
FRP管の強化繊維積層構造
【課題】100メガパルス高圧用途の繊維強化プラスチック(FRP)管成形材料における、強化繊維の形態及び積層構造と適用樹脂を提供する。
【解決手段】理想状態を理論的に解明して、より高い繊維強度は繊維を細くするほど強度が高くなる、繊維は直線方向強度が最も強い。この基本理論にもとづき、必要な材料選択を可能にする繊維の集合体(特殊布)を考案し、均一な理想的な繊維配列を行う繊維集合構造体(特殊布)を開発、管の内圧破壊(防水層の亀裂)を防止する材料のひずみを基本とする積層構造と最適材料条件を解明して、同一材料で同一形状の従来製品に比べて、2倍以上の強度が得られ、理想強度(理論)にほぼ等しい製品を作り出した。
【解決手段】理想状態を理論的に解明して、より高い繊維強度は繊維を細くするほど強度が高くなる、繊維は直線方向強度が最も強い。この基本理論にもとづき、必要な材料選択を可能にする繊維の集合体(特殊布)を考案し、均一な理想的な繊維配列を行う繊維集合構造体(特殊布)を開発、管の内圧破壊(防水層の亀裂)を防止する材料のひずみを基本とする積層構造と最適材料条件を解明して、同一材料で同一形状の従来製品に比べて、2倍以上の強度が得られ、理想強度(理論)にほぼ等しい製品を作り出した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、100メガパスカル高圧用途の繊維強化プラスチック(FRP)管成形材料における、強化繊維の形態および積層構造と適用樹脂に関する。
【背景技術】
【0002】
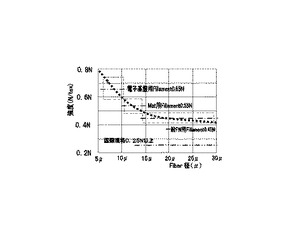
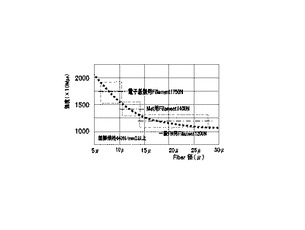
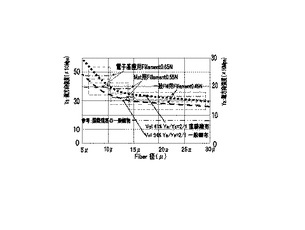
図1に示すのは、ガラス繊維の強度と繊維径の関係である。図1から繊維が細くなればなるほど強度が増加する。一般繊維は25ミクロンでは約0.45ニュートン/テックス、耐食用マットなどに使用されている13ミクロンは0.55ニュートン/テックス、電子用細い繊維が0.65ニュートン/テックス。単位系を面積当たりの強度に変換すると、図2に示すようにそれぞれ約12000メガパスカル、14000メガパスカル、17500メガパスカルと繊維強度が増す。すなわち、従来FRP用の管成形にはFW用として用いていた約25ミクロンが太くて取扱に適するとの理由を解消すれば、他の用途の細い繊維を利用すれば、高強度繊維が使用できる。なお、これらの値は繊維を直線上での引張る場合の強度特性であり、ゆがむと著しく強度保持が劣化する。
【0003】
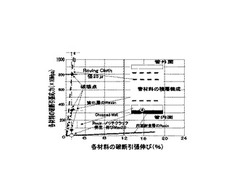
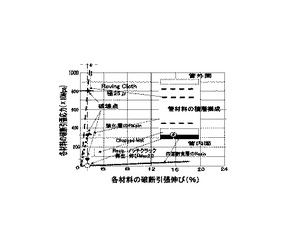
図3は管材料の積層構造と各積層材料の引張応力と伸びの関係を示す。ここで、長繊維のRoving Cloth(平織りクロス)25ミクロン強化繊維は約2パーセントから3パーセントが最大伸び、Chopped Mat(カット繊維のランダム方向から成るマット状のもの)は約4パーセントが最大伸びである。すなわち、これらの材料積層からなるFRP管はもっとも伸びないRoving Clothの最大伸びの約2パーセントから3パーセントで破断となることがわかる。
【0004】
しかしながら、実際には破壊は最大伸びが0.5パーセントから0.8パーセントで発生するため、アメリカ水道管設計基準(AWWA)では伸び限界を約0.2パーセント以内で使用することが定められている。この理由は、図3に示す防水層(内面耐食層)に発生する亀裂が最大伸びと評価された為である。耐食層に亀裂が生じると、強化層と呼ぶRoving Cloth層は水が浸透する性質があることからである。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、必要な強化を有する強化繊維を強度劣化せず、管の積層材料にすることができる繊維構造体を開発、繊維構造体が破断するまで内面防水層の亀裂発生を防止するための必要樹脂条件に関する。
【0006】
図3に示すRoving Clothは、ガラス繊維では素材が同一の例えばEガラスでは繊維径の大小に関わらず、約2パーセントから3パーセントの最大破断伸びである。一方、多くの繊維を均一に荷重を作用させることが出来なければ、荷重が加わる繊維と無負荷が混在する。すなわち、構造体はその平均となることから、全て均一に最大荷重を同時に作用する繊維構造体を得る理想強度とすることは困難である。
【0007】
なお、マット材の破断伸びはRoving Cloth以上である。さらに、防水層に使用する樹脂の単体での最大伸びが一般的な樹脂では約4パーセントと同様Roving Clothより大きい。しかし、実際の内圧による漏水(破壊)は最大で約0.8パーセント伸びで発生する。この防水層に生じる亀裂の発生はマット層と防水層の境界面付近で生じる。すなわち、強化繊維の破断伸びまで防水層の亀裂防止が必要である。
【0008】
さらに、強化繊維は取扱が困難であり、作業性が悪く、高速での管成形が困難であるばかりか、最も強度がある直線配列で均一な作用荷重とする積層材料の構造体を造ることは困難である。
【課題を解決するための手段】
【0009】
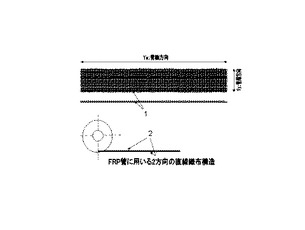
図4は、本発明の基本を成す、大小強化繊維径に関わらず、直線的な均一な繊維配列となる繊維構造体を示す。この構造体は、まず紡糸時に単繊維から均一な束を作る。次いで、等しい張力を加えて束を集めて均一な長さの合糸を行う。さらに、必要強度の繊維束の合糸を直線状に配列、同様な配列繊維を直交して曲げずに織らずに積層する。繊維密度を向上させるためと、取扱を容易にするため直交異方の強化繊維の多層構造体となった状態から、直交する合糸の交点を柔軟な細い糸を絡めて(ミシンのように絡める)、取扱が簡単で目的の直線的な繊維方向を維持した集積布を作る。
【0010】
次いで、図3に示す耐食層内の亀裂発生を防止するための樹脂を開発する。耐食層の樹脂単体が強化繊維との境界で伸びが急速劣化する理由は、樹脂内に異物混入(繊維)による界面での応力集中と異物による不均一部での応力集中(ノッチ破壊)による破壊である。これは、解析結果からノッチ破壊の応力集中した倍率が均一部の約3倍から10倍であったことから、ノッチが作用するまでの許容伸びが2パーセントから3パーセント必要なことから、耐食層の適用樹脂は、少なくとも3倍から10倍の伸びで9パーセントから30パーセント必要である。すなわち、耐食層樹脂はマット層と樹脂層から構成する必要がある。同様に強化層の樹脂は防水性を必要としないこと、繊維含有率が高いため亀裂の伝播はないことから強化繊維の破断伸び以上あればよい。
【発明の効果】
【0011】
図5は、本発明の実施効果を示す目的にFRP管を成形したとき、開発した強化繊維構造体を使用した管体の得られる強度と繊維径の関係を示す。FRP管に必要な軸方向と周方向の強度比2対1とした強度比で、直線配列の強化繊維構造体(集積布)と従来の直線近似(少しゆがみのある)織布を作り管を成形したとき、繊維束を単純に角度をつけて巻きつけたFW成形法による強度劣化が認められず、理想強度に近似する強度が得られた。そしてFRP積層材(強化繊維構造体)の材料強度と使用繊維径の関係は、非織布の直線配列の場合は従来の織布形式と比べて約20パーセント強度が増す効果がある。なお、図の直線織布(集積布)は体積含有率が41パーセントであることから、理想強度(理論強度、最大強度)が得られたことを示す。
【0012】
以上から、高圧FRP管の強化繊維は、周方向と軸方向に直線配列して直交異方性の多層構造とする密度の高い繊維構造体を用いて、繊維径の小さい繊維を使用すればより高圧力に耐える管が提供できる。 Eガラス繊維を使用すると、25ミクロン繊維を用いた結果では、破断最大伸びが約1.5パーセントであった。そのときの耐食層の使用樹脂は18パーセント以上の伸びが必要であった。この条件では、FRP管の内圧破壊が漏水破壊でなく、バースト(管体破断による破壊)であり、従来問題であったFRP管の低圧漏水問題が解決され、高圧管の製作が可能となった。
【発明を実施するための最良の形態】
【0013】
以上述べてきたのは、FRP管を作る材料に関してである。ここで、発明したガラス繊維から成る直線配列の構造を持つ布を、より直線性と均一性を保つ成形方法がある。それは遠心成形方法である。型の内からの積層は樹脂の注入後に遠心力の作用で、積層ガラス繊維に働くガラス繊維の自らが生み出す均一な遠心力のテンションが更なる繊維の均一性確立条件を生み出すため、遠心成形による管は、強度ばらつきが少ない高圧管となることが確認された。
【0014】
FRP高圧管用の強化繊維構造体においては、繊維径が5ミクロンから30ミクロンの長繊維を100以上束にした状態で作り、束に均一張力を加えてさらに束を集めて1200テックスから4800テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に多層構造に配列、層別を同方向配列とし、必要強度配分の比例量の各層に配列、直交する層間の繊維束の接合を別なる細い糸で結束して、周方向長さは目的FRP管の周長の倍数になる長さに軸方向繊維を配列して20ミリメートルから80ミリメートルを加えた周方向長さと、管の全長と同じ長さから20ミリメートルから80ミリメートル短い軸方向長さまで周方向繊維を配列、長方形の強化繊維多層構造の不織布が最も強度がある。
【0015】
繊維強化プラスチック(FRP)高圧管においては、積層強化繊維を管の軸方向と周方向の必要強度比に合致する一方向強化繊維の必要数量をその強度比に直線的に配列する直交異方性の高密度なる長方形布を必要な積層量を複数分割または単一体にして、管状に積層、少なくとも積層強化繊維の最大破断伸びの3倍以上の樹脂単体で許容する樹脂を管内面防水層に使用すれば、最適なバースト破壊の高圧FRP管が得られる。
【実施例1】
【0016】
API2−7/8インチ、8ミリメートル肉厚のFRP高圧管の強化繊維体において、繊維径が25ミクロンの長繊維を2400テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に配列、必要強度配分の比例量を直交する繊維束量にして、周長の倍数になる長さに軸方向繊維を配列して40ミリメートルを加えた周方向長さと、管の全長と同じ長さから40ミリメートル短い軸方向長さまで周方向繊維を配列してなる長方形の強化繊維布約1300グラム/平方メートルを5層を2層と3層に2分割布、18パーセント伸びを持つ樹脂で遠心成形、その結果は約54メガパスカルから58メガパスカルの高圧FRP管が得られた。
【実施例2】
【0017】
API2−7/8インチ、8ミリメートル肉厚のFRP高圧管の強化繊維体において、繊維径が25ミクロンの長繊維を2400テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に配列、必要強度配分の比例量を直交する繊維束量にして、周長の倍数になる長さに軸方向繊維を配列して40ミリメートルを加えた周方向長さと、管の全長と同じ長さから40ミリメートル短い軸方向長さまで周方向繊維を配列してなる長方形の強化繊維布約2100グラム/平方メートルを4層枚布に、300グラム/平方メートルの多方向性マット強化繊維を周長の1倍(1層)管の内面用に、前記布の表面にマットバインダー粘着材を用いてマットを熱接合し、一体の構造体にして、18パーセント伸びを持つ樹脂で遠心成形、その結果は約60メガパスカルから64メガパスカルの高圧FRP管が得られた。
【実施例3】
【0018】
API2−7/8インチ、8ミリメートル肉厚のFRP高圧管の強化繊維体において、繊維径が約9ミクロンの長繊維を2400テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に配列、必要強度配分の比例量を直交する繊維束量にして、周長の倍数になる長さに軸方向繊維を配列して40ミリメートルを加えた周方向長さと、管の全長と同じ長さから40ミリメートル短い軸方向長さまで周方向繊維を配列してなる長方形の強化繊維布約1300グラム/平方メートルを5層枚布に、100グラム/平方メートルの多方向性マット強化繊維を周長の1倍(1層)管の内外面用に、前記布の表面にマットバインダー粘着材を用いてマットを熱接合し、一体の構造体にして、18パーセント伸びを持つ樹脂で遠心成形、その結果は約100メガパスカルから120メガパスカルの高圧FRP管が得られた。
【実施例4】
【0019】
実施例3の外マットに変えて、上記に示すマットと同じ長方形の長繊維からなる紙状の繊維紙に予め染色をして、管の外面に積層するように強化繊維構造体に付着させることにより、管表面を樹脂に約1パーセントから2パーセント添加原料染色(換算約40グラム/平方メートル必要)することなく、2グラム/平方メートルから4グラム/平方メートル着色材の染色でカラーリングFRP管が得られた。
【実施例5】
【0020】
高圧ソケット付きFRPを製作する。実施例2に追加して、軸方向の端部に長さやく120ミリメートルに周方向連続繊維を約80ミリメートル間隔で繊維束を切断、切断面積に相当する周方向の補強強化繊維(同一布を100ミリメートル)を追加積層して、ソケット部の周方向補強することにより、強度不足のないソケット付き高圧管を得た。
【実施例6】
【0021】
実施例1において、ガラス繊維の軸方向と周方向の2対1を反転して同様の条件で製作した。その結果、破壊圧力は約27メガパスカル、内圧をゼロにして管の軸力破壊を試験した結果約35トンであった。なお、実施例1の軸力は18トンであることから、理論どおりの強度となることが確認できた。よって、必要な積層材の組合せが可能であることが確認できた。
【図面の簡単な説明】
【0022】
【図1】本発明のEガラス繊維の引張強さと繊維径の間係(単位はニュートン・テックス)
【図2】本発明のEガラス繊維の引張強さと繊維径の間係(単位はメガパスカル)
【図3】本発明のFRP管の積層構造における積層材料の強度と許容伸び及び耐食層の破断による漏水(管の破壊)の間係説明図
【図4】本発明の管の積層材に使用する強化繊維の配列と繊維の直線性を保つ布構造
【図5】本発明のFRP管積層のガラス繊維形態と繊維径及び引張破断強度の間係
【図6】本発明のFRP管積層に用いる強化繊維の構造と積層構造の説明図
【符号の説明】
【0023】
(1)ポリエステル糸使用、ミシンでクロスポイントを綴じる
(2)2400テックス、25ミクロンRoving使用
【技術分野】
【0001】
本発明は、100メガパスカル高圧用途の繊維強化プラスチック(FRP)管成形材料における、強化繊維の形態および積層構造と適用樹脂に関する。
【背景技術】
【0002】
図1に示すのは、ガラス繊維の強度と繊維径の関係である。図1から繊維が細くなればなるほど強度が増加する。一般繊維は25ミクロンでは約0.45ニュートン/テックス、耐食用マットなどに使用されている13ミクロンは0.55ニュートン/テックス、電子用細い繊維が0.65ニュートン/テックス。単位系を面積当たりの強度に変換すると、図2に示すようにそれぞれ約12000メガパスカル、14000メガパスカル、17500メガパスカルと繊維強度が増す。すなわち、従来FRP用の管成形にはFW用として用いていた約25ミクロンが太くて取扱に適するとの理由を解消すれば、他の用途の細い繊維を利用すれば、高強度繊維が使用できる。なお、これらの値は繊維を直線上での引張る場合の強度特性であり、ゆがむと著しく強度保持が劣化する。
【0003】
図3は管材料の積層構造と各積層材料の引張応力と伸びの関係を示す。ここで、長繊維のRoving Cloth(平織りクロス)25ミクロン強化繊維は約2パーセントから3パーセントが最大伸び、Chopped Mat(カット繊維のランダム方向から成るマット状のもの)は約4パーセントが最大伸びである。すなわち、これらの材料積層からなるFRP管はもっとも伸びないRoving Clothの最大伸びの約2パーセントから3パーセントで破断となることがわかる。
【0004】
しかしながら、実際には破壊は最大伸びが0.5パーセントから0.8パーセントで発生するため、アメリカ水道管設計基準(AWWA)では伸び限界を約0.2パーセント以内で使用することが定められている。この理由は、図3に示す防水層(内面耐食層)に発生する亀裂が最大伸びと評価された為である。耐食層に亀裂が生じると、強化層と呼ぶRoving Cloth層は水が浸透する性質があることからである。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、必要な強化を有する強化繊維を強度劣化せず、管の積層材料にすることができる繊維構造体を開発、繊維構造体が破断するまで内面防水層の亀裂発生を防止するための必要樹脂条件に関する。
【0006】
図3に示すRoving Clothは、ガラス繊維では素材が同一の例えばEガラスでは繊維径の大小に関わらず、約2パーセントから3パーセントの最大破断伸びである。一方、多くの繊維を均一に荷重を作用させることが出来なければ、荷重が加わる繊維と無負荷が混在する。すなわち、構造体はその平均となることから、全て均一に最大荷重を同時に作用する繊維構造体を得る理想強度とすることは困難である。
【0007】
なお、マット材の破断伸びはRoving Cloth以上である。さらに、防水層に使用する樹脂の単体での最大伸びが一般的な樹脂では約4パーセントと同様Roving Clothより大きい。しかし、実際の内圧による漏水(破壊)は最大で約0.8パーセント伸びで発生する。この防水層に生じる亀裂の発生はマット層と防水層の境界面付近で生じる。すなわち、強化繊維の破断伸びまで防水層の亀裂防止が必要である。
【0008】
さらに、強化繊維は取扱が困難であり、作業性が悪く、高速での管成形が困難であるばかりか、最も強度がある直線配列で均一な作用荷重とする積層材料の構造体を造ることは困難である。
【課題を解決するための手段】
【0009】
図4は、本発明の基本を成す、大小強化繊維径に関わらず、直線的な均一な繊維配列となる繊維構造体を示す。この構造体は、まず紡糸時に単繊維から均一な束を作る。次いで、等しい張力を加えて束を集めて均一な長さの合糸を行う。さらに、必要強度の繊維束の合糸を直線状に配列、同様な配列繊維を直交して曲げずに織らずに積層する。繊維密度を向上させるためと、取扱を容易にするため直交異方の強化繊維の多層構造体となった状態から、直交する合糸の交点を柔軟な細い糸を絡めて(ミシンのように絡める)、取扱が簡単で目的の直線的な繊維方向を維持した集積布を作る。
【0010】
次いで、図3に示す耐食層内の亀裂発生を防止するための樹脂を開発する。耐食層の樹脂単体が強化繊維との境界で伸びが急速劣化する理由は、樹脂内に異物混入(繊維)による界面での応力集中と異物による不均一部での応力集中(ノッチ破壊)による破壊である。これは、解析結果からノッチ破壊の応力集中した倍率が均一部の約3倍から10倍であったことから、ノッチが作用するまでの許容伸びが2パーセントから3パーセント必要なことから、耐食層の適用樹脂は、少なくとも3倍から10倍の伸びで9パーセントから30パーセント必要である。すなわち、耐食層樹脂はマット層と樹脂層から構成する必要がある。同様に強化層の樹脂は防水性を必要としないこと、繊維含有率が高いため亀裂の伝播はないことから強化繊維の破断伸び以上あればよい。
【発明の効果】
【0011】
図5は、本発明の実施効果を示す目的にFRP管を成形したとき、開発した強化繊維構造体を使用した管体の得られる強度と繊維径の関係を示す。FRP管に必要な軸方向と周方向の強度比2対1とした強度比で、直線配列の強化繊維構造体(集積布)と従来の直線近似(少しゆがみのある)織布を作り管を成形したとき、繊維束を単純に角度をつけて巻きつけたFW成形法による強度劣化が認められず、理想強度に近似する強度が得られた。そしてFRP積層材(強化繊維構造体)の材料強度と使用繊維径の関係は、非織布の直線配列の場合は従来の織布形式と比べて約20パーセント強度が増す効果がある。なお、図の直線織布(集積布)は体積含有率が41パーセントであることから、理想強度(理論強度、最大強度)が得られたことを示す。
【0012】
以上から、高圧FRP管の強化繊維は、周方向と軸方向に直線配列して直交異方性の多層構造とする密度の高い繊維構造体を用いて、繊維径の小さい繊維を使用すればより高圧力に耐える管が提供できる。 Eガラス繊維を使用すると、25ミクロン繊維を用いた結果では、破断最大伸びが約1.5パーセントであった。そのときの耐食層の使用樹脂は18パーセント以上の伸びが必要であった。この条件では、FRP管の内圧破壊が漏水破壊でなく、バースト(管体破断による破壊)であり、従来問題であったFRP管の低圧漏水問題が解決され、高圧管の製作が可能となった。
【発明を実施するための最良の形態】
【0013】
以上述べてきたのは、FRP管を作る材料に関してである。ここで、発明したガラス繊維から成る直線配列の構造を持つ布を、より直線性と均一性を保つ成形方法がある。それは遠心成形方法である。型の内からの積層は樹脂の注入後に遠心力の作用で、積層ガラス繊維に働くガラス繊維の自らが生み出す均一な遠心力のテンションが更なる繊維の均一性確立条件を生み出すため、遠心成形による管は、強度ばらつきが少ない高圧管となることが確認された。
【0014】
FRP高圧管用の強化繊維構造体においては、繊維径が5ミクロンから30ミクロンの長繊維を100以上束にした状態で作り、束に均一張力を加えてさらに束を集めて1200テックスから4800テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に多層構造に配列、層別を同方向配列とし、必要強度配分の比例量の各層に配列、直交する層間の繊維束の接合を別なる細い糸で結束して、周方向長さは目的FRP管の周長の倍数になる長さに軸方向繊維を配列して20ミリメートルから80ミリメートルを加えた周方向長さと、管の全長と同じ長さから20ミリメートルから80ミリメートル短い軸方向長さまで周方向繊維を配列、長方形の強化繊維多層構造の不織布が最も強度がある。
【0015】
繊維強化プラスチック(FRP)高圧管においては、積層強化繊維を管の軸方向と周方向の必要強度比に合致する一方向強化繊維の必要数量をその強度比に直線的に配列する直交異方性の高密度なる長方形布を必要な積層量を複数分割または単一体にして、管状に積層、少なくとも積層強化繊維の最大破断伸びの3倍以上の樹脂単体で許容する樹脂を管内面防水層に使用すれば、最適なバースト破壊の高圧FRP管が得られる。
【実施例1】
【0016】
API2−7/8インチ、8ミリメートル肉厚のFRP高圧管の強化繊維体において、繊維径が25ミクロンの長繊維を2400テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に配列、必要強度配分の比例量を直交する繊維束量にして、周長の倍数になる長さに軸方向繊維を配列して40ミリメートルを加えた周方向長さと、管の全長と同じ長さから40ミリメートル短い軸方向長さまで周方向繊維を配列してなる長方形の強化繊維布約1300グラム/平方メートルを5層を2層と3層に2分割布、18パーセント伸びを持つ樹脂で遠心成形、その結果は約54メガパスカルから58メガパスカルの高圧FRP管が得られた。
【実施例2】
【0017】
API2−7/8インチ、8ミリメートル肉厚のFRP高圧管の強化繊維体において、繊維径が25ミクロンの長繊維を2400テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に配列、必要強度配分の比例量を直交する繊維束量にして、周長の倍数になる長さに軸方向繊維を配列して40ミリメートルを加えた周方向長さと、管の全長と同じ長さから40ミリメートル短い軸方向長さまで周方向繊維を配列してなる長方形の強化繊維布約2100グラム/平方メートルを4層枚布に、300グラム/平方メートルの多方向性マット強化繊維を周長の1倍(1層)管の内面用に、前記布の表面にマットバインダー粘着材を用いてマットを熱接合し、一体の構造体にして、18パーセント伸びを持つ樹脂で遠心成形、その結果は約60メガパスカルから64メガパスカルの高圧FRP管が得られた。
【実施例3】
【0018】
API2−7/8インチ、8ミリメートル肉厚のFRP高圧管の強化繊維体において、繊維径が約9ミクロンの長繊維を2400テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に配列、必要強度配分の比例量を直交する繊維束量にして、周長の倍数になる長さに軸方向繊維を配列して40ミリメートルを加えた周方向長さと、管の全長と同じ長さから40ミリメートル短い軸方向長さまで周方向繊維を配列してなる長方形の強化繊維布約1300グラム/平方メートルを5層枚布に、100グラム/平方メートルの多方向性マット強化繊維を周長の1倍(1層)管の内外面用に、前記布の表面にマットバインダー粘着材を用いてマットを熱接合し、一体の構造体にして、18パーセント伸びを持つ樹脂で遠心成形、その結果は約100メガパスカルから120メガパスカルの高圧FRP管が得られた。
【実施例4】
【0019】
実施例3の外マットに変えて、上記に示すマットと同じ長方形の長繊維からなる紙状の繊維紙に予め染色をして、管の外面に積層するように強化繊維構造体に付着させることにより、管表面を樹脂に約1パーセントから2パーセント添加原料染色(換算約40グラム/平方メートル必要)することなく、2グラム/平方メートルから4グラム/平方メートル着色材の染色でカラーリングFRP管が得られた。
【実施例5】
【0020】
高圧ソケット付きFRPを製作する。実施例2に追加して、軸方向の端部に長さやく120ミリメートルに周方向連続繊維を約80ミリメートル間隔で繊維束を切断、切断面積に相当する周方向の補強強化繊維(同一布を100ミリメートル)を追加積層して、ソケット部の周方向補強することにより、強度不足のないソケット付き高圧管を得た。
【実施例6】
【0021】
実施例1において、ガラス繊維の軸方向と周方向の2対1を反転して同様の条件で製作した。その結果、破壊圧力は約27メガパスカル、内圧をゼロにして管の軸力破壊を試験した結果約35トンであった。なお、実施例1の軸力は18トンであることから、理論どおりの強度となることが確認できた。よって、必要な積層材の組合せが可能であることが確認できた。
【図面の簡単な説明】
【0022】
【図1】本発明のEガラス繊維の引張強さと繊維径の間係(単位はニュートン・テックス)
【図2】本発明のEガラス繊維の引張強さと繊維径の間係(単位はメガパスカル)
【図3】本発明のFRP管の積層構造における積層材料の強度と許容伸び及び耐食層の破断による漏水(管の破壊)の間係説明図
【図4】本発明の管の積層材に使用する強化繊維の配列と繊維の直線性を保つ布構造
【図5】本発明のFRP管積層のガラス繊維形態と繊維径及び引張破断強度の間係
【図6】本発明のFRP管積層に用いる強化繊維の構造と積層構造の説明図
【符号の説明】
【0023】
(1)ポリエステル糸使用、ミシンでクロスポイントを綴じる
(2)2400テックス、25ミクロンRoving使用
【特許請求の範囲】
【請求項1】
繊維強化プラスチック(FRP)高圧管において、積層強化繊維を管の軸方向と周方向の必要強度比に合致する一方向強化繊維の必要数量をその強度比に直線的に配列する直交異方性の高密度なる長方形布を必要な積層量を複数分割または単一体にして、管状に積層、少なくとも積層強化繊維の最大破断伸びの3倍以上の樹脂単体で許容する樹脂を管内面防水層に使用してなるFRP管。
【請求項2】
FRP高圧管用の強化繊維体において、繊維径が5ミクロンから30ミクロンの長繊維を100本以上束にした状態で作り、束に均一張力を加えてさらに束を集めて1200テックスから4800テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に多層構造に配列、層別を同方向配列とし、必要強度配分の比例量の各層に配列、直交する層間の繊維束の接合を別なる細い糸で結束して、周方向長さは目的FRP管の周長の倍数になる長さに軸方向繊維を配列して20ミリメートルから80ミリメートルを加えた周方向長さと、管の全長と同じ長さから20ミリメートルから80ミリメートル短い軸方向長さまで周方向繊維を配列してなる長方形の強化繊維多層構造の不織布を内在してなるFRP管。
【請求項3】
FRP高圧管用の強化繊維体において、繊維径が5ミクロンから30ミクロンの長繊維を100本以上束にした状態で作り、束に均一張力を加えてさらに束を集めて1200テックスから4800テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に配列、必要強度配分の比例量を直交する繊維束量にして、周長の倍数になる長さに軸方向繊維を配列して20ミリメートルから80ミリメートルを加えた周方向長さと、管の全長と同じ長さから20ミリメートルから80ミリメートル短い軸方向長さまで周方向繊維を配列してなる長方形の強化繊維布を、必要繊維量を単数枚または複数毎に分割製作した布に、短繊維から成る多方向性マット状の強化繊維を周長の倍数になる長さに軸方向繊維を配列して0ミリメートルから80ミリメートルを加えた周方向長さと、管の全長と同じ長さから0ミリメートルから80ミリメートル短い軸方向長さの周方向に切断した長方形マットを前記布の周方向に先端または先端から100ミリメートル以内突き出、管の内外面の積層材となるように、前記布の表面に必要によっては粘着材など用いて接合し、一体の構造体にした強化繊維体を積層してなるFRP管。
【請求項4】
FRP高圧管用の強化繊維体において、上記に示すマットと同じ長方形の長繊維からなる紙状の繊維紙に予め染色をして、管の外面に積層することにより、管表面を着色してなるFRP管。
【請求項5】
FRP高圧管用の強化繊維体において、軸方向の端部の必要長さに周方向連続繊維を50ミリメートルから200ミリメートル間隔で繊維束を切断、切断面積に相当する周方向の補強強化繊維を追加積層してなる、ソケット付き管など不均一な管径を有する部分の強化繊維体を有するFRP管。
【請求項1】
繊維強化プラスチック(FRP)高圧管において、積層強化繊維を管の軸方向と周方向の必要強度比に合致する一方向強化繊維の必要数量をその強度比に直線的に配列する直交異方性の高密度なる長方形布を必要な積層量を複数分割または単一体にして、管状に積層、少なくとも積層強化繊維の最大破断伸びの3倍以上の樹脂単体で許容する樹脂を管内面防水層に使用してなるFRP管。
【請求項2】
FRP高圧管用の強化繊維体において、繊維径が5ミクロンから30ミクロンの長繊維を100本以上束にした状態で作り、束に均一張力を加えてさらに束を集めて1200テックスから4800テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に多層構造に配列、層別を同方向配列とし、必要強度配分の比例量の各層に配列、直交する層間の繊維束の接合を別なる細い糸で結束して、周方向長さは目的FRP管の周長の倍数になる長さに軸方向繊維を配列して20ミリメートルから80ミリメートルを加えた周方向長さと、管の全長と同じ長さから20ミリメートルから80ミリメートル短い軸方向長さまで周方向繊維を配列してなる長方形の強化繊維多層構造の不織布を内在してなるFRP管。
【請求項3】
FRP高圧管用の強化繊維体において、繊維径が5ミクロンから30ミクロンの長繊維を100本以上束にした状態で作り、束に均一張力を加えてさらに束を集めて1200テックスから4800テックス(グラム/キロメートルの単位)に合糸、管に必要な強度に2方向(周方向と軸方向の直交配列)直線的に配列、必要強度配分の比例量を直交する繊維束量にして、周長の倍数になる長さに軸方向繊維を配列して20ミリメートルから80ミリメートルを加えた周方向長さと、管の全長と同じ長さから20ミリメートルから80ミリメートル短い軸方向長さまで周方向繊維を配列してなる長方形の強化繊維布を、必要繊維量を単数枚または複数毎に分割製作した布に、短繊維から成る多方向性マット状の強化繊維を周長の倍数になる長さに軸方向繊維を配列して0ミリメートルから80ミリメートルを加えた周方向長さと、管の全長と同じ長さから0ミリメートルから80ミリメートル短い軸方向長さの周方向に切断した長方形マットを前記布の周方向に先端または先端から100ミリメートル以内突き出、管の内外面の積層材となるように、前記布の表面に必要によっては粘着材など用いて接合し、一体の構造体にした強化繊維体を積層してなるFRP管。
【請求項4】
FRP高圧管用の強化繊維体において、上記に示すマットと同じ長方形の長繊維からなる紙状の繊維紙に予め染色をして、管の外面に積層することにより、管表面を着色してなるFRP管。
【請求項5】
FRP高圧管用の強化繊維体において、軸方向の端部の必要長さに周方向連続繊維を50ミリメートルから200ミリメートル間隔で繊維束を切断、切断面積に相当する周方向の補強強化繊維を追加積層してなる、ソケット付き管など不均一な管径を有する部分の強化繊維体を有するFRP管。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−279854(P2009−279854A)
【公開日】平成21年12月3日(2009.12.3)
【国際特許分類】
【出願番号】特願2008−135062(P2008−135062)
【出願日】平成20年5月23日(2008.5.23)
【出願人】(000102924)エヌビイエル株式会社 (22)
【Fターム(参考)】
【公開日】平成21年12月3日(2009.12.3)
【国際特許分類】
【出願日】平成20年5月23日(2008.5.23)
【出願人】(000102924)エヌビイエル株式会社 (22)
【Fターム(参考)】
[ Back to top ]