
アイダエンジニアリング株式会社により出願された特許
101 - 110 / 153
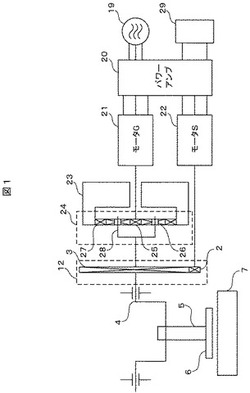
プレス機械、プレス機械の駆動方法及び産業機械
【課題】
フライホイルを用いる産業機械において、駆動用モータ等の寸法増大を抑え、負荷の速度を高自由度で制御できるようにする。
【解決手段】
負荷駆動軸に減速ギアの出力軸を接続し、該減速ギアの入力軸側のギアを第1のモータで駆動し、フライホイルには差動機構を接続し、該差動機構を、そのキャリアに減速ギアの出力軸が接続され、サンギアから入力された回転動力を該フライホイルに伝達しエネルギーとして蓄積させるとともに、該蓄積エネルギーをサンギア側及びキャリア側に放出する構成とし、さらに、該差動機構のサンギアを第2のモータで駆動し、負荷駆動軸の回転角位置に応じ、第2のモータによりフライホイルを加速してエネルギーを蓄積させ、その後、該蓄積エネルギーを放出して第1のモータの不足トルクを補いながら負荷駆動軸を駆動する構成とする。
(もっと読む)
プレスラインのモーション位相調整方法及び装置

【課題】プレスラインの構成要素であるプレスの夫々及び搬送装置の夫々である各装置で、それぞれに個別条件で設定されたモーションを利用し、かつプレスラインの前期各装置の相互の干渉を回避しつつ、ワークの品質を維持しながらライン生産効率が最も高くなる様にプレスラインを制御する方法及び装置を提供することにある。
【解決手段】
複数のプレスの夫々と前記複数の搬送装置の夫々である各装置のモーションデータと、該モーションデータに従い動作する前記各装置、ワーク及び金型の形状データとを用いて干渉チェックを行い、前記各装置のモーションの位相調整を行う
(もっと読む)
モータ制御装置
【課題】 簡単かつ安価な構成としながら、スライド等速運転等にも対応可能な高速応答性と安定性を有したモータ制御装置を提供する。
【解決手段】 パルス発生器1から出力された速度指令は、直接的に加算器5を介して速度制御手段6に入力されると共に、システム同定フィルタ9へ入力されプレス機械7の挙動を表す特性(周波数特性)に基づき所定に補正されて偏差演算手段3に入力される。偏差演算手段3では当該補正後の速度指令と実際に検出されたスライド速度との偏差を求め、当該偏差に基づいて加算器5ではパルス発生器1から出力された速度指令を補正し、その補正後の速度指令を速度制御手段6へ出力する。これにより、速度制御手段6への速度指令に対して、当該プレス機械7が有する固有の挙動特性に応じた補正を行うことができるため、高速応答性と安定性を有したモータ制御装置を提供することが可能となる。
(もっと読む)
プレスラインの運転制御方法
【課題】複数のプレスと、複数のプレス間でワークを搬送するために設けられた複数の搬送装置からなるプレスラインで、各装置で夫々の機械仕様が異なり、また複数からなる各プレス工程で対象ワークを最適に成形するために必要とされるプレス運転条件が夫々のプレス工程で異なる複雑なプレスラインにおいても、オペレータの煩雑な設定入力作業や運転準備のために行う確認作業の負担を軽減するとともに、運転中のプレスラインの生産効率も大幅に高めることができるプレスラインの運転制御方法を提供する。
【解決手段】上位コントローラが複数のプレスと複数の搬送装置の動作が最適になるプレス用モーションパラメータ109と、搬送用モーションパラメータ108と位相信号112とを自動生成し、複数のプレスと複数の搬送装置を制御する。
(もっと読む)
高速せん断加工ができるせん断プレス機械
【課題】高速せん断加工を行なえる小型のプレス機械を提供する。
【解決手段】スライド側に受圧面積の大きな駆動シリンダ装置と受圧面積の小さな従動シリンダ装置とを同期昇降可能に取付けかつボルスタ側にせん断加工部(固定刃,移動刃)を設け、駆動シリンダ装置の上室から従動シリンダ装置の上室に作動流体が往流動している状態で従動シリンダ装置の下室内の作動流体を外部に排出可能かつ従動シリンダ装置の上室から駆動シリンダ装置の上室に作動流体が復流動している状態で外部から従動シリンダ装置の下室内に作動流体を供給可能に形成し、スライド下降中に駆動シリンダ装置の駆動ピンがボルスタ側に当接して位置拘束された以降に、従動ピンで移動刃を急速下降する。
(もっと読む)
プレス機械
【課題】高速せん断加工とプレス加工とを連続的に行なえるようにする。
【解決手段】静止部側に下型とせん断加工部(固定刃・移動刃)と素材位置決め手段をこの順で配設しかつ増速変換装置を設け、昇降部側にせん断用原加圧部およびプレス用加圧部を設け、増速変換装置を入力された低速原加圧力を高速従加圧力に増速変換可能かつ高速従加圧力を移動刃に出力可能に形成し、最初に高速従加圧力を移動刃に付与して連続素材の所定部分(プレス加工済部分を含む。)を高速せん断加工して単品素材(製品)を生産しかつこの後に上型に低速プレス加圧力を付与して連続素材の他の所定部分にプレス加工可能に形成されている。
(もっと読む)
プレスライン
【課題】ワーク搬送速度の高速化を促進する。
【解決手段】ワーク搬送装置10が、上流側プレス1Mと下流側プレス1Nとの中間位置に設けられかつ第1の回動軸18を中心に回動可能な第1のアーム21と、第2の回動軸28を中心に回動可能な第2のアーム31と、この第2のアーム31の先端側に設けられた吸着手段51と、第3の回動軸38を利用して吸着手段51の姿勢を調整可能な姿勢調整手段を具備し、ボルスタ8よりも低い位置に設けた第1の回動軸18を中心に第1のアーム21を回動させかつ第2のアーム31を第2の回動軸28を中心に回動させつつ吸着手段51をプレス加工領域内に移動可能に形成されている。
(もっと読む)
タンデムプレスシステム
【課題】ワーク搬送速度が早く生産性の高いタンデムプレスシステムを提供する。
【解決手段】プレス間に設けるワーク搬送装置10を、第1,2,3の回動軸18,28,38を中心に回動可能に装着された第1,2,3のアーム21,31,41と、第3のアーム41の先端側に設けられかつワークの吸着手段と、第3のアーム側の第4の回動軸48を利用して吸着手段51の姿勢を調整可能な姿勢調整手段を具備し、第1のアーム21を作業床面71の下方に配設した第1の回動軸18を中心に回動させかつ第2のアーム31を第2の回動軸28を中心に回動させるとともに第3のアーム41を第3の回動軸38を中心に回動させつつ、吸着手段51をプレス加工領域内に移動可能でかつ吸着手段の姿勢を調整可能に形成した。
(もっと読む)
レリース機構及び該レリース機構を備えた矯正処理装置
【課題】 簡単な構成で、応答性良くレリース動作を行わせることができると共に、低騒音で作業環境も改善することができるレリース機構を提供する。
【解決手段】 プレス部300のプレス加工と連動してサーボモータ410、411にレリース信号が送られると、サーボモータ410、411が回動されボールネジ部420,421の出力部材422、423がレリース方向に移動される。これに伴い、出力部材422、423に連結部424、425を介して連結される上部ワークロール支持部材430がレリース方向に移動され、上部ワークロール支持部材430に支持される上部ワークロール242はレリース方向に移動される。これにより、上部ワークロール242と下部ワークロール244の間を搬送されるワーク2はレリースされる。
(もっと読む)
タンデムプレスシステム
【課題】ワーク搬送速度が早く生産性の高いタンデムプレスシステムを提供する。
【解決手段】プレス間に設けるワーク搬送装置10を、第1,2,3の回動軸18,28,38を中心に回動可能に装着された第1,2,3のアーム21,31,41と、第3のアーム41の先端側に設けられかつワークの吸着手段と、第3のアーム側の第4の回動軸48を利用して吸着手段51の姿勢を調整可能な姿勢調整手段を具備し、第1のアーム21を第1の回動軸18を中心に回動させかつ第2のアーム31を第2の回動軸28を中心に回動させるとともに第3のアーム41を第3の回動軸38を中心に回動させつつ、吸着手段51をプレス加工領域内に移動可能でかつ吸着手段の姿勢を調整可能に形成されている。
(もっと読む)
101 - 110 / 153
[ Back to top ]