
株式会社ダイヘンにより出願された特許
801 - 810 / 990
2電極アーク溶接終了方法
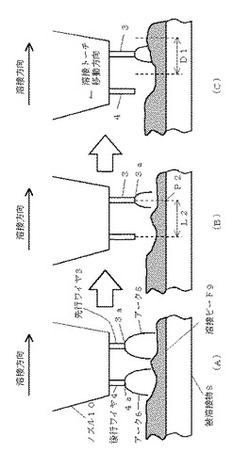
【課題】消耗電極アーク溶接において、1トーチ内で2本のワイヤを送給して溶接するアーク溶接の終了方法の改善に関するものである。溶接速度が速いときに、ビード幅が減少したり、溶け込み不足が発生したり、ハンピングビードが生じる場合があり、溶接終了位置付近の溶接ビードが均一で美麗な外観を得ることができない。
【解決手段】1つの溶接トーチ内で先行ワイヤ及び後行ワイヤを送給して溶接する消耗2電極アーク溶接終了方法において、溶接終了に際して前記後行ワイヤの送給及び通電を停止し、前記後行ワイヤのアーク力によって窪んだ溶融池を埋める方向に前記溶接トーチを移動させて前記先行ワイヤがクレータ処理を行う消耗2電極アーク溶接終了方法である。
(もっと読む)
アーク溶射装置

【課題】溶射線材の交換作業に要する時間を低減し、溶射時には溶射線材を安定して送給することができるアーク溶射装置を提供する。
【解決手段】2本の溶射線材と、溶射線材を送り出すプッシュ送給部と、プッシュ送給部から送り出された溶射線材を中継して送り出すプル送給部と、プッシュ送給部とプル送給部との間で溶射線材の送給のガイドを行うガイドチューブと、プル送給部から送り出された溶射線材が送給されてアーク溶射を行う溶射ガンとを備え、溶射時にプル送給部は速度制御されてプッシュ送給部はトルク制御され、溶射線材を交換してプッシュ送給部のみで溶射線材をガイドチューブ内に挿通するとき、プッシュ送給部の送給トルクが溶射時のトルクよりも大きく溶射線材の先端部がプル送給部に到達する直前のガイドチューブによって溶射線材に働く摩擦抵抗を打ち消すトルクに切り替えられるアーク溶射装置。
(もっと読む)
消耗電極アーク溶接方法
【課題】 中・大電流域の消耗電極アーク溶接において、アーク長を短く設定して溶接を行う場合の溶接安定性を向上させ、スパッタの発生量を削減し、溶接品質を良好にする。
【解決手段】 本発明は、定電圧制御された出力電圧Eをリアクトルを介して溶接ワイヤ・母材間に供給し溶接電流Iwを通電して溶接する消耗電極アーク溶接方法において、前記出力電圧Eを100Hz以上600Hz以下の周波数で周期的に変化させることによって前記溶接電流Iwを20A以上100A以下の電流振幅W内で変化させて溶接する消耗電極アーク溶接方法である。前記出力電圧Eの周期的な変化は、出力電圧の設定信号又は溶接電源の外部特性を変化させることによって行う。また、前記出力電圧Eは、矩形波又は三角波状に周期的に変化させる。
(もっと読む)
消耗電極アーク溶接のアークスタート制御方法
【課題】 消耗電極アーク溶接の溶接開始の際に、溶接ワイヤと母材とが初めから接触状態にある場合、アークスタート時にワイヤ突出し部が加熱されて崩落し多くのスパッタが飛散し溶接品質が悪くなりやすい。接触状態でのアークスタートであっても、スパッタ発生の少ない良好なアークスタート性を実現する。
【解決手段】 本発明は、溶接開始指令Stが溶接電源PSに入力されると、溶接ワイヤ1の先端と母材2との接触の有無を判別(Td)し、接触していないときは溶接ワイヤ1の前進送給及び溶接電源PSの出力を開始してアークスタートさせ、接触しているときはワイヤ先端位置を後退移動させて接触状態を解除し、その後に溶接ワイヤ1の前進送給及び溶接電源PSの出力を開始してアークスタートさせる消耗電極アーク溶接のアークスタート制御方法である。
(もっと読む)
インバータ装置のパルス幅変調制御方法。
【課題】 系統連系インバータ装置において、太陽光パネルにて発電された電力を効率良く系統電源に供給させること。
【解決手段】 直流電源の出力側に接続される第1アーム、第2アーム及び第3アームから三相ブリッジのインバータを形成し、三相インバータから出力される高周波パルス電圧の高周波成分を三相フィルタによって除去し三相系統電源と同一周波数の基本波成分のみを抽出して三相交流電圧を出力し、三相インバータの各相のアームを予め定めた高周波のキャリア周波数に基づいてパルス幅変調制御して出力を制御するインバータ装置の出力制御方法において、三相交流電圧のU相、V相及びW相の各位相角に応じて高周波のキャリア周波数を可変することを特徴とするインバータ装置のパルス幅変調制御方法である。
(もっと読む)
産業用ロボット制御装置
【課題】接続された複数のロボットのサーボ電源をロボット毎にON/OFFする際に少ない手順で効率よく且つ省エネルギー効果を有する産業用ロボット制御装置を提供する。
【解決手段】サーボ制御信号Sjに応じて複数のロボット各々に接続されたサーボ電源のON/OFFを切替えるサーボ制御手段と、手動運転の対象となるロボットを選択するためのロボット選択信号Rsを出力するロボット選択部RSと、デッドマンスイッチDSと、移動方向信号Mdを出力する移動方向指示部MDと、デッドマンスイッチDSからのON操作信号及び移動方向信号Mdが入力されたときはロボット選択信号Rsによって選択されたロボットに対応するサーボ電源をONに切り替えるサーボ制御信号Sjを出力するサーボ状態遷移制御部SJを備えたことを特徴とする産業用ロボット制御装置。
(もっと読む)
電流検出用プリント基板、電圧検出用プリント基板及びそれらを用いた電流・電圧検出器、並びに電流検出器及び電圧検出器
【課題】 従来の電流検出に用いるカレントトランス、電圧検出に用いるコンデンサは、配線の形状等にばらつきが生じ易いために、検出値にばらつきが生じやすい構造になっていた。
【解決手段】 電流検出に用いるカレントトランス及び電圧検出に用いるコンデンサをプリント基板上に形成する。電流検出に用いる電流検出用プリント基板1は、基板に設けられた貫通穴101に沿って、基板を貫通しながら基板の表面層と裏面層とを交互に接続することによって形成されたコイル状の配線10を用いたものである。電流検出用プリント基板1に形成されるコイル状の配線10は、スルーホール11とパターン配線12,13によって形成されるので、配線の形状等にばらつきが生じることが殆ど無いために、検出値のばらつきを低減させることできる。電圧検出用プリント基板もスルーホールとパターン配線によって形成されたリング状の配線を用いるので、同様の効果がある。
(もっと読む)
アークスタート制御方法
【課題】 消耗電極ガスシールドアーク溶接において、通常のアークスタート制御では、溶接ワイヤの種類、送給速度等の溶接条件によってはアークスタート性が悪い場合がある。他方、アークスタート時に溶接ワイヤが母材に接触すると溶接ワイヤを少し引き戻してアークを確実に発生させた後に再び送給するリトラクトアークスタート制御では、1回当りのアークスタートに要する時間が長くなるために生産効率が低下すると共に、送給モータ及び溶接トーチの消耗部品の摩耗が激しいためにそれらの交換間隔が短くなる。
【解決手段】 本発明は、リトラクトアークスタート制御と通常アークスタート制御とを備え、溶接ロボットの作業プログラムによってリトラクトアークスタート制御と通常アークスタート制御とを切り換えてアークスタートさせる制御方法である。
(もっと読む)
溶接ロボット制御装置
【課題】主軌道の進行方向が大きく変化する場合でも、ユーザの教示どおりのウィービング周波数と溶接速度を維持したまま、溶接トーチの飛びを可及的に抑制して、ウィービング波形を連続させて溶接作業を行うように制御できる溶接ロボット制御装置を提供する。
【解決手段】飛び検出部395は、方向変化検出部394が主軌道の方向変化があったと判断した場合に、方向変化前後の主軌道方向の交差角と、TCP位置姿勢算出部393が算出したTCP位置と前回のTCP位置との距離から、飛び補正が必要か否かを判断する。飛び補正が必要であれば、飛び補正部396は、主軌道方向変化後の一定期間、TCP位置姿勢算出部393が算出したTCP位置を、主軌道の方向変化があった教示点の直前の補間点の変位位置から教示点の直後の補間点の変位位置に向かうベクトルを縮小したベクトルで逆方向に変化させた位置に補正する。
(もっと読む)
ディジタル位相同期装置
【課題】入力された正弦波と周波数が等しく、かつ位相が同期した正弦波を、簡易で正確に、出力する装置を提供する。
【解決手段】位相差検出回路1は、外部から入力された第一の正弦波と正弦波生成回路5より出力する第二の正弦波との位相差を、ディジタル信号処理により算出する。その算出値に基づいて第二の正弦波の位相と周波数を調整するので、正弦波生成回路5は入力された第一の正弦波に周波数が等しく、かつ位相が同期した第二の正弦波を簡易に正確に出力することができる。
(もっと読む)
801 - 810 / 990
[ Back to top ]