
PTPシート及びPTPシートの製造装置
【課題】製造に困難を伴ったり装置の複雑化を招いたりすることなく、所定の1区切り単位毎により多くの情報を付与でき、さらには当該情報の容易かつ正確な読み取りを実現することのPTPシート及びその製造装置を提供する。
【解決手段】PTPシート1のうち、密封用フィルム4のポケット部2とは反対側の面に、ペア小片毎に、少なくとも錠剤5に関する情報を包含してなるバーコードからなるコード部8が付される。コード部8は、少なくとも網目状のシール線7にかかるようにして付されている。シール線7の存在により、読取りに際し、シール線7とコード部8とがともに暗く読み取られることも懸念されるところであるが、誤ってコード部を認識しないようシール線7とコード部8の関係を設定することとしている。そのため、正確な読取りを実現することができる。
【解決手段】PTPシート1のうち、密封用フィルム4のポケット部2とは反対側の面に、ペア小片毎に、少なくとも錠剤5に関する情報を包含してなるバーコードからなるコード部8が付される。コード部8は、少なくとも網目状のシール線7にかかるようにして付されている。シール線7の存在により、読取りに際し、シール線7とコード部8とがともに暗く読み取られることも懸念されるところであるが、誤ってコード部を認識しないようシール線7とコード部8の関係を設定することとしている。そのため、正確な読取りを実現することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装用フィルムに形成されたポケット部に錠剤が収容され、前記ポケット部を塞ぐようにカバーフィルムがシール状態で取着されてなるPTPシート、及び、その製造装置を含む技術分野に属するものである。
【背景技術】
【0002】
一般に、PTPシートは、錠剤等が充填されるポケット部が形成された樹脂製の包装用フィルムと、その包装用フィルムにポケット部の開口側を密封するように前記包装用フィルムに取着されるアルミニウム製のカバーフィルムとから構成されている。
【0003】
近年、薬局や病院等において、処方され、手渡される錠剤が正しいか否か、或いは如何なる薬剤であるか等を確認するというニーズが高まりつつあり、かかるニーズに応える技術も提案されている(例えば、特許文献1参照)。
【0004】
かかる文献に記載された技術においては、錠剤の表面に、バーコード或いは2次元コードを付すこととしている。これにより、従来錠剤に数値等が印刷されていたものに比べて、格段に多くの情報を1つの錠剤に付与できるという利点がある。
【0005】
また、PTPシートのアルミニウム製カバーフィルム上に、コードを付した紙を貼着する技術もある(例えば非特許文献1参照)。
【特許文献1】特開2001−64160号公報
【非特許文献1】「バーコードの知識と最新動向」、じほう社、平成16年2月25日、p.109
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に記載の技術では、錠剤にバーコード等を付することとしている。このため、確認する際には包装用フィルムのポケット部越しに確認せざるを得ず、コードリーダの性能によっては正確に読み取ることに支障が生じる場合がある。また、錠剤の形状や姿勢によっても、読み取りに影響を及ぼすおそれもある。
【0007】
その上、錠剤が、立体物であり、かつ人体に入り込むという特性を有しており、かかる特性を考慮した上で印刷等を施す必要がある。そのため、実際にコードを付与する上で種々の制約や、困難性を伴うことも懸念される。
【0008】
また、非特許文献1に記載の技術では、コードを付した紙を別途用意するか、予めアルミニウム製カバーフィルムに紙を貼着させた複合材を使用する必要がある。また、同技術は、所謂ピールオープン式のブリスター包装では使用できるが、アルミニウムフィルムを押し破って錠剤を取り出すPTPシートに応用するのは困難である。
【0009】
本発明は、上記事情に鑑みてなされたものであり、製造に困難を伴ったり装置の複雑化を招いたりすることなく、所定の1区切り単位毎により多くの情報を付与でき、さらには当該情報の容易かつ正確な読み取りを実現することの可能なPTPシート及びその製造装置を提供することを主たる目的の一つとしている。
【課題を解決するための手段】
【0010】
以下、上記目的等を解決するのに適した各手段につき項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果等を付記する。
【0011】
手段1.包装用フィルムに形成されたポケット部に錠剤が収容され、前記ポケット部を塞ぐようにカバーフィルムがシール状態で取着されてなるPTPシートにおいて、
前記カバーフィルムの前記ポケット部とは反対側の面には、所定の1区切り単位毎に、少なくとも前記錠剤に関する情報を包含してなる1次元コード又は2次元コードからなるコード部を付したことを特徴とするPTPシート。
【0012】
手段1によれば、PTPシートのうち、カバーフィルムのポケット部とは反対側の面には、所定の1区切り単位毎に、少なくとも前記錠剤に関する情報を包含してなる1次元コード又は2次元コードからなるコード部が付される。このため、薬局や病院等において、錠剤に関する情報を確認するというニーズに応えることができる。特に、情報がコード化されているため、文字等が印刷される場合に比べ、はるかに有用かつ多量の情報をコード部に含ませることができる。また、錠剤に直接バーコード等が付される技術と比較して、フィルムを介することなく直接読取装置で読取られることとなるため、より簡易な読取装置でもって、より正確な読取りを実現できる。しかも、読取りに際して、錠剤の形状や姿勢に左右されない。その上、カバーフィルムの平坦面に印刷等を施せばコード部を比較的容易に付与できるため、コード部を付与する上で困難性を伴うこともない。
【0013】
手段2.前記カバーフィルムは、主たるシール部分が所定の平行四辺形単位で周期的に繰返す網目模様を形成するように取着されており、前記コード部は、少なくとも前記網目模様にかかるようにして付されていることを特徴とする手段1に記載のPTPシート。
【0014】
一般に、カバーフィルムが取着される場合には、主たるシール部分として所定の平行四辺形単位で周期的に繰返す網目模様が形成される。この場合、基本的にはポケット部に対応する部位のみが非シール部分となるが、そこにコード部を付そうとしても、面積的にも小さく、事実上の付与は困難となり、また、読取りにも支障を来すことになる。この点、
手段2によれば、前記コード部が、少なくとも網目模様にかかるようにして付されている。従って、コード部を付与するに際し、面積等をさほど気にせずとも付すことができるという点でメリットは大きい。
【0015】
手段3.前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(1)を満たすことを特徴とする手段2に記載のPTPシート。
【0016】
d1>a/sinα+b/sinβ ・・・(1)
上記のとおり、コード部が、少なくとも網目模様にかかるようにして付されることで、面積等の制限が緩和されることとなり、メリットは大きい。一方で、網目模様の存在により、網目とコード部とがともに暗く読み取られることで、誤ってコードが認識されてしまうことが懸念されるところである。
【0017】
例えば、網目模様を構成し、互いに交差する一方の辺と他方の辺とが隙間無く、連続して読み取られることがある。ここで、一方の辺の幅がaで、他方の辺の幅がbであり、一方の辺と読取方向とのなす角度をαであり、他方の辺と読取方向とのなす角度がβであるとすると、連続して読み取られる距離は、a/sinα+b/sinβであり、これが読取装置側で、最も幅狭なコードであると誤認識するのを防止する必要がある。この点、手段3では、上記式(1)が満たされるよう、網目模様及びコード部が設定されている。つまり、最も幅狭なコードの幅d1が、前記距離a/sinα+b/sinβよりも大きくなるように設定されている。従って、もしも上記のように読み取られたとしても、それが最も幅狭なコードでないと認定される。その結果、誤認識をより確実に防止することができる。
【0018】
手段4.前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とするとともに、前記幅d1のコードの次に幅狭のコードの幅をd11とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(2)を満たすことを特徴とする手段2又は3に記載のPTPシート。
【0019】
d11>2a/sinα+2b/sinβ+d1 ・・・(2)
上記のとおり、コード部が、少なくとも網目模様にかかるようにして付されることで、面積等の制限が緩和されることとなり、メリットは大きい。一方で、網目模様の存在により、網目とコード部とがともに暗く読み取られることで、誤ってコードが認識されてしまうことが懸念されるところである。
【0020】
例えば、網目模様を構成する一方の辺と、他方の辺と、最も幅狭なコードと、隣りあう一方の辺と、隣り合う他方の辺とが隙間無く、連続して読み取られることがある。ここで、一方の辺の幅がaで、他方の辺の幅がbであり、一方の辺と読取方向とのなす角度をαであり、他方の辺と読取方向とのなす角度がβであるとし、読取方向に沿って最も幅狭のコードの幅をd1とするとともに、前記幅d1のコードの次に幅狭のコードの幅をd11とすると、連続して読み取られる距離は、a/sinα+b/sinβ+d1+a/sinα+b/sinβであり、これが読取装置側で、2番目に幅狭なコードであると誤認識するのを防止する必要がある。この点、手段4では、上記式(2)が満たされるよう、網目模様及びコード部が設定されている。つまり、2番目に幅狭なコードの幅d11が、前記距離2a/sinα+2b/sinβ+d1よりも大きくなるように設定されている。従って、もしも上記のように読み取られたとしても、それが2番目に幅狭なコードでないと認定される。その結果、誤認識をより確実に防止することができる。
【0021】
手段5.前記所定の平行四辺形単位で周期的に繰返す網目模様のピッチを、前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅よりも小さくしたことを特徴とする手段2乃至4のいずれかに記載のPTPシート。
【0022】
手段5によれば、所定の平行四辺形単位で周期的に繰返す網目模様のピッチが、コード部のうち、その読取方向に沿って最も幅狭のコードの幅よりも小さく構成されている。尚、ここにいう網目模様のピッチは、所謂シール線のピッチと同義である。このため、読取装置で読取ったときの網目模様(シール線)により生じる信号の周波数成分のほとんどが、コード部により生じる信号の周波数成分よりも高くなる。従って、適正なフィルター処理を施すことにより、網目模様(シール線)により生じる信号の周波数成分を効果的に除去できる。結果として、読取装置でコード部を読取る際に、網目模様が読取りに及ぼす悪影響を効果的に抑制でき、より正確な認識を実現することができる。
【0023】
手段6.前記カバーフィルムは、主たるシール部分が所定の平行四辺形単位で周期的に繰返す網目模様を形成するように取着されているとともに、前記カバーフィルムのうち、前記各ポケット部に対応する非シール部の形状が略矩形状をなし、
前記コード部が、前記非シール部の一辺に平行となるように、かつ、前記非シール部の領域内に収容されるように付されていることを特徴とする手段1に記載のPTPシート。
【0024】
手段6によれば、コード部が、非シール部の領域内に収容されるように付されている。つまり、コード部が網目模様に及んでいない。そのため、網目とコード部とがともに暗く読み取られることで、誤ってコードが認識されてしまうことがなく、正確な読取りを実現できる。一方で、一般に円形状、長円形状をなす各ポケット部に対応する非シール部は、コード部を付す上で比較的領域が狭いというのは上述したところである。この点、手段6では、カバーフィルムのうち、前記各ポケット部に対応する非シール部の形状が略矩形状をなしており、しかもコード部は、非シール部の一辺に平行となるように、領域内に付されている。ここで、コード部が一般的に矩形状をなすという点において、前記領域に対するコード部の付与効率を非常に高めることができる。つまり、一般的には狭いとされていたポケット部に対応する部位ではあるが、手段6のように略矩形状の非シール部とすることで、効率よくコード部を付与することができる。従って、コード部を極端に小さくせずとも付与することができ、結果的に、付与に困難を伴うことなく、より正確な読取りを実現することができる。
【0025】
手段7.前記非シール部の領域が、前記ポケット部の外接矩形領域とほぼ一致するように設定されていることを特徴とする手段6に記載のPTPシート。
【0026】
手段7によれば、非シール部の領域が、ポケット部の外接矩形領域とほぼ一致するように設定されている。このため、上述した手段6の作用効果を奏しつつ、非シール部の領域があまりに広すぎる場合に生じうるカバーフィルムの破れ、剥離といった不具合を抑制しやすいというメリットがある。
【0027】
手段8.ポケット部に錠剤の収容された包装用フィルムに対し、前記ポケット部を塞ぐように、カバーフィルムをシール状態で取着するためのシール手段を備えてなるPTPシートの製造装置において、
前記シール手段は、前記カバーフィルムの前記ポケット部とは反対側の面に、所定の1区切り単位毎に、少なくとも前記錠剤に関する情報を包含してなる1次元コード又は2次元コードからなるコード部を付した状態で、前記カバーフィルムを取着可能に構成されていることを特徴とするPTPシートの製造装置。
【0028】
手段8によれば、得られるPTPシートに関し、上記手段1と同様の作用効果が奏される。
【0029】
手段9.前記シール手段は、主たるシール部分として所定の平行四辺形単位で周期的に繰返す網目模様が形成されるよう前記カバーフィルムが取着されるように構成されており、前記コード部にも、前記網目模様が形成されるよう構成されていることを特徴とする手段8に記載のPTPシートの製造装置。
【0030】
手段9によれば、得られるPTPシートに関し、上記手段2と同様の作用効果が奏される。
【0031】
手段10.前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(3)を満たすよう前記シール手段を構成したことを特徴とする手段9に記載のPTPシートの製造装置。
【0032】
d1>a/sinα+b/sinβ ・・・(3)
手段10によれば、得られるPTPシートに関し、上記手段3と同様の作用効果が奏される。
【0033】
手段11.前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とするとともに、前記幅d1のコードの次に幅狭のコードの幅をd11とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(4)を満たすよう前記シール手段を構成したことを特徴とする手段9又は10に記載のPTPシートの製造装置。
【0034】
d11>2a/sinα+2b/sinβ+d1 ・・・(4)
手段11によれば、得られるPTPシートに関し、上記手段4と同様の作用効果が奏される。
【0035】
手段12.前記所定の平行四辺形単位で周期的に繰返す網目模様のピッチが、前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅よりも小さくなるよう前記シール手段を構成したことを特徴とする手段9乃至11のいずれかに記載のPTPシートの製造装置。
【0036】
手段12によれば、得られるPTPシートに関し、上記手段5と同様の作用効果が奏される。
【0037】
手段13.前記シール手段は、主たるシール部分として所定の平行四辺形単位で周期的に繰返す網目模様を形成するように、かつ、前記カバーフィルムのうち、前記各ポケット部に対応する非シール部の形状が略矩形状をなすよう、前記カバーフィルムを取着可能に構成され、
さらに、前記コード部が、前記非シール部の一辺に平行となるように、かつ、前記非シール部の領域内に収容されるように位置調整可能に構成されていることを特徴とする手段8に記載のPTPシートの製造装置。
【0038】
手段13によれば、得られるPTPシートに関し、上記手段6と同様の作用効果が奏される。
【0039】
手段14.前記非シール部の領域が、前記ポケット部の外接矩形領域とほぼ一致するように設定されていることを特徴とする手段13に記載のPTPシートの製造装置。
【0040】
手段14によれば、得られるPTPシートに関し、上記手段7と同様の作用効果が奏される。
【発明を実施するための最良の形態】
【0041】
(第1実施形態)
以下、第1実施形態について、図面を参照しつつ説明する。
【0042】
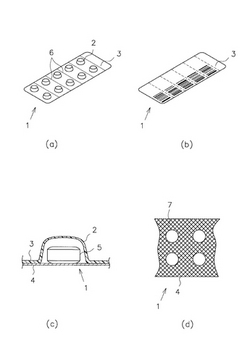
図2(a),(c)に示すように、本実施形態におけるPTPシート1は、複数のポケット部2を備えた包装用フィルムとしての容器フィルム3と、ポケット部2を塞ぐようにして容器フィルム3に取着されたカバーフィルムとしての密封用フィルム4とを有している。容器フィルム3は、例えば、PP(ポリプロピレン)やPVC(ポリ塩化ビニル)等の比較的硬質で所定の剛性を有する熱可塑性樹脂材料によって構成され、光透過性を有している(ここでは、透明を呈している。)。密封用フィルム4は、アルミニウムによって構成されている。
【0043】
また、各ポケット部2には被充填物としての錠剤5が1つずつ収容されている。PTPシート1の容器フィルム3には、例えば2つのポケット部2が含まれたペア小片に切り離すことができるように複数の横スリット6が形成されている(もちろん縦スリットが形成されていてもよいし、スリットを省略してもよい)。
【0044】
さらに、PTPシート1には、ポケット部2等の非取着部分を除いた取着領域全体において、密封用フィルム4側に微小なへこみによる模様が形成されている。前記へこみは、容器フィルム3と密封用フィルム4とが強固にシールされた部分であり、へこみが所定の格子模様として表れている。該模様は、本実施形態では、図2(d)に示すように、シール線7から構成されており、シール線7により同一形状の複数の平行四辺形部が繰り返し形成されている。なお、本実施形態では、平行四辺形部として、正方形状をなすこととしているが、長方形、菱形であってもよいし、任意の平行四辺形であってもよい。
【0045】
さて、本実施形態では、前記密封用フィルム4のポケット部2とは反対側の面(すなわち、PTPシート1の裏面側)には、所定の1区切り単位毎(本実施形態ではペア小片毎)に、少なくとも錠剤5に関する情報を包含してなる1次元コードとしてのバーコードからなるコード部8が付されている。本実施形態におけるコード部8は、少なくともシール線7にかかるようにして付されている。コード部8に含まれる情報としては、錠剤5の固有情報と、錠剤5の製造に伴う変動情報とに大別される。錠剤5の固有情報の例としては、製薬会社名、錠剤(医薬品)名、型式、有効成分等が挙げられる。錠剤5の製造に伴う変動情報の例としては、工場、ライン番号、製造日、ロット番号、有効期限等が挙げられる。本実施形態では、当該コード部8の付され方にも特徴があるのであるが、この点については後述することとし、まずは次に、上記PTPシート1を製造するための製造装置(PTP包装機(ブリスタ包装機)10の構成について説明することとする。
【0046】
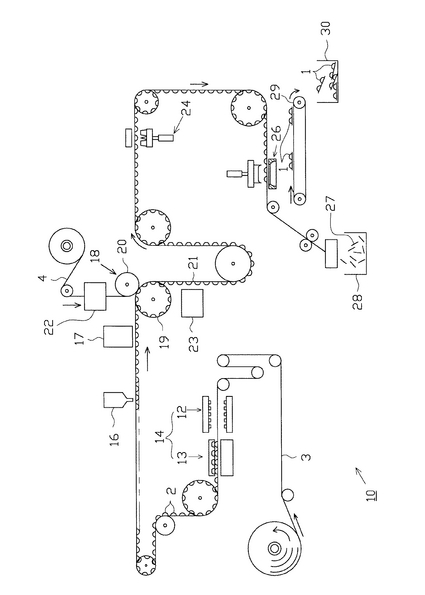
図1に示すように、PTP包装機10の最上流側では、帯状の容器フィルム3がロール状に巻回されている。ロール状に巻回された容器フィルム3は、間欠的に搬送されるようになっており、容器フィルム3の搬送経路に沿って、加熱手段12とポケット成形手段13とが順に並設されている。これら加熱手段12及びポケット成形手段13によってポケット部形成装置14が構成されている。そして、加熱装置12によって包装用フィルム7が部分的に加熱され、該容器フィルム3が比較的柔軟になった状態において、ポケット成形手段13によって容器フィルム3にポケット部2が成形される。なお、このポケット部2の成形は、容器フィルム3の搬送動作間のインターバルの際に行われる。
【0047】
ポケット部2が形成された容器フィルム3の移送経路に沿って、ポケット部2に錠剤5を自動的に充填する充填装置16、外観検査装置17、シール手段18が配設されている。充填装置16は、所定間隔毎にシャッタを開くことで錠剤5を落下させるものであり、このシャッタ開放動作に伴って各ポケット部2に錠剤5が投入される。
【0048】
外観検査装置17は、錠剤5が各ポケット部2に確実に充填されているか否か、また錠剤5の欠け、ひび等の外観異常の有無、異物混入の有無等の検査を行うためのものである。該外観検査装置17は、ポケット部2の開口側からの検査を行う。
【0049】
一方、帯状に形成された密封用フィルム4は、最上流側においてロール状に巻回されている。ロール状に巻回された密封用フィルム4の引出し端は、シール手段18の方へと案内されている。シール手段18は、フィルム受けロール19と加熱ロール20とを備えており、フィルム受けロール19に加熱ロール20が圧接可能に構成されている。そして、両ロール19,20間に容器フィルム3及び密封用フィルム4が送り込まれるようになっており、容器フィルム3及び密封用フィルム4が、両ロール19,20間を加熱圧接状態で通過することで、容器フィルム3に密封用フィルム4が貼着され、これにより、錠剤5が各ポケット部2に充填された帯状のブリスタフィルムとしてのPTPフィルム21が製造される。このとき、加熱ロール20の表面には、シール用の網目状の凸条が形成されており、これが強く圧接することで、強固なシールが実現されるようになっている。
【0050】
上述したように、本実施形態では、密封用フィルム4のポケット部2とは反対側の面に、バーコードからなるコード部8が付されている。本実施形態では、ロール状に巻回された密封用フィルム4として、予めコード部8が所定間隔毎に印刷されているものを用いているが、当該PTP包装機10内に印刷手段を設け、貼着の直前に印刷を施すこととしてもよい。
【0051】
上記のとおり、ペア小片毎にコード部8が付されるように、本実施形態では位置調整機構22がシール手段18の上流側に設けられている。位置調整機構22は、例えば付されたコード部8を読取検出するための検出手段と、速度調節可能な複数のロール(いずれも図示略)とを備えている。そして、位置調整機構22においては、検出手段にてコード部8の位置ずれを検出可能とするとともに、位置ずれ量が所定量以上となったときに、そのずれを解消するべく少し密封用フィルム4を伸張するべくロールの速度を変更させることが行われる(例えば特開昭58−30909号公報に例示するが如くである)。これにより、適正な箇所にコード部8が位置した状態で、密封用フィルム4が貼着されることとなる。
【0052】
前記シール手段18の下流には、ポケット部2側から錠剤5等の異常を検出するための外観検査装置23が設けられている。尚、外観検査装置17,23によって不良品判定された場合、図示しない不良シート排出機構に不良品信号が送られ、その不良品判定となったPTPシートは、不良シート排出機構によって別途排出され、図示しない不良品ホッパに移送されるようになっている。
【0053】
外観検査装置23の下流ではPTPフィルム21移送経路に沿って、スリット成形装置24及びシート打抜装置26が順に配設されている。スリット成形装置24は、PTPフィルム21の所定位置に前記横スリット6を形成する機能を有する。シート打抜装置26は、PTPフィルム21をPTPシート1単位に打抜く機能を有する。前記シート打抜装置26の下流側には、シート打抜装置26から落下する端材27を貯留するためのスクラップ用ホッパ28が設けられている。また、シート打抜装置26の下側には、打抜かれたPTPシート5を移送するためのコンベア29が設けられており、該PTPシート5は完成品用ホッパ30に移送されるようになっている。
【0054】
さて、PTP包装機10の概略は以上のとおりであるが、以下においては図3〜5に基づき、コード部8及びシール線7の詳細についてより具体的に説明する。コード部として、白色の平坦面に黒色のバーコードが付されているような場合には、市販のコードリーダ(読取装置)で特に問題なく読み取ることができるが、本実施形態のようにコード部8がシール線7にまでかかっている場合、シール線7が読取装置(コードリーダ)に誤信号を与えてしまい、読取りに支障を来してしまうことが懸念される。この点、本実施形態では、そのような支障がないようにシール線7とコード部8との関係において種々の工夫がなされている。
【0055】
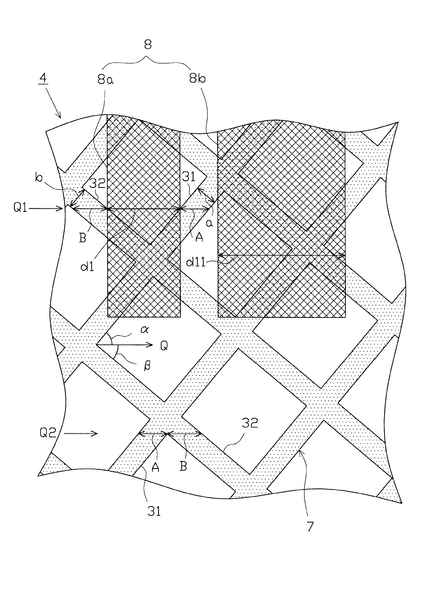
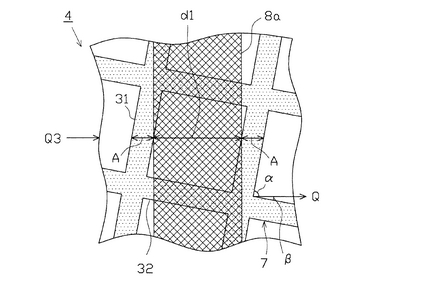
まず、図3において、シール線7のうち、右上がりの一方の辺(線)を第1の辺31と称し、右下がりの他方の辺(線)を第2の辺32と称することとする。そして、第1の辺31の幅を「a」とするとともに、第2の辺32の幅を「b」とする。また、コード部(バーコード)8のうち、その読取方向に沿って最も幅狭のコード8aの幅を「d1」とし、次に幅狭のコード部8bの幅を「d11」とする。尚、読取方向は図の左右方向、つまり、各コードに直交する方向である。さらに、前記第1の辺31と前記読取方向とのなす角度を「α」とするとともに、前記第2の辺32と前記読取方向とのなす角度を「β」とする。
【0056】
この場合において、例えば図中Q1に沿って読み取った場合、丁度第2の辺32と最も幅狭なコード8aと第1の辺31とが隙間無く、連続して読み取られることとなる。ここで、第1の辺31及び第2の辺32は、いずれも非シール部分よりも暗いため、これらがコード部8と同様に暗く読み取られるおそれがあり、この場合、読み取られる暗い部位の距離が「B+d1+A」となるケースが想定される。この場合でも、読取装置では当該コードが最も幅狭なコード8aであると認識する必要がある。つまり、次に幅狭なコード8bであると誤認識するのを防止する必要がある。そのために、本実施形態では、もしも上記のように読み取られたとしても、それが2番目に幅狭なコード8bでないと認定するために、2番目に幅狭なコード8bの幅「d11」が、前記距離「B+d1+A」よりも大きくなるように設定されている。
【0057】
つまり、
d11>A+B+d1
となるよう設定されている。ここで、A=a/sinαで表され、B=b/sinβで表されるため、上記式は、次式(ア)で表される。
d11>a/sinα+b/sinβ+d1・・・(ア)
次に、例えば図中Q2に沿って読み取った場合、第1の辺31と第2の辺32とが隙間無く、連続して読み取られることとなる。ここで、上記のとおり第1の辺31及び第2の辺32は、いずれも非シール部分よりも暗いため、読み取られる暗い部位の距離が「A+B」となるケースが想定される。この場合において、読取装置では暗い部位を最も幅狭なコード8aであると誤認識するのを防止する必要がある。そのために、本実施形態では、もしも上記のように読み取られたとしても、それが最も幅狭なコード8aでないと認定するために、最も幅狭なコード8aの幅「d1」が、前記距離「A+B」よりも大きくなるように設定されている。
【0058】
つまり、
d1>A+B
となるよう設定されている。ここで、A=a/sinαで表され、B=b/sinβで表されるため、上記式は、次式(イ)で表される。
d1>a/sinα+b/sinβ ・・・(イ)
続いて、例えば図4に示すように、図中Q3に沿って読み取った場合、第1の辺31と最も幅狭なコード8aと隣りあう第1の辺31とが隙間無く、連続して読み取られることとなる。ここで、上記のとおり第1の辺31は、非シール部分よりも暗いため、読み取られる暗い部位の距離が「A+d1+A」となるケースが想定される。この場合でも、読取装置では当該コードが最も幅狭なコード8aであると認識する必要がある。つまり、2番目に幅狭なコード8bであると誤認識するのを防止する必要がある。そのために、本実施形態では、もしも上記のように読み取られたとしても、それが2番目に幅狭なコード8bでないと認定するために、2番目に幅狭なコード8bの幅「d11」が、前記距離「A+d1+A」よりも大きくなるように設定されている。
【0059】
つまり、
d11>2A+d1
となるよう設定されている。ここで、A=a/sinαで表されるため、上記式は、次式(ウ)で表される。
d11>2a/sinα+d1・・・(ウ)
図示はしないが、同様の考え方から、第2の辺32と最も幅狭なコード8aと隣りあう第2の辺32とが隙間無く、連続して読み取られるケースも想定される。ここで、上記のとおり第2の辺32も、非シール部分よりも暗いため、読み取られる暗い部位の距離が「B+d1+B」となるケースが想定される。この場合でも、読取装置では当該コードが最も幅狭なコード8aであると認識する必要がある。つまり、2番目に幅狭なコード8bであると誤認識するのを防止する必要がある。そのために、本実施形態では、もしも上記のように読み取られたとしても、それが2番目に幅狭なコード8bでないと認定するために、2番目に幅狭なコード8bの幅「d11」が、前記距離「B+d1+B」よりも大きくなるように設定されている。
【0060】
つまり、
d11>2B+d1
となるよう設定されている。ここで、B=b/sinβで表されるため、上記式は、次式(エ)で表される。
d11>2b/sinβ+d1・・・(エ)
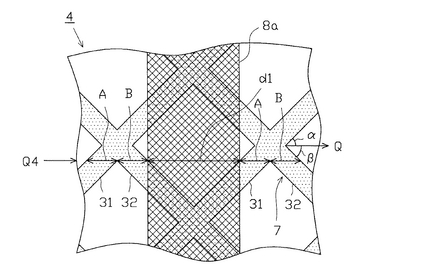
次に、例えば図5に示すように、図中Q4に沿って読み取った場合、第1の辺31と、第2の辺32と、最も幅狭なコード8aと、隣りあう第1の辺31と、隣り合う第2の辺32とが隙間無く、連続して読み取られることとなる。ここで、上記のとおり第1、第2の辺31,32は、非シール部分よりも暗いため、読み取られる暗い部位の距離が「A+B+d1+A+B」となるケースが想定される。この場合でも、読取装置では当該コードが最も幅狭なコード8aであると認識する必要がある。つまり、2番目に幅狭なコード8bであると誤認識するのを防止する必要がある。そのために、本実施形態では、もしも上記のように読み取られたとしても、それが2番目に幅狭なコード8bでないと認定するために、2番目に幅狭なコード8bの幅「d11」が、前記距離「A+B+d1+A+B」よりも大きくなるように設定されている。
【0061】
つまり、
d11>2A+2B+d1
となるよう設定されている。ここで、A=a/sinα、B=b/sinβで表されるため、上記式は、次式(オ)で表される。
d11>2a/sinα+2b/sinβ+d1・・・(オ)
尚、式(オ)が満たされれば必然的に前記式(ア),(ウ),(エ)も満たされることとなる。
【0062】
また、前記幅「d1」「d11」として、できるだけフレキシビリティ(融通性)をもたせようとすると、A+B、すなわち、a/sinα+b/sinβができるだけ小さい値であるほうが望ましい。ここで、a/sinα+b/sinβが最小になるのは、α=βのときであるので、前記読み取り方向Qがα=βを満たすよう、シール線7とコード部8の関係を設定するのがより好ましい。
【0063】
次に、上記のように構成されてなる本実施形態の作用効果について説明する。
【0064】
上記のとおり、本実施形態では、PTPシート1のうち、密封用フィルム4のポケット部2とは反対側の面に、ペア小片毎に、少なくとも錠剤5に関する情報を包含してなるバーコードからなるコード部8が付される。このため、薬局や病院等において、錠剤5に関する情報を確認するというニーズに応えることができる。特に、情報がコード化されているため、文字等が印刷される場合に比べ、はるかに有用かつ多量の情報をコード部に含ませることができる。また、錠剤に直接バーコード等が付される技術と比較して、フィルムを介することなく直接読取装置で読取られることとなるため、より簡易な読取装置でもって、より正確な読取りを実現できる。しかも、読取りに際して、錠剤5の形状や姿勢に左右されない。その上、平坦な密封用フィルム4に事前に印刷等を施すことでコード部8を比較的容易に付与できるため、前記コード部8を付与する上で困難性を伴うこともない。
【0065】
また、基本的にはポケット部2に対応する部位のみが円形状又は長円形状の非シール部分となるが、そこにコード部を付そうとしても、面積的にも小さく、事実上の付与は困難となり、また、読取りにも支障を来すことになる。この点、本実施形態によれば、コード部8が、少なくともシール線7にかかるようにして付されている。従って、コード部8を付与するに際し、面積等をさほど気にせずとも付すことができるという点でメリットは大きい。
【0066】
また一方で、シール線7の存在により、シール線7とコード部8とがともに暗く読み取られることも懸念されるところであるが、上述のとおり、各式(ア)(イ)(ウ)(エ)(オ)を満たすようにシール線7とコード部8の関係を設定することとしている。その結果、コード8a,8bを誤って認識してしまうという不具合をより確実に防止することができ、正確な読取りを実現することができる。
【0067】
(第2実施形態)
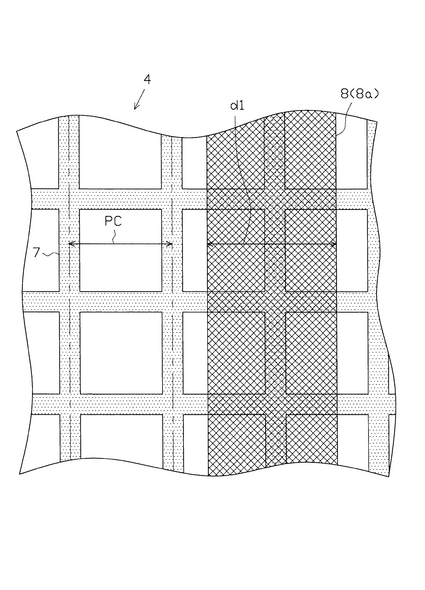
以下、第2実施形態について説明する。本第2実施形態においては、上記第1実施形態と同様のPTP包装機が用いられた上で、PTPシートが製造される。本実施形態におけるPTPシートにおいても、上記実施形態と同様、密封用フィルムのポケット部とは反対側の面に、錠剤に関する情報を包含してなるバーコードからなるコード部が、少なくともシール線にかかるようにして付されている。また特に、本実施形態における特徴点について言及すると、図6に示すように、密封用フィルム4側の面において、所定の平行四辺形単位で周期的に繰返すシール線7のピッチPC(上述した手段5の「網目模様のピッチ」に相当)が、コード部8のうち、その読取方向に沿って最も幅狭のコード8aの幅d1よりも小さく設定されている。
【0068】
ここで、一般に、パルス波形Sというのは、フーリエ級数展開により、sin波の合成として表すことができる。すなわち、オフセットを省略して単純化すると、パルス波形Sは次式(カ)で表すことができる。
S=2/p[sin(ωt)+{sin(3ωt)}/3+{sin(5ωt) }/5+…]…(カ )
つまり、パルス波形Sは、基本波sin(ωt)と、その高調波{sin(3ωt)}/3、{sin(5ωt)/5}、・・・が重ね合わされたものと同じである。
【0069】
ここで、シール線7を読み取った信号波形に当てはめると、その周波数成分はシール線7のピッチPCに依存するし、コード部8を読み取った信号波形に当てはめると、その周波数成分はコードのピッチに依存する。そして、本実施形態では、シール線7のピッチPCが、コード部8のうち、その読取方向に沿って最も幅狭のコード8aの幅d1よりも小さく構成されているのである。
【0070】
このため、読取装置で読取ったときのシール線7により生じる信号の周波数成分のほとんどが、コード部8により生じる信号の周波数成分よりも高くなる。従って、適正なフィルター処理を施すことにより、シール線7により生じる信号の周波数成分を効果的に除去することができる。換言すれば、読取りに際し、シール線7による信号(ノイズ)のみをカットし、コード部8の信号のみを積極的に認識することができる。結果として、読取装置でコード部8を読取る際に、シール線7が読取りに及ぼす悪影響を効果的に抑制でき、より正確な認識を実現することができる。
【0071】
勿論、本実施形態の構成と、上記第1実施形態の構成とを組み合わせた構成を採用しても何ら差し支えない。
【0072】
(第3実施形態)
以下、第3実施形態について図7を参照しつつ説明する。本第3実施形態においても、上記第1実施形態と同様のPTP包装機が用いられた上で、PTPシートが製造される。但し、本実施形態においては、コード部が、少なくともシール線にかからないように付されているという点において、上記第1、第2実施形態と大きく相違する。
【0073】
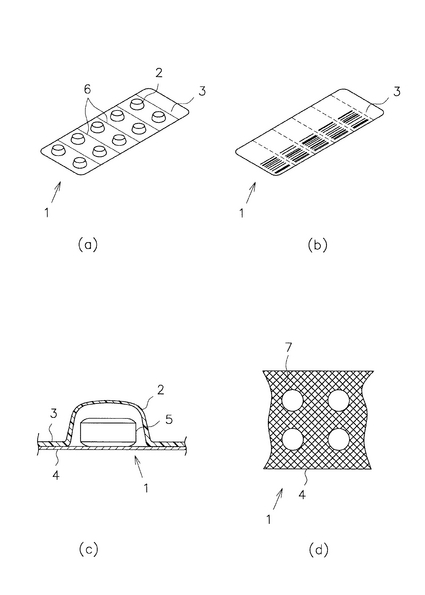
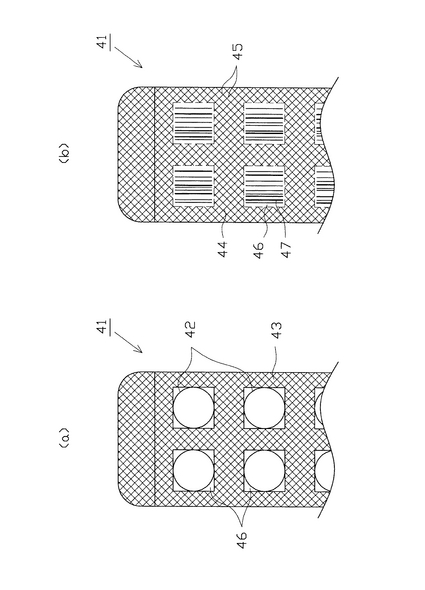
すなわち、図7(a),(b)に示すように、本実施形態におけるPTPシート41は、複数のポケット部42を備えた包装用フィルムとしての容器フィルム43と、ポケット部42を塞ぐようにして容器フィルム43に取着されたカバーフィルムとしての密封用フィルム44とを有している。また、各ポケット部42には図示しない錠剤が1つずつ収容されている。
【0074】
さらに、PTPシート41には、ポケット部42及びその周縁の非取着部分を除いた取着領域全体において、密封用フィルム44側に微小なへこみによる模様が形成されている。前記へこみは、容器フィルム43と密封用フィルム44とが強固にシールされた部分であり、へこみが所定の格子模様、すなわち、シール線45として表れている。但し、上記第1実施形態では、シール線7はポケット部2以外の全領域に形成されていた(つまり、ポケット部2以外の全領域がシール部であり、ポケット部2に対応する部位のみが非シール部であった)のに対し、本実施形態では、前記密封用フィルム44のうち、各ポケット部42に対応する非シール部46が、ポケット部42の外接矩形とほぼ一致している。換言すれば、非シール部46は、ポケット部42よりも一回り大きい矩形状をなしている。本実施形態では、かかる矩形状の非シール部46を形成するべく、シール手段のうち、加熱ロールの表面には、シール用の網目状の凸条の存在しない矩形状の領域が存在している。
【0075】
さらに、図7(b)に示すように、非シール部46には、各ポケット部42毎に、少なくとも錠剤に関する情報を包含してなる1次元コードとしてのバーコードからなるコード部47が付されている。本実施形態において、各コード部47も、矩形状をなしている。そして、各コード部47の縦横辺が、前記非シール部46の縦横辺とそれぞれ平行になるように、かつ、非シール部46の領域内に各コード部47が収容されるように付されている。
【0076】
このような構成を有する本実施形態によれば、コード部47が、非シール部46の領域内に収容されるように付されている。つまり、コード部47がシール線45に及んでいない。そのため、シール線45とコード部47とがともに暗く読み取られることで、誤ってコードを認識してしまうことがなく、正確な読取りを実現できる。
【0077】
一方で、一般に円形状、長円形状をなす各ポケット部に対応する非シール部は、コード部を付す上で比較的領域が狭い。この点、本実施形態では、密封用フィルム44のうち、各ポケット部42に対応する非シール部46がポケット部42よりも一回り大きな略矩形状をなしており、しかもコード部47の縦横辺が、非シール部46の縦横辺にそれぞれ平行となるように、領域内に付されている。そのため、非シール部46とした領域に対するコード部47の付与効率を非常に高めることができる。つまり、一般的には狭いとされていたポケット部42に対応する部位ではあるが、本実施形態のように略矩形状の非シール部46とすることで、効率よくコード部を付与することができる。従って、コード部47を極端に小さくせずとも余裕をもって付与することができ、結果的に、付与に困難を伴うことなく、より正確な読取りを実現することができる。
【0078】
また、本実施形態では、非シール部46がポケット部42の外接矩形領域とほぼ一致するように設定されている。このため、上述した作用効果を奏しつつ、非シール部46の領域があまりに広すぎる場合に生じうる密封用フィルム44の破れ、剥離といった不具合を抑制しやすいというメリットがある。
【0079】
尚、この例では、非シール部46が、ポケット部42の外接矩形領域と一致するように設定しているが、それよりも大きい領域としても差し支えない。
【0080】
以上説明した実施形態において、例えば、次のように構成の一部を適宜変更して実施することも可能である。勿論、以下において例示しない他の変更例も当然可能である。
【0081】
(a)上記各実施形態では、コード部8,47として一次元コード、つまりバーコードを採用しているが、コード部を二次元コードにより構成してもよい。二次元コードとしては、例えば、QR(クイックレスポンス)コード等が好適に採用される。また、他の二次元コードとしては、DataMatrix、MaxiCode等、QRコードと同様のマトリックス方式によるものの外、PDF417等のスタックドバーコード方式によるもの等が挙げられる。
【0082】
(b)上記第1実施形態では、所定の1区切り単位としてペア小片毎に、また第3実施形態では所定の1区切り単位として各ポケット部42毎に、コード部8,47を付すこととしているが、複数個のペア小片毎でもよいし、PTPシート毎でもよい。
【0083】
(c)勿論、錠剤という概念には、カプセル錠や丸薬等も含まれる。
【0084】
(d)上記実施形態ではシール線7,45によって、平行四辺形部が形成されているが、三角形状の網目模様が形成されている場合にも場合によっては適用可能である。また、上記実施形態では、密封用フィルム4,44に連続したライン状のシール線7,45が形成されるようになっているが、必ずしも連続したライン状に限定されるわけではなく、所定の平行四辺形単位で同一の模様が規則正しく繰り返されるようなシールであればよい。例えば、規則正しく配列されたドット状の点シールでもよい。この場合、点シールを結んで形成される平行四辺形単位に対応してシール線を考慮すればよい。
【図面の簡単な説明】
【0085】
【図1】第1実施形態におけるPTP包装機の概略構成図である。
【図2】(a)はPTPシートの表側を示す斜視図であり、(b)はPTPシートの裏側を示す斜視図であり、(c)はPTPシートを示す部分拡大断面図であり、(d)はPTPシートの一部を密封用フィルム側から見た場合の部分平面図である。
【図3】密封用フィルム側から見たシール線及びコード部の関係を模式的に説明するための部分拡大図である。
【図4】密封用フィルム側から見たシール線及びコード部の関係を模式的に説明するための部分拡大図である。
【図5】密封用フィルム側から見たシール線及びコード部の関係を模式的に説明するための部分拡大図である。
【図6】第2実施形態を説明する図であって、密封用フィルム側から見たシール線及びコード部の関係を模式的に説明するための部分拡大図である。
【図7】第3実施形態を説明する図であって、(a)はPTPシートの表側を示す部分平面図であり、(b)はPTPシートの裏側を示す部分背面図である。
【符号の説明】
【0086】
1,41…PTPシート、2,42…ポケット部、3,43…包装用フィルムとしての容器フィルム、4,44…カバーフィルムとしての密封用フィルム、5…錠剤、7,45…網目模様を構成するシール線、8,47…コード部、10…PTP包装機、PC…ピッチ。
【技術分野】
【0001】
本発明は、包装用フィルムに形成されたポケット部に錠剤が収容され、前記ポケット部を塞ぐようにカバーフィルムがシール状態で取着されてなるPTPシート、及び、その製造装置を含む技術分野に属するものである。
【背景技術】
【0002】
一般に、PTPシートは、錠剤等が充填されるポケット部が形成された樹脂製の包装用フィルムと、その包装用フィルムにポケット部の開口側を密封するように前記包装用フィルムに取着されるアルミニウム製のカバーフィルムとから構成されている。
【0003】
近年、薬局や病院等において、処方され、手渡される錠剤が正しいか否か、或いは如何なる薬剤であるか等を確認するというニーズが高まりつつあり、かかるニーズに応える技術も提案されている(例えば、特許文献1参照)。
【0004】
かかる文献に記載された技術においては、錠剤の表面に、バーコード或いは2次元コードを付すこととしている。これにより、従来錠剤に数値等が印刷されていたものに比べて、格段に多くの情報を1つの錠剤に付与できるという利点がある。
【0005】
また、PTPシートのアルミニウム製カバーフィルム上に、コードを付した紙を貼着する技術もある(例えば非特許文献1参照)。
【特許文献1】特開2001−64160号公報
【非特許文献1】「バーコードの知識と最新動向」、じほう社、平成16年2月25日、p.109
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に記載の技術では、錠剤にバーコード等を付することとしている。このため、確認する際には包装用フィルムのポケット部越しに確認せざるを得ず、コードリーダの性能によっては正確に読み取ることに支障が生じる場合がある。また、錠剤の形状や姿勢によっても、読み取りに影響を及ぼすおそれもある。
【0007】
その上、錠剤が、立体物であり、かつ人体に入り込むという特性を有しており、かかる特性を考慮した上で印刷等を施す必要がある。そのため、実際にコードを付与する上で種々の制約や、困難性を伴うことも懸念される。
【0008】
また、非特許文献1に記載の技術では、コードを付した紙を別途用意するか、予めアルミニウム製カバーフィルムに紙を貼着させた複合材を使用する必要がある。また、同技術は、所謂ピールオープン式のブリスター包装では使用できるが、アルミニウムフィルムを押し破って錠剤を取り出すPTPシートに応用するのは困難である。
【0009】
本発明は、上記事情に鑑みてなされたものであり、製造に困難を伴ったり装置の複雑化を招いたりすることなく、所定の1区切り単位毎により多くの情報を付与でき、さらには当該情報の容易かつ正確な読み取りを実現することの可能なPTPシート及びその製造装置を提供することを主たる目的の一つとしている。
【課題を解決するための手段】
【0010】
以下、上記目的等を解決するのに適した各手段につき項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果等を付記する。
【0011】
手段1.包装用フィルムに形成されたポケット部に錠剤が収容され、前記ポケット部を塞ぐようにカバーフィルムがシール状態で取着されてなるPTPシートにおいて、
前記カバーフィルムの前記ポケット部とは反対側の面には、所定の1区切り単位毎に、少なくとも前記錠剤に関する情報を包含してなる1次元コード又は2次元コードからなるコード部を付したことを特徴とするPTPシート。
【0012】
手段1によれば、PTPシートのうち、カバーフィルムのポケット部とは反対側の面には、所定の1区切り単位毎に、少なくとも前記錠剤に関する情報を包含してなる1次元コード又は2次元コードからなるコード部が付される。このため、薬局や病院等において、錠剤に関する情報を確認するというニーズに応えることができる。特に、情報がコード化されているため、文字等が印刷される場合に比べ、はるかに有用かつ多量の情報をコード部に含ませることができる。また、錠剤に直接バーコード等が付される技術と比較して、フィルムを介することなく直接読取装置で読取られることとなるため、より簡易な読取装置でもって、より正確な読取りを実現できる。しかも、読取りに際して、錠剤の形状や姿勢に左右されない。その上、カバーフィルムの平坦面に印刷等を施せばコード部を比較的容易に付与できるため、コード部を付与する上で困難性を伴うこともない。
【0013】
手段2.前記カバーフィルムは、主たるシール部分が所定の平行四辺形単位で周期的に繰返す網目模様を形成するように取着されており、前記コード部は、少なくとも前記網目模様にかかるようにして付されていることを特徴とする手段1に記載のPTPシート。
【0014】
一般に、カバーフィルムが取着される場合には、主たるシール部分として所定の平行四辺形単位で周期的に繰返す網目模様が形成される。この場合、基本的にはポケット部に対応する部位のみが非シール部分となるが、そこにコード部を付そうとしても、面積的にも小さく、事実上の付与は困難となり、また、読取りにも支障を来すことになる。この点、
手段2によれば、前記コード部が、少なくとも網目模様にかかるようにして付されている。従って、コード部を付与するに際し、面積等をさほど気にせずとも付すことができるという点でメリットは大きい。
【0015】
手段3.前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(1)を満たすことを特徴とする手段2に記載のPTPシート。
【0016】
d1>a/sinα+b/sinβ ・・・(1)
上記のとおり、コード部が、少なくとも網目模様にかかるようにして付されることで、面積等の制限が緩和されることとなり、メリットは大きい。一方で、網目模様の存在により、網目とコード部とがともに暗く読み取られることで、誤ってコードが認識されてしまうことが懸念されるところである。
【0017】
例えば、網目模様を構成し、互いに交差する一方の辺と他方の辺とが隙間無く、連続して読み取られることがある。ここで、一方の辺の幅がaで、他方の辺の幅がbであり、一方の辺と読取方向とのなす角度をαであり、他方の辺と読取方向とのなす角度がβであるとすると、連続して読み取られる距離は、a/sinα+b/sinβであり、これが読取装置側で、最も幅狭なコードであると誤認識するのを防止する必要がある。この点、手段3では、上記式(1)が満たされるよう、網目模様及びコード部が設定されている。つまり、最も幅狭なコードの幅d1が、前記距離a/sinα+b/sinβよりも大きくなるように設定されている。従って、もしも上記のように読み取られたとしても、それが最も幅狭なコードでないと認定される。その結果、誤認識をより確実に防止することができる。
【0018】
手段4.前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とするとともに、前記幅d1のコードの次に幅狭のコードの幅をd11とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(2)を満たすことを特徴とする手段2又は3に記載のPTPシート。
【0019】
d11>2a/sinα+2b/sinβ+d1 ・・・(2)
上記のとおり、コード部が、少なくとも網目模様にかかるようにして付されることで、面積等の制限が緩和されることとなり、メリットは大きい。一方で、網目模様の存在により、網目とコード部とがともに暗く読み取られることで、誤ってコードが認識されてしまうことが懸念されるところである。
【0020】
例えば、網目模様を構成する一方の辺と、他方の辺と、最も幅狭なコードと、隣りあう一方の辺と、隣り合う他方の辺とが隙間無く、連続して読み取られることがある。ここで、一方の辺の幅がaで、他方の辺の幅がbであり、一方の辺と読取方向とのなす角度をαであり、他方の辺と読取方向とのなす角度がβであるとし、読取方向に沿って最も幅狭のコードの幅をd1とするとともに、前記幅d1のコードの次に幅狭のコードの幅をd11とすると、連続して読み取られる距離は、a/sinα+b/sinβ+d1+a/sinα+b/sinβであり、これが読取装置側で、2番目に幅狭なコードであると誤認識するのを防止する必要がある。この点、手段4では、上記式(2)が満たされるよう、網目模様及びコード部が設定されている。つまり、2番目に幅狭なコードの幅d11が、前記距離2a/sinα+2b/sinβ+d1よりも大きくなるように設定されている。従って、もしも上記のように読み取られたとしても、それが2番目に幅狭なコードでないと認定される。その結果、誤認識をより確実に防止することができる。
【0021】
手段5.前記所定の平行四辺形単位で周期的に繰返す網目模様のピッチを、前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅よりも小さくしたことを特徴とする手段2乃至4のいずれかに記載のPTPシート。
【0022】
手段5によれば、所定の平行四辺形単位で周期的に繰返す網目模様のピッチが、コード部のうち、その読取方向に沿って最も幅狭のコードの幅よりも小さく構成されている。尚、ここにいう網目模様のピッチは、所謂シール線のピッチと同義である。このため、読取装置で読取ったときの網目模様(シール線)により生じる信号の周波数成分のほとんどが、コード部により生じる信号の周波数成分よりも高くなる。従って、適正なフィルター処理を施すことにより、網目模様(シール線)により生じる信号の周波数成分を効果的に除去できる。結果として、読取装置でコード部を読取る際に、網目模様が読取りに及ぼす悪影響を効果的に抑制でき、より正確な認識を実現することができる。
【0023】
手段6.前記カバーフィルムは、主たるシール部分が所定の平行四辺形単位で周期的に繰返す網目模様を形成するように取着されているとともに、前記カバーフィルムのうち、前記各ポケット部に対応する非シール部の形状が略矩形状をなし、
前記コード部が、前記非シール部の一辺に平行となるように、かつ、前記非シール部の領域内に収容されるように付されていることを特徴とする手段1に記載のPTPシート。
【0024】
手段6によれば、コード部が、非シール部の領域内に収容されるように付されている。つまり、コード部が網目模様に及んでいない。そのため、網目とコード部とがともに暗く読み取られることで、誤ってコードが認識されてしまうことがなく、正確な読取りを実現できる。一方で、一般に円形状、長円形状をなす各ポケット部に対応する非シール部は、コード部を付す上で比較的領域が狭いというのは上述したところである。この点、手段6では、カバーフィルムのうち、前記各ポケット部に対応する非シール部の形状が略矩形状をなしており、しかもコード部は、非シール部の一辺に平行となるように、領域内に付されている。ここで、コード部が一般的に矩形状をなすという点において、前記領域に対するコード部の付与効率を非常に高めることができる。つまり、一般的には狭いとされていたポケット部に対応する部位ではあるが、手段6のように略矩形状の非シール部とすることで、効率よくコード部を付与することができる。従って、コード部を極端に小さくせずとも付与することができ、結果的に、付与に困難を伴うことなく、より正確な読取りを実現することができる。
【0025】
手段7.前記非シール部の領域が、前記ポケット部の外接矩形領域とほぼ一致するように設定されていることを特徴とする手段6に記載のPTPシート。
【0026】
手段7によれば、非シール部の領域が、ポケット部の外接矩形領域とほぼ一致するように設定されている。このため、上述した手段6の作用効果を奏しつつ、非シール部の領域があまりに広すぎる場合に生じうるカバーフィルムの破れ、剥離といった不具合を抑制しやすいというメリットがある。
【0027】
手段8.ポケット部に錠剤の収容された包装用フィルムに対し、前記ポケット部を塞ぐように、カバーフィルムをシール状態で取着するためのシール手段を備えてなるPTPシートの製造装置において、
前記シール手段は、前記カバーフィルムの前記ポケット部とは反対側の面に、所定の1区切り単位毎に、少なくとも前記錠剤に関する情報を包含してなる1次元コード又は2次元コードからなるコード部を付した状態で、前記カバーフィルムを取着可能に構成されていることを特徴とするPTPシートの製造装置。
【0028】
手段8によれば、得られるPTPシートに関し、上記手段1と同様の作用効果が奏される。
【0029】
手段9.前記シール手段は、主たるシール部分として所定の平行四辺形単位で周期的に繰返す網目模様が形成されるよう前記カバーフィルムが取着されるように構成されており、前記コード部にも、前記網目模様が形成されるよう構成されていることを特徴とする手段8に記載のPTPシートの製造装置。
【0030】
手段9によれば、得られるPTPシートに関し、上記手段2と同様の作用効果が奏される。
【0031】
手段10.前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(3)を満たすよう前記シール手段を構成したことを特徴とする手段9に記載のPTPシートの製造装置。
【0032】
d1>a/sinα+b/sinβ ・・・(3)
手段10によれば、得られるPTPシートに関し、上記手段3と同様の作用効果が奏される。
【0033】
手段11.前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とするとともに、前記幅d1のコードの次に幅狭のコードの幅をd11とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(4)を満たすよう前記シール手段を構成したことを特徴とする手段9又は10に記載のPTPシートの製造装置。
【0034】
d11>2a/sinα+2b/sinβ+d1 ・・・(4)
手段11によれば、得られるPTPシートに関し、上記手段4と同様の作用効果が奏される。
【0035】
手段12.前記所定の平行四辺形単位で周期的に繰返す網目模様のピッチが、前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅よりも小さくなるよう前記シール手段を構成したことを特徴とする手段9乃至11のいずれかに記載のPTPシートの製造装置。
【0036】
手段12によれば、得られるPTPシートに関し、上記手段5と同様の作用効果が奏される。
【0037】
手段13.前記シール手段は、主たるシール部分として所定の平行四辺形単位で周期的に繰返す網目模様を形成するように、かつ、前記カバーフィルムのうち、前記各ポケット部に対応する非シール部の形状が略矩形状をなすよう、前記カバーフィルムを取着可能に構成され、
さらに、前記コード部が、前記非シール部の一辺に平行となるように、かつ、前記非シール部の領域内に収容されるように位置調整可能に構成されていることを特徴とする手段8に記載のPTPシートの製造装置。
【0038】
手段13によれば、得られるPTPシートに関し、上記手段6と同様の作用効果が奏される。
【0039】
手段14.前記非シール部の領域が、前記ポケット部の外接矩形領域とほぼ一致するように設定されていることを特徴とする手段13に記載のPTPシートの製造装置。
【0040】
手段14によれば、得られるPTPシートに関し、上記手段7と同様の作用効果が奏される。
【発明を実施するための最良の形態】
【0041】
(第1実施形態)
以下、第1実施形態について、図面を参照しつつ説明する。
【0042】
図2(a),(c)に示すように、本実施形態におけるPTPシート1は、複数のポケット部2を備えた包装用フィルムとしての容器フィルム3と、ポケット部2を塞ぐようにして容器フィルム3に取着されたカバーフィルムとしての密封用フィルム4とを有している。容器フィルム3は、例えば、PP(ポリプロピレン)やPVC(ポリ塩化ビニル)等の比較的硬質で所定の剛性を有する熱可塑性樹脂材料によって構成され、光透過性を有している(ここでは、透明を呈している。)。密封用フィルム4は、アルミニウムによって構成されている。
【0043】
また、各ポケット部2には被充填物としての錠剤5が1つずつ収容されている。PTPシート1の容器フィルム3には、例えば2つのポケット部2が含まれたペア小片に切り離すことができるように複数の横スリット6が形成されている(もちろん縦スリットが形成されていてもよいし、スリットを省略してもよい)。
【0044】
さらに、PTPシート1には、ポケット部2等の非取着部分を除いた取着領域全体において、密封用フィルム4側に微小なへこみによる模様が形成されている。前記へこみは、容器フィルム3と密封用フィルム4とが強固にシールされた部分であり、へこみが所定の格子模様として表れている。該模様は、本実施形態では、図2(d)に示すように、シール線7から構成されており、シール線7により同一形状の複数の平行四辺形部が繰り返し形成されている。なお、本実施形態では、平行四辺形部として、正方形状をなすこととしているが、長方形、菱形であってもよいし、任意の平行四辺形であってもよい。
【0045】
さて、本実施形態では、前記密封用フィルム4のポケット部2とは反対側の面(すなわち、PTPシート1の裏面側)には、所定の1区切り単位毎(本実施形態ではペア小片毎)に、少なくとも錠剤5に関する情報を包含してなる1次元コードとしてのバーコードからなるコード部8が付されている。本実施形態におけるコード部8は、少なくともシール線7にかかるようにして付されている。コード部8に含まれる情報としては、錠剤5の固有情報と、錠剤5の製造に伴う変動情報とに大別される。錠剤5の固有情報の例としては、製薬会社名、錠剤(医薬品)名、型式、有効成分等が挙げられる。錠剤5の製造に伴う変動情報の例としては、工場、ライン番号、製造日、ロット番号、有効期限等が挙げられる。本実施形態では、当該コード部8の付され方にも特徴があるのであるが、この点については後述することとし、まずは次に、上記PTPシート1を製造するための製造装置(PTP包装機(ブリスタ包装機)10の構成について説明することとする。
【0046】
図1に示すように、PTP包装機10の最上流側では、帯状の容器フィルム3がロール状に巻回されている。ロール状に巻回された容器フィルム3は、間欠的に搬送されるようになっており、容器フィルム3の搬送経路に沿って、加熱手段12とポケット成形手段13とが順に並設されている。これら加熱手段12及びポケット成形手段13によってポケット部形成装置14が構成されている。そして、加熱装置12によって包装用フィルム7が部分的に加熱され、該容器フィルム3が比較的柔軟になった状態において、ポケット成形手段13によって容器フィルム3にポケット部2が成形される。なお、このポケット部2の成形は、容器フィルム3の搬送動作間のインターバルの際に行われる。
【0047】
ポケット部2が形成された容器フィルム3の移送経路に沿って、ポケット部2に錠剤5を自動的に充填する充填装置16、外観検査装置17、シール手段18が配設されている。充填装置16は、所定間隔毎にシャッタを開くことで錠剤5を落下させるものであり、このシャッタ開放動作に伴って各ポケット部2に錠剤5が投入される。
【0048】
外観検査装置17は、錠剤5が各ポケット部2に確実に充填されているか否か、また錠剤5の欠け、ひび等の外観異常の有無、異物混入の有無等の検査を行うためのものである。該外観検査装置17は、ポケット部2の開口側からの検査を行う。
【0049】
一方、帯状に形成された密封用フィルム4は、最上流側においてロール状に巻回されている。ロール状に巻回された密封用フィルム4の引出し端は、シール手段18の方へと案内されている。シール手段18は、フィルム受けロール19と加熱ロール20とを備えており、フィルム受けロール19に加熱ロール20が圧接可能に構成されている。そして、両ロール19,20間に容器フィルム3及び密封用フィルム4が送り込まれるようになっており、容器フィルム3及び密封用フィルム4が、両ロール19,20間を加熱圧接状態で通過することで、容器フィルム3に密封用フィルム4が貼着され、これにより、錠剤5が各ポケット部2に充填された帯状のブリスタフィルムとしてのPTPフィルム21が製造される。このとき、加熱ロール20の表面には、シール用の網目状の凸条が形成されており、これが強く圧接することで、強固なシールが実現されるようになっている。
【0050】
上述したように、本実施形態では、密封用フィルム4のポケット部2とは反対側の面に、バーコードからなるコード部8が付されている。本実施形態では、ロール状に巻回された密封用フィルム4として、予めコード部8が所定間隔毎に印刷されているものを用いているが、当該PTP包装機10内に印刷手段を設け、貼着の直前に印刷を施すこととしてもよい。
【0051】
上記のとおり、ペア小片毎にコード部8が付されるように、本実施形態では位置調整機構22がシール手段18の上流側に設けられている。位置調整機構22は、例えば付されたコード部8を読取検出するための検出手段と、速度調節可能な複数のロール(いずれも図示略)とを備えている。そして、位置調整機構22においては、検出手段にてコード部8の位置ずれを検出可能とするとともに、位置ずれ量が所定量以上となったときに、そのずれを解消するべく少し密封用フィルム4を伸張するべくロールの速度を変更させることが行われる(例えば特開昭58−30909号公報に例示するが如くである)。これにより、適正な箇所にコード部8が位置した状態で、密封用フィルム4が貼着されることとなる。
【0052】
前記シール手段18の下流には、ポケット部2側から錠剤5等の異常を検出するための外観検査装置23が設けられている。尚、外観検査装置17,23によって不良品判定された場合、図示しない不良シート排出機構に不良品信号が送られ、その不良品判定となったPTPシートは、不良シート排出機構によって別途排出され、図示しない不良品ホッパに移送されるようになっている。
【0053】
外観検査装置23の下流ではPTPフィルム21移送経路に沿って、スリット成形装置24及びシート打抜装置26が順に配設されている。スリット成形装置24は、PTPフィルム21の所定位置に前記横スリット6を形成する機能を有する。シート打抜装置26は、PTPフィルム21をPTPシート1単位に打抜く機能を有する。前記シート打抜装置26の下流側には、シート打抜装置26から落下する端材27を貯留するためのスクラップ用ホッパ28が設けられている。また、シート打抜装置26の下側には、打抜かれたPTPシート5を移送するためのコンベア29が設けられており、該PTPシート5は完成品用ホッパ30に移送されるようになっている。
【0054】
さて、PTP包装機10の概略は以上のとおりであるが、以下においては図3〜5に基づき、コード部8及びシール線7の詳細についてより具体的に説明する。コード部として、白色の平坦面に黒色のバーコードが付されているような場合には、市販のコードリーダ(読取装置)で特に問題なく読み取ることができるが、本実施形態のようにコード部8がシール線7にまでかかっている場合、シール線7が読取装置(コードリーダ)に誤信号を与えてしまい、読取りに支障を来してしまうことが懸念される。この点、本実施形態では、そのような支障がないようにシール線7とコード部8との関係において種々の工夫がなされている。
【0055】
まず、図3において、シール線7のうち、右上がりの一方の辺(線)を第1の辺31と称し、右下がりの他方の辺(線)を第2の辺32と称することとする。そして、第1の辺31の幅を「a」とするとともに、第2の辺32の幅を「b」とする。また、コード部(バーコード)8のうち、その読取方向に沿って最も幅狭のコード8aの幅を「d1」とし、次に幅狭のコード部8bの幅を「d11」とする。尚、読取方向は図の左右方向、つまり、各コードに直交する方向である。さらに、前記第1の辺31と前記読取方向とのなす角度を「α」とするとともに、前記第2の辺32と前記読取方向とのなす角度を「β」とする。
【0056】
この場合において、例えば図中Q1に沿って読み取った場合、丁度第2の辺32と最も幅狭なコード8aと第1の辺31とが隙間無く、連続して読み取られることとなる。ここで、第1の辺31及び第2の辺32は、いずれも非シール部分よりも暗いため、これらがコード部8と同様に暗く読み取られるおそれがあり、この場合、読み取られる暗い部位の距離が「B+d1+A」となるケースが想定される。この場合でも、読取装置では当該コードが最も幅狭なコード8aであると認識する必要がある。つまり、次に幅狭なコード8bであると誤認識するのを防止する必要がある。そのために、本実施形態では、もしも上記のように読み取られたとしても、それが2番目に幅狭なコード8bでないと認定するために、2番目に幅狭なコード8bの幅「d11」が、前記距離「B+d1+A」よりも大きくなるように設定されている。
【0057】
つまり、
d11>A+B+d1
となるよう設定されている。ここで、A=a/sinαで表され、B=b/sinβで表されるため、上記式は、次式(ア)で表される。
d11>a/sinα+b/sinβ+d1・・・(ア)
次に、例えば図中Q2に沿って読み取った場合、第1の辺31と第2の辺32とが隙間無く、連続して読み取られることとなる。ここで、上記のとおり第1の辺31及び第2の辺32は、いずれも非シール部分よりも暗いため、読み取られる暗い部位の距離が「A+B」となるケースが想定される。この場合において、読取装置では暗い部位を最も幅狭なコード8aであると誤認識するのを防止する必要がある。そのために、本実施形態では、もしも上記のように読み取られたとしても、それが最も幅狭なコード8aでないと認定するために、最も幅狭なコード8aの幅「d1」が、前記距離「A+B」よりも大きくなるように設定されている。
【0058】
つまり、
d1>A+B
となるよう設定されている。ここで、A=a/sinαで表され、B=b/sinβで表されるため、上記式は、次式(イ)で表される。
d1>a/sinα+b/sinβ ・・・(イ)
続いて、例えば図4に示すように、図中Q3に沿って読み取った場合、第1の辺31と最も幅狭なコード8aと隣りあう第1の辺31とが隙間無く、連続して読み取られることとなる。ここで、上記のとおり第1の辺31は、非シール部分よりも暗いため、読み取られる暗い部位の距離が「A+d1+A」となるケースが想定される。この場合でも、読取装置では当該コードが最も幅狭なコード8aであると認識する必要がある。つまり、2番目に幅狭なコード8bであると誤認識するのを防止する必要がある。そのために、本実施形態では、もしも上記のように読み取られたとしても、それが2番目に幅狭なコード8bでないと認定するために、2番目に幅狭なコード8bの幅「d11」が、前記距離「A+d1+A」よりも大きくなるように設定されている。
【0059】
つまり、
d11>2A+d1
となるよう設定されている。ここで、A=a/sinαで表されるため、上記式は、次式(ウ)で表される。
d11>2a/sinα+d1・・・(ウ)
図示はしないが、同様の考え方から、第2の辺32と最も幅狭なコード8aと隣りあう第2の辺32とが隙間無く、連続して読み取られるケースも想定される。ここで、上記のとおり第2の辺32も、非シール部分よりも暗いため、読み取られる暗い部位の距離が「B+d1+B」となるケースが想定される。この場合でも、読取装置では当該コードが最も幅狭なコード8aであると認識する必要がある。つまり、2番目に幅狭なコード8bであると誤認識するのを防止する必要がある。そのために、本実施形態では、もしも上記のように読み取られたとしても、それが2番目に幅狭なコード8bでないと認定するために、2番目に幅狭なコード8bの幅「d11」が、前記距離「B+d1+B」よりも大きくなるように設定されている。
【0060】
つまり、
d11>2B+d1
となるよう設定されている。ここで、B=b/sinβで表されるため、上記式は、次式(エ)で表される。
d11>2b/sinβ+d1・・・(エ)
次に、例えば図5に示すように、図中Q4に沿って読み取った場合、第1の辺31と、第2の辺32と、最も幅狭なコード8aと、隣りあう第1の辺31と、隣り合う第2の辺32とが隙間無く、連続して読み取られることとなる。ここで、上記のとおり第1、第2の辺31,32は、非シール部分よりも暗いため、読み取られる暗い部位の距離が「A+B+d1+A+B」となるケースが想定される。この場合でも、読取装置では当該コードが最も幅狭なコード8aであると認識する必要がある。つまり、2番目に幅狭なコード8bであると誤認識するのを防止する必要がある。そのために、本実施形態では、もしも上記のように読み取られたとしても、それが2番目に幅狭なコード8bでないと認定するために、2番目に幅狭なコード8bの幅「d11」が、前記距離「A+B+d1+A+B」よりも大きくなるように設定されている。
【0061】
つまり、
d11>2A+2B+d1
となるよう設定されている。ここで、A=a/sinα、B=b/sinβで表されるため、上記式は、次式(オ)で表される。
d11>2a/sinα+2b/sinβ+d1・・・(オ)
尚、式(オ)が満たされれば必然的に前記式(ア),(ウ),(エ)も満たされることとなる。
【0062】
また、前記幅「d1」「d11」として、できるだけフレキシビリティ(融通性)をもたせようとすると、A+B、すなわち、a/sinα+b/sinβができるだけ小さい値であるほうが望ましい。ここで、a/sinα+b/sinβが最小になるのは、α=βのときであるので、前記読み取り方向Qがα=βを満たすよう、シール線7とコード部8の関係を設定するのがより好ましい。
【0063】
次に、上記のように構成されてなる本実施形態の作用効果について説明する。
【0064】
上記のとおり、本実施形態では、PTPシート1のうち、密封用フィルム4のポケット部2とは反対側の面に、ペア小片毎に、少なくとも錠剤5に関する情報を包含してなるバーコードからなるコード部8が付される。このため、薬局や病院等において、錠剤5に関する情報を確認するというニーズに応えることができる。特に、情報がコード化されているため、文字等が印刷される場合に比べ、はるかに有用かつ多量の情報をコード部に含ませることができる。また、錠剤に直接バーコード等が付される技術と比較して、フィルムを介することなく直接読取装置で読取られることとなるため、より簡易な読取装置でもって、より正確な読取りを実現できる。しかも、読取りに際して、錠剤5の形状や姿勢に左右されない。その上、平坦な密封用フィルム4に事前に印刷等を施すことでコード部8を比較的容易に付与できるため、前記コード部8を付与する上で困難性を伴うこともない。
【0065】
また、基本的にはポケット部2に対応する部位のみが円形状又は長円形状の非シール部分となるが、そこにコード部を付そうとしても、面積的にも小さく、事実上の付与は困難となり、また、読取りにも支障を来すことになる。この点、本実施形態によれば、コード部8が、少なくともシール線7にかかるようにして付されている。従って、コード部8を付与するに際し、面積等をさほど気にせずとも付すことができるという点でメリットは大きい。
【0066】
また一方で、シール線7の存在により、シール線7とコード部8とがともに暗く読み取られることも懸念されるところであるが、上述のとおり、各式(ア)(イ)(ウ)(エ)(オ)を満たすようにシール線7とコード部8の関係を設定することとしている。その結果、コード8a,8bを誤って認識してしまうという不具合をより確実に防止することができ、正確な読取りを実現することができる。
【0067】
(第2実施形態)
以下、第2実施形態について説明する。本第2実施形態においては、上記第1実施形態と同様のPTP包装機が用いられた上で、PTPシートが製造される。本実施形態におけるPTPシートにおいても、上記実施形態と同様、密封用フィルムのポケット部とは反対側の面に、錠剤に関する情報を包含してなるバーコードからなるコード部が、少なくともシール線にかかるようにして付されている。また特に、本実施形態における特徴点について言及すると、図6に示すように、密封用フィルム4側の面において、所定の平行四辺形単位で周期的に繰返すシール線7のピッチPC(上述した手段5の「網目模様のピッチ」に相当)が、コード部8のうち、その読取方向に沿って最も幅狭のコード8aの幅d1よりも小さく設定されている。
【0068】
ここで、一般に、パルス波形Sというのは、フーリエ級数展開により、sin波の合成として表すことができる。すなわち、オフセットを省略して単純化すると、パルス波形Sは次式(カ)で表すことができる。
S=2/p[sin(ωt)+{sin(3ωt)}/3+{sin(5ωt) }/5+…]…(カ )
つまり、パルス波形Sは、基本波sin(ωt)と、その高調波{sin(3ωt)}/3、{sin(5ωt)/5}、・・・が重ね合わされたものと同じである。
【0069】
ここで、シール線7を読み取った信号波形に当てはめると、その周波数成分はシール線7のピッチPCに依存するし、コード部8を読み取った信号波形に当てはめると、その周波数成分はコードのピッチに依存する。そして、本実施形態では、シール線7のピッチPCが、コード部8のうち、その読取方向に沿って最も幅狭のコード8aの幅d1よりも小さく構成されているのである。
【0070】
このため、読取装置で読取ったときのシール線7により生じる信号の周波数成分のほとんどが、コード部8により生じる信号の周波数成分よりも高くなる。従って、適正なフィルター処理を施すことにより、シール線7により生じる信号の周波数成分を効果的に除去することができる。換言すれば、読取りに際し、シール線7による信号(ノイズ)のみをカットし、コード部8の信号のみを積極的に認識することができる。結果として、読取装置でコード部8を読取る際に、シール線7が読取りに及ぼす悪影響を効果的に抑制でき、より正確な認識を実現することができる。
【0071】
勿論、本実施形態の構成と、上記第1実施形態の構成とを組み合わせた構成を採用しても何ら差し支えない。
【0072】
(第3実施形態)
以下、第3実施形態について図7を参照しつつ説明する。本第3実施形態においても、上記第1実施形態と同様のPTP包装機が用いられた上で、PTPシートが製造される。但し、本実施形態においては、コード部が、少なくともシール線にかからないように付されているという点において、上記第1、第2実施形態と大きく相違する。
【0073】
すなわち、図7(a),(b)に示すように、本実施形態におけるPTPシート41は、複数のポケット部42を備えた包装用フィルムとしての容器フィルム43と、ポケット部42を塞ぐようにして容器フィルム43に取着されたカバーフィルムとしての密封用フィルム44とを有している。また、各ポケット部42には図示しない錠剤が1つずつ収容されている。
【0074】
さらに、PTPシート41には、ポケット部42及びその周縁の非取着部分を除いた取着領域全体において、密封用フィルム44側に微小なへこみによる模様が形成されている。前記へこみは、容器フィルム43と密封用フィルム44とが強固にシールされた部分であり、へこみが所定の格子模様、すなわち、シール線45として表れている。但し、上記第1実施形態では、シール線7はポケット部2以外の全領域に形成されていた(つまり、ポケット部2以外の全領域がシール部であり、ポケット部2に対応する部位のみが非シール部であった)のに対し、本実施形態では、前記密封用フィルム44のうち、各ポケット部42に対応する非シール部46が、ポケット部42の外接矩形とほぼ一致している。換言すれば、非シール部46は、ポケット部42よりも一回り大きい矩形状をなしている。本実施形態では、かかる矩形状の非シール部46を形成するべく、シール手段のうち、加熱ロールの表面には、シール用の網目状の凸条の存在しない矩形状の領域が存在している。
【0075】
さらに、図7(b)に示すように、非シール部46には、各ポケット部42毎に、少なくとも錠剤に関する情報を包含してなる1次元コードとしてのバーコードからなるコード部47が付されている。本実施形態において、各コード部47も、矩形状をなしている。そして、各コード部47の縦横辺が、前記非シール部46の縦横辺とそれぞれ平行になるように、かつ、非シール部46の領域内に各コード部47が収容されるように付されている。
【0076】
このような構成を有する本実施形態によれば、コード部47が、非シール部46の領域内に収容されるように付されている。つまり、コード部47がシール線45に及んでいない。そのため、シール線45とコード部47とがともに暗く読み取られることで、誤ってコードを認識してしまうことがなく、正確な読取りを実現できる。
【0077】
一方で、一般に円形状、長円形状をなす各ポケット部に対応する非シール部は、コード部を付す上で比較的領域が狭い。この点、本実施形態では、密封用フィルム44のうち、各ポケット部42に対応する非シール部46がポケット部42よりも一回り大きな略矩形状をなしており、しかもコード部47の縦横辺が、非シール部46の縦横辺にそれぞれ平行となるように、領域内に付されている。そのため、非シール部46とした領域に対するコード部47の付与効率を非常に高めることができる。つまり、一般的には狭いとされていたポケット部42に対応する部位ではあるが、本実施形態のように略矩形状の非シール部46とすることで、効率よくコード部を付与することができる。従って、コード部47を極端に小さくせずとも余裕をもって付与することができ、結果的に、付与に困難を伴うことなく、より正確な読取りを実現することができる。
【0078】
また、本実施形態では、非シール部46がポケット部42の外接矩形領域とほぼ一致するように設定されている。このため、上述した作用効果を奏しつつ、非シール部46の領域があまりに広すぎる場合に生じうる密封用フィルム44の破れ、剥離といった不具合を抑制しやすいというメリットがある。
【0079】
尚、この例では、非シール部46が、ポケット部42の外接矩形領域と一致するように設定しているが、それよりも大きい領域としても差し支えない。
【0080】
以上説明した実施形態において、例えば、次のように構成の一部を適宜変更して実施することも可能である。勿論、以下において例示しない他の変更例も当然可能である。
【0081】
(a)上記各実施形態では、コード部8,47として一次元コード、つまりバーコードを採用しているが、コード部を二次元コードにより構成してもよい。二次元コードとしては、例えば、QR(クイックレスポンス)コード等が好適に採用される。また、他の二次元コードとしては、DataMatrix、MaxiCode等、QRコードと同様のマトリックス方式によるものの外、PDF417等のスタックドバーコード方式によるもの等が挙げられる。
【0082】
(b)上記第1実施形態では、所定の1区切り単位としてペア小片毎に、また第3実施形態では所定の1区切り単位として各ポケット部42毎に、コード部8,47を付すこととしているが、複数個のペア小片毎でもよいし、PTPシート毎でもよい。
【0083】
(c)勿論、錠剤という概念には、カプセル錠や丸薬等も含まれる。
【0084】
(d)上記実施形態ではシール線7,45によって、平行四辺形部が形成されているが、三角形状の網目模様が形成されている場合にも場合によっては適用可能である。また、上記実施形態では、密封用フィルム4,44に連続したライン状のシール線7,45が形成されるようになっているが、必ずしも連続したライン状に限定されるわけではなく、所定の平行四辺形単位で同一の模様が規則正しく繰り返されるようなシールであればよい。例えば、規則正しく配列されたドット状の点シールでもよい。この場合、点シールを結んで形成される平行四辺形単位に対応してシール線を考慮すればよい。
【図面の簡単な説明】
【0085】
【図1】第1実施形態におけるPTP包装機の概略構成図である。
【図2】(a)はPTPシートの表側を示す斜視図であり、(b)はPTPシートの裏側を示す斜視図であり、(c)はPTPシートを示す部分拡大断面図であり、(d)はPTPシートの一部を密封用フィルム側から見た場合の部分平面図である。
【図3】密封用フィルム側から見たシール線及びコード部の関係を模式的に説明するための部分拡大図である。
【図4】密封用フィルム側から見たシール線及びコード部の関係を模式的に説明するための部分拡大図である。
【図5】密封用フィルム側から見たシール線及びコード部の関係を模式的に説明するための部分拡大図である。
【図6】第2実施形態を説明する図であって、密封用フィルム側から見たシール線及びコード部の関係を模式的に説明するための部分拡大図である。
【図7】第3実施形態を説明する図であって、(a)はPTPシートの表側を示す部分平面図であり、(b)はPTPシートの裏側を示す部分背面図である。
【符号の説明】
【0086】
1,41…PTPシート、2,42…ポケット部、3,43…包装用フィルムとしての容器フィルム、4,44…カバーフィルムとしての密封用フィルム、5…錠剤、7,45…網目模様を構成するシール線、8,47…コード部、10…PTP包装機、PC…ピッチ。
【特許請求の範囲】
【請求項1】
包装用フィルムに形成されたポケット部に錠剤が収容され、前記ポケット部を塞ぐようにカバーフィルムがシール状態で取着されてなるPTPシートにおいて、
前記カバーフィルムの前記ポケット部とは反対側の面には、所定の1区切り単位毎に、少なくとも前記錠剤に関する情報を包含してなる1次元コード又は2次元コードからなるコード部を付したことを特徴とするPTPシート。
【請求項2】
前記カバーフィルムは、主たるシール部分が所定の平行四辺形単位で周期的に繰返す網目模様を形成するように取着されており、前記コード部は、少なくとも前記網目模様にかかるようにして付されていることを特徴とする請求項1に記載のPTPシート。
【請求項3】
前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(1)を満たすことを特徴とする請求項2に記載のPTPシート。
d1>a/sinα+b/sinβ ・・・(1)
【請求項4】
前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とするとともに、前記幅d1のコードの次に幅狭のコードの幅をd11とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(2)を満たすことを特徴とする請求項2又は3に記載のPTPシート。
d11>2a/sinα+2b/sinβ+d1 ・・・(2)
【請求項5】
前記所定の平行四辺形単位で周期的に繰返す網目模様のピッチを、前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅よりも小さくしたことを特徴とする請求項2乃至4のいずれかに記載のPTPシート。
【請求項6】
前記カバーフィルムは、主たるシール部分が所定の平行四辺形単位で周期的に繰返す網目模様を形成するように取着されているとともに、前記カバーフィルムのうち、前記各ポケット部に対応する非シール部の形状が略矩形状をなし、
前記コード部が、前記非シール部の一辺に平行となるように、かつ、前記非シール部の領域内に収容されるように付されていることを特徴とする請求項1に記載のPTPシート。
【請求項7】
前記非シール部の領域が、前記ポケット部の外接矩形領域とほぼ一致するように設定されていることを特徴とする請求項6に記載のPTPシート。
【請求項8】
ポケット部に錠剤の収容された包装用フィルムに対し、前記ポケット部を塞ぐように、カバーフィルムをシール状態で取着するためのシール手段を備えてなるPTPシートの製造装置において、
前記シール手段は、前記カバーフィルムの前記ポケット部とは反対側の面に、所定の1区切り単位毎に、少なくとも前記錠剤に関する情報を包含してなる1次元コード又は2次元コードからなるコード部を付した状態で、前記カバーフィルムを取着可能に構成されていることを特徴とするPTPシートの製造装置。
【請求項9】
前記シール手段は、主たるシール部分として所定の平行四辺形単位で周期的に繰返す網目模様が形成されるよう前記カバーフィルムが取着されるように構成されており、前記コード部にも、前記網目模様が形成されるよう構成されていることを特徴とする請求項8に記載のPTPシートの製造装置。
【請求項10】
前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(3)を満たすよう前記シール手段を構成したことを特徴とする請求項9に記載のPTPシートの製造装置。
d1>a/sinα+b/sinβ ・・・(3)
【請求項11】
前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とするとともに、前記幅d1のコードの次に幅狭のコードの幅をd11とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(4)を満たすよう前記シール手段を構成したことを特徴とする請求項9又は10に記載のPTPシートの製造装置。
d11>2a/sinα+2b/sinβ+d1 ・・・(4)
【請求項12】
前記所定の平行四辺形単位で周期的に繰返す網目模様のピッチが、前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅よりも小さくなるよう前記シール手段を構成したことを特徴とする請求項9乃至11のいずれかに記載のPTPシートの製造装置。
【請求項13】
前記シール手段は、主たるシール部分として所定の平行四辺形単位で周期的に繰返す網目模様を形成するように、かつ、前記カバーフィルムのうち、前記各ポケット部に対応する非シール部の形状が略矩形状をなすよう、前記カバーフィルムを取着可能に構成され、
さらに、前記コード部が、前記非シール部の一辺に平行となるように、かつ、前記非シール部の領域内に収容されるように位置調整可能に構成されていることを特徴とする請求項8に記載のPTPシートの製造装置。
【請求項14】
前記非シール部の領域が、前記ポケット部の外接矩形領域とほぼ一致するように設定されていることを特徴とする請求項13に記載のPTPシートの製造装置。
【請求項1】
包装用フィルムに形成されたポケット部に錠剤が収容され、前記ポケット部を塞ぐようにカバーフィルムがシール状態で取着されてなるPTPシートにおいて、
前記カバーフィルムの前記ポケット部とは反対側の面には、所定の1区切り単位毎に、少なくとも前記錠剤に関する情報を包含してなる1次元コード又は2次元コードからなるコード部を付したことを特徴とするPTPシート。
【請求項2】
前記カバーフィルムは、主たるシール部分が所定の平行四辺形単位で周期的に繰返す網目模様を形成するように取着されており、前記コード部は、少なくとも前記網目模様にかかるようにして付されていることを特徴とする請求項1に記載のPTPシート。
【請求項3】
前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(1)を満たすことを特徴とする請求項2に記載のPTPシート。
d1>a/sinα+b/sinβ ・・・(1)
【請求項4】
前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とするとともに、前記幅d1のコードの次に幅狭のコードの幅をd11とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(2)を満たすことを特徴とする請求項2又は3に記載のPTPシート。
d11>2a/sinα+2b/sinβ+d1 ・・・(2)
【請求項5】
前記所定の平行四辺形単位で周期的に繰返す網目模様のピッチを、前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅よりも小さくしたことを特徴とする請求項2乃至4のいずれかに記載のPTPシート。
【請求項6】
前記カバーフィルムは、主たるシール部分が所定の平行四辺形単位で周期的に繰返す網目模様を形成するように取着されているとともに、前記カバーフィルムのうち、前記各ポケット部に対応する非シール部の形状が略矩形状をなし、
前記コード部が、前記非シール部の一辺に平行となるように、かつ、前記非シール部の領域内に収容されるように付されていることを特徴とする請求項1に記載のPTPシート。
【請求項7】
前記非シール部の領域が、前記ポケット部の外接矩形領域とほぼ一致するように設定されていることを特徴とする請求項6に記載のPTPシート。
【請求項8】
ポケット部に錠剤の収容された包装用フィルムに対し、前記ポケット部を塞ぐように、カバーフィルムをシール状態で取着するためのシール手段を備えてなるPTPシートの製造装置において、
前記シール手段は、前記カバーフィルムの前記ポケット部とは反対側の面に、所定の1区切り単位毎に、少なくとも前記錠剤に関する情報を包含してなる1次元コード又は2次元コードからなるコード部を付した状態で、前記カバーフィルムを取着可能に構成されていることを特徴とするPTPシートの製造装置。
【請求項9】
前記シール手段は、主たるシール部分として所定の平行四辺形単位で周期的に繰返す網目模様が形成されるよう前記カバーフィルムが取着されるように構成されており、前記コード部にも、前記網目模様が形成されるよう構成されていることを特徴とする請求項8に記載のPTPシートの製造装置。
【請求項10】
前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(3)を満たすよう前記シール手段を構成したことを特徴とする請求項9に記載のPTPシートの製造装置。
d1>a/sinα+b/sinβ ・・・(3)
【請求項11】
前記網目模様の一方の辺の幅をaとするとともに、他方の辺の幅をbとし、かつ、
前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅をd1とするとともに、前記幅d1のコードの次に幅狭のコードの幅をd11とし、
さらに、前記一方の辺と前記読取方向とのなす角度をαとするとともに、前記他方の辺と前記読取方向とのなす角度をβとしたとき、
下記式(4)を満たすよう前記シール手段を構成したことを特徴とする請求項9又は10に記載のPTPシートの製造装置。
d11>2a/sinα+2b/sinβ+d1 ・・・(4)
【請求項12】
前記所定の平行四辺形単位で周期的に繰返す網目模様のピッチが、前記コード部のうち、その読取方向に沿って最も幅狭のコードの幅よりも小さくなるよう前記シール手段を構成したことを特徴とする請求項9乃至11のいずれかに記載のPTPシートの製造装置。
【請求項13】
前記シール手段は、主たるシール部分として所定の平行四辺形単位で周期的に繰返す網目模様を形成するように、かつ、前記カバーフィルムのうち、前記各ポケット部に対応する非シール部の形状が略矩形状をなすよう、前記カバーフィルムを取着可能に構成され、
さらに、前記コード部が、前記非シール部の一辺に平行となるように、かつ、前記非シール部の領域内に収容されるように位置調整可能に構成されていることを特徴とする請求項8に記載のPTPシートの製造装置。
【請求項14】
前記非シール部の領域が、前記ポケット部の外接矩形領域とほぼ一致するように設定されていることを特徴とする請求項13に記載のPTPシートの製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−206070(P2006−206070A)
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願番号】特願2005−17956(P2005−17956)
【出願日】平成17年1月26日(2005.1.26)
【出願人】(000106760)シーケーディ株式会社 (627)
【出願人】(000000217)エーザイ株式会社 (102)
【Fターム(参考)】
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願日】平成17年1月26日(2005.1.26)
【出願人】(000106760)シーケーディ株式会社 (627)
【出願人】(000000217)エーザイ株式会社 (102)
【Fターム(参考)】
[ Back to top ]