
株式会社ダイヘンにより出願された特許
41 - 50 / 990
高周波電源装置
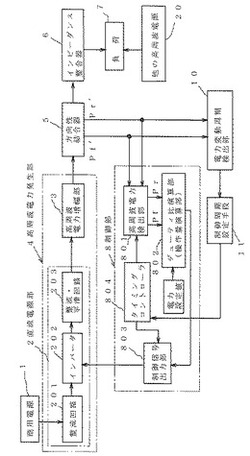
【課題】プラズマ負荷等に高周波電力を供給する高周波電源装置の負荷に低周波数の変動が生じたときに、出力制御にゆらぎが生じて高周波出力が変動するのを防止する。
【解決手段】高周波電力発生部4の出力側で検出される進行波電力又は反射波電力から電力の変動周期を検出する電力変動周期検出部10と、制御周期と電力変動周期との差に起因して高周波電力発生部の出力の平均値にゆらぎが生じるのを防ぐために適した制御周期の適正値を検出された電力変動周期に応じて設定する制御周期設定手段11と、制御周期を制御周期設定手段により設定された周期とするように高周波電力検出部が高周波電力を検出するタイミング及び高周波電力発生部に制御信号を与えるタイミングを制御するタイミングコントローラ12とを設けた。
(もっと読む)
ワイヤ送給コンジット

【課題】 重量増加を招くことなく、安価に提供できる簡易な構造のワイヤ送給コンジットを提供する。
【解決手段】 可撓性のガイドチューブ100と、このガイドチューブ100の内部に設けられた複数のローラ150と、を備え、内部に挿通されて軸線方向に移動させられるワイヤBを上記複数のローラ150によって案内支持するワイヤ送給コンジットであって、上記軸線方向視において環をなすように線材210を折曲して形成され、上記軸線方向に並ぶ複数の支持部200と、上記複数の支持部200の上記軸線方向の間隔を規定する間隔規制手段300と、を備え、上記複数の支持部200の各々には、上記環の中心を取り囲むようにして、複数の上記ローラ150が上記線材210周りに回転可能に支持されている。
(もっと読む)
電圧調整装置及び電圧調整方法
【課題】発電設備を有する複数の需要家と連系する配電線において、需要家の連系点電圧を適正に調整するための電圧調整装置及び電圧調整方法を提供する。
【解決手段】自動電圧調整器20の制御部21は、計測情報を収集し、連系点電圧が適正電圧範囲内かどうかについて判定する。適正電圧範囲に含まれない場合、すべての連系点電圧を適正電圧範囲に収めることができる2次側電圧を模索し、電圧調整処理を実行する。一方、適正電圧範囲に収めることができる2次側電圧がない場合、制御部21は、優先順位記憶部26を用いて、優先順位の高い需要家を特定し、この需要家の連系点電圧が適正電圧範囲内に収まるように電圧調整を行なう。そして、制御部21は、調整結果に基づいて、各需要家の優先順位を更新する。
(もっと読む)
抵抗溶接制御装置
【課題】テーブル電極を使用する抵抗溶接制御装置において、母材の抵抗値を正確に算出することができる抵抗溶接制御装置を提供する。
【解決手段】本発明の抵抗溶接制御装置1は、溶接前に上部電極15をテーブル電極16の電圧検出線接続部16aに接触させて通電したときの電極基準抵抗値R1を算出する。母材を設置して上部電極15をテーブル電極16の溶接箇所へ移動させて接触させ加圧した状態で、テーブル電極16の電圧検出線接続部16aから溶接箇所までの距離が入力されて、電圧検出線接続部16aからの距離と抵抗値との関数から電極補正抵抗値Raを算出する。電極間に電力を供給して溶接を開始して電極間抵抗値R2を算出し、(母材抵抗値Rw)=(電極間抵抗値R2)−(電極基準抵抗値R1)−(電極補正抵抗値Ra)を算出する。この結果、母材Wの抵抗値を正確に算出することができる。
(もっと読む)
消耗電極ガスシールドアーク溶接トーチ
【課題】本発明はワイヤ矯正装置が大型化しない溶接トーチを提供する。
【解決手段】溶接トーチ21の第1のワイヤ変位部材1は、トーチボディ22の外周から半径方向にねじ込まれたワイヤ変位ねじ1aと、このワイヤ変位ねじ1aとの間で溶接ワイヤ25を押圧するワイヤ押圧ピン1cとからなる。第1のワイヤ変位部材1と同じ第2のワイヤ変位部材2と第3のワイヤ変位部材3とを備える。これらの3つのワイヤ変位部材1〜3のそれぞれのワイヤ変位ねじの長手軸方向が平行となるように設けられ、3つのワイヤ変位部材1〜3のそれぞれのワイヤ押圧部がトーチボディ22の長手軸心から予め定めた距離だけ交互にずれている。この結果、矯正装置が大きくなることがなく溶接トーチ21を小型化することができる。
(もっと読む)
地上設置型変圧器装置
【課題】外箱内に変圧器とともに収容される構成要素が重量物を含んでいて、該重量物が外箱内の上部に配置された重量物支持フレームに支持される場合に、その重量物の着脱を容易に行うことができるようにした地上設置型変圧器装置を提供する。
【解決手段】主遮断器(重量物)6を吊り上げる吊り上げ装置20の上部を固定することができる吊り上げ装置固定金具30を取り付ける固定金具取り付け部40が、重量物支持フレーム4の上方に位置させた状態で外箱1の内側に設けられ、固定金具取り付け部に取り付ける吊り上げ装置固定金具30が外箱1内に常備されている。主遮断器を交換する際に、固定金具取り付け部に取り付けた吊り上げ装置固定金具30に吊り上げ装置20の上部を固定して、この吊り上げ装置20を用いることにより、遮断器6の上げ下ろしを無理なく行うことができるようにした。
(もっと読む)
2ワイヤ溶接の溶接開始方法
【課題】2ワイヤ溶接において、溶接開始部のビード品質を向上させること。
【解決手段】溶接ワイヤにアークを発生させると共に、溶融池の後半部にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接の溶接開始方法において、溶接ワイヤの送給Wsを開始(時刻t3)すると共に、溶接ワイヤにアークを発生(時刻t4)させ、このアークが発生した時点から第1所定期間Td1だけ遅延させてフィラーワイヤの送給Fsを開始(時刻t5)し、フィラーワイヤが溶融池に接触(時刻t6)すると予め定めたフィラーワイヤ溶接電流Iwfを通電し、フィラーワイヤの送給開始時点から第2所定期間Td2が経過した時点t7でフィラーワイヤ溶接電流Iwfの通電を停止する。これにより、第1所定期間Td1を従来技術よりも短く設定することができるので、溶接開始部のビード品質を向上させることができる。
(もっと読む)
真空バルブ用操作装置
【課題】真空バルブを閉極する際に可動接点のチャタリングが生じるのを防ぐことができる真空バルブ用操作装置を提供する。
【解決手段】フレーム4に回動自在に支持されて一端が真空バルブ1を操作する可動ロッド106にピン206を介して結合され、他端がカム機構213により駆動されることにより回動して、真空バルブ1の可動ロッド106を変位させる駆動レバー204と、駆動レバー204の一端側で真空バルブを閉じる側に可動ロッドを付勢する加圧バネ207とを備えた真空バルブ用操作装置において、駆動レバー204の一端と支点との間の部分を、加圧バネから駆動レバーに作用するバネ力の方向と反対の方向に付勢する閉極スピードコントロール用バネ5を設け、閉極スピードコントロール用バネ5のバネ力を調整することにより、真空バルブ1の閉極スピードを調整し得るようにした。
(もっと読む)
曲げ加工品の製造方法及び曲げ加工品製造用切り板の切断面成形装置
【課題】金属板をせん断加工することにより得た切り板に曲げ加工を施して切断面が曲げられた形状を呈する曲げ加工品を製造する際に、曲げ部の外側のコーナ部に亀裂が発生するのを防止する。
【解決手段】金属板を厚み方向にせん断して縦方向の一端及び他端に切断面4aを有する切り板4を形成する切断工程と、切り板4に曲げ加工を施す曲げ工程とを行って、切断面が曲げられた曲げ加工品を製造する曲げ加工品の製造方法において、切り板4の切断面に形成されているカエリ部4a4の金属を該カエリ部に隣接する切り板の非切断部401側に流動させてカエリ部4a4の金属を非切断部401の金属に一体化する切断面成形工程を行った後に曲げ工程を行う。
(もっと読む)
溶接トーチおよびこれを備えた溶接装置
【課題】内部に堆積したワイヤの削り粉を容易に除去することが可能な溶接トーチを提供する。
【解決手段】第1のワイヤ挿通孔510を有するガイド体500と、弾性的に縮径可能な第2のワイヤ挿通孔640を有する給電チップ600と、上記ガイド体500に対して軸方向にスライド移動可能な筒状のスライド部材700と、上記スライド部材700を上記ガイド体500の基端方向に付勢する弾性部材730と、筒状のノズル250と、を備え、上記スライド部材700は、上記給電チップ600に弾性的に接触して上記第2のワイヤ挿通孔640を縮径させる溶接トーチであって、チップボディ300を通じて送り込まれる気体の圧力が所定圧力以上となったとき、上記弾性部材730による付勢力に抗して上記スライド部材700が上記ガイド体500ないし上記給電チップ600に対してその先端方向に相対移動するように構成されている。
(もっと読む)
41 - 50 / 990
[ Back to top ]