
オーエスジー株式会社により出願された特許
51 - 60 / 180
スパイラルタップ
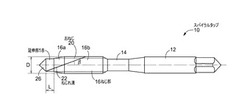
【課題】切りくずをスムーズに排出し得るスパイラルタップを提供する。
【解決手段】ねじ部16の先端側に、下穴径よりも小さい径寸法を有すると共に所定の突出量Lで軸心方向へ突出して設けられた円柱状の延伸部18を備え、その延伸部18の外周面には、ねじれ溝22がねじ部16から延長して設けられたものであることから、そのねじれ溝22から排出される切りくず相互の絡み付きが延伸部18により抑制され、それら切りくずを細かな状態で排出することができる。
(もっと読む)
磁気軸受

【課題】工作機械の振動を低減して、工作機械の加工精度を向上させることができる磁気軸受を提供すること。
【解決手段】主軸2にラジアルロータ80及びアキシャルロータ90が取り付けられており、ラジアルロータ80及びアキシャルロータ90を浮遊状態に保持するXステータ81、Yステータ85及びZステータ91がケース6に取り付けられている。そのXステータ81、Yステータ85及びZステータ91は、それぞれX圧電素子84、Y圧電素子88及びZ圧電素子94を備えており、それら圧電素子は、制御装置7によって制御されることで伸縮される。その伸縮により、ラジアルロータ80及びアキシャルロータ90の浮遊位置が移動され、主軸2に取着されるエンドミルEがケース6に対して移動されるので、フライス盤100の振動を低減してフライス盤100の加工精度を向上させることができる。
(もっと読む)
ナット
【課題】 ナットのボルトへのねじ接触部を改良してトルク係数のばらつきを積極的に抑え、締付軸力を効果的に安定させること。
【解決手段】 中心部にめねじが形成されたナット1において、めねじ11におけるねじ山斜面にボルト5へ荷重の伝わる側に、外膨らみに膨出するトルク係数安定部11a,11aを設ける。これによりナット1のボルト5におけるおねじ55のねじ山斜面との接触位置を特定し、ボルト5の中心から接触位置までの距離を一定化させかつ接触面積も一定化させて、締付軸力を安定させるようにした。
(もっと読む)
チップ着脱式盛上げタップ
【課題】取付ねじの緩みを抑制すると共に耐久性に優れたチップ着脱式盛上げタップを提供する。
【解決手段】シャンク12の先端部とチップ14の下端部との当接面28、30は、軸心Cに垂直な平面に対して所定の角度を成す傾斜面部28a、30aと、その傾斜面28a、30aに連続して軸心C方向に延伸する垂直面部28b、30bとを、備えたものであることから、めねじの形成加工に際して十分な耐久性を保証できると共に取付ねじ22が緩むのを好適に抑制できる。
(もっと読む)
小径ダイヤモンドエンドミル及びその製造方法
【課題】研削精度に優れた小径ダイヤモンドエンドミル及びその製造方法を提供する。
【解決手段】刃部14は、回転軸心Cがその掬い面26上に位置するように、その掬い面26と背反する側の面28においてシャンクの先端部16に鑞接されたものであることから、先端部16に刃部14を鑞接した後にその刃部14の掬い面26を研磨することができ、その掬い面26上に回転中心Cが位置するように容易に補正することができる。すなわち、研削精度に優れた小径ダイヤモンドエンドミルを提供することができる。
(もっと読む)
タップ
【課題】耐摩耗性に優れたチップを、本体に対して強固に接合できるタップを提供する。
【解決手段】盛上げタップ1では、そのタップ本体である母材焼結体13を超硬で作製し、そのねじ部12に形成されたランド20に接合するチップ25を、PCD又はPCDNの焼結体で構成したので、耐摩耗性、長寿命に優れ、かつ超高速加工を実現できる工具を提供できる。そして、予備焼結体である母材中間体と、チップ25とを一体焼結することで、チップ25がランド20に強固に固着された盛上げタップ1を簡単に製造することができる。このような特徴を有する盛上げタップ1は、特に、微量の切削油を加工点に塗布して切削するMQLや、ドライ切削にその性能を発揮する。
(もっと読む)
流体供給穴付き加工工具
【課題】流体供給穴を大きくしたり流体の供給圧力を高くしたりすることなく、流体が効率良く流体供給穴内に導入されるようにして供給量を増大させる。
【解決手段】断面がV字形状で一対の平坦な側壁面30、32を有する流体導入溝28が、オイルホール20、22の後端開口部20a、22aと交差するように設けられているとともに、その溝開口幅w1は後端開口部20a、22aの開口寸法よりも大きく、後端開口部20a、22aが完全にその流体導入溝28内に位置しているため、オイルホール20、22の開口寸法より大きい流体導入溝28内の切削油剤が側壁面30、32に案内されつつ後端開口部20a、22a内に導入される。これにより、切削油剤が流体導入溝28から効率良くオイルホール30、32内に導入されるようになり、穴明け加工部に対する切削油剤の供給量が増大し、その切削油剤によって得られる潤滑性能や冷却性能が向上する。
(もっと読む)
単結晶ダイヤモンドのラップ研磨装置
【課題】単結晶ダイヤモンドの{110}面等を研磨するに際して、作業者の負担が少なく且つ熟練を要することなく高い寸法精度で研磨が行われるようにする。
【解決手段】研磨に伴ってラップ盤32に接近する単結晶ダイヤモンド10の変位量Xを変位センサ52によって検出し、その変位量Xが予め設定された目標値targetXに達したら単結晶ダイヤモンド10の研磨を自動的に停止するため、研磨方向や個体差等による研磨速度のばらつきに拘らず、常に高い精度で予め設定された目標値targetXだけ単結晶ダイヤモンド10が研磨されるようになる。しかも、作業者は単結晶ダイヤモンド10を保持部46に取り付けて目標値入力キー62により目標値targetXを入力するとともに研磨開始スイッチ64をON操作するだけで良いため、作業者の負担が大幅に軽減されるとともに研磨時間が短縮されて作業効率が向上する。
(もっと読む)
単結晶ダイヤモンドのラップ研磨装置
【課題】単結晶ダイヤモンドの{110}面等をラップ研磨するに際して、作業者の負担が少なく且つ熟練を要することなく高い研磨能率でラップ研磨できるようにする。
【解決手段】保持装置34が支持軸心S2まわりに回動可能に配設されているため、保持装置34に対する単結晶ダイヤモンド10の取付姿勢に拘らず、保持装置34が支持軸心S2まわりに自動的に回動させられることにより、単結晶ダイヤモンド10の{110}面12または14に層状に存在する硬質層22とラップ研磨方向Aとが略平行になり、研磨能率が最も高くなるように単結晶ダイヤモンド10の姿勢が自動調整される。これにより、ラップ研磨方向Aに対して単結晶ダイヤモンド10の取付姿勢を調整する面倒な作業が不要で、作業者の負担が少なく且つ熟練を要することなく高い研磨能率で単結晶ダイヤモンド10をラップ研磨できるようになる。
(もっと読む)
ねじ切りフライス
【課題】切れ刃の強度を高めて、工具寿命の向上を図ることができるねじ切りフライスを提供すること。
【解決手段】チップ20が単結晶ダイヤモンドから構成されているので、刃部30の強度を高めることができる。よって、切れ刃31に生じる欠けや摩耗などを抑制することができ、その分、工具寿命の向上を図ることができる。また、ねじ切り加工数の増加に伴う刃部形状の変化を小さくすることができるので、めねじの寸法精度の向上を図ることができる。更に、被加工物の切削面を平滑に仕上げることができるので、被加工物に形成されためねじの強度の向上を図ることができる。
(もっと読む)
51 - 60 / 180
[ Back to top ]