
JFEエンジニアリング株式会社により出願された特許
1,001 - 1,010 / 1,044
導電体長計測装置及びレベル計測装置
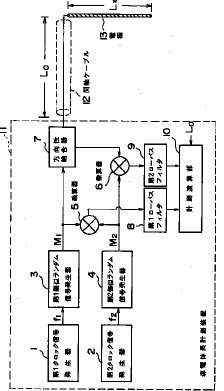
【課題】 金属棒電極やカーボン電極等の導電体の長さの精度の良い計測装置及びこの技術を利用した溶融金属のレベル計測装置。
【解決手段】 第1のクロック周波数f1 に同期した第1擬似ランダム信号発生器3と、前記f1 とわずかに異なる第2のクロック周波数f2 に同期し、前記第1の擬似ランダム信号と同一パターンの第2擬似ランダム信号発生器4と、前記第1及び第2擬似ランダム信号の乗算を行う乗算器5と、電磁波として電極13の一端より長さ方向に伝播させ、その他端からの反射信号を分離して検出する方向性結合器7と、前記反射信号と第2の擬似ランダム信号とを乗算する乗算器6と、出力信号をそれぞれ積分する第1,第2LPF8,9と、第1,第2LPFの出力信号のピーク値検出時刻間の時間から電極13の長さを計測する計測演算部10とを備えたもの。
(もっと読む)
磁気シールド用鋼板

【課題】低調圧率においても磁気シールド性が優れ、しかも安価な磁気シールド用鋼板を提供すること。
【解決手段】重量%で、Si:0.05〜0.30%、Al:0.004%以下(0%を含む)、C:0.005%以下(0%を含む)、S:0.02%以下(0%を含む)、Mn:0.05〜0.5%、P:0.005〜0.2%、N:0.005%以下(0%を含む)、O:0.0080〜0.0200%を含み、残部実質的にFeからなる磁気シールド用鋼板。
(もっと読む)
HDR式連続圧延方法
【課題】 製造設備を長大化させることなく省エネルギー・高能率の連続圧延を可能にする。
【解決手段】 連続鋳造機1により連続鋳造されたビレット10を順次接続ライン12に直送し、ビレットのスケールをスケール除去装置3において除去した後、先行ビレットの後端面と後行ビレットの先端面を走間フラッシュバット溶接装置4においてフラッシュバット溶接し、その溶接部15のバリを走間バリ取り装置5においてグラインダー51〜53により削除し、連続ビレットを誘導加熱装置6で加熱し、圧延機列7で連続圧延する。
(もっと読む)
Al含有溶融亜鉛めっき鋼板及びその製造方法
【課題】めっき密着性に優れるとともにスパングル模様の均一性が良好なAlを20〜95重量%含有する溶融亜鉛めっき鋼板を得ることを目的とする。
【解決手段】連続式溶融めっき設備で、スナウト内のガス雰囲気を以下に示す式1〜3の条件範囲に保つことにより、鋼板表面に、めっき密着性に優れかつ表面のスパングル均一性インデックスが1.0-1.5 であるAlを20-95 wt%含有するZn-Al めっき皮膜を形成したAl含有溶融亜鉛めっき鋼板。スパングル均一性インデックスとは10cm×10cmのAl含有溶融亜鉛めっき鋼板から任意に10箇所選定し、1cmの長さを横切るスパングルの数をカウントして、“最大カウント”/“最小カウント”の値を“スパングル均一性のインデックス”と定義する。
0%≦(水素濃度%)≦20%(残窒素)…式1、−90℃≦(露点℃)≦−20℃…式2、(露点℃)≧(水素濃度%)×3+(めっき浴温℃)×0.5-380 …式3
(もっと読む)
プレス成形性および耐熱性に優れたAl−Zn系合金めっき鋼板
【課題】優れた深絞り成形性と耐熱性を兼ね備えたアルミニウム−亜鉛合金めっき鋼板を提供する。
【解決手段】重量%で、C:0.003%未満、S:0.015%以下、N:0.003%以下、Ti:0.02〜0.1%,B:0.0002〜0.0015%、P:0.036%以下を含有する鋼板に、Al:25〜90%,Si:Al量の1%以上10%以下を含み、残部は実質的にZnであるAl−Zn系合金めっきを施したことを特徴とするプレス成形性および耐熱性に優れたアルミニウム−亜鉛合金めっき鋼板。
(もっと読む)
プレス成形性および耐熱性に優れたAl−Zn系合金めっき鋼板
ロールグラインダーのビビリ検知方法
【目的】 ロールグラインダーのビビリを検知する。
【構成】 ロールグラインダー1のロール軸受部3に取り付けた振動センサー4からの振動信号を周波数解析器7に入力して周波数帯域毎の振動レベルを解析し、解析した振動レベルのうちビビリに関する特定の振動帯域の振動レベルをビビリ判定器10に入力し、このビビリ判定器10にあらかじめ設定したしきい値と比較して振動レベルがしきい値を超えたときには、ビビリが発生したと判定するロールグラインダーのビビリ検知方法。
【効果】 圧延ロールのロールマークを低減できる。
(もっと読む)
亜鉛系メッキ鋼板
【課題】 亜鉛系メッキ鋼板の表面に形成させるための、硬質且つ高融点でしかも接着性および化成処理性にも優れた皮膜の化学成分組成と付着量を特定する。
【解決手段】 Fe−Ni−O系皮膜であって、付着量を金属元素の合計で10〜1500mg/m2 を共通条件とし、皮膜の、
河川の護岸構造物
走行物体の温度計測方法
【目的】 操業に外乱を与えることなく、走行中の物体の温度を比較的低温でも精度良く計測できる方法を提供する。
【構成】 温度計測素子1とそれより熱容量の大きな裏打ち材2を有する温度検出ヘッド10を、走行中の測定対象3に追随させて接触させ、温度計測素子1の温度θ1(t)およびその初期値T0、ならびに予め求めておいた係数K およびαにより表される次の式を用いて測定対象の温度T を推定計算することを特徴とする走行物体の温度計測方法。
T=T0+(1/K)[ θ1(t)-T0]/[1-exp(αt)]更に、温度計測素子の温度を等時間間隔で順次サンプリングした値T1、T2、T3により表される次の式を用いて、測定対象の温度T を推定計算することを特徴とする走行物体の温度計測方法。 T=T0+(1/K)[(T22-T1T3)/(2T2-T1-T3)-T0]
(もっと読む)
1,001 - 1,010 / 1,044
[ Back to top ]