
JFEスチール株式会社により出願された特許
61 - 70 / 8,589
穿孔圧延用工具
【課題】耐久性に優れた穿孔圧延用工具およびその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.5%、Si:0.1〜1.5%、Mn:0.1〜1.5%、Cr:0.1〜1.5%、Mo:0.6〜3.5%、W:0.5〜3.5%、Nb:0.1〜1.0%を含み、さらにCo:0.5〜3.5%、Ni:0.5〜4.0%を、1.0<Ni+Co<4.0を満足する基材の表面にスケール層を形成する。そのスケール層のうち基材側に形成されるスケール層を、深さ方向に10〜200μmの厚さを有する地鉄と複雑に絡み合ったネット状スケール層とし、該ネット状スケール層と基材との界面から深さ方向で少なくとも300μmの範囲の基材側組織を、面積率50%以上のフェライト相を含み、かつ該フェライト相が最大長さ:1〜60μmのフェライト粒を400個/mm2以上含む。
(もっと読む)
連続鋳造におけるモールドパウダー評価方法、該評価方法を用いた連続鋳造方法
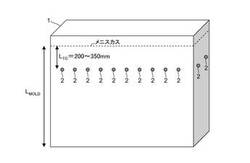
【課題】長時間操業によるモールドパウダーの微妙な変化をとらえ適切な連続鋳造を可能とする連続鋳造におけるモールドパウダ評価方法、該方法を用いた連続鋳造方法を提供する。
【解決手段】鋳型銅板におけるメニスカス位置から下方200〜350mm位置で、かつ鋳型銅板溶鋼側表面から5〜15mmの深さに埋没設置した熱電対の熱電対2温度を用いて、下式で与えられる現在時刻から過去10秒間の平均熱電対温度T_TC10と現在の熱電対温度T_TCの温度勾配ΔT_TCを求め、該温度勾配ΔT_TCが、0.05回/min以上の頻度でΔT_TC>10(℃/sec)となる場合をモールドパウダー異常であると評価することを特徴とする。ΔT_TC=(T_TC10-T_TC)/Δt。但し、Δt:サンプリング時間(sec)。
(もっと読む)
冷延鋼板のノッチング方法

【課題】冷延鋼板連続処理ラインにおいて、先行板と後行板との板継ぎ部の板幅端部をノッチングするに際して、本体処理装置の中央ライン速度低下や本体処理装置停止の発生を的確に防止することができる冷延鋼板のノッチング方法を提供する。
【解決手段】ノッチング装置、入側ルーパー、本体処理装置の順からなる冷延鋼板連続処理ラインのノッチング方法であって、入側ルーパーの鋼帯残長によってノッチャー刃昇降速度を変更してノッチングすることにより、ノッチング時間不足による本体処理装置の停止を防止することを特徴とする冷延鋼板のノッチング方法。
(もっと読む)
地絡検出方法
【課題】より簡便に、間欠地絡が発生しているフィーダ線を特定可能な地絡検出方法を提供する。
【解決手段】母線1に複数のフィーダ線2,3,4が接続されると共に、各フィーダ線2,3,4に対し零相変流器ZCTが設けられた配電系統での地絡検出方法であって、上記零相変流器ZCTの2次側端子電圧を測定し、その測定した端子電圧に基づき地絡が発生しているフィーダ線2を検出する。また、上記零相変流器ZCTの2次側電流で作動する継電器DGを有し、上記継電器DGが非作動状態の場合に、上記2次側端子電圧に基づき地絡の発生しているフィーダ線の検出を行う。
(もっと読む)
熱間圧延ラインにおける圧延材の搬送制御方法
【課題】圧延材間ピッチが熱間圧延ライン上で一層最短となるように熱間圧延ライン上で圧延材を搬送制御すること。
【解決手段】加熱炉、粗圧延機R2,R4、および仕上げ圧延機F1〜F7を備える熱間圧延ラインであって、先行材および後行材の先端および尾端が前記各設備位置に到達する時刻を予測演算することにより、圧延材の加熱炉からの抽出時刻を決定し、圧延材を待機可能位置でオシレーションさせ、所定の圧延材間ピッチに制御する熱間圧延ラインにおける圧延材の搬送制御方法において、前記待機可能位置WP1〜WP3は、仕上げ圧延機F1の直前位置と仕上げ圧延機F1前の複数位置(WP1,WP2)とに設けられ、前記各設備位置に到達した先行材および後行材の到達情報を取得して前記予測演算結果を修正し、前記所定の圧延材間ピッチを最短に制御する。
(もっと読む)
粉末冶金用鉄基粉末の製造方法および粉末冶金用鉄基粉末
【課題】抜出性に優れた粉末冶金用鉄基粉末を製造する方法を提供する。
【解決手段】鉄粉1、結合剤2、合金成分3、重量平均分子量800,000以下のポリアクリロニトリル系重合体および/または重量平均分子量1,500,000以下のポリ(メタ)アクリル酸エステル系重合体である重合体5、ならびに、潤滑剤4を含有する粉末冶金用鉄基粉末を得る方法であって、上記鉄粉1、上記結合剤2、および、上記合金成分3を加熱混合する工程と、上記加熱混合により得られた混合物を冷却する過程で、当該混合物に上記重合体5を含むエマルジョンを添加する工程と、上記エマルジョンが添加された上記混合物に上記潤滑剤4を添加する工程と、を備える粉末冶金用鉄基粉末の製造方法。
(もっと読む)
鋼板内の材質均一性に優れた高強度高靭性厚肉鋼板及びその製造方法
【課題】材質均一性に優れた高強度高靭性厚肉鋼板とその製造方法を提供する。
【解決手段】質量%で、C:0.04〜0.12%、Si:0.01〜0.5%、Mn:0.5〜2.5%を含有し、残部がFeおよび不可避的不純物からなり、かつ式(1)で示す炭素当量Ceqが0.49以下であり、金属組織がフェライトとベイナイトとマルテンサイトからなる組織であり、鋼板表層部分のマルテンサイトが体積分率で20%以下であり、板厚方向の硬さのばらつきがビッカース硬さでΔHV100以下であることを特徴とする材質均一性に優れた高強度高靭性厚肉鋼板。
【数1】 (もっと読む)
(もっと読む)
鋼板ストリップの蛇行矯正方法及びその装置
【課題】鋼板ストリップにステアリングロールの傾きによる荷重を生じさせることなく且つ張力を低下させる必要なく鋼板ストリップの蛇行を矯正する鋼板ストリップの蛇行矯正方法及び蛇行矯正装置を提供する。
【解決手段】鋼板ストリップ1の左右両サイドを均等な圧力で表裏から挟みつけることができる機能を備えたロール2A、2bの対を設置し、前記ロールの対よりも上流側で鋼板ストリップの左右いずれかのエッジを加熱するか、左右の加熱量に差を生じさせ、この加熱された部分の通過時にこの加熱された部分による前記ロールの対の左右の加熱量を変化させ、その左右いずれか一方のロール径を他方より膨大させて、左右における周長が相違する前記ロールにより鋼板ストリップの蛇行を矯正する鋼板ストリップの蛇行矯正方法。
(もっと読む)
金属帯の圧延方法
【課題】金属帯の圧延において、板幅方向での厚みが不均一、特に幅端部の厚みが過薄になったり過厚になったりする問題を解消でき、金属帯の製造におけるスケジュールフリーの圧延を安定的、かつ確実に、実現することを目的とするものである。
【解決手段】ワークロールを軸方向にシフトするシフト機構および上下ワークロールをクロスするクロス機構を備えた圧延機を用いて被圧延材を圧延するに際し、圧延サイクルにて圧延予定の全被圧延材について、被圧延材とワークロールの接触部分におけるワークロールプロフィルを、目標とするプロフィルとするように全被圧延材に対するワークロールシフト位置を決定し、次いで各被圧延材について予測ワークロールプロフィル、予測圧延荷重、目標板幅からワークロールのクロス角を決定することを特徴とする圧延方法。
(もっと読む)
鋼管杭の接続構造
【課題】ねじ込み式鋼管杭の接続構造に好適で溶接作業が困難な場所で鋼管杭同士を接続する鋼管杭の接続構造を提供する。
【解決手段】上下鋼管杭の接続端部の夫々に同一寸法形状となる略レ型の切欠き部を一方向に連続して複数設け、前記複数の切欠き部の長片に取り付けた板状部材をフランジとしてボルト結合する。
(もっと読む)
61 - 70 / 8,589
[ Back to top ]