π・f・t)+Fwc …(2)式
ここで、Sf(cm/min)は送給速度振幅であり、f(Hz)はウィービング周波数であり、t(秒)は経過時間であり、Fwc(cm/min)は振幅中心送給速度である。
時刻t0においてt=0秒となり、フィラーワイヤの送給速度Fw=Fwcとなる。時刻t1においてt=1/(4・f)となり、フィラーワイヤの送給速度Fw=(Sf/2)+Fwcとなる。時刻t2においてt=1/(2・f)となり、フィラーワイヤの送給速度Fw=Fwcとなる。時刻t3においてt=3/(4・f)となり、フィラーワイヤの送給速度Fw=(−Sf/2)+Fwcとなる。時刻t4においてt=1/fとなり、フィラーワイヤの送給速度Fw=Fwcとなる。これ以降は、繰り返しとなる。
【0027】
同図(C)及び(D)に示すように、フィラーワイヤの送給速度Fwの変化は、フィラーワイヤの挿入位置の変位量Lhに比例している。ここで、振幅中心送給速度Fwcは、図6で上述した従来技術における定常フィラーワイヤ送給速度Fcよりも大きな値に設定することができる。振幅中心送給速度Fwcは、送給速度の平均値となるので、本実施の形態は、従来技術よりもフィラーワイヤの送給速度を大きく設定することができる。この理由は、以下のとおりである。時刻t0〜t2の期間中は、変位量Lh≧0となり、フィラーワイヤの挿入位置がアーク発生部の内部に入るか又はアーク発生部に近づくために、フィラーワイヤへの入熱が大きくなり、溶融速度が大きくなる。したがって、この期間中は、フィラーワイヤの送給速度を大きくしても溶融することができる。時刻t2〜t4の期間中は、変位量Lh<0となり、フィラーワイヤの挿入位置がアーク発生部から遠ざかるために、フィラーワイヤの溶融速度は小さくなるので、フィラーワイヤの送給速度も比例して小さくしている。そして、フィラーワイヤは溶融池から熱を受けて溶融することになる。このために、上述したように、溶融池の冷却と盛り上がりを押さえる作用が働き、ハンピングビードの形成を抑制することができる。すなわち、挿入位置が前側方向(Lh≧0)にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度の平均値を高速化し、後側方向(Lh<0)にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。この結果、本実施の形態では、従来技術よりも高溶着溶接及び高速溶接を行うことが可能となる。また、フィラーワイヤは、前側方向にあるときは溶融を促進させれば良いので溶融池と短絡状態にある必要はない。それよりも、フィラーワイヤの挿入位置がアーク発生の内部にあるときは、安定して溶融するために非短絡状態である方が望ましい。他方、フィラーワイヤの挿入位置が後側方向にあるときは、溶融池から熱を受けるために、かつ、盛り上がりを押さえるために、短絡状態であることが必須の条件となる。
【0028】
図3は、本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第2パターンの波形図である。同図(A)は溶接ワイヤを通電する溶接電流Iwの時間変化を示し、同図(B)は溶接ワイヤと母材(溶融池)との間に印加する溶接電圧Vwの時間変化を示し、同図(C)はフィラーワイヤの挿入位置の変位量Lhの時間変化を示し、同図(D)はフィラーワイヤの送給速度Fwの時間変化を示す。同図は、上述した図2と対応しており、同図(D)に示すフィラーワイヤの送給速度Fw以外は全て同一であるので、それらの説明は省略する。以下、同図を参照して、フィラーワイヤの送給速度Fwの変化パターンについて説明する。
【0029】
同図(D)に示すように、フィラーワイヤの送給速度Fwは、同図(C)に示すフィラーワイヤの挿入位置の変位量Lhの変化に対応して、下式のように正弦波状に変化する。
Fw=(Sf/2)・sin(2・π・f・t−α)+Fwc …(3)式
但し、α(秒)は予め定めた遅延時間である。すなわち、フィラーワイヤの送給速度Fwは、変位量Lhよりも遅延時間αだけ遅延した正弦波となる。0<α≦(1/8・f)程度に設定される。f=10Hzの場合、αの上限値は1/8・10=12.5msとなる。同図(D)の波形は、α=(1/8・f)の場合である。したがって、同図(D)に示すように、時刻t0と時刻t1との中間においてt=(1/8・f)秒となり、フィラーワイヤの送給速度Fw=Fwcとなる。時刻t1と時刻t2との中間においてt=(3/8・f)となり、フィラーワイヤの送給速度Fw=(Sf/2)+Fwcとなる。時刻t2と時刻t3との中間においてt=(5/8・f)となり、フィラーワイヤの送給速度Fw=Fwcとなる。時刻t3と時刻t4との中間においてt=(7/8・f)となり、フィラーワイヤの送給速度Fw=(−Sf/2)+Fwcとなる。時刻t4から(1/8・f)だけ経過した時刻においてt=(9/8・f)となり、フィラーワイヤの送給速度Fw=Fwcとなる。これ以降は、繰り返しとなる。
【0030】
同図(C)及び(D)に示すように、フィラーワイヤの送給速度Fwの変化は、フィラーワイヤの挿入位置の変位量Lhに同期して変化し、かつ、遅延時間αだけ遅延した波形となる。同期させていることの効果については、図2と同様である。さらに、遅延させていることによって、振幅中心送給速度Fwcをより大きくすることができ、フィラーワイヤの送給速度の平均値を高速化することができる。これにより、高溶着化及び高速溶接化をより向上させることができる。この理由は、アーク及び溶融池からフィラーワイヤが熱を受けてから、フィラーワイヤの溶融に寄与するまでには時間遅れがある。したがって、この時間遅れに相当する遅延時間αを持たせてフィラーワイヤの送給速度を変化させれば、溶融効率が向上し、フィラーワイヤの送給速度を高速化することができる。したがって、遅延時間Αは、入熱と溶融との時間遅れに相当して設定され、溶接ワイヤの送給速度、直径、材質、溶接速度等に応じて実験によって適正値に設定される。
【0031】
図4は、本発明の実施の形態に係る2ワイヤ溶接制御方法を示す第3パターンの波形図である。同図(A)は溶接ワイヤを通電する溶接電流Iwの時間変化を示し、同図(B)は溶接ワイヤと母材(溶融池)との間に印加する溶接電圧Vwの時間変化を示し、同図(C)はフィラーワイヤの挿入位置の変位量Lhの時間変化を示し、同図(D)はフィラーワイヤの送給速度Fwの時間変化を示す。同図は、上述した図2と対応しており、同図(D)に示すフィラーワイヤの送給速度Fw以外は全て同一であるので、それらの説明は省略する。以下、同図を参照して、フィラーワイヤの送給速度Fwの変化パターンについて説明する。
【0032】
同図(D)に示すように、フィラーワイヤの送給速度Fwは、同図(C)に示すフィラーワイヤの挿入位置の変位量Lhの変化に対応して、下式のように矩形波状に変化する。
Lh≧0のときFw=(Sf/2)+Fwc …(41)式
Lh<0のときFw=(−Sf/2)+Fwc …(42)式
すなわち、ウィービングによってフィラーワイヤの挿入位置が前側方向(Lh≧0)にあるときは、アークに近づき入熱が大きくなるので、フィラーワイヤの送給速度Fwを大きくしている。他方、フィラーワイヤの挿入位置が後側方向(Lh<0)にあるときは、アークから遠ざかり入熱が小さくなるので、フィラーワイヤの送給速度Fwを小さくしている。同図(D)に示すように、時刻t0〜t2の期間中は、変位量Lh≧0となるので、フィラーワイヤの送給速度Fw=(Sf/2)+Fwcとなる。時刻t2〜t4の期間中は、変位量Lh<0となるので、フィラーワイヤの送給速度Fw=(−Sf/2)+Fwcとなる。これ以降は、繰り返しとなる。
【0033】
同図(C)及び(D)に示すように、フィラーワイヤの送給速度Fwは、フィラーワイヤの挿入位置の変位量Lhの変化に同期して、矩形波状に変化する。このようにしたときの効果については、図2と同様である。但し、フィラーワイヤの送給速度Fwを矩形波状に変化させるので、図2のときのように正弦波状に変化させるときに比べて、フィラーワイヤの送給制御回路が簡素化される。
【0034】
上述した図2〜図4においては、ウィービングによるフィラーワイヤの挿入位置の変位量Lhが、正弦波状に変化する場合について説明した。しかし、この変位量Lhが、三角波、台形波、矩形波状に変化するようにしても良い。これに対応して、フィラーワイヤの送給速度Fwも、三角波、台形波状に変化するようにしても良い。
【0035】
図5は、図1〜図4で上述した本発明の実施の形態に係る2ワイヤ溶接制御方法を実施するための溶接装置のブロック図である。同図は、消耗電極アーク溶接が、上述したパルスアーク溶接の場合である。以下、同図を参照して各ブロックについて説明する。
【0036】
電源主回路PMは、3相200V等の商用電源(図示は省略)を入力として、後述する駆動信号Dvに従ってインバータ制御によって出力制御を行い、アーク3を発生させるための溶接電圧Vw及び溶接電流Iwを出力する。この電源主回路PMは、図示は省略するが、商用電源を整流する1次整流回路、整流された直流を平滑するコンデンサ、平滑された直流を上記の駆動信号Dvに従って高周波交流に変換するインバータ回路、高周波交流をアーク3を発生させるために適正な電圧値に降圧する高周波トランス、降圧された高周波交流を整流する2次整流回路、整流された直流を平滑するリアクトルから構成される。
【0037】
溶接ワイヤ1は、溶接ワイヤ送給モータWMに結合された溶接ワイヤ送給ロール5の回転によって溶接トーチ4内を送給され、上記の電源主回路PMから給電チップ(図示は省略)を介して給電されて、母材2との間にアーク3が発生する。フィラーワイヤ6は、フィラーワイヤ送給モータFMに結合されたフィラーワイヤ送給ロール8の回転によってフィラーワイヤガイド7内を送給され、アーク3によって形成された溶融池に挿入される。ウィービング信号生成回路WSは、正弦波となるウィービング信号Wsを出力する。ここで、Ws=sin(2・π・f・t)であり、fは予め定めたウィービング周波数、tは経過時間である。ウィービング駆動機構9は、このウィービング信号Wsを入力として、フィラーワイヤ6を溶接方向の前後方向にウィービングさせるためのモータを含む機構である。この機構としては、従来から、モータの回転運動を滑子クランク機構により直線運動に変換する機構、モータの回転運動をクランクと揺動梃により揺動運動に変換する機構等が用いられている。このウィービング駆動機構9によって、フィラーワイヤ6の挿入位置の変位量Lhが、上述した(1)式のように変化することになる。振幅Swは、このウィービング駆動機構9によって設定される。
【0038】
電圧検出回路VDは、上記の溶接電圧Vwを検出して、電圧検出信号Vdを出力する。電圧平滑回路VAVは、この電圧検出信号Vdを入力として、平均化(カットオフ周波数1〜10Hz程度のローパスフィルタを通す)して、溶接電圧平均値信号Vavを出力する。電圧設定回路VRは、予め定めた溶接電圧設定信号Vrを出力する。電圧誤差増幅回路EVは、この溶接電圧設定信号Vrと上記の溶接電圧平均値信号Vavとの誤差を増幅して、電圧誤差増幅信号Evを出力する。
【0039】
電圧/周波数変換回路VFは、上記の電圧誤差増幅信号Evの値に比例した周波数の信号に変換して、この周波数(パルス周期)ごとに短時間Highレベルになるパルス周期信号Tfを出力する。この電圧/周波数変換回路VFによって上述した周波数変調制御を行っている。ピーク期間設定回路TPRは、予め定めたピーク期間設定信号Tprを出力する。ピーク期間タイマ回路TPは、上記のパルス周期信号Tf及び上記のピーク期間設定信号Tprを入力として、パルス周期信号TfがHighレベルに変化した時点からピーク期間設定信号Tprによって定まる期間だけHighレベルになるピーク期間信号Tpを出力する。したがって、このピーク期間信号Tpは、その周期がパルス周期となり、ピーク期間の間はHighレベルになり、ベース期間の間はLowレベルになる信号である。
【0040】
ピーク電流設定回路IPRは、予め定めたピーク電流設定信号Iprを出力する。ベース電流設定回路IBRは、予め定めたベース電流設定信号Ibrを出力する。電流制御設定回路ICRは、上記のピーク期間信号Tp、上記のピーク電流設定信号Ipr及び上記のベース電流設定信号Ibrを入力として、ピーク期間信号TpがHighレベル(ピーク期間)のときはピーク電流設定信号Iprを電流制御設定信号Icrとして出力し、Lowレベル(ベース期間)のときはベース電流設定信号Ibrを電流制御設定信号Icrとして出力する。電流検出回路IDは、上記の溶接電流Iwを検出して、電流検出信号Idを出力する。電流誤差増幅回路EIは、上記の電流制御設定信号Icrと上記の電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。駆動回路DVは、この電流誤差増幅信号Eiを入力として、この信号に基づいてPWM変調制御を行い、その結果に基づいて上記の電源主回路PM内のインバータ回路を駆動するための駆動信号Dvを出力する。
【0041】
溶接ワイヤ送給速度設定回路WRは、予め定めた溶接ワイヤ送給速度設定信号Wrを出力する。溶接ワイヤ送給制御回路WCは、この溶接ワイヤ送給速度設定信号Wrの値に相当する送給速度で溶接ワイヤ1を送給するための溶接ワイヤ送給制御信号Wcを上記の溶接ワイヤ送給モータWMに出力する。振幅中心送給速度設定回路FWCRは、予め定めた振幅中心送給速度設定信号Fwcrを出力する。送給速度振幅設定回路SFRは、予め定めた送給速度振幅設定信号Sfrを出力する。フィラーワイヤ送給速度設定回路FRは、上記の振幅中心送給速度設定信号Fwcr及びこの送給速度振幅設定信号Sfrを入力として、上述した(2)式に基づいて制限波状に変化するフィラーワイヤ送給速度設定信号Frを出力する。上述したウィービング信号Wsを生成するときの経過時間tと、このフィラーワイヤ送給速度設定信号Frを生成するときの経過時間tとは同一値であるので、これら2つの信号は同期していることになる。上述したように、(2)式の代わりに、(3)式を使用しても良い。さらに、(2)式の代わりに、(41)式及び(42)式を使用しても良い。ィラーワイヤ送給制御回路FCTは、このフィラーワイヤ送給速度設定信号Frの値に相当する送給速度でフィラーワイヤ6を送給するためのフィラーワイヤ送給制御信号Fctを上記のフィラーワイヤ送給モータFMに出力する。
【0042】
上述した実施の形態によれば、フィラーワイヤの挿入位置を溶接方向の前後方向にウィービングし、フィラーワイヤの送給速度をウィービングに同期して変化させる。これにより、フィラーワイヤの挿入位置が前側方向にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度の平均値を高速化し、後側方向にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。この結果、本実施の形態では、従来技術よりも高溶着溶接及び高速溶接を行うことが可能となる。
【符号の説明】
【0043】
1 溶接ワイヤ
2 母材
2a 溶融池
3 アーク
4 溶接トーチ
5 溶接ワイヤ送給ロール
6 フィラーワイヤ
7 フィラーワイヤガイド
8 フィラーワイヤ送給ロール
9 ウィービング駆動機構
a 溶接狙い位置
b0 挿入基準位置(ウィービング中心位置)
b1 最前方位置
b2 最後方位置
DV 駆動回路
Dv 駆動信号
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
f ウィービング周波数
Fc 定常フィラーワイヤ送給速度
FCT ィラーワイヤ送給制御回路
Fct フィラーワイヤ送給制御信号
FM フィラーワイヤ送給モータ
FR フィラーワイヤ送給速度設定回路
Fr フィラーワイヤ送給速度設定信号
Fw フィラーワイヤの送給速度
Fwc 振幅中心送給速度
FWCR 振幅中心送給速度設定回路
Fwcr 振幅中心送給速度設定信号
Iav 溶接電流平均値
Ib ベース電流
IBR ベース電流設定回路
Ibr ベース電流設定信号
ICR 電流制御設定回路
Icr 電流制御設定信号
ID 電流検出回路
Id 電流検出信号
Ip ピーク電流
IPR ピーク電流設定回路
Ipr ピーク電流設定信号
Iw 溶接電流
Lh フィラーワイヤの挿入位置の変位量
Lw ワイヤ間距離
PM 電源主回路
SFR 送給速度振幅設定回路
Sfr 送給速度振幅設定信号
Sw 振幅
t 経過時間
Tb ベース期間
Tf パルス周期(信号)
TP ピーク期間タイマ回路
Tp ピーク期間(信号)
TPR ピーク期間設定回路
Tpr ピーク期間設定信号
VAV 電圧平滑回路
Vav 溶接電圧平均値(信号)
Vb ベース電圧
VD 電圧検出回路
Vd 電圧検出信号
VF 電圧/周波数変換回路
Vp ピーク電圧
VR 電圧設定回路
Vr 溶接電圧設定信号
Vw 溶接電圧
WC 溶接ワイヤ送給制御回路
Wc 溶接ワイヤ送給制御信号
WM 溶接ワイヤ送給モータ
WR 溶接ワイヤ送給速度設定回路
Wr 溶接ワイヤ送給速度設定信号
WS ウィービング信号生成回路
Ws ウィービング信号
Α 遅延時間
【特許請求の範囲】
【請求項1】
消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを前記溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法において、
前記フィラーワイヤの挿入位置を溶接方向の前後方向にウィービングし、前記フィラーワイヤの送給速度を前記ウィービングに同期して変化させる、
ことを特徴とする2ワイヤ溶接制御方法。
【請求項2】
前記挿入位置が前記ウィービングの中心位置よりも前側方向に変位しているときの変位量を正の値とし、後側方向に変位しているときの前記変位量を負の値とし、前記フィラーワイヤの送給速度を前記変位量に比例して変化させる、
ことを特徴とする請求項1記載の2ワイヤ溶接制御方法。
【請求項3】
前記フィラーワイヤの送給速度を前記変位量に比例して変化させるときに、両信号間に所定の遅延時間を設ける、
ことを特徴とする請求項2記載の2ワイヤ溶接制御方法。
【請求項4】
前記挿入位置がウィービング中心位置よりも前側方向に変位しているときの前記フィラーワイヤの送給速度を後側方向に変位しているときの前記フィラーワイヤの送給速度よりも早くする、
ことを特徴とする請求項1記載の2ワイヤ溶接制御方法。
【請求項1】
消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを前記溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法において、
前記フィラーワイヤの挿入位置を溶接方向の前後方向にウィービングし、前記フィラーワイヤの送給速度を前記ウィービングに同期して変化させる、
ことを特徴とする2ワイヤ溶接制御方法。
【請求項2】
前記挿入位置が前記ウィービングの中心位置よりも前側方向に変位しているときの変位量を正の値とし、後側方向に変位しているときの前記変位量を負の値とし、前記フィラーワイヤの送給速度を前記変位量に比例して変化させる、
ことを特徴とする請求項1記載の2ワイヤ溶接制御方法。
【請求項3】
前記フィラーワイヤの送給速度を前記変位量に比例して変化させるときに、両信号間に所定の遅延時間を設ける、
ことを特徴とする請求項2記載の2ワイヤ溶接制御方法。
【請求項4】
前記挿入位置がウィービング中心位置よりも前側方向に変位しているときの前記フィラーワイヤの送給速度を後側方向に変位しているときの前記フィラーワイヤの送給速度よりも早くする、
ことを特徴とする請求項1記載の2ワイヤ溶接制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−35020(P2013−35020A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−172840(P2011−172840)
【出願日】平成23年8月8日(2011.8.8)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月8日(2011.8.8)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]