
株式会社日本製鋼所により出願された特許
21 - 30 / 840
ダイリップ調整装置
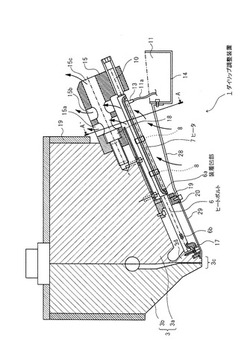
【課題】ヒートボルトの軸間ピッチを小さくし、ダイリップ部のリップ間隙の長手方向に亘ってリップ間隙を高精度に調整する。
【解決手段】シート2を押し出すTダイ3に設けられたダイリップ部3cの線状のリップ間隙の長手方向に沿って配列され、熱膨張によってリップ間隙を調整するための複数のヒートボルト6を備える。ヒートボルト6に配され、ヒートボルト6を加熱する棒状のヒータ7を備える。ヒートボルト6の外周面には、ヒータ7が装着される装着凹部6aが、ヒートボルト6の軸方向に沿って形成されている。
(もっと読む)
横延伸方法及び装置

【課題】本発明は、帯状体を搬送する搬送機構に遮蔽板を設けることにより、加熱空気の流れを整え、加熱効率を向上させることを目的とする。
【解決手段】本発明による横延伸方法及び装置は、搬送機構(10)のチャック部(1)の近傍に設けた一対の第1、第2遮蔽板(30,31)により、前記搬送機構(10)に衝突する加熱空気(13,14)と帯状体(20)に衝突する加熱空気(13,14)とを分離する方法と構成である。
(もっと読む)
高Cr鋼製タービンロータの初層溶接部、初層溶接部用溶接材料、上盛層溶接部、上盛層溶接部用溶接材料および多層肉盛溶接部の製造方法
【課題】高Crタービンロータの軸受接触面に形成する溶接部強度や靭性を向上し、応力除去焼鈍割れを回避する。
【解決手段】軸受接触面に形成する肉盛の初層溶接部がC:0.05〜0.2%、Si:0.1〜1.0%、Mn:0.3〜1.5%、Cr:4.0〜7.7%、Mo:0.5〜1.5%を含有し、残部Fe及び不可避不純物で、P:0.015%以下、S:0.015%以下、Cu:0.2%以下、V:0.2%以下、Ni:0.3%以下、Co:1.5%以下、B:0.005%以下、W:1.5%以下、Nb:0.07%以下であり、上盛層溶接部がC:0.05〜0.2%、Si:0.1〜1.0%、Mn:0.3〜2.5%、Cr:1.0〜4.0%、Mo:0.5〜1.5%、を含有し、残部Fe及び不可避不純物でP:0.015%以下、S:0.015%以下、Cu:0.2%以下、V:0.15%以下、Ni:0.3%以下、Nb:0.07%以下に規制する。
(もっと読む)
電動射出成形機の電圧監視方法および電動射出成形機
【課題】外部から供給される三相交流電圧の品質が成形品に及ぼす影響を評価したり、三相交流電圧の異常による故障を防止することができる電圧監視方法を提供する。
【解決手段】電動射出成形機(1)に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、コントローラ(3)に記録するように構成する。そして前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も記録する。さらに、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機(1)を停止する。
(もっと読む)
射出成形機用のスクリュ
【課題】フライトやシリンダ内壁の摩耗を防止し、金属粉が成形品に混入したり、金属摩擦の発熱による焼け等の成形不良が生じることがない、射出成形機用のスクリュを提供する。
【解決手段】
射出成形機用のスクリュ(1)において、圧縮部(6)寄りの供給部(5)から計量部(7)にかけて、フライト(2)の頂部にステップ状の段部(9)を形成し、頂部(9)を後方寄りの大径部(11)と前方寄りのランド部(12)とから構成する。フライト幅(B1)は加熱シリンダ(14)の内径に対して0.16〜0.26倍に選定する。ランド部(12)と加熱シリンダ(14)の内周壁の隙間(H1)は、大径部(11)と加熱シリンダ(14)の内周壁の隙間(H2)の1.65〜2.15倍に、ランド部(12)の幅(B2)は、フライト幅(B1)の0.63〜0.79倍に選定する。
(もっと読む)
型締装置
【課題】機械長が十分に短く構造がシンプルで、エネルギ損失が少なく、高速に型締することができる型締装置を提供する。
【解決手段】
固定側金型(8)が取り付けられている固定プラテン(9)と、可動側金型(10)が取り付けられている可動プラテン(11)と、これらプラテンを連結している4本のタイバー(13)と、型締力を発生させる型締力発生機構(20)とから型締装置(3)を構成する。型締力発生機構(20)は、超磁歪材料からなる変形部材(22)とコイル(25)とから構成し、タイバー(13)に設ける。ロック機構(18)によって型閉状態にして、コイル(25)によって磁界を発生させると、変形部材(22)が変形してタイバー(13)が弾性変形し型締力が得られる。
(もっと読む)
鉄道車両用連結装置
【課題】非連結時においても連結器が水平に維持され、ローリング、ピッチング、ヨーイング、衝撃に対して十分に対応することができる、連結装置を提供する。
【解決手段】連結器(2)の尾端穴(23)にゴムブッシュ(22)を圧入する。この後端部を緩衝器(4)の上下枠(14、15)に差し入れて縦ピン(21)によって接続する。ゴムブッシュ(22)は第1〜5のゴム部材(25〜29)と、金属製の筒体(31)、金属製の枠体(35)とから加硫接着により一体的に接着する。連結器側を前方、緩衝器側を後方とすると、第1〜5のゴム部材(25〜29)は、それぞれ上部後方寄り、上部前方寄り、下部後方寄り、下部前方寄り、そして中央部に配置されるようにする。第1、4のゴム部材(25、28)は第2、3のゴム部材(26、27)よりも弾性係数の大きなゴムから、第5のゴム部材(29)は更に弾性係数の大きいゴムから形成する。
(もっと読む)
押出機における脱揮装置及び方法
【課題】本発明は、スクリュセグメントのチップフライト部をねじることにより、輸送能力の付加及びシリンダ内部の原料の過剰充満の防止を得ることを目的とする。
【解決手段】本発明による押出機における脱揮装置及び方法は、表面更新性スクリュ(6)の各スクリュセグメント(6B,6C)の外周に設けたチップフライト部(20)が隙間(21)を介して互いに非接触で噛み合うと共に、各チップフライト部(20)はねじりが形成されている構成と方法である。
(もっと読む)
半導体デバイスの製造方法および製造装置
【課題】半導体の製造に際し、熱負荷を増大させることなく、また、高エネルギーのイオン注入機を必要とすることなく深い領域までドーパントを注入して活性化することを可能にする。
【解決手段】半導体の表層にドーパントを浅く注入する第1の工程と、該表層を前記ドーパントの注入領域よりも深く溶融させて前記ドーパントを前記溶融の深さにまで液相拡散させることによって、前記溶融深さへの前記ドーパントの深い注入と液相での活性化とを一括処理する第2の工程とを有し、前記第2の工程における前記溶融拡散による深い注入とその活性化処理は、前記半導体表面に、連続レーザ光を相対的に走査しつつ照射してアシスト加熱するとともに、パルスレーザ光を相対的に走査しつつ繰り返し重複照射する複合照射によって行うことで、低熱負荷でドーパントを深い領域まで拡散させ、同時に活性化させる。
(もっと読む)
自動給脂方法及び給脂装置
【課題】電動射出成形機の被給脂箇所に、定量バルブを使用して給脂するとき、グリス圧送ポンプの無駄な稼働を防止できる、自動給脂方法を提供する。
【解決手段】設定時間グリス圧送ポンプ(41)が稼働している間に、吐出されるグリスの圧力により前回蓄積されている所定量のグリスが被給脂箇所(U、U、…)に給脂され、前記グリス圧送ポンプが停止しグリスの圧力がなくなると、次回吐出される所定量のグリスが蓄積されるようになっている定量バルブ(50。50、…)を使用して電動射出成形機の被給脂箇所に給脂するとき、前記設定時間を周囲温度に合わせて夏期は短く、冬期は長くする。
(もっと読む)
21 - 30 / 840
[ Back to top ]