
新神戸電機株式会社により出願された特許
31 - 40 / 518
鉛蓄電池
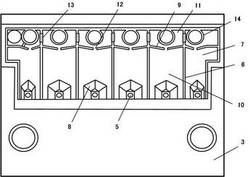
【課題】電池が倒れた際に、電解液が外部に漏れ出したり、電槽内に設けられている一連のセル室内の電解液量が不均一になったりするのを防ぐことができるようにした鉛蓄電池を提供する。
【解決手段】内部に電解液を有する電槽と、この電槽の上面開口部を閉じる蓋体とを備え、前記蓋体により閉じられた電槽内部とこの電槽外部とが、気体を通過させ、液体を通過不能とする、機能膜により隔離されている構成とする。
(もっと読む)
リチウムイオン電池を搭載した電動カート及び電動カート用リチウムイオン電池の充電方法

【課題】 回生電流による回生ブレーキを最大限利用して電動カートの制動を行い、同時に、安全にリチウムイオン電池を充電することが可能な電動カート及び充電方法を提供する。
【解決手段】 複数のセルが接続されてなるリチウムイオン電池3を搭載し、回生電流を制御することにより得る回生ブレーキとブレーキ指令を発生して制動用機械ブレーキ装置を動作状態にすることによる機械ブレーキとを併用する制動制御部21を備えた電動カート1において、制動制御部21は、回生電流により充電されるリチウムイオン電池3のセルの端子間電圧が充電上限電圧よりも低い閾値電圧まで上昇したことを検知すると、回生電流を減少させて回生ブレーキを弱めるとともにブレーキ指令を出力して機械ブレーキを併用する。
(もっと読む)
非水電解液及びこれを用いたリチウムイオン二次電池
【課題】難燃性及び高い電気伝導度を有し、高率放電特性に優れた非水電解液及びこれを用いたリチウムイオン二次電池を提供することを目的とする。
【解決手段】非水電解液が、少なくとも環状カーボネート及び鎖状カーボネートを含む非水溶媒と支持塩とを含有し、さらに、リン酸トリメチル等のリン酸エステル及びビスホスホン酸エステルを含有することを特徴とする。非水溶媒として、ビニレンカーボネートをさらに含むことが好ましい。
(もっと読む)
樹脂成形品
【課題】 加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 金属部品1の一部を熱可塑性樹脂組成物からなる樹脂成形部3に埋設し、金属部品1が露出している部分1Aに発熱部品5を接続する。発熱部品5が発生する熱を、金属部品1及び樹脂成形部3の一部を構成する熱可塑性樹脂層3Aを介して放熱板7へ放熱する。熱可塑性樹脂層3Aの厚みtは0.4〜1mmとする。
(もっと読む)
樹脂成形品
【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
バッテリテスタ、バッテリおよびバッテリ状態監視装置
【課題】発熱が少なく小型で高精度のバッテリテスタを提供する。
【解決手段】テスタ1は、抵抗R1とスイッチSW1とを有する第1の通電回路と、抵抗R2とスイッチSW2とを有する第2の通電回路と、バッテリ10の開回路電圧、R1、R2の両端電圧を測定する電圧測定回路3と、R1、R2に流れる電流を測定する電流測定回路41、42と、SW1、SW2のオン、オフを制御し電圧測定回路3で測定された電圧と電流測定回路41、42で測定された電流からバッテリ状態を推定するプロセッサ2を備えている。SW1とSW2とを、0.5msの短いパルス幅と、0.5sの長いパルス幅との2つのパルス幅で異なる時間にオン状態に制御し、開回路電圧と、SW1をオン状態に制御したときのR1の両端電圧、R1に流れる電流、SW2をオン状態に制御したときのR2の両端電圧、R2に流れる電流でバッテリ状態を推定する。
(もっと読む)
樹脂成形品及びその製造方法
【課題】導電部材と樹脂成形部との密着性が良好で、超音波振動の振動エネルギが、導電部材と樹脂成形部との間に発生した剥離部分に吸収されることを抑制した樹脂成形品及びその製造方法を提供する。
【解決手段】接続用端子部1Aの裏面1bに複数の溝1eを形成する。複数の溝1eは、超音波溶接により接続用導電線材4を表面1aに溶接する際に接続用導電線材4を介して表面1aに加えられる超音波の往復振動方向と交差する方向に延び且つ往復振動方向に間隔をあけるようにして接続用端子部1Aの裏面に形成されている。複数の溝1eの横断面形状は、全体的に見ると裏面1bから表面1aに向かうに従って曲がりながら幅寸法が小さくなり、部分的に拡大して見ると接続用端子部1Aの裏面側から表面側に向かって、内壁部に凹凸が繰り返し現れる形状を有している。
(もっと読む)
モールドバスバーの製造法及びモールドバスバー
【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
加熱加圧成形用プリプレグおよび積層板
【課題】プリント配線板を多層化する場合の層間接着層に使用すると、回路埋め性が良好で、かつ、熱伝導性の良い絶縁層が得られる加熱加圧成形用プリプレグを提供する。
【解決手段】無機充填材を含む熱硬化性樹脂組成物を、シート状にし半硬化状態としてなる加熱加圧成形用プリプレグである。前記無機充填材が、次の(1)と(2)を含む二成分以上からなる。(1)一次粒子の凝集体であって、前記凝集体の平均粒径d1が、10μm≦d1≦70μmの範囲にある充填材。(2)形状が粒子状であって、粒子単体の平均粒径d2が、0.1μm≦d2≦30μmの範囲にある充填材。そして、前記熱硬化性樹脂組成物は、熱硬化性樹脂固形分と無機充填材を合わせた体積中に、成分(1)が5〜40体積%、成分(2)が10〜50体積%の範囲で添加され、無機充填材の総含有量としては20〜80体積%である。
(もっと読む)
粘着シート及びこの粘着シートの貼り付け方法
【課題】位置修正が容易で、位置修正時にシワが寄り難く、傾斜を抑えた貼り付けが可能な粘着シート及び粘着シートの貼り付け方法を提供する。
【解決手段】表面基材層1と表面基材層の片面に設けた粘着剤層と粘着剤層を被覆する剥離シートから成る粘着シートにおいて、剥離シートを3個以上に分割する切れ目4を、長辺5と交差する方向または短辺と交差する方向に有する。前記切れ目と交差する辺の長さを100としたときに、少なくとも1本の切れ目を端部から10〜15の位置に配置する。これにより、位置決めが容易で、傾斜を抑えた貼り付けができ、シワが寄り難く、容易に貼り付け位置の修正を行うことができる。表面基材層1の表側面を情報表示領域とすることで、ラベル、ステッカー、銘板の代替としても利用することができる。
(もっと読む)
31 - 40 / 518
[ Back to top ]