
オーエスジー株式会社により出願された特許
41 - 50 / 180
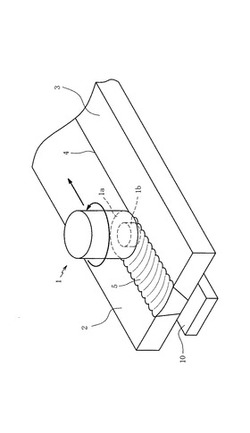
冷却路内蔵部材および冷却路内蔵部材の製造方法
【課題】生産工数を削減できると共に、設計の自由度を大きくできる冷却路内蔵部材および冷却路内蔵部材の製造方法を提供すること。
【解決手段】冷却路内蔵部材は、摩擦撹拌接合用工具1を用いて一体化された二つの被接合材2,3の接合部5に流路(冷却路)が形成されている。このため、従来のように管壁の厚い特殊な矩形パイプ(原材料)を生産する工数を削減でき、原材料の生産を開始してから冷却路内蔵部材が得られるまでの生産工数の総和を削減できる。また、摩擦撹拌接合用工具1を曲線的に移動させて接合部5を形成することで、流路(冷却路)を曲線的に設けることができる。このため、設計の自由度を大きくできる。
(もっと読む)
インデキサブル式ホロータップ

【課題】インデキサブルチップの径方向の位置ずれを防止するとともに、複数のインデキサブルチップを対応するランドに容易に且つ間違いなく取り付けることができるようにする。
【解決手段】インデキサブルチップ14a〜14hの接合面50が、頂角αで周方向へ突き出す凸三角形状とされている一方、チップ取付座32a〜32hの背面38が、対応するインデキサブルチップ14a〜14hの頂角αと等しい凹み角βで周方向に凹んだ凹三角形状とされているため、各インデキサブルチップ14a〜14hが背面38に押圧されるようにして取り付けられる際に径方向の位置決めが行われる。頂角αおよび凹み角βは、複数のランド30a〜30h毎に相違させられているとともに、識別表示(丸付き数字)が設けられているため、8種類のインデキサブルチップ14a〜14hを対応するランド30a〜30hに対して容易に且つ間違いなく取り付けることができる。
(もっと読む)
摩擦撹拌接合用工具
【課題】シャンクに回転子を確実に保持できると共にシャンクの回転駆動力を回転子に確実に伝達でき、さらに回転子の交換作業性に優れる摩擦撹拌接合用工具を提供すること。
【解決手段】係合突部と、係合突部を軸線方向に沿って挿抜可能に受け入れる係合凹部とを備える。係合凹部は、係合突部が挿入されることで回転子3に対するシャンク2の軸線Cまわりの相対回転を規制する。さらに超合金製の回転子3の一部が着磁されている。これにより、回転子3の軸線Cまわりの相対回転を規制し、空回りすることなく、シャンク2の回転駆動力を回転子3に確実に伝達できる。また回転子3を磁性材料製のシャンク2に磁力で吸着させ、シャンク2に回転子3を確実に保持できる。さらに回転子3を交換する際には、磁力に抗する力で回転子3を軸線C方向に沿って引き離すだけで、回転子3をシャンク2から取り外すことができ交換作業性に優れる。
(もっと読む)
管用テーパタップ
【課題】ねじ立て加工を容易化する管用テーパタップを提供する。
【解決手段】管状部材における下穴の表層部にテーパめねじを切削加工するための切れ刃22がテーパ円筒面上に設けられたタップ部14を有する管用テーパタップ10であって、下穴径より小さい径寸法を有する円筒状のガイド部16をタップ部14の先端側に備えたものであることから、手立て作業によるねじ立て加工等に際して、簡単に下穴に対して真っ直ぐにねじ加工することができる。
(もっと読む)
単結晶ダイヤモンド工具
【課題】単結晶ダイヤモンド工具を用いて乾式で鏡面仕上げ等の高精度加工を行う際に一層優れた加工精度が得られるようにする。
【解決手段】ボデー12の外周面に放熱用溝として複数の環状溝30が設けられているため、切削加工の際に切れ刃24、26やすくい面22等に生じる発熱によるボデー12の温度上昇、更にはその温度上昇に伴うボデー12の熱膨張が抑制される。これにより、乾式で鏡面仕上げ等の高精度加工を行う場合でも、ボデー12の熱膨張に起因する単結晶ダイヤモンド14の切れ刃24、26の位置変化、すなわち軸方向の先端側への変位が抑制されて、一層優れた加工精度が得られるようになる。
(もっと読む)
流体供給孔付き超硬ドリル
【課題】シャンク部材と刃部材とを嵌合して一体的に固設する形式の流体供給孔付き超硬ドリルにおいて、簡便な手法で流体が効率良く流体供給孔内に流入するようにして流体の供給性能を向上させる。
【解決手段】シャンク部材12の貫通孔16の後部側が所定の油溜寸法L2だけ残るように刃部材14が嵌合されて一体的に接合されているため、刃部材14の後端より後方の貫通孔16の空間部分26が油溜として機能し、流体供給孔18を経てドリル先端部へ供給される流体の供給性能が向上する。すなわち、冷却油剤等の流体は、工具後端の比較的大きな流通断面から先ずシャンク部材12の貫通孔16内に流入し、その後その貫通孔16に嵌合された刃部材14の流体供給孔18内に流入するため、流通断面積が段階的に小さくなり、流体の流速も段階的に増大させられることから、流速の急な変化に起因する乱流の発生が抑制されて供給性能が改善される。
(もっと読む)
DLCコーティングルアー
【課題】外観が虹色模様や玉虫色等の干渉色を呈している耐久性に優れたルアーを提供する。
【解決手段】DLCコーティングルアー10は、膜厚D2が0.05μm〜0.55μmの範囲内のDLC膜20が設けられることにより、虹色模様や玉虫色等の干渉色の外観を呈しているため、ルアーとして好適に用いられる。しかも、DLC膜20は高硬度で優れた耐摩耗性を有するとともに、TiNの中間層18を介してルアー基材12にコーティングされているため、高い密着力が得られ、剥離や摩耗に対して強く、優れた耐久性が得られる。
(もっと読む)
流体供給孔付きタップ
【課題】タップ本体の先端に閉塞部材が一体的に固設されることにより、その閉塞部材に沿って流体が外周側へ吐出される形式の流体供給孔付きタップの流体供給性能を改善し、工具寿命を一層向上させる。
【解決手段】オイルホール20の先端開口部に設けられた大径穴部28内に球体30が配設されているため、オイルホール20を通って供給された流体(潤滑油剤など)がその大径穴部28の内壁面に沿って滑らかに外周側へ流動させられるとともに、径方向に形成された吐出通路36内に滑らかに流入させられるようになる。これにより、うず巻き等の乱流の発生が抑制されるとともに圧力損失が低減され、複数の吐出通路36から略均一に流体が吐出されるようになるとともに、その吐出流量が多くなり、優れた流体供給性能(潤滑性能など)が得られるようになって、通り穴に対してねじ立て加工を行う場合でも優れた工具寿命が得られるようになる。
(もっと読む)
単結晶ダイヤモンドエンドミル、およびその製造方法
【課題】安定した品質が得られる人工ダイヤモンドを素材として切れ刃およびすくい面が設けられたダイヤモンドチップを有する単結晶ダイヤモンドエンドミルの耐摩耗性を改善して耐久性を一層向上させる。
【解決手段】工具本体52に工具軸心Oと平行に設けられたV字溝62に正四角柱形状のダイヤモンド素材64の第1稜線66部分が嵌め入れられ、その第1稜線66に隣接する一対の側面68がV字溝62の一対の壁面にそれぞれ密着するように位置決めされて一体的に固設されているとともに、第1稜線66に対して対角位置の第2稜線70部分が除去されることによりすくい面72が形成され、そのすくい面72の一方の側端縁が外周刃74として用いられるため、人工ダイヤモンドの稜線をそのまま外周刃として用いる場合に比較して、外周刃74の耐摩耗性が改善されて耐久性が向上する。
(もっと読む)
転造工具およびスプライン軸
【課題】位相合わせのための不規則部分を備えたスプライン軸の転造精度の向上を図ることができる転造工具およびスプライン軸を提供すること。
【解決手段】第1盛上げ加工歯13は、第1フランク面13bと、その第1フランク面13bに対して第1フランク面13a側に配設される第1盛上げフランク面13cとを複数備え、それら第1盛上げフランク面13cと第1フランク面13bとが歯すじ方向に交互に配設されている。よって、被転造素材の先端を歯すじ方向に位置を違えて配設して転造平ダイス1にて転造することで、スプラインの長さが異なるスプライン軸を転造することができる。また、スプラインの長さが長い場合には、フランク面13bが配設される分、第1盛上げフランク面13cによって転造されるスプライン軸の部位を少なくすることができる。よって、スプライン軸の転造精度の向上を図ることができる。
(もっと読む)
41 - 50 / 180
[ Back to top ]