
日野自動車株式会社により出願された特許
1,001 - 1,010 / 1,484
ハイブリッド自動車
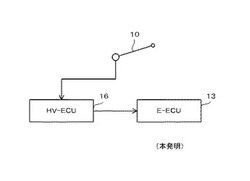
【課題】従来から、大型のハイブリッド自動車では、減速するときあるいは坂道を下るときなどに、ハイブリッド電池を充電する回生制動および排気通路を閉塞する排気制動を併用することができるように構成されているが、これはハイブリッド用電池に充電余裕がある場合にも、ハイブリッド用電池に充電余裕がない場合にも同一に制御されていた。これをハイブリッド用電池の充電可能状態にしたがって合理的に制御してハイブリッドによる回生エネルギを大きくする。
【解決手段】運転者が操作する補助制動操作端は排気制動とハイブリッド制動について共通に一つにする。そしてこの操作端が制動状態に操作されたときには、制御系がハイブリッド用電池の充電容量を観測して、充電余裕があるときには排気制動を禁止して回生制動を優先させるように制御する。
(もっと読む)
モール取付構造

【課題】車両構成部材に対し大型のモールを確実に取り付けることができ、車両のデザイン性を高めて外観向上に役立つモール取付構造を提供する。
【解決手段】モールリテーナ8のアーム状保持部8bをウインドシールドモール4内面の一端側縁部に弾接係合させると共に、モールリテーナ8のプレート状保持部8cをウインドシールドモール4内面の他端側縁部に係合させ、ベースリテーナ16のクリップ片16bを車両構成部材としてのルーフパネル2に嵌着し、該車両構成部材としてのルーフパネル2にクリップ片16bを嵌着したベースリテーナ16のベースリテーナ本体16aに対し、モールリテーナ8の係止孔8dを嵌合させるよう構成する。
(もっと読む)
部材の取付方法
【課題】設計上の制約となるような突起物の張り出し及び緩みや脱落等の心配がなくて済む部材の取付方法を提供する。
【解決手段】第一材料1に予め穿設してある取付孔3に対し、該取付孔3より大きな外径のフランジ部4を基端側に備えたボルト5の先端側を挿通し、第一材料1に前記フランジ部4を被覆するように第二材料2を重ね合わせ、前記フランジ部4に対応させて配置した接合ツール7を回転しながら第二材料2に押し付け、該第二材料2と接合ツール7との間に生じた摩擦熱で前記フランジ部4周囲の第二材料2を固相状態のまま局所的に軟化させて前記フランジ部4を埋没させ、該フランジ部4周囲の軟化した第二材料2を第一材料1の表面に密着せしめてから前記接合ツール7を引き抜き、前記フランジ部4周囲の第二材料2を硬化させてボルト5を第一材料1及び第二材料2に対し固定する。
(もっと読む)
排気浄化装置
【課題】燃費の悪化を最小限に抑えつつ、比較的低い温度領域でもNOx吸蔵還元触媒の再生を効率良く行なうことができ、NOx低減率を向上し得る排気浄化装置を提供する。
【解決手段】ディーゼルエンジン1から排気マニホールド2を介して排出される排気ガス3が流通する排気管4を途中で二股に分岐させて再度合流せしめ、該二股に分岐させた各排気管4の途中に、燃料添加装置5と加熱装置6とNOx吸蔵還元触媒7とを有する排気浄化手段8を配設すると共に、前記排気管4の分岐箇所に、前記排気浄化手段8のいずれか一方に排気ガス3を振り分けて他方の排気ガス3の流量を絞り込む排気分配切換手段9を設ける。
(もっと読む)
車両用シート
【課題】フロアに対するシートの取付位置を従来より低減し、車両の前面衝突時にシートを後退するとともに、後方から衝突された場合におけるシートの後退を防止する。
【解決手段】ロアレール16a,16bに取付けられた移動部材19を衝撃力がシート13に作用したときに後退させる移動部材固定手段30を備える。ロアレールに移動部材の両側に重合する一対の板材18a,18bが設けられ、一対の板材に移動部材が前後方向に移動可能に取付けられ、移動部材固定手段は、一対の板材に設けられた一対の被係止部材31と、被係止部材の間の移動部材に設けられたハウジング32と、ハウジングに両側部から設けられた一対の係止具33と、第1位置で係止具の没入を禁止し第2位置で許容する摺動駒35と、衝撃力センサ42と、衝撃力センサ42が衝撃力を検出したときに摺動駒35を第2位置37に移動させる駆動手段41とを備える。
(もっと読む)
車両前部構造
【課題】プレス加工されるルーフパネルを余分な工程を省いて成形することができ、製造コスト削減を図り得る車両前部構造を提供する。
【解決手段】ルーフパネル2の縦壁部2aの折り曲げの基点より先端側が、ルーフパネル2のプレス加工方向を基準として少なくともルーフパネル2の内面側へ入り込まないよう構成する。
(もっと読む)
電動発電機およびその組立て方法
【課題】ハイブリッド自動車の電動発電機が収容されるステータハウジングの組立て工程では、回転子と固定子との機械的間隙を細かく調整する作業が必要であり、この作業はその作業時間にしばしばバラツキが発生する。これによりベルトコンベア上の流れ作業を阻害することがあった。
【解決手段】ステータハウジングを前後に二分割して、その前要素5aをあらかじめ内燃機関のブロックに取付ける。一方、その後要素5bにフライホイールを組み付ける工程を動力ユニットを組立てる工程とは別に前もって実行する。そして、所定の治具によりその間隙調整状態を保持した状態でベルトコンベアに供給する。
(もっと読む)
部材の取付方法
【課題】設計上の制約となるような突起物の張り出し及び緩みや脱落等の心配がなくて済む部材の取付方法を提供する。
【解決手段】第一材料1の取付孔3に、これより大きな外径のフランジ部4を基端側に備えたボルト5の先端側を挿通し、第一材料1に第二材料2を重ね合わせ、フランジ部4より大きな内径の凹部7を備えた逆U字断面の接合ツール8を回転しながら第二材料2に押し付け、その摩擦熱でフランジ部4周囲の第二材料2を固相状態のまま局所的に軟化させて接合ツール8を沈降せしめ、接合ツール8を第一材料1にも押し付けることで該第一材料1を軟化させて該第一材料1と第二材料2との境界部分9を撹拌すると共に、接合ツール8の凹部7における内側面全体で該凹部7内の第二材料2を軟化させてフランジ部4を埋没せしめ、然る後、接合ツール8を引き抜いて境界部分9を硬化させる。
(もっと読む)
機械要素接合方法
【課題】機械要素を対象部材に強固に接合できるようにする。
【解決手段】一端からボルト1が突出し且つ他端に接合穴4が形作られている台座3を、接合穴4形成端がボルト1を取り付けるべき対象部材2の表面に向き合うように配置し、次いで、ツール本体7を回転させながら対象部材2の裏面に押し付け、摩擦熱と塑性流動により軟化した対象部材2の材料をツール本体7で撹拌しながら台座3の接合穴4へ押し込み、この後、ツール本体7を対象部材2から引き離し、接合穴4に入り込んだ対象部材2の塑性変形部位を硬化させる。
(もっと読む)
機械要素接合方法
【課題】対象部材への孔の穿設と機械要素の接合を同一工程で行なえるようにする。
【解決手段】ねじ孔3に同軸に連なり且つこのねじ孔3に装着すべきボルトの外径よりも内径d1が大きいツール逃げ孔4が形作られているナット1を、ツール逃げ孔4開口端が対象部材2の表面に向き合うように配置し、ツール逃げ孔4に挿入可能な形状で且つ軸線方向長さL4が対象部材2の厚さt1を上回るピン部10を有するツール本体7を、回転させながら対象部材2裏面のナット1中心に重なっている個所へ押し付け、摩擦熱により軟化した対象部材2にピン部10を突き通し、ナット1を対象部材2に密着させて、この双方を拡散接合する。
この後、接合ツール7を対象部材2から引き抜いて、ピン部10に見合う孔11が形成された対象部材2の塑性変形部位を硬化させる。
(もっと読む)
1,001 - 1,010 / 1,484
[ Back to top ]