
TIG溶接におけるアークスタート方法
【課題】 本発明は、タッチスタート方式における、アーク発生時の電極の消耗、及び電極溶着の防止を実現する。
【解決手段】 溶接トーチを被溶接物に接触させ引き離し時にアークを発生させるアークスタート方法において、電極先端と被溶接物との間に短絡検出用電源から印加した微少電流によって接触を検知し、この接触検知後に補助電源の出力の供給を開始して、アーク発生に必要な小さな電流を通電させ、通電状態で電極先端を被溶接物から引き離すことによってアーク起動を行いアーク発生検出によって、溶接電源の出力の供給を開始するTIG溶接におけるアークスタート方法。
【解決手段】 溶接トーチを被溶接物に接触させ引き離し時にアークを発生させるアークスタート方法において、電極先端と被溶接物との間に短絡検出用電源から印加した微少電流によって接触を検知し、この接触検知後に補助電源の出力の供給を開始して、アーク発生に必要な小さな電流を通電させ、通電状態で電極先端を被溶接物から引き離すことによってアーク起動を行いアーク発生検出によって、溶接電源の出力の供給を開始するTIG溶接におけるアークスタート方法。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、TIG溶接におけるアークスタート方法に関するもので、特に溶接トーチの電極先端を被溶接物に接触させて引き離すことによってアーク発生を行うタッチスタート方式のアークスタート方法の改良に関するものである。
【0002】
【従来の技術】TIG溶接におけるアークスタート方法としては、一般に溶接トーチの非消耗性電極(以下、電極と称す)と被溶接物の間に数千ボルトの高周波電圧を重畳印加してアーク発生を行う高周波スタート方式が用いられている。ところで近年、溶接装置を自動制御する目的で、中央演算処理回路(CPU)をはじめとする各種の電子回路が用いられるようになってきているが、これら電子部品は周知の通り電磁的ノイズに弱く、特に高周波を用いるアークスタート方法においては、この高周波に起因して生ずるノイズに対して対ノイズフィルタを用いるなどの特別の対策を施す必要があり、溶接の自動化に大きな妨げとなっていた。
【0003】一方、電極と被溶接物との間に溶接電源の無負荷電圧を印加した状態で電極先端を被溶接物表面に接触、短絡させ引き離すことによってアークを発生させるタッチスタート方式のアークスタート方法も公知である。
【0004】また、例えば特開昭53―95155号公報、特開昭55―54271号公報に記載されているように、アークを発生させる比較的小さな電流に制御した溶接電源の出力を電極と被溶接物との短絡状態において供給しておき、この状態から短絡を解除する、つまり電極を被溶接物から引き離すことによってアークを発生する方法も公知である。この方法は電極が被溶接物から引き離される際に、両者間の接触抵抗が大となって局部的な溶融、蒸発が生じ、この部分から熱電子放出が生ずるのを利用したアークスタート方法である。
【0005】
【発明が解決しようとする課題】これらのタッチスタート方式のうち、前者のタッチスタート方式においては、短絡時に生ずる過大な電流により電極先端が溶融、変形してしまい、電極の寿命を著しく縮めたり、時には溶接の続行が不可能になる等の問題が生じている。また、後者のタッチスタート方式においては、電極及び被溶接物の局部的な溶融、蒸発を利用してアークスタートを行っているのでアーク発生のメカニズムからして電極の損傷を避けることは不可能である。また、電極が被溶接物に短絡したことを検出する方法として、溶接電源から供給される溶接電流を利用するために、利用し得る電流値に下限があり短絡検出には10〜20A、被溶接物から電極を引き離してアークを発生させる時には50〜80Aの電流値が使用され、それぞれジュール熱による電極の損傷が生じることになる。
【0006】このように高周波スタート方法に対して、タッチスタート方式でアークを発生させれば、ノイズの発生及び電波障害の問題は解決できるものの、このアークスタート方法の特有の問題として、電極先端の損傷や消耗が著しい、電極先端が被溶接物に溶着することなどが上げられる。
【0007】
【課題を解決するための手段】そこで、本発明は上記の問題に鑑みなされたものでその主たる目的は、タッチスタート方式を改良してアーク発生時に伴う電極消耗の軽減及び電極溶着の防止を図ることにある。
【0008】本発明は、非消耗性電極が先端に設けられている溶接トーチを被溶接物に接触させ引き離すことによってアークを発生させるTIG溶接におけるアークスタート方法において、非消耗性電極と被溶接物との間に短絡検出用電源から印加した微少電流によって非消耗性電極が被溶接物に接触したことを検出し、非消耗性電極が被溶接物に接触したことを検出した後に溶接電源の無負荷電圧より高く短絡電流の小さい補助電源の出力を供給して、アーク発生に必要な短絡電流を通電し、短絡電流を通電した後に非消耗性電極を被溶接物から引き離すことによってアークを発生させ、アーク発生を検出した後の予め定めた所定時間の後に溶接電源の出力を供給するTIG溶接におけるアークスタート方法を提案したものである。
【0009】第2の発明は、前記溶接電源の出力を供給した後に、補助電源の出力の供給を停止する、請求項1に記載のTIG溶接におけるアークスタート方法を提案したものである。
【0010】第3の発明は、前記非消耗性電極を被溶接物から引き離したときにアーク発生に失敗したとき、補助電源及び溶接電源の出力の供給を停止する請求項1または請求項2のいずれかに記載のTIG溶接におけるアークスタート方法を提案したものである。
【0011】
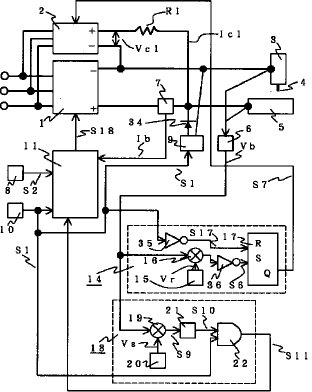
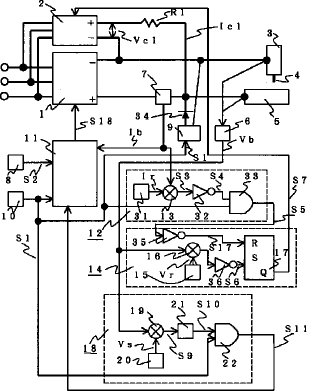
【発明の実施の形態】図1は本発明のアークスタート方法を実施する装置の例を示す接続図である。図1において、1は溶接電源であり垂下特性又は定電流特性の電源である。2は補助電源であり、3は溶接トーチであり、4は非消耗電極であり、5は被溶接物である。6は溶接電圧検出器であり、溶接電圧検出信号Vbを出力する。7は溶接電流検出器であり溶接電流検出信号Ibを出力制御回路11に入力する。8は出力設定器であり、溶接電流設定信号S2を出力する。9は短絡検出用電源であり、10は溶接開始スイッチであり溶接開始指令信号S1を出力する。11は出力制御回路であり、溶接電流検出信号Ibと出力設定器8の溶接電流設定信号S2とを比較し、その差信号の大きさに応じたパルス幅に変調する回路であり、出力制御回路11はパルス幅変調された出力信号S18を溶接電源1に供給する。
【0012】14は短絡検出回路であり、基準値設定器15、比較器16、R―Sフリップフロップ17、インバータゲート35およびインバータゲート36で構成されており、補助電源起動信号S7を出力する。18はアーク発生検出回路であり、比較器19、基準値設定器20、ディレー回路21、アンドゲート22で構成されており、出力制御信号S11を出力する。34は保護用ダイオードであり、R1は電流制限抵抗器であり、補助電源2の出力特性は電流制限抵抗器R1による垂下特性となる。
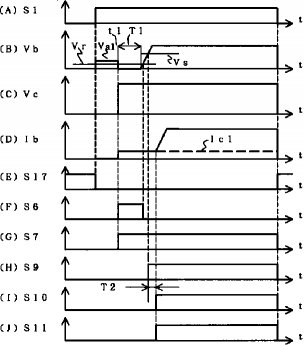
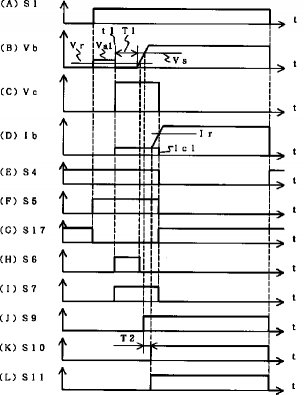
【0013】図2は、図1に示した装置におけるアークスタート時の出力電圧電流の変化を時間の経過とともに示した線図である。図2に於いて、(A)は溶接開始スイッチ10の溶接開始指令信号S1を示し、(B)は溶接電圧検出器6の溶接電圧検出信号Vbを示し、(c)は補助電源2の出力電圧Vcを示し、(D)は溶接電流検出器7の溶接電流検出信号Ibを示す。(E)はインバータゲート35の出力信号S17を示し、(F)はインバータゲート36の出力信号S6を示し、(G)はR―SフリップフロップのQ端子の出力信号S7を示す。(H)は比較器19の出力信号S9を示し、(I)はディレー回路21の出力信号S10を示し、(J)はアンドゲート22の出力信号S11を示す。
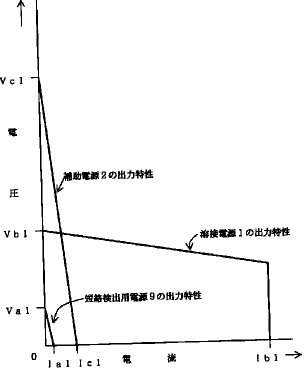
【0014】図3は、本発明の図1の出力特性を示す図である。同図に示すように、補助電源2の無負荷電圧Vc1は、溶接電源1の無負荷電圧Vb1よりも高く、補助電源2の短絡電流Ic1は、溶接電源1の短絡電流Ib1よりも小さい。また、短絡検出用電源9の無負荷電圧Va1と短絡電流Ia1の値は、前記溶接電源1及び補助電源2よりも小さい。
【0015】図1、図2及び図3に於いて、溶接開始スイッチ10を閉じると、溶接開始スイッチ10の溶接開始指令信号S1は、図2(A)に示すようにハイレベル(以下、Hで称する)になり、出力制御回路11、短絡検出用電源9、インバータゲート35およびアンドゲート22に入力する。 図2(A)に示す溶接開始指令信号S1が短絡検出用電源9に入力すると、短絡検出用電源9は動作を開始し非消耗性電極4(以下、電極と称す)と被溶接物5の間に、図3に示す短絡検出用電圧Va1を供給する。また、短絡検出用電圧Va1はアークを発生しない5V以下で、短絡電流Ia1は数mA以下が望ましい。
【0016】時刻t=t1に至って、電極4と被溶接物5とが接触すると、比較器16は基準値設定器15で予め設定された基準値Vrと溶接電圧検出信号Vbの値とを比較して、Vb≦Vrとなったとき接触したと判断して出力信号をLにしてインバータゲート36に入力する。インバータゲート36は入力信号を反転して、図2(F)に示す出力信号S6をR―Sフリップフロップ17のセット端子Sに入力する。R―Sフリップフロップ17のセット端子Sは、入力信号がHに立上がると同時に動作を開始しR―Sフリップフロップ17のQ端子はHになる。一方、リセット端子Rに図2(E)に示すインバータゲート35の出力信号S17が入力されると、入力信号S17の立上がりでR―Sフリップフロップ17はリセットされQ端子はLになり、図2(G)に示す補助電源起動信号S7がLになる。
【0017】図2(G)に示す補助電源起動信号S7が補助電源2に入力されると、補助電源2は動作を開始して入力信号S7がHの期間中、図3に示す出力電圧Vc1を出力する。また、補助電源2の短絡電流Ic1の値は、電流制限抵抗器R1の値で決定する。この場合、短絡電流Ic1の値が小さすぎるとアーク発生の失敗の原因となり、逆に大きすぎると電極が被溶接物に溶着することから、短絡電流Ic1の値は2A〜4Aが望ましい。
【0018】電極4と被溶接物5が短絡している状態(T1)から、電極4を被溶接物5から引き離すと小さなアークが発生し、このときの溶接電圧を溶接電圧検出器6で検出して、出力信号Vbを比較器19に入力する。比較器19は基準値設定器20で予め設定された基準値Vsと溶接電圧検出信号Vbの値とを比較して、Vb≧Vsとなったときアークが発生したと判断して出力信号S9をHにしてディレー回路21に入力する。ディレー回路21は入力信号S9の立上がりと同時に時限動作を開始し、予め定めた所定時間(T2)後に、図2(I)に示す出力信号S10を出力して、アンドゲート22に入力する。アンドゲート22は入力信号S10と溶接開始指令信号S1を入力とし、両入力信号がHのとき出力がH信号となり、図2(J)に示す出力信号S11を出力する。出力信号S11が出力制御回路11に入力されると、出力制御回路11は動作を開始し溶接電流検出信号Ibと溶接電流設定信号S2とを比較し、その差信号の大きさに応じたパルス幅に変調してその出力信号S18を溶接電源1に供給して溶接電流を出力設定器8の設定値に保つ。
【0019】予め定めた所定時間(T2)の値が小さいと電極4が被溶接物5から引き離すとき、電極4が被溶接物5に溶着する原因となり、逆に所定時間(T2)の値が大きいとアーク切れの原因となる。よって、所定時間(T2)の値としては、作業者の電極引き上げ時のバラッキを配慮して、1msec 〜5msec程度 が望ましい。
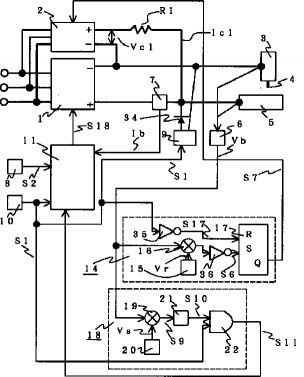
【0020】図4は本発明の請求項2のアークスタート方法を実施する装置の例を示す接続図である。同図は図1R>1に示した装置に溶接電流検出回路12を追加したものに相当し、溶接電流検出回路12は、比較器13、基準値設定器31、インバータゲート32およびアンドゲート33で構成されており、溶接電流検出信号S5を出力する。その他の構成部品は図1に示した実施例と同機能のものに同符号を付して詳細な説明は省略する。
【0021】図5は、図4に示した装置におけるアークスタート時の出力電圧電流の変化を時間の経過とともに示した線図である。図5に於いて、(A)は溶接開始スイッチ10の溶接開始指令信号S1を示し、(B)は溶接電圧検出器6の溶接電圧検出信号Vbを示し、(C)は補助電源2の出力電圧Vcを示し、(D)は溶接電流検出器7の溶接電流検出信号Ibを示す。(E)はインバータゲート32の出力信号S4を示し、(F)はアンドゲート33の出力信号S5を示し、(G)はインバータゲート35の出力信号S17を示す。(H)はインバータゲート36の出力信号S6を示し、(I)はR―SフリップフロップのQ端子の出力信号S7を示す。(J)は比較器19の出力信号S9を示し、(K)はディレー回路21の出力信号S10を示し、(L)はアンドゲート22の出力信号S11を示す。
【0022】図5(D)に示す溶接電流検出信号Ibが比較器13に入力されると、比較器13は基準値設定器31で予め設定された基準値Irと溶接電流検出信号Ibとを比較して、Ib≧Irとなったとき溶接電流が供給されていると判断して、出力信号S3をHにしてインバータゲート32に入力する。インバータゲート32は、入力信号S3を反転して、図5(E)に示す出力信号S4をアンドゲート33に入力する。
【0023】アンドゲート33は図5(E)に示すインバータゲート32の出力信号S4と図5(A)に示す溶接開始指令信号S1が入力され、アンドゲート33は両入力信号がHのとき出力がH信号となり、図5(F)に示す出力信号S5を出力して、インバータゲート35に入力する。インバータゲート35は入力信号S5を反転して、図5(G)に示す出力信号S17を出力してR―Sフリップフロップ17のリセット端子Rに入力する。
【0024】R―Sフリップフロップ17のリセット端子Rに、入力信号S17が入力されると、R―Sフリップフロップ17は入力信号S17がHに立上がると同時にリセットされQ端子はLとなり、図5(I)に示す出力信号S7がLになる。補助電源2は入力信号S7がLになると動作を直ちに停止して、短絡電流Ic1の通電を停止する。その他の動作は図1の装置と同様であり詳細な説明は省略する。
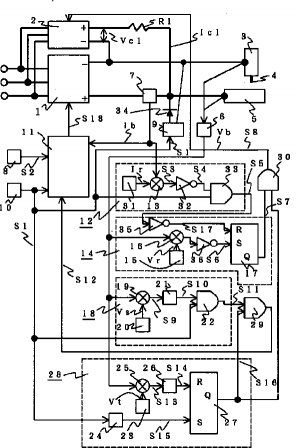
【0025】図6は本発明のアークスタート方法を実施する装置の別の例を示す接続図である。同図は図4に示した装置にさらにアークスタート失敗時に各電源の出力を停止させる保護回路を設けた、本発明の請求項3に相当する装置の例である。同図おいて、29および30はアンドゲートであり、28は保護回路で、基準値設定器23、モノマルチバイブレータ24、比較器25、モノマルチバイブレータ26、R―Sフリップフロップ27で構成されており、保護制御信号S16を出力する。その他の構成部品は図1および図4に示した実施例と同機能のものに同符号を付して詳細な説明は省略する。
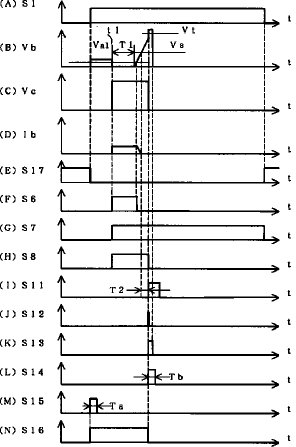
【0026】図7は、図6に示した装置においてアークスタートに失敗した時の出力電圧電流の変化を時間の経過とともに示した線図である。図7に於いて、(A)は溶接開始スイッチ10の溶接開始指令信号S1を示し、(B)は溶接電圧検出器6の溶接電圧検出信号Vbを示し、(C)は補助電源2の出力電圧Vcを示し、(D)溶接電流検出器7の溶接電流検出信号Ibを示す。(E)はインバータゲート35の出力信号S17を示し、(F)はインバータゲート36の出力信号S6を示し、(G)はR―Sフリップフロップ17のQ端子の出力信号S7を示し、(H)はアンドゲート30の出力信号S8を示す。(I)はアンドゲート22の出力信号S11を示し、(J)はアンドゲート29の出力信号S12を示し、(K)は比較器25の出力信号S13を示し、(L)はモノマルチバイブレータ26の出力信号S14を示す。(M)はモノマルチバイブレータ24の出力信号S15を示し、(N)はR―Sフリップフロップ27のQ端子の出力信号S16を示す。
【0027】図6及び図7に於いて、溶接開始スイッチ10を閉じると、溶接開始スイッチ10の溶接開始指令信号S1は、図7(A)に示すようにHになり、出力制御回路11、短絡検出用電源9、アンドゲート22、アンドゲート33およびモノマルチバイブレータ24に入力される。溶接開始指令信号S1がモノマルチバイブレータ24に入力されると、モノマルチバイブレータ24は入力信号S1がHに立上がると同時に動作を開始して予め定めた所定時間(Ta)、図5(M)に示す出力信号S15を出力して、R―Sフリップフロップ27のセット端子Sに入力する。R―Sフリップフロップ27は、入力信号S15がHに立上がると同時に動作を開始して、Q端子の出力信号S16をHにする。
【0028】図7(B)に示す溶接電圧検出器6の出力信号Vbが比較器25に入力されると、比較器25は基準値設定器23で予め設定された基準値Vtと溶接電圧検出信号Vbの値とを比較して、Vb≧Vtとなったときアークスタートが失敗したと判断して、図7(K)に示すように出力信号S13をHにして、モノマルチバイブレータ26に入力する。モノマルチバイブレータ26は入力信号S13がHに立上がると同時に動作を開始して予め定めた所定時間(Tb)の間、図7(L)に示す出力信号S14を出力して、R―Sフリップフロップ27のリセット端子Rに入力する。R―Sフリップフロップ27は入力信号S14がHに立上がると同時にリセットされ、Q端子の出力信号S16を図2(N)に示すようにLにして、アンドゲート29とアンドゲート30に入力する。
【0029】アンドゲート30には、図7(G)に示すR―Sフリップフロップ17のQ端子の出力信号S7と図7(N)に示すR―Sフリップフロップ27のQ端子の出力信号S16が入力され、図7(H)に示す出力信号S8を補助電源2に入力する。アークスタートが失敗した時にはアンドゲート30の出力信号S8はLになり、補助電源2は、入力信号S8がLになると直ちに動作を停止して、図7(C)に示す出力電圧Vc1の供給を止める。
【0030】アンドゲート29には、図7(I)に示すアンドゲート22の出力信号S11とR―Sフリップフロップ27のQ端子の出力信号S16が入力され、図7(J)に示す出力信号S12を出力制御回路11に入力する。図7(J)に示す出力信号S12は、アークスタートが失敗したときの制御状態を示し、出力制御信号S12がLになると出力制御回路11は直ちに動作を停止して、溶接電源1の溶接電流の供給を止める。
【0031】アークスタートが成功した時は、図7(N)に示す出力信号S16がHの状態を維持し続けて、アンドゲート29とアンドゲート30に入力する。その他の動作は図4に示した実施例と同一動作であり詳細な説明は省略する。
【0032】図1において保護回路28のみを追加してもよい、この場合は図6の装置から溶接電流検出回路12を省き、短絡検出回路14のインバータゲート35には、溶接開始指令信号S1を直接入力するように変更すればよい。
【0033】なお、上記実施例において説明した各信号のHまたはLの関係及び使用すべき論理回路等は実施例に示したものに限らず、実施例において説明したものと同様の動作が行われるものであればよく、その論理構成は自由である。
【0034】
【発明の効果】本発明のTIG溶接におけるアークスタート方法は、電極先端を被溶接物に接触させ、接触させた後に被溶接物表面から引き離し、次いで溶接電源の出力を電極と被溶接物との間に供給することを特徴としているので、電極先端と被溶接物の間に数千ボルトの高周波電圧を重畳印加してアーク発生を行う高周波スタート方式を用いる必要がないので、マイクロコンピュータ等の電子回路を用いて溶接の自動化を図る際にフィルタ等の特別の対策を施す必要が無くなり、従来と比較して容易に溶接の自動化が可能となる。また、溶接電源とは別に短絡検出用電源と補助電源を使用することにより、電極と被溶接物との短絡検出には検出用電流として接触時にアークを発生しない数mA以下で検出し、電極と被溶接物との短絡発生時から短絡解除時に至るまでの補助電源の短絡電流値を、電流制限抵抗器の値によって最適な短絡電流値2A〜4Aの範囲にするものであるので、そのため短絡発生時や短絡解除時のジュール熱に起因する電極の損傷を防止することが可能となる。
【図面の簡単な説明】
【図1】本発明のアークスタート方法を実施する装置の例を示す接続図である。
【図2】本発明のアークスタート方法を図1の装置によって実施したときのアークスタート時における溶接電圧電流の変化を時間の経過とともに示した線図である。
【図3】本発明のアークスタート方法を図1の装置によって実施したときの出力特性を示す線図である。
【図4】本発明のアークスタート方法を実施する装置の別の例を示す接続図である。
【図5】本発明のアークスタート方法を図4の装置によって実施したときのアークスタート時における溶接電圧電流の変化を時間の経過とともに示した線図である。
【図6】本発明のアークスタート方法を実施する装置の別の例を示す接続図である。
【図7】本発明のアークースタート方法を図6の装置によって実施したときアークスタートに失敗した時の溶接電圧電流の変化を時間の経過とともに示した線図である。
【符号の説明】
1 溶接電源
2 補助電源
3 溶接トーチ
4 非消耗性電極
5 被溶接物
6 溶接電圧検出器
7 溶接電流検出器
8 出力設定器
9 短絡検出用電源
10 溶接開始スイッチ
11 出力制御回路
12 溶接電流検出回路
13 比較器
14 短絡検出回路
15 基準値設定器
16 比較器
17 R―Sフリップフロップ
18 アーク発生検出回路
19 比較器
20 基準値設定器
21 ディレー回路
22 アンドゲート
23 基準値設定器
24 モノマルチバイブレータ
25 比較器
26 モノマルチバイブレータ
27 R―Sフリップフロップ
28 保護回路
29 アンドゲート
30 アンドゲート
31 基準値設定器
32 インバータゲート
33 アンドゲート
34 保護用ダイオード
35 インバータゲート
36 インバータゲート
Ib 溶接電流検出信号
Ic 補助電源出力電流
Vc 補助電源出力電圧
Vb 溶接電圧検出信号
R1 電流制限抵抗器
【0001】
【発明の属する技術分野】本発明は、TIG溶接におけるアークスタート方法に関するもので、特に溶接トーチの電極先端を被溶接物に接触させて引き離すことによってアーク発生を行うタッチスタート方式のアークスタート方法の改良に関するものである。
【0002】
【従来の技術】TIG溶接におけるアークスタート方法としては、一般に溶接トーチの非消耗性電極(以下、電極と称す)と被溶接物の間に数千ボルトの高周波電圧を重畳印加してアーク発生を行う高周波スタート方式が用いられている。ところで近年、溶接装置を自動制御する目的で、中央演算処理回路(CPU)をはじめとする各種の電子回路が用いられるようになってきているが、これら電子部品は周知の通り電磁的ノイズに弱く、特に高周波を用いるアークスタート方法においては、この高周波に起因して生ずるノイズに対して対ノイズフィルタを用いるなどの特別の対策を施す必要があり、溶接の自動化に大きな妨げとなっていた。
【0003】一方、電極と被溶接物との間に溶接電源の無負荷電圧を印加した状態で電極先端を被溶接物表面に接触、短絡させ引き離すことによってアークを発生させるタッチスタート方式のアークスタート方法も公知である。
【0004】また、例えば特開昭53―95155号公報、特開昭55―54271号公報に記載されているように、アークを発生させる比較的小さな電流に制御した溶接電源の出力を電極と被溶接物との短絡状態において供給しておき、この状態から短絡を解除する、つまり電極を被溶接物から引き離すことによってアークを発生する方法も公知である。この方法は電極が被溶接物から引き離される際に、両者間の接触抵抗が大となって局部的な溶融、蒸発が生じ、この部分から熱電子放出が生ずるのを利用したアークスタート方法である。
【0005】
【発明が解決しようとする課題】これらのタッチスタート方式のうち、前者のタッチスタート方式においては、短絡時に生ずる過大な電流により電極先端が溶融、変形してしまい、電極の寿命を著しく縮めたり、時には溶接の続行が不可能になる等の問題が生じている。また、後者のタッチスタート方式においては、電極及び被溶接物の局部的な溶融、蒸発を利用してアークスタートを行っているのでアーク発生のメカニズムからして電極の損傷を避けることは不可能である。また、電極が被溶接物に短絡したことを検出する方法として、溶接電源から供給される溶接電流を利用するために、利用し得る電流値に下限があり短絡検出には10〜20A、被溶接物から電極を引き離してアークを発生させる時には50〜80Aの電流値が使用され、それぞれジュール熱による電極の損傷が生じることになる。
【0006】このように高周波スタート方法に対して、タッチスタート方式でアークを発生させれば、ノイズの発生及び電波障害の問題は解決できるものの、このアークスタート方法の特有の問題として、電極先端の損傷や消耗が著しい、電極先端が被溶接物に溶着することなどが上げられる。
【0007】
【課題を解決するための手段】そこで、本発明は上記の問題に鑑みなされたものでその主たる目的は、タッチスタート方式を改良してアーク発生時に伴う電極消耗の軽減及び電極溶着の防止を図ることにある。
【0008】本発明は、非消耗性電極が先端に設けられている溶接トーチを被溶接物に接触させ引き離すことによってアークを発生させるTIG溶接におけるアークスタート方法において、非消耗性電極と被溶接物との間に短絡検出用電源から印加した微少電流によって非消耗性電極が被溶接物に接触したことを検出し、非消耗性電極が被溶接物に接触したことを検出した後に溶接電源の無負荷電圧より高く短絡電流の小さい補助電源の出力を供給して、アーク発生に必要な短絡電流を通電し、短絡電流を通電した後に非消耗性電極を被溶接物から引き離すことによってアークを発生させ、アーク発生を検出した後の予め定めた所定時間の後に溶接電源の出力を供給するTIG溶接におけるアークスタート方法を提案したものである。
【0009】第2の発明は、前記溶接電源の出力を供給した後に、補助電源の出力の供給を停止する、請求項1に記載のTIG溶接におけるアークスタート方法を提案したものである。
【0010】第3の発明は、前記非消耗性電極を被溶接物から引き離したときにアーク発生に失敗したとき、補助電源及び溶接電源の出力の供給を停止する請求項1または請求項2のいずれかに記載のTIG溶接におけるアークスタート方法を提案したものである。
【0011】
【発明の実施の形態】図1は本発明のアークスタート方法を実施する装置の例を示す接続図である。図1において、1は溶接電源であり垂下特性又は定電流特性の電源である。2は補助電源であり、3は溶接トーチであり、4は非消耗電極であり、5は被溶接物である。6は溶接電圧検出器であり、溶接電圧検出信号Vbを出力する。7は溶接電流検出器であり溶接電流検出信号Ibを出力制御回路11に入力する。8は出力設定器であり、溶接電流設定信号S2を出力する。9は短絡検出用電源であり、10は溶接開始スイッチであり溶接開始指令信号S1を出力する。11は出力制御回路であり、溶接電流検出信号Ibと出力設定器8の溶接電流設定信号S2とを比較し、その差信号の大きさに応じたパルス幅に変調する回路であり、出力制御回路11はパルス幅変調された出力信号S18を溶接電源1に供給する。
【0012】14は短絡検出回路であり、基準値設定器15、比較器16、R―Sフリップフロップ17、インバータゲート35およびインバータゲート36で構成されており、補助電源起動信号S7を出力する。18はアーク発生検出回路であり、比較器19、基準値設定器20、ディレー回路21、アンドゲート22で構成されており、出力制御信号S11を出力する。34は保護用ダイオードであり、R1は電流制限抵抗器であり、補助電源2の出力特性は電流制限抵抗器R1による垂下特性となる。
【0013】図2は、図1に示した装置におけるアークスタート時の出力電圧電流の変化を時間の経過とともに示した線図である。図2に於いて、(A)は溶接開始スイッチ10の溶接開始指令信号S1を示し、(B)は溶接電圧検出器6の溶接電圧検出信号Vbを示し、(c)は補助電源2の出力電圧Vcを示し、(D)は溶接電流検出器7の溶接電流検出信号Ibを示す。(E)はインバータゲート35の出力信号S17を示し、(F)はインバータゲート36の出力信号S6を示し、(G)はR―SフリップフロップのQ端子の出力信号S7を示す。(H)は比較器19の出力信号S9を示し、(I)はディレー回路21の出力信号S10を示し、(J)はアンドゲート22の出力信号S11を示す。
【0014】図3は、本発明の図1の出力特性を示す図である。同図に示すように、補助電源2の無負荷電圧Vc1は、溶接電源1の無負荷電圧Vb1よりも高く、補助電源2の短絡電流Ic1は、溶接電源1の短絡電流Ib1よりも小さい。また、短絡検出用電源9の無負荷電圧Va1と短絡電流Ia1の値は、前記溶接電源1及び補助電源2よりも小さい。
【0015】図1、図2及び図3に於いて、溶接開始スイッチ10を閉じると、溶接開始スイッチ10の溶接開始指令信号S1は、図2(A)に示すようにハイレベル(以下、Hで称する)になり、出力制御回路11、短絡検出用電源9、インバータゲート35およびアンドゲート22に入力する。 図2(A)に示す溶接開始指令信号S1が短絡検出用電源9に入力すると、短絡検出用電源9は動作を開始し非消耗性電極4(以下、電極と称す)と被溶接物5の間に、図3に示す短絡検出用電圧Va1を供給する。また、短絡検出用電圧Va1はアークを発生しない5V以下で、短絡電流Ia1は数mA以下が望ましい。
【0016】時刻t=t1に至って、電極4と被溶接物5とが接触すると、比較器16は基準値設定器15で予め設定された基準値Vrと溶接電圧検出信号Vbの値とを比較して、Vb≦Vrとなったとき接触したと判断して出力信号をLにしてインバータゲート36に入力する。インバータゲート36は入力信号を反転して、図2(F)に示す出力信号S6をR―Sフリップフロップ17のセット端子Sに入力する。R―Sフリップフロップ17のセット端子Sは、入力信号がHに立上がると同時に動作を開始しR―Sフリップフロップ17のQ端子はHになる。一方、リセット端子Rに図2(E)に示すインバータゲート35の出力信号S17が入力されると、入力信号S17の立上がりでR―Sフリップフロップ17はリセットされQ端子はLになり、図2(G)に示す補助電源起動信号S7がLになる。
【0017】図2(G)に示す補助電源起動信号S7が補助電源2に入力されると、補助電源2は動作を開始して入力信号S7がHの期間中、図3に示す出力電圧Vc1を出力する。また、補助電源2の短絡電流Ic1の値は、電流制限抵抗器R1の値で決定する。この場合、短絡電流Ic1の値が小さすぎるとアーク発生の失敗の原因となり、逆に大きすぎると電極が被溶接物に溶着することから、短絡電流Ic1の値は2A〜4Aが望ましい。
【0018】電極4と被溶接物5が短絡している状態(T1)から、電極4を被溶接物5から引き離すと小さなアークが発生し、このときの溶接電圧を溶接電圧検出器6で検出して、出力信号Vbを比較器19に入力する。比較器19は基準値設定器20で予め設定された基準値Vsと溶接電圧検出信号Vbの値とを比較して、Vb≧Vsとなったときアークが発生したと判断して出力信号S9をHにしてディレー回路21に入力する。ディレー回路21は入力信号S9の立上がりと同時に時限動作を開始し、予め定めた所定時間(T2)後に、図2(I)に示す出力信号S10を出力して、アンドゲート22に入力する。アンドゲート22は入力信号S10と溶接開始指令信号S1を入力とし、両入力信号がHのとき出力がH信号となり、図2(J)に示す出力信号S11を出力する。出力信号S11が出力制御回路11に入力されると、出力制御回路11は動作を開始し溶接電流検出信号Ibと溶接電流設定信号S2とを比較し、その差信号の大きさに応じたパルス幅に変調してその出力信号S18を溶接電源1に供給して溶接電流を出力設定器8の設定値に保つ。
【0019】予め定めた所定時間(T2)の値が小さいと電極4が被溶接物5から引き離すとき、電極4が被溶接物5に溶着する原因となり、逆に所定時間(T2)の値が大きいとアーク切れの原因となる。よって、所定時間(T2)の値としては、作業者の電極引き上げ時のバラッキを配慮して、1msec 〜5msec程度 が望ましい。
【0020】図4は本発明の請求項2のアークスタート方法を実施する装置の例を示す接続図である。同図は図1R>1に示した装置に溶接電流検出回路12を追加したものに相当し、溶接電流検出回路12は、比較器13、基準値設定器31、インバータゲート32およびアンドゲート33で構成されており、溶接電流検出信号S5を出力する。その他の構成部品は図1に示した実施例と同機能のものに同符号を付して詳細な説明は省略する。
【0021】図5は、図4に示した装置におけるアークスタート時の出力電圧電流の変化を時間の経過とともに示した線図である。図5に於いて、(A)は溶接開始スイッチ10の溶接開始指令信号S1を示し、(B)は溶接電圧検出器6の溶接電圧検出信号Vbを示し、(C)は補助電源2の出力電圧Vcを示し、(D)は溶接電流検出器7の溶接電流検出信号Ibを示す。(E)はインバータゲート32の出力信号S4を示し、(F)はアンドゲート33の出力信号S5を示し、(G)はインバータゲート35の出力信号S17を示す。(H)はインバータゲート36の出力信号S6を示し、(I)はR―SフリップフロップのQ端子の出力信号S7を示す。(J)は比較器19の出力信号S9を示し、(K)はディレー回路21の出力信号S10を示し、(L)はアンドゲート22の出力信号S11を示す。
【0022】図5(D)に示す溶接電流検出信号Ibが比較器13に入力されると、比較器13は基準値設定器31で予め設定された基準値Irと溶接電流検出信号Ibとを比較して、Ib≧Irとなったとき溶接電流が供給されていると判断して、出力信号S3をHにしてインバータゲート32に入力する。インバータゲート32は、入力信号S3を反転して、図5(E)に示す出力信号S4をアンドゲート33に入力する。
【0023】アンドゲート33は図5(E)に示すインバータゲート32の出力信号S4と図5(A)に示す溶接開始指令信号S1が入力され、アンドゲート33は両入力信号がHのとき出力がH信号となり、図5(F)に示す出力信号S5を出力して、インバータゲート35に入力する。インバータゲート35は入力信号S5を反転して、図5(G)に示す出力信号S17を出力してR―Sフリップフロップ17のリセット端子Rに入力する。
【0024】R―Sフリップフロップ17のリセット端子Rに、入力信号S17が入力されると、R―Sフリップフロップ17は入力信号S17がHに立上がると同時にリセットされQ端子はLとなり、図5(I)に示す出力信号S7がLになる。補助電源2は入力信号S7がLになると動作を直ちに停止して、短絡電流Ic1の通電を停止する。その他の動作は図1の装置と同様であり詳細な説明は省略する。
【0025】図6は本発明のアークスタート方法を実施する装置の別の例を示す接続図である。同図は図4に示した装置にさらにアークスタート失敗時に各電源の出力を停止させる保護回路を設けた、本発明の請求項3に相当する装置の例である。同図おいて、29および30はアンドゲートであり、28は保護回路で、基準値設定器23、モノマルチバイブレータ24、比較器25、モノマルチバイブレータ26、R―Sフリップフロップ27で構成されており、保護制御信号S16を出力する。その他の構成部品は図1および図4に示した実施例と同機能のものに同符号を付して詳細な説明は省略する。
【0026】図7は、図6に示した装置においてアークスタートに失敗した時の出力電圧電流の変化を時間の経過とともに示した線図である。図7に於いて、(A)は溶接開始スイッチ10の溶接開始指令信号S1を示し、(B)は溶接電圧検出器6の溶接電圧検出信号Vbを示し、(C)は補助電源2の出力電圧Vcを示し、(D)溶接電流検出器7の溶接電流検出信号Ibを示す。(E)はインバータゲート35の出力信号S17を示し、(F)はインバータゲート36の出力信号S6を示し、(G)はR―Sフリップフロップ17のQ端子の出力信号S7を示し、(H)はアンドゲート30の出力信号S8を示す。(I)はアンドゲート22の出力信号S11を示し、(J)はアンドゲート29の出力信号S12を示し、(K)は比較器25の出力信号S13を示し、(L)はモノマルチバイブレータ26の出力信号S14を示す。(M)はモノマルチバイブレータ24の出力信号S15を示し、(N)はR―Sフリップフロップ27のQ端子の出力信号S16を示す。
【0027】図6及び図7に於いて、溶接開始スイッチ10を閉じると、溶接開始スイッチ10の溶接開始指令信号S1は、図7(A)に示すようにHになり、出力制御回路11、短絡検出用電源9、アンドゲート22、アンドゲート33およびモノマルチバイブレータ24に入力される。溶接開始指令信号S1がモノマルチバイブレータ24に入力されると、モノマルチバイブレータ24は入力信号S1がHに立上がると同時に動作を開始して予め定めた所定時間(Ta)、図5(M)に示す出力信号S15を出力して、R―Sフリップフロップ27のセット端子Sに入力する。R―Sフリップフロップ27は、入力信号S15がHに立上がると同時に動作を開始して、Q端子の出力信号S16をHにする。
【0028】図7(B)に示す溶接電圧検出器6の出力信号Vbが比較器25に入力されると、比較器25は基準値設定器23で予め設定された基準値Vtと溶接電圧検出信号Vbの値とを比較して、Vb≧Vtとなったときアークスタートが失敗したと判断して、図7(K)に示すように出力信号S13をHにして、モノマルチバイブレータ26に入力する。モノマルチバイブレータ26は入力信号S13がHに立上がると同時に動作を開始して予め定めた所定時間(Tb)の間、図7(L)に示す出力信号S14を出力して、R―Sフリップフロップ27のリセット端子Rに入力する。R―Sフリップフロップ27は入力信号S14がHに立上がると同時にリセットされ、Q端子の出力信号S16を図2(N)に示すようにLにして、アンドゲート29とアンドゲート30に入力する。
【0029】アンドゲート30には、図7(G)に示すR―Sフリップフロップ17のQ端子の出力信号S7と図7(N)に示すR―Sフリップフロップ27のQ端子の出力信号S16が入力され、図7(H)に示す出力信号S8を補助電源2に入力する。アークスタートが失敗した時にはアンドゲート30の出力信号S8はLになり、補助電源2は、入力信号S8がLになると直ちに動作を停止して、図7(C)に示す出力電圧Vc1の供給を止める。
【0030】アンドゲート29には、図7(I)に示すアンドゲート22の出力信号S11とR―Sフリップフロップ27のQ端子の出力信号S16が入力され、図7(J)に示す出力信号S12を出力制御回路11に入力する。図7(J)に示す出力信号S12は、アークスタートが失敗したときの制御状態を示し、出力制御信号S12がLになると出力制御回路11は直ちに動作を停止して、溶接電源1の溶接電流の供給を止める。
【0031】アークスタートが成功した時は、図7(N)に示す出力信号S16がHの状態を維持し続けて、アンドゲート29とアンドゲート30に入力する。その他の動作は図4に示した実施例と同一動作であり詳細な説明は省略する。
【0032】図1において保護回路28のみを追加してもよい、この場合は図6の装置から溶接電流検出回路12を省き、短絡検出回路14のインバータゲート35には、溶接開始指令信号S1を直接入力するように変更すればよい。
【0033】なお、上記実施例において説明した各信号のHまたはLの関係及び使用すべき論理回路等は実施例に示したものに限らず、実施例において説明したものと同様の動作が行われるものであればよく、その論理構成は自由である。
【0034】
【発明の効果】本発明のTIG溶接におけるアークスタート方法は、電極先端を被溶接物に接触させ、接触させた後に被溶接物表面から引き離し、次いで溶接電源の出力を電極と被溶接物との間に供給することを特徴としているので、電極先端と被溶接物の間に数千ボルトの高周波電圧を重畳印加してアーク発生を行う高周波スタート方式を用いる必要がないので、マイクロコンピュータ等の電子回路を用いて溶接の自動化を図る際にフィルタ等の特別の対策を施す必要が無くなり、従来と比較して容易に溶接の自動化が可能となる。また、溶接電源とは別に短絡検出用電源と補助電源を使用することにより、電極と被溶接物との短絡検出には検出用電流として接触時にアークを発生しない数mA以下で検出し、電極と被溶接物との短絡発生時から短絡解除時に至るまでの補助電源の短絡電流値を、電流制限抵抗器の値によって最適な短絡電流値2A〜4Aの範囲にするものであるので、そのため短絡発生時や短絡解除時のジュール熱に起因する電極の損傷を防止することが可能となる。
【図面の簡単な説明】
【図1】本発明のアークスタート方法を実施する装置の例を示す接続図である。
【図2】本発明のアークスタート方法を図1の装置によって実施したときのアークスタート時における溶接電圧電流の変化を時間の経過とともに示した線図である。
【図3】本発明のアークスタート方法を図1の装置によって実施したときの出力特性を示す線図である。
【図4】本発明のアークスタート方法を実施する装置の別の例を示す接続図である。
【図5】本発明のアークスタート方法を図4の装置によって実施したときのアークスタート時における溶接電圧電流の変化を時間の経過とともに示した線図である。
【図6】本発明のアークスタート方法を実施する装置の別の例を示す接続図である。
【図7】本発明のアークースタート方法を図6の装置によって実施したときアークスタートに失敗した時の溶接電圧電流の変化を時間の経過とともに示した線図である。
【符号の説明】
1 溶接電源
2 補助電源
3 溶接トーチ
4 非消耗性電極
5 被溶接物
6 溶接電圧検出器
7 溶接電流検出器
8 出力設定器
9 短絡検出用電源
10 溶接開始スイッチ
11 出力制御回路
12 溶接電流検出回路
13 比較器
14 短絡検出回路
15 基準値設定器
16 比較器
17 R―Sフリップフロップ
18 アーク発生検出回路
19 比較器
20 基準値設定器
21 ディレー回路
22 アンドゲート
23 基準値設定器
24 モノマルチバイブレータ
25 比較器
26 モノマルチバイブレータ
27 R―Sフリップフロップ
28 保護回路
29 アンドゲート
30 アンドゲート
31 基準値設定器
32 インバータゲート
33 アンドゲート
34 保護用ダイオード
35 インバータゲート
36 インバータゲート
Ib 溶接電流検出信号
Ic 補助電源出力電流
Vc 補助電源出力電圧
Vb 溶接電圧検出信号
R1 電流制限抵抗器
【特許請求の範囲】
【請求項1】 非消耗性電極が先端に設けられている溶接トーチを被溶接物に接触させ引き離すことによってアークを発生させるTIG溶接におけるアークスタート方法において、前記非消耗性電極と被溶接物との間に短絡検出用電源から印加した微少電流によって前記非消耗性電極が被溶接物に接触したことを検出し、前記非消耗性電極が被溶接物に接触したことを検出した後に溶接電源の無負荷電圧より高く短絡電流の小さい補助電源の出力を供給し、アーク発生に必要な短絡電流を通電し、前記短絡電流を通電した後に前記非消耗性電極を被溶接物から引き離すことによってアークを発生させ前記アーク発生を検出した後の予め定めた所定時間の後に前記溶接電源の出力を供給するTIG溶接におけるアークスタート方法。
【請求項2】 前記溶接電源の出力を供給した後に、前記補助電源の出力の供給を停止する請求項1に記載のTIG溶接におけるアークスタート方法。
【請求項3】 前記非消耗性電極を被溶接物から引き離したときにアーク発生に失敗したとき、前記補助電源及び溶接電源の出力の供給を停止する請求項1または請求項2いずれかに記載のTIG溶接におけるアークスタート方法。
【請求項1】 非消耗性電極が先端に設けられている溶接トーチを被溶接物に接触させ引き離すことによってアークを発生させるTIG溶接におけるアークスタート方法において、前記非消耗性電極と被溶接物との間に短絡検出用電源から印加した微少電流によって前記非消耗性電極が被溶接物に接触したことを検出し、前記非消耗性電極が被溶接物に接触したことを検出した後に溶接電源の無負荷電圧より高く短絡電流の小さい補助電源の出力を供給し、アーク発生に必要な短絡電流を通電し、前記短絡電流を通電した後に前記非消耗性電極を被溶接物から引き離すことによってアークを発生させ前記アーク発生を検出した後の予め定めた所定時間の後に前記溶接電源の出力を供給するTIG溶接におけるアークスタート方法。
【請求項2】 前記溶接電源の出力を供給した後に、前記補助電源の出力の供給を停止する請求項1に記載のTIG溶接におけるアークスタート方法。
【請求項3】 前記非消耗性電極を被溶接物から引き離したときにアーク発生に失敗したとき、前記補助電源及び溶接電源の出力の供給を停止する請求項1または請求項2いずれかに記載のTIG溶接におけるアークスタート方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2000−176640(P2000−176640A)
【公開日】平成12年6月27日(2000.6.27)
【国際特許分類】
【出願番号】特願平10−354134
【出願日】平成10年12月14日(1998.12.14)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成12年6月27日(2000.6.27)
【国際特許分類】
【出願日】平成10年12月14日(1998.12.14)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]