
セントラル自動車株式会社により出願された特許
1 - 10 / 66
ワーク搬送装置
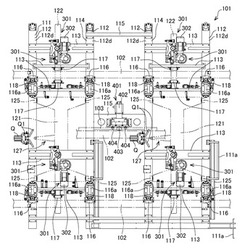
【課題】天井の低い建屋にも対応しながら鉛直方向に交差する面の方向にワークを搬送するワーク搬送装置を提供する。
【解決手段】横走行ユニット111は、基礎レール106に載置される第1ローラ116と、可動レール112bと、自走部401とを有する。可動レール112bは、Y方向に延びる。自走部401は、横走行ユニット111をX方向に自走させる。縦走行ユニット121は、可動レール112bに載置される第2ローラ125と、ワークを把持する把持部201と、を有する。横走行ユニット111は、縦走行駆動ユニット301も備える。縦走行駆動ユニット301は、縦走行ユニット121をY方向に搬送する。
(もっと読む)
位置決め方法及び位置決め台

【課題】ワークの位置決めに用いる設備を簡略化する。
【解決手段】位置決め台101は、ストッパ109と複数のローラ108とを備える。複数のローラ108は、高さを違えて並べて配置される。ローラ108には、扁平なワークWが載置される。ワークWは、その自重によりストッパ109に向けて送られる。ローラ108に載置され送られたワークWの送り先側の端部WLは、ストッパ109に阻止される。阻止されたワークWの位置揃えが行われた後、位置揃えされたワークWは取り出される。
(もっと読む)
ピンクランプ装置
【課題】パネル状のワークの周囲に設けられた空間が小さくても用いることができるピンクランプ装置を提供する。
【解決手段】パネル状のワーク209は、これに形成された位置決め孔211に位置決めピン210が挿入されて、着座面208に着座する。クランプアーム206の爪部207は、着座面208から突出する。ロッド203は、クランプアーム206の軸部213に対し略平行に延びる。連結部205は、ロッド203とクランプアーム206とを連結する。回転軸204は、着座面208に対し固定的に設けられ、軸部213とロッド203とがなす仮想平面ASに直交し、連結部205を仮想平面AS内で回転自在に支持する。駆動部202の駆動により、ロッド203はその軸心方向に変位する。
(もっと読む)
溶接組付方法
【課題】溶接を施すワークの種類が多岐にわたる製造ラインでの治具の切替を容易にし、低コストで短期間に設定変更ができる生産設備を提供する。
【解決手段】溶接組付ライン100には、台車106の経路107が設定されている。台車106には、治具110が着脱自在に載置される。識別部150は、治具110にセットされたワークの種類を特定する。台車106が進行した後、リフタ112は、ワークがセットされている治具110を持ち上げて保持する。溶接ロボット111は、リフタ112に保持された治具110上のワークに対して、識別部150によって特定されたワークの種類に応じた溶接を施す。溶接後、解放装置113は、ワークを治具110から解放する。マテリアルハンドリングロボット114は、この解放されたワークを取り出す。
(もっと読む)
塗装検査装置及び塗装検査方法
【課題】車両ボデーとなるワーク等に行った塗装における塗装不良の検出を、簡易な構成の機器を用いて確実に行う。
【解決手段】光源203は、ワークWKの表面の撮像を行うカメラ202の光軸AXを軸回りに取り囲むように、複数配置される。これらの光源203は、制御回路チップ204の制御によって一つずつ順次点灯し、ワークWKの表面に様々な方向から光を照射する。カメラ202は、光源203が一つずつ順次点灯するその都度に、ワークWKの表面を撮像する。画像処理装置104は、カメラ202から送信された画像データを受けて画像処理を行い、その処理結果をモニタ105に出力する。
(もっと読む)
廃液回収装置
【課題】複数台設置された塗装機から排出された塗装廃液による配管の詰まりを、簡易な構成で防止する。
【解決手段】複数のホッパ102からは送出用配管111が延出し、タンク104に繋がっている。タンク104からは回収用配管112が延出し、回収ドラム113に繋がっている。各送出用配管111の途中には第1ポンプ103が設けられる。回収用配管112の途中には、第2ポンプ105が設けられる。循環用配管114は、第2ポンプ105よりもタンク104から離れた箇所で回収用配管112から分岐し、ホッパ102と第1ポンプ103との間で各送出用配管111に合流する。回収用配管112から分岐する循環用配管114の分岐点には、切替バルブ107が設けられる。切替バルブ107は、タンク104内に設けられた液面センサ106が検知する液面高さに応じて、回収用配管112内の廃液DRの流れ方向を切り替える。
(もっと読む)
容器内攪拌装置ユニット
【課題】缶体の上面を切り開けることなく缶体内の液体を効率良く自動で安全に攪拌する。
【解決手段】攪拌装置201は、シャフト202と、羽根体203と、エアモータとを備える。羽根体203は、シャフト202の端部に回転自在に設けられ、通常は自重で垂れ下がっている。エアモータは、シャフトをその軸回り方向に回転させ、羽根体203を広げる。攪拌装置201は、缶体501に取り付けるための蓋体401に保持されている。攪拌装置201のシャフト202は、柱体形状の缶体501の一方の端面の非中心位置に形成された液体排出口504から挿入され、缶体501の内部に位置付けられる。羽根体203は、エアモータの駆動により広がって、缶体501内の塗料502を攪拌する。
(もっと読む)
搬送装置
【課題】台車を、簡易な仕組みでレールに沿ってスムーズに長距離搬送する。
【解決手段】シャフト110は、円柱形状で、その軸回り方向に回転自在に設けられている。シャフト110は、台車103を所定の移動経路104に沿って案内するレール105と平行に延びている。シャフト110には、円筒コイルスプリング111が取り付けられる。円筒コイルスプリング111は、円筒コイル部117と固定部118とを有する。円筒コイル部117は、スペース巻きで形成され、シャフト110の外周面の中腹に巻き付くよう配置され、シャフト110の長さ方向に摺動自在となっている。固定部118は、円筒コイル部117の端から延出し、シャフト110の外周面に固定される。円筒コイル部117のピッチ間には、台車から突出している突部107が入り込む。シャフト110が軸回り方向に回転駆動すると、円筒コイル部117が突部107に滑り接触する。
(もっと読む)
接着組立方法、接着組立装置、第1の接着工程用装置及び第2の接着工程用装置
【課題】接着構造で各接着部品の位置決め精度や組み付け品質を必要とする車体等の大型製品の接着による組み付けを確実にするとともに、作業員の作業上の安全を確保する。
【解決手段】作業員104は、移動治具108を有しこの移動治具108に接着剤が塗布された接着部品を保持させた台車103を、工場の床面GLに敷設されるレール102に沿って搬送する。作業員104は、台車103を第1の接着工程用装置201の上方で固定し、固定治具作用部209を上方へスライド移動させる等して接着部品同士を接着する。作業員104は、固定治具作用部209を下方に動かし、第1の接着工程用装置201の固定を解除した後、台車103を第2の接着工程用装置301の上方まで搬送し、そこで固定する。作業員104は、床下作業ピット302に侵入し、作業用開口部312を介して接着部品の下方に食み出た接着剤をかき取る作業を行う。
(もっと読む)
浸漬処理装置
【課題】車体製造ラインにおいて車体を液体貯留槽内の薬液に浸漬させる浸漬工程の処理効率をあげる。
【解決手段】ガイドレール111は、液体貯留槽102に溜められた電着塗装液105に近づくよう傾斜する下り傾斜部115及び上り傾斜部116と、これらから車体製造ラインFLの上流側及び下流側に水平に延びる上流側水平部114及び下流側水平部117と、を備える。車体104を搭載するハンガー112は、ガイドレール111に複数吊り下げ支持される。ハンガー112は、上流側水平部114もしくは下流側水平部117から吊り下がる場合、搬送ローラ181によって搬送される。ハンガー112は、下り傾斜部115もしくは上り傾斜部116から吊り下がる場合、ハンガー112に設けられたピニオンギア217が回動し、ピニオンギア217が下り傾斜部115及び上り傾斜部116に平行に設けられるラックギア119に噛合して自走する。
(もっと読む)
1 - 10 / 66
[ Back to top ]