
Al−Zn合金めっき鋼板とその製造方法および製造装置

【課題】設備寿命の大幅な短縮や生産性の低下、および大幅なコストアップを招くこと無く、加工性および耐食性に優れたAl−Zn合金めっき鋼板を得る。
【解決手段】めっきポットから引き上げた鋼板の表面に付着した溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、溶融めっきを急速に凝固させることにより、めっき層を形成する。これにより、めっき層中のSi粒子を微細化して、Si粒子に起因して発生するクラックを微細化することができる。さらに、金属組織を微細化して、Znリッチ相の層数を増やして、クラックの周囲でZnの犠牲防食効果を長期にわたって発揮させることができる。
【解決手段】めっきポットから引き上げた鋼板の表面に付着した溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、溶融めっきを急速に凝固させることにより、めっき層を形成する。これにより、めっき層中のSi粒子を微細化して、Si粒子に起因して発生するクラックを微細化することができる。さらに、金属組織を微細化して、Znリッチ相の層数を増やして、クラックの周囲でZnの犠牲防食効果を長期にわたって発揮させることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、加工性と耐食性に優れるAl−Zn合金めっき鋼板と、その製造方法および製造装置に関する。
【背景技術】
【0002】
Al−Zn合金めっき鋼板は、Znめっき鋼板などに比べて耐食性が高く、なかでも、めっき層に55質量%のAlを含む55%Al−Zn合金めっき鋼板が、壁材や屋根材などの外装材として広く利用されている。Al−Zn合金めっき鋼板の耐食性が高いのは、Alが被覆防食効果を発揮し、さらにZnが犠牲防食効果を発揮するからである。
【0003】
Al−Zn合金めっき鋼板のめっき層は、特段の工夫を施さない限り脆く、曲げ加工等によってクラックが生じる。また、めっき層の表面に形成した塗装膜がクラックによって引き裂かれると、素地鋼板が露出して外観が悪化するうえ、Alによる被覆防食効果が得られない。クラックの周囲にZnが存在するうちは、Znの犠牲防食作用によって、露出した素地鋼板の腐食をある程度抑制できるが、経時とともにZnが減耗すると赤錆が生じる。
【0004】
Al−Zn合金めっき鋼板のめっき層が脆いのは、その合金組成と金属組織に起因する。溶融めっきを素地鋼板に付着させて、通常の冷却速度(100℃/sec以下)で冷却すると、溶融めっきは溶融状態を保ちながら融点以下に過冷され、Alの初晶が樹枝状晶(デンドライト)として晶出する。Alデンドライトは、凝固の第一段階としてAl−Si共晶反応、続いて第二段階としてAl−Zn共晶反応によって成長する。デンドライトの成長は、凝固核から6または8本の一次アームが伸びること、および一次アームから枝分かれした二次、三次アームが伸びることによって進行する。二次および三次アームの間隔は、冷却速度とめっきの合金組成によって決まる。なお、Alデンドライトは肉眼でも確認可能であり、雪の結晶のような模様を呈する。これは一般にスパングル模様と呼ばれ、めっき鋼板に独特の外観を与える。用途によってはこの外観に意匠性があるとされ、整ったスパングル模様が要求される場合もある。
【0005】
初晶Alの次に、Si粒子が共晶として晶出する。このとき、初晶Alから未凝固の液相に向かってSiが排出されるため、Si粒子の多くはAlデンドライトアームの間に晶出する。凝固の最終段階では、Al−Zn共晶反応によってAl濃度が高いAlリッチ相と、Zn濃度が高いZnリッチ相とに分かれる。以上のように、Al−Zn合金めっき鋼板のめっき層は、Alリッチ相、Znリッチ相、およびSi粒子の三相からなる。
【0006】
析出するSi粒子は、100℃/sec以下の冷却速度においては板状であり、めっき層の厚み方向に分布するが、このSi粒子は脆いことが知られている。一方、Alリッチ相の中には微細なZn粒子が多く析出しているため、Alリッチ相はSi粒子に比べて強靭である。したがって、めっき鋼板の面内に引張荷重を加えた場合、Alリッチ相はほとんど変形せずにSi粒子が脆性破壊し、Si粒子はめっき層を分断するようなクラックの起点や伝播経路として働く。このようなメカニズムにより、Al−Zn合金めっき鋼板を加工する過程でめっき層に多くのクラックが生じる。
【0007】
上記のようにSi粒子は、クラックの起点や伝播経路となるが、めっき鋼板の加工性を向上するためには、Siを添加することは必要不可欠である。すなわち、Alの濃度が比較的高い溶融めっきに素地鋼板を浸漬すると、鋼板の表面にFe−Al化合物が合金層として形成される。この合金層は成長が早く、鋼板を数秒間めっき浴に浸漬した程度であっても、厚い合金層が形成されて、めっき鋼板の加工性が著しく低下する。これを防ぐために、Fe−Al化合物の成長を抑える効果をもつSiを添加するのである。
【0008】
Si粒子に起因するクラックの発生を軽減するため、従来から幾つかの方法が提案されている。一つは、Si粒子を球状化させる元素、例えば特許文献1に記載されるようにSrを添加する方法である。Srを添加して、凝固過程で晶出するSi粒子を球状化すると、Si粒子がクラックの起点・伝播経路として働きにくくなるので、クラックの発生を軽減することができる。
【0009】
他には、ポストアニール方法がある。例えば、特許文献2に記載されるように、コイル状に巻き取っためっき鋼板をバッチ式の加熱炉に挿入し、100〜300℃の温度で数時間加熱保持する。この処理によって、Alリッチ相に含まれる微細Zn粒子のオストワルド成長を促進させて、Alリッチ相を軟質化させる。これによってSi粒子への応力集中が緩和されるので、Si粒子に起因するクラックの発生を軽減することができる。同様の内容は特許文献3にも記載されており、そこでは80〜235℃の温度で所定時間以上、めっき鋼板を加熱保持している。
【0010】
また、本発明に関連して、鋼板表面の溶融めっきにミストを噴霧して400℃以下になるまで冷却することが、特許文献4に記載されている。具体的には、600℃から500℃までの間の冷却速度を100℃/秒以上、500℃から400℃までの間の冷却速度を50℃/秒以上に設定している。ただし、特許文献4は、スパングル模様の微細化を目的としており、クラック発生の軽減による加工性および耐食性の向上を目的とする本発明とは本質的に異なる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2007−284718号公報(段落番号0023)
【特許文献2】特開2002−194519号公報(段落番号0018〜0019)
【特許文献3】特開2003−213397号公報(段落番号0037)
【特許文献4】特開2003−013193号公報(段落番号0036〜0037)
【発明の概要】
【発明が解決しようとする課題】
【0012】
特許文献1のようにSrを添加する方法は、添加量がSiに対して僅か(数十ppm)であるため大きなコストアップは無いが、ボトムドロスが大量に発生する問題がある。Srはめっき浴中のSiと反応して金属間化合物を形成し、これがめっきポットの底部に大量に堆積する。Al−Zn合金めっき鋼板の製造においては、めっき浴の加熱に溝型誘導炉を用いることが多いが、この溝型誘導炉の底部にボトムドロスが堆積すると、流路が閉塞して寿命短縮の大きな要因となる。
【0013】
特許文献2および3のようにポストアニール処理を行うためには、めっきポット以外にバッチ式の加熱炉が必要であり、その分だけコストが嵩む。また、加熱炉で一度に処理できる量は、多くの場合100t程度であり、しかも、加熱保持とその前後に行う昇温・炉冷とに長時間を要することから、生産性が大きく低下する。さらに、加熱に都市ガスなどを使用することによるコストアップが避けられない。
【0014】
本発明の目的は、設備寿命の大幅な短縮や生産性の低下、および大幅なコストアップを招くこと無く、加工性および耐食性に優れたAl−Zn合金めっき鋼板を得ることにある。
【課題を解決するための手段】
【0015】
本発明に係るめっき鋼板は、鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板に関する。めっき層が、めっきポットから引き上げられた溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、急速に凝固させて形成してあることを特徴とする。
【0016】
また本発明に係るめっき鋼板の製造方法は、鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板の製造方法に関する。めっきポットから引き上げた鋼板の表面に付着した溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、溶融めっきを急速に凝固させることにより、めっき層を形成することを特徴とする。
【0017】
上記のめっき鋼板の製造方法においては、溶融めっきにおけるAl−Si共晶反応が完了する温度以下まで急冷した後急冷処理を終了することが好ましい。
【0018】
また本発明に係るめっき鋼板の製造装置は、鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板の製造装置に関する。前記合金を溶融させた溶融めっきを湛えるめっきポットと、鋼板表面に付着した溶融めっきに対して300℃/sec以上の冷却速度による急冷処理を施す急冷設備とを含み、溶融めっきを急速に凝固させることによりめっき層を形成することを特徴とする。
【0019】
上記のめっき鋼板の製造装置においては、急冷設備を、水をミスト化して噴霧するものとすることができる。
【発明の効果】
【0020】
本発明では、めっきポットから引き上げた鋼板の表面に付着した溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、溶融めっきを急速に凝固させることにより、めっき層を形成する。これによれば、めっき層中のSi粒子を微細化して、Si粒子に起因して発生するクラックを微細化できる。したがって、めっき鋼板を曲げ加工したときに、めっき層の表面に形成した塗装膜がクラックによって引き裂かれるのを軽減して、曲げ加工部の外観を良好に保つことができる。また、クラックを微細化することにより、素地鋼板の露出面積を狭小化して、赤錆の発生量を抑制することができる。
【0021】
めっき層がAlリッチ相、Znリッチ相、およびSi粒子の三相からなることと、Alリッチ相のデンドライトアームの間を埋めるようにZnリッチ相が形成されることは、先に述べた通りである。溶融めっきを急速に凝固させると、金属組織が微細化されて、Alデンドライトのアーム間隔が狭くなり、めっき層の厚み方向でAlリッチ相が観察される頻度が高くなる。Alリッチ相の間を埋めるように形成されるZnリッチ相もまた、観察される頻度が高くなる。急冷処理を施さない通常の方法で製造しためっき鋼板では、Znリッチ相は1〜2層程度であるが、急冷処理を施しためっき鋼板では、2〜4層のZnリッチ相が形成される。Znリッチ相の層数が増えると、クラックの周囲にZnリッチ相が存在する確率が高くなり、クラックの周囲でZnの犠牲防食効果が長期にわたって発揮される。したがって、クラックによる素地鋼板の露出部位に赤錆が発生するのを長期にわたって抑制できる。
【0022】
以上のように、本発明では、クラックの微細化によるめっき鋼板の加工性の向上と、クラックによる素地鋼板の露出部位における耐食性の向上とを、急冷処理を施すことによって実現する。これによれば、特許文献1のSrを添加する方法のように、ボトムドロスの発生による溝型誘導炉の寿命短縮を招くことは無い。また急冷処理は、ミストの噴霧などによって低コストかつ短時間で行うことができるので、特許文献2および3のポストアニール処理のように、バッチ式の加熱炉を設ける必要が無く、生産性の低下や大幅なコストアップを招くことも無い。本発明によれば、設備寿命の大幅な短縮や生産性の低下、および大幅なコストアップを招くことが無く、加工性および耐食性に優れたAl−Zn合金めっき鋼板を得ることができる。
【0023】
冷却速度を300℃/sec以上としたのは、冷却速度がこれを下回ると、粗大なSi粒子が晶出してしまい、本発明の効果が得られないためである。冷却速度は360℃/sec以上がより好ましい。
【0024】
Al−Si共晶反応が完了する温度以下になるまで急冷処理を行うと、溶融めっきを一気に凝固させて、めっき層の金属組織をより確実に微細化できる。したがって、加工性および耐食性に優れたAl−Zn合金めっき鋼板をより確実に得ることができる。また、Al−Si共晶反応が完了する温度以下まで急冷した後急冷処理を終了すると、急冷処理に要するコストを削減できる。Al−Si共晶反応が完了する温度を大きく下回るまで急冷処理を行っても、金属組織の微細化の効果が飽和する一方で、急冷処理に要するコストが増大するので好ましくない。
【0025】
急冷設備が水をミスト化して噴霧するものであると、急冷設備を簡易なものにしてコストを削減することができ、しかも、水の高い蒸発熱を利用して、必要な冷却速度を容易に得ることができる。
【図面の簡単な説明】
【0026】
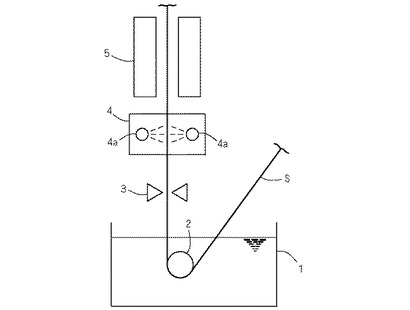
【図1】本発明に係る連続溶融めっき設備の概略構成図である。
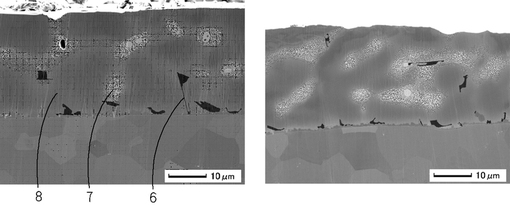
【図2】比較例(左側)および実施例(右側)に係る、めっき鋼板のめっき層の断面の拡大写真である。
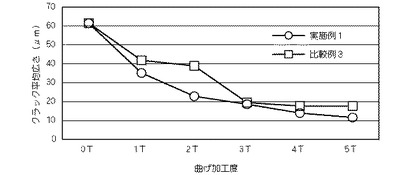
【図3】比較例および実施例に係る、めっき鋼板の曲げ加工度に対するクラックの平均広さを示すグラフである。
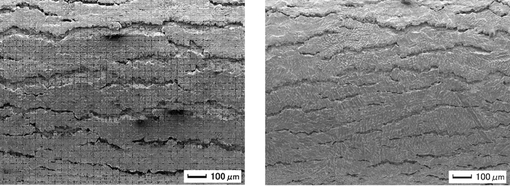
【図4】比較例(左側)および実施例(右側)に係る、めっき鋼板の曲げ加工部におけるめっき層の表面の拡大写真である。
【図5】比較例(左側)および実施例(右側)に係る、めっき鋼板の曲げ加工部の表面を湿潤試験後に撮影した写真である。
【発明を実施するための形態】
【0027】
次に、本発明に係るAl−Zn合金めっき鋼板(以下、単にめっき鋼板と記す。)の製造方法を、図面を参照しながら具体的に説明する。図1に示すように連続溶融めっき設備は、めっき浴を湛えるめっきポット1と、めっきポット1内に設置された金属ロール2と、めっきポット1の上方に設置された一対のガスワイピングノズル3と、ガスワイピングノズル3の上方に設置された急冷設備4と、急冷設備4の上方に設置された強制空冷設備5などで構成される。
【0028】
連続溶融めっき設備に通板する鋼帯Sとしては、酸洗した熱延鋼板、あるいは酸洗後に所定板厚に冷間圧延した冷延鋼板が適用される。鋼帯Sは、めっきポット1に浸漬される前に、水素・窒素混合雰囲気の焼鈍炉において加熱されて、所定の材質になるよう熱処理されるとともに、水素による還元作用等で、表面の酸化物や汚れなどが除去される。焼鈍炉を経てめっきポット1に浸漬された鋼帯Sは、金属ロール2で上向きに変向される。ガスワイピングノズル3は、めっき浴から立ち上がった直後の鋼帯Sにガスを吹き付けて、溶融めっきの付着量を調整する。
【0029】
ガスワイピングノズル3を通過した鋼帯Sは、急冷設備4で急冷処理を施される。急冷処理を開始するタイミングは、めっき浴の温度にも依るが、鋼帯Sがガスワイピングノズル3を通過してから2秒、遅くとも5秒以内である必要がある。これよりも開始が遅れると、鋼帯Sからの放熱によって鋼帯Sの温度が低下してAl−Si共晶反応が進み、めっき層中に粗大なSi粒子が晶出してしまうおそれがあるためである。急冷処理を早期に開始できるように、鋼帯Sの搬送速度にあわせて、ガスワイピングノズル3から急冷設備4までの距離を設定する。例えば、搬送速度が130m/minの場合、ガスワイピングノズル3から急冷設備4までの距離を約10m以内に設定すると、ガスワイピングノズル3を通過してから5秒以内に急冷処理を開始することができる。
【0030】
急冷設備4としては、ミスト噴霧装置、気水噴霧装置、金属粒子噴霧装置などを適用できるが、以下では、水をミスト化して噴霧するミスト噴霧装置を例に挙げて説明する。鋼帯Sの表面に付着した溶融めっきにミストを噴き付けると、水の蒸発時の吸熱作用によって、溶融めっきと鋼帯Sが急速に冷却される。つまり、急冷設備4での溶融めっきおよび鋼帯Sからの抜熱量は、急冷設備4で蒸発するミストの潜熱(蒸発熱)の量によって決まる。水の蒸発によって急冷設備4内の露点温度が上昇すると、水の蒸発速度が低下して、鋼帯Sの冷却速度が低下するので、これを避けるために水蒸気を排気する必要がある。排気方法としては、外気を急冷設備4内に吹き込むブロワを設置する方法や、急冷設備4内の多湿空気を吸い出すブロワを設置する方法などがあり、これら2つの方法を併用してもよい。
【0031】
急冷設備4で噴霧されるのは、平均粒子径30μm以下の微小なミストである。ミストの粒子径がこれより大きいと、めっき層の表面に水滴マークと呼ばれる梨地状の表面外観不良が発生するおそれがあるためである。ミスト噴霧装置のノズルとしては、平均粒子径30μm以下を実現できればどのようなノズルを用いても良く、例えば市販の一流体ノズルや二流体ノズルを適用することができる。
【0032】
急冷設備4で噴霧する単位時間毎の水量は、急冷設備4に入るときの鋼帯Sの温度、鋼帯Sの寸法(厚さ・幅)、鋼帯Sの搬送速度、必要とする冷却速度や冷却後の温度などに基づいて決定する。ミストを過剰に噴霧すると、ミストどうしが衝突して粗大な水粒子が発生しやすくなり、先述の水滴マークが発生する原因となり、また、周辺設備へ水が飛散して故障の原因となるおそれがあるため避けたほうが良い。適切な水量は、急冷設備4の構造によって異なるため、実験によって決定する必要がある。
【0033】
急冷設備4において鋼帯Sを幅方向で均一に冷却するために、幅方向におけるミストの噴霧量のばらつきを10%以内に調節する。これよりも大きなばらつきが存在すると、鋼帯S内の熱応力によって鋼帯Sの形状が崩れるおそれがある。鋼帯Sのエッジ部分まで充分に冷却するために、鋼帯Sよりも広い幅でミストを噴霧する。
【0034】
ミスト噴霧装置のノズルヘッダ4aは、鋼帯Sを両面側から挟むように配置される。このとき、鋼帯Sの一側と他側のノズルヘッダ4aを、鋼帯Sに対して対称に配置する必要は無い。特に、鋼帯Sのエッジ部分においては、エッジ部分の外方に噴霧されたミストどうしが衝突して粗大な水粒子となり、水滴マークが発生しやすくなる。これを避けるために、ノズルヘッダ4aを上下に位置ずれした状態で千鳥状に配置するとよい。
【0035】
急冷設備4で急冷処理を施された鋼帯Sは、必要に応じて強制空冷設備5でさらに冷却される。強制空冷設備5は、鋼帯Sに風を吹き付けることにより冷却を行うものであり、冷却速度は10〜100℃/sec程度である。急冷設備4で充分な冷却を行う場合には、強制空冷設備5は省略しても差し支えない。強制空冷設備5を通過した鋼帯Sは、めっき付着量計、スキンパスミル、テンションレベラー、化成処理設備などで各種処理を施された後、コイル状に巻き取られる。
【0036】
〈実施例1〉 次に、本発明の実施例1を示す。ここでは、焼鈍炉で所定の熱処理を施された鋼帯Sをめっきポット1に浸漬し、鋼帯Sの表面に溶融めっきを付着させた。次いで、ガスワイピングノズル3でめっきの付着量を調整してから、鋼帯Sを急冷設備4に通して急冷処理を施して、その後、先に述べた各種の処理を施してからコイル状に巻き取った。その後、めっき層の表面にアクリル系塗料を塗布して最終製品とした。
【0037】
めっきポット1のめっき浴は、Alを55質量%、Siを1.6質量%含有し、残部がZnからなる合金を溶融させて600℃に保持したものである。この合金の融点は約580℃である。鋼帯Sの板厚は0.35mm、板幅は914mmであり、鋼帯Sの搬送速度は130m/minに設定した。
【0038】
急冷設備4は、水をミスト化して噴霧するミスト噴霧装置で構成した。このミスト噴霧装置は、最大で50l/minのミストを噴霧することができる。鋼帯Sの一側と他側のノズルヘッダ4aは、エッジ部分の外方に噴霧されたミストどうしが衝突して粗大な水粒子となるのを避けるため、鋼帯Sの搬送方向に1mずらして配置してある。ノズルヘッダ4aの周囲に、外気を急冷設備4内に取り込むためのスリットが設けてあり、このスリットの外側にブロワが設置してある。
【0039】
急冷設備4は、ガスワイピングノズル3の上方2mの位置に設置した。鋼帯Sの搬送速度は130m/minであるから、鋼帯Sはガスワイピングノズル3を通過してから約1秒で急冷設備4に至り、急冷処理を施される。急冷設備4に入る直前の鋼帯Sの温度は570℃であった。急冷設備4における冷却速度を360℃/secに設定し、これに合わせてミストの噴霧量を設定した。鋼帯Sは急冷設備4を0.5秒間で通過する。換言すれば、鋼帯Sは0.5秒間急冷処理を施される。急冷設備4を通過した鋼帯Sの温度は390℃であり、Al−Si共晶反応が完了する温度である380℃とほぼ同等であった。
【0040】
〈実施例2〉 急冷設備4におけるミストの噴霧量を実施例1の120%とした以外は、実施例1と同じ条件でめっき鋼板を形成した。急冷設備4における冷却速度は420℃/secであり、急冷設備4を通過した鋼帯Sの温度は360℃であった。
【0041】
〈実施例3〉 急冷設備4におけるミストの噴霧量を実施例1の80%とした以外は、実施例1と同じ条件でめっき鋼板を形成した。急冷設備4における冷却速度は300℃/secであり、急冷設備4を通過した鋼帯Sの温度は420℃であった。
【0042】
〈比較例1〉 急冷設備4におけるミストの噴霧量を実施例1の60%とした以外は、実施例1と同じ条件でめっき鋼板を形成した。急冷設備4における冷却速度は200℃/secであり、急冷設備4を通過した鋼帯Sの温度は470℃であった。
【0043】
〈比較例2〉 急冷設備4におけるミストの噴霧量を実施例1の20%とした以外は、実施例1と同じ条件でめっき鋼板を形成した。急冷設備4における冷却速度は40℃/secであり、急冷設備4を通過した鋼帯Sの温度は550℃であった。
【0044】
〈比較例3〉 急冷設備4におけるミストの噴霧量を実施例1の5%とした以外は、実施例1と同じ条件でめっき鋼板を形成した。急冷設備4における冷却速度は20℃/secであり、急冷設備4を通過した鋼帯Sの温度は560℃であった。
【0045】
〈比較例4〉 急冷設備4においてミストの噴霧を行わない以外は、実施例1と同じ条件でめっき鋼板を形成した。
【0046】
実施例1〜3、および比較例1〜4のめっき鋼板の性能を表1に示す。表中の加工性および耐食性は、比較例4のめっき鋼板の性能を基準として、優位差が無ければ△、優れていれば○、さらに優れていれば◎として評価した。
【0047】
【表1】

【0048】
〈金属組織の観察〉
各実施例および比較例のめっき鋼板のめっき層を走査型電子顕微鏡(以下、SEMと記す。)で確認した。具体的には、めっき鋼板を切断して機械研磨し、次いでイオンビームで精密研磨してから、めっき層の断面をSEMで観察した。比較例4および実施例1に係るめっき層の断面のSEM写真を図2に示す。左側の比較例4に係るSEM写真において、符号6はSi粒子、符号7はZnリッチ相、符号8はAlリッチ相を示す。これから明らかなように、比較例4に係るめっき層には粗大なSi粒子が晶出しており、確認できるZnリッチ相は、めっき層の厚み方向で1〜2層であった。比較例1〜3も比較例4と同様の結果であった。一方、図2の右側の実施例1に係るSEM写真には粗大なSi粒子が見られず、また、Znリッチ相が2〜4層になっていることを確認できた。実施例2、3においても同様の結果を確認することができた。
【0049】
〈加工性の評価〉 塗料を塗布する前のめっき鋼板を基準線に沿って曲げ加工し、曲げ加工部の表面のめっき層に生じたクラックの広さで、めっき鋼板の加工性を評価した。詳しくは、基準線に直交する長さ1mmの検定線を、3mm×2mmの視野範囲に5本引き、検定線と交わるクラックの数と広さから、クラックの平均広さを算出した。クラックの観察にはSEMを使用し、これを5視野において行った。また、上記の測定を、曲げ加工度が異なる複数の曲げ加工部において行った。
【0050】
図3は、実施例1と比較例3のめっき鋼板に関して測定結果をまとめたグラフであり、各曲げ加工度において、実施例1に係るめっき鋼板の方が、クラック平均広さの値が小さくなっている。なお、曲げ加工度に係る0T〜5Tの記号は、曲げ加工部の曲率の大きさを示しており、数字が大きいほど曲率は小さい。また図4は、曲げ加工部におけるめっき層の表面のSEM写真であり、左側の比較例3よりも、右側の実施例1の方が、クラックが小さかったことを示している。
【0051】
曲げ加工部で発生するクラックの大きさに関して、比較例1〜3では、ミストを噴霧しない比較例4と比べて改善は見られなかった。一方、実施例1〜3では、各比較例と比べてクラックが小さくなり、実施例1〜3に係るめっき鋼板が加工性に優れることを確認できた。クラックが小さく加工性に優れるのは、めっき層中に脆く粗大なSi粒子が見られない(図2参照)ためであると考えられる。
【0052】
〈耐食性の評価〉 ここでは、塗装を施して曲げ加工しためっき鋼板に対して湿潤試験を行って、曲げ加工部の耐食性を評価した。詳しくは、めっき鋼板に、曲げ加工度が0T、2T、3T、4T(図3参照)の4つの曲げ加工部を形成した。湿潤試験の条件はJIS−K2246に従い、温度50℃、相対湿度95%の雰囲気に500時間曝して、各曲げ加工部における赤錆の発生状況を観察した。図5は、湿潤試験後のめっき鋼板の曲げ加工部における表面の写真であり、左側の比較例4よりも、右側の実施例1の方が、赤錆の発生量が少ないことを確認できる。
【0053】
湿潤試験後の赤錆の発生量に関して、比較例1〜3では、ミストを噴霧しない比較例4と比べて改善は見られなかった。一方、実施例1〜3では、各比較例と比べて赤錆の発生量が少なくなり、実施例1〜3に係るめっき鋼板が耐食性に優れることを確認できた。耐食性に優れるのは、クラックが小さいため素地鋼板の露出が少なく(図4参照)、さらに、2〜4層のZnリッチ相が形成される結果、クラックの周囲でZnの犠牲防食効果が長期にわたって発揮されるためであると考えられる。
【0054】
表1に示すように、実施例1、2に係るめっき鋼板は、実施例3よりもさらに優れた加工性および耐食性を示した。実施例1、2における冷却速度が実施例3に比べて大きいことや、実施例1、2における急冷処理後の鋼帯Sの温度が、Al−Si共晶反応が完了する温度(380℃)とほぼ同等もしくはそれ以下であったことなどが理由として考えられる。
【0055】
以上の評価から明らかなように、急冷設備4で多くのミストを噴霧して冷却速度を大きくすると、加工性および耐食性に優れるめっき鋼板を得ることができる。急冷設備4は水をミスト化して噴霧するだけのものであるから、これを導入することによるコストアップは小さくて済む。本発明は、大きなコストアップ無しにめっき鋼板の加工性と耐食性を向上する方法として好適である。
【符号の説明】
【0056】
1 めっきポット
2 金属ロール
3 ガスワイピングノズル
4 急冷設備
4a ノズルヘッダ
5 強制空冷設備
6 Si粒子
7 Znリッチ相
8 Alリッチ相
S 鋼帯
【技術分野】
【0001】
本発明は、加工性と耐食性に優れるAl−Zn合金めっき鋼板と、その製造方法および製造装置に関する。
【背景技術】
【0002】
Al−Zn合金めっき鋼板は、Znめっき鋼板などに比べて耐食性が高く、なかでも、めっき層に55質量%のAlを含む55%Al−Zn合金めっき鋼板が、壁材や屋根材などの外装材として広く利用されている。Al−Zn合金めっき鋼板の耐食性が高いのは、Alが被覆防食効果を発揮し、さらにZnが犠牲防食効果を発揮するからである。
【0003】
Al−Zn合金めっき鋼板のめっき層は、特段の工夫を施さない限り脆く、曲げ加工等によってクラックが生じる。また、めっき層の表面に形成した塗装膜がクラックによって引き裂かれると、素地鋼板が露出して外観が悪化するうえ、Alによる被覆防食効果が得られない。クラックの周囲にZnが存在するうちは、Znの犠牲防食作用によって、露出した素地鋼板の腐食をある程度抑制できるが、経時とともにZnが減耗すると赤錆が生じる。
【0004】
Al−Zn合金めっき鋼板のめっき層が脆いのは、その合金組成と金属組織に起因する。溶融めっきを素地鋼板に付着させて、通常の冷却速度(100℃/sec以下)で冷却すると、溶融めっきは溶融状態を保ちながら融点以下に過冷され、Alの初晶が樹枝状晶(デンドライト)として晶出する。Alデンドライトは、凝固の第一段階としてAl−Si共晶反応、続いて第二段階としてAl−Zn共晶反応によって成長する。デンドライトの成長は、凝固核から6または8本の一次アームが伸びること、および一次アームから枝分かれした二次、三次アームが伸びることによって進行する。二次および三次アームの間隔は、冷却速度とめっきの合金組成によって決まる。なお、Alデンドライトは肉眼でも確認可能であり、雪の結晶のような模様を呈する。これは一般にスパングル模様と呼ばれ、めっき鋼板に独特の外観を与える。用途によってはこの外観に意匠性があるとされ、整ったスパングル模様が要求される場合もある。
【0005】
初晶Alの次に、Si粒子が共晶として晶出する。このとき、初晶Alから未凝固の液相に向かってSiが排出されるため、Si粒子の多くはAlデンドライトアームの間に晶出する。凝固の最終段階では、Al−Zn共晶反応によってAl濃度が高いAlリッチ相と、Zn濃度が高いZnリッチ相とに分かれる。以上のように、Al−Zn合金めっき鋼板のめっき層は、Alリッチ相、Znリッチ相、およびSi粒子の三相からなる。
【0006】
析出するSi粒子は、100℃/sec以下の冷却速度においては板状であり、めっき層の厚み方向に分布するが、このSi粒子は脆いことが知られている。一方、Alリッチ相の中には微細なZn粒子が多く析出しているため、Alリッチ相はSi粒子に比べて強靭である。したがって、めっき鋼板の面内に引張荷重を加えた場合、Alリッチ相はほとんど変形せずにSi粒子が脆性破壊し、Si粒子はめっき層を分断するようなクラックの起点や伝播経路として働く。このようなメカニズムにより、Al−Zn合金めっき鋼板を加工する過程でめっき層に多くのクラックが生じる。
【0007】
上記のようにSi粒子は、クラックの起点や伝播経路となるが、めっき鋼板の加工性を向上するためには、Siを添加することは必要不可欠である。すなわち、Alの濃度が比較的高い溶融めっきに素地鋼板を浸漬すると、鋼板の表面にFe−Al化合物が合金層として形成される。この合金層は成長が早く、鋼板を数秒間めっき浴に浸漬した程度であっても、厚い合金層が形成されて、めっき鋼板の加工性が著しく低下する。これを防ぐために、Fe−Al化合物の成長を抑える効果をもつSiを添加するのである。
【0008】
Si粒子に起因するクラックの発生を軽減するため、従来から幾つかの方法が提案されている。一つは、Si粒子を球状化させる元素、例えば特許文献1に記載されるようにSrを添加する方法である。Srを添加して、凝固過程で晶出するSi粒子を球状化すると、Si粒子がクラックの起点・伝播経路として働きにくくなるので、クラックの発生を軽減することができる。
【0009】
他には、ポストアニール方法がある。例えば、特許文献2に記載されるように、コイル状に巻き取っためっき鋼板をバッチ式の加熱炉に挿入し、100〜300℃の温度で数時間加熱保持する。この処理によって、Alリッチ相に含まれる微細Zn粒子のオストワルド成長を促進させて、Alリッチ相を軟質化させる。これによってSi粒子への応力集中が緩和されるので、Si粒子に起因するクラックの発生を軽減することができる。同様の内容は特許文献3にも記載されており、そこでは80〜235℃の温度で所定時間以上、めっき鋼板を加熱保持している。
【0010】
また、本発明に関連して、鋼板表面の溶融めっきにミストを噴霧して400℃以下になるまで冷却することが、特許文献4に記載されている。具体的には、600℃から500℃までの間の冷却速度を100℃/秒以上、500℃から400℃までの間の冷却速度を50℃/秒以上に設定している。ただし、特許文献4は、スパングル模様の微細化を目的としており、クラック発生の軽減による加工性および耐食性の向上を目的とする本発明とは本質的に異なる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2007−284718号公報(段落番号0023)
【特許文献2】特開2002−194519号公報(段落番号0018〜0019)
【特許文献3】特開2003−213397号公報(段落番号0037)
【特許文献4】特開2003−013193号公報(段落番号0036〜0037)
【発明の概要】
【発明が解決しようとする課題】
【0012】
特許文献1のようにSrを添加する方法は、添加量がSiに対して僅か(数十ppm)であるため大きなコストアップは無いが、ボトムドロスが大量に発生する問題がある。Srはめっき浴中のSiと反応して金属間化合物を形成し、これがめっきポットの底部に大量に堆積する。Al−Zn合金めっき鋼板の製造においては、めっき浴の加熱に溝型誘導炉を用いることが多いが、この溝型誘導炉の底部にボトムドロスが堆積すると、流路が閉塞して寿命短縮の大きな要因となる。
【0013】
特許文献2および3のようにポストアニール処理を行うためには、めっきポット以外にバッチ式の加熱炉が必要であり、その分だけコストが嵩む。また、加熱炉で一度に処理できる量は、多くの場合100t程度であり、しかも、加熱保持とその前後に行う昇温・炉冷とに長時間を要することから、生産性が大きく低下する。さらに、加熱に都市ガスなどを使用することによるコストアップが避けられない。
【0014】
本発明の目的は、設備寿命の大幅な短縮や生産性の低下、および大幅なコストアップを招くこと無く、加工性および耐食性に優れたAl−Zn合金めっき鋼板を得ることにある。
【課題を解決するための手段】
【0015】
本発明に係るめっき鋼板は、鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板に関する。めっき層が、めっきポットから引き上げられた溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、急速に凝固させて形成してあることを特徴とする。
【0016】
また本発明に係るめっき鋼板の製造方法は、鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板の製造方法に関する。めっきポットから引き上げた鋼板の表面に付着した溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、溶融めっきを急速に凝固させることにより、めっき層を形成することを特徴とする。
【0017】
上記のめっき鋼板の製造方法においては、溶融めっきにおけるAl−Si共晶反応が完了する温度以下まで急冷した後急冷処理を終了することが好ましい。
【0018】
また本発明に係るめっき鋼板の製造装置は、鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板の製造装置に関する。前記合金を溶融させた溶融めっきを湛えるめっきポットと、鋼板表面に付着した溶融めっきに対して300℃/sec以上の冷却速度による急冷処理を施す急冷設備とを含み、溶融めっきを急速に凝固させることによりめっき層を形成することを特徴とする。
【0019】
上記のめっき鋼板の製造装置においては、急冷設備を、水をミスト化して噴霧するものとすることができる。
【発明の効果】
【0020】
本発明では、めっきポットから引き上げた鋼板の表面に付着した溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、溶融めっきを急速に凝固させることにより、めっき層を形成する。これによれば、めっき層中のSi粒子を微細化して、Si粒子に起因して発生するクラックを微細化できる。したがって、めっき鋼板を曲げ加工したときに、めっき層の表面に形成した塗装膜がクラックによって引き裂かれるのを軽減して、曲げ加工部の外観を良好に保つことができる。また、クラックを微細化することにより、素地鋼板の露出面積を狭小化して、赤錆の発生量を抑制することができる。
【0021】
めっき層がAlリッチ相、Znリッチ相、およびSi粒子の三相からなることと、Alリッチ相のデンドライトアームの間を埋めるようにZnリッチ相が形成されることは、先に述べた通りである。溶融めっきを急速に凝固させると、金属組織が微細化されて、Alデンドライトのアーム間隔が狭くなり、めっき層の厚み方向でAlリッチ相が観察される頻度が高くなる。Alリッチ相の間を埋めるように形成されるZnリッチ相もまた、観察される頻度が高くなる。急冷処理を施さない通常の方法で製造しためっき鋼板では、Znリッチ相は1〜2層程度であるが、急冷処理を施しためっき鋼板では、2〜4層のZnリッチ相が形成される。Znリッチ相の層数が増えると、クラックの周囲にZnリッチ相が存在する確率が高くなり、クラックの周囲でZnの犠牲防食効果が長期にわたって発揮される。したがって、クラックによる素地鋼板の露出部位に赤錆が発生するのを長期にわたって抑制できる。
【0022】
以上のように、本発明では、クラックの微細化によるめっき鋼板の加工性の向上と、クラックによる素地鋼板の露出部位における耐食性の向上とを、急冷処理を施すことによって実現する。これによれば、特許文献1のSrを添加する方法のように、ボトムドロスの発生による溝型誘導炉の寿命短縮を招くことは無い。また急冷処理は、ミストの噴霧などによって低コストかつ短時間で行うことができるので、特許文献2および3のポストアニール処理のように、バッチ式の加熱炉を設ける必要が無く、生産性の低下や大幅なコストアップを招くことも無い。本発明によれば、設備寿命の大幅な短縮や生産性の低下、および大幅なコストアップを招くことが無く、加工性および耐食性に優れたAl−Zn合金めっき鋼板を得ることができる。
【0023】
冷却速度を300℃/sec以上としたのは、冷却速度がこれを下回ると、粗大なSi粒子が晶出してしまい、本発明の効果が得られないためである。冷却速度は360℃/sec以上がより好ましい。
【0024】
Al−Si共晶反応が完了する温度以下になるまで急冷処理を行うと、溶融めっきを一気に凝固させて、めっき層の金属組織をより確実に微細化できる。したがって、加工性および耐食性に優れたAl−Zn合金めっき鋼板をより確実に得ることができる。また、Al−Si共晶反応が完了する温度以下まで急冷した後急冷処理を終了すると、急冷処理に要するコストを削減できる。Al−Si共晶反応が完了する温度を大きく下回るまで急冷処理を行っても、金属組織の微細化の効果が飽和する一方で、急冷処理に要するコストが増大するので好ましくない。
【0025】
急冷設備が水をミスト化して噴霧するものであると、急冷設備を簡易なものにしてコストを削減することができ、しかも、水の高い蒸発熱を利用して、必要な冷却速度を容易に得ることができる。
【図面の簡単な説明】
【0026】
【図1】本発明に係る連続溶融めっき設備の概略構成図である。
【図2】比較例(左側)および実施例(右側)に係る、めっき鋼板のめっき層の断面の拡大写真である。
【図3】比較例および実施例に係る、めっき鋼板の曲げ加工度に対するクラックの平均広さを示すグラフである。
【図4】比較例(左側)および実施例(右側)に係る、めっき鋼板の曲げ加工部におけるめっき層の表面の拡大写真である。
【図5】比較例(左側)および実施例(右側)に係る、めっき鋼板の曲げ加工部の表面を湿潤試験後に撮影した写真である。
【発明を実施するための形態】
【0027】
次に、本発明に係るAl−Zn合金めっき鋼板(以下、単にめっき鋼板と記す。)の製造方法を、図面を参照しながら具体的に説明する。図1に示すように連続溶融めっき設備は、めっき浴を湛えるめっきポット1と、めっきポット1内に設置された金属ロール2と、めっきポット1の上方に設置された一対のガスワイピングノズル3と、ガスワイピングノズル3の上方に設置された急冷設備4と、急冷設備4の上方に設置された強制空冷設備5などで構成される。
【0028】
連続溶融めっき設備に通板する鋼帯Sとしては、酸洗した熱延鋼板、あるいは酸洗後に所定板厚に冷間圧延した冷延鋼板が適用される。鋼帯Sは、めっきポット1に浸漬される前に、水素・窒素混合雰囲気の焼鈍炉において加熱されて、所定の材質になるよう熱処理されるとともに、水素による還元作用等で、表面の酸化物や汚れなどが除去される。焼鈍炉を経てめっきポット1に浸漬された鋼帯Sは、金属ロール2で上向きに変向される。ガスワイピングノズル3は、めっき浴から立ち上がった直後の鋼帯Sにガスを吹き付けて、溶融めっきの付着量を調整する。
【0029】
ガスワイピングノズル3を通過した鋼帯Sは、急冷設備4で急冷処理を施される。急冷処理を開始するタイミングは、めっき浴の温度にも依るが、鋼帯Sがガスワイピングノズル3を通過してから2秒、遅くとも5秒以内である必要がある。これよりも開始が遅れると、鋼帯Sからの放熱によって鋼帯Sの温度が低下してAl−Si共晶反応が進み、めっき層中に粗大なSi粒子が晶出してしまうおそれがあるためである。急冷処理を早期に開始できるように、鋼帯Sの搬送速度にあわせて、ガスワイピングノズル3から急冷設備4までの距離を設定する。例えば、搬送速度が130m/minの場合、ガスワイピングノズル3から急冷設備4までの距離を約10m以内に設定すると、ガスワイピングノズル3を通過してから5秒以内に急冷処理を開始することができる。
【0030】
急冷設備4としては、ミスト噴霧装置、気水噴霧装置、金属粒子噴霧装置などを適用できるが、以下では、水をミスト化して噴霧するミスト噴霧装置を例に挙げて説明する。鋼帯Sの表面に付着した溶融めっきにミストを噴き付けると、水の蒸発時の吸熱作用によって、溶融めっきと鋼帯Sが急速に冷却される。つまり、急冷設備4での溶融めっきおよび鋼帯Sからの抜熱量は、急冷設備4で蒸発するミストの潜熱(蒸発熱)の量によって決まる。水の蒸発によって急冷設備4内の露点温度が上昇すると、水の蒸発速度が低下して、鋼帯Sの冷却速度が低下するので、これを避けるために水蒸気を排気する必要がある。排気方法としては、外気を急冷設備4内に吹き込むブロワを設置する方法や、急冷設備4内の多湿空気を吸い出すブロワを設置する方法などがあり、これら2つの方法を併用してもよい。
【0031】
急冷設備4で噴霧されるのは、平均粒子径30μm以下の微小なミストである。ミストの粒子径がこれより大きいと、めっき層の表面に水滴マークと呼ばれる梨地状の表面外観不良が発生するおそれがあるためである。ミスト噴霧装置のノズルとしては、平均粒子径30μm以下を実現できればどのようなノズルを用いても良く、例えば市販の一流体ノズルや二流体ノズルを適用することができる。
【0032】
急冷設備4で噴霧する単位時間毎の水量は、急冷設備4に入るときの鋼帯Sの温度、鋼帯Sの寸法(厚さ・幅)、鋼帯Sの搬送速度、必要とする冷却速度や冷却後の温度などに基づいて決定する。ミストを過剰に噴霧すると、ミストどうしが衝突して粗大な水粒子が発生しやすくなり、先述の水滴マークが発生する原因となり、また、周辺設備へ水が飛散して故障の原因となるおそれがあるため避けたほうが良い。適切な水量は、急冷設備4の構造によって異なるため、実験によって決定する必要がある。
【0033】
急冷設備4において鋼帯Sを幅方向で均一に冷却するために、幅方向におけるミストの噴霧量のばらつきを10%以内に調節する。これよりも大きなばらつきが存在すると、鋼帯S内の熱応力によって鋼帯Sの形状が崩れるおそれがある。鋼帯Sのエッジ部分まで充分に冷却するために、鋼帯Sよりも広い幅でミストを噴霧する。
【0034】
ミスト噴霧装置のノズルヘッダ4aは、鋼帯Sを両面側から挟むように配置される。このとき、鋼帯Sの一側と他側のノズルヘッダ4aを、鋼帯Sに対して対称に配置する必要は無い。特に、鋼帯Sのエッジ部分においては、エッジ部分の外方に噴霧されたミストどうしが衝突して粗大な水粒子となり、水滴マークが発生しやすくなる。これを避けるために、ノズルヘッダ4aを上下に位置ずれした状態で千鳥状に配置するとよい。
【0035】
急冷設備4で急冷処理を施された鋼帯Sは、必要に応じて強制空冷設備5でさらに冷却される。強制空冷設備5は、鋼帯Sに風を吹き付けることにより冷却を行うものであり、冷却速度は10〜100℃/sec程度である。急冷設備4で充分な冷却を行う場合には、強制空冷設備5は省略しても差し支えない。強制空冷設備5を通過した鋼帯Sは、めっき付着量計、スキンパスミル、テンションレベラー、化成処理設備などで各種処理を施された後、コイル状に巻き取られる。
【0036】
〈実施例1〉 次に、本発明の実施例1を示す。ここでは、焼鈍炉で所定の熱処理を施された鋼帯Sをめっきポット1に浸漬し、鋼帯Sの表面に溶融めっきを付着させた。次いで、ガスワイピングノズル3でめっきの付着量を調整してから、鋼帯Sを急冷設備4に通して急冷処理を施して、その後、先に述べた各種の処理を施してからコイル状に巻き取った。その後、めっき層の表面にアクリル系塗料を塗布して最終製品とした。
【0037】
めっきポット1のめっき浴は、Alを55質量%、Siを1.6質量%含有し、残部がZnからなる合金を溶融させて600℃に保持したものである。この合金の融点は約580℃である。鋼帯Sの板厚は0.35mm、板幅は914mmであり、鋼帯Sの搬送速度は130m/minに設定した。
【0038】
急冷設備4は、水をミスト化して噴霧するミスト噴霧装置で構成した。このミスト噴霧装置は、最大で50l/minのミストを噴霧することができる。鋼帯Sの一側と他側のノズルヘッダ4aは、エッジ部分の外方に噴霧されたミストどうしが衝突して粗大な水粒子となるのを避けるため、鋼帯Sの搬送方向に1mずらして配置してある。ノズルヘッダ4aの周囲に、外気を急冷設備4内に取り込むためのスリットが設けてあり、このスリットの外側にブロワが設置してある。
【0039】
急冷設備4は、ガスワイピングノズル3の上方2mの位置に設置した。鋼帯Sの搬送速度は130m/minであるから、鋼帯Sはガスワイピングノズル3を通過してから約1秒で急冷設備4に至り、急冷処理を施される。急冷設備4に入る直前の鋼帯Sの温度は570℃であった。急冷設備4における冷却速度を360℃/secに設定し、これに合わせてミストの噴霧量を設定した。鋼帯Sは急冷設備4を0.5秒間で通過する。換言すれば、鋼帯Sは0.5秒間急冷処理を施される。急冷設備4を通過した鋼帯Sの温度は390℃であり、Al−Si共晶反応が完了する温度である380℃とほぼ同等であった。
【0040】
〈実施例2〉 急冷設備4におけるミストの噴霧量を実施例1の120%とした以外は、実施例1と同じ条件でめっき鋼板を形成した。急冷設備4における冷却速度は420℃/secであり、急冷設備4を通過した鋼帯Sの温度は360℃であった。
【0041】
〈実施例3〉 急冷設備4におけるミストの噴霧量を実施例1の80%とした以外は、実施例1と同じ条件でめっき鋼板を形成した。急冷設備4における冷却速度は300℃/secであり、急冷設備4を通過した鋼帯Sの温度は420℃であった。
【0042】
〈比較例1〉 急冷設備4におけるミストの噴霧量を実施例1の60%とした以外は、実施例1と同じ条件でめっき鋼板を形成した。急冷設備4における冷却速度は200℃/secであり、急冷設備4を通過した鋼帯Sの温度は470℃であった。
【0043】
〈比較例2〉 急冷設備4におけるミストの噴霧量を実施例1の20%とした以外は、実施例1と同じ条件でめっき鋼板を形成した。急冷設備4における冷却速度は40℃/secであり、急冷設備4を通過した鋼帯Sの温度は550℃であった。
【0044】
〈比較例3〉 急冷設備4におけるミストの噴霧量を実施例1の5%とした以外は、実施例1と同じ条件でめっき鋼板を形成した。急冷設備4における冷却速度は20℃/secであり、急冷設備4を通過した鋼帯Sの温度は560℃であった。
【0045】
〈比較例4〉 急冷設備4においてミストの噴霧を行わない以外は、実施例1と同じ条件でめっき鋼板を形成した。
【0046】
実施例1〜3、および比較例1〜4のめっき鋼板の性能を表1に示す。表中の加工性および耐食性は、比較例4のめっき鋼板の性能を基準として、優位差が無ければ△、優れていれば○、さらに優れていれば◎として評価した。
【0047】
【表1】
【0048】
〈金属組織の観察〉
各実施例および比較例のめっき鋼板のめっき層を走査型電子顕微鏡(以下、SEMと記す。)で確認した。具体的には、めっき鋼板を切断して機械研磨し、次いでイオンビームで精密研磨してから、めっき層の断面をSEMで観察した。比較例4および実施例1に係るめっき層の断面のSEM写真を図2に示す。左側の比較例4に係るSEM写真において、符号6はSi粒子、符号7はZnリッチ相、符号8はAlリッチ相を示す。これから明らかなように、比較例4に係るめっき層には粗大なSi粒子が晶出しており、確認できるZnリッチ相は、めっき層の厚み方向で1〜2層であった。比較例1〜3も比較例4と同様の結果であった。一方、図2の右側の実施例1に係るSEM写真には粗大なSi粒子が見られず、また、Znリッチ相が2〜4層になっていることを確認できた。実施例2、3においても同様の結果を確認することができた。
【0049】
〈加工性の評価〉 塗料を塗布する前のめっき鋼板を基準線に沿って曲げ加工し、曲げ加工部の表面のめっき層に生じたクラックの広さで、めっき鋼板の加工性を評価した。詳しくは、基準線に直交する長さ1mmの検定線を、3mm×2mmの視野範囲に5本引き、検定線と交わるクラックの数と広さから、クラックの平均広さを算出した。クラックの観察にはSEMを使用し、これを5視野において行った。また、上記の測定を、曲げ加工度が異なる複数の曲げ加工部において行った。
【0050】
図3は、実施例1と比較例3のめっき鋼板に関して測定結果をまとめたグラフであり、各曲げ加工度において、実施例1に係るめっき鋼板の方が、クラック平均広さの値が小さくなっている。なお、曲げ加工度に係る0T〜5Tの記号は、曲げ加工部の曲率の大きさを示しており、数字が大きいほど曲率は小さい。また図4は、曲げ加工部におけるめっき層の表面のSEM写真であり、左側の比較例3よりも、右側の実施例1の方が、クラックが小さかったことを示している。
【0051】
曲げ加工部で発生するクラックの大きさに関して、比較例1〜3では、ミストを噴霧しない比較例4と比べて改善は見られなかった。一方、実施例1〜3では、各比較例と比べてクラックが小さくなり、実施例1〜3に係るめっき鋼板が加工性に優れることを確認できた。クラックが小さく加工性に優れるのは、めっき層中に脆く粗大なSi粒子が見られない(図2参照)ためであると考えられる。
【0052】
〈耐食性の評価〉 ここでは、塗装を施して曲げ加工しためっき鋼板に対して湿潤試験を行って、曲げ加工部の耐食性を評価した。詳しくは、めっき鋼板に、曲げ加工度が0T、2T、3T、4T(図3参照)の4つの曲げ加工部を形成した。湿潤試験の条件はJIS−K2246に従い、温度50℃、相対湿度95%の雰囲気に500時間曝して、各曲げ加工部における赤錆の発生状況を観察した。図5は、湿潤試験後のめっき鋼板の曲げ加工部における表面の写真であり、左側の比較例4よりも、右側の実施例1の方が、赤錆の発生量が少ないことを確認できる。
【0053】
湿潤試験後の赤錆の発生量に関して、比較例1〜3では、ミストを噴霧しない比較例4と比べて改善は見られなかった。一方、実施例1〜3では、各比較例と比べて赤錆の発生量が少なくなり、実施例1〜3に係るめっき鋼板が耐食性に優れることを確認できた。耐食性に優れるのは、クラックが小さいため素地鋼板の露出が少なく(図4参照)、さらに、2〜4層のZnリッチ相が形成される結果、クラックの周囲でZnの犠牲防食効果が長期にわたって発揮されるためであると考えられる。
【0054】
表1に示すように、実施例1、2に係るめっき鋼板は、実施例3よりもさらに優れた加工性および耐食性を示した。実施例1、2における冷却速度が実施例3に比べて大きいことや、実施例1、2における急冷処理後の鋼帯Sの温度が、Al−Si共晶反応が完了する温度(380℃)とほぼ同等もしくはそれ以下であったことなどが理由として考えられる。
【0055】
以上の評価から明らかなように、急冷設備4で多くのミストを噴霧して冷却速度を大きくすると、加工性および耐食性に優れるめっき鋼板を得ることができる。急冷設備4は水をミスト化して噴霧するだけのものであるから、これを導入することによるコストアップは小さくて済む。本発明は、大きなコストアップ無しにめっき鋼板の加工性と耐食性を向上する方法として好適である。
【符号の説明】
【0056】
1 めっきポット
2 金属ロール
3 ガスワイピングノズル
4 急冷設備
4a ノズルヘッダ
5 強制空冷設備
6 Si粒子
7 Znリッチ相
8 Alリッチ相
S 鋼帯
【特許請求の範囲】
【請求項1】
鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板であって、
めっき層が、めっきポットから引き上げられた溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、急速に凝固させて形成してあることを特徴とするAl−Zn合金めっき鋼板。
【請求項2】
鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板の製造方法であって、
めっきポットから引き上げた鋼板の表面に付着した溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、溶融めっきを急速に凝固させることにより、めっき層を形成することを特徴とするAl−Zn合金めっき鋼板の製造方法。
【請求項3】
溶融めっきにおけるAl−Si共晶反応が完了する温度以下まで急冷した後急冷処理を終了する請求項2に記載のAl−Zn合金めっき鋼板の製造方法。
【請求項4】
鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板の製造装置であって、
前記合金を溶融させた溶融めっきを湛えるめっきポットと、鋼板表面に付着した溶融めっきに対して300℃/sec以上の冷却速度による急冷処理を施す急冷設備とを含み、
溶融めっきを急速に凝固させることによりめっき層を形成することを特徴とするAl−Zn合金めっき鋼板の製造装置。
【請求項5】
急冷設備が、水をミスト化して噴霧するものである請求項4に記載のAl−Zn合金めっき鋼板の製造装置。
【請求項1】
鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板であって、
めっき層が、めっきポットから引き上げられた溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、急速に凝固させて形成してあることを特徴とするAl−Zn合金めっき鋼板。
【請求項2】
鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板の製造方法であって、
めっきポットから引き上げた鋼板の表面に付着した溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、溶融めっきを急速に凝固させることにより、めっき層を形成することを特徴とするAl−Zn合金めっき鋼板の製造方法。
【請求項3】
溶融めっきにおけるAl−Si共晶反応が完了する温度以下まで急冷した後急冷処理を終了する請求項2に記載のAl−Zn合金めっき鋼板の製造方法。
【請求項4】
鋼板表面のめっき層が、Al:20〜95質量%、Si:0.6〜3.0質量%を含み、残部がZnで構成される合金からなるAl−Zn合金めっき鋼板の製造装置であって、
前記合金を溶融させた溶融めっきを湛えるめっきポットと、鋼板表面に付着した溶融めっきに対して300℃/sec以上の冷却速度による急冷処理を施す急冷設備とを含み、
溶融めっきを急速に凝固させることによりめっき層を形成することを特徴とするAl−Zn合金めっき鋼板の製造装置。
【請求項5】
急冷設備が、水をミスト化して噴霧するものである請求項4に記載のAl−Zn合金めっき鋼板の製造装置。
【図1】

【図3】
【図2】
【図4】
【図5】

【図3】
【図2】
【図4】
【図5】
【公開番号】特開2013−7071(P2013−7071A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−138828(P2011−138828)
【出願日】平成23年6月22日(2011.6.22)
【出願人】(000006910)株式会社淀川製鋼所 (34)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月22日(2011.6.22)
【出願人】(000006910)株式会社淀川製鋼所 (34)
【Fターム(参考)】
[ Back to top ]