
住友金属工業株式会社により出願された特許
41 - 50 / 2,544
金属板からなる液圧バルジ成形品の製造方法、液圧バルジ成形用金型、及び液圧バルジ成形品
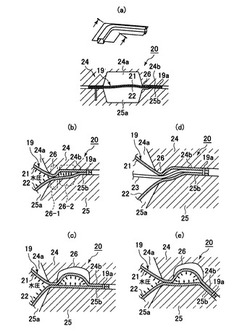
【課題】重ね合わされて周縁部を接合された複数の金属板からなる成形素材に液圧バルジ成形を行って液圧バルジ成形品を製造する際に、割れやしわといった成形不良の発生を抑制して成形可能限界をさらに向上する。
【解決手段】最外側に第1の金属板21及び第2の金属板22を有して重ね合わされて周縁部を接合された成形素材19を、第1の金型24及び第2の金型25の間で挟持し、成形素材19からなる液圧バルジ成形品を製造する際、第1の金属板21を、第1の金属板21のフランジ部が第1のフランジ面24bであって第1のキャビティ24aの周囲の全部又は一部に設けられた流入抵抗増加部26に沿いながら、第1のキャビティ24aの内部に流入させるとともに、第2の金属板を、第2の金属板25のフランジ部が第2のフランジ面25bに沿いながら、第2のキャビティ25aの内部に流入させる。
(もっと読む)
合金化溶融亜鉛めっき鋼板およびその製造方法
【課題】引張強度780MPa以上の高強度と、優れた曲げ性、伸びフランジ性および延性とを有する合金化溶融亜鉛めっき鋼板の提供と製造。
【解決手段】基材鋼板が、質量%で、C: 0.03〜0.35%、Si: 0.005〜2.0%、Mn: 1.0〜4.0%、P: 0.0004〜0.1%、S: 0.02%以下、sol.Al: 0.0002〜2.0%、およびN: 0.01%以下を含有する化学組成を有し、鋼板の表面から50μmの深さの位置における圧延方向に展伸したMnおよびSiが濃化した濃化部の圧延直角方向の平均間隔である濃化部平均間隔が1000μm以下であり、鋼板の表面における深さ3μm以上10μm以下のクラックの数密度が3個/mm以上1000個/mm以下であり、面積%で、ベイナイト:60%以上、残留オーステナイト:1%以上、マルテンサイト:1%以上、およびフェライト:2%以上20%未満を含有するとともに、マルテンサイトおよび残留オーステナイトの最近接距離の平均値である超硬質相平均間隔が20μm以下である鋼組織を有する合金化溶融亜鉛めっき鋼板。
(もっと読む)
合金化溶融亜鉛めっき鋼板およびその製造方法

【課題】量産可能な方法で安定して製造可能な、980 MPa以上の高い引張強度を有しながら優れた伸びフランジ性を有する高強度溶融亜鉛めっき鋼板を提供する。
【解決手段】合金化溶融亜鉛めっき鋼板の母材鋼板が、質量%で、C:0.08%超、0.15%以下;Si:0.001%超、1.5%以下;Mn:2.2%超、3.5%以下;P:0.02%以下;S:0.01%以下;sol.Al:0.001%以上、0.40%以下;Ti:0.015%以上、0.060%以下;B:0.0015%超、0.010%以下;およびN:0.01%以下を含有する化学組成を有し、面積%で、フェライト:5%未満、未再結晶フェライト:0.5%未満および粒径1.0μm以下のマルテンサイト:5%未満である鋼組織を有する。
(もっと読む)
重防食被覆鋼材
【課題】海洋飛沫部における耐食性および密着耐久性を向上してなる重防食被覆鋼材を提供する。
【解決手段】質量%で、C:0.001〜0.15%、Si:2.5%以下、Mn:0.5%を超え2.5%以下、P:0.03%未満、S:0.005%以下、Cu:0.2%未満、Ni:0.2%未満、Cr:0.01〜3.0%、Al:0.003〜0.1%、N:0.001〜0.1%およびSn:0.03〜0.50%を含有し、残部がFeおよび不純物からなり、Cu/Sn比が1以下である組成を有することを特徴とする。さらに、Ti、Nb、Mo、V、Ca、Mg及びREMのうちの1種または2種以上を含んでもよい。
(もっと読む)
絞り圧延用ロールの製造方法、及び、絞り圧延用ロール
【課題】噛み出し疵及びエッジ疵の発生を抑制できる絞り圧延用ロールの製造方法を提供する。
【解決手段】3ロール式絞り圧延機に用いられる絞り圧延用ロールを準備する。次に、絞り圧延用ロールをロール軸まわりに回転し、カリバ部とフランジ部との隣接部分に形成される稜部52を切削して稜部52に丸みをもたせる。稜部52に丸みをもたせる工程では、稜部52の頂上を中心としたロール軸方向に3.0mmの範囲の稜部領域RA52において、0.5mmピッチで測定された曲率半径の平均を2.5mm〜3.0mmとし、かつ、曲率半径の最大値と最小値との差分を1.0mm以下にする。
(もっと読む)
ハイドロフォーム成形品の製造方法および製造装置
【課題】重ね合わされた2枚の金属板の外周を溶接しなくとも、膨出加工時のシール性を確保する。
【解決手段】鋼板4を押さえる板押さえ面2a、及び金型肩R部2dにより形成され、かつ成形品の外郭形状と同一の内郭形状の孔型2bを備える上金型2と、鋼板5を押さえる板押さえ面3a、及び金型肩R部3dにより形成され、かつ成形品の外郭形状と同一の内郭形状の孔型3bを備える下金型3とを用いて、鋼板4,5を挟持してこれらの間に加工液を供給して、膨出変形させ、二つの成形品を製造する。上金型2および下金型3はそれぞれの板押さえ面2a,3aの外側でシールする。金型肩R部2dと鋼板4との接触面圧が金型肩R部2dの全周にわたって、かつ膨出変形の全ての時間において、鋼板4,5間に供給された加工液の圧力よりも高くなるように、金型肩R部2dを鋼板4に接触させる。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】レーザを用いたレーザ突き合わせ溶接において、溶接部の凹みを抑制するとともに、溶接の効率を低下させることなく、良好な溶接品質を得ることができるレーザの溶接方法、およびレーザ溶接装置を提供する。
【解決手段】発振媒体は、並列に配置された複数のファイバ状またはディスク状の結晶体から構成され、レーザビームは、鋼板の表面において、1つのビームスポットまたは溶接線方向に並列した2つの円形状のビームスポットが形成されるように集光され、鋼板の表面におけるビームスポットの溶接線方向の総長さが溶接線に直交する方向のビームスポット幅より大きくなる関係を有してビームスポットが溶接線に沿って移動することにより溶接することを特徴とする。
(もっと読む)
連続鋳造用浸漬ノズルおよびこれを用いた連続鋳造方法
【課題】浸漬ノズルの閉塞を抑制することができる連続鋳造用浸漬ノズル、およびこの浸漬ノズルを用いた連続鋳造方法を提供する。
【解決手段】スピネルグラファイト耐火物を少なくとも内面に配した連続鋳造用浸漬ノズルであって、前記スピネルグラファイト耐火物が、mass%で、C:11〜45%、MgO:6〜25%、Al2O3:40〜80%およびCaO:1〜7%を含有することを特徴とする連続鋳造用浸漬ノズル。前記連続鋳造用浸漬ノズルを用いて鋳型に溶融金属を注入する鋳片の連続鋳造方法であって、前記連続鋳造用浸漬ノズルに電極を設け、前記スピネルグラファイト耐火物を通じて溶融金属に通電しながら鋳造することを特徴とする連続鋳造方法。前記スピネルグラファイト耐火物を陰極とし、前記溶融金属内に陽極となる対極を浸漬し、通電時の平均電流密度を1〜30mA/cm2とすることが好ましい。
(もっと読む)
高温耐へたり性に優れる冷間圧延ステンレス鋼板およびその製造方法
【課題】本発明は、500℃以上の高温で使用される高温での耐へたり性に優れる冷間圧延ステンレス鋼板を安定して供給する手段を提供する。
【解決手段】質量%で、C:0.15%以下、Si:1.0%以下、Mn:2.0%以下、Cr:16%以上30%以下、Ni:7%以上25%以下、Cu:2.0%以下、Mo:5.0%以下およびN:0.1%以上0.4%以下を含有し、残部が実質的にFeおよび不可逆的不純物からなり、下記式(i)により定義されるA値が0以上であり、下記式(ii)により定義されるB値が1.5以上2.5以下である化学組成を備え、且つ下記式(iii)で定義される高温保持前後の硬度変化RHVが10%以下であり、更に圧延方向平行のばね限界値が220MPa以上となる機械特性を備えることを特徴とする冷間圧延ステンレス鋼板。
【数5】 (もっと読む)
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】レーザを用いたレーザ突き合わせ溶接において、溶接部の凹みを抑制するとともに、溶接の効率を低下させることなく、良好な溶接品質を得ることができるレーザの溶接方法を提供する。
【解決手段】発振機は、複数の発振媒体から構成される単一の発振機であり、光学系はコリメートレンズ、光屈折板および集光レンズを有し、レーザビームは、鋼板の表面において、1つのビームスポットまたは溶接線方向に並列した2つの円形状のビームスポットが形成されるように集光され、鋼板の表面におけるビームスポットの溶接線方向の総長さが溶接線に直交する方向のビームスポット幅より大きくなる関係を有してビームスポットが溶接線に沿って移動することにより溶接することを特徴とする。
(もっと読む)
41 - 50 / 2,544
[ Back to top ]