
大同特殊鋼株式会社により出願された特許
911 - 916 / 916
ステンレス鋼の連続鋳造方法
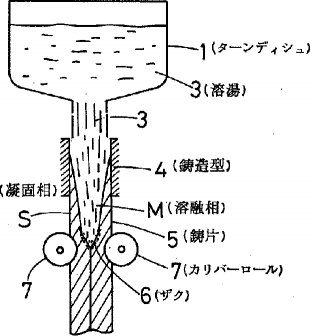
【目的】本発明はステンレス鋼の連続鋳造方法において、鋳造された鋳片の芯部の粗構造部分であるザクからの酸化を防止することを目的とする。
【構成】ターンデイシュ1から鋳造型4内へステンレス鋼の溶湯3を流下させて鋳片5を鋳造し連続的に引出す際、鋳片5の凝固率が15容量%以上になる位置で圧下することによって芯部に形成されるザクを押潰す。
(もっと読む)
線材又は棒材の端部接合方法及び装置

【目的】 特に軟鋼製溶接ワイヤの端部同士を接合するにおいて、グラインダ掛け等の余分な工数を増加させることなく、粉塵も生じない方法及び装置の提供。
【構成】 溶接ワイヤ用端部接合装置1 は、通電クランプ対2,3 間に帯状のろう材を供給するためのろう材リール4 を備えている。一方の通電クランプ2 は固定され、他方の通電クランプ3 は、スプリング5 によってクランプ対間隔を狭める方向へ付勢されて移動可能である。このスプリング5 の付勢力は、接合される材料の熱膨張に打ち勝たない強さに設定されている。また、ろう材リール4 は、バックテンションをかけられている。接合開始するとろう材4aが溶融し、バックテンションで自然に切れ、接合部に余分のろう材が付着することがない。また、溶接ワイヤ6a,7a は加熱によって膨張するが、スプリング5 が押し戻されることになり、熱応力の発生が抑制され、断面の膨らみも生じない。
(もっと読む)
熱間静水圧加圧成形用のカプセルおよび熱間静水圧加圧成形方法
非晶質金属管状製品の製造方法
【目的】 実質上非晶質の、すなわち組織の過半量が非晶質相または粒径100nm以下の超微細結晶相である金属の管状製品を一工程で製造する方法を提供する。
【構成】 熱伝導率の高い金属で鋳型と中子を製作し、両者で形成する管状のキャビティに金属溶湯を加圧下に注入して急速に凝固させる。
(もっと読む)
消失性模型の組立方法および組立装置
【目的】 幹に相当するスプルーに枝ないしは葉に相当する所定個数のユニット模型を溶着してツリー状の消失性模型を自動的に組立てる。
【構成】 ユニット模型を射出成形により成形する射出成形機構11と、あらかじめ成形したスプルー2をユニット模型の溶着位置Pで当該スプルー2の軸方向および/または周方向にユニット模型の間隔分だけ移動させるスプルー軸方向移動機構41および/またはスプルー周方向移動機構61と、射出成形されたユニット模型を射出成形位置から溶着位置Pに移動させてスプルー2に近接ないしは圧着させるユニット模型移動機構21と、ユニット模型を射出成形位置から溶着位置Pに移動させる間にユニット模型のワックスゲート部分を切除するワックスゲート部分切除機構31と、スプルー2およびユニット模型のうちの少なくとも一方を部分的に加熱して溶融する加熱体を溶着位置Pに移動させる加熱体移動機構51を具備してなる消失性模型の組立装置。
(もっと読む)
消失性模型の組立方法および組立装置
911 - 916 / 916
[ Back to top ]